Switching Model Predictive Control of Aqueous–Based Freeze
advertisement

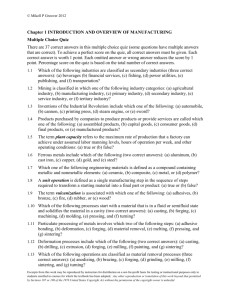
Hesam Zomorodi Moghadam Department of Mechanical and Aerospace Manufacturing Missouri University of Science and Technology, Rolla, MO 65409 Switching Model Predictive Control of Aqueous–Based Freeze Extrusion Fabrication Processes ABSTRACT Controlling freeze extrusion fabrication of aqueous-based ceramics is one of the challenging problems in additive manufacturing because of the high amount of uncertainties that exist in these processes. In this work an innovative model predictive control strategy featuring a gain switching law is introduced in order to overcome these challenges. A simulation study is performed in order to investigate the effectiveness of this method at different conditions. Because of the switching nature of the proposed method the controller is showing a good performance over a wide range of system operating conditions. INTRODUCTION Using ceramics in manufacturing specialty components has received much attention recently. However, building complex components out of ceramic materials is a time consuming process and is still a challenge [1]. Solid Freeform Fabrication (SFF), which is a process of building parts layer by layer, has been used in the fabrication of ceramic parts to reduce the time and effort associated with these processes [2, 3]. However, most SFF techniques for ceramic part fabrication involve the generation of environmentally harmful wastes due to the binder removal stage [4]. Freeze-form Extrusion Fabrication (FEF) is one of the recent SFF techniques for 1 creating ceramic parts with 3D geometries using layer by layer extrusion of aqueous-based ceramic pastes [5]. Most of the literature in modeling and control of liquid-solid material extrusion is devoted to screw type extrusion [6-8]. However, for extruding ceramics screw type extrusion is not recommended because of the corrosive nature of ceramics [9]. For ceramics, ram based extrusion is used instead [5, 9-11]. Ram extrusion of ceramic pastes typically has uncertainties and unpredictable disturbances such as air bubble release, nozzle clogging, and liquid phase migration [9-11]. Few studies have addressed the modeling and control problem of the ram extrusion processes. Mason et al. conducted empirical modeling of ram extrusion of aqueousbased alumina ceramic pastes [11]. They concluded that such processes can be modeled by a first order dynamics. However, in their study they determined that the time constant was subject to tremendous variations during extrusion. In another study by Li et al., an analytical model was derived using numerical modeling methods for ram extrusion processes [10]. In this work some of the uncertainties, such as air bubble release, were explained and modeled. In order to compensate for such uncertainties, an on/off force controller was designed and tested experimentally by Mason et al. [12]. Although their controller showed good performance, it was based on trial and error and did not address other important issues in the ram extrusion processes like velocity control. Zhao et al. [9] proposed an adaptive feedback controller to tackle this problem more systematically. They used least squares to identify a force model based on first order dynamics. Although most of the studies in ram extrusion have concentrated on compensation of extrusion force, in some cases it is desired to control the ram velocity instead. For instance, in a recent work by Leu et al. [13] a multiple ram extrusion device was developed that was able to extrude pastes with different combinations of materials. When extruding 2 multiple pastes, the flow rate of each paste needs to be controlled, which is best accomplished via ram velocity regulation. However, since most of the uncertainties in ram based extrusion, such as air bubble release, are best detected by the extrusion force and not by ram velocity, velocity control alone can lead to deficiencies in the final part [14]. When air bubbles that are trapped in the paste during preparation and insertion in the paste reservoir, gather in the nozzle, the system dynamics drastically change [9-11, 14]. As seen in Figure 1, when a large air bubble releases, the extrusion force reduces dramatically. The best way to predict if extrusion is occurring at this time is by monitoring the extrusion force. At these instances, when only a ram velocity controller is used, as seen from Figure 1, it takes a long time (in this case 50 s) for extrusion to begin again. This period is the time the ram needs to fill the air gap in the nozzle caused by the air bubble release, and start to extrude again. Since the x-y table under the nozzle will not stop when an air bubble releases, the section of the part under production at that moment will not receive any paste and the part will be defective. Therefore, although it is desired to control the ram velocity, in these instances there needs to be another control strategy that regulates the extrusion force to return the extrusion force back to its desired value in a short time. An adaptive predictive controller is proposed in this work to handle these situations. 3 Figure 1: Extrusion force during air bubble release [14]. APPROACH The extrusion ram in this study is composed of a linear axis which pushes the paste inside a reservoir into a nozzle. Therefore, in order to model the system dynamics, two levels should be considered; servo and process dynamics, which are coupled and affect each other. The servo level is composed of the servomotor, leadscrew, and slide, and the process level is composed of the extrusion dynamics relating the extrusion force to the ram velocity. In this section the servo and process dynamics are formulated and then the error dynamics of the total system is presented in a state space format to be used in control design. During extrusion, the servomechanism (i.e., the linear axis and the ram) velocity dynamics can be modeled by s vr t vr t Ksc ec t Ksf Fr t f sf (1) where τs (s) is the time constant of the servo system, vr (mm/s), is the ram speed, Ksc ((mm/s)/V), is the servo system control voltage gain, ec (V), is the control voltage, Ksf ((mm/s)/N), is the 4 servomechanism ram force gain, Fr (N), is the ram force, and fsf (mm/s) is the effect of Coulomb friction on the servo dynamics. It can be shown that during extrusion the force applied to the ram is dynamically related to the ram velocity by [10] Fr t F t F r pf Ar patm Ar p0l0 2 vr t 103 vss Fr t (2) where vr (mm/s), is the ram velocity, Fr (N), is the extrusion force, Fpf (N) is the effect of reservoir-wall friction on the process dynamics, Ar (m3) is the ram cross sectional area, p0 (Pa), is the initial pressure in the reservoir, l0 (m), is the effective thickness of air trapped in the paste, and vss (m/s), is the steady state velocity for a constant extrusion force, which is a function of paste rheology and can be explicitly determined from analytical models or experimental studies [10]. For aqueous–based alumina paste, this steady state relationship can be approximated by F 21.2 vss Fr 10 r 173 2.33 6 (3) Therefore, the extrusion force dynamics for aqueous–based alumina pastes is Fr t F t F r 2.33 Ar patm 3 6 Fr t 21.2 vr t 10 10 Ar p0l0 173 2 pf (4) The error dynamics of the total extrusion dynamics is now derived. Initially equation (4) is linearized around the operating force and ram-velocity, Fr , vr , at which extrusion occurs for aqueous–based alumina pastes. The linearized extrusion force dynamic is eF t 1 F eF t 5 K Fv F ev t (5) where eF t Fr t Fr t and ev t vr t vr t are the force and velocity deviation from their operating points, respectively, and Fr and vr are the operating extrusion force and ram velocity, respectively. For the material and system considered in this work, Fr = 650 N and vr = 0.0046 mm/s. At this operating point τF = 65.9 s and KFv = 51,885 N/(mm/s). The velocity error dynamics can also be described by ev t where t ec t 1 s ev t K sf s K sf f sf 1 vr t Fr t s a t K sc K sc K sc r K sc eF t K sc s t (6) , and vr t , ar t and Fr are the reference velocity (mm/s), acceleration (mm/s2) and extrusion force (N), respectively. Combining equations (5) and (6), the total state space model is 1 ev t s eF t K Fv F K sf K s ev t sc s t 1 eF t 0 F 1 0 ev t y t 0 1 eF t (7) Ram velocity, numerically derived from position encoder signals using a first order backwards finite difference, and extrusion force are the system outputs and are measured from an encoder, with a resolution of 0.62 μm, embedded in a Kollmorgan AKM23D DC servo motor and an Omega LC-305 load cell, respectively. MODEL PREDICTIVE CONTROL OF EXTRUSION PROCESS A model predictive controller is now implemented on the FEF process. First, the state space model is transferred into the discrete domain using a Zero Order Hold 6 X k 1 Ad k X k Bd k u k (8) The system is now augmented in order to relate the incremental state dynamics to the incremental control signal. This will add integral action to the system dynamics resulting in added robustness to the system and the rejection of constant disturbances. The incremental discrete dynamics are x k 1 Ad y k 1 Cd Ad y k 0 0 x k Bd u k I y k Cd Bd (9) x k I y k where x k x k x k 1 and u k u k u k 1 . A receding horizon controller is applied to the system with Nc as the control horizon and Np as the length of the optimization window, where Np ≥ Nc. Defining y ki i | ki to be the predicted output at time step ki i for a measured output at time step k i , the vector of Np predicted system outputs in equation (9) is x k Y k F U k y k (10) where Y k y ki 1| ki y ki 2 | ki U k u k u k 1 y ki N p | ki u k N c 1 T T (11) and CA CA2 F Np CA 0 CB CAB CB N p 1 N 2 CA B CA p B 7 0 N p Nc CA B 0 (12) Now, considering the system in equation (10) an optimization problem is constructed to find the optimal ΔU vector to minimize the output deviations from their desired trajectories. The following cost function is now defined to minimize the deviation of extrusion force and ram velocity from their desired trajectories J EFr EF F I EFr EF Evr Ev v I Evr Ev T T (13) U T u I U where EF eF ki 1| ki Ev ev ki 1| ki eF ki N p | ki , EFr 01 p , ev ki N p | ki , and Evr 01 p . The parameters, αF, αv, and βu are the weighting constants for extrusion force tracking, ram velocity tracking, and control signal usage, respectively. The necessary condition for this cost function to be minimal is dJ 0 d U (14) However, from equation (13) it can be shown that J Yr Y Q Yr Y U T u I U T v F where Q v (15) . Substituting equation (10) into equation (15) and solving F equation (14) for ΔU, it can be shown that U T Q u I T Q Yr FX ki 1 (16) Since in receding horizon control only the first m elements of ΔU are actually fed into the system the incremental control signal is u ki I mm 0mm 0mm m N U Nc 1 k y yr ki k mpc x ki c 8 (17) where m is the number of inputs. The physical control signal is u ki u ki u ki 1 (18) When the extrusion force stays in an acceptable range around the reference value, only the ram velocity deviations will affect the cost function and, when the extrusion force is outside an acceptable range, the cost function is modified such that more emphasis is placed on the force deviations. The proposed update law is v 5000 v 0 F =1 if F =100 if eF k 30 30 eF k (19) In the next section the proposed adaptive predictive controller strategy is implemented in simulation studies. IMPLEMENTATION The triple-extruder mechanism considered in this study (see Figure 2) consists of three extruders mounted on a gantry system, with three orthogonal linear drives (MN10-0020-E01-21 Velmex BiSlide), each with a 508 mm travel range. Four Pacific Scientific PMA22B DC servo motors are used with a maximum speed of 127 mm/s, each with an embedded encoder providing a position measurement with a resolution of 2.54 µm. All axes are controlled with a Delta-Tau Turbo programmable multi-axis controller (PMAC) card providing G&M code interface for axis motion control. As can be seen in Figure 2, the extruder mechanism is composed of three ram, each having a plunger driven with a Kollmorgan AKM23D DC servo motor with a Servostar300 amplifier and a built in encoder which is sampled through a National Instrument’s PXI-6602 counter/timer card with 32 bits and provides the plunger position measurements with a resolution of 0.62 μm. Three Omega LC-305-1K load cells are used to provide extrusion force 9 measurement with a resolution of 2 mV/V with an excitation of 10Vdc and maximum force capacity of 4.448 kN. The load cell signals are sampled with a National Instrument’s PXI-6025E card with 12 bits resolution providing a force measurement with 4.43 N resolution. The Gantry and extruder system can communicate with each other through analog signals from the PMAC card to the National Instrument’s PXI-6025E card to provide the reference velocity and extrusion force from the PMAC system to the extrusion system using G&M codes. Figure 2: FEF system with triple extruder. RESULTS AND DISCUSSION In this section a simulation case study is conducted for 35 seconds. Extrusion starts at the first second and during the extrusion a large amount of air bubble is released from the nozzle outlet at 15 s. At 20 s the extrusion is stopped and restarts after 5 s. Due to system limitations the 10 extrusion force cannot exceed 1000 N, and the motor amplifiers will saturate at ±10 V. A reference set point Fr = 600 N and vr = 0.018 mm/s are used for the simulations, which are normally used for the extrusion of aqueous-based alumina ceramic pastes. It is assumed that when the air bubble shows up the system dynamics changes from F 21.3 (1/s), K Fv 18300 (N∙s/mm) to F 100 , K Fv 1 (N∙s/mm). A sampling time of 0.001 s is used for all simulations. For this simulation the prediction horizon is Np=500 steps (i.e., 0.5 seconds) and the control horizon is Nc=4. The resulting ram velocity, extrusion force, control signal and a history of switching parameters are shown in Figure 3. In the switching parameters section, a high value for gain selection refers to high emphasis on force compensation and a low value refers to a high emphasis on velocity compensation. Also, a high value of in Free/Engaged history line indicates that the ram is separated from the plunger and is moving freely while a low value indicates the ram is pushing on the plunger. A zoomed in view of the velocity and force results is presented in Figure 4. It can be seen that to start the extrusion at the first second, the reference velocity is changed to 0.018 mm/s and reference extrusion force is changed to 600 N. At this stage, since the force deviation is more than 30 N, the gain selection is switched to high emphasis on extrusion force. At this configuration the controller ignores any error in velocity and uses the motors maximum ability to reach the desired force. As the motors saturate at 10 V it will take approximately 8 s for the force to reach the desired range. During this time the command voltage and velocity are at the maximum values possible for the system. However at 8 s when the extrusion force enters the allowable deviation range, the gain selection is switched to high emphasis on the velocity and extrusion with the desired rate starts. It is assumed that a large air bubble is developed in the nozzle and released at 15 s. It can be seen that the extrusion force is 11 reduced drastically to approximately 200 N. At this point it can be seen that the ram dynamics are also changed to free movement. While this change in dynamics is an uncertainty for the designed controller it can be seen that when the gains are switched to high emphasis on force, since the velocity errors are ignored, the controller drives the extrusion force back to the normal range in 3 s. It should be noted that when the system is recovering from an air bubble, it can be seen from the Free/Engaged history line that after approximately 0.5 s the nozzle is filled up with paste and the system dynamics are switched back to engaged configuration and at this point the ram shows some oscillations for about one s because of the sudden transition between two different dynamics with very large differences in the time constants. After this stage it takes the system about 1.5 s to completely return the extrusion force to the reference value. In order to investigate the ability of the controller for a fast extrusion stop, an extrusion stop command is activated at 20 s (i.e., the reference force and velocity are reduced to 200 N and 0.2 µm/s, respectively). Since the prediction horizon is equal to 0.5 s, the controller reacts to the force reference change at 19.5 s. However, since reducing the extrusion force at this point results in a possible defective part. At the end the extrusion force is brought back to the acceptable range. After this it can be seen that the stopping the extrusion requires 0.5 s and, after the extrusion ceases, the controller maintains the extrusion force at 200 N until at 25 s the extrusion starts again. 12 V [mm/s] Simulation 1 r 0 -1 0 Fr [N] Reference 5 10 15 20 25 30 35 5 10 15 20 25 30 35 5 10 15 20 25 30 35 600 400 200 0 V c [V] 10 0 -10 0 Switching parameters Gain Selection Free/Engaged 4 2 0 0 5 10 15 20 time [s] 25 30 35 Reference Simulation 0.05 r V [mm/s] Figure 3: Simulation results from proposed predictive controller. Fr [N] 0 0 5 10 15 20 25 30 35 5 10 15 20 time [s] 25 30 35 500 0 Figure 4: Magnified results from Figure 3. 13 It can be seen that although the mentioned extruder system includes huge amounts of uncertainty and time constant variations, using the gain switching law increases the robustness and improves the performance of the controller during normal extrusion. CONCLUSIONS A predictive controller with adaptive gain switching was proposed and implemented on an extrusion process of aqueous-based alumina pastes. The predictive controller showed good performance until the dynamics of the paste was changed because of an air bubble. At this stage an offset shows up in the velocity tracking but with the proposed adaptive method added to the predictive controller when the force decreases to 200 N because of an air bubble release, the error is rapidly regulated by increasing the emphasis of force error in the cost function. When the error enters an acceptable range the gains are switched back to place more emphasis on velocity error. This can help with a more robust extrusion of the paste and save a lot of paste. Because when an air bubble shows up in the paste normally the part is unusable and the extrusion process should start from the beginning. For future work, this method will be extended to consider the dynamics of the system during an air bubble release in the control design for better performance of air bubble recovery during the extrusion. Also different gain laws will be developed for smoother response of the system at extrusion stop and start. REFERENCES [1] J. Chae, S. S. Park, and T. Freiheit, "Investigation of micro-cutting operations," International Journal of Machine Tools and Manufactureing, vol. 46, pp. 313-332, 2006. 14 [2] G. E. Hilmas, J. L. Lombardi, and R. A. Hoffman, "Advances in the Fabrication of Functionally Graded Materials using Extrusion Freeform Fabrication," in Functionally Graded Materials 1996, S. Ichiro and M. Yoshinari, Eds., ed Amsterdam: Elsevier Science B.V., 1997, pp. 319-324. [3] J. W. Wang, Shaw, L.L., Xu, A. and Cameron, T.B., "Solid freeform fabrication of artificial human teeth," presented at the Solid Freeform Fabrication Proceedings, 2004. [4] G. M. Lous, I. A. Cornejo, T. F. McNulty, A. Safari, and S. C. Danforth, "Fabrication of piezoelectric ceramic/polymer composite transducers using fused deposition of ceramics," Journal of the American Ceramic Society, vol. 83, pp. 124-28, 2000. [5] T. Huang, "Fabrication of ceramic components using freeze-form extrusion fabrication," PhD, Department of Materials Science and Engineering, University of Missouri Science and Technology,Disseration, Department of Materials Science and Engineering, Rolla, 2007. [6] G. A. Hassan and J. Parnaby, "Model reference optimal steady-state adaptive computer control of plastics extrusion processes," Polymer Engineering and Science, vol. 21, pp. 276-284, 1981. [7] M. McAfee and S. Thompson, "A novel approach to dynamic modelling of polymer extrusion for improved process control," Proceedings of the Institution of Mechanical Engineers. Part I: Journal of Systems and Control Engineering, vol. 221, pp. 617-628, 2007. [8] F. Previdi, S. M. Savaresi, and A. Panarotto, "Design of a feedback control system for real-time control of flow in a single-screw extruder," Control Engineering Practice, vol. 14, pp. 1111-1121, 2006. 15 [9] X. Zhao, R. G. Landers, and M. C. Leu, "Adaptive extrusion force control of freeze-form extrusion fabrication processes," ASME Journal of Manufacturing Science and Engineering, vol. 132, 2010. [10] M. Li, L. Tang, F. Xue, and R. Landers, "Numerical Simulation of Ram Extrusion Process for Ceramic Materials," Reviewed manuscript, 2011. [11] M. S. Mason, T. Huang, R. G. Landers, M. C. Leu, and G. E. Hilmas, "Freeform Extrusion of High Solids Loading Ceramic Slurries. Part 1: Extrusion Process Modeling," presented at the Solid Freeform Fabrication Symposium, Austin, TX, 2006. [12] M. S. Mason, T. Huang, R. G. Landers, M. C. Leu, and G. E. Hilmas, "Freeform Extrusion of High Solids Loading Ceramic Slurries, Part II: Extrusion Process Control," presented at the Annual Solid Freeform Fabrication Symposium, Austin, TX, 2006. [13] M. C. Leu, L. Tang, B. Deuser, R. G. Landers, G. E. Hilmas, S. Zhang, et al., "Freezeform extrusion fabrication of composite structures," in International Solid Freeform Fabrication Symposium, Austin, Texas, 2011. [14] M. S. Mason, T. Huang, R. G. Landers, M. C. Leu, and G. E. Hilmas, "Aqueous-based extrusion of high solids loading ceramic pastes: Process modeling and control," Journal of Materials Processing Technology, vol. 209, pp. 2946-2957, 2009. 16