A rotary reactor for thermal and plasma-enhanced atomic layer
deposition on powders and small objects
D. Longrie1, D. Deduytsche1, J. Haemers1, K. Driesen2 and C. Detavernier1
1
Department of Solid State Sciences, Ghent University, Ghent, Belgium
2
Umicore, Olen, Belgium
E-Mail: Delphine.Longrie@UGent.be
To conformally coat large amounts of particles using ALD, agitation of the particles and efficient reactant
usage are necessary. A rotary reactor was developed to enable both thermal and plasma-enhanced ALD
growth on agitated particles*. The effectiveness of the rotary reactor design was demonstrated by depositing
Al2O3, TiO2 and AlN by thermal and plasma-enhanced ALD on ZnO nanopowder, stainless steel micron
sized powder, titanium granules and glass beads. In-situ optical emission spectroscopy (OES) and mass
spectroscopy (MS) measurements were performed to monitor saturation of the half reactions, while ex-situ
X-ray fluorescence (XRF), X-ray photo-electron spectroscopy (XPS), energy-dispersive X-ray spectroscopy
(EDX) and transmission electron microscopy (TEM) were used to confirm the composition and conformality
of the deposited films.
The proposed pump-type rotary reactor allows the combination of static reactant exposures, working under
high vacuum conditions (base pressure < 1 x 10-5 mbar) and mechanically agitating large quantities of
particles, ranging from (possibly porous) nanosized powder (average particle size < 100 nm) to small objects
(up to several mm). The main chamber is a quartz tube. On both ends of the tube, a vacuum tight
connection is formed between the rotating quartz tube and a fixed metal frame. One of these metal frames is
connected to a gas inlet system, while the other is connected to a turbomolecular pump and a mass
spectrometer for performing gas analysis. The mixing of the particles is based on tumbling of the particles
over grooves in the quartz tube. Upstream from the tube furnace and just after the gas inlets, a RF power
generator is placed to ionize the reactant gas and enable plasma enhanced depositions.
In-situ MS measurements confirmed that in all cases (PE)ALD was being performed in the rotary reactor by
detecting the expected reaction products. By monitoring the formation of the reaction products, it was
possible to determine the linear relationship between the necessary pulse times for saturation and the
powder surface area present in the reactor. In the case of PEALD, OES measurements were also performed
and confirmed the MS data. XRF confirmed linearity of the processes by showing a linear relationship
between the XRF signal of the deposited material and the amount of ALD cycles deposited, while XPS
confirmed the composition and the purity of the deposited layers. TEM showed that individual particles were
coated uniformly and conformally.
*Contact Cambridge NanoTech Inc for discussion and availability of particle coating ALD system.
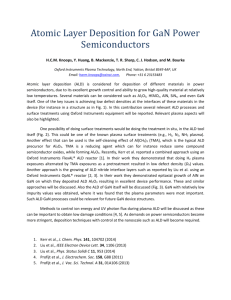
Fig: TEM (A) and HRTEM (B) image of ZnO nanopowder (average particle size 50 nm long and 15 nm wide)
coated with 5 nm of amorphous Al2O3.
 0
0