Reactor
advertisement

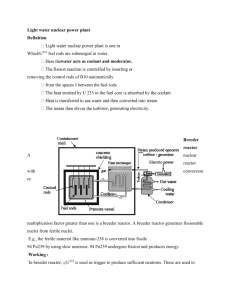
Reactor The reactor is the heart of a chemical process. It is the only place in the process where raw materials are converted into products, and reactor design is a vital step in the overall design of the process. The design of an industrial chemical reactor must satisfy the following requirements: 1. The chemical factors: The kinetics of the reaction. The design must provide sufficient residence time for the desired reaction to proceed to the required degree of conversion. 2. The mass transfer factors: With heterogeneous reactions the reaction rate may be controlled by the rates of diffusion of the reacting species, rather than the chemical kinetics. 3. The heat transfer factors: The removal, or addition, of the heat of reaction. 4. The safety factors: The confinement of hazardous reactants and products, and the control of the reaction and the process conditions. The need to satisfy these interrelated and often contradictory factors makes reactor design a complex and difficult task. However, in many instances one of the factors will predominate and will determine the choice of reactor type and the design method. The following characteristics are normally used to classify reactor designs: 1. Mode of operation: batch or continuous. 2. Phases present: homogeneous or heterogeneous. 3. Reactor geometry: flow pattern and manner of contacting the phases: i. Stirred tank reactor; ii. Tubular reactor; iii. Packed bed, fixed and moving; iv. Fluidized bed. Fluidized-Bed Reactors For other topics on fluidization, see Fluidized bed technology, Fluidized bed combustion and Fluidization. A fluidized bed reactor (FBR) is a type of reactor device that can be used to carry out a variety of multiphase chemical reactions. In this type of reactor, a fluid (gas or liquid) is passed through a granular solid material (usually a catalyst possibly shaped as tiny spheres) at high enough velocities to suspend the solid and cause it to behave as though it were a fluid. This process, known as fluidization, imparts many important advantages to the FBR. As a result, the fluidized bed reactor is now used in many industrial applications. Figure (3-1) Fluidized Bed Reactor Design The essential feature of a fluidized-bed reactor is that the solids are held in suspension by the upward flow of the reacting fluid; this promotes high mass and heat transfer rates and good mixing. Heat transfer coefficients in the order of 200W/m28C to jackets and internal coils are typically obtained. The solids may be a catalyst, a reactant in fluidized combustion processes, or an inert powder added to promote heat transfer. Though the principal advantage of a fluidized bed over a fixed bed is the higher heat transfer rate, fluidized beds are also useful where it is necessary to transport large quantities of solids as part of the reaction processes, such as where catalysts are transferred to another vessel for regeneration. Fluidization can be used only with relatively small-sized particles, <300 mm with gases. A great deal of research and development work has been done on fluidized-bed reactors in recent years, but the design and scale-up of large diameter reactors is still an uncertain process and design methods are largely empirical. The principles of fluidization processes are described in Richardson et al. (2002). The design of fluidized bed reactors is discussed by Rase (1977). Reactor R-101: HYSYS data FA0 (Kgmol/hr) 126.07 T0 (C) 451 T (C) 548 PT0 (psia) 40 PT (psia) 35 X 0.997 yA0 0.2534 yB0 0.7056 Table (3-1) Hysys reactor worksheet C6H5NO2 + 3H2 - C6H5NH2 + 2H2O The initial conversions and the initial reaction rates at different reaction conditions were obtained by extrapolating the conversion curves to time t=0 min. It could be shown that hydrogenation of nitrobenzene on the fresh catalyst follows a Langmuir Hinshelwood mechanism considering the surface reaction of the adsorbed nitrobenzene molecule and one adsorbed hydrogen atom as the rate determining step (Amon et al., 1999a): . Parameter k0 (Kmol/Kgcat.s) EA (KJ/mol) KNB (Kpa-1) KH2 (Kpa-0.5) Value of estimation 1.86x10-4 10 1.51x10-2 0.14 Standard deviation 1.27x10-5 0.9 2.98x10-3 0.02 Table ( 3-2 ) Kinetic constants of the initial reaction rate rA = kKNBKH2PNBPH20.5/(1+ KNBPNB + KH2PH20.5)2 PA0 y A0 PT 0 10.136 psia y A0 = 0.534*(1+2-3-1) = -0.534 A y A0 =1 y A0 B y B0 0.7056 / 0.2534 2.78453 y A0 PA PA0 A x T0 P = PNB 1 x T P0 0.04682907 psia = 0.3227 Kpa PB PA0 B x T0 P = PH2 1 x T P0 27.9 psia = 192.263 Kpa Kinetic Data: k = 1.642x10-7 Kmol/Kgcat.s -rA = kKNBKH2PNBPH20.5/(1+ KNBPNB + KH2PH20.5)2 = (1.642x10-7*1.51x10-2*0.14*0.3227*192.2630.5) / (1+ 1.51x10-2*0.3227 + 0.14*192.2630.5)2 = 1.79x10-10 Kmol/Kgcat.s = 1.79x10-7 mol/Kgcat.s = 6.45X10-4 mol/Kgcat.hr dx rA dW FA0 W FA0 ( x) 194827 Kg rA Wcopper = 15% of the total weight = 29224 Kg Wsilica = 1548.211376 – 29224 = 165603 Kg ( Bulk ) 100 lb / ft 3 = 45.359237 Kg/ft3 = 0.3 V (column) W 6136 ft 3 = 173.75 m3 (1 ) * V D 1/ 3 3.81 m L 6D 22.86 m Equipment Name Reactor Objective Convert nitrobenzene to aniline Equipment Number R-101 Designer Abdulaziz Alshomer Type Fluidized bed vapor catalytic reactor Material of Construction stain steel Table (3-3) reactor 101 information Refrrences Book Chemical engineering design,sinnot&towler,5th edition,reactor ,page 666 websites http://www.lossinweightfeeder.com/standards/documents/1500-C01-2.pdf http://144.206.159.178/FT/158/35028/599706.pdf C6H5NO2 + S ↔ C6H5NO2.S -rNB = kNB (PNB Cv - CNB.s/KNB) -rNB/kNB = 0 CNB.s = KNB PNB Cv 0.5H2 + S ↔ H.S -rH2 = kH2 (PH20.5 Cv – CH.s/KH2) -rH2/kH2 = 0 CH.s = KH2 PH20.5 Cv C6H5NO2.S + H.S C6H5NH2 + H2O + 2S -ra = K CNB.s CH.s Ct = CNB.s + CH.s + Cv Ct = KNB PNB Cv + KH2 PH20.5 Cv + Cv Cv = Ct / (1 + KNB PNB + KH2 PH20.5 ) Surface Reaction rate limiting -ra = rs = Ks Ct KNB KH2 PNB PH20.5 / (1 + KNB PNB + KH2 PH20.5 )2 Let k = Ks Ct -rA = kKNBKH2PNBPH20.5/(1+ KNBPNB + KH2PH20.5)2