A Lab Bench Scale Anaerobic Digester
advertisement

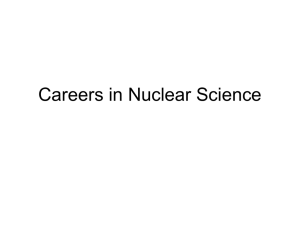
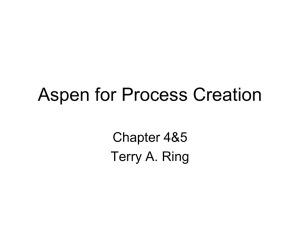
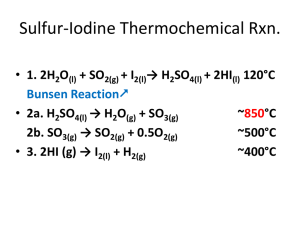
A Lab Bench Scale Anaerobic Digester Justin Ferrentino David Harrison Jacob Krall CEE 453 Fall 2004 1 Table of Contents Table of Contents ................................................................................................................ 2 Abstract ............................................................................................................................... 3 Objectives ........................................................................................................................... 3 Introduction ......................................................................................................................... 3 Methods............................................................................................................................... 4 Plant Configuration ......................................................................................................... 4 Reactor Process Control .................................................................................................. 4 Results and Analysis ........................................................................................................... 5 Discussion ........................................................................................................................... 9 Suggestions ....................................................................................................................... 10 Appendix ........................................................................................................................... 11 2 Abstract A lab bench scale anaerobic digestion system was created using activated sludge obtained from an anaerobic digester at the City of Ithaca Wastewater Treatment Plant. An anaerobic digester was set up in the lab to treat synthetic waste at a BOD concentration of 6500 mg/L and the system was automated using Process Controller software. Results showed that anaerobic digestion was indeed occurring in the system but suggested that many of the cells in the reactor were not viable. Future research should include investigating ways to maintain higher cell populations and treat a waste with a concentration closer to the typical wastewater BOD of 325 mg/L. Objectives Our objective was to explore the use of anaerobic digestion for wastewater treatment with the use of a sequencing batch reactor. Synthetic waste was converted into methane and carbon dioxide gas, and vented out of the system. To ensure optimum growth conditions for the bacteria, the temperature of the reactor was maintained at 35°C, and no oxygen was allowed in. We expected the treatment of the same volume of waste to be slower under anaerobic conditions than aerobic conditions, but the goal of this project is to lay some practical groundwork for further research projects in this area. Introduction The process of aerobic treatment of wastewater is well understood and widely used, but suffers from two severe drawbacks. These drawbacks are that it requires large amounts of energy to keep the reactor contents aerated, and that the process produces large volumes of sludge that must often be landfilled. Anaerobic digestion of wastewater is also widely used, as in the case of home septic tanks, but is not practiced at the municipal scale. Anaerobic digestion offers several advantages over aerobic digestion, in that it does not produce nearly as much sludge to be disposed of, and also that it yields energy in the form of methane gas. The drawbacks include that the digestion proceeds at a slower rate and that the bacteria favor temperatures of around 35°C. Despite these challenges, if anaerobic bacteria cell concentrations in a reactor could be made high enough, unheated municipal waste water could be treated. This project attempts to start down that path. 3 Methods Plant Configuration Our plant was built around a 2.5 Liter glass jug with an inlet port at the bottom. The jug was placed on a hotplate, with a temperature probe placed on its exterior, and with a magnetic stirrer placed inside it. A rubber stopper with two holes was used to seal the top, while the influent line came in at the bottom port. The drain was made by a long steal tube that could be set to different heights to correspond to different recycle volumes (for a higher recycle volume, the drain pipe was simply set at a higher level). A Masterflex Model 7518-00 peristaltic pump with two drive heads and valves were used to both fill and drain the reactor. The pump flow rate was set at 2.88 mL/s. The drain valve was set at the desired height. In operation, the pump system worked by opening only the valve that was required, as in the case of filling the reactor where the influent valve would be opened, while the drain valve was left closed. On the influent end, a single line was run through the pump head by having one valve control tap water and one valve control the raw waste, but having both feed the same influent line. At the effluent end, waste was simply pumped out to a drain. The only other major system for the reactor is the gas collection/regulation system. Gas regulation was achieved by having the second hole in the rubber stopper go to a second 2.5 Liter glass jug, with a 200 kilo Pascal pressure sensor measuring relative pressure between the gas collection jug and the atmosphere. The gas was vented to a vacuum line with the use of another valve, and the system was designed and run under a vacuum. Vacuum Line Reactor Effluent Gas Drain Reactor Peristaltic Pump E-1 Gas Regulation Tank Hot Plate Influent Waste/Water Reactor Influent Figure 1: Process Schematic Reactor Process Control Our reactor was set up to be controlled via the Process Controller software. Below is a table outlining the states of our reactor and our exit conditions for the final reactor configuration. 4 Table 1. States and control logic for anaerobic digester. State Name Fill With Waste Digestion Startup Gas Production Gas Vent Settle Drain Explanation Pump in 360 mL 20x waste to reactor Gas production begins; pressure Allowed to build up gas production continues; Pressure builds up Reactor vented to maintain vacuum All valves closed; sedimentation. 360 mL drained from reactor via pump Exit Condition (state exiting to) Time>30 s (digestion startup) Time>1/2 day (gas production) or Gas Pressure>-10 kpa (gas production) Time>1 day (Settle) or Gas Pressure>-10 kpa (gas vent) Gas Pressure<-40 kpa (gas production) Time> 1 hr (Drain) Time> 10 min (fill with waste) During the gas production, digestion startup and gas vent states, the reactor was kept at a temperature of 35°C using PID with both the I and D terms set at 0. Using only the P term successfully kept the reactor very near the target temperature as the waste was being digested. The digestion startup and gas production states appear to be very similar. “Digestion Startup” was initially included to ensure that the reactor would be allowed to treat the waste long enough to produce enough methane to necessitate venting at least once. When it later became clear that given our volume of waste the reactor was unable to produce that volume of gas, the time condition was added to allow the reactor to leave the digestion startup state after one day. During much of our research, our reactor included a “Fill with Water” state in order to dilute the 20x waste. However, we chose to eliminate this state to allow our digester to treat a more concentrated waste. Results and Analysis In each cycle using our eventual reactor configurations, the reactor was given 0.0864 L of 6500 mg/L waste. We used several assumptions to obtain an approximation of the theoretical volume of gas that should be produced during the digestion: 1g of oxygen gas per gram of Carbonaceous Oxygen Demand (COD) and 1 mol of gas produced per mol of Carbon. Our calculation appears below: 1gO2 1molO2 1molC 1mol _ gas mgCOD 1g 0.0864 L * 6500 * * * * * 0.018mol _ gas L 1000mg 1gCOD 32 gO 2 1molO2 molC Below we convert this value to an equivalent pressure produced (using a gas volume of 3L, equal to 1 full jug plus the volume of the second jug not filled with waste and solids): P nRT (0.018mol )(8.31kPa * L / mol * K )(308K ) 15.4kPa V 3L For most of the duration of our experiment, we were operating the reactor believing (due to erroneous calculations) that the theoretical gas production was 0.11 mol, which influenced the duration which we allowed the reactor to produce gas. 5 The following plot shows data obtained during a typical gas production phase for our reactor. It can be seen that there are three major regions in the graph. At first, the plot appears quite straight—the waste is being digested at an approximately constant rate. Then, as the amount of waste available decreases, the graph starts to curve and the slope becomes less steep. Finally, there is a second straight line region of the graph; this represents endogenous respiration by the cells after all waste has been digested. This plot gives a strong indication that there are two processes occurring that are producing gas: waste digestion and endogenous respiration. -20000 -25000 y = 13450x - 42209 R2 = 0.9826 -30000 Gas Pressure (Pa) -35000 -40000 y = 34454x - 57029 R2 = 0.9992 -45000 -50000 -55000 -60000 0 0.2 0.4 0.6 0.8 1 1.2 Time (Days) Figure 2. Plot showing the gas production of the anaerobic digester for a period of slightly more than 1 day. If we take the slope of the second line, consider this the rate of endogenous respiration and assume that this takes place at a constant rate throughout the cycle, then (1.132674days*13.450kPa/day)=15.234 kPa of gas production can be attributed to this process. This leaves the rest of the production, about 15 kPa of pressure, to digestion of the waste. This value is very close to theoretical value giving an indication that we are producing approximately our theoretical amount of gas. The following plot is similar to the previous one, but represents a cycle that was started immediately after adding additional cells to the reactor (after centrifuging raw sludge to concentrate them). Using the same analysis as above but using an endogenous respiration slope of 11.943 kPa/day (from the plot below), we attribute 11.7 kPa of gas production to digestion of the waste. This is closer to our theoretical value than is the value from the previous cycle, and it is fairly close to the previous value, strengthening 6 the evidence that anaerobic digestion in our reactor is indeed occurring and is producing gas at approximately the rate we would expect. In addition to showing that anaerobic digestion is taking place, it is of that we added cells to the reactor between the trials shown in figures 1 and 2, but saw no increase (and in fact a decrease) in initial rate of gas production. The turbidity of the reactor was measured to be 320 NTUs, as compared with 350 NTUs for raw sludge obtained from the Ithaca anaerobic digester. This indicates that the cell concentration in the reactor remained significant and combined with the lack of effect on gas production rate after increasing cell concentration appeared to indicate that waste concentration was the limiting factor. 0 -5000 -10000 Gas Pressure (Pa) -15000 y = 11943x - 34671 R2 = 0.9954 -20000 -25000 7 -30000 -35000 -40000 y = 31038x - 46611 R2 = 0.9959 -45000 -50000 0 0.5 1 1.5 2 2.5 Time (Days) Figure 3. Plot showing Gas Production over a complete treatment cycle immediately after adding additional cells to the reactor. However, in a further attempt to discover what parameter was limiting our methane production, cell population or amount of waste, we allowed the digester to run several cycles using waste 5 times more concentrated than in our previous runs (32,500 mg/L or 100 times the normal wastewater concentration). If the initial rate of gas production increased with the higher waste concentration, this would suggest that the concentration of the waste is the limiting factor in our system. Conversely, no increase in initial gas production rate would suggest that the cell population is the limiting factor. A plot of the beginning of a cycle using 100x waste is below. 7 -40000 -44000 Gas Pressure (Pa) y = 37801x - 60215 R2 = 0.998 -48000 -52000 -56000 -60000 0 0.1 0.2 0.3 0.4 0.5 Time (Days) Figure 4. Plot showing gas production over the first 0.5 days of a cycle using 100x waste. The initial slope is 37.8 kPa/day. This represents a 22% increase over in the rate as compared to the run immediately prior to changing to 100x waste. If the only limiting factor was the waste concentration, we would expect that a five fold increase in waste concentration would yield a five fold increase in gas production rate. One possible explanation is that when provided with 20x rate the cells were functioning at nearly their maximum rate and with the 100x waste the maximum rate was reached and the cell concentration became the limiting factor. However, since increasing the waste concentration made only a relatively small change in production rate, a more likely explanation is that the cells added were not viable, due to being “starved” in the weeks since the sludge was acquired from the Ithaca Wastewater Treatment Plant, so their addition made no difference. Thus, we feel that the limiting parameter was the amount of viable cells in our reactor. Our analysis shows that our primary goal, creating an anaerobic digester capable of producing methane gas from degradation of organic waste, was achieved. We would like our reactor to be able to treat waste more rapidly and efficiently and to degrade a less concentrated waste (like the concentration treated at a typical wastewater treatment plant). In the next section, we discuss these future goals as well as some of the difficulties we faced during this project. 8 Discussion In setting up our plant we encountered numerous problems of configuration and automated control, mostly due to the fact that it was to be an anaerobic plant. These problems can be classified as pertaining to heat control, gas collection/regulation, flow control, and cycle control. Complications with heat control stemmed from the fact that we used a hot plate/magnetic mixer to both stir our reactor and to maintain it at 35°C. As we wanted to have the hot plate to be able to be cycled on and off to maintain proper reactor temperature, but also wanted the stirrer to be constantly on during the digestion startup and gas production states, we needed to be able to control them independently. To overcome this, we controlled power to the whole stirrer/hot plate with one relay, and using the internal relay in the hot plate/stirrer to control power to heating element. Gas collection was one issue that threatened the stability of the experiment from the beginning; since gas production would be capable of producing high pressures in the sealed reactor, explosions were a serious risk. This whole issue was avoided by running the reactors at negative pressure off of the vacuum line in the lab. By doing this, there was no risk of explosion, or even of foul smells from small leaks. Flow control wound up being one of the most challenging parts of this experiment, as many physical problems presented themselves. The first of these problems was the fact that the mixture in the reactor did not settle readily; digester feed waste from the Ithaca Wastewater Treatment Plant had only partial settling after spending several weeks untouched in a refrigerator. Our concern was that without effective settling, the anaerobic bacteria in the reactor would be wasted during draining, and gas production would eventually drop. We attempted to overcome this problem by adding particles that would be in suspension due to the magnetic stirrer, but would then quickly settle out when the stirrer was shut off. The hope was that attached growth on the particles would be the main population of bacteria in the reactor. To select our media, we performed informal experiments in an identical reactor filled with clean water. We tested sand, glass beads of different diameters, and activated carbon. The results of these observations are summarized in Table 2 in the appendix. Activated carbon seemed to have the most promise, so approximately 50 mL were added to the reactor. The ultimate effect on reactor performance was never determined because of the lack of good pre- and post-addition gas production data. One problem was that over a five day break when the plant was left to run, a drain valve clogged, resulting in waste overflow into the gas collection jug. We have hypothesized that much of the activated carbon was drained from the reactor in this failure. Despite these problems, the high recycle rate that we eventually set the reactor at probably helped mitigate problems with settling and cell retention. Cycle control wound up being an issue for our reactor that was never really solved with our process control or physical setup. The main issue with cycle control was when exactly to exit from gas production to drain and start the next cycle. Since we determined that gas production seemed to occur at two relatively distinct rates, a higher rate followed by a lower rate, we hypothesized that the lower rate was to a large degree endogenous respiration. Although we would have liked to exit the gas production state after gas production dropped to the lower rate, there was not the means in our process control 9 software to do so(at least not without significant software modifications). The solution wound up being that group members were required to check the reactor at least once per day in order to determine if a new cycle should have been started. Overall, we would consider our project a success. We were able to get the plant running, demonstrate that digestion of the waste was occurring and do some initial investigation into the limiting parameters for our reactor. However, if we were to do this experiment again a few things would be different. For one, we would have the great advantage of having struggled with it once before. Much of our time was spent trying to get our reactor running smoothly, and having a little experience would make our time spent much more effective. Also, our goal would change from just being able to run the plant to treat waste to being able to achieve high solids retention. This would probably be examined in the context of attached bacterial growth. Suggestions The cells in the reactor we used did not settle under standard conditions. Even if left in a container for weeks, they remain in a homogeneous mixture. This causes a problem because whenever we drained some of the reactor, we lost some of the cells. Some of the volume needs to be drained, before more waste is added, so that the volume does not accumulate. Therefore, it would be beneficial if the cells could be made to settle quickly after the stirring is finished. One possible solution would be the attached bacterial growth that is discussed earlier. A possible future experiment would be to determine what kind of particles would work best to culture an attached growth bacteria population. Another possible experiment would be to determine the effects of temperature. Constant heating is a major drawback of this experiment and unrealistic at the municipal scale. A possible future experiment would be to determine the effects of temperature on reaction rate. As the bacteria are known to operate outside their optimum temperature range, this experiment could be tied to that of the attached growth problem by the fact that if the cell concentration could be made high enough in the reactor, non-ideal temperatures would not be a significant problem in treating the waste. 10 Appendix Table 2. Levels of suspension achieved for different media and sizes. Media Media Water Media Volume (L) Diameter (in) Volume (L) glass beads 0.05 0.0083-0.0165 2 glass beads 0.05 0.0083-0.0166 2 glass beads 0.05 0.0083-0.0167 1 glass beads 0.05 0.0083-0.0168 1 sand 0.05 1 sand 0.05 1 Activated Carbon 20-40 0.05 2 Activated Carbon 20-40 0.05 2 Stir Rate 6 8 6 8 6 8 6 Level of Suspension very low 10-15% very low 10-15% very low <5% 90% (near bottom of reactor) 8 >90% 11