Principles of Energy-Efficient Process Heating
advertisement

Energy-Efficient Process Heating
Introduction
Process heating is the application of heat to products. This chapter begins by discussing
guiding principles for reducing process heating energy use. The body of the chapter
discusses common methods, organized according to the inside-out approach, for
improving the process heating efficiency. For each method, the fundamental equations
for estimating savings are presented, and the method is illustrated with an example.
Principles of Energy-Efficient Process Heating
Heat Exchanger Effectiveness Approach
In many process heating applications, the primary energy conversion process is either
the conversion of chemical energy in fuel to sensible energy via combustion or the
conversion of electrical power to heat through electrical resistance, induction or
arching. In both cases, the temperature of the heat is determined by the conversion
process and is typically very high. Heat not transferred to the end product (or lost in
other ways) is typically carried away in exhaust gasses. Thus, increasing the quantity of
heat transferred to the process typically decreases the quantity of heat lost in exhaust
gasses and improves the efficiency of the process.
Conceptually, this can be understood by considering heat transfer from a hot medium,
h, to a process, p.
Th1
Th2
Q
Tp2
Tp1
The rate of heating, Q, is:
Q = UA (Th – Tp)
(1)
where UA is the overall heat transfer coefficient, Th is the average temperature of the
heating medium, Tp is the average temperature of the process.
Increasing heat transfer effectiveness, represented by UA, increases the rate of heating
and decreases the temperature of energy carried away in the heating medium, Th2.
This increases the efficiency of the heating process. Thus, increasing heat transfer
effectiveness is a key mechanism for improving process heating efficiency. Heat transfer
effectiveness can be increased by increasing the heat transfer surface area, increasing
1
the turbulence or density of the heat carrying medium, increasing radiation exchange
between the heat source and the product or employing counter-flow heat exchange.
Reducing the process temperature Tp increases the temperature difference (Th – Tp).
As (Th – Tp) increases, more heat is transferred to the process. As in the case of
increased UA, this decreases the temperature of energy carried away by the heating
medium and increases the efficiency of the heating process.
Energy Balance Approach
Minimizing energy losses also improves process heating system efficiency. For example,
energy flows into and out of a typical combustion-fired furnace are shown below. Part
of the energy in the gross fuel input is transferred as useful heat to the load. The rest is
lost as heat in the flue gasses, through the walls, through openings, absorbed by cooling,
absorbed by conveyance devices, or stored in the walls. Reducing these losses reduced
the gross fuel input, and improves the energy efficiency of the process.
Source: Thekdi, 2004
Opportunities for Improving The Energy-Efficiency of Process Heating Systems
These principles can be organized using the inside-out approach, which sequentially
reduces end-use energy, distribution energy, and primary conversion energy. Combining
the heat exchanger effectiveness, energy balance and inside-out approaches, common
opportunities to improve the energy efficiency of process heating systems include:
Reduce end use loads
o Insulate hot surfaces to reduce wall losses
o Cover openings to reduce radiation losses
o Lower an opening to decrease temperature-driven infiltration
o Seal openings or use draft control to reduce infiltration
o Reduce cooling losses by controlling cooling water temperature
o Reduce conveyance losses in continuous and batch processes
2
o Reduce storage losses in batch processes
Improve efficiency of distribution system
o Convert to counter flow heat exchange
Improve efficiency of energy conversion
o Reduce excess combustion air
o Convert from atmospheric to oxygen burners
o Pre-heat combustion air
o Pre-heat the load
o Cascade waste heat to lower temperature process
The sections that follow discuss how to quantify these saving opportunities.
Combustion Efficiency
Many process heating applications employ combustion to covert fuel energy into high
temperature thermal energy. In most cases, the fuel is a hydrocarbon. This section
describes natural gas combustion and how to calculate combustion air flow, combustion
temperature and the efficiency of the process. These results are used extensively
throughout this chapter.
The minimum amount of air required for complete combustion is called the
“stoichiometric” air. Air consists of about 1 mole of oxygen to 3.76 moles of nitrogen.
Assuming that natural gas is made up of 100% methane, the equation for the
stoichiometric combustion of natural gas with air is:
CH4 + 2 (O2 + 3.76 N2) CO2 + 2 H2O +7.52 N2
(17)
The ratio of the mass of air required to completely combust a given mass of fuel is called
the stoichiometric air to fuel ratio, AFs. AFs can be calculated using the molecular
masses of the air and fuel at stoichiometric conditions. For combustion of natural gas in
air, AFs is about:
AFs = Mair,s / Mng,s = 2[ (2 x 16) + (3.76 x 2 x 14)] / [12 + (4 x 1)] = 17.2
The quantity of air supplied in excess of stoichiometric air is called excess combustion
air, ECA. Excess combustion air can be written in terms of the stoichiometric air to fuel
ratio, AFs, the combustion air mass flow rate, mca, and natural gas mass flow rate, mng.
ECA = [(mca / mng) / AFs] – 1
(18)
Large quantities of excess air dilute combustion gasses and lower the temperature of
the gasses, which results in decreased efficiency. The energy input, Qin, to a combustion
chamber is the product of the natural gas mass flow rate, mng, and the higher heating
value of natural gas, HHV, which is about 23,900 Btu/lbm.
3
Qin = mng HHV
(19)
The mass flow rate of the combustion gasses, mg, is the sum of the natural gas mass
flow rate, mng, and combustion air mass flow rate, mca.
mg = mng + mca
(20)
The temperature of combustion, Tc, can be calculated from an energy balance on the
combustion chamber, where the chemical energy released during combustion is
converted into sensible energy gain of the gasses. The energy balance reduces to the
terms of inlet combustion air temperature, Tca, lower heating value of natural gas
(21,500 Btu/lbm), excess combustion air, ECA, stoichiometric air fuel ratio, AFs, and
specific heat of combustion gasses, Cpg (0.26 Btu/lbm-F). Combustion temperature, Tc,
is calculated in terms of these easily measured values as:
Tc = Tca + LHV / [{1 + (1 + ECA) AFs} Cpg]
(21)
The combustion efficiency, is the ratio of energy delivered to the system to the total
fuel energy supplied. The energy delivered to the system is the energy loss of
combustion gasses. The energy loss of the combustion gasses can be expressed as the
product of the mass flow rate, specific heat and temperature drop of the gasses. The
total energy fuel energy supplied is the higher heating value of the fuel. Using this
approach, the combustion efficiency, is:
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex)] / HHV
(22)
The dew-point temperature of products of combustion is about 140 F. If the products of
combustion leave the process at temperature of less than the dew-point temperature
the water vapor will condense to a liquid and release energy. To include this effect, the
efficiency equation can be written:
If Tex > 140 F then hfg = 0 Else hfg = HHV – LHV
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex) + hfg] / HHV
(22b)
The three required input values for computing combustion efficiency, entering
combustion air temperature, Tca, exhaust gas temperature, Tex, and excess combustion
air, ECA, can be measured using a combustion analyzer. The quantity of excess air in the
combustion gasses is sometimes expressed as fraction oxygen. For methane (natural
gas) the conversion between fraction oxygen, FO2, and excess combustion air, ECA, are:
FO2 = 2 ECA / (10.52 + 9.52 ECA)
ECA = 10.52 FO2 / (2 – 9.52 FO2)
(23)
4
Example
An atmospheric burner consumes 100,000 Btu/hr of natural gas. An analysis of the
exhaust gasses finds that the fraction of excess air is 30% and the temperature of the
exhaust gasses is 500 F. Calculate combustion air flow (lb/hr), exhaust gas flow (lb/hr),
combustion temperature (F) and the efficiency of the process.
COMBUSTION AIR FLOW
INPUTS
Qfuel (Btu/hr)
EA = excess air (0=stoch, 0.1 = optimum)
CONSTANTS (FOR NATURAL GAS)
HHVng (Btu/lb)
AFs = air/fuel mass ratio at stochiometric conditions
p (at 68 F) (lb/ft3)
CALCULATIONS
Mng = Qfuel / HHVng (lb/hr)
Ma = Mng AFs (1+EA) (lb/hr)
Mtot (lb/hr)
Vtot = Mtot / p (scfm)
100,000
0.30
23,900
17.2
0.075
4
94
98
21
COMBUSTION EFFICIENCY
INPUTS
EA = excess air (0=stoch, 0.1 = optimum)
Tca = temperature combustion air before burner (F)
Tex = temperature exhaust gasses (F)
0.30
70
500
CONSTANTS (FOR NATURAL GAS)
LHV = lower heating value (Btu/lb)
HHV = higher heating value (Btu/lb)
cpp = specific heat of products of exhaust (Btu/lb-F)
Tdpp = dew point temp of H20 in exhaust (F)
AFs = air/fuel mass ratio at stochiometric conditions
21,500
23,900
0.300
140
17.20
CALCULATIONS
Tc = temp combustion (F) = Tca+LHV/[(1+(1+EA)(Afs))cpp]
hfg = water vapor latent energy (Btu/lb) = (if Tex<140 then hfg=HHV-LHV else hfg = 0)
Efficiency = {hfg+[1 + (1+EA)(AFs)]*cpp*(Tc-Tex)}/HHV
3,138
0
77.3%
5
In process heating, the combustion efficiency is sometimes called “available heat”. A
chart showing percent available heat (combustion efficiency) as a function of exhaust
gas temperature and excess air for combustion of natural gas is shown below.
Source: DOE, 2004.
Reducing Heat Loss through Walls
Hot surfaces lose heat to the surroundings via convection and radiation. Insulation
reduces the rate of heat flow, and as a consequence, virtually always results in energy
savings. Insulating hot surfaces also reduces the risk of burns and may make the
workplace more comfortable.
The equation for heat loss, Q, to the surroundings at Ta, from a hot surface at Ts, with
area A is:
Q = h A (Ts – Ta) + A (Ts4 – Ta4)
(1)
where h is the convection coefficient, is the Stefan-Boltzman constant (0.1714 x 10-8
Btu/ft2-hr-R4), is the emissivity of the surface (about 0.9 for dark surfaces). Assuming
steady state conditions, the heat loss to the surroundings must equal the heat loss
through the furnace walls:
Q = h A (Ts – Ta) + A (Ts4 – Ta4) = A (Tf – Ts) / R
(2)
where Tf is the interior temperature of the furnace and R is the thermal resistance of
the furnace wall including the interior convection coefficient.
Exterior convection over a hot surface is caused when air is warmed, becomes less
dense than the surrounding air, and rises. Thus, natural convection is a function of the
6
temperature difference between the hot surface and the exterior air. Dimensional
approximations for the convection coefficient in natural convection, as a function of the
orientation of the surface and the temperature difference between the surface and the
surrounding air, are listed below (ASHRAE Fundamentals, 1989). In these relations, L is
the characteristic (vertical) length (ft), T is temperature difference between the surface
and the surrounding air (F), and h is the convection coefficient (Btu/hr-ft2-F).
(3)
3
3
Laminar: L T < 63
Turbulent: L T > 63
0.25
Horizontal Surfaces
h = 0.27 x (T / L)
h = 0.22 x (T) 0.33
Vertical Surfaces
h = 0.29 x (T / L) 0.25 h = 0.19 x [T(sin B)] 0.33
Typical thermal resistances and costs of common types of insulation are listed in the
table below.
Insulation Type
3.5-inch fiberglass batt
¾-inch rigid blue Styrofoam board
½-inch rigid polyisocyanurate with foil facing
1-inch spray-on cellulose (meets fire-code)
2-inch spray-on polyurethane
2-inch steam pipe and tank insulation
*includes installation
Insulating Fire Brick
Temperture Use Limit (F)
Max Mean Brick Temperture (F)
Density (lbm/ft3)
Conductivity (Btu-in/ft2-hr-F)
@500 F
@1,000 F
@1,500 F
@2,000 F
Specific Heat (Btu/lbm-F)
Source: BNZ Materials, Inc.
Ceramic Blankets
Density
Max Continuous use limit
Thermal
Resistance
11 ft2-hr-F/Btu
5.2 ft2-hr-F/Btu
3.5 ft2-hr-F/Btu
5 ft2-hr-F/Btu
9 ft2-hr-F/Btu
5 ft2-hr-F/Btu
Cost
$0.30 / ft2
$0.32 /ft2
$0.23 /ft2
$0.75 /ft2 *
$4 /ft2 *
$10 /ft2 *
BNZ-20
2,300
1,800
36
BNZ-23
2,300
2,100
37
BNZ-26
2,600
2,200
48
BNZ-28
2,800
2,200
55
BNZ-30
3,000
2,400
65
BNZ-32
3,200
2,600
75
0.9
1.2
1.5
1.7
0.26
1.0
1.3
1.6
1.8
0.26
1.6
1.9
2.2
2.6
0.26
2.3
2.4
2.6
2.7
0.26
2.8
2.9
3.1
3.3
0.26
3.9
4.1
4.2
4.3
0.26
8 lb/ft3 (128 kg/m3)
2,000 F (1,093 C)
k (Btu-in./hr-ft2-°F)
R (hr-ft2-F/Btu)/inch
7
at 500°F (260°C)
at 1000°F (538°C)
at 1500°F (816°C)
at 1800°F (982°C)
at 2000°F (1093°C)
Source: Thermal Ceramics, Inc.
0.44
0.87
1.45
1.83
2.09
2.27
1.15
0.69
0.55
0.48
In many cases, the interior and exterior temperatures of an oven/furnace and the
temperature of the surroundings are known or can be measured. If so, Equations 1, 2
and 3 can be manipulated to calculate heat loss from hot surfaces and the savings from
adding insulation to reduce heat loss.
Example
Consider a rectangular heat treat oven with dimensions of 10 ft x 10 ft x 10 ft, an inside
air temperature of 1,600 F, an external surface temperature of 250 F, and an outer
surface emissivity of 0.9. The combustion efficiency of the oven is 50%. The
temperature of the surrounding air and surfaces is 70 F. Calculate heat lost from the
oven’s sides and the savings from insulating the sides with R = 4 hr-ft2-F/Btu insulation.
From Equation 3, air flow is turbulent and the current convection coefficient, h1, is:
L3 T = L3 (Ts – Ta) = 103 (250 – 70) = 180,000 > 63 hence turbulent
h1 = 0.19 (Ts – Ta)0.33 = 0.19 (250 – 70)0.33 = 1.054 Btu/hr-ft2-F
From Equation 1, the current heat loss, Q1, is:
Q1 = h1 A (Ts1 – Ta) + A (Ts14 – Ta4)
Q1 = 1.054 · 400 · (250 – 70) + (0.1714 · 10-8) · 400 · 0.9 · [(250 + 460)4 – (70 + 460)4]
Q1 = 184,028 Btu/hr
From Equation 2, the current thermal resistance of the oven wall, R1, is:
R1 = A (Tf – Ts) / Q1
R1 = 400 · (1,600 – 250) / 184,028 = 2.93 hr-ft2-F/Btu
With insulation of thermal resistance, R2, the new surface temperature of the wall will
be Ts2 and the new convection coefficient will be h2. Equations 2 and 3 become:
h2 A (Ts2 – Ta) + A (Ts24 – Ta4) = A (Tf – Ts2) / (R1 +R2)
h2 = 0.19 (Ts2 – Ta) 0.33
This system of two equations and two unknowns can be solved to give:
8
Ts2 = 169.33 F
h2 = 0.867 Btu/hr-ft2-F
Substituting Ts2 and h2 into Equation 1, the new heat loss, Q2, would be:
Q2 = h2 A (Ts2 – Ta) + A (Ts24 – Ta4)
Q2 = 0.867 · 400 · (180 – 70) + (0.1714 · 10-8) · 400 · 0.9 · [(169.33 + 460)4 – (70 + 460)4]
Q2 = 82,527 Btu/hr
The heat loss savings, Qs, and fuel energy savings, Es, from adding insulation would be:
Qs = Q1 – Q2 = 184,028 Btu/hr –82,527 Btu/hr = 101,501 Btu/hr
Es = Qs / = 101,501 Btu/hr / 50% = 203,001 Btu/hr
Thus, this measure would reduce heat loss through the walls by 55.2%
Reducing Radiant Heat Loss from Walls
Hot surfaces lose heat to the surroundings via convection and radiation. As noted
before, the equation for heat loss, Q, to the surroundings at Ta, from a hot surface at Ts,
with area A is:
Q = h A (Ts – Ta) + A (Ts4 – Ta4)
(1)
where h is the convection coefficient, is the Stefan-Boltzman constant (0.1714 x 10-8
Btu/ft2-hr-R4), is the emissivity of the surface (about 0.9 for dark surfaces). Covering
walls with low-emissivity coatings reduces radiation. Rustoleum “metallic finish” paint,
has an emissivity of about 0.30. The BASF spray-on coating Radiance™ has an emissivity
of about 0.25.
Example
Consider a furnace wall at 250 F with emissivity = 0.90 in a facility with walls and ceilings
at 70 F. The combustion efficiency of the furnace is 50%. Assuming the surface
temperature remains constant, calculate the savings from applying a coating with
emissivity = 0.25.
Q1 / A = (Ts4 – Ta4)
Q1 / A = 0.90 · 0.1714 x 10-8 Btu/ft2-hr-R4 · [(250 + 460)4 – (70 + 460)4]
Q1 / A = 270 Btu/hr-ft2
Substituting into Equation 1, the new heat loss, Q2, would be:
9
Q2 / A = (Ts24 – Ta4)
Q2 / A = 0.25 · 0.1714 x 10-8 Btu/ft2-hr-R4 · [(250 + 460)4 – (70 + 460)4]
Q2 / A = 75 Btu/hr-ft2
The heat loss savings, Qs, and fuel energy savings, Es, from adding insulation would be:
Qs = Q1 – Q2 = 270 Btu/hr-ft2 – 75 Btu/hr-ft2 = 195 Btu/hr-ft2
Es = Qs / = 195 Btu/hr-ft2 / 50% = 390 Btu/hr-ft2
Thus, this measure would reduce heat loss through the walls by 72%
Reducing Radiation Loss through Openings
Openings in furnace walls allow heat to radiate outward. Radiation heat loss can be
reduced by covering openings. The figures below show openings in a heat treat furnace.
The first opening shows “room for improvement”. The second opening is covered with
flaps to reduce radiation loss to the surroundings.
Heat is radiated from the hot interior temperature of a furnace through openings to the
surroundings. Due their geometries, both the interior and the surroundings can be
approximated as black bodies with emissivities equal to 1.0. Thus, heat loss, Q, through
an opening of area, A, from the interior of a furnace at temperature, Tf, to the
surroundings at temperature, Ta, is:
Q = A Ffa (Tf4 – Ta4)
(4)
where is the Stefan-Boltzman constant (0.1714 x 10-8 Btu/ft2-hr-R4) and Ffa is the
view factor between the inside of the furnace and the surroundings. If the opening is
approximated as a circle with radius r through a wall of thickness L, the view factor can
be calculated from the following two equations (Cengal, 1998).
10
S = 2 + (L /r)2
Ffa = 0.5 [ S – (S2 – 4)0.5 ]
(5)
If the opening were blocked by a radiation shield with emissivity shield, the heat transfer
would be reduced to (Cengal, 1998):
Q = A Ffa (Tf4 – Ta4) [sheild / 2 ]
(6)
Example
Consider a furnace with an opening 1 ft in diameter through a 1.0 ft thick furnace wall.
The temperature inside the furnace is 1,600 F, and combustion efficiency of the furnace
is 50%. The temperature of the surrounding surfaces is 70 F. Calculate the radiation
heat loss through the opening, and the savings if the opening is covered by a radiation
shield with emissivity 0.9.
The area of the opening is:
A = r2 = (1/2)2 = 0.785 ft2
From Equation 5, the view factor for radiation escaping through the opening is:
S = 2 + (L /r)2 = 2 + (1 /0.5)2 = 6.0
Ffa = 0.5 [ S – (S2 – 4)0.5 ] = 0.5 [ 6.0 – (6.02 – 4)0.5 ] = 0.172
From Equation 4, the current heat loss, Q1, is:
Q1 = A Ffa (Tf4 – Ta4)
Q1 = (0.1714 · 10-8) · 0.785 · 0.172 · [(1600 + 460)4 – (70 + 460)4] = 4,141 Btu/hr
From Equation 6, the heat loss with the radiation cover, Q2, would be:
Q2 = A Ffa (Tf4 – Ta4) [shield / 2] = Q1 [shield / 2] = 4,141 Btu/hr [ 0.9 / 2] = 1,863 Btu/hr
The heat loss savings, Qs, and fuel energy savings, Es, from adding a radiation shield
would be:
Qs = Q1 – Q2 = 4,141 Btu/hr – 1,863 Btu/hr = 2,278 Btu/hr
Es = Qs / = 2,278 Btu/hr / 50% = 4,555 Btu/hr
Thus, this measure would radiation heat loss through the opening by 55%
11
Reducing Heat Loss Due to Infiltration
Most high temperature furnaces and ovens operate at a negative air pressure relative to
ambient air pressure. Thus, openings in the furnace wall allow air to infiltrate into the
furnace. Infiltrating air is heated to the operating temperature of the furnace before
being exhausted.
The heat removed by infiltrating air, Q, at volume flow rate, V, with temperature rise
from ambient temperature, Ta, to the furnace exhaust temperature, Tex, is:
Q = V pcp (Tex – Ta)
(24)
where pcp is the product of the density and specific heat of air (0.018 Btu/ft3-F).
The energy lost due to infiltration can also be quantified by recognizing that the quantity
of excess air in the exhaust is the sum of the excess combustion air, ventilation air and
infiltrating air. Thus, measures to reduce infiltration and ventilation air will reduce
quantity of excess air in the exhaust increase overall combustion efficiency.
Reducing Infiltration By Moving Opening to Floor
In an oven with vertical openings, warm air rises to the oven’s ceiling due to buoyancy
forces and exfiltrates out of the top of vertical openings. An equal amount of cool
ambient air infiltrates into the oven through the bottom half of the vertical openings.
Figure A shows a typical velocity profile of infiltration and exfiltration air through a
vertical oven opening. The velocities are greatest at the top and bottom of the
openings. A balance point occurs near the center of the opening where air leaks neither
into nor out of the oven. The velocity of infiltration and exfiltration can be measured
with by performing a traverse from the top of the opening to the bottom of the opening
with an anemometer. Buoyancy driven infiltration can be practically eliminated by
moving the opening to the floor of the oven (Figure B).
Figure A. Vertical entrance with infiltration
and exfiltration air.
Figure B. Horizontal entrance with
negligible infiltration and exfiltration air.
Example
12
Consider a cure oven operating at 500 F located on the second floor of a plant. The total
area of the entrance is 100 ft2. The average exfiltration velocity is measured to be 100
ft/min over the upper half of the entrance. If ambient air temperature is 70 F and the
combustion efficiency of the oven is 70%, calculate heat loss and fuel energy savings if
the entrance was oriented horizontally on the floor of the oven.
The heat loss and fuel energy savings from reducing infiltration would be:
Qs = Ve A pcp (Tex – Ta) = 100 ft/min x (100 ft2 / 2) x 60 min/hr x 0.018 Btu/ft3-F x (500 F
-70 F)
Qs = 2,322,000 Btu/hr
Es = Qs / = 2,322,000 Btu/hr / 0.70 = 3,317,000 Btu/hr
Reducing Infiltration by Lowering Openings
The quantity of infiltration air through a vertical opening is a function of the height of
the opening and the temperature difference between the oven air at the opening and
the ambient plant air. In some ovens, vertical openings are near the top of ovens and
have room to be moved lower. If the openings are moved lower, infiltration would be
reduced because the temperature difference between ambient plant air and oven air at
the opening would be smaller. Moving the opening usually requires moving the
monorail or conveyor; however, the energy savings may be sufficient to justify the
project. The figure below shows the position of a monorail opening located near the top
of the oven and the new position after an energy-savings retrofit.
(a)
(b)
Figure 6. Oven face with high vertical opening (a) and more energy-efficient low
vertical opening (b).
13
The net pressure difference, Pnet, between the bottom and the top of the column is a
function of column height, h, temperature inside the column, T i, and temperature
outside the column, To. The constants in the equation are the acceleration due to
gravity, g (32.2 ft/s2), atmospheric pressure, Patm (14.7 psi), and the gas constant for air,
R.
Pnet = h g Patm [(1 / To) – (1 / Ti)] / R
(25)
Assuming that friction is negligible, Pnet can be used in Bernoulli’s equation to calculate
the velocity, Ve, through the opening as:
Ve =
2 Pnet / ρ
(26)
To obtain the most conservative result, the density, ρ, in Equation 26 can be assumed to
be the density of air at the temperature when it exits the stack. If the internal
temperature profile over the oven’s height is known, the internal oven temperature
near the top of the opening before the retrofit, T oven,1, and after the retrofit, Toven,2, are
known. The temperature profile could be found by taking temperature measurements
along the oven’s height. If velocity and temperature of infiltration air, V e1 and Ta, are
known, velocity of infiltration air after lowering the opening, Ve2, can be found by
combining Equation 25 and 26 and creating a velocity ratio. The resultant equation for
the change in infiltration is:
Ve2 = Ve1 (1/Ta - 1/Toven,2 ) / (1/Ta - 1/Toven,1 )
(27)
Example
Consider a cure oven with a high vertical entrance. The temperature of air is measured
to be 500 F near the ceiling of the oven 400 F near the mid-height of the oven. Oven air
at a temperature of 500 F is measured to be exfiltrating the oven at an average velocity
of 300 ft/min over an area of 8 ft2. If ambient air temperature is 70 F and the
combustion efficiency of the oven is 70%, calculate heat loss and fuel energy savings if
the entrance were lowered to mid-height.
The current heat loss, Q1, is:
Q1 = V pcp (Tex – Ta) = 300 ft/min x 8 ft2 x 60 min/hr x 0.018 Btu/ft3-F x (500 F -70 F)
Q1 = 1,114,560 Btu/hr
The velocity of infiltrating air after the oven is lowered would be:
Ve2 = Ve1 (1/Ta - 1/Toven,2 ) / (1/Ta - 1/Toven,1 )
14
Ve2 = 300 ft/min (1/(70 460) - 1/(400 460)) / (1/(70 460) - 1/(500 460))
Ve2 = 300 ft/min · 0.926 = 278 ft/min
The heat loss, Q2, and fuel energy savings after the oven is lowered would be:
Q2 = V2 pcp (Tex – Ta) = 278 ft/min · 8 ft2 · 60 min/hr · 0.018 Btu/ft3-F x (400 F -70 F)
Q2 = 791,695 Btu/hr
Qs = Q1 – Q2 = 1,114,560 Btu/hr - 791,695 Btu/hr = 322,865 Btu/hr
Es = Qs / = 322,865 Btu/hr / 0.70 = 461,235 Btu/hr
Thus, this measure would reduce infiltration heat loss by 29.0%.
Reducing Infiltration by Sealing Leaks or Installing a Back Pressure Damper
Air infiltrates into ovens and furnaces that are not tightly sealed. To minimize
infiltration, leaks should be sealed and doors and ports should be well maintained. To
further reduce infiltration, backpressure dampers can be installed on exhaust stacks to
control the furnaces pressure so that it is neutral or slightly positive. Back pressure
dampers can be sophisticated mechanisms with active pressure control, or as simple as
blocking a small part of the exhaust stack with a ceramic brick.
All air infiltrating a furnace leaves in the exhaust gasses and increases the excess air
measured by a combustion analyzer. If excess air is higher than would be expected from
combustion air alone, infiltration most likely takes place in the system. If no ventilation
air is required in the system, the target would be to eliminate infiltration and reduce
total excess air in the flue gasses to 10% or less as required for combustion.
Example
A heat treat furnace burns 2 mmBtu/hr of natural gas. A combustion analyzer measures
90% excess air in the flue gasses and the temperature of the flue gasses to be 1,000 F.
The temperature of the ambient air is 70 F. Inspection of the furnace shell and the high
excess air content suggested that air is infiltrating into the furnace. Sealing leaks in the
furnace and installing a backpressure damper will reduce infiltration and bring excess air
down to 10%. Calculate the heat energy and fuel savings from sealing openings and
installing a backpressure damper.
From Equations 22 and 23 the current combustion efficiency of the annealing furnace is:
Tc1 = Tca + LHV / [{1 + (1 + ECA) AFs} Cpg]
Tc1 = 70 F + 21,500 Btu/lbng / [{1 + 1.90 · 17.2 lba/lbng} 0.26 Btu/lba-F] = 2,525 F
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex)] / HHV
15
= [{1 + 1.90 · 17.2 lba/lbng} 0.26 Btu/lba-F (2,525 – 1,000 F)] / 23,900 Btu/lbm
= 55.9%
The heat delivered to the system, Qout, would be:
Qout = Qf1 = 2 mmBtu/hr · 55.9% = 1.12 mmBtu/hr
If excess air were reduced to 10%, the combustion efficiency would increase to:
Tc2 = Tca + LHV / [{1 + (1 + ECA) AFs} Cpg]
Tc2 = 70 F + 21,500 Btu/lbng / [{1 + (1.1) 17.2 lba/lbng} 0.26 Btu/lba-F] = 4,221 F
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex)] / HHV
= [{1 + 1.1 · 17.2 lba/lbng} 0.26 Btu/lba-F (4,221 F – 1,000 F)] / 23,900 Btu/lbm
= 69.8%
The fuel energy input, Qf2, to delivered the same energy output to the system would
would be:
Qf2 = Qout / = 1.12 mmBtu/hr / 69.8% = 1.60 mmBtu/hr
The fuel energy savings, Es, from reducing excess combustion air would be:
Es = Qf1 – Qf2 = 2.00 mmBtu/hr – 1.60 mmBtu/hr = 0.40 mmBtu/hr
Thus, this measure would reduce fuel use by 19.9%
Reducing Heat Loss to Cooling
Doors, conveyors, and other equipment in high temperature furnaces are sometimes
cooled to prevent warping or failure. The heat removed by cooling water, Q, at volume
flow rate, V, with temperature rise from Tw1 to Tw2 is:
Q = V p cp (Tw2 – Tw1)
(7)
where p is the density of water (8.32 lb/gal) and cp is the specific heat of water (1.0
Btu/lb-F). The heat removed by the cooling water is also equal to the heat loss from the
furnace. The heat loss from the furnace can be approximated as:
Q = UA [Tf – (Tw2 + Tw1) / 2 ]
(8)
16
where UA is the overall heat transfer coefficient between the furnace and the water, Tf
is the temperature of the furnace. Heat removed by the cooling water must be made up
by fuel energy; thus reducing heat removed by the cooling water saves energy.
Example
Consider a furnace with inside air temperature of 2,000 F and combustion efficiency of
50%. The furnace is cooled by 100 gpm of water from a cooling tower. During winter,
the cooling tower supplies water to the furnace at 67 F, and the water exits the furnace
at 100 F. During summer, the cooling tower delivers 90 F water to the furnace and
internal parts are not overheated. Calculate the rate of heat removed by the cooling
water in the summer and winter, and the savings from supplying 90 F water to the
furnace instead of 67 F water during winter.
From Equation 7, the winter heat loss, Q1, is:
Q1 = V p cp (Tw2– Tw1)
Q1 = 100 gpm · 8.32 lb/gal · 1.0 Btu/lb-F (100 F – 67 F) · 60 min/hr = 1,647,000 Btu/hr
From Equation 8, the overall heat transfer coefficient between the furnace and the
average temperature of the cooling water, UA, is:
UA = Q / [Tf – (Tw2 + Tw1) / 2]
UA = 1,647,000 Btu/hr / [2,000 F – (100 F + 67 F) / 2 ] = 859.6 Btu/hr-F
Combining Equations 7 and 8 gives:
Q = V p cp (Tw2 – Tw1) = UA [Tf – (Tw2 + Tw1) / 2 ]
During summer, when Tw1 = 90 F, this equation can be solved to give:
Tw2 = 122.6 F
Hence, From Equation 7, the summer heat loss, Q2, is:
Q2 = V p cp (Tw2– Tw1)
Q2 = 100 gpm · 8.32 lb/gal · 1.0 Btu/lb-F (122.6 F – 90 F) · 60 min/hr = 1,628,000 Btu/hr
The heat loss savings, Qs, and fuel energy savings, Es, from increasing cooling water
temperature would be:
Qs = Q1 – Q2 = 1,647,000 Btu/hr – 1,628,000 Btu/hr = 19,600 Btu/hr
Es = 19,600 Btu/hr / 50% = 39,200 Btu/hr
17
Thus, this measure would reduce cooling heat loss by 1.2%
Reducing Heat Loss to Conveyance Equipment
Continuous heating processes often use conveyors to move products into and out of the
oven. Batch processes often use racking to move products into and out of the oven. In
both cases, the heat absorbed and removed by the conveyance equipment must be
made up by additional thermal energy.
Continuous Process
The energy lost to a conveyor in a continuous heating system, Q, is the product of
conveyor velocity, V, mass per linear length, m, specific heat of conveyor material, cp,
and the temperature difference of the conveyor leaving, Tc2, and entering, Tc1 the
system.
Q = V m cp (Tc2 – Tc1)
(9)
When the conveyor moves slowly, the temperature of the conveyor leaving the system,
Tc2, frequently approaches the interior temperature of the oven/furnace, and the
temperature of the conveyor entering the system, Tc1, approaches room temperature.
If conveyor velocity, V, or mass, m, were reduced, the energy savings would be the
difference between energy absorbed by the conveyor before and after the change.
Example
A brazing oven with an operating temperature of 1,900 F and combustion efficiency of
50% has a stainless steel conveyor belt weighing 5 lbs/ft traveling 42 ft per hour when
loaded with parts. The specific heat of stainless steel is 0.12 Btu/lb-F. To prevent
overheating, the conveyor must always be moving. Calculate the savings from slowing
the conveyor speed to 18 ft per hour when no parts are being brazed.
Assuming the conveyor belt approaches the interior temperature of the oven when
leaving the oven, and approaches room temperature before reentering the oven, the
conveyor heat losses at 42 ft per hour, Q1, and 18 ft per hour, Q2, are:
Q1 = V1 m cp (Tc2 – Tc1) = 42 ft/hr · 5 lb/ft · 0.12 Btu/lb-F · (1,900 – 70) F = 46,116 Btu/hr
Q2 = V2 m cp (Tc2 – Tc1) = 18 ft/hr · 5 lb/ft · 0.12 Btu/lb-F · (1,900 – 70) F = 19,764 Btu/hr
The heat loss savings, Qs, and fuel energy savings, Es, from slowing the conveyor during
non-production hours would be:
Qs = Q1 – Q2 = 46,116 Btu/hr – 19,764 Btu/hr = 26,352 Btu/hr
Es = Qs / = 26,352 Btu/hr / 50% = 52,704 Btu/hr
18
Thus, this measure would reduce conveyor heat loss by 57.1%
Batch Process
Carts and racking that hold or transport the product in batch processes absorb energy.
In this case, energy absorbed, Q, can be calculated from the mass, m, specific heat, cp,
and temperature rise (T1-T2) as:
Q = m cp (T2 – T1)
(10)
If the material of a component is highly conductive, such as metal, the temperature is
approximately uniform throughout the component. In these cases, the final
temperature of the component can be calculated using the lumped capacitance
method. In the lumped capacitance method, the final temperature of an object, T2,
initially at temperature, T1, immersed in an atmosphere at temperature, Ta, after time,
t, is:
k = h A / (m cp)
T2 = Tf + (T1-Tf) exp( -k t )
(11)
where h is the convection coefficient, A is the area, m is the mass and cp is the specific
heat. Heat loss to conveyance devices in batch processes can be reduced by reducing
the weight of the conveyance devices, or by reducing the number to batch cycles.
Example
Steel racking with mass 500 lb and surface area 200 ft2 is used to carry products into a
batch drying oven at 400 F with combustion efficiency of 80%. The specific heat of steel
is 0.12 Btu/lb-F, and the convection coefficient is 2 Btu/hr-ft2-F. If the racking enters the
oven at room temperature of 70 F and the drying process takes 0.25 hours, calculate the
exit temperature of the racking, and the heat and fuel energy loss to the racking with
each drying cycle.
The exit temperature would be:
k = h A / (m cp) = 2 Btu/hr-ft2-F · 200 ft2 / ( 500 lb 0.12 Btu/lb-F) = 7 /hr
T2 = Tf + (T1-Tf) exp[ -(h A / (m cp)) t ] = 400 F + (70 F – 400 F) exp[ -7 · 0.25 ] = 338 F
The heat absorbed by the racking, Q, and the fuel energy loss, E, are:
Q = m cp (T2 – T1) = 500 lb/cycle 0.12 Btu/lb-F (338 F – 70 F) = 16,060 Btu/cycle
E = Q / = 16,060 Btu/cycle / 80% = 20,075 Btu/cycle
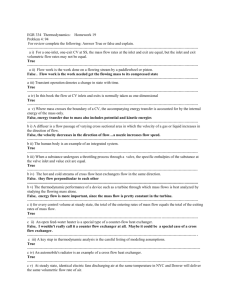
A plot of racking temperature over time as it heats up in the oven is shown below.
19
450
400
350
300
T2 (F) 250
200
150
100
50
0
10
20
30
40
50
60
t (minutes)
Reducing Energy Storage Losses in Batch Processes
The interior structure of batch ovens and furnaces absorb and release energy during
heating cycles. If the heat absorbing material is highly conductive, such as metal, the
temperature is approximately uniform throughout the component. In this case, energy
absorbed can be calculated using the lumped capacitance method shown above.
However, if the heat absorbing material is less conductive, such as refractory, the
temperature of the refractory will not be uniform, and the lumped capacitance method
would not accurately predict energy storage. In this case, a finite-difference model can
determine the temperature profile throughout the material at the end of a cycle. The
energy absorbed by the mass can then be determined from this profile. Energy savings
can be realized if the quantity of thermal mass can be reduced.
Finite difference models are constructed by dividing a material into a number of finite
nodes, calculating temperature of each node at the end of a short time period from
energy balances on each node, then repeating the process over the entire time frame.
For example, consider a layer of fire brick that is exposed to interior of an oven on one
side and insulated on the other. The thermal mass is divided into eight layers called
nodes of thickness dx. Each node is assumed to have a uniform temperature.
20
Oven
Atmospher
e
1
2
3
4
5
6
7
8
Firebrick wall of oven divided into 8 nodes
The thermal resistance between the oven atmosphere and node 1, R 1, is the sum of the
convection and conduction thermal resistances. The convection thermal resistance is
the inverse of the product of convection coefficient, h, and the surface area, A. The
conduction thermal resistance is the distance between the center of node 1 and the
surface, divided by thermal conductivity, k, and cross-sectional area, A.
R1 = 1 / (h A) + dx / (2 k A)
(12)
The thermal resistance between each consecutive node is the distance between each
node, dx, divided by thermal conductivity, k, and the cross-sectional area, A. If material
properties of the thermal mass is constant throughout, the thermal resistances between
all interior nodes are equal.
R2 = R3 = R4 = R5 = R6 = R7 = R8 = dx / (k A)
(13)
From the First Law of Thermodynamics, the energy into each node minus the energy out
of each node equals the change of energy stored in each node.
(TN – T) / RN – (T – TS) / RS = [dx A Cp (T’ – T)] / dt
(14)
The energy storage term is the product of the distance between the nodes, dx, crosssectional area, A, material density, , material specific heat, Cp, and the difference
between node temperature after the iterative step, T’, and current node temperature,
T, all divided by the time period of iteration, dt. Rearranging Equation 14, the
temperature after each iterative step, T’, can be calculated as:
T’ = dt (TN – T) / (RN dx A Cp) – dt (T – TS) / (RS dx A Cp) + T
(15)
21
After T’ is calculated for a given time step dt, it can be substituted into T in Equation 15
to calculate the next T’ value in the following time iteration. This step is repeated until
enough time iterations have been performed to equal the time duration of a cycle. The
temperatures of each node at the end of the cycle are calculated by performing all time
iterations.
The total energy absorbed by the thermal mass during the cycle, QTM, can be calculated
by summing the energy at all nodes relative to their energy before the cycle. This
calculation involves each node temperature at the end of the cycle, Tend, and at the
beginning of the cycle, Tbeg. Equation 16 calculates the total energy absorbed by the
thermal mass during the cycle, Qc.
Qc = dx A p cp (Tend – Tbeg)
(16)
Example
Consider a heat treat oven whose floor is mounted on rails so that it can be slid into and
out of the oven. The floor is 100 ft2 in area, and consists of fire bricks on top of a thick
layer of insulation. The bricks are laid vertically such that the firebrick floor is eight
inches thick. The density of firebrick is 36 lb/ft3, the specific heat is 0.25 Btu/lb-F, and
the thermal conductivity is 1.2 Btu-in/ft2-hr-F. The heat treat cycle consists of raising
the temperature to 1,700 F for four hours, then decreasing the oven temperature by
about 50 F per hour until the oven reaches 400 F. As an energy-savings measure, the 8inch thick firebrick is replaced with 4-inch firebrick. Calculate the energy savings pwer
cycle from replacing the 8-inch floor with a 4-inch floor.
Using the methodology shown above, the temperature profile of 8-inch firebrick and 4inch firebrick at the conclusion of the heating cycle is shown below.
22
900
800
700
T (F)
600
500
400
300
200
100
0
1
2
3
4
5
6
7
8
Node Number
8-inch floor
4-inch floor
Temperature profile of 8-inch and 4-inch thick firebrick after heat treat cycle
Using Equation 16, the energy absorbed by the 8-inch firebrick after the cycle is 389,600
Btu and the energy absorbed by the 4-inch firebrick is 154,400 Btu. The savings would
be 235,200 Btu per cycle, or 60% of the energy absorbed by the original floor.
Reduce Heating Energy Use By Improving Heat Transfer
In process heating applications where combustion gasses transfer heat to a product,
improved heat transfer effectiveness increases heat delivered to the product and
reduces the heat lost in exhaust. This improves system efficiency.
Consider the following graphs of heat transfer effectiveness for counter flow, cross flow
and parallel flow heat exchanger configuration. The effectiveness of counter flow heat
exchange is always greater than the effectiveness of cross flow or parallel flow heat
exchange.
23
Figure 11. Heat transfer effectiveness for counter flow, cross flow and parallel flow heat
exchange (Incropera and DeWitt, 1996).
The equations for heat exchanger effectiveness are:
Ch = mh * cph
Cc = mc * cpc
Cmin = min(Ch, Cc)
Cmax = max(Ch, Cc)
Cr = Cmin / Cmax
NTU = UA/Cmin
Parallel flow: e = [1-exp( -NTU (1+Cr) )] / (1+Cr)
Cross flow:
e = 1-exp[(1/Cr)*(NTU0.22)*{exp((-Cr)*(NTU0.78))-1}]
Counter flow: e = [1 - exp(-NTU (1-Cr))] / [1 – Cr*exp(-NTU (1 - Cr))]
(use Cr = 0.999 when Cr = 1.0)
Q = e*Cmin*(Th1-Tc1)
Example
A curing oven has burners at each end and an exhaust fan in the middle. The valve at
the exit of the exhaust fan is adjusted so that no air leaks into or out of the openings at
the ends of the oven. 400 lb/min of carbon steel (cp = 0.12 Btu/lb-F) enters the oven at
70 F. The surface area of the steel in the oven is 1,000 ft2 and the convection coefficient
in the oven is 10 Btu/hr-ft2-F. In this configuration, each burner consumes 1 mmBtu of
fuel. The temperature of the combustion gasses leaving the burners is 3,382 F and the
specific heat of the combustion gasses is 0.30 Btu/lb-F.
24
Combustion Air Fan
Combustion Air Fan
Balancing Valve
Fuel Input
Fuel Input
Exhaust Fan
Burner
Burner
Calculate the fuel savings from reconfiguring the oven so that all of the combustion
gasses travel in a direction counter-flow to the product as shown below.
Combustion Air Fan
Balancing Valve
Exhaust Fan
Fuel Input
Burner
The mass flow rate of combustion air traveling through the first half of the oven is:
COMBUSTION AIR FLOW
INPUTS
Qburner (Btu/hr)
HHVng (Btu/lb)
AFRstoch (lba/lbng)
EA
p (at 68 F) (lb/ft3)
CALCULATIONS
Ma = Qb AFRs (1+EA) / HHV (lb/hr)
Mng = Qb / HHVng (lb/hr)
Mtot (lb/hr)
Vtot = Mtot / p (scfm)
1,000,000
23,900
17.2
0.2
0.075
864
42
905
192
In the first half of the oven, the combustion gasses primarily travel in the same direction
as the product creating a parallel-flow heat exchanger. Using the heat exchanger
25
equations shown above, the properties of the combustion gasses and steel can be
calculated as shown below. By the midpoint of the oven, the temperature of the carbon
steel increased to 355 F, the temperature of the combustion gasses decreased to 355 F,
the quantity of heat transferred to the carbon steel is 822,049 Btu/hr. The effectiveness
of the heat exchange process is 91.4%.
PARALLEL FLOW HX
INPUTS
Th1 (F)
mh (lb/min)
cph (Btu/lb-F)
Tc1 (F)
mc (lb/min)
cpc (Btu/lb-F)
U (Btu/hr-ft2-F)
A (ft2)
CALCULATIONS
Ch = mh * cph (Btu/min-F)
Cc = mc * cpc (Btu/min-F)
Cmin (Btu/min-F)
Cmax (Btu/min-F)
Cr = Cmin / Cmax
NTU = UA/Cmin
e=[1-EXP(-NTU(1+Cr))]/(1+Cr)
Q = e*Cmin*(Th1-Tc1) (Btu/min)
Th2 = Th1-Q/Ch (F)
Tc2 = Tc1 + Q/Cc (F)
Q (Btu/hr)
3,382
15.09
0.3
70
400
0.12
10
500
4.527
48.000
4.527
48.000
0.094
18.407
0.914
13,701
355
355
822,049
To determine the fuel use if the oven was reconfigured as a counter-flow heat
exchanger, the equation for parallel flow effectiveness is replaced with the equation for
counter-flow effectiveness. Then the quantity of fuel use is decreased until the
temperature of the carbon steel at the mid-point is 355 F. The results are shown below.
In a counter-flow configuration, fuel use was decreased to 910,000 Btu/hr and the mass
flow rate of combustion air through the first half of the oven is:
26
COMBUSTION AIR FLOW
INPUTS
Qburner (Btu/hr)
HHVng (Btu/lb)
AFRstoch (lba/lbng)
EA
p (at 68 F) (lb/ft3)
CALCULATIONS
Ma = Qb AFRs (1+EA) / HHV (lb/hr)
Mng = Qb / HHVng (lb/hr)
Mtot (lb/hr)
Vtot = Mtot / p (scfm)
910,000
23,900
17.2
0.2
0.075
786
38
824
175
By the midpoint of the counter-flow oven, the temperature of the carbon steel reaches
354 F, the temperature of the combustion gasses has decreased to 70 F, the quantity of
heat transferred to the carbon steel is 818,619 Btu/hr. The effectiveness of the heat
exchange process was 100%.
27
COUNTER FLOW HX
INPUTS
Th1 (F)
mh (lb/min)
cph (Btu/lb-F)
Tc1 (F)
mc (lb/min)
cpc (Btu/lb-F)
U (Btu/hr-ft2-F)
A (ft2)
CALCULATIONS
Ch = mh * cph (Btu/min-F)
Cc = mc * cpc (Btu/min-F)
Cmin (Btu/min-F)
Cmax (Btu/min-F)
Cr = Cmin / Cmax
NTU = UA/Cmin
e = [1-exp(N(1-Cr))]/[1-Cr*exp(-N(1-Cr))]
Q = e*Cmin*(Th1-Tc1) (Btu/min)
Th2 = Th1-Q/Ch (F)
Tc2 = Tc1 + Q/Cc (F)
Q (Btu/hr)
3,382
13.73
0.3
70
400
0.12
10
500
4.120
48.000
4.120
48.000
0.086
20.228
1.000
13,644
70
354
818,619
The fuel savings are:
Qf,sav = Qf1 – Qf2 = 1,000,000 Btu/hr – 910,000 Btu/hr = 90,000 Btu/hr
Thus, in this case, reconfiguring the oven from parallel to counter-flow decreased fuel
use a by about 9%.
Reducing Heat Loss Due to Excess Combustion Air
The minimum amount of air required for complete combustion is called the
“stoichiometric” air. Combustion efficiency is maximized when stoichiometric air is
supplied to the fuel. Supplying less than stoichiometric air causes some fuel to be
exhausted without combusting, which increases fuel use, air pollution and the danger of
uncontrolled combustion in the exhaust stack. Supplying more than stoichiometric air
dilutes the combustion gasses, lowers combustion temperature and reduces
combustion efficiency. Thus, best practice is to supply only slightly more oxygen
28
(combustion air) than the stoichiometric minimum, so that unburned fuel is avoided and
the efficiency penalty from excess combustion air is minimized.
The common target of excess combustion air to guarantee complete combustion is
about 10% (EPA, 2001). This produces combustion gasses with about 1.7% O2 content
when combusting natural gas. However, in well-controlled burners, it is possible to
reduce excess combustion air even lower. This can be achieved by reducing the air fuel
ratio until just before CO levels, which are indicators of unburned hydrocarbons, grow
exponentially as shown in the graph below.
Source: Thekdi, 2004
Example
A well-sealed melting furnace burns 10 mmBtu/hr of natural gas. Combustion air enters
the burner at 70 F. A combustion analysis of exhaust gasses shows that the flue
temperature is 1,600 F and the quantity of excess air is 30%. Calculate the current
combustion efficiency, the combustion efficiency if the excess air were reduced to 10%,
and the resulting fuel savings.
From Equations 22 and 23, the current combustion efficiency of the melt furnace is:
Tc1 = Tca + LHV / [{1 + (1 + ECA) AFs} Cpg]
Tc1 = 70 F + 21,500 Btu/lbng / [{1 + (1.30) 17.2 lba/lbng} 0.26 Btu/lba-F] = 3,610 F
29
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex)] / HHV
= [{1 + (1.30) 17.2 lba/lbng} 0.26 Btu/lba-F (3,610 – 1,600 F)] / 23,900 Btu/lbm
= 51.1%
The heat delivered to the system, Qout, would be:
Qout = Qf1 = 10 mmBtu/hr x 51.1% = 5.11 mmBtu/hr
If excess air were reduced to 10%, the combustion efficiency would increase to:
Tc2 = Tca + LHV / [{1 + (1 + ECA) AFs} Cpg]
Tc2 = 70 F + 21,500 Btu/lbng / [{1 + (1.1) 17.2 lba/lbng} 0.26 Btu/lba-F] = 4,221 F
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex)] / HHV
= [{1 + (1.1) 17.2 lba/lbng} 0.26 Btu/lba-F (4,221 – 1,600 F)] / 23,900 Btu/lbm
= 56.8%
The fuel energy input, Qf2, to delivered the same energy output to the system would
would be:
Qf2 = Qout / = 5.11 mmBtu/hr / 56.8% = 8.99 mmBtu/hr
The fuel energy savings, Es, from reducing excess combustion air would be:
Es = Qf1 – Qf2 = 10 mmBtu/hr – 8.99 mmBtu/hr = 1.01 mmBtu/hr
Thus, this measure would reduce fuel use by 10.1%
Reducing Heat Loss with Oxygen Enhancement
When atmospheric air is used in combustion, the nitrogen in the air is largely inert.
However, this does not mean that it has no effect on combustion. The energy released
during the combustion reaction is absorbed by the products of combustion. The
nitrogen in the products of combustion absorbs a portion of the heat of combustion and
lowers the adiabatic combustion temperature. The reduced combustion temperature
reduces the efficiency of combustion.
Burning pure oxygen instead of atmospheric air eliminates the dilutive effects of
nitrogen. This increases the combustion temperature and the efficiency of combustion.
Using the method developed earlier, the air to fuel ratio for stochiometric combustion
of methane with oxygen combustion is:
30
CH4 + 2 O2 > CO2 + 2 H2O
Mair / Mfuel = (2 x 2 x 16) / (12 + 4) = 4.0
This value can be used in conjunction with the previous simplified equations for
combustion temperature and efficiency of combustion with oxygen. Combustion
efficiencies calculated using the simplified method compare well with values from the
graph below. The primary reason for the small discrepancies between the simplified
method and the graph shown below is that the simplified method is based on
combustion of pure methane while the graph below is for natural gas, which includes a
small percentage of other hydrocarbons in addition to methane. The lower fuel costs
from oxygen enhancement must be compared to the cost of oxygen to determine the
cost effectiveness of this option. In general, oxygen enhancement is most cost effective
in high temperature applications that use large quantities of gas.
Example
Consider a glass melting furnace using 10 mmBtu/hr of natural gas. The temperature of
O2 entering the burner is 70 F, and the temperature of exhaust leaving the furnace is
2,000 F with 20% excess air. Calculate the fuel energy savings (mmBtu/hr) from
converting from air-fired to oxy-fired burners assuming 0% excess oxygen in the exhaust
and the temperature of exhaust leaving the furnace remains 2,500 F.
31
From Equations 22 and 23, the current combustion efficiency of the glass melting
furnace is:
Tc1 = Tca + LHV / [{1 + (1 + ECA) AFs} Cpg]
Tc1 = 70 F + 21,500 Btu/lbng / [{1 + (1.20) 17.2 lba/lbng} 0.26 Btu/lba-F] = 3,891 F
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex)] / HHV
= [{1 + (1.2) 17.2 lba/lbng} 0.26 Btu/lba-F (3,891 F – 2,000 F)] / 23,900 Btu/lbm
= 44.5%
The heat delivered to the system, Qout, would be:
Qout = Qf1 = 10 mmBtu/hr x 44.5% = 4.45 mmBtu/hr
If the burner were converted to burn oxygen with 0% excess air and the same exhaust
temperature, the combustion efficiency would increase to:
Tc2 = Tca + LHV / [{1 + (1 + ECA) AFs} Cpg]
Tc2 = 70 F + 21,500 Btu/lbng / [{1 + (1.0) 4.0 lba/lbng} 0.26 Btu/lba-F] = 16,608 F
= [{1 + (1 + ECA) AFs} Cpg (Tc – Tex)] / HHV
= [{1 + (1.0) 4.0 lba/lbng} 0.26 Btu/lba-F (16,608 F – 2,000 F)] / 23,900 Btu/lbm
= 79.5%
The fuel energy input, Qf2, to delivered the same energy output to the system would
would be:
Qf2 = Qout / = 4.45 mmBtu/hr / 79.5% = 5.60 mmBtu/hr
The fuel energy savings, Es, from reducing excess combustion air would be:
Es = Qf1 – Qf2 = 10.00 mmBtu/hr – 5.60 mmBtu/hr = 4.40 mmBtu/hr
Thus, this measure would reduce fuel use by 44.0%
Pre-heat Combustion Air
Heat exchangers can be employed to reclaim heat escaping in exhaust gasses to preheat incoming combustion or ventilation air. Pre-heating combustion/ventilation air is
frequently cost-effective because the close proximity of the exhaust and combustion air
streams reduces the cost of the required heat reclaim equipment.
32
Following the heat-exchanger effectiveness method derived in the Energy Efficient
Steam Systems” chapter, actual heat transfer, Qact, is the product of heat exchanger
effectiveness, e, the minimum mass capacitance of the two streams, mcp,min, and the
difference between the entering temperatures of the hot and cold streams, Th1 and
Tc1:
Qact = e mcp,min (Th1 – Tc1)
It follows that the exit temperatures of each stream are given by:
Tc2 = Tc1 + e mcp,min (Th1 – Tc1) / mcpc
Th2 = Th1 - e mcp,min (Th1 – Tc1) / mcph
Preheating Combustion Air with Heat Exchanger with Known Effectiveness
Heat exchangers are typically designed with sufficient heat transfer area such that the
effectiveness of the heat exchanger is between about 0.6 and 0.9. At higher levels of
heat exchanger effectiveness, the cost of the required surface area frequently
outweighs the additional performance benefits. In addition, heat exchanger designers
must also ensure that the pressure drop through each side of the heat exchanger is
acceptably small, and that the materials can withstand the temperatures, fouling and
corrosiveness of the fluids involved.
Finally, the effectiveness of the heat exchanger must be chosen so that the exit
temperatures are within acceptable ranges. When pre-heating combustion air, the
temperature of the pre-heated combustion air must be not exceed the maximum
temperature allowed by the burner or else a new burner is needed. Many burners can
accept combustion air up to about 500 F without modification. In addition, the
effectiveness of the heat exchanger cannot be so large that water in the exhaust gasses
condenses. The dew-point temperature of water vapor in combustion exhaust is about
180 F.
Example
Consider reclaiming heat from furnace exhaust at 1,000 F to preheat combustion air
initially at 80 F. The furnace consumes 10,000,000 Btu/hr of natural gas. The fraction
excess air in the exhaust is measured to be 20%. Calculate the rate of energy savings
(Btu/hr) and the temperatures of the two streams leaving the heat exchanger if the heat
exchanger is 50% effective.
33
COMBUSTION AIR FLOW
INPUTS
Qburner (Btu/hr)
HHVng (Btu/lb)
AFRstoch (lba/lbng)
EA
CALCULATIONS
Mng = Qb / HHVng (lb/hr)
Ma = Mng AFRs (1+EA) (lb/hr)
Mtot = (Mng + Ma) (lb/hr)
HEAT EXCHANGER WITH KNOWN EFFECTIVENESS
INPUTS
Th1 (F)
mh (lb/hr)
cph (Btu/lb-F)
Tc1 (F)
mc (lb/hr)
cpc (Btu/lb-F)
e
CALCULATIONS
Ch = mh * cph (Btu/hr-F)
Cc = mc * cpc (Btu/hr-F)
Cmin = min(Ch, Cc) (Btu/hr-F)
Qsav = e*Cmin*(Th1-Tc1) (Btu/hr)
Th2 = Th1-Q/Ch (F)
Tc2 = Tc1 + Q/Cc (F)
10,000,000
23,900
17.2
0.20
418
8,636
9,054
1,000
9,054
0.26
80
8,636
0.26
0.500
2,354
2,245
2,245
1,032,864
561
540
Thus, this would decrease fuel use by about 10.3%. Also note that the combustion air
would be heated to 540 F, which is close to the maximum allowable combustion air
temperature for many burners. The exit temperature of the combustion gasses is 561 F,
which ensures that the water in the combustion gasses will not condense.
Pre-heating Combustion Air Using a Tube-in-Tube Heat Exchanger
An inexpensive heat exchanger for reclaiming heat from exhaust gasses to pre-heat
incoming combustion air can be fabricated by enclosing an un-insulated exhaust duct
with a second duct and directing combustion air in a counter-flow direction through the
annular space. In this case, the effectiveness of the fabricated heat exchanger must be
calculated by calculating the convection coefficients and surface area.
34
The reference diameter, Dr, to calculate the convection coefficient for a fluid travelling
through a tube is the diameter of the tube, D1. The reference diameter Dr to calculate
the convection coefficient for a fluid travelling through the annular space between two
tubes is (Dr = D2 – D1) where D1 is the diameter of the inside tube and D2 is the
diameter of the outside tube.
The convection coefficient, h, for a fluid travelling through a tube or the annular space
between two tubes is given by the following equations:
Re = 4 M / (*DV*Dr)
Nu = .023*(Re^.8)*(Pr^.4)
h = Nu*k/Dh
where Dr is the reference diameter, Re is the Reynolds number, M is the mass flow rate
of the fluid, DV is the dynamic viscosity of the fluid, Pr is the Prandtl number of the fluid
and k is the conductivity of the fluid. The reference diameter, Dr, for a fluid travelling
through a tube is the diameter of the tube, D1. The reference diameter Dr for a fluid
travelling through the annular space between two tubes is (Dr = D2 – D1) where D1 is
the diameter of the inside tube and D2 is the diameter of the outside tube.
Assuming that the thermal resistance of the inner tube is negligible compared to the
thermal resistance caused of the convection coefficients, the thermal resistance, R, and
conductance, U, of the tube-in-tube heat exchanger is:
R = (1/h1) + (1/h2)
U = 1 / [ (1/h1) + (1/h2) ]
Heat exchanger effectiveness, e, for a counter-flow heat exchanger between cold, c, and
hot, h, streams can be calculated using the following equations:
Ch = mh * cph
Cc = mc * cpc
Cmin = min(Ch, Cc)
Cmax = max(Ch, Cc)
Cr = Cmin / Cmax
N = UA/Cmin
e = [1-exp(N(1-Cr))]/[1-Cr*exp(-N(1-Cr))]
where m is the mass flow rate, cp is the specific heat, U is the conductance of the heat
exchanger, and A is the area of the heat exchanger.
35
Example
Consider reclaiming heat from furnace exhaust at 1,100 F to preheat combustion air
initially at 80 F. The furnace consumes 1,200,000 Btu/hr of natural gas. The fraction
excess air in the exhaust is measured to be 44%. The heat will be reclaimed by
fabricating a 25 ft long, 2 ft diameter duct around the outside of the existing 1 ft
diameter exhaust duct. Calculate the rate of energy savings (Btu/hr) and the
temperatures of the two streams leaving the heat exchanger.
COMBUSTION AIR FLOW
INPUTS
Qburner (Btu/hr)
HHVng (Btu/lb)
AFRstoch (lba/lbng)
EA
p (at 68 F) (lb/ft3)
CALCULATIONS
Ma = Qb AFRs (1+EA) / HHV (lb/hr)
Mng = Qb / HHVng (lb/hr)
Mtot (lb/hr)
Vtot = Mtot / p (scfm)
1,200,000
23,900
17.2
0.44
0.075
1,244
50
1,294
276
AIR FLOW THROUGH TUBE
INPUTS
D (ft)
V (scfm)
p (at 68 F) (lb/ft3)
DynVis at 482 F (lb/ft-s)
Pr at 482 F
k at 482 F (Btu/hr-ft-F)
CALCULATIONS
M (lb/s) = Mtot / 3600
Re = 4 M / (pi*DV*D)
Nu = .023*(Re^.8)*(Pr^.4)
h = Nu*k/D (Btu/hr-ft2-F)
1
276
0.075
0.00001866
0.68
0.02434222
0.36
24,522
64
1.56
36
AIR FLOW THROUGH TUBE
INPUTS
D (ft)
V (scfm)
p (at 68 F) (lb/ft3)
DynVis at 482 F (lb/ft-s)
Pr at 482 F
k at 482 F (Btu/hr-ft-F)
CALCULATIONS
M (lb/s) = Mtot / 3600
Re = 4 M / (pi*DV*D)
Nu = .023*(Re^.8)*(Pr^.4)
h = Nu*k/D (Btu/hr-ft2-F)
1
276
0.075
0.00001866
0.68
0.02434222
0.36
24,522
64
1.56
OVERALL CONDUCTANCE
INPUTS
h1 (Btu/hr-ft2-F)
h2 (Btu/hr-ft2-F)
CALCULATIONS
U = 1/(1/h1 + 1/h2) (Btu/hr-ft2-F)
1.56
5.26
1.20
37
COUNTER FLOW HX WITH KNOWN UA
INPUTS
Th1 (F)
mh (lb/min) = Mtot / 60
cph (Btu/lb-F)
Tc1 (F)
mc (lb/min) = Ma /60
cpc (Btu/lb-F)
U (Btu/hr-ft2-F)
L (ft)
CALCULATIONS
A (ft2) = pi D1 L
Ch = mh * cph (Btu/min-F)
Cc = mh * cph (Btu/min-F)
Cmin (Btu/min-F) = min(Ch, Cc)
Cmax (Btu/min-F) = max(Ch, Cc)
Cr = Cmin / Cmax
N = UA/Cmin
e = [1-exp(N(1-Cr))]/[1-Cr*exp(-N(1-Cr))]
Q = e*Cmin*(Th1-Tc1) (Btu/min)
Th2 = Th1-Q/Ch (F)
Tc2 = Tc1 + Q/Cc (F)
Q (Btu/hr)
1100
21.56
0.255
80
20.73
0.255
1.20
25
78.540
5.499
5.285
5.285
5.499
0.961
0.298
0.230
1,242
874
315
74,546
This would decrease fuel use by about 6.2%.
Pre-heat Load
In some furnaces, the load moves via conveyor into a heat treating or melting furnace.
In these cases, an inexpensive heat exchanger for reclaiming heat from exhaust gasses
to pre-heat the load can be fabricated by enclosing the load carrying conveyor and
directing exhaust gasses in a counter-flow direction over the load.
In this case, the heat transfer area is the exposed area of the load, and the conductance,
U, is the convection coefficient, h. The heat exchanger effectiveness method can be
used to calculate heat transfer to the load, Qsav. Fuel energy savings, Esav, should take
into account the combustion efficiency, , since some fuel energy is lost with the
exhaust gasses.
Esav = Qsav /
38
Example
A conveyor carries 20,000 lb/hr of lead ingots at 80 F into an open melt furnace with a
hood enclosure. Currently, 6,000 cfm of 500 F air is collected by the hood and
exhausted to atmosphere. The overall efficiency of the melt furnace is 60%. Consider
reclaiming heat by enclosing the lead-carrying conveyor and directing exhaust gasses in
a counter-flow direction over the lead. The enclosure could be approximated as having a
diameter of 4 ft, and the lead ingots on the conveyor can be approximated as a tube
having a diameter of 2 ft. If so, the exposed area of the lead ingots on the conveyor is
160 ft2. Calculate the rate of fuel energy savings (Btu/hr) and the temperature of the
lead ingots when they leave the heat exchanger.
AIR FLOW THROUGH SPACE BETWEEN TWO TUBES
INPUTS
D1 (ft)
D2 (ft)
V (scfm)
p (at 68 F) (lb/ft3)
DynVis at 482 F (lb/ft-s)
Pr at 482 F
k at 482 F (Btu/hr-ft-F)
CALCULATIONS
M (lb/s)
Dh = D2-D1 (ft)
Re = 4 M / (pi*DV*Dh)
Nu = .023*(Re^.8)*(Pr^.4)
h = Nu*k/Dh (Btu/hr-ft2-F)
2
4
6000
0.075
0.00001866
0.68
0.02434222
7.5
2
255,876
418
5.09
39
COUNTER FLOW HX WITH KNOWN UA
INPUTS
Th1 (F)
mh (lb/min)
cph (Btu/lb-F)
Tc1 (F)
mc (lb/min)
cpc (Btu/lb-F)
U (Btu/hr-ft2-F)
A (ft2)
CALCULATIONS
Ch = mh * cph (Btu/min-F)
Cc = mh * cph (Btu/min-F)
Cmin (Btu/min-F) = min(Ch, Cc)
Cmax (Btu/min-F) = min(Ch, Cc)
Cr = Cmin / Cmax
N = UA/Cmin
e = [1-exp(N(1-Cr))]/[1-Cr*exp(-N(1-Cr))]
Q = e*Cmin*(Th1-Tc1) (Btu/min)
Th2 = Th1-Q/Ch (F)
Tc2 = Tc1 + Q/Cc (F)
Q (Btu/hr)
Esav (Btu/hr) = Q /
500
444
0.255
80
333
0.0305
5.09
160
0.6
113.220
10.167
10.167
113.220
0.090
1.334
0.722
3,085
473
383
185,082
308,470
The temperature of the lead ingots would be 383 F, which is below the melting point of
lead.
Cascade Heat
When reclaiming heat, it is generally preferable to use the heat in the process that
created it in order to minimize transportation costs and losses and reduce control
complexity. However, when exhaust heat from one process cannot be used internally,
heat may be cascaded to another process operating at a lower temperature.
Example
Consider an oven operating at 500 F and an adjacent oven operating at 300 F. Fuel use
in both ovens is 200,000 Btu/hr. Both exhaust air steams have 40% excess air and the
combustion air and natural gas enter the burner at 70 F. Calculate the fuel savings
40
(Btu/hr) from cascading the exhaust from the 500 F oven to the 300 F oven by installing
a duct from the exhaust of the 500 F oven into the 300 F oven.
T = 500 F
T= 300 F
The quantity of air exhausted by the 500 F furnace is:
COMBUSTION AIR FLOW
INPUTS
Qfuel (Btu/hr)
EA = excess air (0=stoch, 0.1 = optimum)
CONSTANTS (FOR NATURAL GAS)
HHVng (Btu/lb)
AFs = air/fuel mass ratio at stochiometric conditions
p (at 68 F) (lb/ft3)
CALCULATIONS
Mng = Qfuel / HHVng (lb/hr)
Ma = Mng AFs (1+EA) (lb/hr)
Mtot (lb/hr)
Vtot = Mtot / p (scfm)
200,000
0.30
23,900
17.2
0.075
8
187
195
42
The efficiency of the 300 F furnace is:
41
COMBUSTION EFFICIENCY
INPUTS
EA = excess air (0=stoch, 0.1 = optimum)
Tca = temperature combustion air before burner (F)
Tex = temperature exhaust gasses (F)
0.40
70
300
CONSTANTS (FOR NATURAL GAS)
LHV = lower heating value (Btu/lb)
HHV = higher heating value (Btu/lb)
cpp = specific heat of products of exhaust (Btu/lb-F)
Tdpp = dew point temp of H20 in exhaust (F)
AFs = air/fuel mass ratio at stochiometric conditions
21,500
23,900
0.300
140
17.20
CALCULATIONS
Tc = temp combustion (F) = Tca+LHV/[(1+(1+EA)(Afs))cpp]
hfg = water vapor latent energy (Btu/lb) = (if Tex<140 then hfg=HHV-LHV else hfg = 0)
Efficiency = {hfg+[1 + (1+EA)(AFs)]*cpp*(Tc-Tex)}/HHV
2,928
0
82.7%
From an energy balance on the exhaust gasses entering and leaving the 300 F furnace,
the savings are:
SAVINGS
INPUTS
Th (F)
Tc (F)
cpp = specific heat of products of exhaust (Btu/lb-F)
Qf (Btu/hr)
500
300
0.300
200,000
CALCULATIONS
Qsav (Btu/hr) = Mtot cpp (Th - Tc)
Qf,sav (Btu/hr) = Qsav / Eff
Fraction savings = Qf,sav / Qf
11,729
14,179
0.071
42