Experimental Apparatus - Springer Static Content Server
advertisement

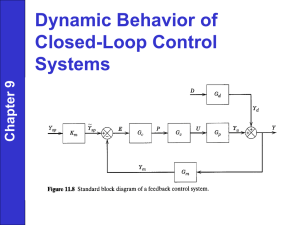
Microfluidics and Nanofluidics Electronic Supplementary Material Self-Optimizing, Thermally-Adaptive Microfluidic Flow Structures Robert A. Hart and Alexandre K. da Silva Department of Mechanical Engineering, University of Texas at Austin, Austin, TX 78712 Corresponding author: A. K. da Silva, Email: akds@mail.utexas.edu, Tel.: (512) 232-0866, Fax: (512) 471-1045 Fabrication of the TAMS The PNIPAAm hydrogel used in the microvalves was synthesized by generally following the protocol given by Wang et al. (2005). The synthesis process began by dissolving 315 mg of N-Isopropylacrylamide (NIPAM) and 17.5 mg of N,N'-Methylenebis(acrylamide) (BIS) in 10 ml of deionized (DI) water. Then, 13 l of N,N,N',N'-Tetramethylethylenediamine (TEMED) was added to this solution. Nitrogen gas was bubbled through the solution for about 10 minutes to remove dissolved oxygen and purge the flask. The polymerization reaction was then initiated by dissolving 17.5 mg of Ammonium Persulfate (APS) in the solution. The flask was left undisturbed for a period of at least 30 minutes to allow the reaction to complete. A continuous nitrogen gas purge was maintained in the space above the hydrogel during the entire reaction time. Afterward, the hydrogel was removed from the flask, rinsed with DI water, and allowed to dry in open air for several days. The dried hydrogel was then ground to a coarse powder with particles small enough to fit within the TAMS valve actuator chamber (Richter et al. 2003; Richter et al. 2004; Cao et al. 2001). The channel, valve, and plenum layers were fabricated using a soft lithography process (Xia and Whitesides 1998; Jo et al. 2000). The geometric features of these layers are shown in Fig. S1. This figure provides the main dimensions of the photolithographic mask used during fabrication. As shown in these frames, each valve of the TAMS device is centrally placed within 1 of 9 each quadrant. Prior to assembly, all critical dimensions of the components were verified. With the exception of the attachment of the valve membranes (described below), components were bonded using the standard oxygen plasma surface oxidation method (Eddings et al. 2008; Jo et al. 2000). Fig. S1. Dimensional details of the main TAMS layers. All dimensions are in millimeters. As shown in Figs. 1 and 2 (main text), each valve membrane is bonded to the top surface of eight support pillars. The membrane was formed by spin coating PDMS on an acrylic disc 2 of 9 (3000 RPM for 30 seconds). Once the PDMS film had cured, a sharpened, blunt-tip 12 ga. needle was pressed into the film (which was still on the acrylic disc) to cut out a circular valve membrane. The valve membranes were bonded to the support pillars using uncured PDMS as an adhesive (Satyanarayana et al. 2005; Wu et al. 2005). To implement this technique, the individual valve membranes were placed on a glass slide and liquid PDMS was spin coated on the slide at 7000 RPM for 120 seconds. This process left an approximately 4 m thick PDMS film on one side of the membranes. The membranes were then lifted and positioned atop the pillars, and the assembly was placed in an oven to allow the PDMS “glue” to cure. After the membranes were attached, the dried hydrogel particles were loaded into the valves. Using holes that had been previously punched through the valve layer in each actuator chamber (these are not visible in Fig. 1 (main text)), the particles were added by hand with tweezers from the bottom of the layer. Because the mass of dry hydrogel placed in each valve was too small to practically measure, the amount added was determined by counting the particles. Approximately 4-6 particles were placed in each valve. After filling, part of the PDMS plugs that were removed when the holes were punched were replaced to seal the holes and hold the particles in place. Although the hydrogel is pictured as a single mass in Fig. 2 (main text), it was initially individual particles. After the dry hydrogel particles were rehydrated, they melded into a single mass as pictured. Before using this layer in the next fabrication step, the valves were pre-tested by submerging the valve layer in water and measuring the resulting membrane deflection over several temperature cycles. To ensure that the membrane formed a tight seal with the top of the exit plenum, the desired membrane deflection was at least 200 m. Because the process used to grind the hydrogel resulted in irregularly shaped particles with a wide variety of sizes, it was not practical to attempt to measure the sizes during the assembly process. Rather, the criteria of a membrane deflection of 200 m or greater was used to assess if an adequate amount of hydrogel was present. This criteria directly assessed the functionality of the valve instead of relying on the amount of hydrogel added during fabrication. By using this approach, there was no need to consider factors such as the PDMS material properties, membrane geometry, hydrogel synthesis protocol, etc. to produce a valve with the desired deflection. In some cases, it was necessary to “fine tune” the deflection by carefully inserting small hydrogel particles through the gaps 3 of 9 between the membrane support pillars. This process of adding hydrogel and testing the deflection was repeated until all the valve membranes had an acceptable deflection. Also, since discrete particles were added, it was not possible to achieve a deflection of exactly 200 m. Rather, the objective was to have a deflection of at least 200 m, which would ensure that the membrane could be extended enough such that the valve was fully closed. The TAMS was assembled in a number of steps. The following summarizes the major steps in this process: 1. Using a 16 ga. needle, the four holes used for filling the valves with hydrogel particles were punched through the valve layer. The holes were located in the center of each actuator chamber. 2. The membranes were bonded to the support pillars, the hydrogel was loaded into the actuator chambers, and the valves were tested as described above. During testing, the valve layer assembly was temporarily held on a glass microscope slide which also helped to retain the PDMS hole plugs when the hydrogel expanded. 3. The channel and valve layers were bonded together. 4. The 32 microchannel exit holes (one centered at the end of each microchannel) were punched through the subassembly from Step (3) using a 22 ga. needle. 5. The holes for the four fluid exit ports were punched in the plenum layer using a 20 ga. needle and the plenum layer was bonded to the subassembly from Step (4). 6. The hole for the fluid inlet port was punched through the subassembly from Step (5) using an 18 ga. needle. 7. The glass layer was bonded to the subassembly from Step (6). 8. The needles used for the fluid interconnects were inserted. A graphic schematic of the assembly process is shown in Fig. S2(a), and a photograph of the completely assembled TAMS test article is shown in Fig. S2(b). Note that all the layers shown in Fig. S2(a) are indentified in Fig. 1 (main text). 4 of 9 Fig. S2(a). Assembly sequence of a TAMS device. Fig. S2(b). Photograph of a TAMS with fluid interconnects. 5 of 9 Experimental Apparatus A simplified schematic that highlights the main components of the experimental apparatus is shown in Fig S3(a) along with a picture of the setup in Fig. S3(b). As indicated in the text of the main article, this setup has been used and thoroughly detailed in previously published studies (Hart et al. 2011; Hart and da Silva 2011). Consequently, the details of the construction, operation, and validation of the apparatus are not repeated here. As described in the above cited studies, the setup is comprised of an elevated tank with a constant level of coolant (i.e., water) that gravitationally supplies water to the TAMS (see Fig. S3(a)). A heat exchanger, placed between the tank and the test section, controls the temperature of coolant at the TAMS inlet. For determination of flow rate, the water exiting the system is collected in a container sitting on a digital scale. Thermocouples are installed in the inlet and outlets of the TAMS to measure fluid temperatures. Fig. S3(a). Sketch of main components of the experimental apparatus (left) and a schematic (right) showing the locations of the thermocouples used to measure the temperatures of the fluid entering and exiting the TAMS. 6 of 9 TAMS Close-up Elevated Supply Reservoir Fluid Temperature Thermocouple TAMS Test Section Scale Programmable Power Supplies Fig. S3(b). Photograph of the experimental setup, and close-up of the TAMS device (upper right corner). In Fig. S4 we show a schematic illustration of how the TAMS was installed for testing. This figure details how the four heating elements (i.e., thermoelectric coolers or TECs) were attached to the TAMS and indicates the locations of the surface mount thermocouples used to measure the surface temperatures in each quadrant. 7 of 9 Fig. S4. Schematic of the system used to support and heat the TAMS (left). Circled numbers show the quadrant numbering scheme. Photograph of one of the thermoelectric coolers used to heat a TAMS quadrant (right). One should notice that a copper plate that physically connected the lower surfaces of all four thermoelectric coolers was used as a base (see Figs. S3(b) and S4). The main purpose of this plate was to serve as a “fin” to the TECs, so that heat could be easily transferred from or to the surroundings. With this arrangement, the TECs were able to maintain the desired thermal condition on the bottom surface of each TAMS quadrant. References Cao X, Lai S, Lee LJ (2001) Design of a Self-Regulated Drug Delivery Device. Biomed Microdevices 3 (2):109-118 Eddings MA, Johnson MA, Gale BK (2008) Determining the optimal PDMS-PDMS bonding technique for microfluidic devices. Journal of Micromechanics and Microengineering 18 (6):067001 8 of 9 Hart RA, da Silva AK (2011) Experimental thermal-hydraulic evaluation of constructal microfluidic structures under fully constrained conditions. Int J Heat Mass Transfer 54 (15-16):3661-3671 Hart RA, Ponkala MJV, da Silva AK (2011) Development and testing of a constructal microchannel flow system with dynamically controlled complexity. Int J Heat Mass Transfer 54 (25-26):5470-5480 Jo BH, Van Lerberghe LM, Motsegood KM, Beebe DJ (2000) Three-dimensional micro-channel fabrication in polydimethylsiloxane (PDMS) elastomer. Journal of Microelectromechanical Systems 9 (1):76-81 Richter A, Howitz S, Kuckling D, Arndt K-F (2004) Influence of volume phase transition phenomena on the behavior of hydrogel-based valves. Sensors and Actuators B: Chemical 99 (2-3):451-458 Richter A, Kuckling D, Howitz S, Thomas G, Arndt KF (2003) Electronically controllable microvalves based on smart hydrogels: magnitudes and potential applications. Journal of Microelectromechanical Systems 12 (5):748-753 Satyanarayana S, Karnik RN, Majumdar A (2005) Stamp-and-stick room-temperature bonding technique for microdevices. Journal of Microelectromechanical Systems 14 (2):392-399 Wang J, Chen ZY, Mauk M, Hong KS, Li MY, Yang S, Bau HH (2005) Self-actuated, thermoresponsive hydrogel valves for lab on a chip. Biomed Microdevices 7 (4):313-322 Wu H, Huang B, Zare RN (2005) Construction of microfluidic chips using polydimethylsiloxane for adhesive bonding. Lab on a Chip 5 (12):1393-1398 Xia YN, Whitesides GM (1998) Soft lithography. Annu Rev Mater Sci 28:153-184 9 of 9