- University of Florida
advertisement

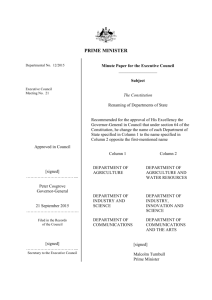
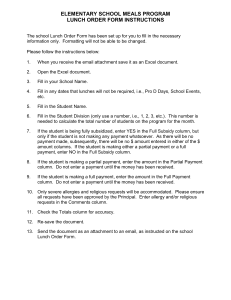
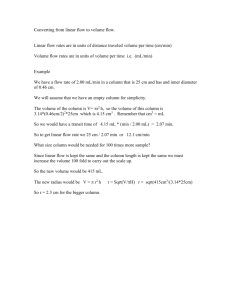
PDC Design Page |1 Design of a Packed Distillation Column for a Unit Operations Laboratory By Mr. Craig D. Mansfield, University of Florida, Chemical Engineering Graduating Term: Degrees Earned: Fall 2011 Bachelor of Science in Chemical Engineering (Magna Cum Laude) Bachelor of Science in Chemistry (Cum Laude) PDC Design Page |2 Abstract The design for a new packed distillation column for consideration as a new experiment for the University Of Florida Department Of Chemical Engineering Unit Operations Laboratory was created to demonstrate the separation of water and isopropanol (i-Pr) and to evaluate a parallel applied multi-correlation approach to creating a high accuracy process model based on correlations with known margins of error. The final design produced features a core distillation unit, capable of batch, semi-batch, and continuous operation, and a surrounding recycle and waste management system, which is not covered in this paper. The nominal core system configuration was continuous operation with 20 mol% i-Pr, 10 mol% i-Pr, and 60 mol% i-Pr compositions and 10.4 USGPH, 6.6 USGPH, and 3.9 USGPH flow rates for the feed, bottoms, and distillate material streams, respectively. This configuration had a 6.65 inch tall HTU, requires 3.42 NTU, and a minimum required height of 1.89 ft. The final column design used a 6 ft high packing of ¼ in. Raschig Rings and had a 23.1% nominal “average tray efficiency,” which was an expectedly low value due to the presence of an azeotrope at 67 mol% i-Pr. PDC Design Page |3 Table of Contents Abstract ............................................................................................................................................................................. 2 Purpose of the Design ....................................................................................................................................................... 4 Chemical System Definition .............................................................................................................................................. 4 Overview of Design Process .............................................................................................................................................. 4 Pedagogical Considerations .......................................................................................................................................... 4 Nominal Design Constraints and Initial Parameters ..................................................................................................... 4 Model Selection Criteria ............................................................................................................................................... 5 Selection of Thermodynamic Properties Models ............................................................................................................. 6 Vapor Phase Model ....................................................................................................................................................... 6 Liquid Phase Model ....................................................................................................................................................... 6 Mixing Rules .................................................................................................................................................................. 6 Van der Waals ........................................................................................................................................................... 6 Wong-Sandler ........................................................................................................................................................... 6 Evaluation of Thermodynamic Properties .................................................................................................................... 6 Selection of Transport Properties Models ........................................................................................................................ 8 Viscosity Model ............................................................................................................................................................. 8 Surface Tension Models ................................................................................................................................................ 9 Thermal Conductivity and Dielectric Coefficient Models ............................................................................................. 9 Diffusivity Models ......................................................................................................................................................... 9 Gilliland Correlation .................................................................................................................................................. 9 Wilke and Chang Correlation .................................................................................................................................... 9 Sitaraman et al. Correlation ...................................................................................................................................... 9 Leffler and Cullinan Correlation .............................................................................................................................. 10 Selection of Flooding Model ........................................................................................................................................... 10 Selection of Loading Model ............................................................................................................................................ 10 Determination of Power Requirements.......................................................................................................................... 11 Selection of Heat Transfer Models ................................................................................................................................. 12 Nusselt Model ............................................................................................................................................................. 12 Mostinski Model ......................................................................................................................................................... 12 Modified Thöme and Shakir Model ............................................................................................................................ 12 Combined Model Evaluation and Heat Exchanger Sizing ........................................................................................... 12 Initial Sizing of the Reboiler ............................................................................................................................................ 13 Selection of Mass Transfer Models ................................................................................................................................. 13 Onda et al. Correlations .............................................................................................................................................. 13 Mass Transfer Behavior and Column Sizing .................................................................................................................... 13 Translation from Interfacial to Overall Mass Transfer ................................................................................................ 13 Design Integral ............................................................................................................................................................ 14 Column Sizing and Calculated Mass Transfer Behavior .............................................................................................. 14 Final Selection of Column ........................................................................................................................................... 14 Sizing the Condenser....................................................................................................................................................... 14 Final Sizing of the Reboiler .............................................................................................................................................. 15 Assembling the Completed Model.................................................................................................................................. 15 Description of Nominal System Design and Behavior..................................................................................................... 15 Column and Packing Material ..................................................................................................................................... 15 Reboiler ....................................................................................................................................................................... 15 Condenser ................................................................................................................................................................... 15 Nominal Operation ..................................................................................................................................................... 15 Nominal Lab Session ................................................................................................................................................... 16 Concluding Remarks........................................................................................................................................................ 16 Acknowledgements......................................................................................................................................................... 16 References ...................................................................................................................................................................... 17 Appendix A: Static Description of the Nominal Core System Description ...................................................................... 18 Appendix B: Diagram of Core System ............................................................................................................................. 24 Appendix C: Reboiler Design Schematic ......................................................................................................................... 25 PDC Design Page |4 Purpose of the Design The author’s research was spurred by his mentor’s proposition of comparing the performance and design of a packed column distillation unit with an azeotrope to the tray columns the author had prior experienced in operation in the lab. This further evolved into developing a full design to be proposed for construction in the lab for eventual student use. Chemical System Definition The chemical system central to the design is a binary mixture of water and isopropanol (i-Pr). This system has a characteristic azeotrope and wildly varying relative volatility. The high degree of variance in the relative volatility at lower concentrations of isopropanol is to be expected as the isopropyl group causes significant steric hindrance to potential hydrogen bonds with the hydroxyl group [1]. This behavior is depicted in Figure 1 in the section on thermodynamic models. Overview of Design Process The design process was largely heuristics based with guidance from the research mentor. Along the way, several constraints on the design were encountered which may be summarized prior to the design method for sake of simplicity. Pedagogical Considerations Given that the eventual purpose of the design was to function as a working unit operation for student use in the senior laboratory course as well as to test the utility of the chosen modeling scheme, practical pedagogical constraints and the concerns of students taking their laboratory courses using current equipment were taken into consideration. Chief amongst those concerned was the physical capacity to operate the system in a wide enough range of desired conditions to gather characterizable data. To address this issue, the system’s size was bounded by the desire to allow for more experimental operations in the same amount of time, which meant the system would be more sensitive to control manipulations, but would converge in a timely manner. Second was the desire to reduce downtime between experimental operations. This was a broad concern but not as prevalent as many students were not able to achieve multiple runs during the normally allotted time. This was addressed by surrounding the core system with a recycle and waste management system. The pedagogical advantage of this was allowance for a larger degree of measurability since the recycle system would avail the relevant data to students during the recycle procedure. Nominal Design Constraints and Initial Parameters Several constraints were placed on the nominal design to satisfy physical and practical constraints inherent to its proposed eventual construction in the Unit Operations Laboratory of the University Of Florida Department Of Chemical Engineering. The design was limited to using a reasonable amount of electrical power and/or steam, fitting within the Unit Operations Laboratory, and reducing costs where possible such that eventual construction was a viable project. Reduction of costs was applied systematically by determining the utility of spare materials and parts in the lab to the design and by scaling down the system to the optimal configurations with lower associated costs. Reasonable electrical power was determined based upon peak use of 90% of the maximum current available from a standard wall socket at with approximately 10% loss of potential due to circuit efficiency. A standard wall socket is regulated by circuit breaker and building voltage to provide up to 15 amperes rms at 115 volts rms [2]. As is shown below, this translates to roughly 1.4KW of available power for the entire system. PDC Design Pavailable, system = (0.90 × 15 A𝑟𝑚𝑠 ) × ((1 − 0.10) × 115 V𝑟𝑚𝑠 ) = 1397.25 Watts Page |5 Equation 1 Assuming that any process controls used are manual or pneumatic and removing from the system’s electrical power limit the sufficient power to operate a computer of minimalist design (to be used for process control and data recording), which was poorly estimated at an arbitrary 400W, leaves a reasonable limit of 1KW for the maximum operating power of an electrically powered design. Pavailable, heating = 1397.25 W − 400W = 997.25 Watts Equation 2 In the course of designing the system, this created an operational pinch point that was later used as the selection criteria for the means of heating the reboiler after the requisite power was determined. The physical constraints of the Unit Operations Laboratory itself limited the system height, and therefore the column height, to the height of the first floor of the lab, which was conveniently the largest available space and approximately 20 feet high. Upon inspection of the first floor of the lab, it was discovered that the frame from a previously dismantled double effect evaporator was available to house the design. The frame was 54 inches wide, 48 inches deep and 108 inches high. This effectively limited the core system diameter to roughly 4 ft. Given the electrical power limit of 1KW, an initial arbitrary column diameter of 3 inches was chosen as a basis. The packing material chosen was ¼ inch ceramic Raschig Rings as there was a surplus supply in the lab at the time and using it would reduce costs. The nominal compositions for the material streams at the core system boundaries were 20mol% i-Pr for the feed, 10mol% i-Pr for the bottoms, and 60mol% i-Pr for the distillate. The internal conditions of the system were specified as being at VLE with a system pressure of 1 atm. Model Selection Criteria Models were selected based primarily on a balance of the global expected inherent uncertainty and the closeness of fit to the specific physical system being modeled. This general strategy was used to select the majority of the pure component models used in the final design. However, some cases required a more in depth exploration into the research that went into the formulation of the respective model. Accuracy became a concern when selecting metacorrelations or correlations built upon the results of subordinate correlations. As may be expected, this was most encountered when selecting multicomponent models to describe the various physical subsystems involved in the overall design. Many of the models chosen to describe multicomponent behavior were abstract mixing rules, meta-correlations constructed to be agnostic of the pure component subordinate correlations chosen as a basis. For example, the Van der Waals and Wong-Sandler mixing rules are constructed such that their pure component basis is simply restricted to the general type of correlation construction. For the Van der Waals mixing rule, any equation of state may be used [3] whereas the Wong-Sandler mixing rule can use any model for the excess Gibbs energy of mixing model [4]or excess Helmholtz energy of mixing at infinite pressure, as was its original formulation [5]. This appears to be a generally constructive strategy [6], but it is the author’s opinion that blindly accepting a meta-correlation without consideration of the subordinate correlations used tends to misrepresent the multicomponent model’s accuracy. Given this reasonable constraint that the generalized meta-correlations selected for this design be previously tested, the author consulted several works when selecting the multicomponent models and chose those that had been tested using multiple subordinate correlations when possible. When the author could not locate a suitably tested multicomponent correlation, the previous general heuristic was applied and the subordinate correlations specified were employed when possible. PDC Design Page |6 Selection of Thermodynamic Properties Models Several thermodynamic models were considered for this design. Since some degree of quantitative accuracy was a desired goal, more complex models were chosen in lieu of those which may have been qualitatively sufficient. The general calculation procedure used was to calculate the fugacity coefficient for each phase using a combination of pure component models and mixing rules, then to use the 𝜙 − 𝜙 method to determine the properties of the equilibrium states of the vapor and liquid phases [3] [7] [8]. Vapor Phase Model The thermodynamic model used for the vapor phase was the Peng-Robinson-Stryjek-Vera-2 (PRSV-2) model with literature binary coefficients used for the binary interaction parameters [9] [10]. This method affords a significant increase in accuracy for VLE calculations over even the Peng-Robinson (PR) model. This was found to be due to the extreme degree of non-linearity present in the equations governing VLE and the numerical method requisite in determining stable VLE states [9] [10]. Liquid Phase Model The thermodynamic model used for the liquid phase was based in the General NRTL activity model [11], with binary coefficients estimated by UNIFAC [12]. While this may seem counterintuitive as activity models are typically used for the 𝛾 − 𝜙 method [3], the careful choice of mixing rule allows for use of the much less complicated 𝜙 − 𝜙 method [5]. The UNIFAC estimated binary interaction parameters were sufficient for describing the chemical system’s behavior upon comparison of the nominal system predictions with literature data [1] [13] [16]. Mixing Rules Two mixing rules were used to obtain mixture thermodynamic properties, one for each respective phase. The Van der Waals mixing rule was used to predict the vapor phase state and the Wong-Sandler model was used for the liquid phase. Van der Waals This mixing rule was chosen for its relative simplicity over newer models which sacrifice significant computation time for relatively small gains in accuracy [14]. It was sufficient that the choice of the PRSV-2 model over the PR model brought the system behavior into a reasonably quantitative range of accuracy [15]. The Van der Waals mixing rule is also thermodynamically consistent as it satisfies the quadratic second Virial coefficient condition (QSVC) [3]. Wong-Sandler This mixing rule was chosen for its significant improvements in accuracy over previous models as well as its general versatility [5]. It is independent of the chosen activity model used [8], which provided flexibility in how the thermodynamic models were evaluated against the reference data. When used in combination with the General NRTL model, it satisfies the QSVC condition [8]. This thermodynamic consistency was a characteristic the author desired to maintain as a governing threshold during VLE calculations. Evaluation of Thermodynamic Properties As was previously mentioned, the 𝜙 − 𝜙 method, allowed by the Wong-Sandler mixing rule, was used to calculate the VLE states of the nominal system [16]. The VLE conditions were calculated for 1000 evenly spaced compositions including the pure components. This was accomplished using the UniSim Design software [16]. This data set formed one of two components comprising the basis dataset used for all further calculations. The other half of the basis dataset was the transport properties data calculated for each of the mentioned compositions. As may be seen in Figure 1, the nominal design compositions are constrained by an azeotrope at roughly 67mol% i-Pr. As all nominal compositions are below this limit, none were changed at this stage of the design. The T-XY diagram, Figure 2, was revealing as at the entire system is specified as being at or below the normal boiling temperature of water with no significant pressure drop across vessel walls. PDC Design Page |7 C3H7OH-H2O System X-Y Diagram P = 1 atm 1 0.9 0.8 0.6 0.5 y 0.4 x 0.3 0.2 0.1 0 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 x_C3H7OH Figure 1: Water-Isopropanol Vapor-Liquid Equilibrium Plot C3H7OH-H2O System T-X Diagram P = 1 atm 100 98 T_Bubble, T_Dew (degrees C) y_C3H7OH 0.7 96 94 92 90 T_Bubble 88 T_Dew 86 84 82 80 0 0.2 0.4 0.6 0.8 x_C3H7OH, y_C3H7OH Figure 2: Water-Isopropanol System T-XY Diagram 1 PDC Design Page |8 Selection of Transport Properties Models Transport properties models were similarly chosen for their relative accuracy, but this constraint was allowed to relax some as the transport properties were not involved in the VLE calculations [7]. The key distinction between the regimes of accuracy tolerance is the degree of uncertainty introduced through feedback in iterative calculations. The transport properties were involved primarily in feedforward calculations, which carry significantly less risk of solution instability due to objective function uncertainty. This change in how uncertainty is propagated may be seen by carrying out the systematic uncertainty analysis when recursively evaluating a continued fractions expression to an arbitrary degree and then comparing the result with the uncertainty propagated by evaluating the analytically derived solution that requires a single evaluation. This example is sufficient to suggest the necessity of a higher standard of accuracy for thermodynamic equilibria calculations as VLE solution techniques employ equations of a non-linearity well beyond that of a simple continued fractions statement [17] [18]. As such, the default models present in UniSim [16] were consulted first and replaced or modified if needed. Viscosity Model The default modified Letsou-Stiel model present in UniSim was used for the viscosity model [16]. The data produced by the modified Letsou-Stiel model qualitatively agreed very well with the reference data [1] [13] [20] [20] [21] [25]. The resulting plot of liquid viscosity as a function of composition is given below in Figure 3. C3H7OH-H2O System Liquid Viscosity vs X Diagram P = 1 atm Liquid Viscosity x10^3 (Pa*s) 0.5 0.45 0.4 Liq. Viscosity 0.35 0.3 0.25 0 0.2 0.4 0.6 0.8 x_C3H7OH Figure 3: Plot of Liquid Viscosity vs Composition 1 PDC Design Page |9 Surface Tension Models As was done with the viscosity, the surface tension model was left up to UniSim to compute and was then checked against reference data for qualitative agreement [16]. The surface tension model had similarly good agreement with the reference data [1] [13]. The plot of surface tension as a function of composition is given below in Figure 4. C3H7OH-H2O System Surface Tension vs X Diagram P = 1 atm 60 Surface Tension x10^3 (N/m) 55 50 45 40 35 Surface Tension 30 25 20 15 0 0.2 0.4 0.6 0.8 1 x_C3H7OH Figure 4: Plot of Surface Tension vs Composition Thermal Conductivity and Dielectric Coefficient Models The thermal conductivity and dielectric coefficient models were also allowed to be governed by UniSim [16]. They had good qualitative agreement with the reference data [1] [13]. Diffusivity Models The diffusivity models were selected based on ease of use and applicability to the system being studied. Gilliland Correlation The Gilliland correlation describes the effective diffusivities of gasses and was used to determine the diffusivities of the vapor phase [19]. Wilke and Chang Correlation Since the liquid phase cannot be treated in the same ideal manner as the vapor phase (for which most models begin with the classical Stokes-Einstein relationship), the infinite dilution diffusivities are calculated and combined using a mixing rule much the same way as the thermodynamics models are constructed. The Wilke and Change correlation is used for non-polar to moderately polar substances. It is a good model for weakly polar substances dissolved in polar substances, and was therefore used for the infinitely dilute isopropanol in bulk water [19]. Sitaraman et al. Correlation This correlation is specifically recommended for infinitely dilute water in a bulk substance of weaker polarity, therefore it was used for the infinitely dilute water in bulk isopropanol [19]. PDC Design P a g e | 10 Leffler and Cullinan Correlation This correlation acts as the mixing rule that combines the pure substances’ behavior to describe the mixture. The high degree of non-linearity relative to other available models was a concern, but was it was discovered upon inspection that the uncertainty propagated would not likely be of concern to the final model [19]. This model did correlate well with literature data within the range of conditions in the nominal design [27]. Selection of Flooding Model While there were many good models to choose from, the model that made the most sense to use in the final design was the definitive Sherwood et al. model. This model was constructed from experiments performed on a steam rectification unit with the same nominal packing and internal conditions range as those chosen for the design being discussed [20]. The alternate model used for qualitative analysis of system behavior was the far more general correlation by Piché et al. [20]. This model was based on the use of an artificial neural network to correlate the behavior of a randomly packed column over a wide range of conditions using a wide variety of packings. It is the author’s opinion that the correlation produced may not have had enough subunits to satisfactorily capture the fully generalized nature of packed systems in quantitative detail [21] and that there was sufficient accuracy within the validation data set to warrant qualitative use prior to final selection of a nominal packing material [20]. Selection of Loading Model The correlation by Piché et al. for loading point prediction was used in the same manner as the corresponding flooding point model [22]. Since the loading behavior of a packed column does not quantitatively impact the maximum power requirement of the reboiler, a qualitative description of the behavior is satisfactory for use in locating reasonable limits of operation [23]. PDC Design P a g e | 11 Determination of Power Requirements The power requirements for the core system were based on the calculated vapor rate at the flood point. This is simply determined as the product of the flow rate and latent heat of vaporization. Pfl = 𝜆𝑣𝑎𝑝 × V2,𝑓𝑙 Equation 3 The flooding power requirement as a function of column height was determined using the generalized correlation of Piché et al. [20] and is shown in Figure 5 below. Power at Flood (KW) vs Column Diameter (in.) 1/4" Ceramic Raschig Rings 80 70 y = 0.7972x2.0045 R² = 1 Power (KW) 60 50 40 Power at Flood (KW) 30 Power (Power at Flood (KW)) 20 10 0 0 2 4 6 8 10 Column Width (in.) Figure 5: Flooding Power vs Column Height for 1/4" OD Ceramic Raschig Rings As may be seen in Figure 5, the power scales roughly as a function of column diameter squared and has a value of approximately 7.2KW for a column with a 3 inch diameter. Projecting along the trend line, the column would have to be 1 inch (at the nearest 1/16 inch) in diameter to reach the electrical power limit. This ruled out the use of electrical power at the desired system size. There was also the accuracy of the models being used to predict the flood point to consider when selecting a column diameter. Most flooding models are correlated such that the predictions deviate significantly from observed system behavior when the ratio of the column diameter to packing diameter falls below 30 [23]. Specifically, the model used for this preliminary power requirement estimate tends to over predict the power required for random packings with a diameter less than ½ inch [20], but the qualitative conclusions as to which power source should be used for heating were quite clear: steam heating. Final determination of the required power for the reboiler was based on the correlation by Sherwood et al., which was included in the final design model [20]. PDC Design P a g e | 12 Selection of Heat Transfer Models Heat transfer models were chosen for their applicability to the various physical and chemical regimes in the core system and then by the accuracy of the model with respect to said application. Nusselt Model The Nusselt model for condensation in a horizontal pipe was chosen to describe the condensation occurring in both the reboiler (steam) and condenser (distillate) for its applicability to a wide range of conditions and its general accuracy [3] [31]. Mostinski Model The Mostinski model was chosen for its general applicability to the heat transfer occurring in the nucleate pool boiling regime for pure fluids [24] [25] [33]. As will be explained further, the model chosen for describing the heat transfer for the nucleate pool boiling regime in a multicomponent mixture requires pure component heat transfer coefficients to work. Modified Thöme and Shakir Model The modified Thöme and Shakir model was originally considered for use due to its generally superior performance relative to other correlations when considering the water isopropanol system [24]. However, a relatively small modification allowed for a worthwhile increase in accuracy and was used in tandem [7]. Combined Model Evaluation and Heat Exchanger Sizing The models for the reboiler and condenser were assembled using the series resistances paradigm shown below 𝑄𝑅𝐵 = ∑𝑗 ∆𝑇𝑗 𝑇i − 𝑇o = 1 ∆𝑟𝑤 1 ∑𝑗 𝑅𝑗 + + ℎi 𝐴i 𝑘𝑤 𝐴𝑤 ℎo 𝐴o Equation 4 where 𝑇 is temperature, 𝑟 is pipe radius, 𝐴 is area, ℎ is heat transfer coefficient, and 𝑘 is thermal conductivity [3] [7] [26] . The respective correlations were substituted into Equation 4 for both the reboiler and condenser, which were then rearranged to produce the following respective non-linear objective functions of the length of pipe [3] [7] 1 𝜁 𝑓𝑜𝑏𝑗 (𝐿) = 𝛼 + 𝛽𝐿−3 − 𝛾𝐿 + 𝛿𝐿0.7 (1 + 𝜀 (1 − 𝑒𝑥𝑝 ( ))) 𝐿 Equation 5 4 31 1 𝑓𝑜𝑏𝑗 (𝐿) = 𝐿3 + 𝛼𝐿30 + 𝛽𝐿3 + 𝛾 Equation 6 where all variables other than 𝐿 are compound expressions of other physical variables. Given the reasonably smooth nature of these objective functions within the range of physically possible values for length (positive real numbers), Newton’s method and successive substitution with physically plausible initial values were used to find the respective solutions [3]. This approach produced consistent and reasonable results, as there were neither situations calling for impractically sized heat exchangers encountered nor non-physical results produced. Evaluation of the size of the required heat exchanging surface using the solutions from Equation 5 and Equation 6 is the first step in determining the size of both the reboiler and the condenser. PDC Design P a g e | 13 Initial Sizing of the Reboiler With the length of the pipe to be used for heat exchange numerically solvable as a function of pipe radius, the next step was to size the shell and to determine the pipe’s geometry relative to the shell. A minimum reboiler diameter was determined by using a dual coil design for the pipe geometry with a single pipe diameter spacing maintained within the coil. This design was chosen because it allowed for completely planar coil geometry and featured counter current flow of the heat source in a cylindrical geometry. The planar geometry allows for greater flexibility in vertical placement of the coil as it is only one pipe diameter thick, and the dual coil design also allows for placement of the steam inlet and outlet in any position along the outside of the reboiler in the plane of the coil. The vertical placement is important as nucleate pool boiling is theoretically based upon low or zero bulk flow conditions in most treatments [7] [26]. The cylindrically oriented counter current flow of condensing steam provides for even heating of the reboiler contents. The reboiler was initially sized for continuous operation of the core system. This meant that the volume of the reboiler was irrelevant to the method used to predict the mass transfer behavior of the system. Selection of Mass Transfer Models Models for mass transfer were chosen to determine the effective specific area of the packing and the mass transfer coefficients of the column. Determination of these values was discovered to be the most heavily involved step in determining how the column would behave and how to size the final system [37] [38]. Onda et al. Correlations The correlation for effective specific area by Onda et al. was chosen because the original research behind it was performed on the same packing material being used for the nominal system design and because the correlation is satisfactorily accurate for quantitative prediction [27]. The correlation for the interface mass transfer coefficients, both 𝑘G and 𝑘L , by Onda et al. were similarly chosen for the same similarity in physical systems involved [27]. Follow up work by Piché et al. attempting to generalize the prediction of packed column mass transfer was used to confirm the quantitative utility of these models [28] and a review of mass transfer correlations by Wang et al. confirmed the general qualitative accuracy of the chosen correlations relative to other possible choices in the context of the intended nominal design [29]. Mass Transfer Behavior and Column Sizing The overall mass transfer behavior was determined by translating from the interfacial mass transfer regime to the overall mass transfer regime and then using the design integral for packed columns to size the column itself. Translation from Interfacial to Overall Mass Transfer Conversion of interfacial coefficients to overall coefficients was accomplished by taking advantage of the relationship between the interfacial and overall transfer coefficients as may be seen in the following equation 1 1 𝑚′ = + 𝐾𝑦 𝑘G 𝑘L Equation 7 where 𝐾𝑦 is the vapor phase overall mass transfer coefficient, 𝑚′ is the slope of the equilibrium line on the XY diagram shown in Figure 1, and 𝑘G and 𝑘L are the interfacial mass transfer coefficients as were previously defined [3] [19] [23] [27] [29] [30] . The overall mass transfer coefficient was only necessary for one phase to continue, though the correlated value for both phases would be necessary to perform an internal check on the model’s accuracy. Only the overall mass transfer coefficient for the vapor phase was calculated in the interest of time constraints. PDC Design P a g e | 14 Design Integral The design integral was subsequently used to determine the required height of packing material to yield the desired nominal mass transfer. The equation for this is 𝑥𝐷 𝑥𝐷 𝑥𝐷 𝑑𝑦 𝑧 = ∫ 𝐻𝑜𝑦 ∗ = ∫ 𝐻𝑜𝑦 𝑑𝑁𝑜𝑦 ≈ 𝐻𝑜𝑦 ∫ 𝑑𝑁𝑜𝑦 ≈ 𝐻𝑜𝑦 𝑁𝑜𝑦 𝑦 −𝑦 𝑥𝐵 𝑥𝐵 𝑥𝐵 Equation 8 where 𝑧 is packing height, 𝑥𝐵 is reboiler composition, 𝑥𝐷 is distillate composition, 𝐻𝑜𝑦 is the vapor phase height of a transfer unit (HTU), 𝑁𝑜𝑦 is the vapor phase number of transfer units (NTU), 𝑦 is the equilibrium vapor phase composition, and 𝑦 ∗ is the vapor phase composition outside of the column in pseudo-equilibrium with the equilibrium vapor phase composition. The HTU for the vapor phase is based on the correlation by Onda et al. [27]. Column Sizing and Calculated Mass Transfer Behavior The design integral was evaluated in several different ways, in part, to investigate the variance in accuracy based upon the methods expected to be known and used by students. The full integral was evaluated numerically to get the most accurate results for the required height. This set the benchmark for all further analysis of the expected effective mass transfer. Subsequently, the value for 𝑁𝑜𝑦 was calculated by integrating over the same interval and used with Equation 8 to solve for the true average value for 𝐻𝑜𝑦 . After this, the integrated value for 𝐻𝑜𝑦 was evaluated for comparison to the previous value by both integration and summation based averages. Finally, the height of an equivalent theoretical plate (HETP) was calculated using 𝑚′𝑉 ln ( 𝐿 ) HETP = 𝐻𝑜𝑦 𝑚′𝑉 𝐿 −1 Equation 9 where 𝑉 is the vapor phase molar flow rate and 𝐿 is the liquid phase molar flow rate. The HETP may be further used for comparison with tray columns operating under comparable constraints to evaluate their relative effective mass transfer efficiencies. Final Selection of Column The column chosen to be used was already present in the lab and was selected because it has the same packing material and the same diameter as the nominal design. The height was slightly different, but the model was constructed such that this form of variation was easily compensated for. Sizing the Condenser With the mass transfer behavior determined, the condenser was sized to match or exceed the power entering at the reboiler using the previously defined heat exchanger sizing equation (Equation 6) and the designated nominal composition of the distillate, which was confirmed as feasible by the corresponding predictions for mass transfer behavior. This safety consideration was well exceeded as the size called for by the nominal design was exceeded by a factor of three in the smallest available unit present in the lab. It was decided that sub-cooling would be an interesting pedagogical twist so the spare shell and tube heat exchanger was selected as the candidate condenser for the final design. PDC Design P a g e | 15 Final Sizing of the Reboiler As the system was designed from the beginning with an external means of recycling and waste management, the column was operable in continuous, semi-batch, and batch modes. With the condenser sized, reboiler heat exchanger sized, and mass transfer behavior determined, the final sizing of the reboiler was considered based on batch operation. The volume of the reboiler was sized to contain enough fluid to operate for the entirety of a single lab session, approximately four hours. To maximize boil off and thereby maximize possible separation, the reboiler was designed in several flanged segments. The bottom section was set at a slightly larger diameter than was determined by the initial sizing. This slightly oversized the heat exchanger, which consequently would challenge students to properly control the system without flooding it. The middle section was set at a diameter that would contain the required volume for a full lab session while fitting within the frame to be used for the system. Since the liquid level in the reboiler was to be set to never fall below the interface of these two sections for normal operation, the minimized boil off ratio for the given volume was achieved, which allowed for a maximum of possible separation. The middle section was also tall enough to provide good resolution, and therefore a high resolving power, on a calibrated sight glass spanning the height of the total reboiler. The top section acted simply as a cap to the reboiler and interfaced with the column itself. This design was chosen such that the middle section could be removed to inspect and service the heat exchanger. A schematic diagram of the final reboiler design is given in Appendix C. Assembling the Completed Model The final model was constructed within a Microsoft Office Excel 2010 workbook and setup such that many of the design constraints and nominal values were variable user inputs. This provided significant flexibility in selecting components and in determining the final nominal design. A static copy of the final design is given in Appendix A and the file is available upon request from the author. Description of Nominal System Design and Behavior Column and Packing Material The final nominal design is center around a core unit with a 6 ft tall, 3 inch inner diameter borosilicate glass column randomly packed with ¼ inch Raschig Rings. Reboiler The reboiler has a nominal volume of 110 USGal. Its heating section is 12 inches in diameter and is 8 inches tall. The middle section is 3 ft in diameter and is 2 ft tall. The top section has a 3 inch diameter flanged attachment and the bottom section has a 1 inch diameter outlet. The heat exchanger is made of type K, ½ inch NPS copper pipe. The minimum exchanger length is 1.05 ft which provides 0.172 sqr ft of exchanger area. The minimum diameter of the reboiler is 8.2 inches. Condenser The condenser is a shell and tube design with an 8.33 inch ID aluminum shell and 15 I inch ID steel tubes. The minimum length required is 10.2 inches which produces a minimum exchange area of 32 square inches. Nominal Operation The nominal core system operates continuously at 50% of the flooding power. The feed is 20 mol% i-Pr flowing at 10.4 USGPH into the reboiler. The bottoms is 10 mol% i-Pr flowing at 6.6 USGPH from the reboiler recycle return line. The Distillate is 60 mol% i-Pr flowing at 3.9 USGPH from the reflux return line. The column has a 23.1% overall “average tray efficiency,” 6.65 inch HTU, and 3.42 NTU corresponding to a 1.89 ft minimum required height. PDC Design P a g e | 16 Nominal Lab Session The nominal lab session is predicted to include up to five continuous runs or 3 batch runs, and can accommodate runs lasting the entirety of the lab session. The recycle and waste management system was designed such that a downtime of as little as 8 minutes is expected between runs to pump from a pre-mixer to the supplying feed tank. Concluding Remarks The final design includes significant predicted improvements over the tray columns present in the lab. The design is based upon sound correlations as verified by the literature data consulted but still suffers from the cumulative propagation of small but significant error. While this was minimized by the careful selection of the correlations chosen, the authors confidence in the numbers produced is cautiously estimated as ±20% and guessed to be as low as ±10%. The author feels the experience was very rewarding as the process of synthesizing a full design and performing each of the concomitant steps was particularly illuminating of the challenges involved in accurate process design. Acknowledgements The author would like to acknowledge Dr. Lewis Johns for his guidance, Dr. Ranga Narayanan for his patience, and Dr. Spyros Svoronos for his encouragement and advice. The author would also like to acknowledge the University of Florida and its Department of Chemical Engineering. PDC Design P a g e | 17 References [1] E. Sada and T. Morisue, "Isothermal Vapor-Liquid Equilibrium Data of Isopropanol-Water System," Journal of Chemical Engineering of Japan, vol. 8, no. 3, pp. 191-195, 1975. [2] NFPA, NFPA 70: National Electrical Code, 11th ed., Delmar Cengage Learning, 2008. [3] D. W. Green and R. H. Perry, Eds., Perry's Chemical Engineers' Handbook, 8th ed., McGraw-Hill, 2008. [4] T. Ohta, "Representation of excess enthalpies by the PRSV equation of state with the modified Huron-Vidal first order and Wong-Sandler mixing rules," Fluid Phase Equilibria, vol. 129, pp. 89-103, 1997. [5] D. S. H. Wong, H. Orbey and S. I. Sandler, "Equation of State Mixing Rule for Nonideal Mixtures Using Available Activity Coefficient Model Parameters and That Allows Extrapolation over Large Ranges of Temperature and Pressure," Ind. Eng. Chem. Res., vol. 31, pp. 20332039, 1992. [6] J. Escandell, E. Neau and C. Nicolas, "A new formulation of the predictive NRTL-PR model in therms of kij mixing rules. Extension of the group contributions for the modeling of hydrocarbons in the presence of associating compounds," Fluid Phase Equilibria, vol. 301, pp. 80-97, 2011. [23] H. Z. Kister, Distillation Design, McGraw-Hill, Inc., 1992. [24] A. Fazel, S. Ali, J. Ali Akbar, M. Ali Akbar and S. Ali Akbar, "Experimental investigation in pool boiling heat transfer of pure/binary mixtures and heat transfer correlations," IJCCE, vol. 27, no. 3, pp. 135-150, 2008. [25] S. G. Kandlikar, "Boiling Heat Transfer with Binary Mixtures: Part I - A Theoretical Model for Pool Boiling," Transactions of the ASME, vol. 120, pp. 380-387, 1998. [26] S. Kakac and H. Liu, Heat Exchangers: Selection, Rating, and Thermal Design, 2nd ed., CRC Press LLC, 2002. [27] K. Onda, H. Takeuchi and Y. Okumoto, "Mass Transfer Coefficients Between Gas and Liquid Phases in Packed Columns," Journal of Chemical Engineering of Japan, vol. 1, no. 1, pp. 56-62, 1968. [28] S. Piché, B. P. A. Grandjean and F. Larachi, "Reconciliation Procedure for Gas-Liquid Interfacial Area and Mass-Transfer Coefficient in Randomly Packed Towers," Ind. Eng. Chem. Res., vol. 41, pp. 49114920, 2002. [29] G. Q. Wang, X. G. Yuan and K. T. Yu, "Review of Mass-Transfer Correlations for Packed Columns," Ind. Eng. Chem. Res., vol. 44, pp. 8715-8729, 2005. [7] V. P. Carey, Liquid-Vapor Phase-Change Phenomena, 2nd ed., New York, NY: Taylor & Francis Group, LLC, 2008. [30] J. W. Buddenberg and C. R. Wilke, "Calculation of Gas Mixture Viscosities," Ind. Eng. Chem., vol. 41, no. 7, pp. 1345-1347, 1948. [8] P. Ghosh and T. Taraphdar, "Prediction of vapor-liquid equilibria of binary systems using PRSV equation of state and Wong-Sandler mixing rules," Chemical Engineering Journal, vol. 70, pp. 15-24, 1998. [31] W. Cao, K. Knudsen, A. Fredenslund and P. Rasmussen, "Simultaneous Correlation of Viscosity and Vapor-Liquid Equilibrium Data," Ind. Eng. Chem. Res., vol. 32, pp. 2077-2087, 1993. [9] R. Stryjek and J. H. Vera, "PRSV2: A Cubic Equation of State for Accurate Vapor-Liquid Equilibria Calculations," The Canadian Journal of Chemical Engineering, vol. 64, no. October, pp. 820-826, 1986. [32] F. M. Khoury, Predicting the Performance of Multistage Separation Processes, 2nd ed., CRC Press LLC, 2000. [10] D.-Y. Peng and D. B. Robinson, "A New Two-Constant Equation of State," Ind. Eng. Chem., Fundam., vol. 15, no. 1, pp. 59-64, 1970. [11] H. Renon and J. M. Prausnitz, "Estimation of Parameters for the NRTL Equation for Excess Gibbs Energies of Strongly Nonideal Liquid Mixtures," I&EC Process Design and Developement, vol. 8, no. 3, pp. 413-419, 1969. [12] P. Rasmussen and A. Fredenslund, "UNIFAC Parameter Table for Prediction of Liquid-Liquid Equilibria," Ind. Eng. Chem. Process Des. Dev., vol. 20, pp. 331-339, 1981. [13] D. I. Shishin, A. L. Voskov and I. A. Uspenskaya, "Phase Equilibria in Water-Propanol(-1, -2) Systems," Russian Journal of Physical Chemistry A, vol. 84, no. 10, pp. 1667-1675, 2010. [14] M. Solorzano-Zavala, F. Barragan-Aroche and E. R. Bazua, "Comparative study of mixing rules for cubic equations of state in the prediction of multicomponent vapor-liquid equilibria," Fluid Phase Equilibria, vol. 122, pp. 99-116, 1996. [15] H. Orbey and S. I. Sandler, "A comparison of various cubic equation of state mixing rules for the simultaneous description of excess enthalpies and vapor-liquid equilibria," Fluid Phase Equilibria, vol. 121, pp. 67-83, 1996. [16] Honeywell, UniSim Design, R380 ed., Honeywell. [17] R. Bellman, Perturbation Techniques in Mathematics, Engineering and Physics, Mineola, NY: Dover Publications, Inc., 2003. [18] R. Bellman, Stability Theory of Differential Equations, Dover Publications, Inc., 2008. [19] A. L. Hines and R. N. Maddox, Mass Transfer: Fundamentals and Applications, Upper Saddle River, NJ: Prentice-Hall PTR, 1985. [20] S. Piché, F. Larachi and B. P. A. Grandjean, "Flooding Capacity in Packed Towers: Database, Correlations, and Analysis," Ind. Eng. Chem. Res., vol. 40, pp. 476-487, 2001. [21] R. Reed, Neural Smithing: Supervised Learning in Feedforward Artificial Neural Networks, The MIT Press, 1999. [22] S. Piché, F. Larachi and B. P. A. Grandjean, "Loading Capacity in Packed Towers - Database, Correlations and Analysis," Chem. Eng. Technol., vol. 24, no. 4, pp. 373-380, 2001. [33] F. Larachi, S. Levesque and B. P. A. Grandjean, "Seamless Mass Transfer Correlations for Packed Beds Bridging Random and Structured Packings," Ind. Eng. Chem. Res., vol. 47, pp. 3274-3284, 2008. [34] D. R. Lide and W. M. Haynes, Eds., CRC Handbook of Chemistry and Physics, 90th ed., Boca Raton, FL: CRC Press, 2009. [35] G. V. Rao and A. R. Balakrishnan, "Nucleate Pool Boiling Heat Transfer of Multicomponent Mixtures," Trans IChemE, Part A, Chemical Engineering Research and Design, vol. 82, no. A1, pp. 43-52, 2004. [36] V. G. Rifert, "Vapor COndensation Inside Horizontal Pipes," Inzhenerno-Fizicheskii Zhurnal, vol. 44, no. 6, pp. 1017-1029, 1983. [37] K. C. Pratt and W. A. Wakeham, "The Mutual Diffusion Coefficient for Binary Mixtures of Water and the Isomers of Propanol," Proceedings of the Royal Society of London. Series A, Mathematical and Physical Sciences, vol. 342, no. 1630, pp. 401-419, 1975. [38] R. Billet and M. Schultes, "Prediction of Mass Transfer Columns with Dumped and Arranged Packings: Updated Summary of the Calculation Method of Billet and Schultes," Trans IChemE, vol. 77, no. Part A, pp. 498-504, 1999. [39] R. Stryjek and J. H. Vera, "PRSV: An Improved Peng-Robinson Equation of State for Pure Compounds and Mixtures," The Canadian Jouranl of CHemical Engineering, vol. 64, no. April, pp. 323-333, 1986. [40] R. Stryjek and J. H. Vera, "PRSV - An Improved Peng-Robinson Equation of State with New Mixing Rules for Strongly Nonideal Mixtures," The Canadian Journal of Chemical Engineering, vol. 64, no. April, pp. 334-340, 1986. [41] Y. Demirel and H. O. Paksoy, "Calculations of thermodynamic derivative properties from the NRTL and UNIQUAC models," Thermochemica Acta, vol. 303, pp. 129-136, 1997. [42] T.-H. Chung, M. Ajlan, L. L. Lee and K. E. Starling, "Generalized Multiparameter Correlation for Nonpolar and Polar Fluid Transport Properties," Ind. Chem. Eng. Res., vol. 27, pp. 671-679, 1988. PDC Design P a g e | 18 Appendix A: Static Description of the Nominal Core System Description The following is a static copy of the model as was constructed in the Excel workbook. Manual Inputs Physical Consts g 9.81 m/s^2 sigma_crit 0.061 N/m FW_PrOH 60.1 Kg/Kgmol FW_H2O 18.02 Kg/Kgmol P_c_PrOH 47.6 bar-abs P_c_H2O 221.2 bar-abs Packing Data Type Raschig Ring Material Ceramic d_p 0.25 in. = d_p 0.00635 m a_p 330 m^2/m^3 epsilon 0.7 m^3/m^3 N_p 50000 m^-3 NRTL-PR VLE Data alpha_12 0.326 alpha_21 0.326 beta_12 833.168 beta_21 20.06 Pure Fluid Data @ Normal BP PrOH dHvap 659200 J/Kg H2O dHvap 2213000 J/Kg PrOH Vbar 8.55E-02 m^3/Kgmol H2O Vbar 1.90E-02 m^3/Kgmol Mass Transfer Data D_AB_inf 1.13228E-10 m^2/s D_BA_inf 1.81888E-07 m^2/s D_V (83.22C) 2.00922E-05 m^2/s Desired Column Specs and Desired Overall Performance (Continuous and Batch) P_RB 1 atm R_D 1 R_D (Batch) z_desired 2m x_D 0.6 x_B_0 (Batch) D_c 3 in. x_F 0.2 x_B_1 (Batch) % Of Flood 50 % x_B 0.1 Reboiler Physical and Sizing Correlation Parameters beta_L 0.0003 m/s B_o 1 b 0.1011 K_p 400 W/m*K Pipe OD 0.625 in. Pipe NPS 0.5 in. Pipe t 0.049 in. Reboiler Steam Properties T_s 150 C P_s 4.7572 bar-abs rho_c 917.06 Kg/m^3 rho_s 2.5454 Kg/m^3 dHvap 2098.3 KJ/Kg mu_c 0.000182 Pa*s K_c 0.6821 W/m*K Condenser Physical and Sizing Correlation Parameters Pipe OD 1 in. Pipe NPS 1 in. Pipe t 0.0625 in. K_p 12 W/m*K Shell ID 8.329 in. # of Tubes 15 Condenser Coolant Properties T_c 25 C Q_c 5 GPM rho_c 997 Kg/m^3 mu_c 0.001 Pa*s K_c 0.58 W/m*K Cp_c 4186 J/(Kg*K) Lab Session Constraints t_lab 4 hrs t_mix 20 min t_shutdown 10 min t_startup 10 min t_transition 20 min # trials desired 4 trials/lab Physical Data dP @ Flood Average Diffu avg D_L Numerical Pac Z_t Transfer Unit Noy* (int) avg Hoy*(sum avg HETP_y* Reboiler Heat A D L_i L_max dr L_RB A_RB U_RB 1 UA_RB 0.6 m_s 0.1 Reboiler Mini B a_max a_0 a_0+Pi err D_RB Condenser Co A L_i L_max dr L_c A_c U_c Average Cont avg V avg L avg D avg F avg B avg L/V avg F/D avg F/B avg D/B PDC Design Calculated Inputs Overall Performance Column Specs Mass Transfer Data L/V 0.5 A_c 0.004560367 m^2 c Reboiler Heat Exchanger Parameters r_o 0.0079375 m r_i 0.0066929 m Condenser Physical Parameters r_s 0.1057783 m r_o 0.0127 m r_i 0.0111125 m m_c 0.314504629 Kg/s D_H 0.059199062 m Re_o 6764.291798 Pr_o 7.217241379 f_o 0.035235448 Nu_o 55.44369607 Lab Session Constraints (Assuming Equal Length Trials Operating in Steady State or Batch) t_trial_min 20 min t_trial_max 35 min P a g e | 19 Vol_max_F Vol_max_B 2 Lab Session Co Vol_trial_F Vol_trial_B Lab Session Co Vol_trial_F Vol_trial_B Column Volum V_col V_col_void Relative Volat PDC Design P a g e | 20 Calculated Outputs Reboiler Volu Manual Inputs Q_RB,op 6.336012623 KW K_wall_RB h_i_RB avg D_V 1.98755E-05 m^2/s T_i_RB t_wall_RB % Z_desired 28.85036374 % dZ_desired -71.14963626 z_RB_max Physical Data dP @ Flood 6.135359619 inH2O Average Diffusivity Data avg D_L 1.92398E-09 m^2/s Numerical Packing Height Z_t 0.577007275 m Transfer Unit Data Noy* (int) 3.418178223 avg Hoy* (int) 0.154451178 m avg Hoy*(sum) 0.15480292 m Hoy* (z/Noy*) 0.168805497 m avg HETP_y* 0.20732365 m avgc HETP_y* m Calculated Inp Reboiler Heating Requirements Data and Numerical Evaluation Values r_i_RB_min A 0.00052519 B 9.27024E-05 C 3.38437E-06 D 9.89475E-05 E 0.273450087 F 0.259054481 r_o_RB L_i 0.5 erth 1E-12 L_min 0 L_max 100 L_0 0.320425218 err 9.86838E-13 9.86904E-13 Calculated Ou dr 0.1 dL 9.86838E-14 L_x 0.320425218 V_RB_tot L_RB 0.320425218 m = 1.051488597 ft V_RB_tot A_RB 0.015980498 m^2 = 0.172086203 ft^2 SA_i_RB U_RB 5942.336886 W/m^2*K = 1046.058706 Btu/hr*ft^2*F Re_c 1578.130277 Q_i_RB UA_RB 94.96149979 W/K Reality Check: Re_c <= 2100? m_s 0.003019593 Kg/s = 23.97387983 lb/hr TRUE Column Insula Reboiler Minimum Diameter/Crossection Area (Dual Spiral Design) and Numerical Evaluation Values Manual Inputs B 92.52463625 erth 1E-12 a_i 4.319689899 K_wall_col a_max 100 a_min 1.570796327 dr 1 h_i_col a_0 4.814756975 f(a) 25.95205249 f'(a) 51.94262328 T_i_col a_0+Pi 7.956349628 f(a+Pi) 66.57258376 f'(a+Pi) 133.1601879 t_wall_col err 8.60853E-13 da 8.60853E-13 a_x 4.814756975 Calculated Inp D_RB 0.208444131 m CrossA_RB 0.03412473 m^2 r_i_col Condenser Cooling Requirements Data and Numerical Evaluation Values r_o_col A 0.010458752 B 0.000459671 C 0.00198224 Calculated Ou L_i 0.5 erth 1E-12 L_min 0 Q_i_col L_max 10 L_0 0.258521782 err 9.43051E-13 dr 0.1 dL 9.43051E-14 L_x 0.258521782 Pipeline Insul L_c 0.258521782 m UA_c 7.629634611 W/K Manual Inputs A_c 0.020629121 m^2 Re_V 687.1375231 K_wall_pipe U_c 369.8477748 W/m^2*K Reality Check: Re_V <= 2100? TRUE h_i_pipe Average Continuous Input/Output Flow Rate Data T_i_pipe avg V 0.138113355 mol/s F-D-B ( ? = 0 ) 0 TRUE t_wall_pipe avg L 0.069056677 mol/s = 0.064640941 USGPM = 3.878456459 USGPH D_pipe avg D 0.069056677 mol/s = 0.064640941 USGPM = 3.878456459 USGPH L_pipe avg F 0.345283387 mol/s = 0.173660125 USGPM = 10.41960749 USGPH Calculated Inp avg B 0.27622671 mol/s = 0.109907409 USGPM = 6.594444556 USGPH r_i_pipe avg L/V 0.5 avg Q_L/Q_D 1 r_o_pipe avg F/D 5 avg Q_F/Q_D 2.686534604 Calculated Ou avg F/B 1.25 avg Q_F/Q_B 1.580058396 Q_i_pipe avg D/B 0.25 avg Q_D/Q_B 0.588139975 Q_i_p/L_p PDC Design Calculated Outputs (Continued) Calculated Batch Operation Performance (Rayleigh Still Model) x_B Integral -3.502237229 B/B_0 0.0301299 Lab Session Constraints: Continuous Operation Max Total Volumes Vol_max_F 41.67842995 USGal Vol_max_D 15.51382583 USGal Vol_max_B 26.37777822 USGal dVol_(F-D-B) -0.213174109 USGal Lab Session Constraints: Continuous Operation Max Trial Volumes per Trial at Steady State Vol_trial_F 6.078104368 USGal Vol_trial_D 2.262432934 USGal Vol_trial_B 3.846759324 USGal dVol_(F-D-B) -0.031087891 USGal Lab Session Constraints: Continuous Operation Min Trial Volumes per Trial at Steady State Vol_trial_F 3.473202496 USGal Vol_trial_D 1.29281882 USGal Vol_trial_B 2.198148185 USGal dVol_(F-D-B) -0.017764509 USGal Column Volumetric Physical Values (Desired Dimensions) V_col 0.009120735 m^3 SA_col_dry 3.009842426 m^2 V_col_void 0.00273622 m^3 = 0.710706594 USGAL Relative Volatilities and Corresponding Geometric Means Point Values Geo. Avg. Values alpha_D 1.160258913 alpha_avg 3.219020465 alpha_F 4.756859682 alpha_avg_D 2.349295393 alpha_B 8.93084521 alpha_avg_B 6.517881366 Number of Equivolent Theoretical Plates and Corresponding Min. Values Minimum Values Calculated Values N_min 2.226277175 N_Z_c 2.783123268 N_min_D 2.097795407 N_Z_d 9.646752785 N_min_B 0.432600083 Avg. Efficiencies at the Calculated and Desired Column Heights (Fenske Eqn.) Calculated Height Desired Height e_a 0.799920435 E_a 0.230779955 e_D 0.753755837 E_D 0.217461301 e_B 0.432600083 E_B 0.432600083 Ratio of Respective Efficiencies (a possibel measure of column effectiveness) E_a/e_a 0.288503637 E_D/e_D 0.288503637 E_B/e_B 1 P a g e | 21 Total Required Q_tot m_s Re_c PDC Design P a g e | 22 Reboiler Volume/Insulation Sizing and Associated Power Loss, Assuming Min. Reboiler Coss-Area Manual Inputs K_wall_RB 16.5 W/m*K K_ins_RB 0.021 W/m*K h_i_RB 1000 W/m^2*K h_o_RB 10 W/m^2*K T_i_RB 100 C T_o_RB 25 C t_wall_RB 0.005 m t_ins_RB 0.0762 m z_RB_max 0.5 m V_RB/V_tot_F 0.5 v/v Calculated Inputs r_i_RB_min 0.104222066 m r_o_RB 0.185422066 m V_RB_liq r_ins_RB r_i_c 0.080230978 m^3 0.109222066 m 0.0381 m Calculated Outputs (Assuming Minimized SA_RB) V_RB_tot 0.017062365 m^3 = 4.431783135 USGAL V_RB_tot 0.0802944 m^3 = 20.85568838 USGAL SA_i_RB 0.391112369 m^2 Q_i_RB 10.42943256 W Q_i_RB/Q_RB 0.164605615 %W/W Column Insulation Sizing and Associated Power Loss Manual Inputs K_wall_col 1.05 W/m*K K_ins_col h_i_col 1000 W/m^2*K h_o_col T_i_col 100 C T_o_col t_wall_col 0.00635 m t_ins_col Calculated Inputs r_i_col 0.0381 m r_ins_col r_o_col 0.09525 m Calculated Outputs Q_i_col 25.12248517 W Q_i_col/Q_RB 0.021 W/m*K 10 W/m^2*K 25 C 0.0508 m 0.04445 m 0.39650308 %W/W Pipeline Insulation Sizing and Associated Power Losses Manual Inputs K_wall_pipe 16.5 W/m*K K_ins_pipe 0.04 W/m*K h_i_pipe 1000 W/m^2*K h_o_pipe 10 W/m^2*K T_i_pipe 100 C T_o_pipe 25 C t_wall_pipe 0.00635 m t_ins_pipe 0.0254 m D_pipe 0.75 in L_pipe 3.6576 m = 12 ft Calculated Inputs r_i_pipe 0.009525 m r_ins_pipe 0.015875 m r_o_pipe 0.041275 m Calculated Outputs Q_i_pipe 65.1731983 W Q_i_pipe/Q_RB 1.028615348 %W/W Q_i_p/L_p 17.81856909 W/m PDC Design Total Required Reboiler Power Required (Including all Accounted Losses) Q_tot 6.436737739 KW Q_RB/Q_tot 98.43515271 %W/W m_s 0.003067597 Kg/s = 24.35499837 lb/hr Re_c 1603.218193 Reality Check: Re_c <= 2100? TRUE P a g e | 23 PDC Design Appendix B: Diagram of Core System P a g e | 24 PDC Design Appendix C: Reboiler Design Schematic P a g e | 25