Project 4 - University of Cincinnati
advertisement

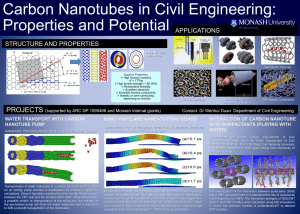
PROJECT SUMMARY REPORT Surface Modification of Carbon Nanotubes for Property Improvement Submitted To The 2013 Academic Year NSF AY-REU Program Part of NSF Type 1 STEP Grant Sponsored By The National Science Foundation Grant ID No.: DUE-0756921 College of Engineering and Applied Science University of Cincinnati Cincinnati, Ohio Prepared By Timothy Ochmann, Pre-Junior, Chemical Engineering Nicholas Kienzle, Pre-Junior, Chemical Engineering Report Reviewed By: Dr. Vesselin Shanov Associate Professor SEEBME University of Cincinnati Dr. Noe Alvarez SEEBME January 14, 2013 – April 12, 2013 Abstract Carbon Nanotubes (CNTs) have gained attention over the past two decades because of their extraordinary strength and electrical properties. CNTs are a good candidate to replace copper wire for electric power distribution because of their corrosion resistance, low density, and high cycle fatigue. At the University of Cincinnati’s Nanoworld Labs, CNTs are grown on a silicon wafer substrate by a Chemical Vapor Deposition process. CNTs are then “spun” in a similar fashion as silk into a macroscopic thread (CNT thread). This CNT thread is about half the width of a human hair. The objective of the reported research efforts was to determine the most effective way to improve the electrical properties of CNT thread. Currently, “as spun” CNT thread’s conductivity is around three orders of magnitude lower than copper. By post treatments, we have been able to achieve conductivity of 10 5 S/m, which is about two orders of magnitude lower than that of copper. In addition, experiments have been conducted to coat the CNT thread with a polymer making its surface insulating as that of a metal electric cable. We expect further improvement in the electrical conductivity of CNT thread which will allow using it in electromagnetic devices, thus replacing copper wire and reducing the weight of the devices. Research Tasks Carbon Nanotubes are grown on a catalyst surface in a Chemical Vapor Deposition reactor. These arrays are then spun into a fiber or a thread. After spinning the CNT thread, electrical and mechanical properties are improved using liquid phase densification and liquid phase chemical doping. These methods result in an order of magnitude improvement (for electrical conductivity) and a threefold improvement for ultimate tensile stress. After these improvements, a thin polymer coating is added for insulation purposes. Methodologies Synthesis of Carbon Nanotubes at the University of Cincinnati Nanoworld Laboratories is done in a Chemical Vapor Deposition reactor. An Fe alloy catalyst is supported by an Al2O3 support on top of a silicon wafer. Hydrocarbon gas (ethylene) is flowed over the substrate in an inert carrier gas (argon). The hydrocarbon gas diffuses to the catalyst surface and reacts to form the carbon nanotubes. This process grows a Carbon Nanotube forest, or array of super aligned CNT’s which can be drawn together thanks to the van der Waals interactions. This is commonly referred to as a spinnable array, which is essential for the spinning process to make CNT thread for microcable production. This “web” can be spun into a thread. The process is automated with drawing and twisting of the web to make a CNT thread. The process of spinning CNTs is similar to spinning silk and the CNT thread is spun in a cylinder. The CNTs are spun in an automated machine shown in Figure 1. Figure 1: Spinning Carbon Nanotubes into thread on the low speed spinning machine. One way of improving the properties is to soak the CNT thread in a volatile solvent to diffuse between the individual tubes. The CNT thread is drawn onto a collecting bobbin to evaporate the solvent in air. As the solvent leaves the CNT thread, the tubes close the gaps between each individual tube. This results in a diameter reduction of the CNT thread. When the diameter becomes smaller, the individual CNTs in the thread will have a higher contact area. By increasing the contact area of the CNTs, electrical and mechanical properties are improved. Exohedral chemical doping is used to improve the electrical conductivity of CNT thread after spinning and/or densification. P-type dopants are attached to the surface of the CNTs using Au3+ as well as HNO3 and H2SO4. Doping has been actively pursued by other groups as well. Both gas phase and liquid phase doping have been used to improve the conductivity of the CNT thread. By using dopants, we are lowering the band gap energy between the conductance band and valence band of the electrons in the CNTs. By lowering the energy of the band gap, electrons can flow easier resulting in improved electrical properties. We perform a liquid doping by soaking the CNT thread in a dopant solution and drawing the CNT thread onto a collecting bobbin. Once the CNT has gone through the post processing step, a thin film a polymer is added to the thread to create insulation. The polymer used was a hydrogenated nitrile butadiene rubber (HNBR). HNBR was chosen as the polymer to use because it is an elastomer and will be able to bend with the thread without breaking. There are multiple ways in which the CNT thread can be coated but recently dip coating has been used. The process of dip coating is performed by soaking the CNT thread in a bath of polymer and collecting the thread through a heater. The method used is similar to the doping process, with the addition of a heater to cure the polymer before collection seen in Figure 2. This process can create a uniform coating on the thread by using a 10% by weight solution of HNBR in a butyrate thinner which is composed of multiple organic solvents. This process has resulted in thin, uniform polymer coatings. By performing all of the steps mentioned, a microcable is prepared for applications. Figure 2: Use of coating apparatus in the fume hood in Nanoworld Laboratories. Results Synthesis was a minor part of the project, with more focus on the post processing of the CNT threads. However, synthesis was a necessary tool for material production. The CNT threads, as spun were in the 5*104 S/m range. After post processing, the highest average conductivity measured (8 samples from a single CNT thread after doping) was 3.3*10 5 S/m. One CNT microcable application is power distribution which we demonstrate by lighting an LED. CNT microcable obtained by our method has a diameter of ≈50µm. This includes both the Au doping and the HNBR coating. The HNBR coating on the CNT thread is completely insulating and the insulation can be demonstrated by the twisting two pieces of the microcable in a power distribution application. The application that was used to show the properties of the microcable is powering an L.E.D. shown in Figure 5. Mechanical properties are observed through a tensile strength test. An Instron Tensile Tester coupled with Blue Hill software allows for sensitive measurement of mechanical properties. The load carried by the CNT thread during the test is measured on the load cell. Extension is measured on the machine as well. Stress is calculated by dividing the force (load carried) by the cross sectional area of the CNT thread. Fracture toughness of the material is calculated by integrating the stress strain curve. The modulus of elasticity is measured by calculating the slope in the elastic region of the stress-strain curve. The elastic region for CNT thread is seen at low strain (0 % - .01%). There is an improvement of Tensile strength, fracture toughness, and Modulus of Elasticity. Chemical composition is analyzed through the use of Raman spectroscopy. A Renishaw InVia Raman Microscopy system was used to analyze the CNT thread samples seen in Figure 3. The sample tested is excited with a laser and the vibrational modes are measured on the frequency domain. Certain peaks are characteristic of CNT thread. Additional peaks are seen with the HNBR coating. Raman is a clear way of analyzing the general composition of the sample. Additional peaks seen in the HNBR coating can be seen in Figure 4 below. Figure 3: Use of Renishaw inVia Raman Microscope for sample analysis at the University of Cincinnati Nanoworld Laboratories. Raman Spectra for HNBR coated CNT thread 1 0.8 0.8 Normalized Intensity Normalized Intensity Raman Spectra for as spun CNT thread 1 0.6 0.4 0.2 0.6 0.4 0.2 0 0 500 1000 1500 2000 Raman Shift cm-1 2500 3000 0 0 500 1000 1500 2000 Raman Shift cm-1 2500 3000 Figure 4: Raman Spectra comparison of CNT thread “as spun” vs HNBR coated. Training on Instruments In the Nanoworld labs, there are many different types of equipment that the lab assistants use ranging from spectroscopy to homemade machine used just for CNT thread production. Common equipment that we use for this project was the Raman spectroscopy, Scanning Electron Microscope, Chemical Vapor Deposition reactor, homemade low and high speed spinning machines, Instron tensile tester, homemade coating and liquid doping apparatus, digital microscope, homemade 4-probe resistance tester, and the microbalance. Training for this equipment was done over the first couple of weeks of the project. Graduate students, post doctorate, and makers of the equipment trained us on the equipment depending on their knowledge about the machine. We now have a full grasp on how to complete the full process of making and characterizing CNT thread. Conclusion Improvements were made to the process of dip coating to produce a uniform polymer coating on the CNT thread. A different solvent was used from the previous approach which dramatically improved the ability of coating on the CNT thread. Further research should be done to improve the conductivity of the CNT microcables for realistic commercial use. Copper is two orders of magnitude more conductive, which outweighs the dramatic comparison of density between Copper and Carbon Nanotubes. Acknowledgement We are grateful to the funding agencies: NSF through grant DUE-0756921, CMMI-07272500 from NCA&T, a DURIP-ONR grant, NSF SNM grant 1120382, and ERC supplemental STTR funded by NSF (2010-2012) "Translational Research to Commercialize CNT and Mg Based Materials from Biomedical and Industrial Nanotechnology Applications". We would also like to acknowledge Doug Hurd for his help in the machine shop. Figure 5: Demonstration of power distribution using microcable to light an L.E.D.