pubdoc_12_10360_560
advertisement

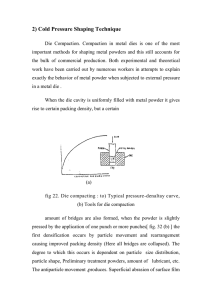
2) Cold Pressure Shaping Technique Die Compaction. Compaction in metal dies is one of the most important methods for shaping metal powders and this still accounts for the bulk of commercial production. Both experimental and theoretical work have been carried out by numerous workers in attempts to explain exactly the behavior of metal powder when subjected to external pressure in a metal die . When the die cavity is uniformly filled with metal powder it gives rise to certain packing density, but a certain (a) fig 22. Die compacting : to) Typical pressure-denaltay curve, (b) Tools for die compaction amount of bridges are also formed, when the powder is slightly pressed by the application of one punch or more punches[ fig. 32 (b) ] the first densification occurs by particle movement and rearrangement causing improved packing density (Here all bridges are collapsed). The degree to which this occurs is dependent on particle size distribution, particle shape, Preliminary treatment powders, amount of lubricant, etc. The antiparticle movement ,produces. Superficial abrasion of surface film comprising oxides absorbed atmospheric gases which are usually present or wedged between the metallic surface. These films obstruct the occurrence of direct metal contact and, thus the formation of appreciable antiparticle bonding, Because of the antiparticle movement the films surrounding the particles are ruptured which are usually more brittle with respect to the metal underneath, The initial contact areas between the particles are so small that even a slight punch load causes very high pressure on these areas thereby breaking tip the surface films at the areas of contact. At this stage compacting produces only dense peeking of powder particle, neither deformation nor adhesion between the individual particles has at yet occurred. If the pressure is further increased, clean particles are brought Close enough . together and they adhere to each other with come Strength, This metal-to- metal contact tins been described by Jones as" cold welding" or adhesion. Further increase in pressure causes deformation of the particles and large areas of contact and mechanical interlocking of neighboring grains will take place as well as filling or voids by the squeezing or small particles, , Strength and density are thus increased. Deformation is the major mechanism of densification, with regard to production, of high density parts. Both Types of deformation – elastic and plastic may take place. Most of the elastic deformation will be recovered on removal of stress from the compact. This may occur before, during and after ejection from tie die cavity. Following compassion, ejection of the pressed part is effected by the movement of the die or punch., The density and strength of the unsintered compact are called green density and green strength respectively. Many studies' on the effect of applied pressure on the density and its distribution within the compact have been made in detail by many workers particularly M,Yn Balshin, J. Wulft with his associates R, H Uncke and others. Put forward one, which has got wide acclaim, is that of shaping Koltholf and Konopicky: ln (1/1 -D)= Kp-1-constant (Equation 1) where D is the relative density, P the applied pressure and compaction constant, If we plot density as a function of the spring compacting pressure, the graph as shown in fig (23) obtained. Fig. 23. Schematic illustration of basic green density distribution for single end die compaction. 3) Hot pressures shaping technique Hot Isotactic Pressing (HIP), the simultaneous application of heat and high pressure, has become a standard production process in many industries. In the HIP unit a high temperature furnace is enclosed in a pressure vessel. Work pieces are heated and an inert gas, generally argon, applies uniform pressure. The temperature, pressure and process time are all controlled to achieve the optimum So these properties are : A. High-melting-point sheet metal B. High temp inert gas or vitreous fluid C. Pressures as high as 100 MPa D. Temperatures of 1200˚C (2200˚F) material properties. E. Used for making high-quality parts Ex. valve lifte • Advantages: • 100% density • Good metallurgical bonding of the particles • Good mechanical properties • Compacts of uniform grain structure and density • Disadvantages: • Wider dimensional tolerances • Higher equipment cost and production time • Small production quantities