the Senior Design II project paper.
advertisement

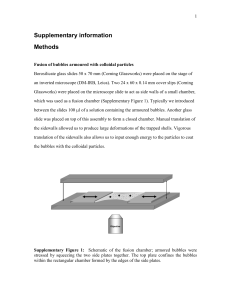
Mars Airplane Carbon Dioxide Propellant Generator Using Thermoelectric Cooling ECE 486 Design II Final Report Spring 2008 Semester Advisor: Dr. Robert Ash Team Members Paul Rosensteel Michael McVey 1.0 Abstract This report summarizes the development of a testing approach for determining the coefficient of performance (COP) of a thermoelectric (TE) cooling device (employing the Peltier-Seebeck effect) under simulated Martian atmospheric conditions. In conjunction with those tests, we intend to measure the rate of carbon dioxide ice build-up (thickness vs. time) using a high-resolution ultrasonic range finder. The COP will be determined by calculating the ratio of the rate of heat removal (QC) to the input power (PI) for the system. QC will be a function of the estimated energy required to condense carbon dioxide for given periods of time and the heat conduction thermal process. For quantitative analysis the equation used for the heat conduction contribution is, QCond T A K / L [1], where ΔT is the temperature difference between the cold surface of the TE cooler (heat sink temperature) and the phase change temperature for carbon dioxide in the simulated atmosphere (test chamber) and ambient temperature of the heat sink, A is the exposed surface area of the heat sink, K is the thermal conductivity of the solid carbon dioxide and L is thickness of the solid carbon dioxide layer. PI is input power to the TE device. Alternatively, by assuming that the density of the solid carbon dioxide is known, the latent heat of fusion ( ) multiplied by the density of solid carbon dioxide ( dryice ) and the exposed surface area is related to the heat removed through the relation Qdryice ice A dL dL , where is the rate of increase in thickness of the dry ice. dt dt Both QC ( Qcond Qdryice ) and PI are presented in watts. The thickness of the solid CO2 manufactured is measured with an ultrasonic range finder with a resolution of up to 0.2mm. Evaluation of the COP and solid CO2 thickness will assist in the determination 1 for the viability of a TE device to be used as the propellant generator for the Mars Robotic Transportation Vehicle project [2]. 2 2.0 Table of Contents 1.0 Abstract……………………………………………………………………………….1 2.0 Table of Contents……………………………………………………………………..3 3.0 Introduction…………………………………………………………………………...4 3.1 Mars Planetary Conditions……………………………………………………4 3.2 Thermoelectric Device Background………………………………………….4 3.3 Ultrasonic Range Finder……………………………………………………...6 3.4 Problem Definition…………………………………………………………..10 4.0 Safety and Environmental Impact…………………………………………………...11 5.0 T304 Stainless Steel Heat Transfer Coefficient Experiment………………………..12 6.0 Experimental Model…………………………………………………………………15 6.1 Experiment Setup 1………………………………………………………………15 6.2 Experiment Setup 2………………………………………………………………18 7.0 Experimental Results.……………………………………………………………….21 8.0 Recommended Experiment Improvements…………………………………………24 9.0 Conclusion…………………………………………………………………………..25 10.0 Figure Index………………………………………………………………………...27 11.0 Bibliography…………………………………………………………………….….28 3 3.0 Introduction 3.1 Mars Planetary Conditions Mars atmosphere consists of 95.32% carbon dioxide, 2.7% nitrogen, 1.6% argon, 0.13% oxygen and 0.07% carbon monoxide with variable water content. Its nominal ambient surface pressure is 4.56 torr (0.006 atm). The high concentration of CO2 provides a renewable propellant source for the production of high-pressure CO2 to be used as a vehicle propellant. High pressures are created by condensing solid carbon dioxide out of the Martian atmosphere and then heating the dry ice product in a closed container to produce a supercritical fluid. Mars gravitational acceleration is only 37.95% (3.711m/s2) of Earth’s. The average daily surface temperature is 210 K, ranging seasonally from 185 to 235 K at the middle latitudes. The saturation temperature for CO2 is 148 K at Mars surface pressures, therefore it is possible to manufacture dry ice in these conditions with a thermoelectric device [1]. 3.2 Thermoelectric Device Background The thermoelectric device uses the Peltier effect where charge carriers transfer heat energy. The energy transfer occurs when the holes and electrons migrate between two material interfaces, figure 3.2.1. Figure 3.2.1 Peltier Effect Representation 4 The energy lost as the electrons cross the interface is transferred to the material lattice structure in the form of heat [3]. The total heat transferred is proportional to the current applied to the device and the materials Peltier coefficient. The device material’s dopant level provides the volume of charge carriers present for TE operation. The Peltier coefficient is the amount of heat that is carried per unit charge in a specific material. The heat transfer of a TE device is based on the charge carrier rate of conduction. This rate is represented by the following equation: QC sITC 0.5I 2 R K TH TC (1) Where QC is the heat absorbed by the cold side of the device, s is the Seebeck coefficient, R is the electric resistance, K is the thermal conductance, TH and TC are the temperatures of the hot and cold sides of the TE device and I is the current through the device [4]. Thermoelectric materials must have sufficiently large Seebeck coefficients, low thermal conductivity and low electrical resistance. These properties are modeled as the figure of merit (Z) for the device and which is proportional to the device efficiency. The equation Z = s2 / [K-1] where is electrical conductance is the mathematical model for this property [5]. For this project, efficiency may be outweighed by system weight and size considerations but a quality design must consider and balance all factors. The TE device of consequence consists of Bismuth-Telluride pellets in a series configuration, figure 3.2.2. 5 © 2003 Steve J. Noll Figure 3.2.2: TE Device Pellet Configuration The device’s physical dimensions are directly related to the COP for the unit. As previously stated, COP = Qc / PI. Pellet dimensions directly impact the rate of heat transfer (Q). Modifying equation (1) to reflect the dimensional impact yields the equation: Q 2 N [ s I TC I2 L A (TH TC )] . L is the element length, A is the cross2A L sectional area, is the electrical resistivity, is the thermal conductivity, and N is the total number of units [4]. The TE device contains 127 pairs of semiconductor pellets with each pellet having a dimension of 1.4mm x 1.4mm x 1.65mm. The manufacturer has optimized the device area for application temperatures of 273 K to 353 K. Low temperature TE modules with an operating range of 100 to 300 K are being researched to maximize the rate of heat transfer and increase the COP [6]. 3.3 Ultrasonic Range Finder A major challenge was to implement a non-invasive measurement technique that could measure the thickness of the dry ice build-up as a function of time inside of a “blind” vacuum chamber. Previous manual measurement techniques were rather crude and not very accurate due to the fact that the dry ice thickness could only be measured 6 after the test article was removed from the insulated container. By use of a physical instrument the ice was subject to sublimation and will have experienced some thickness loss in this process. Our group decided to try and use a range finder in order to measure the ice growth in real time. We decided to use ultrasonic waves as the signal. Infrared light waves could also be used but we thought their energy would penetrate the ice too much and possibly cause the ice to sublimate. The principle of the ultrasonic range finder is to send a signal, have it reflect back from the target surface being measured, and then to receive and process the reflected signal. The time it takes between the sent and received signal determines the distance to the target. Our plan is to continuously measure this distance as the ice grows, so that beginning with an initial reading we will be able to measure the ice thickness and the rate of growth, thus enabling us to determine the rate of heat removal. There are many precise ultrasonic range finders on the market today; however most are used for distances between six inches and about forty feet. We need to measure a change in distance at the sub millimeter level. Theoretically, the minimum increment of length measurable by an ultrasonic transducer is equal to twice the inverse of the frequency, or half the wavelength. Our circuit uses ultrasonic transducers with a frequency of 40 kHz, meaning we should have a threshold measurement value of 12.5 m. So we should be able to measure the growth rate and thickness of the dry ice by taking measurements varying with time. The ultrasonic transducer (UT) circuit uses a microcontroller to measure the time between send and receive signals. Our circuit will be using a PIC 16F877 from Microchip Technology Inc. 7 The sensor has four stages to its circuitry. The first stage is the transmission of a signal. A signal is sent from the PIC to the transmission circuit where the transmitting ultrasonic transducer sends out a pulse. The next stage can be considered the resonating circuit. This circuit sets the clock of the PIC in order to measure the time between transmission and reception of the pulse. The third part of the UT sensor is the signal holding circuit. The use of this logic in the circuit prevents the receiving ultrasonic transducer from “hearing” the wrong pulse. The fourth stage will be the reception of the pulse. This part of the circuit uses three different operational amplifiers to increase the voltage that the receiving ultrasonic transducer emits. This signal is then held by the PIC and interpreted in a distance the sound traveled. As of right now we have this measurement set to an analog display on either a series of seven segment LEDs or on a LCD display screen. Part of the sensing process will depend upon the ambient conditions of the atmosphere inside of the vacuum chamber. Both the temperature and the density of CO2 molecules will be factors in the sensing equation. The speed of sound in air as a function of temperature can be quantified using the following equation, velocity (m/s) of sound in air = 331.4 + 0.6*(temperature of the air in degrees Celsius) While the speed of sound in air is related to the square root of the absolute temperature. The speed of sound in the chamber gas mixture will also be related to the square root of absolute temperature but the coefficients used to determine the speed of sound must be adjusted to reflect the volumetric concentrations of carbon dioxide, nitrogen and argon. So, as we decrease the temperature of the air inside of the vacuum chamber we will be slowing down the velocity of the sound waves transmitted by the UT sensor as well. The density of the 8 CO2 also presents an alteration of the velocity of the sound waves, as the waves need a medium to propagate through. This speed can be found using the following equation, v RT M where v is the velocity of the sound wave, R is the universal gas constant, 8.314 J/mol K, T is the temperature, M is the molecular weight of the gas mixture in kg/mol, and is the ratio of specific heats for the gas mixture. can be expressed as f 2 where f is the number of degrees of freedom in the molecular motion. Carbon f dioxide is a polyatomic molecule, so it’s f = 6, therefore or 1.33. So, again, the speed of the velocity of sound inside the vacuum chamber will be retarded by both the absolute temperature of the CO2 inside the chamber, and by the density or pressure of the CO2 [8]. Taking these factors into consideration the UT sensor will be designed to read the difference in times between pulses being sent and being received. We were able to find many UT sensor designs as they are prevalent in both industrial quality assurance applications and in autonomous robotics. We went with a two ultrasonic transducer design that has been used mainly for robotics. The original design was found online at Seiichi Inoue’s PIC project website [9]. With this design we were able to build the circuit and alter the design for our purposes, figure 3.3.1. 9 Figure 3.3.1 Ultrasonic Circuit Breadboard Construction Layout. We used a Microengineering Labs Inc. programmer to load the code into the PIC16F873A. We had to reference the melabs website [10] for PIC help as well as using John Iovines’ PIC Microcontroller Project Book [11]. 3.4 Problem Definition The study and mapping of Mars is the next step in mankind’s exploration of his universe. Knowing that Mars is far from Earth, the need for renewable power source is a must. Mars’ atmosphere is 95%carbon dioxide; this surplus beckons usage. The A.R.E.S. (Aerial Regional-Scale Environmental Survey-of-Mars) Mars glider will be designed to make use of the atmospheric CO2 as a propellant. The idea is to condense gaseous CO2 into solid dry ice. This dry ice will be stored and then heated, causing a rapid expansion in volume, and then be directed out in such a way as to propel the glider to its next location. One method conceived to condense the gaseous CO2 is to freeze it. 10 We will be freezing it using the Peltier effect of thermoelectric devices. We are to recreate the atmospheric conditions of Mars for both pressure and temperature. Being on Earth we will be unable to recreate the gravitational effects of the Martian environment, therefore, in order simulate a lower gravitational force; the dry ice will be grown upside down so that Earth’s gravity is not pushing down upon it. The objective of this design project will be to discover at what rate dry ice can be grown using a thermoelectric device and how much ice can be made before it begins to act as an insulator between the cold CO2 and the cold side of the TE device. Additional questions to be answered will be how much electrical power is required to grow ice, what’s the efficiency of the system, what’s the efficiency of the TE device. The overall problem to be addressed by this project will be discovering how much ice can be grown and to what thickness will that layer of ice be. 4.0 Safety and Environmental Impact The primary safety concern was the build up of carbon dioxide gas in the laboratory. The initial 60-pound load of dry ice applied to the chamber exterior quickly began to sublimate to gas that had to be exhausted. Overall, the dry ice conversion to gas replaced about 14.5 liters of the room’s air volume. We started room ventilation and a fan to exchange and move the laboratories air to provide a safe work place. Next, handling of the dry ice blocks must be done with insulated gloves. Direct contact with the skin will produce a freeze burn. This is similar to a heat burn without the blistering. Contact with skin for longer than a few minutes may require medical attention due to severe tissue damage. 11 Lastly, electrical safety, the voltages applied were no greater than 10VDC, but the main power supplies are 120VAC. We made sure that no 120VAC leads were in close proximity to the chamber or any area that condensation would occur. No environmental impact is associated with this experiment. No corrosive gases or hazardous materials were used in the testing procedure. If this type of propulsion were used on the Martian surface, again there would be no hazardous waste produced. The solid CO2 generator would only recycle the Martian atmosphere. 5.0 T304 Stainless Steel Heat Transfer Coefficient Experiment The purpose of this procedure was to determine the cool down time of the test chamber. Initial calculations estimated a cool down time of nearly 100 hours. This time period just to cool the chamber was prohibitive to conducting the test. We performed a test on an 8” by 8” by ¼” T304 SS plate weighing 2.05kg by applying a 4.61kg block of dry ice with the same length and width dimensions. See figure 5.1 for the setup. Figure 5.1 T304 Stainless Steel Heat Transfer Coefficient Setup 12 The plate material is the same as the test chamber material. A thermocouple was attached by epoxy to the top of the plate and then the plate was centered on top of the ice block. The temperature was monitored every 30 seconds until equilibrium was reached. Figure 5.2 is a plot of relevant data. The total experimental time encompassed 9 hours. Also, less than 0.001” plate shrinkage was noted over the duration of the experiment. The plate was scribed at two points and measured with a calibrated digital caliper. T304 Stainless Steel Coefficient of Heat Transfer Temperature (C) Time vs Temperature 25.0 15.0 5.0 -5.0 -15.0 -25.0 -35.0 -45.0 -55.0 -65.0 -75.0 0 100 200 300 400 500 600 700 800 900 1000 1100 1200 Time (s) Figure 5.2 T304 Stainless Steel Coefficient of Heat Transfer Test Data Dr. Robert Ash, of the Aerospace Engineering Department of Old Dominion University, provided the following calculations to estimate the new cool down time for the test chamber. Test Plate Configuration: 8” by 8” by 0.25” (0.0413 m2) Plate mass: 2.05 kg Pressure force: P 9.8066(2.05) = 487 Pa (0.0048 atm) 0.0413 13 Assume that the temperature variation through the thickness of the plate can be neglected. The specific heat of 304 stainless steel is 0.477 kJ/kgK. The rate of heat loss from the plate to the dry ice (neglecting heat addition from the air) is m ss C ss dT dT 980 hAss 78.5 T (t ) 0.0413h78.5 T (t ) dt dt The initial temperature of the plate was room temperature (21.7 C). Let T 21.7 ; Then 980 d H 100.2 dt subject to (0) 0 , where H = 0.0413 h. Thus, T (t ) 78.5 100.2e ( H / .980)t 78.5 100.2 exp[ (60H / 980) ] Now, T = -45.8 at t = 4 minutes (240 sec), we get 78.5 45.8 0.326 exp( 240 H / 980) or ln( 0.326) 1.12 0.245H 100.2 Thus H = 4.57 and h = 111 W/m2C The new information yielded a new chamber cool down time of approximately 10 hours. The new time estimate was a close approximation of the actual times of 8 to 9 hours that we achieved in the lab to reach thermal equilibrium, meaning the chamber would cool no further. 14 6.0 Experimental Model 6.1 Experiment Setup 1 The first experimental setup involved using the T304 stainless steel vacuum chamber provided by Dr. Laroussi in his APT (Applied Plasma Technology) Laboratory. The chamber which we used had many ports which we sealed using blanks and clamps. At the bottom of the chamber is a chamber isolation valve. Beyond the valve the vacuum pump is attached. Our TE device and heatsink were attached to the top of the chamber at a large inlet port. The ultrasonic distance detector was placed inside of the chamber and directed at the bottom of the TE device. Using a self-sealing rubber grommet as a feed through, the wires for the transducers were run into the tank via one of the unused gas inlet ports. This port was tightened down from the outside to prevent any possible inclusion of external atmosphere. This setup is shown in Figure 6.1 below. Figure 6.1: The ultrasonic transducers are placed and aligned inside of the chamber and directed up towards the “cold” side of the TE device. The transducers wires exit through an unused gas inlet port in the back of the chamber. 15 The TE device’s “hot” side was attached to copper heat sink. The high thermal conductivity of the copper plate acts as a wick to pull away heat from the device. The copper heatsink was thermally insulated from the vacuum chamber by use of a quarter inch high density rubber. This rubber acted also as a seal between the chamber atmosphere and the outside atmosphere. When all ports had been sealed, the TE device attached and clamped to the top of the chamber, and the ultrasonic sensor placed inside, the final port of the vacuum chamber was attached and clamped, thus sealing of its contents to the outside atmosphere. We began pumping down the chamber with the vacuum pump using a thermocouple pressure gauge to measure the atmospheric pressure inside of the chamber. Earth’s atmosphere around sea level is about 760 torr. The atmospheric pressure we were shooting for was about 5 torr in order to properly simulate the Martian environment. Once we had removed most of the atmosphere from the chamber, around 10 torr, we would begin to chamber cooling process. The vacuum chamber is cylindrical and therefore presents a problem for cooling via solid blocks of dry ice. The blocks of ice will not press completely against the outer chamber walls. The application of a large amount of frozen CO2 also presented a problem as we did not wish to damage Dr. Laroussi’s chamber in any way. There was concern as the chamber cooled to sub zero (Celsius) temperatures, the welding on the chamber penetrations will contract at a different rate than the bulk chamber material. Based on the plate experiment of section 5.0, we first created a buffer between the ice and the vacuum chamber using heavy duty aluminum foil. This will prevent any build up of ice on the chamber’s steel body as the atmospheric water vapor freezes. So the ice will no longer be in direct contact with the vacuum chamber, yet will still be able to cool the 16 chamber to sub zero temperatures. Once the chamber was wrapped in aluminum foil, we used netting as slings to hold the ice blocks against the chamber walls. Each block of dry ice was ten pounds in weight and had a volume of eight by eight by two inches. Four blocks were placed on top of the chamber and one half of a block was hung against the side of the largest clamped entry port. A five pound block of dry ice was set on top of our copper heatsink, which was attached to the “hot” side of the TE device. At this point the chamber began to cool. In order to insulate the chamber from the ambient air temperature we covered it in a metallic survival blanket. One side of the blanket was orange, and the other a highly reflective aluminum. This wrapping of the vacuum chamber can be viewed in the figure 6.2. Figure 6.2: The vacuum chamber is wrapped in a “survival blanket”. This is done to insulate the chamber from the ambient air temperature and to slow the addition of air moisture to the chamber. This moisture will reveal itself as ice as the chamber begins to cool. The TE device and attached heatsink contained all of our temperature reading electronics. We had two sets of thermocouples going into the chamber below the TE 17 device. One thermocouple was made to hang down into the chamber’s atmosphere to record the chamber temperature. Another thermocouple was sandwiched between the “hot” side of the TE device and the copper heatsink. A third set of thermocouples were affixed to the top of the copper plate. This thermocouple would record the temperature of the copper heatsink reservoir. All three sets of thermocouples were sent to a junction switch box near the back of the tank. We used a Fluke™ 189 multimeter with the capacity to read thermocouple temperatures in both degrees Celsius and Fahrenheit. The ultrasonic transducer leads were connected to the ultrasonic distance detecting circuit outside of the chamber. This circuit would be powered using a 12 VDC source. Our TE device leads where connected to an adjustable power supply with a built in ammeter. To produce an atmosphere of 95% CO2 a pressurize bottle of CO2. The CO2 bottle had a regulator attached to it so that we could control the rate at which we would flood the chamber with carbon dioxide. We used a gas inlet port on the chamber to add the CO2. At this point in the procedure we were able to monitor the temperature of the chamber atmosphere, the temperature of the copper heat sink, the temperature of the “hot” side of the TE device, and the distance between the ultrasonic transducers and the “cold” side of the TE device. We began collecting data over the next few hours as the chamber continued to cool down to sub zero temperatures. 6.2 Experimental Setup 2 After running Experiment One we met with our project advisor, Dr. Ash. He noted that we could use the sublimating CO2 gas from the dry ice as a thermal blanket. 18 He suggested that we alter the procedure and envelope the entire vacuum chamber in a thermal bag. The procedure for cooling down the chamber remained unchanged, yet after application of the dry ice blocks we began to cover and seal the entire chamber in a bag of four mil black plastic. Starting from the bottom of the chamber, attached and sealed the plastic around the gate valve. Working our way up and around the chamber we sealed the bag with Duck Tape brand duct tape. This tape is rated for sub-zero temperatures. We left an opening at the top of the bag to add more dry ice as it began sublimating and for access to the electronics. As the CO2 began to change from solid to gaseous form the bag expanded to accommodate the increase in volume. Soon we had a constant and visible flow of cold gas out of the top of the bag. The bagged chamber setup can be viewed in figure 6.3. As the bag fills, a thermal blanket of gaseous carbon dioxide forms between the chamber and the interior bag walls. The sublimating carbon dioxide displaces the oxygen in the bag and works to remove any moisture in the atmosphere surrounding the chamber. 19 Figure 6.3: Experimental setup two attempted to isolate the chamber’s exterior from the outside atmosphere. This bagging of the chamber would create a thermal blanket of gaseous carbon dioxide between the chamber and the bag. An additional thermocouple was added to the TE device, this time on the “cold” side of the device. Again, the thermocouple leads were connected to the junction switch box. Experimental procedure two will be able to measure the temperature of the chamber, the heat sink, the “hot” side of the TE device, and the “cold” side of the device. By adding a temperature of the “cold” side of the device we were able to measure the difference in temperatures between the two sides of the device. 20 7.0 Experimental Results The test configuration detailed in section 6.1 yielded a low chamber temperature of 236K (–37C). For carbon dioxide to phase change from a gas to a solid, the temperature must be in the range of 195K. The large temperature differential caused by the high chamber temperature would no allow for any appreciable TE device performance determinations to be made. The test platform of section 6.2 produced chamber temperatures in a usable range of 255K (-48C) for data analysis. The raw data collected during the run is displayed in table 7.1 and shown in graphical form in figure 7.1. The data collected is in degrees Celsius due to the instrumentation used. Table 7.1 Raw Data Time (s) Tch 0 Tr Td Tc Pressure (Torr) Added 5 lb block of dry ice to the copper heat sink 30 -48 -78 -55.4 -55.5 5.84 60 -48.4 -78.2 -55.2 -59.5 5.83 90 -48.6 -79 -55 -64.8 5.84 120 -48.6 -79.3 -54.7 -69.4 5.85 150 -48.7 -79.5 -54.5 -71.8 5.86 180 -48.8 -79.7 -54.5 -72.5 5.85 210 -48.7 -79.8 -54.3 -73.9 5.85 240 -48.9 -80 -54.6 -74.6 5.84 300 -48.8 -79.7 -54.4 -74.6 5.86 330 -48.7 -80 -54.8 -74.8 5.85 360 -48.8 -80.4 -54.2 -75 5.82 21 Experimental Run Two Temperature (deg C) 30 60 90 120 150 180 210 240 300 330 360 0 -10 -20 -30 -40 -50 -60 -70 -80 -90 Chamber Temperature Resevoir Temperature Hot Side Temperature Cold Side Temperature Time (s) Figure 7.1 Experiment Data Plot of Time (s) vs. Temperature (deg C) Our initial calculations to determine the Q or cooling capacity were inaccurate and Dr. Ash provided the corrected calculations shown below. Assumptions Cold side temperature of TE device: 198.5 K Ambient temperature of gas in chamber: 224.4 K Pressure of gas in chamber: 5.8 torr TE surface is 4 cm by 4 cm Assume the gas is 100% CO2 only for the purposes of estimating the heat transfer coefficient. Using the NIST software for properties of carbon dioxide, at a nominal (average) temperature of 220 K, we have: 22 Density 0.0185 kg/m3 Thermal Conductivity 0.0108 W/mK Viscosity 1.105 x 10-5 Pa-s Kinematic Viscosity 5.94 cm2/s Specific Heat (CP) 758 J/kgK Estimation of the heat transfer coefficient for natural convection to a 2 cm by 2 cm surface heated from below (i.e. cooled from above): Estimation of the Rayleigh Number: Ra gTL3 Acceleration of gravity: g = 9.8066 m/s2 = 980.66 cm/s2 Mean Temperature: T Temperature Difference: T 224.4 198.5 = 25.9 K k = 0.077 cm2/s C P Ra gTL3 Nusselt number: 198.5 224.4 = 211.5 K 2 0.457 cm4/s2 1 T T 0.122 L3 (4cm) 3 = 64 cm3 (980.66)(0.122)64 = 16,800 0.457 Nu hL 0.54 Ra1 / 4 = k 6.15 h 6.15(0.0108) /( 0.04) = h = 1.66 W/m2K Hence Q c hAs T 1.66(0.0016m 2 )(25.9) 0.069 Watts 23 The maximum Qc of 0.069 Watts is much lower than the published device capacity of 38.7 Watts but the manufactures rating is based on a TH of 338K. We are operating well outside the manufacturer’s specifications. Also, we were unable to find a TE device on the commercial market designed for operation in the test temperature ranges. The coefficient of performance (COP), in this test configuration, for this TE device is 0.0069 based on the calculated Qc and the applied power of 10W. 8.0 Recommended Experiment Improvements The primary improvement to the test model is using a Peltier device with a higher Q (W) value or cooling capacity defined in watts. Due to the potential power constraints of the Mars’ airplane, it would be preferred to stay in the 10W range for future testing. We suggest the use of a larger surface area device such as the FerroTec Peltier cooler model 9500/337/100-C-X. This model has a Q of 252 Watts which will reduce for this application. The module is epoxy edge sealed to reduce cooling losses, contains 337 pellet couples and has a solderable metalized ceramic TC for thermocouple attachment. Another possible configuration is a multistage cooling module but this may be impractical due to power consumption and size constraints on the airplane. The next area to improve upon is the chamber volume. The test chamber has a volume of 0.1m3. A volume of approximately 1100cm3 with cylindrical chamber dimensions of 30cm diameter and 24cm length would be sufficient to support the necessary penetrations and test connections. We used a vacuum chamber for this test but a pressure chamber would be the appropriate substitution. A pressure chamber would also allow for heating the dry ice formation and analyzing the resulting pressure, which can be translated to the density and volume of the dry ice layer produced on the TE 24 device surface. Also, a non-heat conductive coupling of the chamber isolation valve and vacuum pump to the chamber would minimize the valve and pump acting as a heat pipe for the ambient surroundings. The solid stainless steel connection in our test introduced a significant heat load that was impractical to overcome. Next, a controllable chamber cooling method is advised for future testing. As discussed in the experimental model, dry ice blocks were applied to the chamber exterior. The contact area of the blocks to the chamber was limited by the flat surface of the block and the curved surface of the test chamber. A potential solution is wrapping the new chamber with cooling coils that liquid nitrogen would flow through or have integrated coils built into a specialized chamber to maximize contact and improve heat transfer characteristics. This type of cooling would allow for a large range of test temperatures for a more accurate simulation of Mars’ temperatures. Also, a separate cooling coil could be added to the heat sink for precision temperature control. Lastly, the addition of a flow meter to the chamber gas supply line allows monitoring of the total gas volume for an experiment with a continuous gas flow. 9.0 Conclusion The project introduced our team to a multidisciplinary problem solving approach that we will face in our future engineering careers. It is possible to manufacture solid CO2 using thermoelectric devices. While we were not able to fully produce a noticeable amount of dry ice on the TE device we conclude that with an improved experimental setup, gaseous CO2 can be condensed to solid form on Mars. The volumetric size of the chamber required a large amount of cooling power in order to bring the inner atmosphere down to Mars-like conditions. The second 25 experimental setup, the bagging of the chamber, improved the cool-down times considerably and lowered the max achieved temperature inside the chamber by -20 degrees Celsius. This increased cooling highlighted our inability to chill the chamber to temperatures which would be found on Mars and at which point dry ice generation would be possible. Using a pressure chamber, of smaller size, would mean an increase in cooling ability, and it would be possible for the TE device to begin to grow dry ice. The TE device we used for these experiments was not designed to be used at such low temperatures. This was shown experimentally when our device was only able to dissipate a Qc value three orders of magnitude below the design specifications. The experiments performed demonstrated possible deficiencies in our test procedures. The electronic device failures of both the ultrasonic transducers and the TE device at extreme low temperatures illustrated the need for more robust equipment design for use at such extreme low temperatures. Future experimental procedures will need to include either thermally insulated devices, or devices designed specifically for extreme low temperature operation. 26 10.0 Figure Index 1. Figure 3.2.1 Peltier Effect Representation…………………………………………...4 2. Figure 3.2.2 TE Device Pellet Configuration………………………………………..6 3. Figure 3.3.1 Ultrasonic Circuit Breadboard Construction Layout………………….10 4. Figure 5.1 T304 Stainless Steel Heat Transfer Coefficient Setup…………………..12 5. Figure 5.2 T304 Stainless Steel Coefficient of Heat Transfer Test Data…………...13 6. Figure 6.1: The ultrasonic transducers are placed and aligned inside of the chamber and directed up towards the “cold” side of the TE device. The transducers wires exit through an unused gas inlet port in the back of the chamber…………………………………………………………………………........15 7. Figure 6.2: The vacuum chamber is wrapped in a “survival blanket”. This is done to insulate the chamber from the ambient air temperature and to slow the addition of air moisture to the chamber. This moisture will reveal itself as ice as the chamber begins to cool…………………………………………………………………………………...17 8. Figure 6.3: Experimental setup two attempted to isolate the chamber’s exterior from the outside atmosphere. This bagging of the chamber would create a thermal blanket of gaseous carbon dioxide between the chamber and the bag……………………….20 9. Figure 7.1 Experiment Data Plot of Time (s) vs. Temperature (deg C)…………….22 27 11.0 Bibliography [1] An Introduction to Thermoelectrics (2008). Retrieved March 2008 from Tellurex Corporation website: http://www.tellurex.com/cthermo.html [2] Ash, R.L. (2005). Mars Robotic Transportation Vehicle Input. Retrieved February 2008 from Old Dominion University website: http://www.mem.odu.edu/grad/ [3] Rowe, D.M. and Bhandari, C.M., Modern Thermoelectrics. Reston Publishing Company, Inc. VA 1983. [4] Pipe, K.P. and Ram, R.J., (2002) Bias-dependent peltier coefficient and internal cooling in bipolar devices. Physical Review B66.125316 [5] Goldsmid H.J., Thermoelectric Refrigeration. Plenum Press, NY 1964 [6] Hogan, T.P. (2002) Low Temperature Thermoelectric Modules. 21st International Conference on Thermoelectronics. [7] efunda Engineering Fundamentals website. Retrieved March 2008: http://www.efunda.com/materials/elements/TC_Table.cfm?Element_ID=Cu [8] HyperPhysics Thermodynamics website. Retrieved March 2008: http://hyperphysics.phy-astr.gsu.edu/hbase/hph.html [9] Seiichi Inoue’s PIC Project Page: American/English Language version. Retreived March 2008: http://www.interq.or.jp/japan/se-inoue/e_pic6_6.htm [10] Microengineering Labs Incorporated Website: Retrieved March 2008: http://www.melabs.com/resources/index.htm [11] Iovine, John. PIC Microcontroller Project Book: for PICBasic and PICBasic Pro Compilers, 2nd ed. McGraw-Hill, NY 2004 28