Feature Extraction Procedures - milling
advertisement

1.1
Feature Extraction Procedures
Force Samples in One Rotation
First Step
Normalized wrt the average force at fresh stage
std
Second Step
thp
Fa
Third Step
re
Fourth Step
sre
vf
fm
fod
kpr
fa
df
skew
kts
fstd
ra
sod
Moving Average
Fifth Step
{re,fod,sod,fm,fa,df,ra,fstd,sre,kpr,thp,Fa,vf,std,skew,kts}
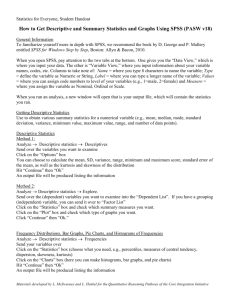
Figure 4. Features Extraction Procedures.
The feature extraction for the 16 features is carried out based on the procedures in Figure 1. Seven features are
identified as relevant to tool wear: {fm, fa, ra, fstd, Fa, std, kts}, which are marked with blue color in the
following table. Four of them could be recommended for tool wear estimation: {fstd, Fa, std, kts}.
Table 2. Feature Extraction Methodologies
No
Feature
Notation
1
Residual Error
re
2
First Order Differencing
fod
3
Second Order Differencing
sod
4
Maximum Force Level
fm
5
Total Amplitude of Cutting Force
fa
6
Combined Incremental Force Changes
df
7
Amplitude Ratio
ra
8
Standard Deviation of the Force Components in Tool Breakage Zone
fstd
9
Sum of the Squares of Residual Errors
sre
10
Peak Rate of Cutting Forces
Kpr
11
Total Harmonic Power
Thp
12
Average Force
Fa
13
Variable Force
Vf
14
Standard Deviation
Std
15
Skew
16
Kurtosis
Skew
Kts
The 16 features are stored in the files with the corresponding names listed in Table 1. The data files in each
folder are in the format of “.dat”, which contains 4 bytes for a single data point. The file “measured_wear.dat”
contains the measured wear out values corresponding to the feature points.
1.2
Definition of features
1.2.1
re - Residual Error – modal based
(Page 161) An autoregressive model with order p can be written as:
F (t ) 1 F (t 1) 2 F (t 2) l F (t p) a(t )
a(t) is the disturbance input, assumed to be Gaussian white noise with a zero mean and constant
variance.
The value of F at t can be predicted by using current estimated values of and past observations of F
up to and including the time instant t-1:
Fˆ (t / t 1) ˆ1F (t 1) ˆ2 F (t 2) ˆp F (t p)
The residual error a(t) is defined as the difference between the actual measurement and predicted value
of F: a(t ) F (t ) Fˆ (t / t 1)
3.4.2
fod, sod - First Order Differencing & Second Order Differencing
In steady state milling, it is fairly obvious that first order differencing of the average cutting forces
compares the cutting performances of the adjacent teeth,
Fa (t ) Fa (t ) Fa (t 1)
The difference is expected to deviate from zero in steady state milling when one of the teeth cuts less or
more than the others. Normalizing the differences lends to the threshold value which is used in breakage
detection and eliminates the influence of axial depth of cut, federate and cutter constants (a, st, Ks, r1)
Fa (t )
Fa (t ) Fa (t 1)
Fa (t 1)
The second differencing of the forces further attenuates the effect of the transient,
2 Fa (t ) Fa (t ) Fa (t 1) = Fa (t ) 2Fa (t 1) Fa (t 2)
3.4.3
fm - Maximum force level in each rotation
fm max( f i ), i 1,2,3,..., N
3.4.4
fa - Total Amplitude of the cutting Force in each rotation.
fa max( f i ) min( f j ),
3.4.5
i, j 1,2,3,..., N
df - Combined incremental force changes
df ( fm(n) fm(n 1)) ( fa(n) fa(n 1))
3.4.6
ra
3.4.7
ra - Amplitude ratio of average forces of two successive rotations.
max( Fa(n 1), Fa(n))
min( Fa(n 1), Fa(n))
fstd - Standard Deviation of the Force Components in Tool Breakage Zone
The Cutting force signal in the run-out free cutter is periodic with tooth frequency, ft.
The components of once per revolution, ft, and its harmonics stand out in the spectrum. In comparing the
cutting force spectrum with and without tool breakage, it is clearly shown that the frequency components
of tool breakage are ft and its harmonics, depending on the number of teeth on the cutter. This frequency
area is called the tool breakage zone. The number of the harmonics, mt, in the tool breakage zone is:
mt m 1
The tool breakage zone is located at the frequencies less than tooth frequency, ft, and higher than the DC
component. The pass-band and stop-band of digital filters with infinite impulse response forms were
designed with this zone.
The developed detection strategy for tool breakage is based on the probabilistic concept of a random
process. For a random variable, X, the mean of the random variable is given by mn EX .
The degree to which the random variable tends to spread about the mean value, mn, is usually measured by
the standard deviation given by:
E{( X mn ) 2 }
For the filtered cutting force signal, its mean value, mn, is equal to zero.
3.4.8
sre - Sum of the Squares of Residual Errors – modal based
The parameters of a 20th to 24th order AR model are estimated for each sampled F(i) value to model
variations in the characteristic of the signal. Any computationally efficient, on-line AR model-fitting
algorithm can be used for this purpose. In this study, the FARST algorithm was selected for its accuracy
and speed. In the present study, 40-90 samples were found to be optimum for on-line identification of
tooth periods to estimate 20th to 24th order models.
The estimation error of the model of the previous tooth period is calculated for each sampling:
E (i) F (i) F ' (i)
The amount of error for each tooth period (j) is calculated by the sum of squares of the E(i) estimation
errors:
S ( j)
l
( E ( j l k ) E ( j l k ))
k 1
3.4.9
kpr – Peak Rate of Cutting Force
The torque peaks rate (Kmp) of the adjacent tooth period is defined as the ratio between the difference
and sum of torque peaks of the adjacent tooth period, i.e.
M (n) M (n 1)
M (n) M (n 1)
K mp ( j )
0
if ( M (n) M (n 1) 0 )
if ( M (n) M (n 1) 0 )
3.4.10 Thp – Total harmonic Power
The total harmonic power, THP, of a given signal is defined as:
thp
N
G(m),
m 1,2,3,...,
m 1
where G(m) is the power at the fundamental tooth frequency and its harmonics, N is the largest integer
for which N D and D is some desired order which defines the frequency range of interest.
3.4.11 Fa - Average force per each rotation.
N
Fa
f
i
i 1
N
where N is the number of samples in each rotation. fi is the force sample (raw data).
3.4.12 vf – Variable Force
The variable cutting force, Favg , due to tool breakage can be obtained by subtracting the median
cutting force from the resultant average cutting force. That is:
Favg ( j ) Favg ( j ) Fmed ( j )
2
2
Favg ( j ) Fxavg
( j ) Fyavg
( j)
Where Fxavg , Fyavg are the average forces per tooth in the X and Y directions.
Fmed ( j ) is the result of force signal after it pass a median filter.
3.4.13 std - Standard deviation of force level in each rotation.
std
N
( f f )
i
( N 1)
i 1
3.4.14 skew, kts - Skewness and Kurtosis
Skewness is a measure of symmetry, or more precisely, the lack of symmetry. A distribution, or data set,
is symmetric if it looks the same to the left and right of the center point.
Kurtosis is a measure of whether the data are peaked or flat relative to a normal distribution. That is,
data sets with high kurtosis tend to have a distinct peak near the mean, decline rather rapidly, and have
heavy tails. Data sets with low kurtosis tend to have a flat top near the mean rather than a sharp peak. A
uniform distribution would be the extreme case. (Refer to references)
For univariate data Y1, Y2, ..., YN, the formulas for skewness & kurtosis are:
N
(Y Y )
3
i
skewness
i 1
( N 1) s 3
N
(Y Y )
4
i
kurtosis
i 1
( N 1) s 4
where is Y the mean, s is the standard deviation, and N is the number of data points. The skewness for a
normal distribution is zero, and any symmetric data should have a skewness near zero. Negative values
for the skewness indicate data that are skewed left and positive values for the skewness indicate data that
are skewed right.
The kurtosis for a standard normal distribution is three. For this reason, excess kurtosis is defined as:
N
(Y Y )
4
i
kurtosis
i 1
( N 1) s 4
3
so that the standard normal distribution has a kurtosis of zero. Positive kurtosis indicates a "peaked"
distribution and negative kurtosis indicates a "flat" distribution.