Supplementary Information_OR
advertisement

Supplementary Information
“Fabrication and integration of micro prism mirrors for highspeed 3D measurement in inertial microfluidic system”
Joonyoung Koha, Jihye Kimab, Jung H. Shin*ac and Wonhee Lee*ab
a. Graduate school of Nanoscience and technology, Korea Advanced Institute of
Science and Technology (KAIST), Daejeon 305-701, Republic of Korea
b. Center for Nature-inspired Technology in KAIST Institute of NanoCentury,
Daejeon 305-701, Republic of Korea
c. Department of Physics, KAIST, Daejeon 305-701, Republic of Korea
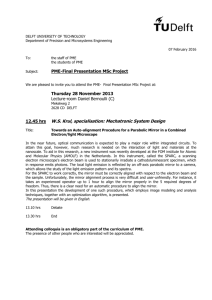
1. Micro-prism-mirror surface roughness and reflectance measurement
Since the prism is used as an optical reflector, we analyzed the surface roughness and reflectance of
the as-deposited Al surface. Atomic force microscopy (Multimode-N3, Bruker Corp., Germany)
measurements revealed that the reflection surface has RMS roughness of 4.9 nm, which gives it an
optically smooth surface (SI Fig 1 (a)). Reflectance was measured by reflectometer (ST2000-DLXn,
K-MAC Co., Korea) and it was ~ 80% over entire visible spectral range (SI Fig. 1 (b)).
(a)
(b)
100
Reflectance (%)
80
60
40
Al on polished Si
Al on mirror surface
20
0
400
500
600
700
800
Wavelength (nm)
SI Figure 1. (a) Surface roughness measurement using atomic force microscopy (AFM). (b)
Reflectance measurement of the fabricated micro prism mirror.
2. Alignment of micro-prism-mirror using embedding trench
The mirror embedding process may have alignment errors such as tilting or twisting relative to the
horizontal plane of the fluidic channel. These errors will lead to image distortion and particle position
offset in side-view image with respect to complimentary top-view image. The mirror embedding
chamber as a support structure helps the prism mirror alignment and prevents such integration errors.
Prism mirror sits on a horizontal channel bottom and was set flush against the side wall. We found
that the assembly process does not result in any significant (measureable) alignment error.
The other possible origins of alignment errors can be brought about from pure geometric inaccuracies
of the mold or the prism. The microfluidic mold is fabricated by photolithography processes including
photoresist spin coating and photomask alignment. Photolithography provides an accuracy of better
than ~1 m and guaranties the accuracy of the alignment parallel to the fluidic channel. The bottom
surface of the embedding chamber may be tilted relative to the horizontal plane. This tilt angle is
defined by evenness of the mold thickness, which is determined by the photoresist spin coating and
baking processes. Photoresist thickness may vary up to a few m in ~ 1 mm area for thick resist such
as SU-8, which corresponds to ~0.1° error. Unless there are defects such as particles or bubbles, spin
coating provides a flat surface with better than 0.1° tilt angle variation. Local roughness due to uneven
drying of solvent is in tens of nanometer range, which is negligible. Photoresist can flow due to
surface tension and gravity before it is fully baked, which can result in photoresist thickness variation.
This thickness variation can be easily removed by edge bead removal and hot plate leveling.
Aligning small object with precise angle is not a simple task. If a “flat” micro mirror is used instead of
a right angle prism mirror, the flat mirror has to be aligned with extreme accuracy to achieve the same
level of reflection angle accuracy. For example, to align a 100 μm wide mirror with ± 0.1 error, a
positional accuracy of better than 100 nm for the mirror edge is required, which is practically
impossible. The precise angular definition provided by the Si crystal and use of photolithography lead
to a high alignment accuracy.
3. Particle size difference in the two different optic systems.
Two rays that propagate different optical systems can be formulated and connected by using ray
transfer matrix.
3-1. Ray transfer matrix
A. Ray traces along the top-view
Input plane (r1,r1’) translation in water (dw) PDMS interface (np) translation in PDMS (dp)
Air interface (na) translation in air (da) the objective lens (f) translation in air(s) imaging
plane (r2,r2’)
Transfer matrix for the whole optic system can be represented by
𝑟2
1
(𝑟 ′ ) = (
0
2
1
𝑠𝑡
) (− 1
1
𝑓
𝑟2 = (1 −
0
0) (
1
𝑑𝑎
) (0
1
1
0
0
𝑛𝑝 ) (1
𝑛𝑎 0
1
𝑑𝑝
) (0
1
0
𝑛𝑤 ) (1
𝑛𝑝 0
𝑑𝑤 𝑟1
)( )
1 𝑟1 ′
𝑠𝑡
𝑠𝑡 𝑑𝑤 𝑑𝑝 𝑑𝑎
) 𝑟1 + 𝑛𝑤 {(1 − ) ( +
+ ) + 𝑠𝑡 }𝑟1 ′
𝑓
𝑓 𝑛𝑤 𝑛𝑝 𝑛𝑎
𝑠
𝑑𝑝
𝑑
𝑑
For the imaging condition, 𝑛𝑤 {(1 − 𝑓𝑡 ) (𝑛𝑤 + 𝑛 + 𝑛𝑎) + 𝑠𝑡 } = 0
𝑤
𝑝
𝑎
1
1
1
+
=
𝑠𝑡 𝑑𝑤 𝑑𝑝 𝑑𝑎 𝑓
+
+
𝑛𝑤 𝑛𝑝 𝑛𝑎
Magnification,
𝑟2
𝑟1
𝑠
= (1 − 𝑓𝑡 ) = −
𝑓
𝑑𝑝 𝑑
𝑑
( 𝑤 + + 𝑎 −𝑓)
𝑛𝑤 𝑛𝑝 𝑛𝑎
B. Ray traces along the side-view
Input plane (r1,r1’) translation in water (dw) PDMS interface (np) translation in PDMS (dp)
Glass interface (ng) translation in glass (dg) Air interface (na) translation in air (da) the
objective lens (f) translation in air(s) imaging plane (r2,r2’)
Transfer matrix for the whole optic system can be represented by
𝑟2
1
(𝑟 ′ ) = (
0
2
1
𝑠𝑠
) (− 1
1
𝑓
0
1
0) (0
𝑟2 = (1 −
1
𝑑𝑎
) (0
1
0
𝑛𝑔 ) (1
𝑛𝑎 0
1
𝑑𝑔
) (0
1
0
𝑛𝑝 ) ( 1
𝑛𝑔 0
1
𝑑𝑝
) (0
1
0
𝑛𝑤 ) (1
𝑛𝑝 0
𝑠𝑠
𝑠𝑠 𝑑𝑤 𝑑𝑝 𝑑𝑔 𝑑𝑎
) 𝑟1 + 𝑛𝑤 {(1 − ) ( +
+
+ ) + 𝑠𝑠 }𝑟1 ′
𝑓
𝑓 𝑛𝑤 𝑛𝑝 𝑛𝑔 𝑛𝑎
𝑠
𝑑
𝑑
𝑑
𝑑
For the imaging condition, 𝑛𝑤 {(1 − 𝑓𝑠 ) (𝑛𝑤 + 𝑛𝑝 + 𝑛𝑔 + 𝑛𝑎) + 𝑠𝑠 } = 0
𝑤
𝑝
𝑔
𝑎
𝑑𝑤 𝑟1
)( )
1 𝑟1 ′
1
1
1
+
=
𝑠𝑠 𝑑𝑤 𝑑𝑝 𝑑𝑔 𝑑𝑎 𝑓
𝑛𝑤 + 𝑛𝑝 + 𝑛𝑔 + 𝑛𝑎
Magnification,
𝑟2
𝑟1
𝑠
= (1 − 𝑓𝑠 ) = −
𝑓
𝑑𝑝 𝑑𝑔 𝑑
𝑑
( 𝑤 + + + 𝑎 −𝑓)
𝑛𝑤 𝑛𝑝 𝑛𝑔 𝑛𝑎
The values for the thickness and the refractive index of each layer used in calculations are shown in SI
table 1.
The OPL compensation using a 680 μm thick glass (4 cover slips with 170 μm thickness) results in a
working distance difference between top and side images of 8.1 μm which is within the depth of field
of the objective lens. Although the difference depends on the particle positions in the fluidic channel,
two images that are located within the DOF of the objective lens should in principle be nearly
identical. However, the presence of an additional optical layer (thick glass) induces point aberration
due to refraction of non-paraxial rays.
SI Figure 2. Device optic system
thickness
5
2.5
0
19.5
Top
Refractive index
1.33
1.4
1.5
1
21.284
thickness
25
2.79
680
18.8
Water (μm)
PDMS (mm)
Glass (μm)
Air (mm)
Paraxial working distance
(mm)
SI table 1. Thickness and refractive index of the device optic system
Side-view
Refractive index
1.33
1.4
1.5
1
21.276
3-2. Cover slips and point aberration
The presence of glass layer can cause image degradation when used with an air objective with a high
numerical aperture (NA), since the paraxial approximation in ray tracing transformation only uses the
1st order of incident angle (θ). Even though we used an objective lens with a small numerical aperture
(NA = 0.3), we now consider the effect of refraction on the interface of thick glass which leads to the
rays that make larger angles than the objective lens NA. Such rays leaving a given object point will
no longer meet at the image point, and the image will no longer be sharp due to geometrical aberration,
and the image of a point light source will no longer be a single point.
After propagating through the 4 optical systems, the working distance of non-paraxial and paraxial
approximation can be written as
A. Non-paraxial approximation
1
𝑊𝑜𝑟𝑘𝑖𝑛𝑔 𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑒′ = 𝑡𝑎𝑛𝜃 (𝑑𝑤 × 𝑡𝑎𝑛𝜃𝑤 + 𝑑𝑝 × 𝑡𝑎𝑛𝜃𝑝 + 𝑑𝑔 × 𝑡𝑎𝑛𝜃𝑔 + 𝑑𝑎 × 𝑡𝑎𝑛𝜃𝑎 )
𝑎
B. Paraxial approximation, 𝑡𝑎𝑛𝜃𝑖 ≈ 𝜃𝑖 , 𝑠𝑖𝑛𝜃𝑖 ≈ 𝜃𝑖 , 𝑛𝑖 𝜃𝑖 = 𝑛𝑗 𝜃𝑗
𝑑𝑤 𝑑𝑝 𝑑𝑔 𝑑𝑎
𝑊𝑜𝑟𝑘𝑖𝑛𝑔 𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑒′′ = 𝑛𝑎 ( +
+
+ )
𝑛𝑤 𝑛𝑝 𝑛𝑔 𝑛𝑎
The farthest rays from the optic axis are refracted with an angle of 𝑠𝑖𝑛ɵ𝑎 = 0.284. The working
distance difference due to compensation with cover slips in the side-view image is calculated to be 11
μm. The depth of field for fluorescence microscopy was 9 μm. Taking the permissible circle of
confusion, which corresponds to DOF limits in the object plane, into account, the reflected side-view
images have a diameter that is 22 % larger than that of the direct top-view image.
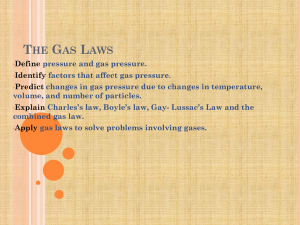
3-3. Particle position invariance in two different optic systems
Even though the particle size of reflected image differs from that of the top-view image, the centroids
of each particles are located on the each optical axis. Thus, the position of the particle, given by the
centroid of its image, is unaffected by such optical differences. This is confirmed by the image
below, which shows microscope images of three 10 μm diameter particles, one stuck on the top
surface of the channel and the other two stuck two each other at the boom of the channel.
Furthermore, they are at the opposite sides of the channel, thus representing the maximum difference
in OPL. We find that, as expected from calculations above, the side-view images are more blurry,
with larger apparent sizes. However, the x-positions of the centroid of the “particles” line up very
well, indicating that the positions of the particles, at least as given by the centroid of the particles, are
the same for top- and side-view images. Furthermore, the vertical distance between the centroid of the
two particles, using the scale for the top-view, is 19.98 μm, which is exactly what one would expect
from two 10 μm diameter particles stuck to the top and bottom surface of a 30 μm high channel.
Therefore, we conclude that the particle positions can be reconstructed without correction of scale
between the top- and reflected side-view images.
SI Figure 3. A transmitted microscope image showing three 10 μm diameter particles, one stuck on
the top surface of the channel and the other two stuck two each other at the boom of the channel
particles in both top and side view.
4. Side illumination set up for transmission microscopy
Extra illuminator is used to illuminate the side-view image. The illuminator line is equipped with x, y,
z micro-positioner to control the direction of the illumination.
SI Figure 4. Photography of side illumination set-up.