How to comply with your
environmental permit. Additional
guidance for:
Anaerobic Digestion
Report – XXXXXX/R (project code number)
Report version and date
UNCLASSIFIED
UNCLASSIFIED
We are the Environment Agency. We protect and improve the environment
and make it a better place for people and wildlife.
We operate at the place where environmental change has its greatest impact
on people’s lives. We reduce the risks to people and properties from flooding;
make sure there is enough water for people and wildlife; protect and improve
air, land and water quality and apply the environmental standards within
which industry can operate.
Acting to reduce climate change and helping people and wildlife adapt to its
consequences are at the heart of all that we do.
We cannot do this alone. We work closely with a wide range of partners
including government, business, local authorities, other agencies, civil society
groups and the communities we serve.
Published by:
Environment Agency
Horizon house, Deanery Road,
Bristol BS1 5AH
Email: enquiries@environment-agency.gov.uk
www.environment-agency.gov.uk
Further copies of this report are available
from our publications catalogue:
http://publications.environment-agency.gov.uk
or our National Customer Contact Centre:
T: 03708 506506
© Environment Agency 2011
Email: enquiries@environment-agency.gov.uk.
All rights reserved. This document may be
reproduced with prior permission of
the Environment Agency.
UNCLASSIFIED
2 of 167
UNCLASSIFIED
Foreword
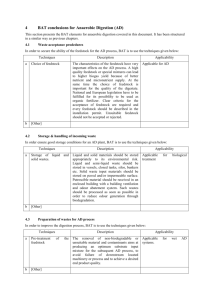
This Sector Guidance Note is one of a series of three additional guidance notes for
biowaste treatment installations and waste operations that require permits under the
Environmental Permitting Regulations 2010 (EPR). It sets out, both for operators and
regulators, indicative environmental standards of operation and performance for the
anaerobic digestion (AD) of biodegradable wastes. It specifically applies to facilities
carrying out those anaerobic digestion and associated activities which require an
environmental permit as waste operations or listed Part A(1) Schedule 1 installation
activities under the EPR Here after both installations and waste operations are referred to
as anaerobic digestion facilities.
UNCLASSIFIED
3 of 167
UNCLASSIFIED
Executive summary
The Environment Agency is the principal statutory body responsible for the environmental
regulation of the anaerobic digestion of biodegradeable waste in England. Local Authorities are
responsible for regulating certain listed Part B activities under the EPR. We seek a consistent
approach across England while recognising the need for flexibility, especially on lifting the barriers
perceived to small scale AD. The Anaerobic digestion Technical Guidance is based on established
practical and reliable evidence, and is intended to provide advice and guidance to a wide range of
stakeholders. The principal audience are operators of existing and developers of new anaerobic
digesters. The Environment Agency’s regulatory staff will use this guidance as a framework for
assessing new developments and current operations when assessing compliance with permitted
activities. This guidance will be revised as EU Best Available Techniques (BAT) reference
documents (BREF documents) are developed. It is the hoped that together with industry we can
stimulate and encourage best practise across the anaerobic digestion community.
You should use this guidance in addition to the standards and measures described in the general
guidance note ‘How to comply with your Environmental Permit’ (EPR 1.00) to demonstrate
how you will meet the objectives of your permit. You may also need to consult the ‘horizontal’
guidance that gives in depth information on particular topics such as odour or noise. They are
listed in Part 3 of EPR 1.00.
Link to permit conditions
EPR permit conditions describe the objectives (or outcomes) that we want you to achieve. They do
not normally tell you how to achieve them. These conditions give you a degree of flexibility.
However, we recognise that it can be unclear what is required. We will expect you to use at the
very least those measures you described as appropriate’ in your application or in a relevant
management systems. This guidance indicates what we believe are appropriate measures. You
may need to use further measures if the objectives of the permit condition are not being met.
You should use the techniques described in this note either individually or in combination to meet
the objectives in your permit. The measures set out in this note may not all be appropriate for a
particular circumstance and you may implement equivalent measures that achieve the same
objective. This note states any cases where the measures are mandatory.
This guide:
Part 1: This provides and introduction to the role of permitting anaerobic digestion, the various
rules that apply and the high level principles and standards expected. It also sets out the
timeframes for new and existing plant and identifies the main issues associated with anaerobic
digestion.
Part 2: Sets out the technical overview of the anaerobic digestion process. It explains in detail the
biochemistry that takes place and defines the process parameters that are fundamental to
achieving good operational control. Following the process as described will result in stable
digestates and optimise biogas production in terms of both quantity and quality.
Part 3: Provides comprehensive guidance on ensuring the feedstock for the process is well
characterised even before arrival on site It details the verification, the handling and storage of
feedstock on site to prevent process issues and environmental incidents.
Part 4: Details the design parameter of the digester systems. How to start-up the process, how to
remove any contaminants and how to optimise the treatment of the various feedstock including
mixing, heating and pasteurisation. Anyone thinking of designing a new system may want to look
at this chapter first as it is a very useful guide on the fundamental design.
Part 5: Is concerned with biogas treatment essential for protecting the equipment used to obtain
energy from the gas. This section also covers those occasions when biogas flaring may be
needed in times of emergency or maintenance situations.
UNCLASSIFIED
4 of 167
UNCLASSIFIED
Part 6: Here there is plenty of information on biogas upgrading to biomethane which is all about
increasing the calorific value as well as pressure needed for grid injection. This section will help
operators in ensuring optimum energy is recovered from the plant
Part 7: Details not only digestate treatment and storage arrangements but also covers the main
environmental considerations to prevent emissions from all the storage and processes taking place
on site. There is an emphasis on the protection on groundwater and surface waters through the
provision of secondary containment. Odour management and abatement and other amenity
management techniques also feature strongly.
Part 8; Covers the essentials of what should be in a documented management system for the
smooth operation of an anaerobic digester.
Part 9 & 10: We have highlighted the monitoring standards expected from the operation of
anaerobic digesters and place an emphasis on the importance of obtaining good data. This goes
hand in hand with assessing the environmental impact of the site on any nearby receptors such as
habitat sites.
UNCLASSIFIED
5 of 167
UNCLASSIFIED
Contents
1. Introduction ............................................................................................................................. 11
1.1. The status and aims of this Guidance
11
1.2. Best Available Techniques
11
1.3. Understanding Best Available Techniques and Appropriate Measures
12
1.4. AD facilities covered
12
1.4.1. European Regulatory Context ........................................................................................................................ 13
1.4.2. The UK Regulatory Requirements .................................................................................................................. 13
1.4.3. Environmental Permitting for AD Facilities in England and Wales .................................................................. 14
1.4.4. Exemptions from Requiring an Environmental Permit .................................................................................... 15
1.4.5. Standard Rules Permits .................................................................................................................................. 15
1.4.6. Bespoke Permits ............................................................................................................................................ 15
1.4.7. Energy crops .................................................................................................................................................. 16
1.4.8. ABPR Compliance .......................................................................................................................................... 16
1.4.9. Applying for an Environmental Permit ............................................................................................................ 16
1.5. Timescales
17
1.5.1. Permit review periods ..................................................................................................................................... 17
1.5.2. Upgrading timescales for existing plant .......................................................................................................... 17
1.6. Key issues
18
2. Technical Overview of AD Process ....................................................................................... 19
2.1. General Principles and Definitions
19
2.2. Key Stages of Biological Process
22
2.2.1. Hydrolysis ....................................................................................................................................................... 24
2.2.2. Acidogenesis .................................................................................................................................................. 24
2.2.3. Acetogenesis .................................................................................................................................................. 25
2.2.4. Methanogenesis ............................................................................................................................................. 25
2.2.5. Sulphur and Nitrogen ...................................................................................................................................... 26
2.3. Biomass Growth
26
2.4. Environmental Considerations
28
2.4.1. Nutrient Requirements .................................................................................................................................... 28
2.4.2. Temperature ................................................................................................................................................... 29
2.4.3. pH and Alkalinity ............................................................................................................................................. 31
2.4.4. Volatile Fatty Acid and Ammonia Concentration and Speciation .................................................................... 32
2.4.5. Inhibition and toxicity ...................................................................................................................................... 33
2.4.6. Loading Rate and Retention Time .................................................................................................................. 36
2.4.7. Other Design Considerations.......................................................................................................................... 37
2.4.8. Monitoring and Control Considerations .......................................................................................................... 38
2.4.9. Process Configuration .................................................................................................................................... 40
3. Waste Acceptance Procedures .............................................................................................. 41
3.1. Pre-acceptance procedures to assess waste
42
3.1.1. Procedures for waste, waste storage, and specific activities for waste treatment. ......................................... 42
3.1.2. Records .......................................................................................................................................................... 44
3.1.3. Feedstock characterisation and sampling procedures .................................................................................... 44
3.1.4. Indicative BAT requirements for waste pre-acceptance ................................................................................. 46
3.2. Acceptance procedures when waste arrives at the AD facility
46
3.2.1. Emergency Acceptance .................................................................................................................................. 47
3.2.2. Indicative BAT requirements for acceptance procedures when waste arrives at the AD facility ..................... 47
UNCLASSIFIED
6 of 167
UNCLASSIFIED
3.3. Waste reception and storage
50
3.3.1. Feedstock Acceptance and Storage ............................................................................................................... 51
3.3.2. Feedstock reception and storage ................................................................................................................... 51
3.3.3. Weighbridge / Weighing Facilities................................................................................................................... 52
3.3.4. Feedstock Acceptance ................................................................................................................................... 52
3.3.5. Process Areas ................................................................................................................................................ 52
3.3.6. Reception Hall ................................................................................................................................................ 53
3.3.7. Building Ventilation ......................................................................................................................................... 54
3.3.8. Storage Capacity and Type ............................................................................................................................ 54
3.3.9. Storage Bunkers and Tanks ........................................................................................................................... 55
3.3.10. Slurry Storage............................................................................................................................................... 55
3.3.11. Crop Storage (Ensilement) ........................................................................................................................... 56
3.3.12. Indicative BAT requirements for Waste reception and storage ..................................................................... 56
4. Treatment - general principles ............................................................................................... 58
4.1. Pre-treatment
58
4.1.1. Manual Sorting ............................................................................................................................................... 58
4.1.2. Mechanical Pre-treatment .............................................................................................................................. 58
4.1.3. Food waste De-packaging Equipment ............................................................................................................ 60
4.1.4. Chemical Pre-treatment .................................................................................................................................. 63
4.1.5. Thermal and Thermo-chemical Pre-treatment ................................................................................................ 63
4.1.6. Ultrasonic Pre-treatment ................................................................................................................................. 63
4.1.7. Biological Pre-treatment ................................................................................................................................. 64
4.1.8. Nutrient Addition ............................................................................................................................................. 64
4.1.9. Third Party / Off-site Pre-treatment................................................................................................................. 64
4.1.10. Pasteurisation ............................................................................................................................................... 64
4.2. Loading Techniques
65
4.2.1. Continuous Flow Systems .............................................................................................................................. 66
4.2.2. Batch Fed Systems ........................................................................................................................................ 66
4.3. Digestion
67
4.3.1. Start-up of a Digester ..................................................................................................................................... 67
4.3.2. Design temperature ........................................................................................................................................ 68
4.3.3. Single stage vs multi-stage systems ............................................................................................................... 69
4.3.4. Low Solids (Wet) or High Solids (Dry) Processes ........................................................................................... 70
4.4. Digester Designs
71
4.4.1. Low solids processes ..................................................................................................................................... 71
4.4.1.1. Continuously and Semi-Continuously Fed Low Solid Digesters
71
4.4.2. Anaerobic Lagoons ......................................................................................................................................... 72
4.5. High solids processes
73
4.5.1. Continuously Fed High Solids Digesters (Plug Flow) ..................................................................................... 73
4.5.2. Batch Fed High Solids Digesters .................................................................................................................... 74
4.6. Retention Time and Digester Capacity
75
4.7. Digester Design and Construction
75
4.8. Digester Mixing and Heating Techniques
76
4.8.1. Digester Mixing ............................................................................................................................................... 76
4.8.1.1. Mechanical stirring
76
4.8.1.2. Top Mounted (Large Blade) Impellers
77
4.8.1.3. Side Mounted Impellers
77
UNCLASSIFIED
7 of 167
UNCLASSIFIED
4.8.1.4. Gas Mixing
77
4.8.1.5. Hydraulic stirring
78
4.8.2. Digester Heating Techniques ......................................................................................................................... 79
4.8.3. Indicative BAT requirements for Treatment - general principles ..................................................................... 80
5. Biogas treatment and Storage ............................................................................................... 83
5.1. Biogas Treatment Techniques
84
5.1.1. De-watering .................................................................................................................................................... 85
5.1.2. Removal of Hydrogen Sulphide ...................................................................................................................... 86
5.1.3. Removal of oxygen and nitrogen .................................................................................................................... 88
5.1.4. Removal of ammonia ...................................................................................................................................... 88
5.1.5. Removal of siloxanes ..................................................................................................................................... 88
5.1.6. Removal of particulates .................................................................................................................................. 89
5.1.7. Removal of Carbon Dioxide (Upgrading) ........................................................................................................ 89
5.1.8. New Developments for Biogas treatment ....................................................................................................... 91
5.2. Biogas Storage
5.2.1.1. Low pressure storage
91
92
5.2.2. Medium and high pressure biogas storage ..................................................................................................... 93
5.3. Biogas Monitoring, Composition, Quality and Pressure
94
5.4. Gas flaring
95
5.4.1. Enclosed (Ground) flares ................................................................................................................................ 95
5.5. Indicative BAT requirements for biogas treatment
Indicative BAT requirements for biogas treatment
96
96
6. Energy recovery ...................................................................................................................... 99
6.1. Electricity generation and use
99
6.1.1. CHP Engines .................................................................................................................................................. 99
6.1.2. Internal Combustion Engines........................................................................................................................ 100
6.1.3. Gas Turbines ................................................................................................................................................ 100
6.1.4. Fuel Cells...................................................................................................................................................... 101
6.1.5. Connection to the National Gas Grid ............................................................................................................ 101
6.2. Biomethane use as vehicle fuel
103
6.3. Heat generation and use
103
6.3.1. Biogas Boilers............................................................................................................................................... 103
6.3.2. District Heating Networks ............................................................................................................................. 103
6.4. Energy and BAT
104
6.5. Basic energy requirements (1)
104
6.5.1. Indicative BAT requirements for Basic Energy Requirements ...................................................................... 104
6.6. Basic energy requirements (2)
105
6.6.1. Indicative BAT requirements for Basic energy requirements (2).................................................................. 105
6.7. Further energy efficiency requirements
106
6.7.1. Indicative BAT requirements for Further energy efficiency requirements ..................................................... 106
7. Digestate treatment and storage.......................................................................................... 106
7.1. Introduction
107
7.2. Digestate Treatment
107
7.2.1. Nutrient Stripping .......................................................................................................................................... 109
7.3. Use of Digestate as a Solid Fuel
110
7.4. Storage of Digestate
110
7.4.1. Indicative BAT requirements for digestate treatment and storage ................................................................ 111
UNCLASSIFIED
8 of 167
UNCLASSIFIED
Emissions control and abatement ........................................................................................... 112
7.5. Emissions to air
112
7.5.1. Point Source Emissions to Air ...................................................................................................................... 112
Combustion Exhaust Emissions ............................................................................................................................. 112
7.5.2. Indicative BAT requirements for point source emissions to air ..................................................................... 113
7.5.3. Fugitive Emissions to Air .............................................................................................................................. 114
7.5.4. Indicative BAT requirements for fugitive emissions to air ............................................................................. 115
7.6. Odour
116
7.6.1. Odour Management ...................................................................................................................................... 117
7.6.2. Odour Monitoring .......................................................................................................................................... 118
7.6.3. Odour Abatement ......................................................................................................................................... 118
7.6.3.1. Biofiltration
119
7.6.3.2. Wet chemical scrubbers
121
7.6.3.3. Ozone treatment
122
7.6.3.4. Activated Carbon
122
7.6.4. Bioaerosols ................................................................................................................................................... 122
7.6.5. Indicative BAT requirements for Odour Control ............................................................................................ 122
7.7. Point Source Emissions to surface water, sewer
124
7.7.1. Nature of effluent .......................................................................................................................................... 124
7.7.2. Indicative BAT requirements for point source emissions to surface water and sewer .................................. 124
7.8. Point source emissions to groundwater
125
7.8.1. Indicative BAT requirements for point source emissions to groundwater ..................................................... 126
7.9. Emissions of substances not controlled by emission limits to surface water, sewer and groundwater
126
7.9.1. Indicative BAT requirements for emissions of substances not controlled by emission limits to surface water,
sewer and groundwater .......................................................................................................................................... 126
7.10. Dust
128
7.11. Vermin
128
7.12. Noise
129
7.12.1. Indicative BAT requirements for Noise and Vibration ................................................................................. 130
7.13. Litter
131
7.14. Light
131
8. Management .......................................................................................................................... 133
8.1. Management Systems
133
8.2. Technical Competence
134
8.2.1. Indicative BAT requirements for Management Systems ............................................................................... 134
8.3. Raw materials selection
137
8.3.1. Indicative BAT requirements for Raw Materials Selection ............................................................................ 137
8.4. Waste minimisation audit (minimising the use of raw materials)
138
8.4.1. Indicative BAT requirements for Waste Minimisation (minimising the use of raw materials) ........................ 138
8.5. Water use
139
8.5.1. Indicative BAT requirements for Water Use.................................................................................................. 139
8.6. Waste Recovery or Disposal
140
8.6.1. Indicative BAT requirements for Waste Recovery or Disposal ..................................................................... 140
8.7. Accidents
141
8.7.1. Indicative BAT requirements for accidents and abnormal operation ............................................................. 141
9. Monitoring ............................................................................................................................. 145
9.1. Emissions monitoring
UNCLASSIFIED
145
9 of 167
UNCLASSIFIED
9.1.1. Indicative BAT requirements for Emissions Monitoring ............................................................................... 145
9.2. Environmental monitoring (beyond AD facility)
146
9.2.1. Indicative BAT requirements for environmental monitoring (beyond AD facility) .......................................... 146
9.3. The Environment Agency’s Monitoring Certification Scheme (MCERTS)- Background.
147
10. Impact .................................................................................................................................. 148
10.1. Impact assessment
148
10.2. Habitats
148
Appendix A: Trouble Shooting Guide ..................................................................................... 149
Appendix B : Summary of AD exemptions and permits ......................................................... 154
Appendix C : Environmental Permit Application Process ..................................................... 157
Appendix D: Web Links List .................................................................................................... 159
Appendix E: Glossary .............................................................................................................. 162
UNCLASSIFIED
10 of 167
UNCLASSIFIED
1. Introduction
1.1. The status and aims of this Guidance
This Guidance has been produced by the Environment Agency (EA) for England and Natural
Resources Wales (NRW) for Wales and the Environment and Heritage Service (EHS) in Northern
Ireland - each referred to as “the Regulator” in this document. Its publication follows consultation
with industry, Government departments and non-governmental organisations.
It aims to provide operators and regulators with advice on indicative environmental standards of
operation and performance for the anaerobic digestion of biodegradable wastes, the combustion or
upgrading of the resulting biogas and the handling of the digestate. The principle purpose of this
technical guidance is to assist operators in the preparation of applications for permits and to assist
regulators in the assessment of those applications, permit reviews and compliance assessment.
The use of techniques quoted in this guidance and the setting of emission limit values at the
benchmark values are indicative for the purpose of permitting under the Environmental Permitting
(England and Wales) Regulations 2010 (EPR), although there are some mandatory requirements
from other legislation. The Regulator will carefully consider all relevant information including this
guidance when making technical judgments about whether a permit should be granted. They will
do the same when carrying out compliance assessment.
AD was previously regulated as a waste operation except in those instances where the AD was
carried out as a pre-treatment for disposal. Since the introduction of the Industrial Emissions
Directive (IED, the AD of waste now falls under EPR as either an AD installation, if waste
treatment capacity is greater than 100 tonnes per day or a waste operation, if less than or equal to
100 tonnes per day. This guidance deals with the AD of waste at either an installation or a waste
operation and includes both solid and liquid wastes and mixtures of waste and non-waste feed
material.
1.2. Best Available Techniques
Where AD is permitted as an installation, EPR will deliver the requirements of the Integrated
Pollution Prevention and Control Directive (IPPC). Under the IPPC Directive all appropriate
preventative measures must be taken to protect against pollution, in particularly Best Available
Techniques (BAT) must be used and no significant pollution must be caused.
Where they are available, the European BAT reference documents (BREFs) set out conclusions
on what constitutes BAT for the sector concerned and the emission levels associated with their
use. The current BREF on waste treatment already applies to AD and this document will be
reviewed as work progresses towards a revised BREF for waste treatment, due to be published in
2016. You should ensure you are working with the most recent version of this guidance in order to
understand our current view on indicative BAT.
Where AD is permitted as a waste operation, appropriate measures will need to be taken to avoid
the risk of harm to human health or the environment.
UNCLASSIFIED
11 of 167
UNCLASSIFIED
1.3. Understanding
Measures
Best Available Techniques and Appropriate
BAT requires that the techniques and measures employed provide an appropriate level of
environmental protection taking into consideration the likely costs and environmental benefits of
the measures and set in the context of what can be afforded in each sector. When considering
what measures are appropriate for a waste operation, the same considerations apply. Practically,
there is little difference between measures that are appropriate and measures required by BAT.
We refer to these collectively as environmental standards in this document.
We cannot permit an AD installation or a waste operation where its operation would cause
significant pollution.
This technical guidance has been developed to provide guidance on indicative environmental
standards for both AD installations and waste operations. It includes the technical components,
process control, and management of the activities. These will be applied unless departure (which
may include stricter standards) can be justified for a particular activity. In addition it provides the
benchmark levels for emissions. Departures from those benchmark levels can be justified at the
site level by taking into account the technical characteristics of the process operation, its
geographical location and the local environmental conditions.
If any mandatory EU emission limits or conditions are applicable, they must be met as a minimum.
Steps are required to be taken to prevent emissions - unless prevention is not practicable in which
case they must be reduced. If it is economically and technically viable to reduce emissions further,
or prevent them altogether, then this should be done. We are required to consider the
environment as a whole and it’s not to be used as a recipient of pollutants and waste which can be
filled up to a given level, instead all that is practicable should be done to minimise emissions and
their impact. This approach first considers what emission prevention can reasonably be achieved
and then checks to ensure that the local environmental conditions are secure.
The Regulations allow for expenditure beyond indicative BAT and Appropriate Measures where
necessary – if for example an environmental quality standard is threatened. Ultimately, the
process will only be permitted to operate if it does not cause significant pollution.
We encourage the development and introduction of innovative techniques that advance indicative
environmental standards, i.e. techniques which have been developed on a scale which reasonably
allows implementation in the sector, which are technically and economically viable and which
further reduce emissions and their impact on the environment as a whole. One of the main aims of
the legislation is continuous improvement in the overall environmental performance as a part of
progressive sustainable development. Operators should keep up-to-date with improvements in
technology.
1.4. AD facilities covered
UNCLASSIFIED
12 of 167
UNCLASSIFIED
1.4.1. European Regulatory Context
The majority of environmental regulation in the UK is driven by the requirements of European
legislation. European Directives are transposed into National legislation through Acts of Parliament
and associated Statutory Instruments which are enforced accordingly. In England and Wales, the
key European Directives that underpin UK legislation with respect to the regulation of the
Anaerobic Digestion of wastes are as follows:
The Revised Waste Framework Directive (2008/98/EC): Established the waste hierarchy and set
targets that prioritised recycling over recovery. This Directive and preceding Waste framework
directives also require a system of permitting and regulation of facilities that manage the disposal
and/or recovery of wastes.
The EU Landfill Directive (1999/31/EC): The Landfill Directive defines technical standards for the
disposal of waste and sets targets for the reduction of biodegradable municipal waste disposal to
land. These targets are the primary driver for initiatives on biodegradable municipal waste
treatment as they require increasing diversion of biodegradable municipal waste from landfill when
measured against a 1995 baseline at specific dates. The upper limit demands 75% diversion of
biodegradable municipal waste by 2020. This Directive has been one of the key drivers for the
development of alternative waste management operations to landfill, including AD.
The Industrial Emissions Directive (2010/75/EU): Combined seven existing directives (including
the Integrated Pollution Prevention and Control Directive) into one Directive. Some larger scale
waste recovery facilities (those with a treatment capacity exceeding 100 tonnes per day) will be
regulated (via their Environmental Permit) under the requirements of this Directive.
The EU Animal By-Product Regulation (EC) No. 1069/2009: The regulations include sanitary
requirements for the handling and treatment in an AD plant of waste containing animal byproducts. This includes food waste from commercial and household sources. The nature of the
sanitary requirements can influence the suitability of feedstock or processes at AD sites.
1.4.2. The UK Regulatory Requirements
The regulation of AD activities which involve waste materials is undertaken by both Local
Authorities, via the planning regime and statutory nuisance, and, in England by the Environment
Agency, and by Natural Resource Wales (NRW) in Wales, through the Environmental Permitting
regime (in Scotland this role is undertaken by the Scottish Environment Protection Agency, in
Northern Ireland by the Northern Ireland Environment Agency).
Further regulatory controls can be applied by Animal Health (should the AD process involve any
wastes covered by The Animal By-Products (Enforcement) (England) Regulations 2011) or, in
Wales, The Animal By-Products (Enforcement) (Wales) Regulations 2011) and the Health and
Safety Executive.
The main purpose of this section of the document is to provide guidance on our current regulatory
requirements in England and Wales, however information is also provided concerning the
requirements of other regulatory bodies where there is an overlap or they integrate with our
regulatory requirements.
This section of the guidance primarily applies to the AD of materials consisting of or including
wastes. The Government has provided guidance on the meaning of waste in the Waste
Framework Directive in Chapter 3 of its Environmental Permitting Guidance “The Waste
Framework Directive” (see links in Appendix D).
UNCLASSIFIED
13 of 167
UNCLASSIFIED
Whilst all the regulatory information within this document is correct at the time of publication, it is
recommended that anyone wishing to develop and operate an AD facility should check whether
there have been any applicable new regulatory requirements applied since publication. Information
on any such changes should be available by reference to the Statute Law database (see links in
Appendix D.
1.4.3. Environmental Permitting for AD Facilities in England and Wales
The following section provides an overview of Environmental Permitting in England and Wales and
how it applies to AD operations. Additional information can be found in the Environmental
Permitting section of our website (see links in Appendix D).
In England and Wales, the permitting requirements and standards of the Waste Framework
Directive (WFD) and the Industrial Emissions Directive (IED) are applied by the Environmental
Permitting (England and Wales) Regulations 2010 (the EPR) and their associated amendments
(The Environmental Permitting (England and Wales) (Amendment) Regulations 2011 and The
Environmental Permitting (England and Wales) (Amendment) Regulations 2012) and The
Environmental Permitting (England and Wales) (Amendment) Regulations 2013.
The EP Regulations define AD as: “The mesophilic and thermophilic biological decomposition and
stabilisation of biodegradable waste which (a) is carried on under controlled anaerobic conditions,
and (b) results in stable sanitised material that can be applied to land for the benefit of agriculture
or to improve the soil structure or nutrients in land.”
AD facilities in England and Wales that process waste materials or burn biogas above the specified
threshold will require an Environmental Permit issued under the Environmental Permitting
(England and Wales) Regulations 2010 (as amended). These permits are issued and regulated by
the Environment Agency in England and NRW in Wales. It is necessary to apply for and obtain an
Environmental Permit from us before operations commence. The application will either be for a
waste operation in accordance with the requirements of the Waste Framework Directive (WFD) or
as an installation in accordance with the requirements of the Industrial Emissions Directive (IED).
In accordance with the EPR, AD facilities currently require planning permission before an
Environmental Permit can be issued.
In order for an Environmental Permit to be granted, we must be satisfied that the activity will be
operated in a manner so as to prevent pollution of the environment and harm to human health. The
permit conditions indicate what needs to be done to prevent different types of pollution, e.g. odour
pollution will be assessed differently from groundwater pollution. Our guidance document “How to
Comply with your Environmental Permit” provides more information; this is available from the
Environmental Permitting section of our website (see links in Appendix D).
For waste operations permitted under the WFD, operators are required to demonstrate that they
will take all appropriate measures to minimise and prevent unacceptable pollution of the
environment and harm to human health. This includes offence to senses and loss of amenity.
For AD installations permitted under the IED, operators must demonstrate that their activities
satisfy the criteria of Best Available Techniques (BAT), providing an assessment and justification of
their proposals against this Sector technical Guidance Notes (SGN) and BAT Reference Standards
(BREF).
A table summarising the main authorisations that are likely to be applicable for AD processes at
the time of writing can be found at Appendix B.
Further information and guidance on what type of permit a proposed AD facility may require can be
found at the Environmental Permitting section of our website.
UNCLASSIFIED
14 of 167
UNCLASSIFIED
This provides details of all current exemptions and standard rules permits, plus guidance on how to
make an application for an Environmental Permit.
1.4.4. Exemptions from Requiring an Environmental Permit
Exemptions have a simple registration process, do not attract a fixed fee and last for three years.
There are a range of criteria that must be satisfied in order for an activity to be able to operate
under an exemption, including restrictions that are associated with the location, waste types and
quantities. Any AD facility that registers for an exemption must meet all the requirements in full.
Otherwise a permit is required.
Operators should be aware that the types of exemptions and the criteria that apply to exemptions,
can be changed or new ones added. To check on the current position with regard to available
exemptions for AD facilities, and to find guidance on how to register an exemption please refer to
the waste exemptions page of our website (see links in Appendix D).
1.4.5. Standard Rules Permits
Standard Rules Environmental Permits (SRPs) are available where the size/scale, location and
types of operation are such that the Environment Agency has determined that the level of
environmental risk from the operation is suitable for control by such an Environmental Permit. They
have a simpler application process than bespoke Environmental Permits applications and also
attract a lower fixed application fee and subsistence charges.
There are a range of criteria that must be continually satisfied in order for an activity to be able to
operate under a SRP, including restrictions that are associated with the location, waste types and
quantities. If all the standard rules cannot be met, a bespoke permit is required.
Operators should be aware that the criteria for permits can be changed or new ones added. To
check on the current position with regard to SRPs for AD facilities, please go to the standard
permits page of our website (see links in Appendix D).
Guidance on applying for a SRP can be found in the Environmental Permitting section of our
website.
1.4.6. Bespoke Permits
Where an AD facility does not meet the criteria for an exemption or an SRP, then a bespoke
Environmental Permit (also known as a Tier 3 permit) will be required. Applications for bespoke
Environmental Permits require a significant amount of additional and supporting information to be
provided in comparison to an SRP and specialist assistance may be required to produce some of
the required information. Guidance on applying for a bespoke permit can be found in the
Environmental Permitting section of our website (see links in Appendix D).
We have produced a number of horizontal guidance documents, the purpose of which is to provide
information relevant to all sectors regulated under the Environmental Permitting Regulations
(EPR), for example, noise, odour, energy efficiency, and protection of land. These are available on
our website (see links in Appendix D).
An understanding of the areas which are controlled under the EPR and the requirements to comply
is strongly recommended prior to proceeding with initial site design as it may inform the process.
Please refer to Section 3 for further information.
One of the key elements of a bespoke Environmental Permit application is the requirement to
undertake and submit environmental risk assessments to support the application. Risk
assessments should be undertaken in accordance with the H1 process.
UNCLASSIFIED
15 of 167
UNCLASSIFIED
Information on the requirements for a bespoke Environmental Permit application can be found on
our website (see links in Appendix D).
1.4.7. Energy crops
Any crop which is grown specifically for use as a fuel for heat, combined heat and power (CHP) or
power generation is not a waste. Digestion in an AD plant, to produce energy, meets this
requirement. If the main purpose of the plant is to recover energy from biogas, the biogas will also
always be a non-waste. In order to be considered as non-waste, other output material must meet
three criteria;
certain to be used;
without any prior processing; and,
be part of a continuing process of production (i.e. this does not apply to wastes produced
as an incidental part of the operation, for example clean down wastes).
In these circumstances a permit or exemption is not required for the AD process.
Crops grown for food and other purposes but are diverted to an AD facility, for example there is a
crop surplus, they become spoiled or there is a failure to move them off-farm in time, are
considered waste and therefore must go to a permitted site.
1.4.8. ABPR Compliance
If there is a requirement for a site to comply with ABPR guidance, the on-site supervisor must keep
records of any animal by-product or food waste that is delivered to site. This must include the
following information:
The date of delivery;
The quantity and description of material;
The name of the haulier; and
For food waste only, details of how meat was kept separate at the source.
The supervisor should keep records of the dates of treatment, quantity treated, a description of the
material treated, the results of any checks completed and the inclusion of sufficient information that
shows material has been treated within the correct quality parameters. Details of the movement of
material off-site must also be recorded and retained for a period of at least two years.
Further information regarding the ABPR approval process can be found on the Animal Health and
Veterinary Laboratories Agency website (see links in Appendix D).
1.4.9. Applying for an Environmental Permit
It is strongly recommended that operators contact us to undertake a pre-application discussion
with the Area Environment Management Team regarding the location and operation of a proposed
AD facility. They will be able to provide advice on the type of permit that should be applied for, the
application process and any relevant local environmental issues that may affect the application.
Advice can also be sought from our National Permitting Service. It should be noted that there is a
UNCLASSIFIED
16 of 167
UNCLASSIFIED
maximum 15 hour limit for free advice (one hour for standard rules permits), following which,
charges may apply. Although operators are not obliged to undertake pre-application meetings if
these are not carried out it can result in delays to the permitting application process or even refusal
where all the considerations of the proposed site and activity have not been taken into account.
1.5. Timescales
1.5.1. Permit review periods
Permits are likely to be reviewed as follows:
•
for individual activities not previously subject to regulation under EPR or Waste
Management Licensing, a review should be carried out within four years of the issue of the
EPR Permit
•
for individual activities previously subject to regulation under EPR or Waste Management
Licensing, a review should be carried out within six years of the issue of the EPR Permit
However, where discharges to groundwater of hazardous substances and non-hazardous
pollutants have been permitted, or where there is disposal of any matter that might lead to a
discharge of hazardous substances and non-hazardous pollutants, a review must be carried out
within six years as a requirement of the Environmental Permitting (England and Wales)
Regulations (EPR, 2010). (See Section 7.8 Point source discharges to groundwater).
These periods will be kept under review and, if any of the above factors change significantly, they
may be shortened or extended.
1.5.2. Upgrading timescales for existing plant
1. Unless subject to specific conditions elsewhere in the Permit, upgrading timescales will be
set in the Improvement Programme of the Permit, having regard to the criteria for
improvements in the following two categories:Standard “good-practice” requirements, such
as, management systems, waste, water and energy audits, bunding, measures to prevent
fugitive or accidental emissions, good waste handling facilities, and adequate monitoring
equipment. Many of these require relatively modest capital expenditure and so, with studies
aimed at improving environmental performance, they should be implemented as soon as
possible.
2. Larger, more capital-intensive improvements, such as major changes to reaction systems
or the installation of significant abatement equipment. Ideally these improvements should
also be completed within 3 years of Permit issue, particularly where there is considerable
divergence from relevant indicative BAT standards, but where justified in objective terms,
longer time-scales may be allowed by the Regulator.
Local environmental impacts may require action to be taken more quickly than the indicative
timescales above and requirements still outstanding from any upgrading programme in a previous
permit should be completed to the original time-scale or sooner. Where an activity already
operates to a standard that is close to an indicative requirement a more extended time-scale may
be acceptable.
Unless there are statutory deadlines for compliance with national or international requirements, the
requirement by the Regulator for capital expenditure on improvements and the rate at which those
improvements have to be made, should be proportionate to the divergence of the AD facility from
indicative standards and to the environmental benefits that will be gained.
The Operator should include in the Application a proposed programme in which all identified
improvements (and rectification of clear deficiencies) are undertaken at the earliest practicable
opportunities. The Regulator will assess BAT for the AD facility and the improvements that need to
UNCLASSIFIED
17 of 167
UNCLASSIFIED
be made, compare them with the Operator’s proposals, and then set appropriate Improvement
Conditions in the Permit
1.6. Key issues
Digestion of wastes
Consistency of waste feed, sampling and monitoring during the digestion process, residence time
and good agitation are some of the critical factors in managing the efficiency of the digestion
process, maximising biogas and producing a fully stabilised digestate.
Poor design, the introduction of waste types without proper evaluation, and poor process control
can severely reduce the efficiency of the digestion process and gas production.
Odour
The handling and processing of waste or any substance that is or may contain a volatile organic
compound or other substances which may contain sulphur may potentially lead to odour noticeable
beyond the site boundary, even at concentrations that may be well below benchmark emission limit
values.
Odours may arise from the waste reception and handling area, from open top tanks, from pressure
relief valves, condensate handling and storage of the biogas. Failure to adequately inspect and
maintain plant and equipment is a contributory cause to fugitive emissions.
AD facilities may produce odours as a result of normal operations and odours can become
significant if there are local sensitive receptors. Recognising where the potential release of
odorous compounds may arise is paramount in order to design such releases out or manage and
minimise odours from the site.
The reception and pre-treatment of odorous or potentially odorous wastes should take place within
an enclosed building with an appropriate air management system that maintains a negative
pressure within the building and discharges air via an emissions abatement system. Vehicle and
other access points to the building should avoid wash out of odour through ventilation design, the
use of high speed roller shutter doors and designing the containment to segregate areas of low
and high odour. Areas of higher odour should be remote from main areas of access. The
extraction system should be capable of providing a minimum rate of 3 air changes per hour to the
operational area to prevent the build up of odours and gasses. The system should also be
designed to allow higher numbers of air changes within the building where there is possibility of
higher or more acute odour release. Any air movement should be controlled to ensure air flows
are from low odour areas to high odour areas
An odour management plan (OMP) should be developed in accordance with Horizontal Guidance
H4. For a bespoke Environmental Permit the OMP will be submitted for approval on application.
An odour management plan should detail the type of material the site will be treating, the type of
odours that are likely to arise from various parts of the process and the mitigations that have been
put in place to reduce or prevent these odours from impacting on local sensitive receptors.
Loss of containment
Loss of containment can give rise to contamination of groundwater, boreholes, streams and other
water bodies as well as give rise to odour. Losses can arise from poor handling of material,
overfilling tanks, foaming events and failure of equipment. Tank failure may arise through
corrosion and other extreme events such as agitators breaking from their housing and puncturing
the tank. All foreseeable events should be planned for and secondary containment is usually
UNCLASSIFIED
18 of 167
UNCLASSIFIED
required to prevent pollution. For small and micro AD facilities (falling within the exempt scale of
EPR) where there are no direct pathways to water bodies then alternative protection measures to
secondary containment may be acceptable however consultation with our local Agency office is
recommended.
Releases to Air
Apart from fugitive releases of odorous compounds, burning of biogas in gas engines will give rise
to releases to air. Releases of oxides of nitrogen sulphur are of particular interest. An adequate
stack height, release temperature and velocity will give good dispersion characteristics, which will
ensure that the impact is acceptable.
We do not support routine flaring of biogas. Auxiliary flares should only be used during plant
maintenance or to safeguard the plant.
Systems and procedures
We require the operation of an environmental management system. An Operator with such a
system will not only find it easier to meet good environmental standards for management of the AD
process but also many of the technical/regulatory requirements listed in this guidance. What your
management system needs to contain depends on the risk your site poses to the environment, the
size of your site, the waste types digested and therefore the complexity of your process. Your
management system must identify these risks and the measures you will take to prevent or
minimise those risks from your site and not cause pollution.
2. Technical Overview of AD Process
2.1. General Principles and Definitions
UNCLASSIFIED
19 of 167
UNCLASSIFIED
The Anaerobic Digestion (AD) process has been defined as “a natural process in which
microorganisms break down organic matter, in the absence of oxygen, into biogas [a mixture of
carbon dioxide (CO2) and methane (CH4)] and digestate (a nitrogen-rich fertiliser). The biogas can
be used directly in engines for Combined Heat and Power (CHP), burned to produce heat, or
cleaned and used in the same way as natural gas or as a vehicle fuel. The digestate can be used
as a renewable fertiliser or soil conditioner.”
The AD process is used for the stabilisation of organic matter within high organic strength waste
waters (as defined by their biochemical or chemical oxygen demand; BOD, COD) and for the
digestion of organic sludge generated from the treatment of municipal wastewater. Sludge
digestion at sewage treatment works has been practised and researched for over a century and as
such the understanding of the basic microbiological processes is well developed. AD’s use as a
technique for treating solid biowastes is more recent, although the basic ecology and degradation
processes are the same, with the bacterial action occurring within the aqueous phase irrespective
of whether the process is referred to as a high solids or low solid/aqueous process.
Feedstocks for AD have traditionally included sewage sludges and industrial waste waters. More
recently government policies to reduce Biodegradable Municipal Waste (BMW) sent to landfill and
the anaerobic digestion action plan have resulted in the technique being applied to the treatment of
household food wastes. The Government Waste Strategy in 2011 (Government Review of Waste
Policy in England, Defra 2011) also identified Commercial and Industrial (C&I) wastes for improved
recycling. This includes organic material that may contain meat products.
Typical feedstocks include:
Sewage and wastewater sludge,
Organic fraction of MSW,
Commercial and Industrial organic waste,
Livestock farming wastes,
Agricultural plant wastes, and
Energy Crops.
Additionally co-digestion has been applied to mixtures of these waste streams. Properties and
definitions for each these feedstocks are provided in the Glossary (Appendix E). The table below
shows indicative biogas potential of examples of each feedstock which will vary complexity of
interacting factors that will determine the actual biogas production.
Feedstock type
Volatile solids
% of DM
,Biogas, m³/tVS
Biogas, m³/tTS
Biogas, m³/t fresh
weight
Dairy cattle slurry 9%
80%
300
375
22
Beef cattle slurry 9%
80%
300
375
22
Pig slurry
5%
90%
600
667
26
Poultry/layers
30%
75%
490
653
110
Poultry broilers
65%
75%
490
653
239
UNCLASSIFIED
Dry Matter (DM)
20 of 167
UNCLASSIFIED
Feedstock type
Dry Matter (DM)
Volatile solids
% of DM
,Biogas, m³/tVS
Biogas, m³/tTS
Biogas, m³/t fresh
weight
Sugar beet waste 18%
80%
560
700
81
Wheat silage
38%
94%
540
574
193
Maize silage
30%
94%
523
556
148
Grass silage
21%
88%
600
682
111
Vegetables
20%
90%
560
622
101
C&I food wastes 23%
90%
500
556
104
H-H food waste
23%
90%
500
556
104
Garden waste
35%
80%
540
675
151
TS = total solids; assumes biogas = 65% CH4, 35% CO2
Table 1 Feedstock and Biogas potential for Anaerobic Digestion (source: AEA-ADAS, 2011)
The configuration and design of an AD process will vary with the feedstocks that are to be
processed. It is imperative that any new waste streams are properly evaluated before they are
added to a digester. Different types of feedstock material will have a range of physical and
chemical characteristics. However despite these different configurations the microbial processes
within AD reactors are broadly similar.
AD systems for solid wastes can be classified in a number of different ways, these include;
By the solids content of the feedstock material;
By the temperature of digestion;
By the loading procedure or waste flow regime within the process (continuous flow or batch
processing);
By the number of digestion stages used in the system.
The classification of AD processes based on solids content is commonly used and it provides a
distinction between the type of AD design and the treatment of different kinds of feedstock
material.
For example, types of AD process optimised for the digestion of industrial effluents and waste
water may not be suitable for the treatment of food waste which has a much higher solids content.
Figure 1 provides an overview of the classification of AD processes based on the solids content of
the feedstock material.
UNCLASSIFIED
21 of 167
UNCLASSIFIED
Figure 1 AD Process Classification by Solids Content
Ultra low solids feedstocks are industrial effluents with high dissolved organic carbon content and
are often treated at or near the point of generation. The classification is broad and practically most
effluents will have solids content of less than 10,000 mg litre-1.
A wide range of industries produce wastewaters amenable to AD processing including those from
food and drink preparation, processing of organic chemicals, and pharmaceutical and fermentation
industries.
A range of reactor designs are available for the treatment of ultra low solids effluents and these
systems operate at hydraulic residence times which are much lower than those used in the
treatment of low solids and high solids biowastes.
As effluent treatment processes, these reactor designs are not considered in detail in this
guidance. However, many topics covered in this document apply to all three types of processes.
There are also instances of system designs where ultra low solids effluent treatment is applied to
liquors produced from high solids AD systems. Within biowaste processing, low solids processes
may also be referred to as “wet” processes and high solids processes as “dry” processes.
The further classification of AD systems is based on the temperature of digestion, feeding or
loading regime and the number of digestion stages. These represent a form of optimal AD plant to
match the intended application whilst taking into consideration any operational or economic
factors. The separate classifications are not mutually exclusive; for instance a low solids digester
may be designed to operate at mesophilic temperatures, with a continuous loading regime, using a
single stage digester design.
Consideration of the optimal digester design requires an understanding of the microbiological
pathways and processes involved in anaerobic digestion which may vary with feedstock
characteristics. Section 2.2 below introduces the different stages of microbial activity that are
required to achieve efficient digestion of feedstock.
2.2. Key Stages of the Biological Process
UNCLASSIFIED
22 of 167
UNCLASSIFIED
This section illustrates the biological processes that occur during the anaerobic digestion of
feedstock once it has been fed into the reactor. An understanding of the processes and their
requirements will allow operators to optimise the production of biogas and the stabilisation of
organic wastes. In addition to these stages there will also be requirements for pre-sorting of waste
feeds, pre-treatment of biogas and any processing of digestate; these are discussed in Sections 3
to 7.
The microbial consortia responsible for AD comprise several groups and each performs a specific
function in the digestion process. Together they achieve the conversion of organic matter into
biogas through a sequence of stages. The main stages within an AD process are:
Hydrolysis
Acidogenesis
Acetogenesis
Methanogenesis
The key stages are shown in Figure 2.
During the initial stages, short chain Volatile Fatty Acids (VFA) are generated. The final stage is
methanogenesis (methane formation) where intermediate compounds such as acetic acid and
hydrogen are converted to methane and carbon dioxide. The specific bacteria within a process will
reflect the innoculum used in “seeding” the reactor during the early stages of operation and will
adapt according to the feedstock being processed.
Some microbial groups can function within environments that are both aerobic and anaerobic
(referred to as facultative anaerobic microorganisms). However the key stages of AD, particularly
methanogenesis, are performed by strict anaerobes which are capable of functioning in an
environment characterised by a low redox potential. Oxygen is effectively toxic to these strict
anaerobes. This can be an issue when, for example, inspection lids are lifted during maintenance
operations.
Figure 2 Key Stages of Anaerobic Digestion
The energy within the feedstock is largely transferred to the biogas which consequently has value
as a fuel. A very small quantity of the organic feedstock will be transformed in to microbial
biomass (i.e. new bacteria). This is approximately 10% of that observed in aerobic systems.
Overall the digestion process brings about a reduction in the amount of solid residue. Depending
on the operating temperature and ambient temperature, there is often a need to provide heat to the
UNCLASSIFIED
23 of 167
UNCLASSIFIED
digester to maintain it at an optimal temperature. This is why lagging of the digester improves
overall energy efficiency of the process.
The stages are introduced below using a carbohydrate feedstock to illustrate the principles of the
process. As organic material undergoes anaerobic degradation the exact mix of intermediates
formed will depend upon factors such as the chemical characteristics of the feedstock, operating
parameters, and the micro-organisms contained within the process. In general, as the carbon
content within the feedstock increases so does its energy content.
When compared to lower energy feedstock, higher energy feedstock will yield higher gas volumes
and biogas with a higher methane content for the same degree of anaerobic stabilisation. The
theoretical relationship between C, H,O,N and S content in feedstock and the quality of biogas has
been understood since the 1950s and was defined by Buswell (1952). When applied, it shows
palmitic acid (C16H32O2 - the fatty acid released from the hydrolysis of palm oil) will yield a biogas
with 72% methane compared to 50% from glucose (C6H6O6). It should also yield 2.5 times the
amount of methane per g of feedstock stabilised. Many mass transfer factors moderate this
theoretical example in full scale plants. Principally sugars are more available and more readily
degraded than fats which allows the rate of stabilisation to be higher. However the general
principle holds that different feedstock will yield differing volumes and composition of biogas and
this needs to be understood prior to full scale design.
2.2.1. Hydrolysis
During hydrolysis, bacteria and saprophytic microorganisms transform the particulate organic
substrate into liquefied monomers and polymers, i.e. proteins, carbohydrates and fats are
transformed to amino acids, monosaccharides and fatty acids respectively. For some feedstocks,
including fats and complex carbohydrates, hydrolysis may be the rate limiting step. This may
reflect particle size, micro-biological growth and poorly soluble materials in the feedstock (such as
harder fats) that need to enter solution to be hydrolysed. Depending on the feedstock this may be
addressed by inclusion of a primary hydrolytic reactor in the design. This is a good example of why
type of feedstock impacts on AD design.
Equation 1 shows an example of a hydrolysis reaction where organic waste is broken down into a
simple sugar, in this case glucose. Similar reactions occur to degrade proteins into their constituent
amino acids and fats into long chain fatty acids and glycerol. Not all hydrolytic microorganisms are
strict anaerobes.
Equation 1: [C6H10O4]n+ 2nH2O → n[C6H12O6] + nH2
2.2.2. Acidogenesis
In the second stage, acidogenic bacteria transform the products of the first reaction into short and
long chain VFAs, ketones, alcohols, hydrogen and carbon dioxide. The principal acidogenesis
stage products are propionic acid (CH3CH2COOH), butyric acid (CH3CH2CH2COOH), acetic acid
(CH3COOH), formic acid (HCOOH), lactic acid (C3H6O3), ethanol (C2H5OH) and methanol
(CH3OH).
Other intermediates arise e.g. succinic acid from the degradation of unsaturated feedstocks (e.g.
unsaturated fats), and inorganic elements which are mineralised. The exact mix of intermediates
UNCLASSIFIED
24 of 167
UNCLASSIFIED
will depend on many factors including the source of the original innoculum and makeup of the
microbiological consortia. From these products, the hydrogen, carbon dioxide and acetic acid will
skip the third stage, acetogenesis, and be utilised directly by the methanogenic bacteria in the final
stage (see Figure 2 Key Stages of Anaerobic Digestion
Equations 2, 3 (Ostrem, 2004) and 4 (Bilitewski et al. 1997) represent three typical acidogenic
reactions, where glucose is converted to ethanol, propionate and acetic acid, respectively.
Equation 2: C6H12O6 ↔ 2CH3CH2OH + 2CO2
Equation 3: C6H12O6 + 2H2 ↔ 2CH3CH2COOH + 2H2O
Equation 4: C6H12O6 → 3CH3COOH
2.2.3. Acetogenesis
Propionic, butyric and higher chain acids and alcohols are transformed by acetogenic bacteria into
hydrogen, carbon dioxide and acetic acid (Figure 2).
Hydrogen plays an important intermediary role in this process, as the reaction will only occur if the
hydrogen partial pressure is low enough to thermodynamically allow the conversion of all the acids.
Such lowering of the partial pressure is carried out by hydrogen scavenging methanogenic bacteria
(hydrogenotrophs). Thus the low hydrogen concentration of a digester is an indicator of its health
and hydrogen only appears as a trace component of biogas in AD plants.
Hydrogenotrophs are pH sensitive and where conditions within the digester result in a drop in pH
(for example through the introduction of an inhibitory material, or sudden increase in loading) the
ecology will respond by storing hydrogen within propionic acid in a reversal of the reaction shown
in Equation 3.
As observing partial pressure of hydrogen is technically challenging, monitoring the propionic:
acetate VFA ratio is a means of forecasting digester problems. A ratio of not >1 is quoted as a
guideline to healthy digestion.
Equation 5 represents the conversion of propionate to acetate, only achievable at low hydrogen
pressure. Glucose (Equation 6) and ethanol (Equation 7) among others are also converted to
acetate during the third stage of anaerobic fermentation.
Equation 5: CH3CH2COO- + 3H2O ↔ CH3COO- + H+ + HCO3- + 3H2
Equation 6: C6H12O6 + 2H2O ↔ 2CH3COOH + 2CO2 + 4H2
Equation 7: CH3CH2OH + 2H2O ↔ CH3COO- + 2H2 +H+
2.2.4. Methanogenesis
UNCLASSIFIED
25 of 167
UNCLASSIFIED
The fourth and final stage in the digestion process is called methanogenesis. During this stage,
microorganisms convert the hydrogen and acetic acid formed by the acid formers to methane and
carbon dioxide (Equations 8, 9 and 10). The bacteria responsible for this conversion are called
methanogens which are strict anaerobes. Stabilisation is accomplished when methane and carbon
dioxide are produced.
Equation 8: CO2 + 4H2 → CH4 + 2H2O
Equation 9: 2C2H5OH + CO2 → CH4 + 2CH3COOH
Equation 10: CH3COOH → CH4 + CO2
The degradation process yields bicarbonate which, within a balanced digestion, establishes a
stable pH and in most cases there is no need for pH control, pH is discussed further in Section
2.1.7
2.2.5. Sulphur and Nitrogen
Sulphur and nitrogen are reduced in the anaerobic process to sulphide and ammonia. The broadly
neutral pH of the anaerobic systems means that the sulphide is distributed mainly into the biogas
as hydrogen sulphide and the ammonia mainly as ammonium into the digestate. When sulphur is
present as sulphate it provides an alternative electron acceptor to carbon dioxide and
thermodynamically the reduction of sulphate to sulphide is more favourable. This stimulates the
growth of sulphate reducing bacteria (SRB) and where it is present, hydrogen sulphide is formed.
Although hydrogen sulphide has a considerable energy value, it is corrosive and is typically
removed to protect energy recovery plant. The stoichiometry of the sulphate reducing reactions
yield equivalent amounts of H2S volumetrically as methane where the carbon feedstock is
metabolised by SRB. This equates approximately to 230 litres of methane being lost from the
biogas and replaced with 230 litres of H2S for every 1kg of sulphate within the feedstock.
Nitrogen is the inorganic nutrient required in the largest concentrations for the growth of
microorganisms. Under anaerobic conditions, nitrogen as nitrite and nitrate is unavailable as it is
reduced to nitrogen gas and released to the atmosphere. Reduced forms of nitrogen and
ammonia present in the feedstock are the main sources of nitrogen used by microorganisms.
2.3. Biomass Growth
The anaerobic digester is a vessel (reactor) that provides an oxygen free environment in which
microorganisms can degrade organic feedstock to methane and carbon dioxide. The capacity of a
given digester to degrade the organic feedstock depends primarily on the amount of viable (living)
biomass within the digester.
Where the carbon feedstock (and nutrients) are not limited, the bacterial population within the
digester responds (following a lag phase) to feeding (loading) through an increase in the microbial
population. This is shown in Figure.3 :
UNCLASSIFIED
26 of 167
UNCLASSIFIED
Figure.3 : Bacterial Growth Curve
Some microbes will be lost from the digester with the digestate and others will die off. If, when
combined with the growth rate, an increase in the overall population occurs, then the capacity of
the system to process feedstock material will also increase.
This is the situation observed in the start up of an AD process where the inoculum in the digester is
developed through steadily increasing the rate of feeding until the population reaches a steady
state where the rate of biomass removal is equivalent to the rate of growth. At this point the
biomass within the system should be sufficient to achieve the required level of organic treatment
and the digestion process has reached stabilisation.
All rates of growth for each group of microorganism are proportional to nutrition in the broadest
sense (carbon and essential elements) and are therefore first order. The constant of
proportionality, however, differs for each bacterial grouping (hydrolytic, acidogens, acetogens and
methanogens). Therefore, when stimulated to grow by an increase in load the groups within the
consortia respond at different rates. The ecology and therefore the rates also depend on
environmental factors including the type of the feedstock.
The growth rates of each of the groups of bacteria are often described in terms of generation or
doubling times [g]. This is time taken for the biomass to double in population. For most groupings
within the anaerobic consortia the microorganisms have doubling times of around 2-4 days.
If the microbial system is disturbed (or “shocked”) as a result of a change in loading or adverse
environmental factor, the balance between these groups may be disturbed. An understanding of
the doubling times will allow operators to understand the potential recovery times for the system
following a disturbance to the ecology.
Typical doubling times for anaerobic microorganisms are given in Table 2 below:
Microbial
Function
UNCLASSIFIED
Doubling
days
Time
[g]
27 of 167
UNCLASSIFIED
Microbial
Function
Doubling
days
Hydrolysis:
1 - 1.5
Acidogenesis
1 - 1.5
Acetogenesis
1–4
Methanogenesis
5 – 15
Table 2
Time
[g]
Microbial Doubling Times (source: Gerardi 2003)
2.4. Environmental Considerations
Microbial activity within an AD plant is influenced by the following environmental factors:
Nutrient Content
Temperature
pH and Alkalinity
Any inhibition and toxicity
All of these factors have an influence on the growth and viability of the microbial population within
the digester and it is absolutely vital that environmental conditions are monitored and managed
carefully as part of the operation of an AD plant. Failure to maintain optimal environmental
conditions within the digester can potentially lead to disruption of the digestion process and
ultimately failure of the digester characterised by cessation in methane production.
Variations in digester design are largely aimed at optimising environmental conditions for the
growth of anaerobic microorganisms.
The influence that each of these environmental factors has on the digestion process are explored
in further detail in the following sections.
2.4.1. Nutrient Requirements
The contents of a digester must provide a sufficient source of nutrients in order to support the
growth of anaerobic microorganisms. Nutrient requirements can be defined as macro nutrients
(nitrogen, phosphorous and sulphur) that are required in significant quantities and also micro
nutrients or trace elements, both of which are required in sufficient quantities.
Optimum methane production is expected where the carbon: nitrogen (C:N) ratio lies between 2030:1. Above this, nitrogen availability will limit the process and result in decreased gas production
and a digestate containing increased amounts of unstabilised feedstock. Digester failure may
occur where the C:N ratio increases beyond 50:1, although in practice this is rare.
Nitrogen deficiency usually leads to sub-optimal performance which may be addressed before
complete failure occurs. At the other extreme, nitrogen rich feedstocks will deliver high
concentrations of reduced nitrogen as ammonia in the digester, increasing the pH and potentially
inhibiting the microbiology. This may limit the degree to which liquor may be recycled (as this will
tend to accumulate ammonia). In such circumstances the addition of a feed supplement such as
UNCLASSIFIED
28 of 167
UNCLASSIFIED
glycerine or co-digestion with a carbon rich feedstock, may be required in order to achieve an
optimal C:N ratio.
Phosphorous and sulphur and a range of trace metals, including iron, zinc, nickel, copper, cobalt,
molybdenum, selenium and tungsten are also essential to achieve optimal digestion, particularly in
relation to supporting the growth of methanogens. Depending on the feedstock to be processed
operators may need to supplement the feed with trace or micronutrients in order to sustain the
digestion process, particularly if the feedstock is from a single source.
There is still no formula for the optimum composition of trace elements within an AD process.
Research conducted for Defra identified that selenium, cobalt and molybdenum are key elements
essential for the long-term stability of digestion that may be limited where food waste is the sole
feedstock. Some nutrients may also be recycled through the process by reusing some of the
digestate liquor, this is chiefly done to improve mixing and in some cases to recycle biomass.
2.4.2. Temperature
Temperature affects biological processes in two ways:
By influencing the microbially mediated enzymatic reaction rates and;
By influencing diffusion rates within a substrate.
Both of these factors impact on the rate at which microbial growth can occur and in general an
increase in temperature will correspond with an increase in microbial growth rate up to an optimal
level. The effect of temperature also influences the ecology of the methanogens that are
responsible for biogas production. The separate microbial ecologies have different temperature
preferences and are defined according to the temperature range within which they operate.
Ecologies that function at ambient temperatures, generally between 5-15°C, are referred to as
psychrophilic; at temperatures between 25-45 °C are referred to as mesophilic and at higher
temperatures, between 50-60°C, are termed thermophilic.
This effect of temperature on microbial activity of methanogens is shown in Figure 4. This indicates
the optimal range of temperatures for microbial growth within each of the three described
temperature regimes.
It can be seen that the maximum growth rate for a regime increases with temperature, i.e. the
maximum growth rate for thermophiles is greater than that for mesophiles. In addition an overlap
between the tolerances of the differing ecologies can be seen with mesophiles overlapping both
psychrophiles and thermophiles.
UNCLASSIFIED
29 of 167
UNCLASSIFIED
Figure 4: Influence of Temperature on Biomass Growth Rate (source: Van Lier et al, 1997)
Temperature variations can have significant effects on the process, for example, at mesophilic
temperatures the maximum bacterial growth rate decreases by 11% per ºC below 30 ºC. Above
the ideal temperature, proteins and enzymes become denatured and microbial decay overtakes
synthesis. Given the overlap in ecologies the overall gas production may continue, but at a
significantly reduced rate.
The classification of AD systems according to operational temperature reflects the temperature
profiles at which the different ecologies operate. An understanding of the optimal temperature
ranges for the microbial ecologies also demonstrates the importance of maintaining a consistent
temperature within a digester and ancillary pipework.
Temperature shocks to a system are likely to cause an imbalance in the bacterial population,
particularly temperature increases as these will increase the rate of physical processes and
substrate availability whilst reducing the rate of growth.
Temperature also affects the thermodynamics of transformations within the degradation process
and the dissociation of species such as ammonia.
The rate of reaction determines the speed and therefore time it takes for the AD process to occur.
The same level of decomposition can be achieved through a low reaction rate occurring for a long
time as for a fast reaction in a short time.
Most AD plants are designed in the mesophilic range and there is considerably more operational
experience of mesophilic plants than thermophilic. Practical experience is also that there is a
considerable loss of process efficiency with temperature deviation from the optimum. Therefore
most mesophilic plants aim to achieve a design temperature of 35-37 °C to deliver optimal
performance and reduce unnecessary capital costs. Designs aim to maintain this temperature
throughout the reactor through the use of a high standard of insulation and a high degree of
mixing.
UNCLASSIFIED
30 of 167
UNCLASSIFIED
2.4.3. pH and Alkalinity
Measurement of pH is conducted by taking a representative sample from the digester at regular
intervals or is continuously monitored in the digester using probes. The pH can be monitored using
pH strips or analyzed using a pH electrode and meter. The pH electrode should be calibrated
regularly. The pH of a sample is preferably measured shortly after sampling because biological
processes continue in the sample, thereby affecting the pH.
Many practitioners recognise that alkalinity is more informative and important than pH as a
measure of digester stability (see below). The digester should contain substantial amounts of
alkalinity which will buffer the system from increases in VFA which may arise routinely e.g. when
the reactor is fed. More problematic increases in VFA may not yield a significant change in pH but
will erode alkalinity significantly to the point where additional VFA will yield a severe drop in pH.
Alkalinity can be measured by a range of standard methods either by titration or potentiometrically.
For simple systems it may also be used to provide a coarse assessment of VFA concentrations
without the need for on-site gas chromatography or off-site analysis.
There are strong relationships between alkalinity, pH and volatile acid concentrations; as such
these are equally important to the control and operation of anaerobic processes. The pH affects
the process:
Directly: affecting for example, the enzymes activity by changing their proteic structure.
This may result in significant changes in activity.
Indirectly: by affecting the availability of certain toxic elements and compounds.
The methane producing organisms have optimum growth in the pH range between 6.6 and 7.4,
although stability may still be achieved in the formation of methane in a wider pH range (between
6.0 and 8.0). pH values below 6.0 and above 8.3 will inhibit the methane producing bacteria.
Table 3 indicates the optimum pH ranges for different substrates.
Substrate
Optimum pH
Formate
6.8 – 7.3
Acetate
6.5 – 7.1
Proionate
7.2 – 7.5
Table 3
Optimum pH ranges for Different Substrates (source: Lettinga et al, 1996)
In general the acid producing organisms involved in the earlier stages of AD are much less
sensitive to pH than the methanogens, for example the acidogenic bacteria can still be very active
at pH 4.5. In practice this means that any form of perturbation which produces a reduction in
methanogenic activity will quickly be aggravated by the hydrolysis and fermentation of feedstocks if
loading the reactor continues.
The operation of an anaerobic reactor constantly outside of pH 6.5 – pH 8.0 can cause a
significant decrease in methane production due to chronic inhibition. In addition the tolerance of
UNCLASSIFIED
31 of 167
UNCLASSIFIED
the system to further shocks is also eroded. Recovery from a pH shock will depend on a series of
factors related to the impact the shock has on the population and whether this is permanent or
temporary.
The recovery from a pH shock will be quicker if:
The pH deviation was not significant
The duration of the pH shock is short
The VFA concentration during the pH shock remains low (acid shock)
Within anaerobic systems, the degradation process generates three species, ammonia, carbon
dioxide and VFA which provide buffering capacity within the liquor. This capacity allows the
system to resist changes in pH. Each species (in the case of VFA group of compounds) buffers
around a different pH, the pKa at which the buffering species are in equilibrium.
NH4+, pKa 9.3
HCO3- +H+ H2CO3, pKa 6.4
CH3CO2- + H+ CH3CO2H, pKa 4.8
NH3 + H+
In the pH range 6.0-7.5 the buffering capacity in the process depends almost entirely on the
bicarbonate equilibrium. The alkalinity provided by the VFA is of little importance in maintaining
ideal conditions and indeed the bicarbonate alkalinity needs to neutralise the VFA to hold the
system at an optimal pH for methanogenesis.
The potential alkalinity within a system will depend on:
the feedstock strength as this will provide the potential for acid generation; and
the proportion of proteins, fats and carbohydrates as each has a different potential for the
generation of alkalinity.
Characterising alkalinity is carried out by titration to an end point which reflects the titratable bases
(ammonia, bicarbonate and acetate) to be determined. Total alkalinity is usually quoted to pH 4.3,
but by calculating the alkalinity at pH 5.75 and then to pH 4.3 allows the VFA alkalinity to be
determined and a reasonable approximation of VFA concentration but not their distribution.
Properly operating digesters have alkalinity within the region of 2000-4000 mg litre-1.
In designing AD plants an assessment has to be made as to whether the intrinsic alkalinity within
the feedstock added to the forecast alkalinity within from the degradation will provide adequate
buffering within the reactor. This can be modelled within wastewater (ultra low solids) on
consistent, well characterised feedstocks. For low and high solids systems it may be determined
empirically. Where it is deemed insufficient, pH adjustment is required typically by adding a base
into the feedstock. Lime, caustic and sodium bicarbonate may be used.
2.4.4. Volatile Fatty Acid and Ammonia Concentration and Speciation
The measurement of VFA and ammonia levels within a digester and digestate provides important
information regarding process stability. An increase in VFA concentrations can be indicative of an
UNCLASSIFIED
32 of 167
UNCLASSIFIED
overload in the OLR (Organic loading rate). Indicative functional ranges for VFA concentrations
have been defined as 500 to 3000 mg litre-1.
VFA concentrations can be used as an indicator of the balance between acetogens and
methanogens in the digester. If VFA concentrations follow a notable increase, it indicates that
methanogens are not able to consume the substrate as fast as it is produced by the acetogens.
Acetic acid is usually present in higher concentrations than other VFAs during anaerobic digestion,
although propionic and butyric acids are considered more inhibitory to methanogens.
The relation between propionic acid and acetic acid can be used for early recognition of process
imbalances. In general process disturbances appear where the propionic to acetic acid ratio
exceeds a value of 1, and where propionic acid concentration exceeds 1,000 mg litre-1. Propionic
acid concentrations over 3000 mg litre-1 have been shown to cause digester failure, although
propionic acid has also been found to be an effect rather than a cause of inhibition.
Measurement of ammonia concentrations within the process is also important because high
ammonia concentrations can be inhibitory to the process.
There can be a wide range in ammonia concentrations that may be inhibitory to a digestion
process. This is attributed to differences in substrates and inocula, environmental conditions
(temperature, pH), and acclimation periods. Experimental Total Ammonia Nitrogen (TAN)
concentrations that cause a 50% reduction in methane production range from 1,700 to 14,000 mg
litre-1
VFA’s should be measured on site in a laboratory. If no onsite laboratory is available, samples may
be taken and sent for analysis. Samples for VFA should be filtered or centrifuged to remove
suspended solids and stored refrigerated for a maximum of 1 day. When a small laboratory is
available on site, VFA can be determined with the titration method or by measurement of organic
acids with bespoke kits.
Combining VFA concentrations and Total Alkalinity (TA) measurements in a ratio is a useful tool to
monitor digester stability, since the ratio can indicate if the acids are out of balance with the
alkalinity. For municipal wastewater solids digested at mesophilic temperatures, a conservative
ratio of 0.1 VFA to Total Alkalinity or less has been used as a safe operational range. Ratio trends
are monitored regularly to assess digester stability.
2.4.5. Inhibition and toxicity
Inhibition of the anaerobic ecology is affected by many different materials and conditions beyond
pH. Given the implications of inhibition and reactors failing (process down time, unanticipated
costs, loss of revenue), it is commercially incumbent upon the operator to understand what is
within their feedstock and to manage their process within the known operational envelope.
However, a well designed and operated AD process should comfortably be able to withstand
seasonal and other expected variations in feedstock.
Feedstocks other than those already agreed in the AD Quality Protocols and Standard Rules
Permit’s need to be fully assessed for suitability which includes addressing inhibition factors (see
link to organic waste framework guidance in Appendix D.).
UNCLASSIFIED
33 of 167
UNCLASSIFIED
Inhibition is determined by examining the effect of introducing a new material or change in
operation from a steady-state system at laboratory scale.
The impact of the change on the activity is reflected in the rate of biogas production. This is
measured against a control which remains at the pre-established steady state. For substances, the
inactivity concentration (IC) which results in a 50% reduction in activity is termed the IC50.
Potential causes of inhibition in AD process is set out in Table 4
Inhibitor
Description
Threshold
Oxygen and Light
Oxygen and light are poisons for certain bacteria. A high
amount could inhibit the activity of methane producing
bacteria.
All digesters operate in
an
oxygen
free
environment without any
light.
Sulphate/Sulphide
As described in Section 2.1.2.5, in anaerobic digestion,
sulphate is reduced to sulphide by sulphate reducing
bacteria (SRB). Two stages of inhibition exist as a result
of sulphate reduction. Primary inhibition is due to
competition for common organic and inorganic
substrates from SRB, which suppresses methane
production. Secondary inhibition results from the toxicity
of sulphide to various bacteria groups. Sulphide is toxic
to methanogens as well as to the SRB themselves.
Inhibitory sulphide levels
reported in the range of
100–800
mg
litre-1
dissolved sulphide or
approximately 50–400 mg
litre-1 un-dissociated H2S.
Light metal ions
High salt levels cause bacterial cells to dehydrate due to
osmotic pressure. Light metal ions including sodium,
potassium, calcium, and magnesium may be released
by the breakdown of organic matter or added as pH
adjustment chemicals. They are required for microbial
growth and, consequently, affect specific growth rate like
any other nutrient. While moderate concentrations
stimulate microbial growth, excessive amounts slow
down the growth, and even higher concentrations can
cause severe inhibition or toxicity.
Significant variations are
reported in toxicity levels
for light metal ions.
Excessive amounts of calcium lead to precipitation of
carbonate and phosphate, which may result in
scaling of reactors and pipes,
scaling of biomass and reduced specific
methanogenic activity,
loss of buffer capacity and essential
nutrients for anaerobic degradation.
Heavy Metals
Heavy metals identified to be of particular concern with
regards to inhibition include chromium, iron, cobalt,
copper, zinc, cadmium, and nickel. A distinguishing
feature of heavy metals is that, unlike many other toxic
substances, they are not biodegradable and can
accumulate to potentially toxic concentrations.
Ammonia (NH3)
Ammonium ion (NH4) and free ammonia (NH3) are the
two principal forms of inorganic ammonia nitrogen in
aqueous solution. Free ammonia has been suggested to
be the main cause of inhibition since it is freely
membrane-permeable. The hydrophobic ammonia
molecule may diffuse passively into the cell, causing
proton imbalance, and/or potassium deficiency. Among
the four types of anaerobic microorganisms,
methanogens are the least tolerant and the most likely
to cease growth due to ammonia inhibition. A high
ammonia concentration could be caused by high
UNCLASSIFIED
Ammonia concentrations
below 200 mg litre-1 are
believed to be beneficial
to anaerobic process
since nitrogen is an
essential
nutrient
for
anaerobic
microorganisms.
A wide range of inhibiting
ammonia concentrations
34 of 167
UNCLASSIFIED
Inhibitor
Description
Threshold
nitrogen and ammonium (NH4) concentrations under
certain circumstances (e.g. temperature).Therefore,
substrates with high nitrogen content like chicken
manure and occasionally pig slurry or manure are
diluted or mixed with nitrogen-poor substrates. In this
case ammonia and ammonium must be analysed
regularly during operation
have been reported in the
literature,
with
the
inhibitory Total Ammonia
Nitrogen
(TAN)
concentration that caused
a 50% reduction in
methane
production
ranging from 1,700 to
14,000 mg litre-1. Studies
have
indicated
that
ammonia
at
concentrations in the
range of 4000–5700 mg
NH3–N litre-1, acidogenic
populations in granular
sludge
were
hardly
affected
while
methanogenic population
lost over 50% of its
activity.
The significant difference
in inhibiting ammonia
concentrations can be
attributed to differences in
substrates and innocula,
environmental conditions
(temperature, pH), and
acclimation periods.
Volatile Fatty Acids
An excessive input material addition (or feeding) could
restrain the digestion process. By adding to much
material at one time an accumulation of VFA could be
possible and affect gas production
Toxicants
Disinfectants, herbicides or antibiotics such as those
found in poultry/chicken manure, can disturb the process
in high concentrations.
At low concentrations, biodegradation of some toxicants
can prevent inhibition; higher concentrations of toxicants
generally lead to significant inhibition. With higher
biomass concentration, digesters exhibit greater process
stability in the presence of toxic shocks.
At equal solids concentrations, younger microbial
cultures were proven to be more robust and resistant to
toxicants than older cultures.
Inhibition
concentration
ranges vary widely for
specific
toxicants.
Parameters that affect the
toxicity
of
organic
compounds
include
toxicant
concentration,
biomass
concentration,
toxicant exposure time,
cell age, feeding pattern,
acclimation,
and
temperature.
In the majority of agricultural wastes these compounds
are in very low concentrations (less than 30 ppm) and
are generally not inhibitory. However, some synthetic
chemotherapeutics such as Olaquindox which is used
in the treatment of animal diseases, may be strongly
inhibitory even at 1 mg litre-1
Surfactants
e.g. alkyl dimethylbenzylammonium chloride: 6.7;
sodium alkyl ethersulfate: 11 litre-1. Surfactants may be
used in cleaning in process routines (CIP) to clean
process vessels and pipework in food and drink plants.
Alcohols
Short chain alcohols are generally less toxic than long
chain alcohols. Short chain alcohols may occur in high
concentrations in distillery wastes (spent mash).
UNCLASSIFIED
22-43000 mg litre-1
35 of 167
UNCLASSIFIED
Table 4. Selected typical IC50 concentrations for selected inhibitors
2.4.6. Loading Rate and Retention Time
Organic Loading Rate and Hydraulic Retention Time are key control parameters within an AD
system and are fundamental considerations in ensuring the system is designed and operated to
achieve optimal digestion. They correlate to the amount of biomass held within the reactor and the
efficiency of stabilisation.
Loading rate is defined both in terms of the Hydraulic and Organic Loading Rate. Similarly,
retention time consists of Hydraulic and Solids Retention Time. There is a close correlation
between these factors that depends on the design of the system.
The Hydraulic Loading Rate (HLR) represents the total volume of material that is fed into the
digester over time and is expressed in m3 or tonnes of feedstock per digester unit volume per day.
The Organic Loading Rate (OLR) represents the mass of feedstock that is loaded into the digester,
and for low and high solids systems it is expressed in terms of Volatile Solids (VS) in kg per unit
volume per unit time i.e. kg VS m-3 day-1. For low solids systems where most of the organic matter
is dissolved the organic matter is measured chemically by oxidation (Chemical Oxygen Demand)
to yield an OLR expressed as kg COD m-3 day-1.
The Hydraulic Retention Time (HRT) is defined as the working volume of the digester divided by
the rate of feeding as volume per unit time and is expressed in days. It is a fundamental design
parameter and is a determining factor in sizing the AD plant.
Bacterial growth and system performance is related to the Solids Retention Time (SRT). The
longer the SRT the lower the growth rate and the larger the microbial population within the reactor.
This in turn allows for a high level of stabilisation at higher loading rates.
SRT is defined as the mean biomass concentration expressed as kg VS (Volatile Solids) within the
reactor divided by the biomass lost in the effluent expressed as kg VS per unit time. For simpler
systems applied for the treatment of low and high solids feedstocks within stirred tanks, lagoons or
similar reactor designs, SRT = HRT as the concentration of biomass in the solid material or
effluent removed is equivalent or close to the mean concentration within the vessel. As a result, in
low and high solids process, in order to achieve the desired SRT, an equivalent HRT is required.
HRT for low and high solids processes are much greater than for ultra low solids and reactor sizes
are much bigger as a result.
More advanced systems applied to ultra low solids feedstocks are differentiated by their ability to
retain biomass within the reactor through the use of packing media or the development of a blanket
of biomass which is retained within the reaction vessel. In the case of the Upflow Anaerobic
Sludge Blanket (UASB) the biomass blanket is granular, rapid settling and allows the retention of
very high biomass concentrations.
In ultra-low solids processes, the majority of the active biomass is retained within the reactor and
the effluent biomass concentration is much lower than the mean biomass concentration in the
UNCLASSIFIED
36 of 167
UNCLASSIFIED
reactor. As a consequence, SRT is then greater than HRT and this drives down reactor size and
increase loading rates.
Measurement of the VS content of the digestate compared to the feedstock VS will indicate the
level of Volatile Solids Destruction (VSD) in the process. VSD is used to monitor the efficiency of
the process. The stabilisation of organic material must be maintained within the minimum levels
indicated, which are provided in Table 5. This is an excellent measure of AD efficiency.
Biogas production can be deliberately controlled to a considerable extent by regulating the organic
loading rate. The loading can also be changed to some extent by changing the HRT.
2.4.7. Other Design Considerations
Although there are many kinetic models describing the relationships between bacterial growth,
biomass yield and organic stabilisation which relate hydraulic and solids retention time these are
not used to provide key design parameters for low and high solids systems.
Such models remain unable to map the performance of the system closely enough to take account
of the availability and conversion of substrate and nutrients within a complex feedstock.
A further complication in applying theoretical models to low and high solids systems is
understanding the reactor biomass concentration which is key to applying this sort of approach.
This is because the reactor liquor in low and high solids systems contains substantial Volatile
Suspended Solids (VSS) from the feedstock which change as they are hydrolysed and fermented.
Design information is therefore usually derived from trials and full scale plant data using the
intended feedstock or an analogue. This will yield performance curves on stabilisation, gas yield,
solids removal, and alkalinity at a range of HRTs and OLRs.
The basic design of a digester is a balance of technical and economic considerations. There are a
number of essential functions that must be realised in the digester:
the continuous provision of nutrients to the bacteria and the removal of metabolic products
from the viable biomass;
adequate retention times for the feedstock organic matter; and
prevention of uncontrolled accumulation of solids in the digester and of blockages in the
material flow through the digester.
For all anaerobic systems, digester capacity is directly related to the design retention time, the
operating temperature and the quantity of material processed.
Longer retention times within the reactor releases more biogas, provides a more stable digestate
(with lower liquor VFA concentrations) and cuts down post digestion methane and odour release.
However, excessive retention times increases capital costs and challenge the viability of AD
UNCLASSIFIED
37 of 167
UNCLASSIFIED
projects. Therefore, installed capacity becomes an economic balance between the capacity cost
and the biogas production.
2.4.8. Monitoring and Control Considerations
A suitable monitoring system, both manual and instrumental, is essential to ensure stable reactor
operation (especially for thermophilic plants) and to minimise operational difficulties, such as
foaming, which may lead to odour and aesthetic problems. Additionally, excess foam in the sludge
makes dewatering very difficult.
The key factors to be monitored during the digestion process itself include:
Alkalinity and pH
Temperature and temperature distribution
Organic Loading Rate including Total solids and Volatile Solids Fractions
Concentration of VFA
C:N ratio and other nutrient and key feedstock data
Gas production and composition
Gas pressure
Ammonia and H2S concentrations (in biogas)
Alkalinity is also useful to understand as it will correlate information on VFA and pH if carried out
by titration. The distribution of VFA and in particular the relationship between the higher VFA and
acetate provides the opportunity for potential problems with the system to be recognised early
before the balance of the system and the gas production is significantly impacted. However this is
likely to require analysis of the liquor using gas chromatography.
Temperature, gas production, pressure and the composition of the bulk components are monitored
in real time in most commercial plants and this information is relayed to the process control panels.
The pH of the liquor is also measured at least daily by withdrawing a sample. Other parameters
will require discrete monitoring equipment and chemical analysis.
The operator needs to understand and monitor the above parameters, making changes in the feed
stock and micro nutrient dosing to maintain the biomass at an optimum level. Small deviations in
any of the above can have large impacts on the microbiology, and under worst case scenario the
biomass can be destroyed, or produce unwanted by-products, potentially giving rise to increased
pollution risk.
For example; if the organic load is raised too quickly, the acidic methanogenic precursors build up
and the pH falls to a level which is inhibitory to most groupings. This is often referred to as “soured
digestion” or as a digester being “stuck”. At this point a process may have to be taken offline;
interventions at this stage are prone to odorous emissions caused by the release of intermediate
volatile organic compounds.
UNCLASSIFIED
38 of 167
UNCLASSIFIED
Monitoring of these parameters requires sampling of digester feed, substrate within the digester,
digestate and biogas at key points in the process. The system design should allow for this. Regular
laboratory testing will be required to analyse samples and the operator should consider provision
for on-site laboratory facilities at large scale AD facilities
Monitoring processes should incorporate the use of Supervisory and Control and Data Acquisition
Equipment (SCADA) to monitor, record and display data for continuously monitored parameters
such as temperature, pH, digester feeding and gas production rates. The results of the monitoring
can then be displayed in real time to the plant operators to make manual adjustments and optimise
the entire process.
Techniques being researched into improvements in AD process monitoring systems include
Infrared Spectroscopy (IS) which has been used to measure VFA, COD, total organic carbon
(TOC), and alkalinity. The technique has also been demonstrated to measure microbial biomass
and acetate concentration.
The PAS 110 standard provides a documented guide and system for the control of process
parameters. It introduces Hazard Analysis and Critical Control Point (HACCP) as a system to
ensure that production parameters are met. HACCP analysis and monitoring is also required for
compliance with ABP Regulation where ABP material is processed. HACCP analysis is required to
be conducted and the approach approved by the regulator prior to accepting and processing ABP
material on site.
The general procedure of HACCP analysis requires the operator to:
Conduct a hazard analysis;
Determine the Critical Control Points (CCPs);
Establish critical limits;
Establish a system to monitor control of each CCP;
Establish the corrective action to be taken when monitoring indicates that a particular CCP
is not under control;
Document and record all procedures, corrective actions and verification results; and
Establish procedures for verification, audit and review to confirm that HACCP is working
effectively.
During design and commissioning, the operator should define the suite of indices that will be used
to determine and monitor digester performance and efficiency. The relevant monitoring parameters
should be reviewed and refined during operation of the facility as part of an on-going process of
system optimisation.
Table 5 provides indicative parameters and values that are typically associated with successful
digestion. It should be noted that if ABP material is being treated then temperature and particle
size of the substrate will need to be monitored to ensure compliance with the legislation.
Process parameter
Indicative limit range
pH
6.4 – 7.2
Alkalinity
Maintained within the region of 2000-4000 mg
UNCLASSIFIED
39 of 167
UNCLASSIFIED
Process parameter
Indicative limit range
litre-1
Temperature
Maintained within a maximum tolerance + / - 2
°C of the operational design temperature.
Volatile Fatty Acids:
Total VFA
Between 500 and 3,000 mg litre-1
Propionic Acid
Less than 1,000 mg litre-1
Propionic: Acetic Acid Ratio
A ratio greater than 1 indicates a process
imbalance
Total Ammonia Nitrogen
Not regularly exceed 1,700 with a maximum
level of 14,000 mg litre-1
Total VFA: Alkalinity Ratio
Less than 0.1
Trace Elements
Selenium
0.16 mg litre-1 (not to exceed 1.5 mg litre-1)
Cobalt
0.22 mg litre-1
Molybdenum
0.30 mg litre-1
Biogas
CH4 and CO2 concentration
Maintained according to operational limits of
energy recovery equipment.
O2 concentration
Presence of oxygen in biogas indicates process
is not operating anaerobically
Digestate
Digestate sampling and testing will be required to demonstrate the digestate is fully stabilised.
Currently PAS110 provides details of the standard required.
Energy Recovery
Availability
equipment
of
primary
Table 5
energy
recovery
Operators of large scale AD facilities are
required to demonstrate that a target of 90%
availability has been achieved.
Process Monitoring Parameters and values that are typically associated with a
stable digestion process
2.4.9. Process Configuration
The typical process stages of an AD plant with the principal functions of each step are listed below:
Feedstock acceptance and storage:
- To formally accept waste
- To provide adequate capacity for the feedstock
- To prevent fugitive emissions
- To blend feedstocks and balance loading into the plant
Pre-treatment of feedstock prior to digestion:
- To remove unwanted materials and contaminants
- To physically and chemically prepare the feedstock for digestion
Pasteurisation:
- To meet the requirements of Animal By-Products (ABP) Regulations (where
necessary)
Digestion processes:
- To stabilise the feedstock and produce the required outputs
UNCLASSIFIED
40 of 167
UNCLASSIFIED
Biogas storage and utilisation:
- To prepare, store and utilise the biogas output
Digestate storage and utilisation:
- To prepare, store and utilise the digestate output
There will also be ancillary processes, such as abatement plant for fugitive emissions, standby
flares or biogas upgrading plant to allow for grid injection. These techniques are discussed in
detail in Sections 6 and 8
Pre-treatment requirements for a MSW stream will differ from pre treatment for a pure manure
stream due to the potential for likely contaminants. The former may require mechanical or manual
separation of the packaging for example, from the waste.
Pasteurisation of materials subject to ABPR is required. As the majority of AD facilities operate at
mesophilic temperatures this will need to be a separate stage of treatment.
The digestion process is discussed in Section 4, this gives the biogas and digestate outputs and
requires careful management in order to operate efficiently.
Depending on the final use it may be necessary to undertake a level of gas cleaning or upgrading
– for example if the gas is being injected into the grid. If the gas is to be burnt on site then
monitoring of emissions may be required.
Appropriate facilities for the storage and further processing of digestate should be provided,
operators need to ensure that digestate is managed appropriately in order to prevent it from
causing an odour nuisance.
3. Waste Acceptance Procedures
UNCLASSIFIED
41 of 167
UNCLASSIFIED
This section covers the key issues of pre-acceptance and acceptance of wastes brought to site.
3.1. Pre-acceptance procedures to assess waste
3.1.1. Procedures for waste, waste storage, and specific activities for waste
treatment.
In order to prevent the acceptance of unsuitable wastes which may lead to adverse reactions or
uncontrolled emissions, systems and procedures must be in place to ensure that wastes are
subject to appropriate technical appraisal. This ensures their suitability for the proposed treatment
route.
Checks must be carried out before any waste is accepted. This requires a system that has, as an
initial stage, a screening step or pre-acceptance procedure, involving the provision of information
and representative samples of the waste. The second stage, acceptance procedures when the
waste arrives at the site, should serve to confirm the characteristics of the waste, without the time
pressure and potential hazard of checking a waste at the gate.
The Operator must obtain the following information:
•
the nature of the process producing the waste, including the variability of this process
•
the composition of the waste (chemicals present and individual concentrations)
and ensure that:
•
a representative sample(s) of the waste should be taken from the production process
and analysed
•
for each new waste enquiry, a comprehensive characterisation of the waste and
identification of a
•
suitable treatment method is undertaken
This information must be recorded and referenced to the waste stream so that it is available at all
times. The information must be regularly reviewed and kept up to date with any changes to the
waste stream.
Waste characterisation must be completed by the Operator unless all necessary information is
already available from the producer or holder of the waste.
The waste producer has obligations under the Duty of Care requirements to provide information on
the:
•
composition of the waste
•
its handling requirements
•
its hazards
•
EWC code (See List of Waste Regulations in Statute Law Database link in Appendix D)
This information is required on transfer of the waste from the producer to a third party such as a
waste disposal contractor. Experience of this system has shown that reliance cannot be placed
solely upon it to provide sufficient information. The producer and operator of the receiving site must
ensure that reliable and comprehensive information has been provided to determine the suitability
of the waste for the AD process.
UNCLASSIFIED
42 of 167
UNCLASSIFIED
Enquiries from waste producers are commonly routed through a business section of a company,
and not directly from the management of the plant producing the waste. Verification of the written
information provided by the producer may be required and this may require a visit to the producer,
as additional factors may become apparent when dealing with staff directly involved in the waste
production.
It is not unusual for the waste producer and the Operator to be separated by at least one and in
some cases three or four different parties. These may be haulage contractors, brokers and waste
transfer operators. Where there is a lengthy chain, information may be lost or inaccurately
reproduced. It is an advantage to keep the number of waste (and Duty of Care information)
transfers to a minimum. This will help avoid information loss or misrepresentation.
If not dealing directly with the waste producer, the Operator should carefully verify the information
received at the pre-acceptance stage, which, in addition to the minimum Duty of Care information,
should include the contact details for the waste producer and a full description of the waste.
There is often reluctance amongst third parties to divulge the identity of the waste producer as this
may be of commercial benefit. This however cannot override the fundamental requirement of the
Operator, which is to check the information provided on a waste with the waste producer (not just
the current holder), who is in the best position to verify the information.
At the pre-acceptance stage, in addition to written information regarding the waste, the Operator
must obtain representative sample(s) of the waste from the production process. Any deviations
from this must be fully justified.
Adequate sampling and analysis must be carried out to characterise the wastes. In all cases the
number of samples taken must be based on an assessment of the risks of potential problems.
As the circumstances of waste production may vary, sound professional judgement is required in
ensuring the relevant questions are asked. Operators should ensure that technical appraisal is
carried out by suitably qualified and experienced staff who understand the capabilities of the site,
independent of sales staff responsible for obtaining the customer’s business. The Environment
Agency considers that a minimum qualification of a degree in chemistry (or equivalent) will be
required in order to equip staff to carry this assessment out correctly.
This information is necessary to:
•
•
•
•
•
•
•
•
screen out unsuitable wastes
confirm the details relating to composition, and identify verification parameters that
can be used to test waste arriving at the site
identify any substances within the waste (for example, by-products) that may affect
the treatment process
identify any substances within the waste that may react with other reagents
accurately define the range of hazards exhibited by the waste
identify any substances within the waste that may be unaffected by the treatment
process and transfer in an unaltered state as a residue in the effluent
determine the cost of the disposal option identified
ensure regulatory compliance with the permit.
Using the information on the waste arising, and the sample provided, the Operator should verify
the information provided regarding composition and hazard of the waste. Once it has been
established that the waste is as described, a treatment method or option for the waste should be
determined.
Wastes should not be accepted at the AD facility without a clear method or defined treatment and
recovery route with a full costing. Experience has shown that wastes have been accepted at a site
without pre-acceptance checks, on the basis that checks would take place at another treatment
facility. On examination, the wastes have not only been found to be unsuitable for the site in
question, but also due to the composition and hazard have been unsuitable for anything other than
incineration.
UNCLASSIFIED
43 of 167
UNCLASSIFIED
This extra cost has led to wastes being held in an attempt to find alternative disposal routes, which
in turn has resulted in some long standing accumulations of wastes, with consequent problems
with storage, e.g. leaking drums.
3.1.2. Records
A waste tracking system should begin at the pre-acceptance stage. With every enquiry a record
should be raised (given a unique reference number) which, if the waste recovery enquiry results in
waste arriving at site, should “follow” the waste during its acceptance, checking, storage, treatment
or removal off-site. If the waste is a regular arising, then the document should be unique to that
waste stream. Further details of the requirements of the tracking system are given in Section 3.2.
All records relating to pre-acceptance should be maintained at the AD facility for cross-reference
and verification at the waste acceptance stage. The length of time records should be held will be
determined by whether the waste is actually delivered to the site or likely to be delivered.
3.1.3. Feedstock characterisation and sampling procedures
Characterisation of feedstock material provides valuable information to the operator that can be
used to monitor and control the process in order to ensure optimal digestion. Detailed feedstock
characterisation by sampling and testing should be conducted as part of establishing a supply
contract. Periodic sampling as part of a documented sampling plan should be conducted to test for
variation and ensure feedstock is consistent with the supply agreement.
Sampling and testing of feedstock should reflect the nature of the feedstock and how it arises, and
any potential variation within the feedstock. The number of samples and period of sampling should
reflect the short term and seasonal variation in key parameters in order to derive a set of data that
are representative of the specific feedstock. The degree of confidence required also depends on
the type of feedstock and how specific parameters lie within the operational envelope of the
process. The operator needs to ensure that in accepting and processing the material they will not
disturb or kill the biomass, generate emissions that cannot be controlled or abated or impact
negatively on the desired quality of the outputs.
Table 6 lists the characteristics that are required to be tested as part of a detailed feedstock
characterisation. Details of laboratory testing procedures for each of these characteristics can be
found in the Defra report;‘WR0212: Optimising Inputs and Outputs from Anaerobic Digestion
Processes’
Many of these characteristics are also applicable to testing of substrate within the digester and in
quality testing of digestate.
Characteristic
Description
Particle size distribution
and physical
contaminants
The solid sample is graded using a specified nest of sieves by
mechanical vibration shaking. Physical contaminants include
the recognisable fragments of glass, metal, plastic and noncombustibles (stones and ceramics).
UNCLASSIFIED
44 of 167
UNCLASSIFIED
Characteristic
Description
Total solids and volatile
solids
The test portion of sample is dried to constant mass in an oven
at 105 ± 5°C. The difference in mass before and after the
drying process is used to calculate the total solids and the
water content. Then, the dried sample is heated in a muffle
furnace at 550 ± 10°C. The difference in mass before and after
the ignition process is used to calculate the content of volatile
solids and ash.
The biochemical methane potential (BMP) assay is a
procedure to determine the maximum methane yield of an
organic material during its anaerobic decomposition under
optimal conditions. This test provides a simple means to
monitor relative biodegradability of substrates.
The total organic carbon (TOC) is obtained by the difference
between the results of the measurements of total carbon (TC)
and total inorganic carbon (TIC). These values are determined
by high temperature catalytic conversion
Elemental analysis is used to test for Carbon, Hydrogen,
Nitrogen, Sulphur and Oxygen using combustion and Gas
Chromatography. Potassium can be analysed using Flame
Atomic Adsorption Spectrometry
Calorific value can be defined as the amount of energy
released on burning by each unit of combustible mass. Gross
calorific value (higher heating value) is calculated using a
bomb calorimeter. Net calorific value (lower heating value),
assumes the latent heat of vaporisation of water in the
combustion products is not recovered and is defined as the
amount of heat released by combusting a specified quantity of
sample and returning the temperature of the combustion
products to 150°C.
Testing methods are based on parallel steps of chemical
treatments to solubilise non-fibre components and final
determination of the residue obtained.
pH is measured potentiometrically in the undiluted liquid
sample or in a sample/water slurry for semi-solid or solid
sample. Alkalinity is a measure of the buffering capacity of
water, and digestate with high alkalinity is able to resist
increases in acidic or alkaline inputs without any change in pH.
.
Gas Chromatography (GC) is commonly used to provide
accurate speciation of VFA concentration and the procedure is
demonstrated in WRAPs Residual Biogas Potential (RBP)
testing methodology (WRAP, 2010/2).
Ammonia concentrations can be analysed using titrimetric or
Spectrophotometric determination.
The Kjeldahl method is a means of determining the nitrogen
content (in organic and ammonia form) of substances.
Heavy Metals and PTE can be determined using Flame
Atomic Absorption Spectrometry
Biochemical Methane
Potential (BMP)
Total Organic Carbon
Nutrient analysis
Calorific value
Fibre content
pH and alkalinity
Volatile Fatty Acids
Ammonia and Kjeldahl
Nitrogen
Heavy Metals and
Potentially Toxic
Elements (PTE)
Carbohydrate and Lipid
Analysis
Carbohydrate determination is carried out by the phenolsulphuric acid method
Lipid analysis uses a Soxhlet extraction method (US EPA SW846, 1998)
Table 6 Characterisation tests
Results of detailed
the facility with no
supply agreement
required feedstock
UNCLASSIFIED
characterisation should be analysed to ensure feedstock can be processed at
negative impacts on operations or the stability of the digestion process. The
should include details of procedures that will be undertaken to ensure the
quality is maintained during acceptance of feedstock at the facility. This may
45 of 167
UNCLASSIFIED
include periodic sampling of feedstock in addition to the defined acceptance criteria. The required
sampling frequency will need to be confirmed based on assessment of the levels of variability
associated with a feedstock source. A model sampling plan and template is under development
with industry.
3.1.4. Indicative BAT requirements for waste pre-acceptance
Indicative BAT requirements for waste pre-acceptance
1 From the waste disposal enquiry the Operator should obtain information in writing
relating to:
•
the type of process producing the waste
•
the specific process from which the waste derives
•
the quantity of waste;
•
compositional analysis
•
the form the waste takes (solid, liquid, sludge etc)
•
contingency for dealing with non conforming waste and contingency planning in
emergency.
2 Wastes should not be accepted at the AD facility unless suitable for AD treatment.
Biological treatment facilities should be aware that agricultural landbank may not be
available and alternative recovery/disposal routes may be needed.
3 The Operator should ensure that the sample is representative of the waste and has been
obtained by a person who is technically competent to undertake the sampling process.
4 Analysis should be carried out by a laboratory with robust quality assurance and quality
control methods and record keeping.
5 Detailed feedstock characterisation by sampling and testing should be conducted as part
of establishing a supply contract. Periodic sampling as part of a documented sampling plan
should be conducted to test for variation and ensure feedstock is consistent with the
supply agreement.
6 Sampling and testing of feedstock should reflect the nature of the feedstock, how it arises
and any potential variation within the feedstock. The number of samples and the period of
sampling should derive a set of data that are representative of the specific feedstock and
take account of short term or seasonal variations in feedstock. Table 6 lists the
characteristics that are required to be tested as part of a detailed feedstock
characterisation.
3.2. Acceptance procedures when waste arrives at the AD facility
UNCLASSIFIED
46 of 167
UNCLASSIFIED
The control of feedstock quality at an AD facility is a critical part of the successful operation of the
facility. It is vital both in ensuring that the digestion process operates efficiently and effectively, and
to maintain consistent quality of the outputs. Operators should develop procedures to deal with the
identification, removal and management of any contamination. The removal of contamination is an
essential requirement for the production of digestate if it is to meet the PAS110 specification.
For waste treatment or transfer, the bulk of the characterisation work should have taken place at
the pre-acceptance stage. This means that acceptance procedures when the waste arrives at the
site should serve to confirm the characteristics of the waste. This should minimise the time the
vehicle delivering the waste is kept waiting.
Measures to deal with acceptable wastes arriving on-site, such as a pre-booking system, must be
in place to ensure that capacity is available.
3.2.1. Emergency Acceptance
Where facilities provide a service to the emergency services such as the removal of spillages or fly
tipped wastes, there may be situations where it is inappropriate to require the pre-acceptance
procedures in section 3.1 to be adhered to. As a consequence, some of the acceptance
requirements outlined above would also be inappropriate. In such instances the operator should
communicate the occurrence to the regulator without delay.
3.2.2. Indicative BAT requirements for acceptance procedures when waste
arrives at the AD facility
Indicative BAT requirements for acceptance procedures when waste arrives at the AD facility
The issues to be addressed by the Operator in relation to waste acceptance procedures for
the AD facility include the following:
Load arrival
1 On arrival loads should:
be weighed, unless alternative reliable volumetric systems linked to specific gravity
data are available
not be accepted into site unless sufficient storage capacity exists and site is
adequately manned to receive waste
have all documents checked and approved, and any discrepancies resolved before
the waste is accepted. Waste quarantine procedures to be in place.
have any labelling that does not relate to the contents of the drums/IBC’s removed
before acceptance on site.
Load inspection
2 Visual inspection. Where possible, confirmatory checks should be undertaken before
offloading where safety is not compromised. Inspection must in any event be carried out
immediately upon offloading at the AD facility.
3 Check every container to confirm quantities against accompanying paperwork. Following
UNCLASSIFIED
47 of 167
UNCLASSIFIED
Indicative BAT requirements for acceptance procedures when waste arrives at the AD facility
inspection, the waste should then be unloaded into a dedicated sampling/reception area.
4 The inspection, unloading and sampling areas should have suitably sealed drainage
systems.
Sampling - checking - testing of wastes - storage
5 All wastes for on-site treatment must be sampled in accordance with the sampling plan
and undergo verification and compliance testing.
6 The Operator should ensure that waste delivered to the AD facility is accompanied by a
written description of the waste to comply with Duty Of Care.
7 On-site verification and compliance testing should take place to confirm suitability for the
site’s AD process
8 Wastes must not be deposited within a reception area without adequate space.
9 Should the inspection or analysis indicate that the wastes fail to meet the acceptance
criteria (including damaged or unlabelled drums), then such loads should be stored in a
dedicated quarantine area and dealt with appropriately. Such storage should be for a
maximum of five working days. Written procedures should be in place for dealing with
wastes held in quarantine, together with a maximum storage volume.
8 If the cause of failure to meet acceptance criteria is due to unsuitability, then the wastes
should be segregated to remove cross contamination.
9 Tankered wastes should be sampled prior to acceptance. There should be no storage
pending sampling.
10 The driver of the vehicle carrying the waste may arrive at the AD facility with a sample
that has been taken at some stage beforehand. This should be the exception and only be
relied on if:
there are health and safety and environmental control considerations which make
sampling difficult, and
the following written information has been supplied - the physical and chemical
composition, incompatible substances and handling precautions, information
specifying the original waste producer and process, and
the waste has been taken directly from the production site to the waste treatment AD
facility.
11 The AD facility should have a designated sampling point or reception area.
12 The offloading, sampling point/reception and quarantine areas should have an
impermeable surface with self-contained drainage, to prevent any spillage entering the
storage systems or escaping off-site.
Sampling of bulk liquid wastes
13 Deliveries in bulk road tanker should be accompanied by a “wash-out” certificate or a
declaration of the previous load so that contamination by this route can be checked.
14 The key requirement is to obtain a sample that is representative of the load, that is, the
sample takes account of the full variation and any partitioning within a bulk load such that
“separation” scenarios are accounted for.
UNCLASSIFIED
48 of 167
UNCLASSIFIED
Indicative BAT requirements for acceptance procedures when waste arrives at the AD facility
Sampling drummed/IBC waste
15 The contents can only be identified with certainty if every container is sampled.
Acceptance should involve sampling every container. However, analysis of composite
samples is acceptable with such a sampling regime. A representative sample must be
obtained by taking a core sample to the base of the container.
Drum/IBC Labelling
16 For drummed waste, controls should ensure each drum is given a label to facilitate it’s
on site storage and further use.
Waste Rejection procedures
17 The operator should have clear and unambiguous criteria for the rejection of wastes,
together with a written procedure for tracking and reporting such non-conformance. This
should include notification to the customer/waste producer and the Environment Agency.
Written/computerised records should form part of the waste tracking system information.
The operator should also have a clear and unambiguous policy for the subsequent storage
and disposal of such rejected wastes. This policy should achieve the following:
identifies the hazards posed by the rejected wastes
labels rejected wastes with all information necessary to allow proper storage and
segregation
arrangements to be put in place
segregates and stores rejected wastes safely pending removal
Records
18 The waste tracking system should hold all the information generated during preacceptance, acceptance, storage, treatment and/or removal off-site. Records should be
made and kept up to date on an ongoing basis to reflect deliveries, on-site treatment and
despatches. The tracking system should operate as a waste inventory/stock control system
and include as a minimum:
date of arrival on-site
producers details
all previous holders
a unique reference number
pre acceptance and acceptance analysis results
package type and size
intended treatment/disposal route
record accurately the nature and quantity of wastes held on site
where the waste is physically located in relation to a site plan
where the waste is in the designated recovery/disposal route
identification of operators staff who have taken any decisions reacceptance or
rejection of
UNCLASSIFIED
49 of 167
UNCLASSIFIED
Indicative BAT requirements for acceptance procedures when waste arrives at the AD facility
waste streams and decided upon recovery / disposal options
19 All records relating to pre-acceptance should be maintained and kept readily available at
the AD facility for cross-reference and verification at the waste acceptance stage. Records
should be held for a minimum of two years after the waste has been treated or removed offsite.
20 The system adopted should be capable of reporting on all of the following:
total quantity of waste present on-site at any one time, in appropriate units, for
example, 1 cubic meter IBC equivalents
breakdown of waste quantities being stored pending on-site treatment
breakdown of waste quantities on-site for storage only, that is, awaiting onward
transfer
breakdown of waste quantities by hazard classification if applicable
indication of where the waste is located on site relative to a site plan
comparison of the quantity on site against total permitted
comparison of time the waste has been on-site against permitted limit
These records should be held in an designated area, as agreed with the Agency, well
removed from hazardous activities to ensure their accessibility during any emergency
21 Back-up copies of computer records should be maintained off-site.
General
22 Wastes should not be accepted without sufficient capacity being available. These checks
should be performed before the waste acceptance stage is reached
23 The Operator should ensure that the installation personnel who may be involved in the
sampling, checking and analysis procedures are suitably qualified to industry standards
and adequately trained, and that the training is updated on a regular basis.
24 Analysis should be carried out by a laboratory with suitably accredited test methods.
25 Samples should be retained on-site for a minimum of two days after the waste has been
treated.
24 Once analysis in accordance with the sampling plan has confirmed that the waste is
acceptable, the Operator should only then create a batch for AD treatment. Once a batch
has been assembled for treatment, the operator should create a composite sample for
analysis prior to treatment. Scope of analysis depends upon intended treatment but should
be specified.
3.3. Waste reception and storage
UNCLASSIFIED
50 of 167
UNCLASSIFIED
3.3.1. Feedstock Acceptance and Storage
The provision of adequate facilities for the acceptance and storage of feedstock materials is a vital
part of operating a successful AD facility. Feedstock acceptance facilities should enable feedstock
to be delivered in a controlled and safe manner whilst minimising potential for release of fugitive
emissions. Feedstock storage can provide buffering capacity that can be utilised to compensate
for fluctuations in feedstock supply and can also facilitate mixing of feedstock materials to optimise
substrate degradation in the digestion process.
Feedstock material should ideally be utilised as soon as possible in order to prevent its decomposition prior to digestion to reduce avoidable fugitive emissions and prevent loss of biogas
yield. Lack of control and management of materials within reception facilities may also lead to
problems within the biological process as acidification of carbohydrate-rich feedstock can proceed
rapidly at ambient temperatures potentially leading to sub-optimal digestion conditions.
Process requirements for PAS110 are that input materials, the process and steps used to make
the whole digestate and any separated liquor and separated fibre fractions, shall be stored
separately from any other materials, processes and stores on the same site. Therefore storage
facilities and procedures must be designed to ensure no cross contamination occurs between
inputs and outputs of the process. Each treatment and storage vessel and area shall be clearly
labelled, and correspond with the production process described in the document system, including
the process flow diagram. Details of feedstock storage requirements should be contained within
the site management system.
If an AD facility is storing agricultural slurries prior to treatment the level of slurry must be checked
regularly and arrangements made to ensure that the freeboard is maintained (see Section 3.3.10
for minimum freeboard requirements). Particular care must be taken to ensure that lagoons or
stores do not overflow.
3.3.2. Feedstock reception and storage
A reception area for the solid feedstock is usually required to receive the feedstock, check the
quality of feedstock, pre-treat the feedstock and process it through the plant. The reception area is
typically enclosed in a building which is kept under negative air pressure; this along with door
management reduces the likelihood of fugitive emissions, including noise, dust and odour.
Exhaust air from the reception hall should be treated prior to discharge to atmosphere. The design
must provide adequate space to allow control over waste delivery in order to minimise the amount
of time that feedstock is stockpiled before being processed.
Storage of both feedstocks (prior to digestion) and digestate products is an important consideration
that impacts both the operation of the facility and the capital cost. It is critical that the digesters are
fed regularly to avoid depletion of the biomass as a result of starvation; so the upstream tank
should be sized to have a residence time to account for weekends, public holidays and when
feedstock is not available and not brought to site as scheduled.
All feedstock storage must comply with the requirements of environmental permitting and with the
good agricultural practice guidelines. If feedstock contains animal by-products, then the storage
and handling systems must be compliant with the requirements of the Animal By-Products
Regulations.
The main objectives for the storing of material prior to processing are as follows:
Store the waste safely; and
UNCLASSIFIED
51 of 167
UNCLASSIFIED
Provide adequate accumulation time (contingency storage space).
The key issues for storage are:
Location of storage area;
Storage Area infrastructure;
Condition/containment of Containers;
Feedstock Control;
Building Air Handling/Air Changes;
Segregated storage of materials; and
Containment to protect the environment and workers health.
3.3.3. Weighbridge / Weighing Facilities
A weighing facility for feedstock is an important requirement if feedstock is being imported from offsite. Recording of material inputs and outputs is required for the Environment Agency and HMRC
purposes, as well as for processing waste transfer notes if biowaste material is being accepted.
Collecting information regarding the quantities and properties of material processed at an AD
facility is also important for the management and operation of the process in order to monitor and
optimise gas yields.
3.3.4. Feedstock Acceptance
The level of infrastructure required for feedstock acceptance will depend on the scale of the
operation in terms of quantities of feedstock to be processed and also the material properties of
the feedstock to be accepted. Small scale AD facilities may only require storage for materials
generated on site such as agricultural manures and slurries. Larger scale commercial operations
will require infrastructure and facilities to accept multiple feedstock deliveries. Depending on the
configuration and type of process the feedstocks may be delivered using simple tractor and slave
units for agricultural units or even pumped directly from slurry stores. Commercial AD plants may
need to receive waste directly from food waste collection vehicles or via transfer on larger
articulated lorries delivering up to 30 tonnes per load.
Where the AD facility forms part of an operation in which biowastes are pre-treated (typically
depackaging) at an off-site facility, feedstock is often received as a slurry. In this configuration the
feedstock is tankered into the AD plant and pumped directly into a storage tank.
3.3.5. Process Areas
It is considered good practice that any AD site should be laid out so that there is a one way flow of
material from intake of feedstock to removal of the digestate products. Where the feedstock falls
under the ABPR, procedures must be in place to ensure that unprocessed feedstock cannot
contaminate the digestate products either directly or via personnel or equipment. Developers
should ensure that the site design and layout allows this requirement to be met effectively.
Developers should ensure that sufficient space around the digester and other equipment is
considered in the layout as this will be required to allow easy access for maintenance and
UNCLASSIFIED
52 of 167
UNCLASSIFIED
operation. Nearly all digesters have to be cleaned out at some time over their lifetime so this
should be considered before construction.
3.3.6. Reception Hall
For most commercial plants, a reception area for the solid feedstock is usually required to receive
feedstock, check the quality of feedstock and perform basic pre-treatment. The reception hall
should allow for the segregation of Animal By-Product (ABP) wastes where accepted to reduce the
risk of cross contamination and should allow for the quarantine of waste not considered suitable for
treatment.
For permitting purposes, the operating areas for unloading, preparing and processing feedstock
must be an impermeable paved surface (i.e. to prevent the transmission of liquids beyond the
pavement surface) designed to the relevant Eurocode or British Standard. Operators shall
demonstrate that the surface design is suitable to accommodate all of the static and dynamic loads
imposed by the vehicles, stored materials, machinery and process plant within the proposed
facility. The pavement design, construction and maintenance shall take into account the
movements, reversing and tipping of vehicles, the use of unloading areas for storage of waste, the
use of mechanical shovels on the floor to move waste, water containing contaminants dripping
from vehicles and the washing down of the floor for cleaning purposes. Feedstock unloading and
preparation areas shall be finished with a proprietary finish to provide sufficient resistance to
chemicals and abrasion for the stated design life. The surface shall have appropriate skid
resistance and be suitable for pressure jet washing.
The reception area should be within an in enclosed building maintained under negative air
pressure with discharges via an emissions abatement system in order to minimise odour and dust
release and to reduce noise during unloading, storage or handling operations. Areas of higher
odour should be remote from main areas of access.
The air extraction system should be sufficient to ensure 3 air changes per hour and no dead
spaces. Higher extraction rates may be appropriate for certain sensitive locations. The system
should be designed to allow higher numbers of air changes within the building where there is
possibility of higher or more acute odour release. Any air movement should be controlled to
ensure air flows are from low odour areas to high odour areas. Operators should consider the use
of air lock entrances at sites with sensitive receptors. Lower extraction rates may also be
appropriate for agricultural sites and may be reduced at times when site activity is reduced, such
as overnight. Fast acting roller shutter doors should be provided for access and egress by delivery
and other vehicles.
When designing the unloading, preparation and maturation areas adequate design features should
be put in place to enhance housekeeping on site.
The reception area should be designed to facilitate cleaning including drainage to allow discharge
of wash waters into gullies and to a sump for use within the process. All reception areas must
have an impervious surface with self-contained drainage and bunded or high kerbing to prevent
any spillage entering the storage systems or escaping off-site. The design should prevent the
contamination of clean surface water. Where ABP material is processed, wheel-wash facilities
should be provided for disinfecting delivery vehicles on exit from the reception hall. The provision
of water and steam should be considered in order to allow for cleaning of vehicles and other
transport equipment following delivery. Steam cleaning should be conducted in an enclosed area.
The reception area must be designed appropriately for the properties of the anticipated feedstock
inputs to the facility. It is also essential that the reception area includes sufficient space and
flexibility to manage changes in the volume and properties of feedstock and vehicles that could
occur over the lifespan of the facility.
UNCLASSIFIED
53 of 167
UNCLASSIFIED
Where feedstock deliveries are required to be offloaded for inspection and acceptance sampling
prior to pre-treatment the reception areas should be segregated (typically into bays) and managed
to ensure waste is not stored for more than 5 days. Where a bay is utilised it should be cleaned
weekly.
Should the inspection or analysis indicate that the wastes fail to meet the acceptance criteria, then
such loads should be stored in a dedicated quarantine area and dealt with appropriately. Such
storage should be for a maximum of five working days.
For agricultural plants treating manures and slurries the requirements for the reception area may
be limited to incorporate a covered area such as a Dutch barn sited on impermeable surface to
prevent unnecessary leachate formation and run off. Drainage should be designed as for larger
plants with clear segregation and management of clean rainwater and dirty water on site.
At the waste reception stage the feedstock material should remain in storage for the least time
possible. Operators should empty their bunkers periodically (at least once a week) to prevent a
build up of older waste in the bunker. This is because a high proportion of waste is putrescible and
will degrade aerobically and depending on the depth, anaerobically, generating odour and
leachate. Operators should follow a First In First Out (FIFO) procedure whereby older deliveries of
waste are removed before newer waste has been deposited in the bunker.
3.3.7. Building Ventilation
AD facilities will include a building ventilation system and an odour abatement system (see Section
7.6 on odour). The function of the building ventilation system is to:
Supply fresh air to occupants; and:
Ensure the air in the room is changed sufficiently to ensure smells, fumes and
contaminants are removed.
Operators should refer to the CIBSE Guide B - Heating, Ventilation and Refrigeration, which
provides ventilation rates for industrial buildings and methods of calculation.
Extracted air from buildings with lower levels of odour can be re-circulated within buildings with
higher levels of odour. For example, extracted air from the Feedstock Reception Building can be
re-circulated in the Biological Treatment Buildings. In this way, the volumes of extracted air
requiring treatment in the odour abatement system will be optimised.
Air extracted from AD buildings, where there is a likelihood of dust generation, should be
processed through a dust filter prior to being re-circulated within other facility buildings thereby
preventing dust emissions and maintaining appropriate working conditions.
3.3.8. Storage Capacity and Type
The dimensioning of storage facilities is determined by the quantities to be stored, delivery
intervals and the daily amounts fed into the digester and the need to turnaround materials to meet
the storage time limits.
The properties of the feedstock such as moisture content will also determine the type and capacity
of storage required. Storage capacities typically need to be designed to ensure a continuous or
semi-continuous treatment process. Commercial AD plants will require access to up to several
UNCLASSIFIED
54 of 167
UNCLASSIFIED
hundred tonnes of feedstock at any time, so extensive storage facilities are likely to be needed to
ensure continuity of supply over weekends (when traffic movements may be controlled) and
holidays.
Sufficient storage space should be available to provide contingency. Contingency plans for
feedstock acceptance are extremely important in order to ensure feedstock can be accepted,
contained, and processed effectively.
Types of storage facility include bunkers and tanks for biowaste material and storage for
agricultural materials including slurries and crop storage. These are discussed further below:
3.3.9. Storage Bunkers and Tanks
Storage bunkers are used to store feedstock brought onto site and may include movable divisions
to allow flexibility to hold feedstock separately before pre-treatment and adding to the digester to
assist plant management and avoid risk of contamination between feedstock.
Storage tanks are generally constructed above ground level for more cost effective construction
and for ease of ongoing maintenance, but may include a reception tank that is below ground level
for ease of discharge from delivery transport vehicles using gravity. However pumping will be
required to extract feedstock from below ground level storage and consideration should be given to
the health and safety implications of designs which introduce the need to clean and maintain areas
which may be assessed as confined spaces.
Storage tanks may include a mechanism for agitation, which in the simplest form would use the
transfer pumps with jetter systems to recirculate the feedstock, but mechanical propeller agitation,
or forced air agitation may be selected according to the type of feedstock being stored, the planned
length of time stored, and the potential for separation and settlement within the stored feedstock.
Storage tanks should be located on an impermeable surface with sealed construction joints and
must provided with appropriate secondary containment that can accommodate a volume at least
110% of the total capacity of the tank. Where tanks are within farms the secondary containment
should be capable of managing at least 110% of the volume of the largest vessel or 25% of the
total tankage volume, whichever is the greater. Any bunds used shall be regularly inspected to
ensure that rainwater is regularly emptied and all connections and fill points should be within the
bunded area with no pipework penetrating the bund wall.
Bunkers that contain odorous or potentially odorous waste should be enclosed or located inside
a building and should either be gas tight with air venting, or maintained under negative pressure by
air extraction via an appropriate odour abatement system. Where there is ventilation local to the
storage equipment this should be managed as part of the site fugitive emissions abatement
system.
3.3.10. Slurry Storage
Digesters treating livestock slurries need to cater for the seasonality in the collected and available
slurry.
Storage must provide at least 750mm of freeboard (earth-banked stores) or 300mm (stores
constructed of materials other than earth)
Temporary slurry storage systems should be of sufficient size to store a minimum of two days’
combined slurry production (including all urine, parlour washings etc) and likely rainfall. The
amounts of slurry collected can be minimised by providing separate drainage for clean roof water
and clean yard water. Farmers are advised to consider roofing over stores and outside soiled yard
areas to keep rainfall out.
UNCLASSIFIED
55 of 167
UNCLASSIFIED
3.3.11. Crop Storage (Ensilement)
The most common technique for ensiling crops is to tightly stack the crop between concrete walls
in “clamps” and sealed with a weighted plastic sheet. The silo may also have a roof cover. Tightly
packing the crops creates anaerobic conditions that help preserve the crop via fermentation.
A bag silo may be used in place of a clamp. The capacity of a typical bag silo is about 6,000 tons.
In smaller crop digestion plants, conventional big bale silos (capacity 660 kg of silage) are applied
for silage preparation and storage.
Silage produces a liquid effluent when it is compressed and ensiled, which must be collected and
stored safely, and this can be used as part of the AD feedstock. Silage storage on farms must
meet the construction standards specified within the SSAFO regulations see Statute Law
Database link in appendix D.
3.3.12. Indicative BAT requirements for Waste reception and storage (also see
Emissions of substances not controlled by emission limits to surface water,
sewer and groundwater)
Indicative BAT requirements for Waste reception and storage
Reception
1. The reception area for the feedstock/waste should be appropriately sized to
accommodate the expected volume and properties of feedstock, check the quality of
feedstock and perform basic pre-treatment.
2. The reception area should allow for the segregation of Animal By Product (ABP)
wastes where accepted to reduce the risk of cross contamination.
3. Where feedstock deliveries are required to be offloaded for inspection and
acceptance sampling prior to pre-treatment the reception areas should be
segregated (typically into bays) and managed to ensure waste is not stored for more
than 5 days. Where a bay is utilised it should be cleaned weekly.
4. Should the inspection or analysis indicate that the wastes fail to meet the
acceptance criteria, then such loads should be stored in a dedicated quarantine area
and dealt with appropriately. Such storage should be for a maximum of five working
days.
Ventilation
5. The reception area should be within an in enclosed building and will include a
building ventilation system and an odour abatement system that maintains the
building under negative air pressure in order to minimise odour and dust release and
to reduce noise during unloading, storage or handling operations. The air extraction
system should be sufficient to ensure at least 3 air changes per hour or equivalent,
higher extraction rates may be appropriate for certain sensitive locations.
6. Operators should consider the use of air lock entrances for sites located in sensitive
areas.
7. Fast acting roller shutter doors should be provided for access and egress by
delivery and other vehicles.
Surfacing and Drainage
8. The reception area should be designed to facilitate cleaning including drainage to
UNCLASSIFIED
56 of 167
UNCLASSIFIED
Indicative BAT requirements for Waste reception and storage
allow discharge of wash waters into gullies and to a sump for use within the
process.
9. All reception areas must have an impermeable surface with self-contained drainage,
to prevent any spillage entering the storage systems or escaping off-site. The design
should prevent the contamination of clean surface water.
10. Where ABP material is processed, wheel-wash facilities should be provided for
disinfecting delivery vehicles on exit from the reception hall.
11. The provision of water and steam should be considered in order to allow for cleaning
of vehicles and other transport equipment following delivery. Steam cleaning should
be conducted in an enclosed area.
Storage
12. Should the inspection or analysis indicate that the wastes fail to meet the
acceptance criteria, then such loads should be stored in a dedicated quarantine area
and dealt with appropriately. Such storage should be for a maximum of five working
days.
13. Impermeable surfaces and sealed drainage systems should be provided for all areas
where waste is stored and/or treated, to prevent contamination from any spillages.
14. Any above ground tanks used for the storage of feedstock, digestate or any other
liquids whose release could be harmful to the environment must be located on an
impermeable surface with sealed construction joints and must provided with
appropriate secondary containment that can accommodate a volume at least 110%
of the largest vessel or 25% of the total tankage volume, whichever is the greater.
Any bunds used shall be regularly inspected to ensure that rainwater is regularly
emptied and all connections and fill points should be within the bunded area with no
pipework penetrating the bund wall.
15. Any below ground tanks or sumps should be constructed with secondary
containment and an appropriate leak detection system.
16. Any tanks that contain odorous or potentially odorous waste should be
enclosed/covered gas tight and with any venting via an appropriate odour abatement
system.
17. Storage areas for drums, bags etc should be designed and managed to prevent any
spillages being released into the environment.
18. Bunkers that contain odorous or potentially odorous waste should be enclosed or
located inside a building and should either be gas tight with air venting, or
maintained under negative pressure by air extraction via an appropriate odour
abatement system. Where there is ventilation local to the storage equipment this
should be managed as part of the site fugitive emissions abatement system.
19. Storage capacities typically need to be designed to ensure continuity of supply over
weekends (when traffic movements may be controlled) and holidays.
20. The storage of digestate that is scheduled for spreading to land needs to take into
account the closed season for spreading to land and the likelihood of adverse
weather conditions that may affect the ability to spread digestate. Storage capacity
of digestate needs to take these factors into account.
UNCLASSIFIED
57 of 167
UNCLASSIFIED
4. Treatment - general principles
4.1. Pre-treatment
The objectives of pre-treating feedstock will typically include:
Removing packaging material from food waste (depackaging)
Removing other non-biodegradable materials, which are not affected by digestion and take
up necessary space
Providing a uniform small particle size feedstock for efficient digestion
Protecting the downstream plant from components that may cause physical damage
Removing materials which may decrease the quality of the digestate
The required level of feedstock pre-treatment is dependent on the nature of the feedstock material
and also the type of digestion process employed. Overall requirements for treatment are to remove
non-biodegradable material and contaminants from feedstock and also to provide optimal
substrate characteristics to enable an effective and efficient digestion process. Pre-treatment
requirements should be decided at an early stage of the project design and be able to provide
flexibility appropriate to process the types of feedstock anticipated to be accepted at the facility.
The following sections provide an overview of typical pre-treatment techniques used in an AD
process. Depending on the AD facility, a combination of these techniques may be utilised in series.
4.1.1. Manual Sorting
Manual separation involves a visual examination of the feedstock material by facility staff on a
picking line or on the floor of a reception hall. In an AD facility treating biowastes this technique is
generally limited to the removal of large contaminants and oversize materials at the reception
stage. These will be removed by hand and stored on site for onward reprocessing. Operators
should consider the need for manual sorting carefully and should consult the Health and Safety
Executive for current best practice on manual handling.
4.1.2. Mechanical Pre-treatment
Mechanical pre-treatment processes include sorting processes to remove contaminants, reduce
particle size reduction and provide mixing / homogenisation. Prior to pre-treating the waste the
operator must have an understanding of the process requirements as these vary according to the
type of system being used.
Table 7. Provides an overview of typical mechanical pre-treatment techniques applicable to an AD
process.
UNCLASSIFIED
58 of 167
UNCLASSIFIED
Equipment
Type
Description
Sieving/
screening
Used to separate large particles. Vibrating sieves, static sieves
and rotary sieves are used.
Trommel
screen
Rotating perforated cylinder used to separate materials by size.
Can be used in series with various screen sizes to increase
effectiveness of sorting. The screen sizes selected depend on the
feedstock delivered and the characteristic required for the AD
process.
Bag Splitter
Comprises a shredder that generally rotates at a low speed and
high torque to split up bags containing feedstock. This action
exposes the waste to the remainder of the process whilst leaving
it intact. Rather than send the entire waste stream through the
bag splitter the bagged materials are often pulled from the
processing line in the pre-sort area and sent through the bag
splitter. These materials will then rejoin the processing line
Sedimentation
Sedimentation is used to separate particles of solid material in
suspension within a fluid. The sedimentation process uses
gravity to remove sands, silt and other contamination present in
the waste stream. The sedimentation process concentrates the
organic solids, which are periodically removed. In a de-gritter (grit
channel) the velocity of the incoming waste is adjusted to allow
the settlement of grit. Grit is best removed to avoid damage to
pumps and other equipment.
Hammer Mill
Method of size reduction consisting of a horizontal or vertical
shaft, with mounted steel hammers, enclosed within a casing
incorporating a screen. The hammers can be fixed or pivoted
where they attach to the shaft. As the shaft rotates, the hammers
break-up the material until it can pass through the screen. The
number of hammers and size of screen assist in determining the
extent of size reduction
Wet Rotating Feedstock is made wet to form heavy lumps of material. This
Drum
with material is then broken up with knives during the rotation of the
knives
drum
Pulverisers
Method of shredding and mixing waste using a rotating steel
cylinder (drum). The rotation of the drum leads to a breakdown of
the softer components as they repeatedly contact the drum wall
and the harder elements in the mixture.
Hydro pulper
Non-biodegradable materials are taken out of suspension due to
their different densities. The light fraction floats on the surface of
the suspension while the heavy fraction is removed by a lock
system at the bottom of the pulper.
Homogenisers
Standard equipment for crushing / pulverising of hard solids in a
liquid, dispersing fine particles evenly.
Cyclone
Cyclones use centrifugal forces to separate materials by density.
This may be used to reduce the liquid content of a feedstock.
Table 7 Mechanical pre-treatment techniques
UNCLASSIFIED
59 of 167
UNCLASSIFIED
4.1.3. Food waste De-packaging Equipment
Food waste de-packaging equipment is designed to remove non-biodegradable packaging material
from delivered food waste prior to digestion.
De-packaging equipment may include elements of the mechanical pre-treatment technology
described above and typically includes a bag splitter, a feeding conveyor or hopper and a unit with
blades, screws, breaker bars or crushers for shredding and breaking apart the packing material.
This is followed by a screening stage comprising various screens depending upon the technology,
product size and consistency. De-packaging systems may operate by using cylinders or screws
that apply pressure and separate liquids/paste from packaging material. The residual packaging
may subsequently be rinsed with water to wash any remaining organic feedstock from the
packaging material.
Table below provides a summary of de-packaging equipment types and performance as listed on
the WRAP food waste de-packaging webpage. Further details and supplier contact details are
provided on the WRAP website (see links in Appendix D).
The separation efficiencies listed in Table 8. are the quoted values from equipment suppliers.
Practical experience suggests that these are rarely achieved and this needs to be taken into
consideration when designing a plant as it has implications on many technical and economic
aspects of design and operation.
Equipment Suitable Material
Type
Details
Capacity
Performance
Turbo
Separator
Flanged inlet, variable
speed, beater blades
and breaker bars.
Various screens
depending upon
product size and
consistency.
1-20tph
Belt / Drum Partly damaged
separator
goods, shelf life
expired articles,
packages made of
cardboard, paper,
plastics, aluminium
foil composite film
with pasty to liquid
contents.
Flexible squeezing belt
and rotating perforated
drum.
Various
capacities
Separator
Screw elevator feed.
Batch process rotary
action, substrate
passed through sieves
and the plastic fraction
is washed before
passing through an
eject hatch aided by a
7.5 to 10 tonnes
per hour
Beverages,
biscuits, baby
foods, cereals,
coleslaw, coffee,
custard, food tins,
gravy granules,
household
products, pasta,
pet foods.
All types of mixed
food waste
including those
packaged in:
plastic, tins, glass
bottles.
UNCLASSIFIED
/
Separation
efficiency up to
99%
Separation
efficiency ~ up to
97%
Separation
efficiency up to
95% for mixed
packaged waste
60 of 167
UNCLASSIFIED
Equipment Suitable Material
Type
Details
Capacity
Performance
/
pulsating compressed
air blast. Washed
packaging material
contains <1% organic
fraction.
Shredder
and pulper
Shredder
and screen
Pre-packaged food
waste, out-of-date
food waste,
packaging waste.
Slow-running shredders
Dissolution of the
organic materials in a
pulper and separation
of contaminants.
Throughput
capacity: (15,000
tpa)
Plastic packaging,
tins, glass.
Feed hopper, 2 screw
conveyors, 2 shredders
and a separating
screen
Throughput
capacity (t/h): 4-8
Material sprayed with
water. Liquidised food
waste runs back down
into a hopper, solid
waste is discharged at
the top into a container
Screw
Press
Mixed supermarket
waste, liquid and
pasty foodstuffs in
cans, tetra-Pack
products,
beverages in PET
bottles, tinned
packaging.
Separation
efficiency up to
99%
Material fed to screw
press via filter chute.
Conical outlet remains
closed until the internal
pressure exceeds the
working pressure.
Internal pressure drives
free liquids/ pastes
through perforated
screen discharging
separated foodstuff into
a hopper. Packaging
retained and
discharged.
Throughput
capacity (t/h): 13t/h, or 8-12t/h
Packaging presses
operate electrocreamy spray cans,
hydraulically. Material
preserving cans/
fed manually into
tins, soft
supply funnel or fully
packaging, PET
automated via
packaging.
conveyors. Separated
liquid collected in largevolume collection
trough and discharged
by a separate level-
Throughput
capacity (m3/h):
2.4 – 17,8
Dairy and ice
cream products.
Screw
Press
Separation
efficiency (%): 9095%
in
conjunction with
Hydro-pulper
Filled drinks cans,
UNCLASSIFIED
Separation
efficiency 70 –
95%, depending
on material
Separation
efficiency (%): 99
61 of 167
UNCLASSIFIED
Equipment Suitable Material
Type
Details
Capacity
Performance
/
controlled pump.
Pulveriser
All liquid filled
containers, dairy
products, biscuits,
cereals
Granules (e.g.
coffee, sugar, salt
and gravy),
Pasta
Tinned Foods
Cosmetic Items
Materials fed into
pulveriser via an infeed
hopper. Twin ‘breaker’
shafts comprising multiblade breaker knives
which contra-rotate,
pulverising the
packaging and
releasing the contents
against an
interchangeable
breaker bar grille.
Up to 25 tonnes
per
hour
(dependent upon
mix)
Material accelerated
within a chamber
results in one material
hitting another,
releasing contents from
the packing. Process
involves no cutting just
acceleration resulting in
low operating costs.
4 – 20 tonnes per
hour
Separation
efficiency up to
99%.
Pharmaceuticals
Plasterboards,
industrial cake or
filter cake
Accelerator
Mixed food waste
Packed food waste
Unpacked food
waste
Slaughter house
waste
Food waste and
Green waste mixed
Energy crops
Separation
efficiency up to
99% dependant
upon
down
removal
Packaging and
contraries are then
removed.
Organic fraction is
completely broken
down with maximum
surface area.
Belt Press
Table 8
Removes foods
from their
packaging.
Handles both cans
and plastic packs.
Two stages. Packaging
opened and pressed
flat in a continuous
operation then cleaned
in the second stage.
Solids in rinsing water
circuit removed,
packages ejected at the
end of the sieve drum.
Can be combined with
a feeding and
discharging facility
Throughput
capacity (t/h): 1-7
(tins)
Separation
efficiency (%): 9098 depending on
feedstock
Examples of Food Waste De-packaging Equipment (source: WRAP)
UNCLASSIFIED
62 of 167
UNCLASSIFIED
4.1.4. Chemical Pre-treatment
Chemical pre-treatment includes oxidative treatments and the addition of acids or alkalis. It is
typically used to improve the digestibility of feedstocks containing complex polymeric substances
such as cellulose and hemicellulose. This will include some energy crops with hard stem material
such as cereal straw, and secondary sewage sludge. Strong acids or alkaline chemicals can be
used to mediate chemical hydrolysis of complex woody polymers and to break open cell walls.
This facilitates further hydrolysis and digestion within the digestion process. Alkali pre-treatment in
particular can be particularly advantageous when using plant material in an AD process.
4.1.5. Thermal and Thermo-chemical Pre-treatment
Thermal and thermo-chemical pre-treatment refers to the use of thermal or a combination of
thermal and chemical methods to enhance the digestibility of polymeric substances and cellulose
and hemicellulose rich feedstocks. The addition of heat increases the rate of the chemical pretreatment which will reduce the capacity of the pre-treatment vessel or reduce processing time.
Reaction conditions may be made more aggressive through the application of pressure.
During thermal treatment the substrate is subjected to low temperatures (<100 °C) or high
temperatures (>100 °C) at elevated pressure to prevent evaporation.
High temperature heating is often performed by steam injection and in the specific case of ‘‘steam
explosion’’, the pressure is quickly released in a flash tank. When the temperature increases above
150-180°C and when there is a fast decrease in pressure, microbial cells are disrupted and
polymeric substances, hemicelluloses and even lignin can become soluble, thus decreasing the
time required for hydrolysis. Thermal pre-treatment is currently under full-scale operation at some
AD Waste Water Treatment Plants (WWTP) in European countries. Laboratory and bench scale
testing has been applied to all categories of feedstock material including food waste, energy crops
and manures.
Freeze/thaw relies on freezing the material from between -10 and -80 °C with subsequent thawing
and it has been applied mostly to Waste Water Treatment Plant (WWTP) residues and to a much
lesser extent than other thermal pre-treatments
Research is currently being conducted into the use of novel chemical pre-treatment techniques
including Microwave Irradiation (MW), which has been applied to all categories of substrates, and
Pulsed Electric Fields (PEF), that has been investigated for WWTP residues and manure. Wet
Oxidation (WO) is a thermal pre-treatment conducted under high pressure with the addition of
oxygen. This technique has traditionally been used for the pre-treatment of lignocellulosic biomass
prior to bioethanol fermentation. These techniques correspond to new innovative attempts of
rendering pre-treatment for AD more efficient and are at an early stage of development.
4.1.6. Ultrasonic Pre-treatment
This technique is commonly used to break down complex polymers in the treatment of sewage
sludges. Mechanical shear forces from ultrasonic cavitation alter the sludge characteristics prior to
digestion and have been shown to increase methane yields.
UNCLASSIFIED
63 of 167
UNCLASSIFIED
4.1.7. Biological Pre-treatment
Biological hydrolysis is a method of speeding up the hydrolysis stage of the AD process. The
feedstock is fed into a vessel in which the environmental conditions (temperature and pH) are
optimised for the microorganisms that facilitate hydrolysis to thrive. Where the biological pretreatment process is operated anaerobically, this may be viewed as the first stage in a multi-stage
digestion process. The configuration of processes as single or multiple stages depends on the
technology provider, the feedstock as well as other technical and commercial considerations.
Multi-stage digestion systems are discussed in more detail in Section 4.3.3.
Enzyme addition is a means of accelerating the process of breaking down the cellular structure of
the feedstock material. Enzymes can either be dosed into a separate pre-treatment stage or
directly into the digester feed. Biological enzymes include the use of cell lysate to speed up
hydrolysis of a feed material.
4.1.8. Nutrient Addition
The addition of nutrients to a feedstock may be required where the intrinsic nutrient content in the
feedstock is known to be low or where biogas yield is lower than expected. This may require the
addition of nitrogen or phosphorous via alternative feedstocks such as agricultural slurries or
supplementing the feed with trace elements. Commercially produced trace nutrient supplements
are available for this purpose and may be considered by an operator to improve digestion
performance and biogas yields. However, studies have shown that the addition of micro-nutrients
is not an effective strategy for the recovery of a severely VFA-laden digester. Where the feedstock
is rich in nitrogen, a carbon rich feedstock such as glycerol may be added to prevent excessive
ammonia formation.
4.1.9. Third Party / Off-site Pre-treatment
Pre-treatment of feedstock material can be conducted off-site from the AD treatment facility at a
third party facility. In an example, source separated food waste collected from households is
accepted at a centralised processing facility where pre-treatment may include de-packaging,
homogenisation, blending and possibly pasteurisation prior to transportation by tanker to one or
more AD plants for treatment. This has been referred to as the Hub and PoD (Point of Digestion)
concept. The objectives and requirements for pre-treatment at a third party facility are equivalent to
an on-site facility. The pre-treatment facility will require a separate site permit and biowaste
material must be transported to and from sites in accordance with Duty of Care legislation.
4.1.10. Pasteurisation
A pasteurisation stage is required if an AD operator is treating ABP material and is also a
requirement for PAS110 certification. Pasteurisation temperatures must be continually monitored
to ensure compliance with the regulations.
If the feedstock includes Animal By-products then temperatures must be maintained at required
levels set out in the Animal By-Products Regulations to ensure sanitisation has been achieved.
Refer to Table 4.3 in Section 4 for required ABP pasteurisation temperatures. Further information
UNCLASSIFIED
64 of 167
UNCLASSIFIED
regarding the ABPR approval process can be found on the animal health website (see links in
Appendix D).
To qualify for PAS110 certification, digested materials must be produced by an AD process that
includes a pasteurisation stage as specified by the ABP regulations even if not digesting any ABP
material. Operators should refer to the PAS110 specification for current guidance.
There are EU and National standards for minimum temperature and time and maximum particle
size that AD plants processing Category 3 ABP or Category 3 ABP including catering wastes can
apply. These requirements are summarised in Table 9. below:
Minimum Temperature
Minimum Time
Maximum
Size
1 hour
12 mm
Particle
EU Standard
70°C
National Standard (option for catering waste only)
57°C
5 hour
50 mm
70°C
1 hour
60 mm
Table 9
Animal By-Products Pasteurisation Requirements
For low solids feedstocks pasteurisation can be achieved in a number of ways both pre and post
digestion. A commonly used system involves pumping substrate through a heat exchanger to
slightly above the desired temperature before leaving it to reside in a highly insulated tank for the
required time. Most plants operate on the 70°C:1 hour pasteurisation conditions. The heat for the
exchanger is provided by hot water taken from the jacket and exhaust of associated engine
generators on the CHP unit or from a boiler output.
Thermometers and stirrers in the tank ensure that the required temperature is met in all of the
material. Multiple pasteurisation tanks (typically three or more) may be used in order to process
feedstock on a batch basis with one tank filling, one discharging and the third being held at the
required temperature. This helps to provide a regular supply of feedstock to the digester. The heat
from pasteurised material may be recovered via heat exchangers to reduce feedstock to the
required digestion temperature.
For high solids feedstocks, pasteurisation can be achieved by augering material into a highly
insulated tank and applying heat via heating elements or steam lances. The elements will be
situated in the centre of the vessel, whilst temperature probes will be situated in the vessel walls to
ensure that the material has reached the required temperature throughout. After a period of 1 hour,
the material can be augered out of the bottom of the tank into a sealed storage tank.
Capturing heat from the dry material for re-use is very difficult due to the insulating properties of
the dry material. The pasteurisation process can pre-heat feedstock prior to digestion at mesophilic
or thermophilic temperatures, which is often a requirement in high solids systems due to
operational difficulties in achieving the required temperature within the digester.
4.2. Loading Techniques
The biodegradable feedstock is introduced to an anaerobic process either as a batch or
continuously. This loading of the process is also referred to as feeding the digester.
UNCLASSIFIED
65 of 167
UNCLASSIFIED
4.2.1. Continuous Flow Systems
In continuous systems feedstock is continually fed into the digester and the digestate outputs are
similarly continuously discharged. Where the feedstock is consistent (either as it arises or as a
result of storage and pre-treatment) this enables a more stable rate of digestion and biogas
production, allowing downstream gas processing systems to be optimised. Some systems may be
operated in a semi-continuous process whereby an amount of feedstock is added to the digester
and digested material is removed in batches representing a proportion of the total digester content.
Biogas is generated continuously in both options although the semi-continuous feeding yields
some natural diurnal variation in gas production rates.
4.2.2. Batch Fed Systems
In batch fed systems, digesters are filled entirely with fresh feedstock and the digested contents
are removed following the required retention time. Batch Fed AD systems are designed to be less
complex and are typically more suited to smaller scale applications. Batch processes are
considered relatively robust, however, a lack of mixing in the digester may lead to substrate
stratification, a reduced area of active digestion resulting in less efficient digestion. Therefore batch
fed systems usually require a large digester volume, longer retention times, and lower organic
loading rates. Processing a new batch of feedstock requires re-starting the system, re-seeding,
and re-heating the digester. This can result in a lag phase in the digestion process before digestion
stabilises and biogas is produced. Biogas production in the digester will also decline over time
(typically following a plateau after approximately 10 to 14 days). To compensate for the unsteady
levels of biogas production in a single digester, multiple batch fed digesters may be operated in
parallel but with staggered start and end times (sequential batch processing). This will maintain
biogas production levels and allow gas processing to be optimised.
A generalised comparison between continuous flow and batch fed AD systems is provided in Table
10.below:
Digester
Feeding
Advantages
Disadvantages
Continuous
(semi-continuous)
- Biomass retained within the
digester providing stable
digestion conditions
- Generally higher capital and operational
costs
- Steady gas output
- Higher digestion efficiency and
biogas yield
- Requires additional infrastructure for
pre-treatment to provide a substrate
composition suitable for continuous
feeding (higher moisture content)
- Shorter retention times
Batch Fed
- Lower technical complexity and
capital costs
- Lower maintenance required
- Larger space required for digester
- Generally lower digestion efficiency and
biogas yield
- Generally Longer retention times
- Variation in biogas production (unless
multiple digesters are used)
Table 10
Comparison between Continuous and Batch Fed Systems
UNCLASSIFIED
66 of 167
UNCLASSIFIED
4.3. Digestion
4.3.1. Start-up of a Digester
There is no standard procedure for the start-up of an AD system and procedures should be
specified by the technology supplier and detailed as part of the design and commissioning
process. An overview of considerations during the start-up process is provided below.
The commissioning process will require testing of all equipment and pipework prior to loading the
digester.
Seeding of the digester is conducted to provide active biomass prior to loading the digester with
feedstock material.
Approaches to loading a digester on start-up may require a stepped increase in loading based on
the rate of conversion of feedstock, starting with the reactor only 50% full for example. Purging
with Nitrogen is an essential safety precaution to ensure an inert atmosphere is maintained within
the vessels.
Other procedures may flood the digester as this provides a better examination of the pipework and
is, in effect a wet commissioning of all the mechanical and electrical components. The key
elements of a start-up procedure are consistent in both approaches and include;
The preparation of a viable biomass from a suitable source;
The acclimatisation of the biomass to the feedstock; and
The gradual loading of the biomass up to the design conditions under close
monitoring.
The biomass (inoculum) used in seeding the digester during start-up should ideally be sourced to
match the type of feedstock to be processed at the facility. For example, if the main feedstock to
be processed is food waste then digested material from a successfully operating food waste AD
plant should be used.
This will provide microorganisms responsible for biogas production that are already adapted to the
substrate. Alternatively, digested manure may be used as inoculum as it generally has a relatively
high buffer capacity, which is an advantage when starting up a digester with quickly acidifying
materials such as food waste.
Sewage sludge is also used as an inoculum. Although not specific to a particular feedstock, it has
the benefit of being readily available but will require screening to remove fibre and concentrate
active biomass.
Digested materials should be used in preference to fresh manures because less time will be
required for acclimatisation of the microbial population. The presence of methane producing
bacteria is vital for start-up, and biomass originating from non-methanogenic processes, such as
compost, is not suitable as an inoculum.
UNCLASSIFIED
67 of 167
UNCLASSIFIED
Gradual loading of the digester may be required in order to ensure that optimal conditions for the
growth of anaerobic micro-organisms are maintained. The basic approach is that the feeding of the
reactor is increased step-wise, with the increase in feeding rate determined by the VFA
concentration and pH in the digester.
Regardless of the procedure employed, monitoring VFA concentration and pH is important for
assessing the performance of digester during start-up. Where gradual loading is used, the empty
air space in the digester should be flushed with nitrogen gas in order to prevent the creation of
explosive atmospheres and prevent loss of viable methanogenic biomass.
4.3.2. Design temperature
The operating temperature of an AD system influences the rate at which the digestion occurs, with
higher temperatures generally corresponding to a faster rate of digestion and therefore reduced
retention times. The operating design temperature for a digester also has impacts on capital and
operational costs, and size requirements.
The digestion process in the mesophilic range is well understood and requires less energy to
sustain the operation than a thermophilic process. Bacteria operating in the mesophilic range are
more robust and can tolerate greater changes in environmental parameters such as minor
changes in feed or feedstock solids content. The stability of the mesophilic process makes it more
popular in current AD facilities in comparison to thermophilic digestion, but at the expense of
longer retention times and lower biogas yields. In cases where feedstock varies, mesophilic
digesters are more suitable.
Thermophilic digesters generally operate at a faster rate, achieve higher solids destruction and
higher methane production and more effective pathogen reduction. This may mean that the
required plant footprint is lower than for an equivalent mesophilic system. A thermophilic digestion
system may be designed so that a separate pasteurisation stage is not required, reducing capital
costs of providing additional tanks, pumps and other ancillary equipment. The effectiveness of
plant pathogen destruction has been demonstrated in thermophilic digestion systems and is one of
the key reasons why AD facilities processing plant materials tend to be operated at thermophilic
temperatures. These systems are typically operated in a plug flow configuration to prevent back
mixing or re-infection within the digester. Disadvantages of thermophilic digestion include higher
energy requirements and additional equipment to provide in-situ heating of the contents of the
digester or the heating and circulation of substrates to and from external heat exchangers required
to maintain the higher operating temperatures.
A further categorisation of digester design temperature is psychrophilic digestion. Psychrophilic
digestion occurs at ambient temperatures in the range 5-15°C. Operating at such temperatures
has a substantial impact on the energy balance. Due to the corresponding lower rates of
degradation, this may imply a larger digester and this will have an impact on capital costs and
landtake.
Psychrophilic digester designs are typically lagoons which may be covered with a basic system to
collect biogas. The ultimate gas yield of psychrophilic digestion is lower than at mesophilic
temperatures. Due to large land area requirements and low biogas yields, digestion systems
operating at psychrophilic temperatures are regarded as low grade technology and unsuitable for
use in England and Wales. For this reason Psychrophilic Digestion is not classed as
Anaerobic Digestion for the purposes of the EPR regulations 2010.
UNCLASSIFIED
68 of 167
UNCLASSIFIED
An overview of the operating characteristics for mesophilic, thermophilic and psychrophilic digester
designs is provided in Table 11:
Digester design
Advantages
Disadvantages
Mesophilic
- Typically stable digestion
and more robust to changes
in feeding regime
- Additional infrastructure
required for pasteurisation of
ABP material
- Lower energy
requirements than
thermophilic digestion
- Lower capital costs
Thermophilic
- Higher biogas production
rates
- Shorter retention times
- May not require a
separate pasteurisation
stage
- Typically less stable microbial
population and more sensitive
to changes in feedstock
properties
- Higher energy demand and
additional equipment required to
maintain process temperature
- Smaller plant footprint
(reduced visual impact)
Psychrophilic
- Generally lower capital
and maintenance costs
- Uncontrolled digestion
process efficiency
- Low and unstable biogas
production rates
- Large space requirements
Table 11
Comparison between Mesophilic, Thermophilic and Psychrophilic Systems
4.3.3. Single stage vs multi-stage systems
As discussed in Section 2, the microbial stages of anaerobic digestion occur at different rates and
the bacteria responsible for each step may be more sensitive to factors such as temperature and
pH. In single stage digestion systems all of these processes occur within the same vessel. The aim
of multi-stage AD systems is to provide optimal conditions for different stages of the digestion
process in order to maximise degradation and biogas production. Typically multi-stage digestion
involves separating out the faster hydrolysis and acetogenesis stages from the slower
methanogenesis stage.
The increased technical complexity of a two stage digestion process compared to one stage does
not always lead to higher digestion rates and biogas yields. The main advantage is the greater
biological stability for plants with fluctuating type of feedstocks and fluctuating organic loading
rates. In effect the initial stage provides greater balancing capacity within the process and allows
for more regular loading of the digester.
UNCLASSIFIED
69 of 167
UNCLASSIFIED
A two stage process with a separate hydrolysis stage may be used to increase the rate of
hydrolysis by supplying a small amount of oxygen in an anaerobic zone, creating microaerophilic
conditions. For rapidly degradable wastes such as fruit and vegetables, the slower metabolism of
methanogens relative to acidogens could lead to a build up of VFA, potentially inhibiting the
digestion process in a single stage system.
In some instances the storage of digestate with biogas recovery may also be referred to as twostage digestion by some technology providers and operators. This is fundamentally different to the
2-stage process described above and is discussed in Section 7 on digestate treatment and
storage.
Some two stage reactor designs include ring tank, or ring in ring digesters that have a tank within a
tank, one each for either methanogenesis or hydrolysis.
A comparison between single and multiple digester designs is provided in Table 12.:
Advantages
Single Stage
Lower
capital
maintenance costs
Lower
complexity
Multi-stage
Table 12
Disadvantages
and
technical
- Less control of the digestion
process in comparison to multistage systems
- Allows greater control of Additional
capital
and
the digestion process and maintenance costs
biological stability
- Greater technical complexity
- Suitable for fluctuating
feedstock types and rapidly
degradable
feedstock
material
Comparison between Single and Multi-Stage Systems
4.3.4. Low Solids (Wet) or High Solids (Dry) Processes
The main difference between a high solids (dry) digestion and a low solids (wet) digestion system
is the operating level of solids in the digesters and the corresponding means of mixing. A further
categorisation of liquid effluent digestion refers to treatment of feedstock of less than 0.1% dry
solids, but these systems are usually associated with wastewater treatment applications. Most
current systems operating in the UK for the treatment of biowastes are low solids systems.
Low solids waste systems are particularly suited to treating feedstocks containing 5 to 15% dry
solids. The feed to the digester may comprise much higher solids content, but fed at a rate that
dilutes the solids concentration down to the operating condition of the digester. Typically these
digesters also include re-circulation of a proportion of the digested material to assist the mixing
system. Low solids digesters are suitable for all types of organic waste including liquid wastes, with
the exception of woody green waste.
UNCLASSIFIED
70 of 167
UNCLASSIFIED
In high-solids systems, the digester contents are kept at a solids content of 15 - 50 % Total Solids.
Generally speaking high solids digesters require some recycling of liquid digestate from the end of
the process. It should be noted that although referred to as “dry”, a high solids digestion process
still operates with up to 85% moisture content of the substrate. High solids processes typically
produce less wastewater than low solids digestion systems and therefore require less equipment
for managing this effluent stream. Plastics and other low density materials can lead to problems
with floating layers in low solids AD systems; this is less of an issue in high solids systems. High
solids systems do not usually have internal mixing, and depend on external mixing of the feed for
homogeneity and the dispersion of the inoculum. High solids digesters are most suitable for
feedstocks containing elements of green waste (garden waste etc) as they are capable of handling
large particle sizes.
A comparison between low and high solids AD systems is provided in Table 13:
Low Solids
High Solids
Advantages
Disadvantages
- Systems are usually fully
mixed allowing greater
stability and control of
digestion conditions
- More sensitive to feedstock
contamination
- Less sensitive to
feedstock contamination
- Generally larger plant
footprint required
- Capable of handling
feedstock containing green
waste
- Lack of digester mixing,
reduced control of the digestion
process
- Generally not suitable for
processing feedstock containing
green waste
- Typically produces less
waste water
Table 13
Comparison between Low and High solids Systems
4.4. Digester Designs
The following sections provide an overview of the most commonly used AD digester designs.
4.4.1. Low solids processes
4.4.1.1. Continuously and Semi-Continuously Fed Low Solid Digesters
The most widely used low solids AD system is a Continuously Stirred Tank Reactor (CSTR) which
typically refers to a steel or concrete tank that is mixed either by impeller / gas injection, pump
recirculation or a combination of these approaches. In a single stage CSTR reactor all chemical
and biological reactions happen within the same tank and can be operated at mesophilic or
thermophilic temperatures. The mixing process in a CSTR is required to be designed to prevent
short-circuiting of digestion, preventing passage of a fraction of the feedstock with a shorter than
intended retention time. Short-circuiting reduces biogas yield and (more importantly) impairs
proper feedstock stabilisation and hygienisation. CSTR type digesters can be fed on a continuous
basis whereby substrate is added and digestate removed continually, or loaded semi-continuously.
UNCLASSIFIED
71 of 167
UNCLASSIFIED
The design of CSTR digesters should allow for sludge draw-off and grit removal. This can be
provided by either having a conical bottom with a central desludging pipe or a "waffle" shaped
bottom.
A typical layout for a CSTR digester is shown in Figure 5 below.
Figure 5: Typical CSTR Digester Layout (Source: REA Biogas)
4.4.2. Anaerobic Lagoons
Anaerobic lagoons can be described as covered ponds. However, it is important to distinguish
between storage of slurries in ponds in which the principal purpose is storage and where
generated gas may be collected, and engineered lagoons designed to actively manage biowaste
material to generate biogas. The management of slurry stores falls within the SSAFO regulations.
In a typical anaerobic lagoon design, organic material enters at one end and the digested material
is removed at the other. The lagoons generally operate at ambient (generally using organisms that
are Psychrophiles or Cryophiles (bacteria or archaea) that can survive at -15 to +10 degrees
Celsius) temperatures and for AD are classed as psychrophilic. Consequently, the reaction rate is
affected by seasonal variations in temperature. Some designs may incorporate a heating system to
maintain operational temperatures.
Psychrophilic Digestion is not classed as Anaerobic Digestion for the purposes of the EPR
Regulations 2010.
Where anaerobic lagoons are operated at psychrophilic temperatures, the rate of conversion of
solids to gas is low. In addition, solids tend to settle to the bottom where decomposition occurs in a
UNCLASSIFIED
72 of 167
UNCLASSIFIED
sludge bed. The lack of mixing or agitation means that there is little contact between bacteria and
the bulk of the liquid. The biomass growth is slow and the overall concentration of biomass is low,
resulting in very low organic solids conversion to gas. Actual gas production rates are low and
erratic.
Solids may be screened and removed prior to entering the lagoon, but a considerable amount of
energy potential is lost with the removal of these solids. The sole advantage of anaerobic lagoons
is low capital cost. The low cost is offset by the lower energy production and poor effluent quality.
Periodically the covered lagoons must be cleaned to remove accumulated solids at considerable
cost and this may also generate considerable odour.
Designs of anaerobic lagoons include an impermeable UV resistant liner placed over the top of the
lagoon to capture and trap the biogas resulting from the natural breakdown of the slurry in the
lagoon. The liner is held down on the surface of the lagoon by weighted uPVC pipes filled with
water forming a boom or dug in to the lagoon bank with a key trench. Gas is collected and pumped
to a boiler or engine for energy generation. No additional heat or control measures are used, with
limited or no stirring. Lagoons need to be deep, 4m ideally with steep sides.
Variations to the design of anaerobic lagoons include flexible anaerobic lagoon tanks which utilises
a series of smaller flexible digestion tanks with separate gas collection systems. An Accumulation
Continuous Flow (ACF) system is similar to a lagoon tank and acts as a slurry store but includes
an overflow holding tank in times such as winter when demand for digestate is low.
Figure 6 below, shows a typical layout for a covered anaerobic lagoon.
Figure 6: Covered Anaerobic Lagoon.
4.5. High solids processes
4.5.1. Continuously Fed High Solids Digesters (Plug Flow)
In a plug flow reactor, a plug of feed passes through the reactor as a discrete slug. Plug flow
digesters are not always mixed, and when mixing is done it is only in the vertical direction. As a
result the digester contains material in different stages of the digestion process.
Plug flow digesters are loaded mechanically using an auger type delivery mechanism and are
suited to high solid materials. Feedstock is loaded into one end of the digester, and the digested
material is unloaded from the opposite end. Paddles on the axle are placed in a spiral formation
so that the digesting material is slowly ‘corkscrewed’ through the digester. The heating is from hot
water which is circulated through the mixing paddles nearest to the feeding point. Plug flow
digesters can be operated at mesophilic or thermophilic temperatures. Due to limited mixing within
UNCLASSIFIED
73 of 167
UNCLASSIFIED
the digester, feedstock must be inoculated by mixing with digestate prior to digestion. Plug flow
digesters can be vertically or horizontally mounted.
The size of plug flow digesters are usually limited by mechanical torque constraints of the mixing
axle, motor and gearbox and multiple digesters maybe used to provide more capacity. Plug flow
digesters can be subject to stratification, where sands and silts settle to the bottom of the digester
and organic fibres migrate to the surface. The stratification can be partially inhibited by maintaining
a relatively high solids concentration in the digester. Some designs of plug flow digester include
gas mixing systems to reduce stratification. However, solids will periodically need to be cleared
from the digester requiring a shut down.
A typical design for a plug flow digester is provided in Figure 7 below
In the top picture, substrate is added from the left. Inside the digester is a horizontal steering
mechanisms, which transports the substrate from left to right
Figure 7: Horizontal Plug Flow Digester (source: Raven & Gregersen, 2005).
4.5.2. Batch Fed High Solids Digesters
These systems take a batch of relatively dry material which is loaded into a vessel and processed
for a set period of time for the digestion to take place. The process is suitable for processing
stackable organic matter with typically 50% dry matter content.
Vessels are normally a concrete constructed tunnel, with a removable and sealed door on one end
and of a large enough dimension to allow loading of feedstock and removal of digested solids
using a wheeled loader vehicle. The vessel has gas collection from the top of the vessel, and
liquid percolate is circulated around the vessel, irrigated to the surface, and collected in a
perforated drainage floor. The percolate can be retained in a separate sealed tank that services
the batch vessels with liquid innoculant.
Due to their appearance they are often termed garage systems. As the system is a batch process
the number of individual vessels in a system is typically four or more, operated on a sequential
batch basis in order to provide a more continuous biogas production.
UNCLASSIFIED
74 of 167
UNCLASSIFIED
Operating multiple high solids batch digesters rather than a single large digester enables flexibility
in the processing of feedstock and avoids the requirement for substantial feedstock and digestate
storage capacity and potentially long storage times.
No mixing of substrate occurs within the digester, therefore feedstock is required to be mixed
sufficiently prior to digestion in order to ensure homogeneity. The porosity of the substrate may be
increased by the addition of structural biowaste such as straw. This facilitates the limited mixing
achieved within the digester by introducing leachate recovered from the base of the process to the
top of the substrate and allowing it to percolate through the mass.
4.6. Retention Time and Digester Capacity
For all anaerobic systems, digester capacity is directly related to the design retention time, the
operating temperature and the quantity of material processed. Longer retention times within the
reactor releases more biogas and cuts down post digestion methane release. However, excessive
retention times are not economic. Typical retention times range from 20 - 40 days, with energy
crop and crop residue feedstock requiring the longest retention times. Therefore, installed capacity
becomes an economic balance between the capacity cost and the biogas production and is
dependent on the feedstock to be processed.
4.7. Digester Design and Construction
In general, anaerobic digestion plants are provided as prefabricated, modular turnkey packages. At
both large and small scale AD facilities, prefabricated section tanks are increasingly the norm.
Small scale plug-flow systems are usually of concrete construction but concrete CSTRs are now
rarely used in larger Centralised Anaerobic Digestion (CAD) facilities and small scale plants due to
their technical limitations within larger designs and more expensive construction costs.
Anaerobic digestion tanks can be either cylindrical, rectangular or egg-shaped. The most common
design is a low, vertical cylinder. Cylindrical digesters have no “dead” corners, where biomass can
accumulate, provided an appropriate mixing system is installed.
In continuously fed, low solids systems, the use of two (or more) digesters, as opposed to a single
vessel, can provide operational flexibility (non-feeding of one reactor in times of low load or when
there is a risk of inhibitory substances in the feed). It is also easier to start-up one vessel during
commissioning and then seed additional reactors using digested solids from the first as the
biomass will have developed to reflect the characteristics of the feedstock. Major shutdowns can
be staggered to maintain 50% or more availability. The reactors should be operated in parallel
during normal operation.
Vessels used for treatment should be equipped appropriately e.g. high-level, pH, temperature and
pressure monitors. These should be automatic and continuous and linked to a clear display in the
control room or laboratory together with an audible alarm. Depending on the operational model,
location, and manning levels, process monitoring may be interlocked so that, for example, reactor
feeding stops when an alarm condition is evident. The detailed requirements for process
monitoring, alarms and interlocking should be informed by risk assessment.
UNCLASSIFIED
75 of 167
UNCLASSIFIED
4.8. Digester Mixing and Heating Techniques
4.8.1. Digester Mixing
Efficient mixing in a low solids digester is important in order to:
ensure complete digestion; to prevent short circuiting (whereby feedstock is
diverted out of the digester before being fully treated); and
to ensure uniform heat transfer and to prevent sedimentation of silt and
stratification in the reactor.
In order to monitor mixing efficiency and to check potential solids settlement, a series of sampling
ports at different heights along the walls of the digester can be incorporated. This will allow
detection of any decrease in suspended solids content towards the bottom of the digester tank,
indicating the need for maintenance of the mixing equipment. Since efficient mixing is essential for
successful operation of low solids systems, a lithium tracer test should be carried out during the
commissioning phase in order to test the adequacy of the mixing system installed.
Studies have shown that excessive mixing can disrupt the digestion process and reduce biogas
yields potentially due to the disturbance of the structure units of the biomass which form flocs or
granules. The microenvironments within these microbial structures are thought to offer some
protection to changes within the environmental conditions within the digester and this may be lost
where there is excessive mixing.
There are typically three types of techniques which are used to mix feedstock within the digester
vessels, these are:
Mechanical Mixing;
Gas Mixing; and
Hydraulic Stirring.
They may be used in isolation or in combination. Each of these techniques is discussed below,
and includes suitability of application and advantages and disadvantages:
4.8.1.1. Mechanical stirring
Mechanical mixing systems include an agitator or impeller mixing. The mixing may be enhanced
through internal baffles to create turbulence and avoid dead zones (areas with low mixing and
consequently ineffective digestion within the reactor).
Impeller mixing systems consist of an impeller, a drive shaft, a gearbox or variable speed drive and
a motor.
Damage or failure of the impeller itself may require some form of shutdown to affect a repair or to
retrieve the impeller. Although some designs allow extraction without requiring shutdown of the
digester. A mechanism for maintaining the stirring system without the need to drain down the
digester is very important for safety and to reduce maintenance costs.
UNCLASSIFIED
76 of 167
UNCLASSIFIED
If mechanical mixing is used, slow speed mixers are the favoured option as they use less energy
and the external motor and gearbox are accessible for maintenance. Single large mixing blades, or
top and bottom paddle designs are less susceptible to fouling by fibrous materials.
Impellers may be top or side mounted designs both of which are described below.
4.8.1.2. Top Mounted (Large Blade) Impellers
These systems consist of a single large impeller with a roof mounted motor and gearbox with a
suspended shaft. The blade will be mounted near the base of the digester and rotate at low RPM,
creating a large downward flow that will set up a recirculation current within the digester. A second
smaller impeller will often be installed just below top water level to ensure an even top to bottom
flow pattern.
When considering roof mounted impellers it is important to assess additional costs for the digester
roof to support and access the motor, shaft and gearbox. Due to the low speed of the unit the
absorbed power is typically very low, typically 3.5kW for a 2000m3 digester.
4.8.1.3. Side Mounted Impellers
Very common in energy crop digesters these mixing systems usually incorporate an external motor
and gear box mounted on the digester wall with a long angled shaft and smaller (than the large
blade above) impeller. Due to the smaller diameter of the impeller these systems tend to run at
higher RPM than large blade impellers and can achieve a vigorous mixing within the digester.
Consideration must be given to the avoidance of long fibres in the substrate that may catch on the
blades.
4.8.1.4. Gas Mixing
Gas or pneumatic mixing systems recirculate biogas through the tank to induce mixing, with most
configurations discharging gas at or near the bottom of the tank. All gas mixing systems include a
compressor to increase the gas pressure to allow injection into the digester tank. Gas mixing is
typically not suited to AD facilities with dry solids content exceeding 5 to 8 percent in the digester.
Mechanical or hydraulic mixing are more commonly used for higher solids applications.
Different types of gas mixing system can be employed including unconfined and confined systems,
and venturi systems. These are outlined in Table 14 below.
Description
Unconfined Gas - Draw biogas from the digester headspace which is
Mixing
compressed and reintroduced into the base of the digester
via a series of nozzles. The nozzles may be designed to
operate simultaneously or sequentially. Sequential mixing is
more effective in substrates with higher solids contents.
- Gas introduces a re-circulation current promoting mixing in
the digester
- No moving parts requiring maintenance
Confined
Gas
UNCLASSIFIED
- Similar to unconfined mixing except gas is re-circulated via
77 of 167
UNCLASSIFIED
Mixing
a mixing tube producing a gas lift effect to promote mixing
(often referred to as ‘blurping’)
- May incorporate heat exchangers to maintain digester
temperature
- Less common in new systems
Gas
Injection - Hybrid of hydraulic and gas mixing systems, digester
Venturi
material is pumped through a venturi device that draws gas
from the digester headspace and mixes it with the slurry
- Produces a liquid jet mixed with gas bubbles which rise a
plume and a recirculation current within the digester
Table 14
Gas Mixing Systems
4.8.1.5. Hydraulic stirring
If stirred hydraulically, the substrate in the digester is mixed by pumps and horizontal or additional
vertical pivoted vents in the digester. The suction and discharging of the substrate must be
designed in such a way that the digester content is stirred as thoroughly as possible.
Hydraulically stirred systems have the advantage that the mechanical parts of the systems are
located outside of the digester, subject to lower wear and can be easily maintained. Hydraulic
mixing is only occasionally appropriate for destruction of floating layers and, like the pneumatic
stirring, only used for low solids liquid feedstock, with a low tendency of forming floating layers.
Pumped mixing systems consist of pumps, piping and nozzles. The pumps are typically “chopper”
pumps or incorporate in-line grinders to prevent fibrous materials from causing plugging problems.
The pumps are installed outside the tanks to allow easy access for maintenance. High-velocity
nozzles are mounted inside the tanks.
Description
Pump
Recirculation
- entire contents of the digester are pumped typically from
the bottom to the top over a period of 2 to 10 hours to fully
mix the tank
- More common for large digesters
- Digested slurry is pumped through a series of smaller (50 –
100 mm) nozzles creating high velocity jets
Jet Mixing
- Promotes mixing through bulk movement and entrainment
in the jet stream
- Require higher input energy to mix a given volume
- Maybe paired with chopper pumps to prevent pipe
blockages
- Jets can be positioned to scour the base of digesters and
entrain floating crust material
Table 15
Hydraulic Mixing Systems
UNCLASSIFIED
78 of 167
UNCLASSIFIED
4.8.2. Digester Heating Techniques
In order to achieve and maintain a constant process temperature and to compensate for eventual
heat losses, digesters must be insulated and heated by external heating sources. The most
frequently used source is heat from the Combined Heat and Power (CHP) unit of the biogas plant.
Insulation options are to spray the tank with foam insulation or to use rigid board insulation
attached to the tank and then covered with metal cladding.
The heat requirements of digesters consist of the amount needed to raise the feedstock to digester
temperatures, and to make up for losses from the digester and process pipework. The heat source
is usually from the CHP unit although a biogas boiler or even oil or electrical heaters may be used.
There will generally need to be an alternative source of heat to the CHP to provide heating for the
digester at start up or when the CHP is not operating.
Heating the feedstock can be done either during the loading process (pre-heating) through heat
exchangers or from the direct injection of hot steam, or it can be done inside the digester by
heating elements. Pre-heating the feedstock during feeding, has the advantage of avoiding
temperature fluctuations inside the digester. External pre-heating typically uses plate heat
exchangers or “shell and tube” heat exchanger designs. In AD systems with a pre-digestion
pasteurisation stage, pasteurised feedstock may need to be cooled to the required digestion
temperature via heat exchangers prior to introduction into the digester.
A sufficient heat transfer area should be provided to minimise high temperature differences and
prevent local high hot water temperatures leading to fouling of exchange surfaces and more
frequent maintenance.
Heat recovery from digestate also reduces the overall demand for heat but is likely to increase
maintenance demands due to the fouling of heat exchangers.
Deposition of struvite (magnesium ammonium phosphate) in heat exchangers is an issue in some
waste water treatment AD plants, in particular in processes where effluent (centrate or filtrate) is
recycled through the process. The mechanism of struvite formation is poorly understood but can
lead to reduced efficiency and additional maintenance requirements for heat exchangers.
Steam heating (the injection of steam directly into the incoming feed line) is used in some digesters
eliminating the requirement for digester heat exchangers.
In digesters with internal heating systems, cold feedstock is pumped directly into the digester tank
and the temperature is regulated by either wall-embedded or wall mounted piping Internal heating
is not frequently used because of the inherent operational and maintenance problems associated
with this type of heating system.
UNCLASSIFIED
79 of 167
UNCLASSIFIED
4.8.3. Indicative BAT requirements for Treatment - general principles
Indicative BAT requirements for Treatment - general principles
Digester Startup
1. Where gradual loading is used, the empty air space in the digester should be flushed
with nitrogen (or other inert gas) gas in order to prevent the creation of explosive
atmospheres.
Management and Pre Treatment of Wastes
2. The pre-treatment of wastes to remove non-biodegradable material and
contaminants from feedstock and also to provide optimal substrate characteristics
to enable an effective and efficient digestion process.
The objectives of pre-treating feedstock will typically include;
Removing packaging material from food waste (depackaging)
Removing other non-biodegradable materials e.g. grit & metal, which are not affected
by digestion and take up necessary space
Providing a uniform small particle size feedstock for efficient digestion
Protecting the downstream plant from components that may cause physical damage
Removing materials which may decrease the quality of the digestate
3. Where ABP and non ABP material are processed the facility should allow for both
materials to be segregated preventing cross contamination.
4. Where ABP material is processed, wheel wash facilities should be provided for the
disinfection of delivery vehicles on exit from the reception hall. All other cleansing
of ABP delivery vehicles should be carried out in an enclosed area.
5. Where ABP material is processed, pre-treatment must meet minimum particle size
requirements as specified by the ABP regulations
6. AD facilities accepting ABP materials should be capable of raising the temperature
of the feedstock to 70 ºC for a minimum of one hour. See Table 9.
7. A discrete quarantine area should be provided for the segregation of unacceptable
wastes.
Digester Vessels and pipework
8. Vessels used for treatment should be equipped appropriately e.g. high-level,
temperature and gas pressure monitors.
9. These should be automatic and continuous and linked to a clear display in the
control room or laboratory together with an audible alarm.
10. Depending on the operational model, location, and manning levels, process
monitoring may be interlocked so that, for example, reactor feeding stops when an
alarm condition is evident. The detailed requirements for process monitoring,
alarms and interlocking should be informed by risk assessment.
11. Vessels should be fitted with an appropriate mixing/stirring mechanism for the type
UNCLASSIFIED
80 of 167
UNCLASSIFIED
of vessel and waste to be processed to:
ensure efficient mixing.
ensure complete digestion; to prevent short circuiting (whereby feedstock is
diverted out of the digester before being fully treated); and
to ensure uniform heat transfer and to prevent sedimentation of silt and stratification
in the reactor.
12. AD operators should demonstrate that all process equipment including vessels,
ancillary pipework, valves and other mechanical and electrical items and controls
are made of materials suitable for each unit operation and to achieve the stated
availability and design life of the plant.
Process Monitoring Controls
13. A suitable monitoring system, both manual and instrumental, is essential to ensure
stable reactor operation and to minimise operational difficulties, such as foaming,
which may lead to odour and aesthetic problems It should also provide sufficient
warning of system failures which may lead to loss of containment and potentially
explosions.
The key factors to be monitored during the digestion process itself include:
Alkalinity and pH
Temperature and temperature distribution
Hydraulic Loading Rate
Organic Loading Rate including Total solids and Volatile Solids Fractions
Concentration of VFA
C:N ratio and other nutrient and key feedstock data
Gas production and composition
Gas pressure
Ammonia and H2S concentration.
14. Monitoring of these parameters requires sampling of digester feed, substrate within
the digester, digestate and biogas at key points in the process. The system design
should allow for this. Regular laboratory testing will be required to analyse samples
and the operator should consider provision for on-site laboratory facilities at large
scale AD facilities
15. For large scale AD facilities, monitoring processes should incorporate the use of
Supervisory and Control and Data Acquisition Equipment (SCADA) to monitor,
record and display data for continuously monitored parameters such as
temperature, pH, digester feeding and gas production rates
16. The operator should establish and make available to all relevant staff an operational
manual which includes all procedures for the safe and efficient operation of the
facility.
17. The operator must establish and follow appropriate process monitoring
arrangements to facilitate process optimisation and maintain stable digestion. As a
minimum the following parameters should be regularly monitored and recorded:
pH – the digester should be maintained between ph 6.5 and 8.0
Alkalinity – the alkalinity within the digester should be maintained between
UNCLASSIFIED
81 of 167
UNCLASSIFIED
2000-4000 mg litre-1 (as CaCO3)
Temperature.
The optimum operating temperature should be defined
depending on the ecology (mesophillic or thermophilic) deployed . The
digester should be held within +/- 2 degrees Celsius of the optimum
temperature.
The organic loading rate and hydraulic residence time should be managed to
deliver a stable and sanitised digestate. Maximised removal (stabilisation)
efficiencies for volatile solids reduction or COD reduction in the substrate
should be clearly demonstrated.
Monitor and control process parameters in order to ensure a stable digestion
process
18. The operator should carry out adequate inspection and maintenance (including
planned preventative maintenance) to maintain the availability of the process and
minimise unscheduled shut downs or any other event where equipment or process
failure could lead to impact on the environment.
UNCLASSIFIED
82 of 167
UNCLASSIFIED
5. Biogas treatment and Storage
The exact composition of biogas generated from an AD process will vary depending on feedstock
and process type but is primarily composed of methane (CH4) and carbon dioxide (CO2), with
smaller amounts of hydrogen sulphide (H2S) and ammonia (NH3). Trace concentrations of
hydrogen (H2), nitrogen (N2), carbon monoxide (CO) and oxygen (O2) are occasionally present in
the biogas. Biogas is usually saturated with water and may contain dust particles.
The following table provides a typical composition and properties of biogas.
Compounds
Typical
Concentration
Methane
60 - 70 (vol - %)
Carbon Dioxide
30 - 40 (vol - %)
Nitrogen
~2 (vol - %)
Hydrogen Sulphide
0 - 4,000 ppm
Ammonia
~100 ppm
Lower Heating Value
6.5 (kWh Nm-3)
Higher Wobbe index
27 MJ Nm-3
Density
1.2 kg Nm-3
Table 16
Typical Biogas Composition and characteristics (Source: IEA Bioenergy, 2009
+ IEA Bioenergy, 2006)
Requirements for biogas treatment depend on the gas quality requirements for the intended end
use of the biogas. The Wobbe index is used to compare the energy output of combustible gasses
i.e. two gases with the same Wobbe value at the same temp and pressure will give the same
output. Potential biogas utilisation options are set out in the following diagram which also indicates
the typical level of gas treatment required
UNCLASSIFIED
83 of 167
UNCLASSIFIED
Figure 8: Options for Biogas Utilisation (Source IEA Bioenergy, 2006)
End uses for biogas include burning in a simple boiler to generate heat, or use in an engine with
generator to produce power. The most common biogas use is combined heat and power (CHP)
generation to produce both heat and power. Heat is most effectively used on-site or locally
whereas power can be used on-site or connected to the main electricity grid.
Alternatively biogas can be upgraded, which requires removal of carbon dioxide and other
contaminant gases, in order to generate biomethane. The addition of propane to biomethane may
also be required in order to achieve the required gas Calorific Value (CV). Biomethane can be
injected into the natural gas distribution network, for conversion to heat or power at the point of offtake, or used as a transport fuel in a similar way to LPG or CNG. Whilst biogas upgrading may be
more efficient in terms of energy utilisation, it is also significantly more costly and biogas upgrading
options aren’t generally viewed as viable for a small scale AD application.
The following table provides an indicative overview of the requirements for biogas treatment in
relation to the intended use.
Application
H2S
CO2 removal
H2O removal
Gas heater (boiler)
<1000
ppm
no
no
Kitchen stove
Yes
no
no
Stationary engine (CHP)
< 500 ppm
no
moisture
removal
Vehicle fuel
Yes
yes
yes
Natural gas grid
Yes
yes
yes
Table 17
Requirements to remove gaseous components for biogas utilisation options
(Source: IEA Bioenergy, 2006)
5.1. Biogas Treatment Techniques
UNCLASSIFIED
84 of 167
UNCLASSIFIED
Biogas Treatment primarily consists of:
Dewatering;
Removal of H2S (potentially corrosive to engines);
Removal of oxygen and nitrogen (where present);
Removal of ammonia;
Removal of siloxanes (if treating Sewage Sludge) ;
Removal of particulates; and
Removal of CO2 (for upgrading to biomethane).
The techniques used in biogas treatment to remove these different elements are outlined below.
5.1.1. De-watering
Biogas is saturated with water when leaving the digester, and this water may condense in gas
pipelines. The condensate will be contaminated may cause corrosion. It is important that wet gas
transmission pipes and storage vessels can be drained to prevent them from becoming flooded
with condensate.
Water removal techniques include:
Cooling / Condensation;
Compression;
Adsorption; and
Absorption
For small scale AD-plants water removal techniques such as moisture traps or water taps at low
point in the gas line are commonly used and are sufficient for using biogas in gas-engines. Due to
high capital and operational costs, water removal based on drying methods are rarely considered
economical unless the biogas is intended to be upgraded to biomethane.
Table 18 provides an overview of biogas de-watering techniques.
Technique
Description
Cooling / Condensation:
Gas pipeline
condensation;
Moisture Traps
Water Taps
UNCLASSIFIED
Cooling of biogas can occur within gas pipelines and
removal of condensed water can be achieved by the
following methods:
Moisture traps - in which condensation of water by
expansion of the biogas takes place;
85 of 167
UNCLASSIFIED
Technique
Description
Water taps in the gas pipeline to remove condensed water.
Refrigeration
Biogas is chilled with a heat exchanger and the condensed
water is separated. In order to reach higher dew points the
gas can be compressed before it is cooled.
Demisters
Involves cooling of the gas and leading it through a demister
with micro pores (cool dryer). Dew points of 20 to 2 °C can
be reached. Condensed water is entrapped in a demister.
Cyclone separators
Water droplets are separated using centrifugal forces equal
to several hundred times the force of gravity (g).
Drying;
Adsorption
Adsorption of water on the surface of a drying agent
Common method used to reach the very low dew points
needed in vehicle fuel applications.
Drying agent can be silica gel, aluminium oxide, activated
carbon or other types of molecular sieve and is usually
regenerated by heating and/or a decrease in pressure.
System usually consists of two vessels one in operation and
one in regeneration mode to ensure continuous operation
Can be conducted at elevated or atmospheric pressure.
Regeneration at atmospheric pressure requires the addition
of air to the biogas.
Absorption
Involves absorption of water in glycol or hygroscopic salts.
New salt needs to be added in order to replace the
saturated or even dissolved salt. The drying medium can be
recovered by drying at elevated temperatures.
Dew points of -5 to -15 °C can be reached using glycol.
Used glycol is pumped into a regeneration unit, where
regeneration takes place at 200 °C.
Table 18
Biogas De-watering Techniques
5.1.2. Removal of Hydrogen Sulphide
The main sulphur compound in biogas is hydrogen sulphide (H2S). H2S is formed during microbial
reduction of sulphur containing compounds (sulphates, peptides, amino acids). It is reactive with
most metals and the reactivity is enhanced by concentration and pressure, the presence of water
and elevated temperatures.
H2S can cause corrosion problems in gas engines. Hydrogen sulphide has an energy value and
burns readily. When combusted, it forms SO2 leading to acidic conditions in the presence of
moisture formed when methane is burned. The presence of H2S in the gas may also result in more
frequent oil changes being required. Gas engine manufacturers set limits on H 2S tolerances
(typically below 500 ppm).
UNCLASSIFIED
86 of 167
UNCLASSIFIED
H2S concentrations in the biogas can be decreased by precipitation in the digester or by treating
the gas either as a stand alone treatment or as part of carbon dioxide removal. The following
techniques are described;
Technique
Description
Precipitation
Addition of Fe2+ or Fe3+ ions in compounds of FeCl2, FeCl3, or
FeSO4 to the digester precipitates iron sulphide that can be
removed with the digestate. Typically used in digesters with a
high sulphur concentration as a first measure.
Chemical Absorption
Sodium Hydroxide
(NaOH) Washing
Iron
adsorption
Based on neutralising H2S to form an insoluble salt which can
then be removed. Due to a high technical requirement to
process caustic solution, this application is rarely used
except where very large gas volumes are treated or high
concentrations of H2S are present. Regeneration of NaOH is
not possible.
Oxide Biogas is passed through Fe(OH)3 or Fe2O3 coated support
material (pressed minerals, sometimes wood chips).
Regeneration is possible for a limited number of times, after
which the material has to be renewed. Process typically
operates with two columns, operated with one absorbing, the
other re-oxidising. Technologies include a catalyst that
adsorbs siloxanes and removes H2S from raw gas, achieving
up to 2,000 ppm of H2S removal.
Adsorption
on H2S is adsorbed on inner surfaces of engineered activated
activated carbon
carbon with defined pore sizes. The addition of oxygen (in
the presence of water) oxidises H2S to elemental sulphur that
binds to the surface. Activated carbon is either impregnated
or doped with permanganate or potassium iodide (KI),
potassium carbonate, or zinc oxide (ZnO) as catalysers. Due
to limits on oxygen levels in biomethane, oxidisation of
sulphur is not a suitable technique where the gas is intended
for grid injection or use as vehicle fuel. Use of KI-doped
carbon or permanganate impregnated carbon is used to
effect oxidation without the need for oxygen. ZnO
impregnated carbon is expensive but extremely efficient. H2S
concentrations of less than 1 ppm can be achieved.
Biological treatment
(Both methods are applied widely but are not suitable for biogas upgrading due to
traces of oxygen remaining in the gas)
Injection of air into Involves the injection of air bubbles (or pure oxygen if levels
the top level of the of nitrogen required to be minimised) into the top layer of
digester
digested slurry in the digester, which oxidises the H2S into
elemental sulphur and is retained in the digestate.
With this method the H2S level can be reduced by up to 95 %
to levels lower than 50 ppm in the biogas. There are of
course several factors that affect the reduction rate including
temperature, reactor design and the rate of air addition.
UNCLASSIFIED
87 of 167
UNCLASSIFIED
Technique
Description
When adding air into the biogas safety measures need to be
taken into consideration to avoid overdosing of air in case of
a pump failure. Pure methane is explosive in the range of 5–
15 % in air.
Biological
filter
trickling The procedure involves addition of 5 - 10% air to the gas as it
enters a separate purification vessel. The filter vessel is filled
with plastic carriers and a liquid made up from the gas
condensate and the liquid fraction of digestate separation is
continuously recirculated over the filter. The temperature is
maintained at 35°C. H2S is biologically converted to sulphur
or sulphate which is retained in the liquid in the filter and
replaced when the pH drops below a certain level. Surplus
liquid is returned to the digestate storage tanks, resulting in
the return of the sulphur or sulphate to the digestate.
This technique may achieve a reduction in H2S levels from
3000–5000 ppm to 50–100 ppm. Ammonia is oxidised at the
same time by a different set of aerobic micro organisms.
Table 19
Biogas Hydrogen Sulphide Removal Techniques
5.1.3. Removal of oxygen and nitrogen
Oxygen is not normally present in biogas as it will be consumed by facultative aerobic
microorganisms in the digester. If air is present in the digester then nitrogen will also be present in
biogas. Oxygen and nitrogen can be removed with activated carbon, molecular sieves or
membranes.
These gases will be removed to some extent in a desulphurisation process or in some upgrading
techniques. Both gases are difficult (expensive) to remove, and their presence should be avoided if
the gas is to be upgraded. The presence of oxygen and nitrogen is less of a concern if the gas is
used for CHP or boilers as air is added to the gas during the combustion process.
5.1.4. Removal of ammonia
Levels of ammonia present in biogas depend on the digester substrate composition and pH within
the digester. High concentrations of ammonia are a problem for gas engines, and are often limited
by manufacturers (typically up to 100 mg Nm-3). The combustion of ammonia leads to the
formation of nitrous oxide (NOx) in the exhaust. Ammonia is usually separated when the biogas is
dried by cooling, as its solubility in water is high, and most upgrading technologies are also
selective for the removal of ammonia, therefore a separate removal step is not normally required.
5.1.5. Removal of siloxanes
Siloxanes are volatile silicone compounds used in products such as deodorants and shampoos.
They are found in sewage treatment plants and landfill gas but are not usually found in biogas
generated from slurry or pure food waste. Most manufacturers of gas engines set maximum limits
for siloxanes in biogas.
Siloxanes form a highly abrasive white powder of silicon oxide when burned, which can create
problems in gas engines. Silicaceous deposits on valves, cylinder walls and liners are the cause of
UNCLASSIFIED
88 of 167
UNCLASSIFIED
extensive damage by erosion or blockage. Silicon compounds may also reach the lubrication oil
requiring more frequent oil changes.
Siloxanes can be removed by gas cooling, and adsorption on activated carbon. This method is
very effective but can be expensive since spent carbon can’t be regenerated and needs to be
replaced. Another method for removing the compounds is absorption in a liquid mixture of
hydrocarbons, activated aluminium or silica gel, or by absorption in liquid mixtures of
hydrocarbons. Siloxanes may also be removed during a hydrogen sulphide removal process.
5.1.6. Removal of particulates
Particulates may be present in biogas and can cause mechanical wear in gas engines and
turbines. All biogas plants must be equipped with some kind of filter and/or cyclone for reduction of
the amounts of particles in the biogas. Filters not only remove particulates but also remove
droplets of water or oil. Filters with a 2 – 5 micron mesh size are normally regarded as appropriate
for most downstream applications.
5.1.7. Removal of Carbon Dioxide (Upgrading)
Several upgrading technologies are commercially available and others are at a pilot or
demonstration plant level. Currently utilised techniques for biogas upgrading are set out below.
The upgrading technology that is most cost effective is likely to depend on biogas flow rates.
Technique
Description
Pressure
Swing Carbon dioxide is removed from biogas by adsorption on a material such as
Adsorption (PSA)
activated carbon or zeolites under elevated pressure. The adsorbing
material is regenerated by a sequential decrease in pressure before the
column is reloaded. Typically uses 4, 6 or 9 vessels (most often four)
working in parallel (sequentially absorbing or regenerating). Gas that is
released during regeneration may be returned to the inlet as it will contain
some methane together with the carbon dioxide. Desorbed gas is released
to atmosphere if almost entirely free of methane. H2S and water must be
removed prior to PSA. Water vapour is usually condensed in a cooler prior
to the PSA system. H2S is typically removed via an additional tank
containing activated carbon.
Water scrubbing
Biogas is compressed and fed into the bottom of a column where it meets a
counter flow of water and CO2 is absorbed. Water leaving the column is
transferred to a flash tank where the saturated liquid stream undergoes a
reduction in pressure by passing through a throttling valve or device.
Dissolved gas is released and passed back through the scrubber. Water is
cooled to maximise the difference between CO2 and CH4 solubility before it
is recycled to the absorption column. The process may be enhanced by air
stripping or by vacuum. Air stripping brings oxygen into the system which is
a problem when the gas is used as fuel or when it is fed into the grid. H2S, if
present, is released to the air creating an emission problem and can cause
problems with fouling and plugging of pipework. It is therefore
recommended that hydrogen sulphide is separated beforehand. Plugging in
the absorption column due to organic growth can be an issue therefore it is
recommended to install automatic washing equipment for the column.
Organic
physical Similar to water scrubbing except CO2 is absorbed in an organic solvent
scrubbing
such as polyethylene glycol. CO2 is more soluble in polyethylene glycol than
in water, therefore requires lower flow of liquid and the plant can be smaller.
H2S, water, oxygen and nitrogen may be removed as well as CO2.
UNCLASSIFIED
89 of 167
UNCLASSIFIED
Chemical
scrubbing
Chemical scrubbing typically uses amine solutions. CO2 dissolves and
reacts reversibly with the amine. The reaction is strongly selective and
methane loss can be as low as <0.1%. Amine solution is regenerated by
heating with steam although part of the liquid is lost due to evaporation and
has to be replaced. Two types of compound are used: mono ethanol amine
(MEA) and di-methyl ethanol amine (DMEA). H2S will be absorbed if present
requiring higher temperatures for regeneration, and it is advisable to remove
H2S prior to the amine scrubber. The process is very efficient but has a
relatively high energy demand.
Membrane
Separation
Membrane separation processes include gas phase separation across a
membrane (dry membranes) or gas-liquid absorption
Gas-liquid absorption uses a liquid such as an amine to absorb CO2
diffusing through the membrane. The system is high selectivity compared to
dry membrane systems.
Gas phase membranes work at high pressure > 20 bar or at low pressures
8-10 bar. Membranes are made of materials usually in the form of hollow
fibres that are permeable to CO2, water and ammonia. Nitrogen and
methane have limited permeability. The process often has two stages with
the first removing water, oil droplets and aerosols which would otherwise
negatively affect membrane performance. H2S is usually removed using
activated carbon prior to passing the prepared gas to the membrane.
Table 20
Biogas Upgrading (carbon dioxide removal) Techniques
A comparison between the performance and operational requirements for the most common
biogas upgrading techniques is provided in Table below. The values stated in Table 20 have been
sourced from a review of biogas upgrading technologies by IEA Bioenergy in 2009 and represent
data obtained from equipment manufacturers and AD plant operators in Europe.
Parameter
PSA
Water
Scrubbing
Organic physical Chemical
scrubbing
Scrubbing
Pre-cleaning neededa
Yes
No
No
Yes
Working pressure (bar)
4–7
4–7
4–7
No pressure
Methane lossb
< 3 % / 6 – < 1 % / < 2– 4%
10%f
2%g
Methane
content
upgraded gasc
Electricity consumptiond
in > 96%
< 0.1%
> 97%
> 96 %
> 99%
0.25
< 0.25
0.24–0.33
< 0.15
No
No
55–80
160
10 –100%
50 –100%
2
3
(kWh Nm-3)
Heat requirement (°C)
Controllability compared to +/nominal load
15%
Referencese
> 20
10– 50 –100%
> 20
a Refers to raw biogas with less than 500 mg m-3 of H2S. For higher concentrations, pre-cleaning
is recommended also for the other techniques.
b The methane loss is dependent on operating conditions. The figures given here refer to figures
guaranteed by the manufacturer or provided by operators.
UNCLASSIFIED
90 of 167
UNCLASSIFIED
c The quality of biomethane is a function of operational parameters. Figures given refer to figures
guaranteed by the manufacturer or provided by operators, based on air-free biogas.
d Given in kWh Nm-3 of raw biogas, compressed to 7 bar(g).
e The number of references reviewed. Some are pilot plants.
f Different values reported from two technology suppliers.
g Different values reported from two technology suppliers.
Table 20
Comparison between Biogas Upgrading Technologies (Source:
Bioenergy, 2009)
IEA
5.1.8. New Developments for Biogas treatment
Research and development in biogas treatment and upgrading technology is ongoing in order to
maximise efficiency and reduce operational costs. Cryogenic upgrading is a development that
separates CO2 from biogas as a liquid by cooling the gas at elevated pressure, and technologies
are under development that produce liquid methane as an end product. Other potential
developments include in-situ methane enrichment that circulates digester material through a CO2
desorption column before returning it to the digester and the use of the natural enzyme
carboanhydrase to dissolve CO2 from biogas.
5.2. Biogas Storage
Gas storage is required to maintain a relatively constant reaction volume and pressure within the
digester and to allow adequate reserves of biogas to be held in order to maintain the target
availability of energy recovery plant. Correct selection and dimensioning of a biogas storage
facility brings a substantial contribution to the efficiency, reliability and safety of the biogas plant
while ensuring a constant supply of biogas to energy recovery plant and minimising fugitive biogas
losses and unnecessary flaring.
All biogas storage facilities must be gas tight and pressure-resistant, and where storage facilities
are not protected by buildings, they must be UV, temperature, and weather proof.
Storage vessels that are sealed for biogas collection should be fitted with over and under pressure
relief valves. Isolating valves should be incorporated to enable inspection and maintenance. Gas
storage tanks must be checked for gas tightness prior to start up of the digester.
The correct system operating pressure should be maintained by venting the gas through a valve
on the line to the gas holder.
Pressure sensors should be provided on top of the digestion tanks and the gas storage tank. In a
situation of excessive pressure build up in these tanks, due to pipe damage or blockage, an alarm
signal should be triggered with immediate venting systems instigated.
The design of the gas collection system should ensure that excessive negative pressures cannot
be imposed on the digester vessel or the gas collection vessel.
Various types of biogas storage facilities are available. The simplest solution is biogas storage
established on top of digesters, using a gas tight membrane, which also functions as a digester
cover. For larger biogas plants, separate biogas storage facilities are established, either as a
stand-alone facility or included in storage buildings. The biogas storage facilities can be operated
at low pressure for on-site usage, or medium and high pressure storage before and/or after
transportation to off-site distribution points or systems (typically for biogas upgraded to
biomethane).
UNCLASSIFIED
91 of 167
UNCLASSIFIED
Table 21 below lists options for biogas storage for different applications.
Purpose
Storage
of Pressure
psi
(mbar)
Storage
Device
Short
and < 0.1 (6.9 Floating
intermediate
mbar)
cover
term storage for
on-site use
Fixed roof
< 2 (138 Gas bag
mbar)
Weighted
gas bag
2–6
(138 – 414
mbar)
Storage
for 10 – 2,900
longer term on(6.89
–
site or off-site
200 bar)
use
>
2,900
(typically
for
(200 bar)
biogas upgraded
to biomethane)
Table 21
Material
Size
Reinforced
and
nonreinforced
plastics,
rubbers
Variable
volume, sized
according
to
biogas
production rate
Plastic,
reinforced
plastic
Variable
volume, sized
according
to
biogas
production rate
Reinforced
150 – 11,000
and
non- ft3
reinforced
(5 – 310 m3)
plastics,
rubbers
Reinforced
880 – 28,000
and
non- ft3
reinforced
(25 – 795 m3)
plastics,
rubbers
Water sealed Steel
gas holder
Propane or Steel
butane tanks
2,000 ft3
Commercial
gas cylinders
350 ft3
Alloy steel
(60 m3)
(10 m3)
Gas storage devices (Source: Adapted from Sustainable Conservation, 2005)
5.2.1.1. Low pressure storage
Low pressure gas storage is the least expensive and easiest to use system for on-site applications.
Low pressure gas storage may be provided by floating or fixed digester covers or separate low
pressure tanks.
If the digester or digestate storage is used for storing biogas, both must be covered with gas tight
membrane domes (double membrane reservoirs), fixed on the upper edge of the digester. A
supporting frame can be installed in the digester to hold the membrane when it is empty. The
membrane expands according to the volume of gas contained. An engineered net can be mounted
over the cover in order to limit membrane expansion.
UNCLASSIFIED
92 of 167
UNCLASSIFIED
Digester covers typically operate at pressures up to 10-inch water gauge (less than 30 mbar) and
can be made of steel, fibreglass, or a flexible fabric. Flexible synthetic material is often used
because it does not react with H2S in the biogas. Flexible materials commonly used include highdensity polyethylene (HDPE), low-density polyethylene (LDPE), linear low density polyethylene
(LLDPE), and chlorosulfonated polyethylene covered polyester. Thicknesses for cover materials
typically vary from 0.5 to 2.5 millimetres. Digester covers may be floating or fixed:
Floating covers fit on the surface of the digester contents and allow the volume of the digester to
change without allowing air to enter the digester (if gas and air are mixed, an explosive mixture can
result).
Fixed covers provide a free space between the roof of the digester and the liquid surface.
In addition gas bags of varying sizes are available and can be added to the system. These bags
are manufactured from the same materials mentioned above and may be protected from puncture
damage by installing them as liners for steel or concrete tanks.
A separate tank may be used in addition to a floating gas holder for the storage of the digestate
and also storage of the raw biogas prior to treatment.
5.2.2. Medium and high pressure biogas storage
The energy, safety, and gas treatment requirements of medium- and high-pressure storage
systems make them costly and high-maintenance options for on-site use. The additional cost can
be best justified when upgrading biogas to biomethane, which has a higher heat content and is
therefore a more valuable fuel than biogas.
Medium pressure storage is between 2 and 200 psi, and this is rarely used for on-site use of
biogas. To prevent corrosion of the tank components and to ensure safe operation, biogas must
first be cleaned by removing H2S. The cleaned biogas must be slightly compressed prior to storage
in tanks. Typical commercially available gas tanks are rated to 250 psi (17.2 bar).
Biogas upgraded to biomethane can be stored as Compressed BioMethane (CBM) to save space
for transportation. The gas is stored in steel cylinders such as those typically used for storage of
other commercial gases. Medium and high pressure storage facilities must be adequately fitted
with safety devices such as rupture disks and pressure relief valves. Biomethane is typically
compressed to high pressures of between 2,000 and 5,000 psi. The compressor should be
specified to handle the output flow rate from the biogas upgrading equipment.
Since Compressed Natural Gas (CNG) refuelling stations normally provide CNG at 3,000 to 3,600
psi, CBM would be transported at similar or higher pressures to minimize the need for additional
compression at the refuelling station.
Biomethane can also be liquefied producing Liquefied Biomethane (LBM). Two of the main
advantages of LBM are that it can be transported relatively easily and it can be dispensed to either
LNG vehicles or CNG vehicles. Typical LNG storage tanks are double-walled, thermally insulated
vessels with storage capacities of around 50,000 litres for stationary, above ground applications.
UNCLASSIFIED
93 of 167
UNCLASSIFIED
5.3. Biogas Monitoring, Composition, Quality and Pressure
Monitoring of biogas production in an AD system is imperative both as a means of ensuring the
digestion process is stable and to achieve minimum availability of energy recovery equipment.
As a minimum requirement in small scale AD facilities gas production rates should be continuously
monitored and composition of the principal biogas components, methane and carbon dioxide,
should be monitored or periodically tested using portable gas monitoring equipment.
Large scale AD facilities must be equipped with Continuous Monitoring Systems (CMS) including
output information and alarms.
All biogas monitoring systems should provide continuous biogas pressure monitoring with an alarm
mechanism.
Safety features such as relief valves, monitoring equipment and alarms can become compromised
as a result of fouling. If unchecked this may result in pressure build up and catastrophic failure.
The biogas collection, storage and management pipework, vessels and ancillary equipment should
be maintained (including cleaning) inspected and tested to ensure layers of safety built into the
design are maintained in operation.
Two options for gas monitoring including portable monitoring equipment and fixed, frequently
monitoring or continuous monitoring systems (CMS). Fixed monitoring systems vary in levels of
automation and may include output information and alarms. H2S cannot be monitored continuously
as it damages the monitoring equipment.
All equipment should be ATEX certified (previously referred to as being “intrinsically safe”) as it will
be operating in an explosive environment. ATEX refers to an EC directive by which all electrical
equipment to be used in potentially explosive environments (as defined in the UK by DSEAR risk
assessment) must be certified by the supplier as safe to use according to specific risk categories.
Biogas methane levels are required to be measured both as an indicator of output from the
process but also to protect downstream energy generation equipment such as gas engines or CHP
units. Engines are sensitive to sudden changes in methane levels and also require a minimum
methane concentration on restart.
Hydrogen sulphide levels in the biogas should also be monitored both before and after gas
cleaning equipment in order to monitor the efficiency of the removal process.
Carbon dioxide (CO2) and oxygen (O2) levels are also useful indicators to monitor. The CH4 / CO2
balance can help confirm the effectiveness of the AD process and oxygen levels demonstrate that
anaerobic conditions are being maintained. When acidification processes occur in the digester,
initially, the biogas production may continue, but the composition changes to lower amounts of CH4
and higher amounts of CO2.
The measurement of hydrogen partial pressure of biogas is a technology being researched as a
potential indicator of digester health. In studies an increased partial pressure of 6.5 – 7 Pa
indicated early stages of digester overload. The technique currently requires laboratory analysis of
UNCLASSIFIED
94 of 167
UNCLASSIFIED
biogas using Gas Chromatography (GC) and is therefore not currently used to provide continuous
monitoring of digester health. However, developments on monitoring equipment may make this a
viable technique in the future.
A Quality Protocol for Biomethane is currently under development and will include requirements for
biogas quality monitoring purposes in order to meet end of waste criteria. Operators considering
certification to the Biomethane Quality Protocol should refer to the Environment Agency’s Waste
Protocols Project website (link provided in Appendix D)
5.4. Gas flaring
The use of an auxiliary flare must be restricted to only short periods of breakdown or maintenance
of energy recovery equipment. Flares should not be used routinely. Gas storage facilities and
combustion equipment should be sized in order to deal with all the biogas generated from AD.
Auxiliary flares are required on all AD and must be available for use at all times.
Gas flares must be of an enclosed (ground) design and capable of achieving a minimum of
1,000°C and 0.3 seconds retention time at this temperature.
Open (elevated) flares will only be allowed at small scale (not IED scale) AD facilities, subject to
site specific justification and should only be used in emergency situations or for very short
durations when the gas engines/CHP are temporarily unavailable.
5.4.1. Enclosed (Ground) flares
Enclosed flares contain a single or several burners, enclosed within a cylindrical enclosure and
lined with refractory material. The enclosure prevents quenching and, as a result, the combustion
is much more uniform and the emissions are low.
Continuous monitoring of temperature,
hydrocarbons and carbon monoxide maybe incorporated, as means of process control through the
regulation of air into the biogas intake. A typical layout of an enclosed flare is indicated in Figure 9
below
Figure 9: Enclosed Flare Schematic (source: EA, 2004)
UNCLASSIFIED
95 of 167
UNCLASSIFIED
As a flare is exposed to all weather conditions, it is important that the finish on the exterior of the
flare is weatherproof as well as heat-resistant. The structure of the flare must be designed to
withstand wind stresses. Ancillary items such as control and instrumentation equipment, including
cabling, must be protected. Provision of housing makes maintenance tasks easier, but explosion
hazards must be considered.
The basic elements of an enclosed flare are:
gas cleaning/conditioning before the flare to remove moisture and possibly impurities, such
as particulates, from the gas;
a blower or booster developing the head of pressure needed to feed gas to the flare;
one or more flame arrestors in the gas feed line to prevent flash-back of the flame down the
pipe;
equipment to control the flow rate of gas to the burner, and in some designs the supply of
combustion air;
a burner designed such that it maintains turbulent mixing of air and fuel and that the
velocity of the gas is high enough to reduce the risk of flash-back of the flame down the
feed pipe without blowing off the flame;
an ignition system to light the gas mixture on start-up; and
a flame detector and alarm system to check that ignition has been successful and
combustion is taking place, including a slam-shut valve to prevent gas flow to the burner in
the event that the flame is blown out.
Burnout, or complete combustion, may not be achieved in flares operating outside their design
conditions, and partially burned fuel may show up as carbon (smoke, soot, particulates) and/or
intermediate reaction products such as CO.
Further information regarding flare design and use is contained within the EA’s Landfill Gas Use of
Flares guidance document (link provided in Appendix D).
5.5. Indicative BAT requirements for biogas treatment
Indicative BAT requirements for biogas treatment
1. Requirements for biogas treatment depend on the gas quality requirements for the
intended end use of the biogas. When treating raw biogas the following factors need
to be taken into account.
Dewatering;
Removal of H2S (potentially corrosive to engines);
Removal of oxygen and nitrogen (where present);
Removal of ammonia;
UNCLASSIFIED
96 of 167
UNCLASSIFIED
Indicative BAT requirements for biogas treatment
Removal of siloxanes (if treating Sewage Sludge) ;
Removal of particulates; and
Removal of CO2 (for upgrading to biomethane).
Taking these treatment factors into account will protect the plant infrastructure including
the engines, reduce downtime and maintenance, improve the operating life of the engines
and reduce emissions to the environment.
Dewatering
2. The removal of water from the biogas must be undertaken in order to protect the
collection system, energy recovery plant and auxiliary flare. This can be achieved by
water removal techniques such as moisture traps, condensate pots or water taps at
low point in the gas line.
Additional water removal techniques include;
Cooling / Condensation;
Compression;
Adsorption; and
Absorption
Biogas monitoring
3. As a minimum requirement in small scale AD facilities gas production rates should
be continuously monitored and composition of the principal biogas components,
methane and carbon dioxide, should be monitored or periodically tested.
4. Large scale AD facilities should be equipped with Continuous Monitoring Systems
(CMS) including output information and alarms.
5. All biogas monitoring systems should provide continuous biogas pressure
monitoring with an alarm mechanism. Any application should specify the maximum
pressure above which there should be no feed to the AD reactor which should be
interlocked.
6. Biogas methane levels are required to be measured both as an indicator of output
from the process but also to protect downstream energy generation equipment such
as gas engines or CHP units.
7. All biogas monitoring equipment should be ATEX certified.
8. Hydrogen sulphide levels in the biogas should also be monitored both before and
after gas cleaning equipment in order to monitor the efficiency of the removal
process.
Biogas Storage
9. Biogas should be collected from all digesters and all other vessels where methane is
generated.
10. Where vessels are sealed for biogas collection they should be fitted with over and
under pressure relief valves. Isolating valves should be incorporated to enable
inspection and maintenance
11. Biogas upgrading or energy recovery plant should form part of the design and
operation of the facility. The biogas upgrading or energy recovery plant should be
protected by flame arrestors and slam shut valves as appropriate.
UNCLASSIFIED
97 of 167
UNCLASSIFIED
Indicative BAT requirements for biogas treatment
12. Biogas storage facilities must be equipped with safety valves (under-pressure and
over-pressure). Explosion protection must also be built in and an emergency flare
provided.
13. The use of pressure relief valves must be restricted to emergency situations only
and be carefully controlled and monitored in order to minimise the release of fugitive
gas emissions.
14. Biogas and air must not be allowed to mix as explosions may result.
15. Gas piping and pressure relief valves must include adequate flame traps.
16. Pressure sensors should be provided on top of the digestion tanks and the gas
storage tank. In a situation of excessive pressure build up in these tanks, due to pipe
damage or blockage, an alarm signal should be triggered with immediate venting
systems instigated.
17. The design of the gas collection system should ensure that excessive negative
pressures cannot be imposed on the digester vessel or the gas collection vessel.
18. The correct system operating pressure should be maintained by venting the gas
through a valve on the line to the gas holder.
19. A safety relief valve, set to operate at a higher, but safe pressure, should be provided
on the dome of the gas collection vessel and on top of both digesters.
20. The gas actuated pressure relief valves should be protected against environmental
and climatic conditions.
21. An enclosed biogas flare with a minimum residence time of 0.3 seconds at 1000ºC
should be provided to burn collected biogas where the biogas upgrading or energy
recovery plant becomes unavailable.
UNCLASSIFIED
98 of 167
UNCLASSIFIED
6. Energy recovery
One of the key benefits provided by the treatment of biowastes in an AD facility is the recovery of
energy from the digestion process in the form of biogas. In order to ensure that this benefit is being
realised at AD facilities, we require operators to monitor and demonstrate that the biogas
generated from the process is being effectively utilised. This will also provide evidence that the
uncontrolled release of biogas to atmosphere is minimised.
The operator is required to meet a minimum availability target for energy recovery at an AD facility.
Monitoring of availability will depend on how the biogas is utilised and the type of energy recovery
equipment employed.
For large scale AD facilities a minimum availability of 90% must be achieved. Where power
generation such as CHP is utilised this should be monitored based on the availability of the primary
generating equipment.
As outlined in Figure 8, biogas produced from an AD process may be utilised for electricity and
heat generation on site or may be upgraded to biomethane for export. Currently available options
for energy recovery from biogas are discussed in the following sections.
6.1. Electricity generation and use
6.1.1. CHP Engines
Biogas can be used in a combined heat and power (CHP) plant to produce electricity and heat.
CHP currently provides the most efficient conversion of the biogas to electrical energy. However,
there is quite a wide range of overall energy efficiency with different makes of CHP. CHP can be
configured to produce more electricity and less heat or vice versa depending on the heat demand
local to the AD plant. In general the higher the heat recovery the higher the overall energy
efficiency.
UNCLASSIFIED
99 of 167
UNCLASSIFIED
The amount and cost of maintenance and operation, and life of the CHP, can vary very
significantly with different makes. Some CHP units will include gas cleaning systems to protect the
engine, others won’t. Some have integral flares for excess gas, some CHP units can be operated
on diesel or biogas and so can be used for back up heating as well. There will generally need to be
an alternative source of heat to the CHP to provide heating for the digester at start up or when the
CHP is not operating.
6.1.2. Internal Combustion Engines
The most common technology for power generation within CHP is internal combustion. Engines
are available in sizes from a few kilowatts up to several megawatts. Gas engines can either be SIengines (spark ignition) or dual fuel engines.
Dual fuel engines with injection of diesel (10% and up) or sometimes plant oil are very popular in
smaller scales because they have good electric efficiencies up to guaranteed 43%. On the other
hand they have higher emissions unless they use a (selective non catalytic reduction) SNCR
catalyst. Another advantage is the easy start-up of the AD plant because heat and electricity can
be produced immediately by using diesel as a support fuel to start the CHP.
SI-engines are equipped with normal ignition systems and a gas/air mixing system that provides a
combustible mixture to the engine. SI-engines can either be stoichiometric or lean-burn engines.
The stoichiometric engines operate without air excess and can thereby also use a three-way
catalyst that is common in light duty vehicles. Lean burn engines are more common in larger sizes
and generally have a higher efficiency.
The performance and typical capacities of different engine types is indicated in Table 22 below.
6.1.3. Gas Turbines
Gas turbines are an established technology in sizes above 800 kW. In recent years also small
scale engines, so called micro-turbines in the range of 25 to 100kW have been successfully
introduced in biogas applications. They have relatively low electrical efficiencies comparable to
small SI-engines with low emissions and allow recovery of low pressure steam which may
potentially be utilised in industrial applications. Maintenance costs are typically low.
Feature
Petrol
Engine
Spark
Ignition
Electrical
[%]
Efficiency 24–29
Diesel
Engine
Compre
ssion
Ignition
Diesel
Engine
Spark
Ignition
Micro
Turbine
30–38
35–42
26–29
Maintenance cost
High
High
Medium
Low
Investment cost
Low
Medium
(high)
Medium
High
Power [kW]
5–30
30–200
>200
<100
Lifespan
Low
Medium
High
High
Table 22
Comparison between Electricity Generation Technologies (Source:
Bioenergy, 2006)
UNCLASSIFIED
IEA
100 of 167
UNCLASSIFIED
6.1.4. Fuel Cells
Fuel cell technology is not yet in widespread commercial use. Fuel cells have the potential to reach
very high efficiencies (>60%) and low emissions but they require a high grade biomethane. Special
interest for stationary biogas application is focussed on hot fuel cells operating at temperatures
above 800°C particularly because CO2 does not inhibit the electrochemical process, but rather
serves as an electron carrier. Two types of fuel cells are in an advanced stage of development: the
solid oxide fuel cell (SOFC) for small applications of a few kW and the molten carbonate fuel cells
(MCFC) operating in the range of 250kW and above.
6.1.5. Connection to the National Gas Grid
Following cleaning and upgrading of the biogas generated through AD, the process for biomethane
injection typically involves the injection of propane in order to increase the calorific value and
therefore the Wobbe Number of the biomethane. Following this, a small amount of odorant or
stenching agent is added in order to give the gas its characteristic smell. This allows escapes to be
recognised. Subsequently, the gas needs to be monitored and metered.
Gas quality requirements for injection into the gas grid are defined within the Gas Safety
Management (GS(M)R) regulations implemented by the Health and Safety Executive (HSE).
Biomethane for injection into the gas network must satisfy the requirements of the GS(M)R) at the
entry point, or be granted an exemption under GS(M)R Regulation 11. Gas quality requirements
for the injection of biomethane produced from biogas are currently under review. Further
information can be obtained from the UK Department for Energy and Climate Change (DECC). A
link is provided in Appendix X.
The following table sets out the current gas quality requirements for injection into the gas grid;
Content or characteristic
Value
Hydrogen Sulphide (H2S)
Less than or equal to 5 mg/m3;
Total Sulphur (including H2S)
Less than or equal to 50 mg/m3;
Hydrogen (H2)
Less than or equal to 0.1% (molar);
Oxygen (O2)
Less than or equal to 0.2% (molar);
Impurities and water
hydrocarbon dewpoints
and The gas shall not contain solids or
liquids that may interfere with the
integrity or operation of the network or
appliances
Wobbe Number (WN) (Calorific Between 47.20 and 51.41 MJ/m3
Value divided by the square
root of the relative density)
Odour
Gas below 7 bar will have a stenching
agent added
Table 23
Partial summary of the key gas quality requirements from Schedule 3 of the
GS(M)R (Source: DECC, 2009)
UNCLASSIFIED
101 of 167
UNCLASSIFIED
The level of equipment required for injection of biomethane is largely dependent on the supply
agreement provided by the Grid Distribution Network (GDN). DECC produced guidance for
biomethane injection into the gas grid that is available from the DCC website. Table 24 below
summarises the type of equipment that is likely to be required.
Equipment
Description
Enrichment
equipment
Required to increase the energy content (Calorific
Value) of the gas to a level similar to that of the gas
already in the network to ensure consumers are billed
fairly for the volume of gas they use. Biomethane can
be enriched by blending it with a gas with higher energy
content than natural gas (e.g. propane).
Gas
Monitoring
Equipment
Quality Required to measure the energy content of the gas, and
demonstrate to the Gas Transporters and HSE that the
biomethane is compliant with the gas quality
requirements. On sites designated as “directed” by
Ofgem, the equipment to measure the energy content of
the gas has to be approved by Ofgem.
Metering Equipment
Needed to measure the volume of gas injected into the
gas network. On sites designated as “directed” by
Ofgem it is likely that Ofgem would require fiscal
standard metering. This means that metering must be
accurate to within ±1 % on volume measurement, and
±1.1 % on energy measurement.
Odorisation
Equipment
Odorisation is required for public safety, to give a
characteristic smell, which can be widely recognised in
the event of an escape. Odorant (80% tertiarybutyl
mercaptan, 20% dimethyl sulphide). Dosing rate is
usually 6 mg/m3, ±2 mg/m3, depending on GDN’s
requirements.
Pressure
equipment
control It is likely that biomethane pressure will need either to
be increased, using compressor equipment, or reduced,
using a pressure reduction valve (regulator) depending
on pressure at injection point. In some parts of the
network there may be significant swings in gas pressure
during the day.
Automatic Valve
An automatic valve or slam shut is required to stop the
injection of biomethane if it is not of appropriate quality,
and also to prevent the over-pressurisation of the gas
network. GDN may require a remote operation
capability, to maintain the safe operation of the network.
Telecommunications
Equipment
Required to send data from the injection facility, for
billing and operational reasons.
Table 24 Biomethane Injection Equipment
UNCLASSIFIED
102 of 167
UNCLASSIFIED
6.2. Biomethane use as vehicle fuel
The use of biomethane as a vehicle fuel is not currently widespread in the UK mainly due to a lack
of distribution infrastructure and vehicles capable of running on natural gas or biomethane.
Gas quality demands for use of vehicle fuel are strict. Quality requirements for biomethane use as
a vehicle fuel are being defined as part of the Biomethane Quality Protocol currently under
development. Once published the Biomethane Quality Protocol it will be available at the Quality
Protocols section of our website (link provided in Appendix X).
Biogas produced from an AD plant has to be upgraded and pressurised prior to storage and
distribution.
Gas vehicles are fuelled with either Compressed Natural Gas (CNG) (stored at 200/250 bar) or
Liquefied Natural Gas (LNG) (stored at -162oC). Biomethane can be provided in equivalent forms
to CNG and LNG. The supply of CNG or LNG requires gas refuelling stations with infrastructure to
supply either types of gas as a vehicle fuel.
6.3. Heat generation and use
AD plants utilising a CHP unit for power generation will produce heat in addition to the electrical
output. Some of this heat is likely to be recovered and utilised in heat exchangers to meet the
heating needs of the facility. Typically this will represent between 10 -20% of the heat produced but
the level will depend on the design and operating conditions of the AD facility. At small scale AD
facilities a biogas boiler may be used to produce heat that is utilised on site for digester heating,
office and farmhouse heating etc. Larger scale facilities may utilise biogas boilers as a back-up in
case of shutdown or maintenance of the primary energy recovery equipment.
Maximising utilisation of the heat produced in an AD process will bring improvements in the overall
efficiency of the process and operators should seek to identify potential markets for heat as part of
the design of an AD facility.
The following sections discuss the use of biogas boilers for generating heat and also the potential
for utilising heat in a small scale District Heating Network (DHN).
6.3.1. Biogas Boilers
Biogas (without upgrading) can be utilised directly from the digester in a gas boiler to provide
heating and/or hot water or in a kitchen range cooker to provide heating, hot water and cooking.
The equipment used needs to be corrosion resistant, and is usually cast iron or stainless steel.
Standard natural gas equipment can be used, but usually the jet size in the burner is increased to
allow more gas through, as biogas has only about two thirds of the calorific value of natural gas.
Condensation boilers are not really suitable for biogas, because they take too much heat from the
exhaust. The exhaust should be vented fairly hot with biogas because it is a wet gas that contains
some level of sulphur; this combination is more likely to cause corrosion once it cools. Burning
biogas in a boiler is an established and reliable technology. Low demands are set on the biogas
quality for this application. Pressure usually has to be around 8 to 25 mbar and it is recommended
to reduce the level of hydrogen sulphide to below 1,000 ppm.
6.3.2. District Heating Networks
Surplus heat generated from an AD facility may potentially be utilised in local small scale District
Heating Networks (DHN). This may be to provide process heat or space heating to local
UNCLASSIFIED
103 of 167
UNCLASSIFIED
businesses or housing. In order to be economically feasible, the use of a DHN requires recipients
to be in close proximity to the AD facility and for the necessary infrastructure to be installed from
the source to the recipient
6.4. Energy and BAT
Energy efficiency measures are required for AD subject to regulation as an installation. A number
of these measures will also be relevant to AD regulated as a waste operation. Operators should
take proportional steps to ensure that the AD facility is designed and operated in such a way as to
optimise energy efficiency.
The Operator should meet the basic energy requirements in Section 6.5 and Section 6.6 as a
minimum.
Where electricity is generated, operators should also to utilise the waste heat as well. A combined
heat and power plant will result in a significant increase in energy efficiency.
6.5. Basic energy requirements (1)
The BAT requirements of this section are basic low-cost energy standards that apply in all cases.
6.5.1. Indicative BAT requirements for Basic Energy Requirements
Indicative BAT requirements for Basic Energy Requirements
Provide a breakdown of the energy consumption and generation by source and the associated
environmental emissions.
1. The Operator should provide the energy consumption information in terms of
delivered energy and also, in the case of electricity, converted to primary energy
consumption. For the public electricity supply, a conversion factor of 2.6 should be
used to derive overall efficiency figures. Where applicable, the use of factors derived
from on-site heat and/or power generation, or from direct (non-grid) suppliers should
be used. In the latter cases, the Operator should provide details of such factors.
Where energy is exported from the AD facility, the Operator should also provide this
information. All this information should be submitted in the application (in England
andWalesthe H1 software tool should be used to produce this information). The
Operator should also provide energy flow information (such as “Sankey” diagrams
or energy balances) showing how the energy is used throughout the process.
2. The Operator should provide the following Specific Energy Consumption (SEC)
information. Define and calculate the SEC of the activity (or activities) based on
primary energy consumption for the products or raw material inputs that most
closely match the main purpose or production capacity of the AD facility. Provide a
comparison of SEC against any relevant benchmarks available for the sector. (See
Energy Efficiency Guidance).
3. The Operator should provide associated environmental emissions. This is dealt with
in the Operator’s response to the emissions inventory using the H1 software tool.
UNCLASSIFIED
104 of 167
UNCLASSIFIED
Our Energy Efficiency Horizontal Guidance Note IPPC H2 provides an appraisal methodology. If
Operators use other appraisal methodologies they should state the method in the Application, and
provide evidence that appropriate discount rates, asset life and expenditure (£/t) criteria have been
employed.
The energy efficiency plan is required to ensure that the Operator has considered all relevant
techniques. However, where a CCA or DPA is in place the Regulator will only enforce
implementation of those measures in categories 1-3 above.
6.6. Basic energy requirements (2)
The BAT requirements of this section are basic low-cost energy standards that apply in all cases.
6.6.1. Indicative BAT requirements for Basic energy requirements (2)
Indicative BAT requirements for Basic Energy Requirements (2). Describe the proposed
measures for improvement of energy efficiency.
1. Operating, maintenance and housekeeping measures should be in place in the
following areas, where relevant: (Indicative checklists of appropriate measures are
provided in Appendix 2 of the guidance note H2 Energy efficiency for IPPC.)
• air conditioning, process refrigeration and cooling systems (leaks, seals, temperature
control, evaporator/condenser maintenance)
•
operation of motors and drives
•
compressed gas systems (leaks, procedures for use)
•
steam distribution systems (leaks, traps, insulation)
•
space heating and hot-water systems
•
lubrication to avoid high-friction losses
•
boiler operation and maintenance, e.g. optimising excess air
•
other maintenance relevant to the activities within the AD facility
2. Basic low-cost physical techniques should be in place to avoid gross inefficiencies.
These should include insulation, containment methods, (such as seals and selfclosing doors), and avoidance of unnecessary discharge of heated water or air (e.g.
by fitting simple control systems such as timers and sensors).
3. Energy-efficient building services should be in place to deliver the requirements of
the Building Services section of the guidance note H2 Energy efficiency for IPPC.
For energy intensive industries these issues may be of minor impact and should not
distract effort from the major energy issues, but they should nonetheless find a
place in the programme, particularly where they constitute more than 5 percent of
the total energy consumption.
4. Energy management techniques should be in place, in particular, the need for
monitoring of energy flows and targeting of areas for reductions.
5. An energy efficiency plan should be provided that:
•
identifies all techniques relevant to the AD facility, including those identified in
UNCLASSIFIED
105 of 167
UNCLASSIFIED
Indicative BAT requirements for Basic Energy Requirements (2). Describe the proposed
measures for improvement of energy efficiency.
section 6.7 that are applicable to the AD facility
•
estimates the CO2 savings that would be achieved by each measure over its
lifetime
The Energy Efficiency Guidance Note provides an appraisal methodology. If Operators use other
appraisal methodologies they should state the method in the Application, and provide evidence
that appropriate discount rates, asset life and expenditure (£/t) criteria have been employed. The
energy efficiency plan is required to ensure that the Operator has considered all relevant
techniques. However, where a CCA or DPA is in place the Regulator will only enforce
implementation of those measures in categories 1-3 above.
6.7. Further energy efficiency requirements
The Operator should demonstrate the degree to which the further energy-efficiency measures
identified in the implementation plan, including those below, have been taken into consideration for
this sector and justify where they have not.
6.7.1. Indicative BAT requirements for Further energy efficiency requirements
Indicative BAT requirements for further energy efficiency. Climate Change Agreement or
Trading Agreement.
1. The following techniques should be implemented where they are judged to be BAT
based on a cost/benefit appraisal according to the methodology provided in
Appendix 4 of the Guidance Note H2 Energy efficiency for IPPC.
Energy supply techniques
2. The following techniques should be considered:
•
use of Combined Heat and Power (CHP)
•
generation of energy from waste
•
use of less polluting support fuels
3. The Operator should provide justification that the proposed or current situation
represents BAT, irrespective , where there are other BAT considerations involved,
eg.:
•
the choice of support fuel impacts upon emissions other than carbon dioxide, eg.
sulphur dioxide;
•
the potential for practical energy recovery from waste conflicts with energy
efficiency requirements.
7. Digestate treatment and storage
UNCLASSIFIED
106 of 167
UNCLASSIFIED
7.1. Introduction
Ready access to chemical fertilisers over the last 50 years has increased agricultural production
yields. However, the manufacture and use of inorganic fertiliser is recognised to give rise to
particular issues, arising both from fossil fuel use and from nitrous oxide emissions. The use of
digestate from AD can help to displace chemical fertilisers by providing a significant amount of
nitrogen as well as phosphorus, sulphur and potassium in an organic form. Digestate has a range
of potential beneficial uses on land, including use as a fertiliser or soil improver.
Digestate is the residual material from the digestion process once biological decomposition and
stabilisation of the waste has taken place. The digestion process should provide a stable sanitised
material that can be applied to land for the benefit of agriculture or to improve the soil structure or
nutrients in land.
Digestate is made up from a liquid digestate and a residual solid or fibrous fraction suspended in
the liquid digestate.
7.2. Digestate Treatment
The stability of the digestate depends on the type of feedstock, the pre-treatment and digestion
process and how this is managed in terms of organic load and residence time. Shortening
residence time will increase the organic load and reduce the degree to which organic matter within
the digester is converted to gas. Where this happens the digestate will be more active and
capable of further anaerobic or aerobic biodegradation.
Some of the organic matter may remain in the liquor as VFA and this presents the potential for
continued activity once outside the digester. This could also present challenges in the ongoing
management of the digestate as a result of biogas generation, the release of VFA (many of which
are highly odorous) and trace components within the biogas (including hydrogen sulphide).
As a minimum requirement, treated digestate should be tested in order to confirm that the process
is achieving the required level of treatment indicated by the stability of the treated digestate.
Digestate sampling and testing will be required to demonstrate the digestate is fully stabilised.
Currently PAS110 provides details of the standard required. The level of testing of digestion
composition and quality will depend on the intended market for the digestate and specifically
whether the digestate is intended to meet ADQP requirements and PAS110.
Individual contractual arrangements with market outlets may specify material requirements (e.g.
moisture content, and CV where the digestate is intended for use as a fuel, or nutrient
concentrations and impurities less than 0.5% by mass where it is to be marketed for as a soil
improver).
For PAS 110 purposes any sampling of digestate must be representative of the portion of
production sampled. Indicative sampling rates are provided in PAS110.
Digestate produced from wastes that do not meet the QP and PAS110 protocols will still be a
waste and its use will therefore be subject to further regulation by the Agency. The use on land of
any such digestate will require an Environmental Permit and Deployment authorisations or
UNCLASSIFIED
107 of 167
UNCLASSIFIED
exemption where applicable. Such wastes should consist of a stable sanitised material that can be
applied to land for the benefit of agriculture or to improve the soil structure or nutrients in land
The digestate from an AD process can be applied to land 'whole' or it can be separated into a
'fibre' and 'liquor’. Separating the digestate using mechanical, biological or thermal separating
equipment can have a number of benefits that can justify the cost of the separation.
A variety of fibre separator systems that are used for digestate separation, including:
rotary screens;
flat belt separators;
roller presses;
vibrating screens;
centrifuges; and
screw or ram presses.
A brief description of typical digestate processing techniques is provided in Table 25:
Technique
Description
Bio-drying
Uses the activity of aerobic bacteria which occurs at the
beginning of composting in order to heat and remove
the water content of digestate.
Screw Press
Digestate is compressed into a gradually decreasing
screw channel between a screw shaft and a fluid
permeable mantle.
Belt Press
Digestate is sandwiched between two tensioned belts,
or a single belt between two rollers, which are passed
through decreasing diameter rolls to squeeze out water.
Brushed screens
A concave perforated screen swept by rotary brushes
beaters, inclined or parabolic wedge wire screen.
Centrifuges
Use high speed rotation to separate the fibre and the
liquor.
Liquor treatment
Additional processing using ultra filtration or reverse
osmosis can be used to purify the liquor so it can be
discharged into water bodies.
Table 25
Digestate Processing Techniques
Separation performance depends on the characteristics of the feedstocks being processed and the
separator type and screen size. The design of a separator should be matched to the properties of
whole digestate being separated and to the qualities of the separated products that are required.
For example a belt press usually has a slow throughput, but can separate almost any kind of
digestate, a drum press has a high throughput, but will have difficulty with fine solids or greasy
digestate, whereas a screw press requires a digestate that contains fibrous material, but will then
produce a drier fibre than other types of separator.
The following table provides a comparison of typical efficiencies for digestate separation
techniques.
UNCLASSIFIED
108 of 167
UNCLASSIFIED
Separator
Separator efficiency (%)
Type
Dry
Matter
Nitrogen
Phosphorus
Potassium
Volume
Reduction (%)
Belt press
56
32
29
27
29
Sieve drum
20 – 62
10 – 25
10 – 26
17
10 – 25
Screw press
20 – 65
5 – 28
7 – 33
5 – 18
5 – 25
Sieve
centrifuge
13 – 52
6 – 30
6 – 24
6 – 36
7 – 26
Decanter
centrifuge
54 – 68
20 – 40
52 – 78
5 – 20
13 – 29
Table 26
2010)
Separator efficiency common mechanical separators (Source IEA Bioenergy,
The fibres produced by many AD processes differ from aerobic compost in three ways:
the content of ammonium nitrogen is high;
the degree of structural stability is low; and
only a few species of micro-organisms are present.
The fibres are best suited for agricultural usage, while a post-treatment composting stage may be
needed for general marketing in other sectors.
Where the solid/fibre proportion of digestate is separated the process should take place within an
enclosed building which is kept under negative air pressure. Fast acting roller shutter doors should
be provided for access and egress.
Abatement prior to discharge will be required for exhaust air from areas processing/separating and
storing solid digestate prior to discharge to atmosphere.
The separation/processing of digestate should be carried out on an impermeable surface with a
sealed drainage system.
Where separated fractions do not meet the PAS 110 QP, these fractions must continue to be
treated as wastes and the guidelines for the storage of wastes will apply.
7.2.1. Nutrient Stripping
The stripping of nutrients from whole digestate or the separated liquor fraction may be beneficial to
an AD operation, in particular where a proportion of the digestate or liquor is recycled through the
process or where the residual liquor is disposed to the sewerage system following treatment. The
process may also result in the production of materials such as ammonium salts including struvite
which have an economic value. Typical processes for ammonia stripping include gas stripping,
utilising biogas and heat produced from the process, and is used in conjunction with an acid
scrubbing process.
UNCLASSIFIED
109 of 167
UNCLASSIFIED
7.3. Use of Digestate as a Solid Fuel
There is the potential development in the use of the dried fibre fraction of digestate as a biomass
fuel. The process typically involves drying the separated digestate fibre to form pellets. The drying
process can utilise excess heat from the CHP unit. The digestate pellets typically contain a dry
matter content of 80 – 85% and have a CV of around 15 MJkg-1.
In order to be used as biomass fuel the operator must demonstrate to the satisfaction of the
Regulator, that the digestate meets end of waste for use as a fuel. Currently, where digestate is
burnt, it is done so in an energy from waste (EfW) combustion facility, compliant with the Waste
Incineration Directive. Issues may arise from higher concentrations of nitrogen, sulphur, chlorine
or heavy metals than that found in non-waste derived fuels.
7.4. Storage of Digestate
Storage of digestate represents a potential source of emissions from both gaseous and liquid runoff.
On-site digestate storage must be designed to prevent liquid emissions and minimise gas
emissions. Digestate must be stored in a manner that will minimise odour and not give rise to
pollution.
Operators must ensure that sufficient provision has been made for digestate storage prior to
distribution.
Storage provision should take into account situations where the land-bank may be unavailable for
prolonged periods, for example, where the land is waterlogged or frozen.
The length of storage period required will depend on the seasonal market of digestate.
Where digestate is stored pending application on agricultural land in a Nitrate Vulnerable Zone,
sufficient storage capacity must be available to span the winter ‘no spread’ periods.
In accordance with NVZ regulations storage requires at least:
6 months (1 October to 1 April inclusive) storage capacity for pig slurry and poultry manure;
and
5 months (1 October to 1 March inclusive) storage capacity for other livestock slurry e.g.
cattle slurry.
Losses of methane and nutrients from storing and handling of digestate are possible. In order to
prevent gaseous emissions, storage equipment should always be covered with a gastight cover.
Roof structures, or roof membranes can be fitted to concrete or steel structure stores, and flexible
covers can be fitted to lagoons. All such storage areas (including those for the storage of solid
fractions) should be provided with appropriate emissions control and abatement systems.
In order to maximise recovery of biogas, operators should consider including a system to collect
additional biogas produced from the storage of digestate. Digested material must be stored upon
an impermeable surface supplied with a sealed drainage system.
Digestate must be stored within covered tanks or covered lagoons and should be of a design and
capacity fit for purpose. Lagoons should have a free board of minimum 750 mm.
UNCLASSIFIED
110 of 167
UNCLASSIFIED
Where digestate is dewatered, the fibre must be covered either in a Dutch barn or sheeted and
stored on an impermeable surface with a sealed drainage system.
7.4.1. Indicative BAT requirements for digestate treatment and storage
Indicative BAT requirements for digestate treatment and storage
Separation of digestate
Separation of solid/fibre proportion of digestate must:
1. Take place within an enclosed building which is kept under negative air pressure.
2. The building should have fast acting roller shutter doors provided for access and
egress.
3. Exhaust air from processing/separating and storage areas will require abatement
prior to discharge to atmosphere.
4. The separation/processing digestate should be carried out on an impermeable
surface with a sealed drainage system.
5. Where separated fractions do not meet the PAS 110 QP, these fractions must
continue to be treated as wastes and the guidelines for the storage of wastes will
apply.
Storage of digestate
6. Digestate must be stored within covered tanks or covered lagoons and should be
of a design and capacity fit for purpose. Lagoons should have a free board of
minimum 750 mm.
7. All such storage areas (including those for the storage of solid fractions) should
be provided with appropriate emissions control and abatement systems.
8. In order to maximise recovery of biogas, operators should consider including a
system to collect additional biogas produced from the storage of digestate.
9. Digested material must be stored upon an impermeable surface supplied with a
sealed drainage system.
10. Operators must ensure that sufficient provision has been made for digestate
storage prior to distribution.
11. Digestate must be stored in a manner that will minimise odour and not give risk
to pollution. Storage provision should take into account situations where the
land-bank may be unavailable for prolonged periods, for example, where the land
is waterlogged or frozen.
12. Where digestate is stored pending application on agricultural land in a Nitrate
Vulnerable Zone, sufficient storage capacity must be available to span the winter
no spread periods.
Where the digestate does not meet the PAS 110 QP, the digestate must continue to be
treated as wastes and the guidelines for the storage of wastes will apply.
UNCLASSIFIED
111 of 167
UNCLASSIFIED
Emissions control and abatement
7.5. Emissions to air
7.5.1. Point Source Emissions to Air
Combustion Exhaust Emissions
The energy within biogas should be recovered efficiently. This may be carried out on site or
biogas may be exported for energy recovery offsite. Most biogas utilisation schemes produce
electricity and/or heat although wider applications are possible where the biogas is upgraded to
biomethane and exported.
Most AD plants utilise the biogas on-site, either as a fuel for use in boilers to provide hot water and
heating (small scale AD plants) or by combustion within CHP gas engines to provide electricity and
heat.
Maintaining the availability of the on-site energy recovery plant is a priority and this requires
alignment of the reactor design to the energy recovery plant to avoid any biogas surplus and
operating and maintaining the energy recovery plant to minimise unnecessary downtime.
Stand-by flares are used to burn excess biogas, when the energy recovery plant is unavailable due
to maintenance or breakdown and the on-site biogas storage has exceeded its capacity. Biogas
should not be routinely flared.
Monitoring of the exhaust emissions of the combustion plant is required in order to ensure that the
combustion characteristics have been optimised and drift in engine performance is minimised.
The emissions and monitoring standards we apply to biogas fuelled engines are the same as those
we apply to engines fuelled by landfill gas, with limits being set for oxides of nitrogen (NOx),
carbon monoxide (CO) and VOCs. A limit for sulphur dioxide may also be included, depending
upon the likely presence of sulphur-containing compounds within the biogas. Current limits for
engines and boilers are provided in Table 27 below, although operators should always seek to
maximise the performance of the engines and achieve emissions well below those limits in the
permit.
Emission Point and Source
Parameter
Limit (including units)
Stacks on engines
Oxides of Nitrogen
Carbon monoxide
Total volatile organic
compounds including
methane
500 mg/m3
1400 mg/m3
1000 mg/m3
Minimum
velocity
stack
exit
15 m/s to ensure effective
plume breakaway
Table 27 – Typical Emission Limits for New Biogas Engines
Operators should refer to our guidance document LFTGN08 – Guidance for Monitoring Landfill
Gas Engine Emissions for details of how gas engine monitoring is to be undertaken and for details
of the current limits which apply, the link is provided in Appendix D.
UNCLASSIFIED
112 of 167
UNCLASSIFIED
Where CHP plants involving biogas engines are used, routine servicing of the engine is also
required to maintain combustion efficiency as these plants fall out of tune within relatively short
periods. As well as the annual monitoring usually required, additional monitoring of NOx and CO
should also be undertaken periodically and the engine(s) re-tuned to ensure the energy recovery
plant remains within the permitted emission limits. Further details regarding the methodology for
such monitoring can be found in Appendix C of guidance document LFTGN08.
Records should be kept by the operator of all monitoring undertaken and the monitoring results,
maintenance undertaken, periods of operation of the auxiliary flare and releases of biogas from
pressure release valves.
7.5.2. Indicative BAT requirements for point source emissions to air
Indicative BAT requirements for point source emissions to air
1. Operators should refer to our guidance document LFTGN08 – Guidance for
Monitoring Landfill Gas Engine Emissions for details of how gas engine monitoring
is to be undertaken and for details of the current limits which apply, this is available
in the landfill gas guidance section of our website.
2. Where CHP plants involving biogas engines are used, routine servicing of the engine
is also required to maintain combustion efficiency. As well as the annual monitoring
required, additional monitoring of NOx and CO should also be undertaken
periodically and the engine(s) re-tuned to ensure the energy recovery plant remains
within the permitted emission limits. Further details regarding the methodology for
such monitoring can be found in Appendix C to LFTGN08.
3. Records should be kept by the operator of all monitoring undertaken and the
monitoring results, maintenance undertaken, periods of operation of the auxiliary
flare and releases of biogas from pressure release valves.
4. Biogas storage and combustion should be appropriately sized to deal with the
quantity of biogas generated from the AD process operating as designed. Biogas
should not be routinely flared to atmosphere.
5. The main chemical constituents of the emissions should be identified. This will
allow the appropriate abatement technology to be selected to clean incidental
emissions.
6. Emphasis should be placed on the prevention of the production and displacement of
pollutants. Abatement can be readily overloaded and become ineffective. Abatement
techniques should not be used as an inline process tool as part of the treatment
process.
7. Correctly operate and maintain the abatement equipment, including the handling and
disposal of spent scrubber medium or spent carbon.
8. Vent and chimney heights should be assessed for dispersion capability and an
assessment made of the fate of the substances emitted to the environment.
9. The Operator should justify whether or not abatement is required, assessing the
impact of the emissions.
10. Sampling facilities should be provided in line with Environment Agency M1 guidance
for point source emissions.
UNCLASSIFIED
113 of 167
UNCLASSIFIED
7.5.3. Fugitive Emissions to Air
The majority of fugitive emissions occur during the acceptance of wastes and from the transfer of
wastes to the bio-reactor and removing digestate from the bioreactor. Suitable operational
procedures should be developed and followed to minimise fugitive emissions during these
processes – these include transferring the wastes to the bioreactor via sealed pipeline from a
suitably enclosed waste acceptance and treatment building and appropriate sealed transfer and
storage of digestate.
There are other potential sources of fugitive biogas emissions, including those related to
emergency vent valves and from poorly sealed water traps, flanges and other unions
within/between pipework and the reactor headspace and within the gas collection pipework.
Efficient design, construction, operation and maintenance of the AD plant will prevent or minimise
fugitive emissions from these sources.
The main methods of preventing such emissions are regular scheduled checks and maintenance,
including leak detection tests and other plant monitoring where appropriate. Any hazards related to
such emissions need to be managed since they pose fire and/or explosion risks, as well as toxicity
from gases such as H2S and the potential for nuisance from the release of highly odorous
compounds such as mercaptans.
Fugitive emissions (including particulates, odour and/or bioaerosols) may occur from waste pretreatment areas, depending on the type of pre-treatment process used (particularly mechanical
pre-treatment). Unless it can be justified otherwise, waste treatment should take place in an
enclosed building with an appropriate air management system that maintains a negative pressure
within the building and discharges via an emissions abatement system.
Examples of common sources of fugitive emissions are:
open vessels (for example, digestate storage tanks)
sampling activities
storage areas (for example, bays, stockpiles, lagoons, etc.)
the loading and unloading of containers
transferring/bulking up of material from one vessel to another
conveyor systems
pipework and ductwork systems (for example, pumps, valves, flanges, catchpots, drains,
inspection hatches, etc.)
poor building containment and extraction
potential for by-pass of abatement equipment (to air or water)
spillages
accidental loss of containment from failed plant and equipment
tanker and vessels manhole openings and other access points
displaced vapour from receiving tanks
cleaning or replacing of filters
UNCLASSIFIED
114 of 167
UNCLASSIFIED
also have condensate storage and handling
wastewater storage
drum storage
tank cleaning
tanker washing
As part of the Application the Operator should identify and, where possible quantify, significant
fugitive emissions to air from all the specific relevant sources listed above, estimating the
proportion of total emissions that are attributable to fugitive releases for each substance. Where
there are opportunities for reductions, the Permit may require the updated inventory of fugitive
emissions to be submitted.
This section should be read in conjunction with section 7.6 Odour.
7.5.4. Indicative BAT requirements for fugitive emissions to air
Indicative BAT requirements for fugitive emissions to air
1. The AD facility must be designed, constructed, operated and maintained to a high
standard so as to prevent or minimise any potentially polluting point source and/or
fugitive emissions.
2. Fugitive biogas emissions must be prevented as they pose fire and/or explosion
risks, as well as toxicity from gases such as H2S and the potential for nuisance from
the release of highly odorous compounds. A programme of regular scheduled
checks and maintenance, including leak detection tests and other plant monitoring,
must be developed and followed.
3. Effective monitoring of all processes and emissions must be undertaken.
4. Emissions abatement systems must be specifically selected and designed to
minimise the release of odour, bioaerosols and microorganisms, taking into account
all relevant process parameters for the area of operations they are to control and
they should be installed, monitored and maintained so as to ensure their continued
effective operation.
5. Where odour generating activities take place in the open, (or potentially odorous
materials are stored outside), a high level of management control and use of best
practice to prevent odours will be expected.
6. The following general techniques should be employed where appropriate:
Covering of skips and vessels
Avoidance of outdoor or uncovered stockpiles (where possible)
Where dust creation is unavoidable, use of sprays, binders, stockpile management
techniques, windbreaks and so on
Regular wheel and road cleaning (avoiding transfer of pollution to water and wind
blow)
Closed conveyors, pneumatic or screw conveying (noting the higher energy needs),
minimising drops. Filters on the conveyors to clean the transport air prior to release
UNCLASSIFIED
115 of 167
UNCLASSIFIED
Indicative BAT requirements for fugitive emissions to air
Regular housekeeping
For further information on Odour, see Section 7.6
7. In addition:
When cleaning filters, filter pot lids should be replaced as soon as possible.
Contaminated waters have potential for odours and should be stored in covered
tanks.
Maintenance schedules should ensure regular cleaning/ desludging of tanks to avoid
large scale decontamination activities. All odorous materials being transferred
directly to sealed containers.
Tanker washing should be conducted under a permit to work scheme. If the load is
likely to give rise to odour, then the first wash should be with water/aqueous waste
and discharged direct to abated storage systems before opening the tanker
manways. Open tanker barrel for the minimum amount of time. All washings to be
directed to abated storage systems.
7.6. Odour
AD sites may produce odours as a result of normal operations and odours can become significant
if there are local sensitive receptors.
The Operator should have an odour management plan containing the following information:
Information relating to sensitive receptors, in particular the type of receptor, location relative
to the odour sources and an assessment of the impact of odorous emissions on those
receptors (This should normally be available before a Permit is issued, but where very
detailed information has to be obtained the Operator may be able to secure an agreement
to supply it as part of a preoperational requirement).
An overview of any complaints received, what they relate to (source/operation) and
remedial action taken.
The types and source of odorous substances used or generated, intentional and fugitive
(unintentional) release points and monitoring undertaken.
Actions taken to prevent or minimise:
–
A description of the actions taken to prevent and/or minimise odour annoyance for
each odour source.
–
A demonstration that the indicative BAT requirements are being complied with.
–
Identification of any circumstances or conditions which might compromise the ability
to prevent or minimise odour annoyance, and a description of the actions that will
be taken to minimise the impact.
There may be a requirement placed upon the Operator to provide some or all of this information in
the form of an odour management statement. The use of appropriate sections of H4 Horizontal
Guidance for Odour - Part 1 (Regulation and Permitting) and Part 2 (Assessment and Control) is
advised.
UNCLASSIFIED
116 of 167
UNCLASSIFIED
The definition of pollution includes “emissions which may be harmful to human health or the quality
of the environment, cause offence to human senses or impair or interfere with amenities and other
legitimate uses of the environment”. Odour emissions can constitute “offence to human senses”
and are associated with point sources as well as fugitive sources.
The information presented in this section should be read in conjunction with the Environment
Agency H4 Odour Management Horizontal Guidance available on our website (see link in
Appendix D).
The guidance provides further details and requirements regarding odour management that the
developer will need to take into account when preparing an Odour Management Plan (OMP).
AD has the potential to generate odour emissions from the anaerobic stabilisation process. In
addition exhaust and combustion gases can also contain odorous compounds.
The most likely compounds to cause odour issues are ammonia, hydrogen sulphide, volatile fatty
acids, mercaptans, alkyl sulphides and terpenes. These compounds are present in many
feedstocks or are formed during the process.
Bio waste materials have the potential to generate odour as they biodegrade. Poor management
of unprocessed waste/substrate storage can lead to the generation of offensive odours, which can
become a persistent nuisance to local residents and may result in enforcement action being taken
by us against the site operator.
Odours can also create negative perception of AD facilities by local residents and communities,
which may impact on the long term viability of facilities. The potential for odour therefore needs to
be assessed and managed carefully with each new facility.
7.6.1. Odour Management
Appropriate measures must be taken in the design and operation of the AD to prevent potential
odour pollution or minimise it when prevention is not practicable. The measures that are
appropriate will depend on the process and site-specific circumstances whilst taking cost and
benefits into account.
Operational handling and management of wastes has a part to play in the management of odour
but it is accepted that the nature of the feedstocks and process may make some fugitive emissions
unavoidable. Good housekeeping, vehicle management, the rotation of feed to prevent
unnecessary ageing and degradation within storage areas and routine maintenance and cleaning
will all help reduce the generation and release of fugitive emissions. Nevertheless the challenge of
controlling odour from wastes that are intrinsically odorous when received remains. This leads in
most cases to the need for engineered containment of storage and process areas where waste
and solid outputs are exposed.
The reception and pre-treatment of odorous or potentially odorous wastes should take place within
an enclosed building with an appropriate air management system that maintains a negative
pressure within the building and discharges via an emissions abatement system. Vehicle and
other access points to the building should avoid wash out of odour through ventilation design, the
use of high speed roller shutter doors and designing the containment to segregate areas of low
and high odour. Areas of higher odour should be remote from main areas of access. The
extraction system should be capable of providing a minimum rate of 3 air changes per hour to the
operational area to prevent the build up of odours and gasses. The system should also be
designed to allow higher numbers of air changes within the building where there is possibility of
higher or more acute odour release. Any air movement should be controlled to ensure air flows
are from low odour areas to high odour areas.
UNCLASSIFIED
117 of 167
UNCLASSIFIED
Ultimately developers and operators risk the closure of their facility if they cannot adequately
mitigate odours, it is therefore important to fully understand the mechanisms and events which
cause odours to arise.
7.6.2. Odour Monitoring
Monitoring odour should be part of measuring the effectiveness of operational practices, as it may
identify an imbalance of the anaerobic degradation process or reveal the need to improve
housekeeping and maintenance.
When a digester is first filled and becomes air tight, not only will it take several days to fill and
reach the correct temperature, but the anaerobic conversion process could take several weeks
before the correct bacterial cultures develop and start generating methane. Therefore a great deal
of care and attention are required, especially during the commissioning stage of an AD plant, when
the plant is in its start up phase. Reaching a stable operational stage could take up to six months,
during which time there will be a great deal of intervention from the technology suppliers,
commissioning engineers and operators. This is likely to increase the amount of fugitive biogas
release which could carry high levels of VOCs and cause odour. The Operator should ensure that
any such releases are controlled and minimised. Should any significant releases of biogas be
necessary then these should be collected and appropriately managed, e.g. by flaring where
possible.
Once the plant is operational there are various parameters that will require checking or monitoring
daily to ensure that digestion is balanced. This will help reduce the potential for fugitive emissions
by improving the degree of stabilisation and reducing more odorous VFA within the digestate.
There are a number of methods for measuring odours and the right method should be chosen
based on particular conditions, the degree of accuracy required and affordability.
Monitoring can take several different forms depending on site, scale and type, location and location
of sensitive receptors. These should be considered as part of the OMP:
Sniff testing (to check ambient air on or off site);
Meteorological monitoring;
Complaints;
Odour diaries;
Process parameters;
Field dilution olfactometers;
Grab sampling and analysis;
Chemical monitoring techniques
7.6.3. Odour Abatement
As previously detailed, the reception and pre-treatment of odorous or potentially odorous wastes
should take place within an enclosed building with an appropriate air management system that
UNCLASSIFIED
118 of 167
UNCLASSIFIED
maintains a negative pressure within the building and discharges via an emissions abatement
system and discharges via an emissions abatement system. The abatement system must be
specifically designed to minimise the release of odour, bioaerosols and microorganisms and
maintained for the process undertaken and be fit for purpose. There are a number of suitable
abatement techniques:
Biofiltration
Wet Chemical Scrubbing
Activated Carbon
Ozone Treatment
The techniques may be used in isolation or in combination depending on the species to be abated
and other site specific factors such as the proximity of receptors and available space. The
operator should deploy the technique or techniques which most effectively prevent or minimise the
emission of odours.
7.6.3.1. Biofiltration
Biofilters operate by directing the exhaust air from the air management system through a substrate
that supports a population of aerobic microbes (microorganisms including both bacteria and fungi).
Odorous air is directed into the biofilter and the odorous substances transfer into a biofilm on the
surface of the substrate and the microbial community degrades the chemicals/substances to
carbon dioxide and water.
Biofilters, in a wide range of configurations, are by far the most popular and common method of
scrubbing odours from enclosed waste operations utilising biowastes, due to their potential for high
removal efficiencies and low cost. However, biofilters are not particularly effective with highly
variable odour streams (unlikely to be an issue with most AD plants), require a relatively large area
and need to be actively maintained by competent personnel.
Biofilters are designed to operate based on the nominal volume of process air that they are
required to filter per unit time and will require active management. Accordingly, if a biofilter is
accustomed to coping with moderate loadings a drop in removal efficiency will be evident where
this loading is increased suddenly..
Biofilter design
The basic design consists of biologically active media bed supported over an enclosed chamber
that allows odorous gas to be fed into the filter media (fixed bed biofilter). Biofilters vary from
relatively simple open designs to highly engineered closed systems, all of which work on the same
principle. There are two basic designs:
Closed biofilters; the filtration medium is housed within a structure that typically has an inlet
port for the dirty air and an exhaust port for the treated air that has been through the filter.
Open biofilters; the medium is exposed to atmosphere, sometimes at the sides as well as
the top. They have an inlet port but filtered emissions will exhaust freely from all exposed
surfaces.
It is also possible to enhance the basic biofilter design to include biotrickling filters and
bioscrubbers.
A biotrickling filter is a modification to the trickling filter design used in waste water treatment. The
process gas and liquid (commonly sewage sludge) flow through a fixed bed either counter
currently or co-currently. The fixed bed material provides a surface for an aqueous biofilm to form
UNCLASSIFIED
119 of 167
UNCLASSIFIED
in which biodegradation can occur. The packed bed is generally made of an inert material such as
structured plastics, resins, ceramics, celite, polyurethane foam, or lava rocks.
A bioscrubber is an enhancement to the biotrickling filter. The bioscrubber attempts to improve the
absorption of pollutants into the liquid phase, and lengthen the time the microbes have to consume
the pollutants. These are accomplished in two ways: the tower packing is flooded with a liquid
phase and the discharge effluent from the bioscrubber is collected in a storage tank (sump) before
being recycled back to the bioscrubber.
The relative advantages and disadvantages of each these biofilter treatment methods are set out
in the table below
Design
Advantages
Disadvantages
Large land requirement for
traditional design.
Low operation, capital No continuous internal liquid flow
and maintenance costs.
in which to adjust bed pH or to
Fixed
Bed Easy operation and start- add nutrients.
Biofilter
up.
In an open design it is difficult to
High gas/liquid surface obtain
samples
to
prove
area.
effectiveness.
Natural bed media must be
replaced every 2 to 5 years.
Media
require
regular
Biotrickling Filter
Good for high flow rates.
replacement.
Humidification of process
gas is not required.
Considerably more expensive to
Smaller
size
than
install and operate than other
Bioscrubber
traditional biofilters.
biofilter designs.
pH and nutrient feed can
Overfeeding can lead to plugging.
be automated.
Table 28 – Biofilter Design Advantages and Disadvantages (Sources: US EPA 2003, Cabrera et al., 2011)
Biofilter Operational Requirements
The key factors influencing biofilter performance are the choice of biofilter media, residence time of
the odorous air within the biofilter, sizing of the biofilter bed, temperature, moisture content of the
filter material, pH and the availability of nutrients. Maintaining optimal operational conditions is vital
to ensure that a biofilter remains effective in treating fugitive odorous emissions.
Biofilter Media
The filter media to be used in a biofilter is an important consideration and must be selected to
provide; adequate residence times, sufficient surface area (sorption capacity) for contaminants and
microbial attachment, living space and reserve nutrients for micro-organisms, water content,
structural support to maintain internal structure.
Materials that can be used as filter media can include organic materials and wastes from a variety
of sources and inert materials for structural support and often a mixture of compost and wood
UNCLASSIFIED
120 of 167
UNCLASSIFIED
chips is used to aid adsorption capacity. Additives may be used to maintain optimum conditions
such as limestone or crushed shells for pH maintenance.
Recommended operational conditions for biofilters are provided inTable 29.
Characteristic
Filter media
Moisture content
Nutrients
pH
Temperature
Gas pre-treatment
Gas residence time
Media depth
Elimination capacity
Gas distribution
Description
Biologically active, but reasonably stable
Organic matter content >60 %
Porous and friable with 75 – 90 % void volume
Resistant to water logging and compaction
Relatively low fines content to reduce gas headloss
Relatively free of residual odour
Specifically designed mixtures of materials may be desirable to
achieve the
above characteristics
50 – 80 % by weight
Provisions must be made to add water and remove bed drainage
Must be adequate to avoid limitations
Usually not a problem with aerobic digestion gases because of the
high NH3 content
7 to 8.5
Near ambient, 15 – 35 or 40 °C
Humidification could prove to be useful in order to achieve near 100
% inlet gas humidity
Dust and aerosols may be removed to avoid media plugging, but for
most biofilters this is not a problem (unless they have a tissue layer
in the bottom)
Min 30 - 60 seconds, preferably nearer 60 seconds
>1m, <2 m
Depends on media and compound (typically in the range 10 – 160
g.m-3.h-1)
The manifold must be properly designed to present a uniform gas
flow to the media
Table 29 – Recommended Operational Conditions for Biofilters
7.6.3.2. Wet chemical scrubbers
As indicated above, biofilters efficacy can be limited with highly variable odour
streams, and will require a relatively large area compared to chemical scrubbers
and need to be actively maintained by competent facility staff. Therefore, there may
be circumstances where wet chemical scrubbing is a suitable supplement or
replacement for biofiltration in the removal of composting odours, for example when
large air volumes need regular replacing or for removal of high levels of ammonia.
Wet chemical scrubbers provide intimate and prolonged contact between the treated
air stream and an aqueous absorbing solution. A wide range of variations are
possible including:
UNCLASSIFIED
Re-circulating and single-pass scrubbing solutions
Acidic or alkaline scrubbing solutions
Oxidising scrubbing solutions
Packed column, plate or spray towers
121 of 167
UNCLASSIFIED
Common chemicals used in wet scrubbing include oxidizing agents (sodium
hypochlorite, hydrogen peroxide), bases (lime, hydrated lime, caustic), acids
(sulphuric, hydrochloric), reducing agents and absorption enhancing agents.
Due to the complex nature of gases within AD emissions that include ammonia,
organic sulphur compounds, and other organic compounds such as VFA and
terpines, different absorption conditions are necessary to remove all these
compounds. Therefore single stage scrubbing will not be particularly effective and a
multi-stage process is usually required. Examples of multi-stage scrubbing systems
include misting towers and packed bed scrubbers.
Capital costs for these systems can be relatively high, particularly when equipped
with systems to re-circulate and chemically dose the scrubbing solutions. However,
their compact size, high potential removal efficiency and ability to handle highly
variable air streams and loading rates can make them cost effective in some cases,
particularly where high volumes of air require treatment (e.g. building ventilation)
such as on a large scale in-vessel composting or AD facility.
7.6.3.3. Ozone treatment
Ozone gas can be used to treat malodorous air at biowaste facilities. Ozone
oxidizes volatile organic compounds within an emission stream to yield compounds
which are less odorous. Ozone itself is reduced to form oxygen. It may be used in
isolation or in combination with other techniques for abatement. There is limited
information on its application within AD although it is used widely in other areas
including wastewater treatment.
7.6.3.4. Activated Carbon
Activated carbon is used in an adsorption process for odour removal from gas, and is effective in
humid gas streams. Systems may use carbon adsorption following a water scrubbing process as
activated carbon can be prone to plugging from dust and fine particulates. Activated carbon is also
not effective at ammonia removal and therefore scrubbing to remove ammonia is typically required
in addition to carbon adsorption in applications with high nitrogen containing substrates. Activated
carbon must be either replaced or regenerated prior to saturation to prevent reduced performance.
7.6.4. Bioaerosols
There is the potential for bioaerosols to arise within the waste acceptance and pre-treatment
building or from the operation of a biofilter. The abatement system chosen to manage the
emissions from such sources must be specifically designed to minimise the release of odours,
bioaerosols and microorganisms.
We may therefore require the monitoring of bioaerosol emissions, particularly if the facility is
located near to any sensitive receptors.
7.6.5. Indicative BAT requirements for Odour Control
UNCLASSIFIED
122 of 167
UNCLASSIFIED
Indicative BAT requirements for Odour Control
1. Where odour can be contained, for example within buildings, the Operator should
maintain the containment and manage the operations to prevent its release at all
times by ensuring a negative pressure. There should be a minimum of 3 air changes
per hour and the air vented to an odour abatement system before release (also see
point source discharge to air)
2. Emissions abatement systems must be specifically selected and designed to
minimise the release of odour, taking into account all relevant process parameters
for the area of operations they are to control and they should be installed, monitored
and maintained so as to ensure their continued effective operation as agreed with
the regulator. Where odour releases are expected to be acknowledged in the Permit,
(i.e. contained and treated prior to discharge or discharged for atmospheric
dispersion):
•
For existing AD facilities, the releases should be modelled to demonstrate the odour
impact at sensitive receptors. The target should be to minimise the frequency of
exposure to ground level concentrations that are likely to cause pollution.
•
For new AD facilities, or for significant changes, the releases should be modelled
and it is expected that the Operator will achieve the highest level of protection that is
achievable with BAT from the outset.
•
Where there is no history of odour problems then modelling may not be required
although it should be remembered that there can still be an underlying level of
pollution without complaints being made.
3. Where odour generating activities take place in the open, (or potentially odorous
materials are stored outside) a high level of management control and use of best
practice will be expected.
4. Where an AD facility releases odours but has a low environmental impact by virtue
of its remoteness from sensitive receptors, it is expected that the Operator will work
towards achieving the standards described in this Note, but the timescales allowed
to achieve this might be adjusted according to the perceived risk.
5. Assessment of odour impact should cover a range of reasonably foreseeable odour
generation and receptor exposure scenarios, including emergency events and the
effect of different mitigation options.
6. Emphasis should be placed on pre-acceptance screening and the rejection of
specific wastes, for example, highly odorous materials that are only suitable for
acceptance under special handling requirements. These may include dedicated
sealed handling areas with extraction to abatement.
7. Emphasis should be placed on the prevention of the production, containment and
displacement of pollutants. Abatement can be readily overloaded and become
ineffective. Abatement techniques should not be used as an inline process tool as
part of the treatment process. Scrubbers should be monitored to ensure optimum
performance, i.e. operating at correct pH, ensuring adequate chemical wash
replenishment and replacement and pressure drop monitoring. Scrubbers should be
alarmed to alert operators to conditions where performance may be adversely
affected.
8. Correctly operate and maintain the abatement equipment, including the handling and
disposal of spent scrubber medium or spent carbon.
UNCLASSIFIED
123 of 167
UNCLASSIFIED
7.7. Point Source Emissions to surface water and sewer
7.7.1. Nature of effluent
The majority of point sources from AD treatment plants are in the form of treated digestate. The
outlet for the liquid output from the AD is in the digestate that is spread to land for agricultural or
ecological benefit. Depending on the availability of the landbank or the type of waste feed, the
liquid may be separated from the solid fraction of the digestate and discharged to foul sewer.
Emissions to watercourses and groundwater (under consent) are rare and secondary treatment
methods are required such as reverse osmosis followed by tertiary reed bed treatment in order to
meet environmental quality standards.
Consideration could be given to membrane processes, for example, micro-, ultra- and nano
filtration. These are being utilised by some water utilities on discharges from WWTW, primarily to
control pathogens. There would appear to be scope for the application of these filtration techniques
(including sand filters) to remove particulate in effluents from AD plants, reducing suspended
solids.
It is important to note that, whereas a trade effluent consent for a discharge to sewer allows the
release of a stated level of pollution, this does not necessarily mean that this is BAT for the
treatment process. BAT requires that pollution should be prevented or reduced, within the cost and
benefit framework of BAT.
The primary consideration should be to prevent releases of harmful substances to the aquatic
environment, whether releases are direct or via a sewage treatment works.
7.7.2. Indicative BAT requirements for point source emissions to surface
water and sewer
Indicative BAT requirements for point source emissions to surface water, sewer
1. The following general principles should be applied in sequence to control emissions
to water:
•
water use should be minimised and wastewater reused or recycled
•
contamination risk of process or surface water should be minimised
2. Consideration should be given to the use of filtration/osmosis or other techniques
which allow the effluent water to be cleaned if discharge is to be to controlled
waters.
3. Where effluent is treated off-site at a sewage treatment works the above factors still
apply. In particular, it should be demonstrated that:
•
action plans are appropriate to prevent direct discharge of the waste-waters in the
event of sewer bypass, (via storm/emergency overflows or at intermediate sewage
pumping stations) for example, knowing when bypass is occurring, rescheduling
activities such as cleaning or even shutting down when bypass is occurring.
•
a suitable monitoring programme is in place for emissions to sewer.
4. The Operator should conduct daily visual checks on the effluent management
system and maintain a log.
5. The Operator should have in place procedures to ensure that the effluent
UNCLASSIFIED
124 of 167
UNCLASSIFIED
Indicative BAT requirements for point source emissions to surface water, sewer
specification is suitable for the on-site effluent treatment system or discharge
criteria
6. Measures should be in place to isolate effluent where samples indicate a breach of
specification. Incidents of this nature should be recorded in the effluent log.
7.8. Point source emissions to groundwater
In general, there should be no permitted releases to groundwater of either a direct or indirect
nature.
On 6 April 2010 the controls to protect groundwater quality formerly dealt with under the transitory
Groundwater regulations 2009 (which superseded the Groundwater regulations 1998) came within
phase 2 of environmental permitting regime via the Environmental Permitting (England and Wales
Regulations 2010. EPR 2010 implements the requirements for controls on discharges to
groundwater imposed by the Water Framework Directive.
EPR also replaces the offences under previous regulations and the Water Resources Act 1991 for
the discharge of pollutants without a permit. Anything defined as a groundwater activity now
requires either an environmental permit or must be an exempt groundwater activity. It is an offence
to operate a regulated facility or to cause or knowingly allow a groundwater activity to take place
without an environmental permit or an exemption.
The Water Framework Directive (2000/60/EC) introduced the concept of ‘hazardous substances’
and ‘non-hazardous pollutants’, which replaced the previous definitions of List I and List II
substances in the now revoked Groundwater Regulations. Hazardous substances are defined as
‘substances or groups of substances that are toxic, persistent and liable to bio-accumulate, and
other substances or groups of substances that give rise to an equivalent level of concern.’ All
substances previously confirmed to be on List I are automatically considered to be hazardous
substances subject to any re-classification. The UK is required under the Groundwater Daughter
Directive (2006/60/EC) to publish a list of substances it considers hazardous. This list is
determined by the Joint Agencies Groundwater Directive Advisory Group (JAGDAG). Nonhazardous pollutants include any substance capable of causing pollution. Note that the range of
non-hazardous pollutants is now much wider than those contained on the previous List II.
In England and Wales, the inputs of hazardous substances and non-hazardous pollutants to
groundwater are controlled via EPR (2010). An input is any entry of a substance into groundwater
from an activity or discharge, whether accidental or deliberate, point source or a diffuse source,
that causes a release of a pollutant into groundwater. Inputs can be direct or non-direct:
A direct input is defined as ‘the introduction of a pollutant to groundwater without
percolation through soil or subsoil.’
An indirect input is characterised by the discharge into groundwater after percolation
through the soil or subsoil.
UNCLASSIFIED
125 of 167
UNCLASSIFIED
Inputs of hazardous substances must be effectively prevented from entering groundwater; inputs of
non-hazardous pollutants into groundwater must be limited. The direct input of hazardous
substances to groundwater is not permitted by regulation unless it satisfies certain specific criteria.
To ‘prevent’ an input into groundwater means taking all measures deemed necessary and
reasonable to avoid the entry of hazardous substances into groundwater. While it is technically
difficult to demonstrate that no hazardous substances will enter groundwater, the practical
interpretation is that hazardous substances should not be discernible above the natural
background groundwater quality. Any deliberate discharge of non-hazardous pollutants need to be
controlled via an environmental permit and must not cause pollution.
For more information, interpretation and key definitions (for England and Wales) see Groundwater
Protection: Principles and Practice (GP3) Environment Agency, 2012.
EPR Horizontal Guidance note H5 ‘Site Condition Report – Guidance and Templates’ provides
guidance for operators of new and existing operations where there may be a significant risk to land
or groundwater. A Site Condition Report describes and records the condition of the land and
groundwater at a site. It enables operators to demonstrate that they have protected groundwater
during the lifetime of the site and it is in a satisfactory state when they come to surrender their
permit.
7.8.1. Indicative BAT requirements for point source emissions to groundwater
Indicative BAT requirements for point source emissions to groundwater
1. In general, there should be no permitted releases to groundwater of either a direct or
indirect nature.
2. If there are releases to groundwater and they are to continue, the requirements of the
Regulations, as summarised above, must be complied with.
7.9. NRWNRWEmissions of substances not controlled by emission
limits to surface water, sewer and groundwater
There should be no fugitive releases to surface or groundwater other than clean runoff.
Appropriate steps should be taken to ensure runoff remains uncontaminated. Some common
examples of sources of fugitive releases to waters and their preventive measures are given in the
BAT box below.
7.9.1. Indicative BAT requirements for emissions of substances not
controlled by emission limits to surface water, sewer and groundwater
Indicative BAT requirements for emissions of substances not controlled by emission limits to
surface water, sewer and groundwater
1. For subsurface structures:
UNCLASSIFIED
126 of 167
UNCLASSIFIED
Indicative BAT requirements for emissions of substances not controlled by emission limits to
surface water, sewer and groundwater
establish and record the routing of all AD facility drains and subsurface pipework;
engineer systems to minimise leakages from pipes and ensure swift detection if
they do occur, particularly where polluting substances are involved;
provide secondary containment and/or leakage detection for sub-surface pipework,
sumps, treatment and storage vessels;
establish an inspection and maintenance programme for all subsurface structures,
eg. Pressure tests, leak tests, material thickness checks or CCTV
2. All sumps should:
be impermeable and resistant to stored materials;
be subject to regular visual inspection and any contents pumped out or otherwise
removed after checking for contamination;
where not frequently inspected, be fitted with a high level probe and alarm, as
appropriate;
be subject to programmed engineering inspection (normally visual, but extending to
water testing where structural integrity is in doubt).
3. For surfacing:
design appropriate surfacing and containment or drainage facilities for all
operational areas, taking into consideration collection capacities, surface
thicknesses, strength/reinforcement; falls, materials of construction, permeability,
resistance to chemical attack, and inspection and maintenance procedures;
have an inspection and maintenance programme for impervious surfaces and
containment facilities;
unless the risk is negligible, have improvement plans in place where operational
areas have not been equipped with:
–
an impermeable surface
–
spill containment kerbs
–
sealed construction joints
–
connection to a sealed drainage system
4. All above-ground tanks containing liquids should be bunded. Bunds should:
be impermeable and resistant to the stored materials;
have no outlet (that is, no drains or taps) and drain to a blind collection point;
have pipework routed within bunded areas with no penetration of contained
surfaces;
be designed to catch leaks from tanks or fittings;
have a capacity greater than 110 percent of the largest tank or 25 percent of the total
tankage, whichever is the larger;
be subject to regular visual inspection and any contents pumped out or otherwise
removed under manual control after checking for contamination;
UNCLASSIFIED
127 of 167
UNCLASSIFIED
Indicative BAT requirements for emissions of substances not controlled by emission limits to
surface water, sewer and groundwater
where not frequently inspected, be fitted with a high-level probe and an alarm, as
appropriate;
where possible, locate tanker connection points within the bund, otherwise provide
adequate containment;
be subject to programmed engineering inspection (normally visual, but extending to
water testing where structural integrity is in doubt).
be designed, constructed and maintained to meet with the specifications outlined in
the Construction Industry Research and Information Association guidance
document titled CIRIA 164.
7.10. Dust
The main sources of dust will include the handling of waste and the movement of vehicles on site.
A number of control measures should be implemented by operators to suppress particulate
creation and dispersion including:
Using enclosed systems for reception;
Implementing stringent loading bay door management;
Use of negative aeration and air treatment within enclosed reception and processing areas;
Initiating dust suppression techniques including water mists and sprays and windbreaks;
Wetting and washing techniques – i.e. Washing wheels of vehicles and roadways;
Barrier techniques – Sheeting, netting, covered transfers, windbreaks;
Direct Clean up – rotary brush vacuum wagons, shaker bars;
Maintaining and cleaning of plant and machinery to avoid dust generation;
Sealing of roads particularly if traffic volumes or meteorological conditions that would
encourage dust formation are likely to be high
Reducing on-site vehicle speeds.
7.11. Vermin
UNCLASSIFIED
128 of 167
UNCLASSIFIED
As the digester and biogas handling unit operations are enclosed they limit the potential to attract
vermin and birds. However it is possible for flies to enter the building during waste delivery and
accumulate in hot weather. Rats and other similar vermin may also gain access to the waste
reception and pre-treatment building.
These sources of vermin, if not managed can affect operations and create a negative perception of
a waste facility. They pose an environmental and health hazard as a potential vector for pathogens
and can result in cross contamination between clean and dirty areas of a site.
The presence of vermin and other vectors should be mitigated through effective housekeeping and
on site management of storage and tipping areas. In addition the waste heat from the process can
be passed through the fresh input waste to such a temperature that fly larvae cannot survive.
Specialist pest control services should be appointed for the control of rats and similar vermin.
Feedstock reception areas should be closed, except for when receiving deliveries as this can limit
the entry of vermin.
Operators need to have written procedures for the inspection and control of vermin. Inspections
should be carried out weekly by a nominated person and the results recorded. All operatives
should report any sightings to the nominated person immediately.
If vermin are detected then immediate action needs to be taken to control the situation. This may
be by instigating better housekeeping, clearing spillages etc. Where an infestation is likely, or
occurs, it is recommended that professional pest control contractors are brought in to eradicate the
problem immediately. Appropriate control measures need to be implemented to prevent a
reoccurrence. All action taken must be recorded.
7.12. Noise
The term “noise” should be taken to refer to “noise and/or vibration” as appropriate, detectable
beyond the site boundary. Where noise issues are likely to be relevant, the Operator will be
required, to provide information on the following:
the main sources of noise and vibration that will fall within the AD facility and also on
Infrequent sources of noise and vibration
the nearest noise-sensitive sites
conditions/limits imposed under other regimes
the local noise environment
any environmental noise measurement surveys, modelling
measurements
any specific local issues and proposals for improvements.
or any other noise
The level of detail supplied should be in keeping with the risk of causing noise-related annoyance
at sensitive receptors. Where an AD facility poses no risk of noise-related environmental impact
because the activities undertaken are inherently quiet, this should be justified and no further
information relating to noise need normally be supplied. It should, however, be remembered that
there can still be an underlying level of annoyance without complaints being made.
UNCLASSIFIED
129 of 167
UNCLASSIFIED
In the case of noise, “offence to any human senses” can normally be judged by the likelihood of
complaints, but in some cases it may be possible to reduce noise emissions still further at
reasonable costs, and this may exceptionally therefore be BAT for noise emissions.
For advice on how noise and/or vibration related limits and conditions will be determined please
refer to see our horizontal guidance on noise pollution (H3 Noise Assessment and Control).
Anaerobic Digestion operations present potential emissions from noise in respect of mechanical
handling equipment such as shredders, mobile plant such as shovels and extraction fans. Where
the flare is operational this may also be a point source for noise emissions. In the case of
increased capacity or new facilities there may also be additional noise from traffic and construction
activities.
Planning applications for industrial facilities address noise using a British Standards BS 4142 noise
assessment1. Findings of any such rating assessment can be used as part of an Environmental
Permit application.
We have produced horizontal guidance on noise pollution (H3 Noise Assessment and Control).
This guidance describes the principles of noise measurement and prediction, the control of noise
by design and by operational and management techniques, abatement technologies and noise
monitoring. The guidance assists in determining if proposals are BAT for a given AD facility and
can be found in the Environmental Permitting Guidance section of our website (link provided in
Appendix D).
Design considerations and best management practice for minimising the emission of noise include:
Incorporation of noise screening and cladding around particularly noisy site equipment;
Attenuation provided by trees and hedges around boundary;
Undertaking certain processing operations during normal working hours;
Using mobile noise screens;
Consideration of noise rating as part of equipment selection policy;
7.12.1. Indicative BAT requirements for Noise and Vibration
Indicative BAT requirements for Noise and Vibration
Describe the main sources of noise and vibration (including infrequent sources); the
nearest noise sensitive locations and relevant environmental surveys which have been
undertaken; and the proposed techniques and measures for the control of noise.
1. The Operator should employ basic good practice measures for the control of noise,
including adequate maintenance of any parts of plant or equipment whose deterioration
may give rise to increases in noise (for example, bearings, air handling plant, the
building fabric, and specific noise attenuation kit associated with plant or machinery).
2. The Operator should employ such other noise control techniques necessary to ensure
that any noise from the AD facility does not give rise to reasonable cause for
annoyance, in the view of the Regulator. In particular, the Operator should justify where
Rating Levels (LAeq,T) from the AD facility exceed the numerical value of the
Background Sound Level (LA90,T).
3. Further justification will be required should the resulting field rating level (LAR,TR)
exceed 50 dB by day and a facade rating level exceed 45 dB by night, with day being
1
BS 4142:1997 - Method for rating industrial noise affecting mixed residential and industrial
areas
UNCLASSIFIED
130 of 167
UNCLASSIFIED
defined as 07:00 to 23:00 and night 23:00 to 07:00. 4 In some circumstances "creeping
background" (i.e. creeping ambient) may be an issue. Where this has been identified in
pre-application discussions or in previous discussions with the local authority, the
Operator should employ such noise control techniques as are considered appropriate
to minimise problems to an acceptable level within the BAT criteria.
4. Noise surveys, measurements, investigations (e.g. on sound power levels of individual
items of plant) or modelling may be necessary for either new or for existing AD
facilities, depending upon the potential for noise problems. Where appropriate, the
Operator should have a noise management plan as part of its management system.
7.13. Litter
Litter can cause a significant impact the on health of local wildlife and loss of amenity for nearby
residents. Loose packaging from certain types of food wastes may give rise to litter if not carefully
managed. Waste deliveries should arrive in enclosed or suitably sheeted vehicles and should not
be discharged except within the waste acceptance and pre-treatment building.
The following measures for the prevention of litter should be considered:
Use of mobile screens to intercept incidental litter;
Programme of litter picking on and around site throughout and at the end of each working
day;
Robust management of site to ensure prompt disposal of any residual wastes; and
Management procedures should be in place to ensure rejected material is promptly
redirected to an appropriate facility.
7.14. Light
Light pollution is defined as excessive or obtrusive light. There has been an increase in complaints
about light to local authorities in recent years and lighting schemes may be included within the
planning consent for a facility.
If lighting is required then only the right amount of light for the task should be installed. Lighting will
then only become a problem if it is poorly designed or incorrectly installed.
If lighting is necessary, a number of measures can be taken to avoid causing a nuisance:
Make sure that lights are correctly adjusted so that they only illuminate the surface intended
and do not throw light onto neighbouring property;
Security lights should be correctly adjusted so that they only pick up the movement of
persons in the area intended and not beyond;
To reduce the effects of glare, main beam angles of all lights should be below 70 degrees;
If uplighting has to be used then install shields or baffles above the lamp to reduce the
amount of wasted upward light; and
Do not install equipment which spreads light above the horizontal.
UNCLASSIFIED
131 of 167
UNCLASSIFIED
UNCLASSIFIED
132 of 167
UNCLASSIFIED
8. Management
8.1. Management Systems
We require implementation of an effective management system for ensuring that all appropriate
pollution prevention and control techniques are delivered reliably and on an integrated basis.
Further information is provided in our Horizontal Guidance Note H6 – Environmental Management
Systems (link provided in Appendix D).
We support the operation of formal environmental management systems (EMS) but equally will
accept non-certified systems. The level of information and control should be proportional to the
risk each activity may have to the environment or on process control. An Operator with such a
system will not only find it easier to meet the BAT requirements for management of the AD but also
many of the technical/regulatory requirements listed in other Sections of this Guidance.
We recommend either certification to the ISO 14001 standard or registration under EMAS (EC Eco
Management and Audit Scheme) (OJ L114, 24/04/01). Both certification and registration provide
independent verification that the EMS conforms to an auditable standard. EMAS now incorporates
ISO 14001 as the specification for the EMS element, and we consider that overall EMAS has a
number of other benefits over ISO14001 - including a greater focus on environmental performance,
a greater emphasis on legal compliance, and a public environmental statement. For further details
about ISO 14001 and EMAS contact British Standards Institute (BSI) or the Institute of
Environmental Management and Assessment (IEMA), respectively.
Whilst an effective EMS will help the Operator to maintain compliance with specific regulatory
requirements and manage all significant environmental impacts, this section of the Guidance
identifies only those EMS requirements that are not specifically covered elsewhere in the
document. This Section should not, therefore, be taken to describe all of the elements of an
effective environmental management system. The requirements below are considered to be BAT,
but they are the same techniques required by a formal EMS and so should be capable of delivering
wide environmental benefits.
The European Commission has also set out its views on BAT and Environmental Management
Systems in the form of standard text which will be included in all new and updated BREFs.
Your management system must include information about the condition of the land before you start
operations, and how you have protected it during the life of the permit and site closure. When you
come to apply to surrender your permit, you will need to be able to show you have taken the
necessary measures to avoid any pollution risk resulting from your activities and the site has been
returned to a satisfactory state.
Further information is provided in our Horizontal Guidance Note H5 – Site Condition Report
Guidance (link provided in Appendix D).
UNCLASSIFIED
133 of 167
UNCLASSIFIED
8.2. Technical Competence
We require operators holding environmental permits to be competent to deal with the
environmental risks associated with their activities throughout the life of the permit.
Operators should ensure that staff are suitably trained and qualified for the management and
operation of an AD facility. Any facility undertaking a specified waste management activity under
an Environmental Permit must be operated by suitable technically competent management in
accordance with an approved competence scheme. This is a mandatory requirement.
Further details on the requirements for technical competence can be found in our Regulatory
Guidance Note No.5: Operator Competence, available on our website (link provided in Appendix
D).
8.2.1. Indicative BAT requirements for Management Systems
Indicative BAT requirements for Management Systems
Operations and maintenance
1 Effective operational and maintenance systems should be employed on all aspects of the
process whose failure could impact on the environment, in particular there should be:
documented procedures to control operations that may have an adverse impact on
the environment
a defined procedure for identifying, reviewing and prioritising items of plant for
which a preventative maintenance regime is appropriate
a preventative maintenance programme covering all plant, whose failure could lead
to impact on the environment, including regular inspection of major ‘non productive’
items such as tanks, pipework, retaining walls, bunds, ducts and filters
documented procedures for monitoring emissions or impacts
2 The maintenance system should include auditing of performance against requirements
arising from the above and reporting the result of audits to top management.
Competence and training
3 Training systems, covering the following items, should be in place for all relevant staff
which cover
awareness of the regulatory implications of the Permit for the activity and their work
activities,
awareness of all potential environmental effects from operation under normal and
abnormal circumstances,
awareness of the need to report deviation from the Permit,
prevention of accidental emissions and action to be taken when accidental
emissions occur
4 The skills and competencies necessary for key posts should be documented and records
of training needs and training received for these post maintained.
UNCLASSIFIED
134 of 167
UNCLASSIFIED
Indicative BAT requirements for Management Systems
5 The key posts should include contractors and those purchasing equipment and materials.
6 The potential environmental risks posed by the work of contractors should be assessed
and instructions provided to contractors about protecting the environment while working
on site.
7 Where industry standards or codes of practice for training exist (e.g. WAMITAB) they
should be complied with.
Accidents/incidents/non-conformance
8 There should be an accident plan founded on a risk assessment which:
identifies the likelihood and consequence of accidents;
identifies actions to prevent accidents and mitigate any consequences;
The accident management plan should consider risk and impact of flooding and
fires.
9 There should be written procedures for handling, investigating, communicating and
reporting actual or potential non-compliance with operating procedures or emission limits.
10 There should be written procedures for handling, investigating, communicating and
reporting environmental complaints and implementation of appropriate actions.
11 There should be written procedures for investigating incidents, (and near misses)
including identifying suitable corrective action and following up
OrganisationThe following are indicators of good performance
12 The company should adopt an environmental policy and programme which:
includes a commitment to continual improvement and prevention of pollution;
includes a commitment to comply with relevant legislation and other requirements to
which the organisation subscribes; and
identifies, sets, monitors and reviews environmental objectives and key performance
indicators independently of the Permit.
13 The company should have demonstrable procedures (eg. written instructions) which
incorporate environmental considerations into the following areas:
the control of process and engineering change on the AD facility;
design, construction and review of new facilities and other capital projects
(including provision for their decommissioning);
capital approval; and
purchasing policy.
14 The company should conduct audits, at least annually, to check that all activities are
being carried out in conformity with the above requirements. Preferably, these should be
independent.
15 The company should report annually on environmental performance, objectives and
targets, and future planned improvements. Preferably, these should be published
environmental statements.
16 The company should operate a formal Environmental Management System. Preferably,
UNCLASSIFIED
135 of 167
UNCLASSIFIED
Indicative BAT requirements for Management Systems
this should be a registered or certified EMAS/ISO 14001 system (issued and audited by an
accredited certification body).
17 The company should have a clear and logical system for keeping records of, amongst
others:
policies
roles and responsibilities
targets
procedures
results of audits
results of reviews
Closure
18 Your management system must include information about the condition of the land
before you start operations, and how you have protected it during the life of the permit and
site closure.
Operations during the EPR Permit
19 Operations during the life of the Permit should not lead to any deterioration of the site.
Should any instances arise which have, or might have, impacted on the state of the site, the
Operator should record them along with any further investigation or ameliorating work
carried out. This will ensure that there is a coherent record of the state of the site
throughout the life of the Permit. This is as important for the protection of the Operator as it
is for the protection of the environment.
Steps to be taken at the design-and-build stage of the activities
20 Care should be taken at the design stage to minimise risks during decommissioning. .
Designs should ensure that:
underground tanks and pipework are avoided where possible (unless protected by
secondary containment or a suitable monitoring programme)
there is provision for the draining and clean-out of vessels and pipework prior to
dismantling
lagoons are designed with a view to their eventual clean-up or surrender
insulation is provided that is readily dismantled without dust or hazard
materials used are recyclable (having regard for operational or other environmental
objectives)
either the removal or the flushing out of pipelines and vessels where appropriate and
their complete emptying of any potentially harmful contents
as installed plans of all underground pipes and vessels are provided to the permit
holder
the design allows for the safe clearing of lagoons
UNCLASSIFIED
136 of 167
UNCLASSIFIED
8.3. Raw materials selection
The process of selecting raw materials can present an opportunity to control emissions at source
so the range of possible raw material options should be carefully examined.
An Application for a Permit should contain a list of the materials in use which have potential for
significant environmental impact, together with the following associated information:
the chemical composition of the materials, where relevant;
the quantities used;
the fate of the material in the AD facility (i.e. approximate percentages to each
environmental medium and to the products);
the environmental impact potential, where known (e.g. degradability, bioaccumulation
potential, toxicity to relevant species);
any reasonably practicable alternative raw materials that may have a lower environmental
impact (including, but not limited to, any alternatives described in the BAT requirements
below) on the substitution principle;
and justification for the continued use of any substance for which there is a less hazardous
alternative (e.g. on the basis of impact on product quality) to show that the proposed raw
materials are therefore BAT.
. A list of typical raw materials used for AD facilities are included below;
•
Process Water
•
Ferric chloride –
•
Hydrochloric Acid -
•
Sulphuric Acid –
•
Caustic agents e.g. sodium hydroxide
•
Masking Agents -
There might be other reagents depending on the nature of the AD Process and these should be
identified by the operator.
Other legislation may apply to raw material storage for example COMAH.
This section is concerned with material used in addition to waste (raw) materials which are
themselves feedstocks to the process. Operators should ensure the specification of the materials
are adequately defined to allow the process to operate as designed to help ensure plant
performance, availability and the quantity and quality of outputs. This is covered in detail under
Section 3, Waste Acceptance.
8.3.1. Indicative BAT requirements for Raw Materials Selection
Indicative BAT requirements for Raw Materials Selection
1. The Operator should maintain a list of raw materials and their properties as noted
UNCLASSIFIED
137 of 167
UNCLASSIFIED
above.
2. The Operator should have procedures for the regular review of new developments in
raw materials and for the implementation of any suitable ones with reduced
environmental impact.
3. The Operator should have quality-assurance procedures for controlling the impurity
content of raw materials.
4. The Operator should complete any longer-term studies needed into the less
polluting options and should make any material substitutions identified.
8.4. Waste minimisation audit (minimising the use of raw materials)
Waste minimisation can be defined simply as: “a systematic approach to the reduction of waste at
source, by understanding and changing processes and activities to prevent and reduce waste”. A
variety of techniques can be classified under the term waste minimisation, from basic
housekeeping through statistical measurement, to application of clean technologies.
In the context of waste minimisation and this Guidance, waste relates to the inefficient use of raw
materials and other substances at an AD facility. A consequence of waste minimisation will be the
reduction of gaseous, liquid and solid emissions. Key operational features of waste minimisation
will be:
the ongoing identification and implementation of waste prevention opportunities
the active participation and commitment of staff at all levels including, for example staff
suggestion schemes
monitoring of materials’ usage and reporting against key performance measures
For the primary inputs to activities which are themselves waste activities, e.g. Anaerobic Digestion,
the requirements of this section may have been met “upstream” of the AD facility. However, there
may still be arisings that are relevant.
8.4.1. Indicative BAT requirements for Waste Minimisation (minimising the
use of raw materials)
Indicative BAT requirements for Waste Minimisation (minimising the use of raw materials)
In the context of waste minimisation and this Guidance, waste relates to the efficient use of raw
materials and other substances at an AD facility. A consequence of waste minimisation will be the
reduction of gaseous, liquid and solid emissions. Key operational features of waste minimisation
will be:
the ongoing identification and implementation of waste prevention opportunities
the active participation and commitment of staff at all levels including, for example staff
suggestion schemes
monitoring of materials’ usage and reporting against key performance measures
UNCLASSIFIED
138 of 167
UNCLASSIFIED
8.5. Water use
Water used for cleaning should be minimised. Grey water should be utilised where possible to
reduce the use of potable mains water.
The benefits to be gained from reducing water input include cost savings where water is purchased
from another party.
The use of a simple mass balance for water use should help to reveal where reductions can be
made.
8.5.1. Indicative BAT requirements for Water Use
Indicative BAT requirements for Water Use
1 The Operator should carry out a regular review of water use (water efficiency audit) at
least every 4 years. If an audit has not been carried out in the 2 years prior to submission of
the application and the details made known at the time of the application, then the first
audit should take place within 2 years of the issue of the Permit.
Flow diagrams and water mass balances for the activities should be produced.
Water-efficiency objectives should be established, with constraints on reducing
water use beyond a certain level being identified (which usually will be usually AD
facility specific).
Water efficiency techniques should be used for maximising reuse.
2 Within 2 months of completion of the audit, the methodology used should be submitted to
the Regulator, together with proposals for a time-tabled plan for implementing water
reduction improvements for approval by the Regulator.
3 The following general principles should be applied in sequence to reduce emissions to
water:
Water-efficient techniques should be used at source where possible
Water should be recycled within the process from which it issues
In particular, if uncontaminated roof and surface water cannot be used in the
process, it should be kept separate from other discharge streams, at least until after
the contaminated streams have been treated in an effluent treatment system and
been subject to final monitoring.
4 The water-quality requirements associated with each use should be established, and the
scope for substituting water from recycled sources identified and input into the
improvement plan.
5 Water usage for cleaning and washing down should be minimised by:
vacuuming, scraping or mopping in preference to hosing down,
UNCLASSIFIED
139 of 167
UNCLASSIFIED
Indicative BAT requirements for Water Use
reusing wash water (or recycled water) where practicable, and
using trigger controls on all hoses, hand lances and washing equipment.
6 Fresh water consumption should be directly measured and recorded regularly at every
significant usage point - ideally on a daily basis.
8.6. Waste Recovery or Disposal
The Waste (England and Wales) Regulations 2011 require the Regulator, through update to the
Environmental Permitting Regulations (England and Wales) 2010 to set permit conditions to
ensure that the waste hierarchy as set out in the Waste Framework Directive (2008/98/EC) is
applied to wastes generated by a waste operation, i.e. AD facilities, is treated in accordance with
the waste hierarchy as set out in Article 4 to the Directive, namely that the following steps shall
apply as a priority order in waste prevention and management legislation and policy:
(a) prevention;
(b) preparing for re-use;
(c) recycling;
(d) other recovery, e.g. energy recovery; and
(e) disposal.
The objectives of the National Waste Strategies should also be considered.
8.6.1. Indicative BAT requirements for Waste Recovery or Disposal
Indicative BAT requirements for Waste Recovery or Disposal
Describe how each waste stream is proposed to be recovered or disposed of. If you propose any
disposal, explain why recovery is technically and economically impossible and describe the
measures planned to avoid or reduce any impact on the environment.
1. Waste production should be avoided wherever possible. Any waste that is
produced should be recovered, unless it is technically or economically
impractical to do so.
2. Where waste must be disposed of, the Operator should provide a detailed
assessment identifying the best environmental options for waste disposal unless the Regulator agrees that this is unnecessary. For existing disposal
activities, this assessment may be carried out as an improvement condition to a
timescale to be approved by the Regulator.
3. Most drums and and IBC’s are designed, manufactured and marked to enable
reconditioning / refurbishment. As such 205 litre drums, 800 and 1000 litre IBCs
should be cleaned and reconditioned to enable re-use where technically and
economically possible.
4. Containers that cannot be re-used where there is no reconditioning market and
which have been cleaned can be released into the secondary materials market.
UNCLASSIFIED
140 of 167
UNCLASSIFIED
8.7. Accidents
This section covers accidents and their consequences. It is not limited to major accidents but
includes spills and abnormal operation. Some AD facilities will also be subject to the Control of
Major Accident Hazards Regulations 1999 (COMAH), IPPC and COMAH can sometimes overlap,
and some systems and information may be usable for either regime.
The main risks to the environment are:
loss of containment of waste liquors or digestate. This has a very high biological oxygen
demand which can render water bodies anoxic and damage ecosystems. Pathogens
associated with the waste inputs may also be released to the environment.
Uncontrolled release of biogas which may result in complaints about odour and more
importantly, risk of explosion and/or asphyxiation.
For accident management, there are three particular components:
identification of the hazards posed by the AD facility/activity;
assessment of the risks (hazard x probability) of accidents and their possible
consequences;
implementation of measures to reduce the risks of accidents, and contingency plans for any
accidents that do occur.
8.7.1. Indicative BAT requirements for accidents and abnormal operation
Indicative BAT requirements for accidents and abnormal operation
Describe your documented system that you proposed (to be used) to identify, assess and
minimise the environmental risks and hazards of accidents and their consequences.
1 A formal structured accident management plan should be in place which covers the
following aspects:
2 Identification of the hazards to the environment using a methodology akin to a HAZOP
study. Areas to consider should include, but should not be limited to, the following:
Biogas storage
Biogas transfer operations
arrangements for the receipt, and checking of incoming wastes, including rejection
and quarantine
arrangements for the storage, segregation and separation of differing waste types
procedures for the internal transfer, including "bulking-up", of waste materials
transfer of substances (eg. filling or emptying of vessels);
overfilling of vessels;
emissions from plant or equipment (eg. leakage from joints, over-pressurisation of
vessels, blocked drains);
failure of containment (eg. physical failure or overfilling of bunds or drainage
sumps);
UNCLASSIFIED
141 of 167
UNCLASSIFIED
Indicative BAT requirements for accidents and abnormal operation
Describe your documented system that you proposed (to be used) to identify, assess and
minimise the environmental risks and hazards of accidents and their consequences.
failure to contain firewaters;
wrong connections made in drains or other systems;
incompatible substances allowed to come into contact;
unexpected reactions or runaway reactions;
release of an effluent before adequate checking of its composition;
failure of main services (e.g. power, steam, cooling water);
operator error;
vandalism.
Air/ventilation management
Abatement sytems
3 Assessment of the risks. The hazards having been identified, the process of assessing
the risks should address six basic questions:
how likely is the particular event to occur (source frequency)?
what substances are released and how much of each (risk evaluation of the event)?
where do the released substances end up (emission prediction - what are the
pathways and receptors)?
what are the consequences (consequence assessment – what are the effects on the
receptors)?
what are the overall risks (determination of overall risk and its significance to the
environment)?
what can prevent or reduce the risk (risk management – measures to prevent
accidents and/ or reduce their environmental consequences)?
4 The depth and type of assessment will depend on the capacity of the AD facility and
waste types handled and its location. The main factors to take into account are:
the scale and nature of the accident hazard presented by the AD facility
the risks to areas of population and the environment (receptors)
5 Identification of the techniques necessary to reduce the risks. The following techniques
are relevant to most AD facilities:
there should be an up-to-date inventory of substances, present or likely to be
present, which could have environmental consequences if they escape.
where the AD facility is situated in a floodplain, consideration should be given to
techniques which will minimise the risk of the flooding causing a pollution incident
or making one worse.
security systems to prevent unauthorised access should be provided where
appropriate.
UNCLASSIFIED
142 of 167
UNCLASSIFIED
Indicative BAT requirements for accidents and abnormal operation
Describe your documented system that you proposed (to be used) to identify, assess and
minimise the environmental risks and hazards of accidents and their consequences.
there should be formal systems for the logging and recording of all incidents, near
misses, abnormal events, changes to procedures and significant findings of
maintenance inspections.
there should be procedures for responding to and learning from incidents, nearmisses, etc.
the roles and responsibilities of personnel involved in incident management should
be formally specified.
clear guidance should be available on how each accident scenario might best be
managed (e.g. containment or dispersion, to extinguish fires or to let them burn).
procedures should be in place to avoid incidents occurring as a result of poor
communications between staff at shift change or during maintenance or other
engineering work.
safe shutdown procedures should be in place.
communication channels with emergency services and other relevant authorities
should be established, and available for use in the event of an incident. Procedures
should include the assessment of harm following an incident and the steps needed
to redress this
appropriate control techniques should be in place to limit the consequences of an
accident, such as; fire walls, firebreaks isolation of drains, provision of oil spillage
equipment, alerting of relevant authorities and evacuation procedures.
personnel training requirements should be identified and training provided.
the systems for the prevention of fugitive emissions are generally relevant and in
addition, for drainage systems:
–
procedures should be in place to ensure that the composition of the contents
of a bund sump, or sump connected to a drainage system, are checked before
treatment or disposal;
–
drainage sumps should be equipped with a high-level alarm or with a sensor
and automatic pump to storage (not to discharge);
–
there should be a system in place to ensure that sump levels are kept to a
minimum at all times;
–
high-level alarms and similar back-up instruments should not be used as the
primary method of level control.
duplicate or standby plant should be provided where necessary, with maintenance
and testing to the same standards as the main plant;
spill contingency procedures should be in place to minimise accidental release of
raw materials, products and waste materials and then to prevent their entry into
water.
process waters, potentially contaminated site drainage waters, emergency firewater,
chemically- contaminated waters and spillages of chemicals should be contained
and, where necessary, routed to the effluent system and treated before emission to
controlled waters or sewer. Sufficient storage should be provided to ensure that this
UNCLASSIFIED
143 of 167
UNCLASSIFIED
Indicative BAT requirements for accidents and abnormal operation
Describe your documented system that you proposed (to be used) to identify, assess and
minimise the environmental risks and hazards of accidents and their consequences.
can be achieved. Any emergency firewater collection system should take account of
the additional firewater flows and fire-fighting foams, and emergency storage
lagoons may be needed to prevent contaminated firewater reaching controlled
waters (see the Releases to water references).
Consideration should be given to the possibility of containment or abatement of
accidental emissions from vents and safety relief valves/bursting discs. Where this
may be inadvisable on safety grounds, attention should be focused on reducing the
probability of the emission.
Spillage prevention controls must be in place during the transfer of substances (for
example, transfer of bulk liquid waste from tanker to storage vessels)
–
The weakest link and subsequently the main source of spillage during
transfer from the vehicle to storage arises from the transfer hoses. This is due
to either:
–
“tanker drive-off” - a vehicle pulling away whilst still coupled (systems should
be in place to prevent this)
–
or because the hose couplings have become damaged or are incompatible.
Although the spillages tend to be relatively small, measures should be taken
to ensure that the couplings are the correct fit and system. This will prevent
the coupling loosening or becoming detached, and in turn will also be helped
by the AD facility providing and maintaining its own hoses.
–
A more serious event would occur if the coupling were unable to withstand
the maximum shut valve pressure of the transfer pump.
–
Spillages of this nature may also be a source of odour) and represent poor
“housekeeping” practice, requiring constant attention and cleaning.
–
Protection of the transfer hose may not be necessary where a gravity feed
system is in place. It will however still be important to maintain a sound
coupling at each end of the transfer hose.
–
A more acute accident situation may arise due to the failure of plant or
equipment. This may include the failure of a pump seal or the blockage of a
filter pot commonly used at transfer points. The prevention of these situations
should be addressed by the provision of routine maintenance.
Accumulations of liquids in bunds, sumps, etc., should be dealt with promptly
UNCLASSIFIED
144 of 167
UNCLASSIFIED
9. Monitoring
This section describes monitoring and reporting requirements for emissions to all environmental
media. Guidance is provided for selecting the appropriate monitoring methodologies, frequency of
monitoring, compliance-assessment criteria and environmental monitoring.
Process monitoring is dealt with elsewhere.
9.1. Emissions monitoring
9.1.1. Indicative BAT requirements for Emissions Monitoring
Indicative BAT requirements for Emissions Monitoring
1 Monitoring should generally be undertaken during all phases of operation (i.e.
commissioning, start-up, normal operation and shutting-down) unless the Regulator agrees
that it is not necessary.
2 Continuous monitoring and recording (or at least sampling in the case of water) are likely
to be required under the following circumstances:
Where the potential environmental impact is significant or the concentration of
substance varies widely.
Where a substance is abated, monitoring of the substance is required to show the
performance of the abatement plant. For example continuous monitoring of dust is
needed after a fabric filter to show the effectiveness of the filter and indicate when
maintenance is needed, or sampling BOD from an effluent treatment plant.
3 Where effective surrogates are available, they may be used with the agreement of the
Regulator (and without prejudice to legal requirements) to minimise monitoring costs.
4 Where monitoring shows that substances are not emitted in significant quantities, it may
be reasonable to reduce the monitoring frequency.
Monitoring and reporting of emissions to air:
5 Where appropriate, periodic visual and olfactory assessment of releases should be
undertaken
6 Any substances found to be of concern, or any other individual substances to which the
local environment may be susceptible and upon which the operations may impact, should
also be monitored more regularly.
UNCLASSIFIED
145 of 167
UNCLASSIFIED
9.2. Environmental monitoring (beyond AD facility)
9.2.1. Indicative BAT requirements for environmental monitoring (beyond the
AD facility)
Indicative BAT requirements for environmental monitoring (beyond AD the facility)
Describe the proposed measures for monitoring emissions, including any environmental
monitoring, and the frequency, measurement methodology and evaluation procedure proposed.
1. The Operator should consider the need for environmental monitoring to assess the
effects of emissions to controlled water, groundwater, air or land, or emissions of
noise or odour.
2. Environmental monitoring may be required, for example, when:
there are vulnerable receptors
the emissions are a significant contributor to an Environmental Quality Standard
(EQS) that may be at risk
the Operator is looking for departures from standards based on lack of effect on the
environment;
to validate modelling work.
3. The need should be considered for:
groundwater, where it should be designed to characterise both quality and flow and
take into account short- and long-term variations in both. Monitoring will need to
take place both up-gradient and down-gradient of the site
surface water, where consideration will be needed for sampling, analysis and
reporting for upstream and downstream quality of the controlled water
air, including odour and bioaerosols
land contamination, soils, including vegetation, and agricultural products
assessment of health impacts
noise
4. Where environmental monitoring is needed, the following should be considered in
drawing up proposals:
determinands to be monitored, standard reference methods, sampling protocols
monitoring strategy, selection of monitoring points, optimisation of monitoring
approach
determination of background levels contributed by other sources
uncertainty for the employed methodologies and the resultant overall uncertainty of
measurement
quality assurance (QA) and quality control (QC) protocols, equipment calibration and
UNCLASSIFIED
146 of 167
UNCLASSIFIED
Indicative BAT requirements for environmental monitoring (beyond AD the facility)
Describe the proposed measures for monitoring emissions, including any environmental
monitoring, and the frequency, measurement methodology and evaluation procedure proposed.
maintenance, sample storage and chain of custody/audit trail
reporting procedures, data storage, interpretation and review of results, reporting
format for the provision of information for the Regulation
Monitoring of emissions to air:
5. There should be in place daily olfactory odour monitoring programmes.
Monitoring of emissions to land:
6. There should be no emissions to land and consequently there are no monitoring
requirements.
Monitoring of emissions to groundwater:
7. Groundwater monitoring should take place where:
•
there are any subsurface structures carrying or holding waste or other harmful
substances
•
there is uncertainty about surfaces on operational areas and drainage systems,
especially on older sites
9.3. The Environment Agency’s Monitoring Certification Scheme
(MCERTS) - Background.
The Environment Agency has established its Monitoring Certification Scheme (MCERTS) to deliver
quality environmental measurements. MCERTS provides for the product certification of monitoring
systems (for example, instruments, analysers and equipment), the competency certification of
personnel and the accreditation of laboratories under the requirements of European and
International standards. MCERTS has been developed to reflect the growing requirements for
regulatory monitoring to meet European and International standards. It brings together relevant
standards into a scheme that can be easily accessed by key stakeholders, such as manufacturers,
operators, regulators and test houses.
MCERTS will be extended to include all regulatory monitoring activities. Technical Guidance Notes
M1 and M2 are key reference documents underpinning MCERTS for stack-emission monitoring.
The Agency has published MCERTS performance standards for continuous emissions monitoring
systems (CEMs), ambient air quality monitoring systems (CAMs), the chemical testing of soils,
water monitoring instrumentation and manual stack emissions monitoring. Other MCERTS
standards are under development to cover portable emissions monitoring equipment, data
acquisition and operators’ own arrangements, such as AD facility, calibration and maintenance of
monitoring equipment. Organisations undertaking manual stack emission monitoring (and any
subsequent analysis of samples) must be accredited by UKAS to ISO/IEC 17025.
Further information about MCERTS is provided on our website. A link is provided in Appendix D.
UNCLASSIFIED
147 of 167
UNCLASSIFIED
10. Impact
10.1. Impact assessment
You will need to assess the risks to the environment and human health when applying for a
bespoke permit under the Environmental Permitting Regulations 2010. The H1 Environmental
Risk Assessment framework consists of an overview guide and a set of supporting technical
annexes for specific risks. This is available on our website (link provided in Appendix X).
10.2. Habitats
The EU Habitats Directive aims to protect the wild plants, animals and habitats that make up our
diverse natural environment.
The directive created a network of protected areas around the European Union of national and
international importance. They are called Natura 2000 sites. These sites include:
Special Areas of Conservation (SACs) - these support rare, endangered or vulnerable
natural habitats, plants and animals (other than birds).
Special Protection Areas (SPAs) - these support significant numbers of wild birds and their
habitats.
In the UK, the Habitats Directive is implemented by the Conservation of Habitats and Species
Regulations 2010, more commonly known as the Habitats Regulations.
If you apply for any bespoke environmental permit, we must consider its potential impact on these
important protected sites.
We strongly advise you to have a pre-application discussion with us before preparing and
submitting an application so that we can let you know if any protected sites might be affected.
Defra have published guidance on the Habitats Directive on their website. A link is provided in
Appendix D.
UNCLASSIFIED
148 of 167
UNCLASSIFIED
Appendix A: Trouble Shooting Guide
UNCLASSIFIED
149 of 167
Condition or Potential Problem
Situation
Operational Issues
Significant
rise
of
volatile fatty
acids in the
digesting
medium (i.e.
>>1500
mg/l)
Over
loading/feeding
the
digester with biodegradable
materials
Feedstock
with
biodegradability
high
Indicators
Recommendations
Low pH
Slow or stop the feeding temporarily; thereby
increasing residence time of feedstock in the digester
Odours from digesting medium or digestate
Low or reducing concentration of CH4 in biogas
(due to inhibition of methanogens)
Sour smell from digestate (or coming out of the
digester and with biogas)
Monitor the VFA level at regular intervals and increase
alkalinity or buffering capacity of medium (e.g. by
introducing carbonate or bicarbonate) until the levels
are reduced and stabilised
Add alkali (lime or use high pH feeds), if necessary, to
neutralise acids
Digester may require re-seeding if the condition
persists for several days
Poor
temperature
control (low)
Poor calibration or failure of
temperature control
Reduced gas production, fouling (at greatly
reduced temperature
Check digester temperature manually, calibrate
temperature control, investigate heat exchangers
Poor
temperature
control
(high)
Poor calibration or failure of
temperature control
Digestate, increase VFA, increased temperature
Check digester temperature
temperature control,
Excessive
foaming –
often in low
solids
AD
process
Excessive gas circulation
Low pH
Monitor volatile solids loading rate
Over
loading/feeding
the
digester with biodegradable
materials
Excessive foam carry over in the outlets – biogas
and digestate
Reduce the feed rate; thereby increasing residence
time of feedstock in the digester
Visual observations of foam (e.g. through glass
window on process or side arm)
Monitor the VFA levels at regular intervals and control
pH around 7.0
Pumping –
erratic
behaviour
Grit or debris in line (carried
with incoming waste)
Pressure swings in pump suction and discharge
Address debris intake and control
Pump knocking
Recycle or flush the lines with warmer liquors
UNCLASSIFIED
manually,
calibrate
UNCLASSIFIED
Condition or
Situation
Potential Problem
Indicators
Recommendations
(suction and
discharge
pressure
fluctuations)
Scum build up and carried to
pumps
Scum build up in specific areas prior to pump
Check and address foaming or scum build up (see
above)
Poor quality
biogas
Imbalance
in
microbial
biological activities due to
various
factors
considered
above
Higher levels of Carbon dioxide
This is primarily due to imbalance of biological activity
(see above)
Biogas
–
fluctuating
pressures
Lower
pressure
due
to
insufficient production, leakage,
low temperatures / insufficient
heating
Low biogas pressure
Low pressure - Check and address for any leakage
High biogas pressure
High pressure – check integrity and function of any
pressure relief valves
Odour is characteristic of the raw material
Reject raw materials if appropriate. Work with
suppliers to eliminate any decay of feedstock prior to
delivery
Higher
pressure
due
blockages in biogas line
Boiler or off-gas burner not firing or yellowing of
flame
to
Odour Issues
Site-related
Raw materials
odours
(Material
not
odorous)
Handle raw materials promptly with minimal storage
Enclosed stockpiling
management system
Excessive
odour from
AD process
(Hydrogen
sulphide,
of
feedstock
with
air
Nutrient rich puddles because
of poor drainage
Standing puddles of water
Divert runoff away; maintain hard surfaces and
pavements, Check leachate management system,
drains and CCTV.
Holding
pond
or
lagoon
overloaded with nutrients or
sediment
Heavy algae and weed growth; gas bubbles on
pond surface
Install sediment traps; enlarge pond surface area; use
runoff and pond water in the process
Imbalance
of
anaerobic
biological
reactions
(with
reduced
activity
of
methanogens)
Low pH
Recycle biosolids (to increase residence time for
methanogens to flourish)
Over
loading/feeding
UNCLASSIFIED
the
Low or reducing concentration of CH4 in biogas
(due to inhibition of methanogens)
Rotten eggs or putrid odours or penetrating
Reduce feed rate
Consider changing waste mixes in feedstock
151 of 167
UNCLASSIFIED
Condition or
Situation
Potential Problem
VFAs
or
Ammonia)
digester with
materials
Persistently
high
Ammonia
levels
in
digesting
medium**
Persistent over loading/feeding
the digester with biodegradable
materials
(Gradually
inhibitory up
to
~10,000mg/l
measured in
digesting
media)
biodegradable
High N content in feed (e.g.
food waste) with low C:N ratio
(i.e. <<20:1)
Reduced methanogenic activity
Indicators
Recommendations
Ammonia odour from biogas anddigestate
(especially during exit out of the digester)
Reduce high sulphate feedstock
Odour (which spreads and lingers throughout
plant area)
Reduce feeding rate permanently; thereby reducing
the organic loading rate
Hydrogenotrophic methanogens continue to
generate biogas (though overall yield would be
affected);
Acetoclastic
methanogens
are
inhibited, particularly at around 7000 mg/l
ammonia.
Consider adding trace elements such as Selenium
and Cobalt (among others) to increase activity of
Acetoclasticmethanogens**
Odour from biogas handling area
Consider changing waste mixes in feedstock, by
reducing the high sulphate feedstock
Persistently
high levels
of Hydrogen
sulphide in
biogas
High Sulphur compounds in
feed
Persistent
odour
issues
Pests
Insect
problems
Odour mot mitigated by process optimisation and feedstock amendment
If odour persists, consider abatement systems (such
as scrubber or biofilter)
Control fugitive emissions and channel them through
biofilter or for use as combustion air
If odour persists, consider abatement systems (such
as scrubber or biofilter)
Add on-site abatement plant such as a biofilter
Flies breeding in material
Fresh manure or food material at
surface; flies hover around feedstock
Flies breeding in raw materials
Wet raw materials stored on site for more than
four days
Mosquitoes
Standing puddles of water; nutrient-rich pond or
breeding
UNCLASSIFIED
in
material
Mix material every four to seven days to turn eggs and
maggots into hot interior;
Cover vessel with membrane to contain heat
Use of different breeds of flies to eradicate certain
types
Use of electronic fly control (ultraviolet lure light with
electrical grid)
Handle raw materials promptly. Reduce surface area
of storage. Use contained storage bins. Apply
insecticide spray
Grade site properly; maintain pad surface; maintain
152 of 167
UNCLASSIFIED
Condition or
Situation
Animal
infestation rodents,
birds
Potential Problem
Indicators
Recommendations
stagnant water
lagoon
holding pond or lagoon in aerobic condition
Potential contravention of the
Animal
By-Products
Regulations and Environmental
Protection Act 1990.
Food scraps exposed, animal access evident
e.g. rodent droppings, bird droppings. Damage to
building fabric indicating pest entry, burrows in
banks and compost stockpiles
Process as soon as possible
Improve housekeeping, clean up spills Secure food
waste storage. Sealed bins are better than open floor
storage.
Eliminate potential areas of harbourage. Turn over the
feedstock frequently.
Enclose spaces with netting to prevent birds gaining
access.
Call exterminators/ pest control
See Composting Technical Guidance
Consult the “Composting Technical Guidance Note–”,
2013
Staff health monitoring
Incidents of dust exploding/Fires
Dust extracted using ducting and ventilation
Increase surface cleaning frequency
Apply spray water onto external roads
LEV positioned over equipment likely to generate
excessive dust
PPE for staff – dust masks
Enclose specific operations
Material quality lowered – material gets wet
Store on a concrete surface to minimise contact with
dirt/mud
Cover materials to protect against degradation from
moisture or light
Limit materials to have a quick turnaround time
Composting of digestate
Problems
See Composting Technical
related
to Guidance
composting
of digestate
Process Emissions
Dust
Presence of dust can cause
health problems for staff and
potential for explosive dust
Post Processing – Storage of Materials
Degradation Material degrades due to
of material weathering
stored
Increase in litter both on and
uncovered
off-site
UNCLASSIFIED
153 of 167
Appendix B : Summary of AD exemptions and permits
Activity
Exempt Waste Facilities
Anaerobic digestion and burning of resultant
biogas at premises used for agriculture
Main criteria
operator can treat and store up to 1,250
cubic meters of waste at any one time
wastes types include manures, slurries and
plant tissue only
combustion appliance must have a net rated
thermal input of less than 0.4 MW
waste must be retained in the digester for a
minimum of 28 days
Type of authorisation needed
T24 Exemption – Anaerobic digestion
at premises used for agriculture and
burning of resultant biogas
Anaerobic digestion and burning of resultant
T25 Exemption – Anaerobic digestion
biogas at premises not used for agriculture
at premises not used for agriculture
Main criteria
and burning of resultant biogas
operator can treat and store up to 50 cubic
meters of waste at any one time
wastes types include manures, slurries,
plant tissue/vegetation and catering wastes
only
combustion appliance must have a net rated
thermal input of less than 0.4 MW
waste must be retained in the digester for a
minimum of 28 days
Standard Rules – Waste Recovery Operation
Anaerobic digestion and burning of resultant
Standard rules SR2012 No 10 – waste
biogas at premises used for agriculture
recovery operation
Main criteria
treatment capacity of waste must be less
than 100 tonnes on any one day
wastes arising from on-farm activities only
combustion appliance must have a net rated
thermal input of less than 5 MW.
maximum throughput of animal waste must
be less than 10 tonnes per day.
Anaerobic digestion and burning of resultant
biogas at premises not used for agriculture
Main criteria
UNCLASSIFIED
Standard rules SR2012 No 12 – waste
recovery operation
UNCLASSIFIED
wastes arising from on-farm activities only
treatment capacity of waste must be less
than 100 tonnes on any one day
combustion appliance must have a net rated
thermal input of less than 5 MW.
maximum throughput of animal waste must
be less than 10 tonnes per day.
Standard Rules – Part A Installation
Anaerobic digestion and burning of resultant
Standard rules SR2012 No 9 – Part A
biogas at premises used for agriculture
installation
Main criteria
treatment capacity of waste exceeding 100
tonnes on any one day
wastes arising from agriculture and dairy
activities – 02 01 and 02 05) only
combustion appliance must have a net rated
thermal input of less than 5 MW.
maximum quantity of waste accepted at the
facility must be less than 100,000 tonnes a
year
Anaerobic digestion and burning of resultant
Standard rules SR2012 No 11 – Part A
biogas at premises not used for agriculture
installation
Main criteria
treatment capacity of waste exceeding 100
tonnes on any one day
combustion appliance must have a net rated
thermal input of less than 5 MW.
maximum quantity of waste accepted at the
facility must be less than 100,000 tonnes a
year
Bespoke Waste Operation
Anaerobic digestion of waste for the purpose of
disposal in a facility with a capacity less than 50
tonnes per day (or 100 tonnes per day if the only
waste treatment activity is anaerobic digestion)1
Environmental permit for a waste
operation (disposal only)
IED Part A Installations
UNCLASSIFIED
155 of 167
UNCLASSIFIED
Anaerobic digestion of waste for the purpose of
disposal in a facility with a capacity exceeding 50
tonnes per day (or 100 tonnes per day if the only
waste treatment activity is anaerobic digestion) by
biological treatment2
Environmental permit for an IED
Installation – Section 5.4 A(1)(a)(i)
Anaerobic digestion of waste for the purpose of
recovery in a facility with a capacity exceeding 75
tonnes per day (or 100 tonnes per day if the only
waste treatment activity is anaerobic digestion) by
biological treatment
Environmental permit for an IED
Installation – Section 5.4 A(1)(b)(i)
Anaerobic digestion of animal waste for the
purpose of recovery or disposal above 10 tonnes
per day
Environmental permit for an IED
Installation – Section 6.8 A(1)(c)
Combustion of biogas
Waste exemptions
Combustion of resultant biogas from waste in any
appliance with a rated thermal input of less than 0.4
MW
T24 or T25 Exemption
Standard Rules (waste operation and Part A
Installations)
Combustion of resultant biogas from waste in any
appliance with a rated thermal input of less than 5
MW
IED Part A Installations
Combustion of resultant biogas from waste in any
appliance with a rated thermal input exceeding 5
MW 3
Standard rules SR2012 No 9;
Standard rules SR2012 No 10;
Standard rules SR2012 No 11;
Standard rules SR2012 No 12;
Directly associated activity to an IED
Installation or a bespoke waste
operation (disposal only)
Directly associated activity to an IED
Installation or a bespoke waste
operation (disposal only)
Note 1 – The waste operation specified in the table refers to where AD where the treated material is
subject to further disposal operation such as incineration (D10) or Landfil (D1) or D(5) or discharge to
water bodies, seas or oceans (D6 or D7) (RGN2 April 2013). For example this may occur as part of a
site’s effluent treatment plant.
Note 2 – as per note 1
Note 3- There may be change to the regulatory framework applied to the combustion of waste biogas.
It is strongly advised to contact your local Environment Agency office for the latest information.
UNCLASSIFIED
156 of 167
Appendix C : Environmental Permit Application Process
UNCLASSIFIED
UNCLASSIFIED
UNCLASSIFIED
158 of 167
Appendix D: Web Links List
Please note at the time of writing this guide the Environment Agency web page is undergoing a
move to www.gov.uk/
Environmental Permitting Guidance “The Waste Framework Directive”.
http://www.defra.gov.uk/publications/files/pb13569-wfd-guidance-091001.pdf
chapter
3,
:
Statute Law database http://www.legislation.gov.uk/.
EA Environmental Permitting section, including “How to Comply with your Environmental Permit”
http://www.environment-agency.gov.uk/business/topics/permitting/default.aspx
EA Sector Guidance Notes (SGN) and BAT Reference Standards (BREF). The SGN for the
recovery and disposal of hazardous waste is SGN5.06
http://www.environment-agency.gov.uk/business/sectors/39737.aspx.
EA Waste Exemptions page :
http://www.environment-agency.gov.uk/business/topics/permitting/32322.aspx
EA Standard permits page:
http://www.environment-agency.gov.uk/business/topics/permitting/32334.aspx
EA horizontal guidance documents:
http://www.environment-agency.gov.uk/business/topics/permitting/36414.aspx
EA requirements for a bespoke Environmental Permit application::
http://www.environment-agency.gov.uk/business/topics/permitting/117626.aspx
Animal health website: http://animalhealth.defra.gov.uk/
UNCLASSIFIED
UNCLASSIFIED
Defra (2011): Government Review of Waste Policy in England 2011, Department for Environment,
Food and Rural Affairs, London, Crown Copyright 2011
WRAP - food waste de-packaging information:
http://www.wrap.org.uk/content/food-waste-depackaging-equipment
Environment Agency’s Waste Protocols Project website:
http://www.environment-agency.gov.uk/business/topics/waste/32154.aspx
EA’s Landfill Gas Use of Flares guidance document:
http://www.environment-agency.gov.uk/business/sectors/108918.aspx
UK Department for Energy and Climate Change (DECC): http://www.decc.gov.uk/
EA Biomethane Quality Protocol:
http://www.environment-agency.gov.uk/business/sectors/142481.aspx
EA LFTGN08 – Guidance for Monitoring Landfill Gas Engine Emissions http://www.environmentagency.gov.uk/business/sectors/108918.aspx
EA H4 Odour Management Horizontal Guidance:
http://publications.environment-agency.gov.uk/PDF/GEHO0411BTQM-E-E.pdf
EA Horizontal guidance on noise pollution (H3 Noise Assessment
http://www.environment-agency.gov.uk/business/topics/permitting/36414.aspx
and
Control).:
EA Horizontal Guidance Note H6 – Environmental Management Systems http://www.environmentagency.gov.uk/business/topics/permitting/36414.aspx
EA Horizontal Guidance Note H5 – Site Condition Report Guidance http://www.environmentagency.gov.uk/business/topics/permitting/36414.aspx
EA Regulatory Guidance Note No.5: Operator Competence,
http://www.environmentagency.gov.uk/static/documents/Business/RGN_5_Operator_Competence.pdf
EA MCERTS Guidance: http://www.environment-agency.gov.uk/business/regulation/31829.aspx
EA H1 Environmental Risk Assessment framework:
http://www.environment-agency.gov.uk/business/topics/permitting/36414.aspx
UNCLASSIFIED
160 of 167
UNCLASSIFIED
Habitats directive
guidance/guidance/
guidance
http://www.defra.gov.uk/habitats-review/implementation/process-
HSE - Guidance for COSHH
http://www.hse.gov.uk/coshh/industry/engineering.htm
HSE - Guidance for COMAH
http://www.hse.gov.uk/comah/
UNCLASSIFIED
161 of 167
UNCLASSIFIED
Appendix E: Glossary
Term
Definition
ABPR
Animal By-Product Regulations
Actinomycetes
A specific group of bacteria that is capable of forming very small
spores. The most common organism in this group is responsible for
causing a variety of infections
AD
Anaerobic Digestion
Aerobic
In the presence of air or oxygen
Aerosol
A suspension in gaseous medium of solid or liquid particles having a
negligible falling velocity.
Agricultural plant
wastes
Waste material from agricultural food production such as green
vegetable discards and sugar beet tops can be utilised as feedstock
for AD. Plant materials such as crop wastes generally have a high
carbon content and can be more difficult to digest than other organic
waste material. To improve digestion, agricultural wastes are often
mixed with other organic waste from C&I sources or livestock slurries.
They may also be used to optimise nutrient loading in a digester
when processing feedstock material with a high nitrogen content.
Anaerobic
Absence of oxygen
Animal
Products
By-
These include animal carcasses, parts of animal carcasses (including
blood) or products of animal origin not intended for human
consumption, with the exception of animal excreta and catering
waste.
Aspergillus
fumigatus
Species of fungus with spores that can cause allergic reactions in
some people.
ATEX
The ATEX directive consists of two EU directives describing what
equipment and work is allowed in an environment with an explosive
atmosphere. .
Bacteria
A group of micro-organisms with a primitive cellular structure, in
which the genetic material is not retained within an internal
membrane (nucleus)
Bioaerosols
Micro-organisms suspended in air as an aerosol.
Bio-fertiliser
Digestate derived from source segregated organic material and which
and can be added to soil/ applied to land to improve the nutrient
value.
Biofilter
Organic, microbially active substrates (the medium) that filter odorous
air through the action of micro-organisms that grows on the medium.
Biomethane
Naturally occurring gas produced by the anaerobic digestion of
organic matter.
Biowaste
Organic waste material
BMP
BMW
Biochemical Methane Potential
Biodegradable Municipal Waste
Bulking agent
Material added to improve the structure of a feedstock material e.g.
UNCLASSIFIED
162 of 167
UNCLASSIFIED
Term
Definition
woodchips.
Carbon
nitrogen
(C:N)
to
ratio
The ratio of total organic carbon to total nitrogen.
CGAP
CH4
CHNSO Carbon
CHP
CNG
COD
CODs
Co-digestion
Good Agricultural Practice
Methane
Hydrogen
Combined Heat and Power
Compressed Natural Gas
Chemical Oxygen Demand
Chemical oxygen demand in the soluble phase
Co-digestion can provide benefits in terms of optimising feedstock
characteristics such as an improved nutrient profile or to optimise the
solid matter content of digester feed.
Commercial and
Industrial organic
waste
Commercial and industrial (C&I) sources of organic waste material
include semi-solid biowastes from catering and food processing
industries as well as organic effluent streams from a wide range of
industries. The processing of C&I organic wastes using AD can
provide a range of benefits including energy generation and reduced
costs through recycling and recovery in comparison to landfill or
direct disposal into the sewage system.
COSHH
CSTR
CV
DHN
Digestate
DNO
EA
EDPM
EP
EP
FIT
fit for purpose
Control of Substances and Hazardous to Health (1994
Completely Stirred Tank Reactor
Calorific Value
District Heating Network
Fully treated stabilised, sanitised product from Aneorobic Digestion
Distribution Network Operator
Environment Agency
Ethylene Propylene Diene Minomer
Environmental Permitting
Electroporation (pre treatment method with short electric pulses)
Feed in Tariff
In this guide this also refers to a relevant standard where applicable
i.e. CEN, BS, ISO or Eurocode. The Construction Industry Research
and Information Association (CIRIA) has also produced guides which
should be used i.e. CIRIA 126 & 164 where relevant.
Food Waste
Farmyard Manure
Gas Chromatograph
Green Gas Certification Scheme
Green House Gas
FW
FYM
GC
GGCS
GHG
Green waste
Organic garden waste such as grass clippings, tree prunings, leaves
etc, which can be used as composting feedstock. Synonymous with
‘garden wastes’, ‘yard trimmings’, ‘botanical wastes’, or ‘garden
trimmings’. They can arise from domestic gardens, public areas,
private parks or gardens, or landscaping activities.
GWP
HAc
HAZOP
Global Warming Potential
Acetic acid
UNCLASSIFIED
A hazard and operability study - a structured and systematic
examination of a planned or existing process or operation in
order to identify and evaluate problems that may represent
163 of 167
UNCLASSIFIED
Term
Definition
risks to personnel or equipment, or prevent efficient operation.
HDPE
HPr
HRT
HSE
High Density Poly Ethylene
Propionic acid
Hydraulic retention time
Health and Safety Executive
Impermeable
paving
a surface or pavement constructed and maintained to a standard
sufficient to prevent the transmission of liquids beyond the pavement
surface.
ISR
kW
kWe
kWh
kWt
Inoculum to substrate ratio
kilowatt (1 kW = 103 W)
Kilowatt electrical (refers to electric power produced)
Kilowatt hour
Kilowatt thermal (refers to thermal power produced)
Leachate
Liquid run-off from stored feedstocks or outputs that contains
dissolved substances or suspended solids from that material.
Livestock farming
wastes
AD represents a good treatment solution for a wide range of organic
wastes and materials generated from livestock farming. Wastes that
can be treated include pig and cattle manures and slurries, poultry
manure and farmyard manure. The energy generated from an AD
plant can be used to provide energy to local farm infrastructure as
well as offering a potential revenue stream from selling electricity to
the grid. The use of digestate from an AD process on agricultural land
as opposed to raw slurries can also provide benefits in terms of
increased nutrient availability and reduced odour generation.
LPA
LPG
LU
MBT
Local Planning Authority
Liquefied Petroleum Gas
Livestock Unit(s)
Mechanical Biological Treatment
Mesophilic
Group of microorganisms that operate around 35oC
Micro-organisms
Microscopic organisms that are capable of living on their own. Often
simply called ‘microbes’.
Moisture content
The mass of water in a sample, usually expressed as a percentage
on a mass for mass basis (m/m).
MSW
MW
MWe
MWh
MWt
NPK
NVZ
Municipal Solid Waste
Megawatt (1 MW = 103 kW)
Megawatt electrical (refers to electric power produced)
Megawatt hour
Megawatt thermal (refers to thermal power produced)
Nitrogen, Phosphorous and Potassium
Nitrate Vulnerable Zone
Odour
A chemical or mixture which stimulates a human olfactory system so
that an odour is perceived. In the context of this guide, odours are
generally presumed to be unwanted, unpleasant or malodorous,
unless otherwise indicated.
OFGEM
OFMSW
OLR
The Office of Gas and Electricity Markets
Organic fraction of municipal solid waste
Organic loading rate
Organic matter
A collection of complex humic substances and other organic
UNCLASSIFIED
164 of 167
UNCLASSIFIED
Term
Definition
compounds, generally of animal or vegetable origin.
Organic
of MSW
fraction
Most local authorities in the UK now implement collection schemes
for segregated household organic waste including food and garden
waste. AD is considered to deliver the best overall environmental
outcome for the treatment of source segregated food waste.
The application of AD is better suited to processing separately
collected food waste than co-mingled food and garden waste. The
presence of woody material in garden waste makes it unsuitable for
digestion, although some AD plants can handle softer elements such
as grass and soft plant clippings. Processing garden waste in a
dedicated AD plant is generally considered uneconomic due to the
generally lower capital costs of composting as an alternative.
Organic waste
A general, loosely defined term used to describe materials derived
from long living organisms that can be composted.
Pathogen
A micro-organism with the potential to cause disease through
infection.
Pathogen kill
PEF
Pulsed electric fields (pre treatment method with short electric pulses)
pH
(potential
Hydrogen)
The measure of acidity/alkalinity (as in soils, composts, solutions,
etc.) It is a logarithmic scale. pH 7 is neutral. Not to be confused with
total acidity or alkalinity.
pKa
A measure of the acid dissociation.
Psychrophilic
Group of microorganisms that operate at ambient temperatures
between 5oC and 15oC
PTE
Purpose Grown
Crops (PGCs)
Potentially toxic element
Purpose Grown Crops (PGCs), often referred to as ‘energy crops’
can be utilised as feedstock for AD plants. These typically include
whole crop cereals including maize silage, grass and wheat silage as
well as a range of other crop types are also considered suitable.
RDF
ROC
The digestion of PGCs can generate high biogas yields in
comparison to other feedstock types. PGCs may be considered for
co-digestion with other agricultural feedstock material in order to
achieve an economic scale for the facility.
Refuse Derived Fuel
Renewable Obligation Certificate
RTFC
Renewable Transport Fuel Certificate(s)
RTFO
Renewable Transport Fuel Obligation
Sanitisation
The destruction of pathogenic micro-organisms, weed seeds and
weed propagules by exposure to high temperatures (above 55oC)
over an extended period of time.
SBP
Specific Biogas Production
SCADA
Supervisory and Control Data Acquisition system
Self-heating
The rise in temperature during composting, caused by the metabolic
activity of microbes.
Sewage and
wastewater
sludge
Biosolids (often referred to as sewage sludge) arising from sewage
treatment was the first type of feed stock used within AD process in
the UK and is now widely implemented on large sewage treatment
works. The benefits of applying AD to the treatment of sewage sludge
include odour reduction, reduction in pathogens and stabilisation of
solid wastes from the wastewater treatment process and energy
recovery in the form of biogas. The energy generated from AD is
UNCLASSIFIED
165 of 167
UNCLASSIFIED
Term
Definition
typically used to meet the energy demand of large waste water
treatment facilities.
SMP
Specific Methane Production
Soil conditioner
A soil additive that improves its structural and textural qualities
reducing its susceptibility to degradation
SRB
SRF
SRT
Stoichiometry
STP
Sulphate Reducing Bacteria
Solid Recovered Fuel
Solids retention time
Quantitative relationship of chemical substances.
Standard Temperature and Pressure
Structural
material
Material able to resist settling and compaction
Struvite
Is a phosphate material with formula: NH4MgPO4·6H2O
TAN
Total Ammonia Nitrogen
Thermophilic
Group of microorganisms that operate around 55oC
TK
TKN
TOC
TP
TS
TS
VBP
VFA
VMP
VS
VSD
VSS
WAS
WWTP
Total Potassium
Total Kjeldahl Nitrogen
Total Organic Carbon
Total Phosphorus
Total solids (% of wet weight)
Total Solids
Volumetric Biogas Production
Volatile Fatty Acid
Volumetric Methane Production
Volatile solids (% of total solids or % of wet weight)
Volatile solids destruction
Volatile suspended solids
Waste activated sludge
Wastewater treatment plant
UNCLASSIFIED
166 of 167
UNCLASSIFIED
UNCLASSIFIED
167 of 167