Phase 2: Process Measurement
advertisement

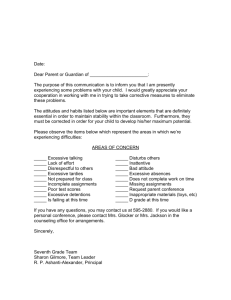
Phase 2 Process Measurement (Class Exercise) Process Measurement – Classroom Exercise Table of Contents Page Measurement Capability ACI: Tuner Alignment ............................................................................... 3 Tasks ................................................................................................. 6 Manual Assembly: Reversed Parts ............................................................ 11 Tasks ............................................................................................... 11 Solder: Solder Quality ............................................................................. 13 Tasks ............................................................................................... 13 List of Figures Fig 4: Possible Sources of Variation for a Process & It’s Measurement System . 7 List of Tables Table Table Table Table Table 5: 6: 7: 8: 9: Spring 2004 Original Measurement Study Data .................................................. 8 Revised Measurement Study Data .................................................. 9 Stability Data Taken After Revised Measurement Study .................. 10 Assessing Operator Ability to Detect Reversed Parts ....................... 12 Assessing Solder Quality on a Nominal Scale ................................. 14 Page 2 of 14 Process Measurement – Classroom Exercise Measurement Capability The next step in the overall measurement process is to analyze the capability of the measurement system. We now have to decide what outputs and inputs to measure. 1. For the ACI, the only output (type of defect) requiring measurement by a precision instrument is Tuner Misalignment. All the other most frequently occurring and significant types of defects (outputs) as well as inputs would need to be observed/measured visually. 2. For MA, all the most frequently occurring and significant types of defects (outputs) as well as inputs would also need to be observed/measured visually. 3. For Soldering, all the most frequently occurring and significant types of defects can be observed/measured visually. However, the inputs would need to be measured with instruments whose measurement capabilities may need to be determined. It was decided to first focus on Tuner Alignment, which is associated with the ACI operation. Measurement capability studies on manual assembly and soldering would be done afterwards. ACI Tuner Alignment The tuner is inserted into a designated slot on the PCB and has a current tolerance of + 8 microns from its target position. This tolerance was previously + 11 microns, but was recently changed because customers were experiencing voltage irregularities resulting in excess component failures in the field, as well as poor tuner performance. This was believed to be caused by allowing too great a tolerance from target for tuner insertion. The insertion of the tuner on the PCB is done by the ACI, and is based on a component placement algorithm written into the software. A simple description of this process operation is as follows: (1) the tuner is inserted into the component magazine known as a feeder rack, (2) an insertion head moves from its home position to pick an appropriate component (tuner) from a sleeve and then places it in the designated target slot on the PCB, (3) the deviation of its insertion from the target is automatically measured and recorded, and (4) for any deviation between placement and target, the PCB location is then adjusted for such bias by the algorithm, for placement of the next tuner on the next PCB to attempt to assure that it is on target. The quality characteristic of interest is the deviation of the inserted tuner from the designated target, as measured by the sum of the deviations squared from the x and y axes, i.e., D2 = x2 + y2 where x-T = deviation of tuner placement from target on the horizontal axis y-T = deviation of the tuner placement from target on the vertical axis T = target (=0) Spring 2004 Page 3 of 14 Process Measurement – Classroom Exercise If D2 > 64, the tuner placement is rejected (needs to be reworked or scrapped), otherwise it is accepted and goes on to the next stage of assembly. To begin the measurement study of the instrument monitoring tuner alignment, Pradeep thought it prudent to review some measurement study fundamentals. Measurement Study Fundamentals Any information gathered about process behavior must first pass through a measurement system. In other words, output from the process must pass through a second process, which is measurement. The measurement process should be managed and treated as an actual process requiring application of the DMAIC strategy phases and associated tools of process mapping, cause & effect, etc. A chart showing a breakdown of the possible sources of variation for a process and its measurement system is given in Figure 4. A measurement system can have both bias and variation. Measurement system bias can be determined through a ‘Calibration Study.’ Measurement system variability can be investigated through a ‘R & R’ Study (repeatability and reproducibility). This can be stated more technically as follows: μ observed (total) = μ actual (part) + μ measurement system σ2 (total) = σ2 actual (part) + σ2 measurement system where μ is the mean σ2 is the variance. Observed values are the actual readings which are composed of the actual (true) value for a part and that attributable to the measurement system.” We define the following additional terms: Spring 2004 o Linearity…a measure of how the size of a part affects the accuracy of the measurement system. It is the difference in the observed accuracy values through the expected range of measurements. o Accuracy…a measure of the bias in the measurement system. It is the difference between the observed measurement and a master value. o Stability…a measure of how accurately a system performs over time. It is the total variation obtained with a particular measurement instrument, on the same part, when measuring a single characteristic over time. o Precision…precision or measurement variation is the variation due to a measurement system and can be broken down into the following two components: Page 4 of 14 Process Measurement – Classroom Exercise Repeatability…The variation observed when the same operator measures the same part repeatedly with the same device. Reproducibility…The variation observed when different operators measure the same parts using the same instrument. The bottom line is that we really want to answer the following questions: 1. How large is the measurement bias? 2. How big is the measurement variation? 3. What are the sources of bias and measurement variation? 4. Is the measurement instrument stable over time? 5. How capable is the instrument for measuring tuner alignment? 6. How can we improve the measurement system? Minitab can perform such a measurement study as follows: A Gage Run Chart, which is a plot of all observations by operator and part number. A horizontal reference line is drawn at the mean, which can be calculated from the data, or a value can be entered from prior knowledge of the process. You can use this chart to quickly assess differences in measurements between different operators and parts. A stable process would give you a random horizontal scattering of points; an operator or part effect would give you some kind of pattern in the plot. A Gage R&R Study determines how much of the observed process variation is due to measurement system variation. Either of two methods can be used to perform this analysis, the latter being more informative: (a) X and R, or (b) ANOVA (Analysis of Variance). The X and R method breaks down the overall variation into three categories: (1) part-to-part, (2) repeatability, and (3) reproducibility. The ANOVA method goes one step further and breaks down reproducibility into its operator, part, and operator by part interaction. A Gage Linearity and Accuracy Study tells how accurate the measurements are through the expected range of the measurements. It answers the question, “Does the gage have the same accuracy for all sizes of parts or objects being measured?” A gage accuracy study examines the difference between the observed average measurement and a reference or master value. It answers the question, “How accurate is the measurement instrument when compared to a master value?” The metric that is often used to assess measurement capability is the Precision-toTolerance (P/T) Ratio. Namely, it is usually 5.15 * total gage R&R standard deviation (obtained from the output of the Gage R&R Study) divided by the tolerance, i.e., Spring 2004 Page 5 of 14 Process Measurement – Classroom Exercise P /T 5.15 * Sigma(Total _ Gage _ R & R) USL LSL where USL, LSL are the upper and lower specification limits respectively. If the P/T ratio is <10%, the measurement instrument is considered acceptable; if it is between 10% and 30%, it is marginal; and greater than 30% it is unacceptable.” Armed with this knowledge, data was collected on the ACI tuner and the following studies were performed (a) a gage run chart, (b) gage R&R study (crossed), and (c) a gage linearity study. In performing the measurement study ten parts, two operators, and two measurements per operator were collected, totaling forty data points. The data are shown in Table 51. Tasks 1. Perform a Gage R & R Study (crossed) and analysis. Comment on each of the respective studies: (a) Runchart, (b) Gage R&R (ANOVA), and (c) Gage Linearity. Is there bias in the measurements? What are the magnitudes and sources of measurement variation in an absolute and relative sense? 2. Compute the measurement capability in terms of the P/T Ratio. What does the ratio measure? Is the measurement system capable with respect to what is being measured? 3. A second similar measurement capability study was subsequently performed after some improvements to the measurement system were made. The data for this study are shown in Table 6. a. Compare the results obtained here to the original measurement study. b. What is the new measurement capability in terms of the P/T Ratio with respect to the improved measurement system? Is the measurement system acceptable? c. What possible improvements were made to the measurement system that yielded the improvements in the second measurement study? d. The stability of the measurement system was also assessed by taking readings of the measurement system once per day for 30 days after the second measurement study. The data is contained in Table 7. 1 Tables 5, 6 and 7 have been inserted into the electronic copy of this file as a Microsoft Excel Worksheet Object. To analyze the data, simply double click anywhere within the table, select the range of data to be analyzed, and copy the data into the preferred (Minitab) application Spring 2004 Page 6 of 14 Process Measurement – Classroom Exercise Figure 4: Possible Sources of Variation for a Process and Its Measurement System Parts (Example) Inputs Process Outputs Measurement Process Inputs Outputs Observations Measurements Data Observed Process Variation Actual Process Variation Long-term Process Variation Short-term Process Variation Measurement Process Variation Variation within sample Repeatability Spring 2004 Variation due to gage Calibration Variation due to operators Stability “Other” Sources + Environmental + etc… Linearity Page 7 of 14 Process Measurement – Classroom Exercise Table 5: Original Measurement Study Data 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 Spring 2004 Part No. Operator Response 1 O1 9.01 1 O1 1.25 2 O1 6.25 2 O1 6.10 3 O1 12.52 3 O1 9.28 4 O1 4.36 4 O1 4.50 5 O1 13.78 5 O1 21.25 6 O1 9.64 6 O1 9.86 7 O1 9.04 7 O1 8.00 8 O1 12.29 8 O1 11.17 9 O1 18.72 9 O1 5.80 10 O1 3.77 10 O1 15.17 1 O2 7.46 1 O2 9.21 2 O2 10.25 2 O2 10.06 3 O2 6.66 3 O2 5.76 4 O2 13.25 4 O2 8.54 5 O2 8.00 5 O2 15.65 6 O2 10.25 6 O2 0.00 7 O2 8.65 7 O2 3.49 8 O2 8.01 8 O2 8.76 9 O2 6.74 9 O2 8.85 10 O2 12.49 10 O2 13.68 Master 5.0 5.0 6.0 6.0 10.0 10.0 5.0 5.0 15.0 15.0 10.0 10.0 8.5 8.5 12.0 12.0 12.0 12.0 9.0 9.0 5.0 5.0 6.0 6.0 10.0 10.0 5.0 5.0 15.0 15.0 10.0 10.0 8.5 8.5 12.0 12.0 12.0 12.0 9.0 9.0 Page 8 of 14 Process Measurement – Classroom Exercise Table 6: Revised Measurement Study Data 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 Spring 2004 Part No. Operator Response A Master A 1 O1 7.30 7.00 1 O1 6.70 7.00 2 O1 7.99 8.10 2 O1 8.23 8.10 3 O1 8.47 8.50 3 O1 8.61 8.50 4 O1 8.15 8.10 4 O1 8.04 8.10 5 O1 16.93 17.05 5 O1 17.22 17.05 6 O1 7.11 7.05 6 O1 7.09 7.05 7 O1 8.00 7.98 7 O1 7.95 7.98 8 O1 9.89 9.95 8 O1 9.98 9.95 9 O1 9.36 9.40 9 O1 9.45 9.40 10 O1 11.31 11.35 10 O1 11.33 11.35 1 O2 7.40 7.00 1 O2 7.11 7.00 2 O2 8.01 8.10 2 O2 8.16 8.10 3 O2 8.77 8.50 3 O2 8.53 8.50 4 O2 7.98 8.10 4 O2 8.08 8.10 5 O2 17.33 17.05 5 O2 17.19 17.05 6 O2 6.98 7.05 6 O2 7.07 7.05 7 O2 7.97 7.98 7 O2 7.99 7.98 8 O2 10.05 9.95 8 O2 9.93 9.95 9 O2 9.47 9.40 9 O2 9.44 9.40 10 O2 11.27 11.35 10 O2 11.43 11.35 Page 9 of 14 Process Measurement – Classroom Exercise Table 7: Stability Data Taken After Revised Measurement Study Day 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 Spring 2004 Stability Data 8.37 5.69 9.87 12.71 12.50 13.97 3.20 8.56 12.21 6.21 7.30 4.55 4.12 6.51 7.07 3.38 7.64 8.09 9.57 12.89 0.57 3.07 7.13 12.12 15.34 9.98 15.43 3.87 14.74 7.26 Page 10 of 14 Process Measurement – Classroom Exercise Manual Assembly: Reversed Parts Reversed parts in manual assembly is found to be a major source of defects. There is considerable concern that this may be due to poor design and/or the inability of operators to recognize such a situation, which could be the result of inadequate training. A study was this conducted to determine whether operators in manual assembly could accurately recognize whether a part was installed properly or was improperly reversed. Two operators inspected 10 installed parts in random order. Then the parts were reordered and inspected again. Responses were recorded and in shown below in Table 8. Tasks 1. How well do operators identify reversed parts? 2 2 Table 8 has been inserted into the electronic copy of this file as a Microsoft Excel Worksheet Object. To analyze the data, simply double click anywhere within the table, select the range of data to be analyzed, and copy the data into the preferred (Minitab) application. Spring 2004 Page 11 of 14 Process Measurement – Classroom Exercise Table 8: Assessing Operator Ability to Detect Reversed Parts Part 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 Spring 2004 Order 9 2 1 5 6 3 8 4 7 10 5 1 3 6 2 7 9 10 4 8 2 4 9 5 3 10 7 8 1 7 3 4 10 1 5 7 9 8 6 2 Operator Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Jeff Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Sarah Response ok reversed reversed ok ok ok reversed ok ok reversed ok ok reversed ok ok ok ok ok reversed reversed ok ok reversed ok ok reversed reversed reversed ok reversed reversed ok ok ok ok reversed reversed reversed ok reversed Standard ok ok reversed ok ok reversed reversed ok ok ok ok ok reversed ok ok reversed reversed ok ok ok ok ok reversed ok ok reversed reversed ok ok ok ok ok reversed ok ok reversed reversed ok ok ok Page 12 of 14 Process Measurement – Classroom Exercise Solder: Solder Quality Solder quality is determined by visual inspection. Hence, there is an opportunity for error in terms of misclassifying whether a proper amount of solder has been added to the solder joints. The Six Sigma team is considering among two types of assessment schemes to evaluate the quality of visual inspection: (1) (2) Nominal… use of a classification scheme, namely, missing solder, insufficient solder, proper solder, excessive solder, and solder bridge (short) and, Ordinal… rating the quality of a solder application on the basis of a 1 – 5 scale (1 = poor application, 5 = proper application). Nominal Scale Three operators were randomly selected. Each operator inspected 15 printedcircuit boards (PCB’s) for solder quality that were presented in random order. The response was either (a) missing solder, (b) insufficient solder, (c) proper solder, (d) excessive solder, or (e) solder bridge (short). Responses were compared to a standard to evaluate the consistency and accuracy of each operator/inspector. The results of the experiment are shown in Table 1. Task 1. How well do operators assess the quality of the solder on the PCB? 3 Ordinal Scale The three operators’ responses in the above experiment were then redefined on a 1 – 5 scale, (1 – missing, 2 – insufficient, 3 – proper, 4 – excessive, and 5 – bridge). Task 2. How well do operators assess the quality of the solder when using this scoring rule / rating scheme vis-à-vis the nominal scale? 3 Table 9 has been inserted into the electronic copy of this file as a Microsoft Excel Worksheet Object. To analyze the data, simply double click anywhere within the table, select the range of data to be analyzed, and copy the data into the preferred (Minitab) application. Spring 2004 Page 13 of 14 Process Measurement – Classroom Exercise Table 9: Assessing Solder Quality on a Nominal Scale PCB 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Spring 2004 Order 9 13 4 2 8 12 14 3 15 10 11 5 1 7 6 6 9 13 8 15 10 12 2 7 14 4 5 3 11 1 11 10 9 2 7 4 15 5 14 12 3 13 8 1 6 Name Karen Karen Karen Karen Karen Karen Karen Karen Karen Karen Karen Karen Karen Karen Karen Jim Jim Jim Jim Jim Jim Jim Jim Jim Jim Jim Jim Jim Jim Jim Sue Sue Sue Sue Sue Sue Sue Sue Sue Sue Sue Sue Sue Sue Sue Response (N) Excessive Proper Insufficient Insufficient Missing Missing Missing Insufficient Proper Excessive Excessive Excessive Insufficient Bridge Missing Bridge Excessive Proper Insufficient Missing Missing Missing Insufficient Proper Excessive Insufficient Proper Insufficient Bridge Missing Bridge Proper Proper Insufficient Missing Missing Insufficient Proper Proper Bridge Proper Excessive Insufficient Bridge Missing Response (S) 4 3 2 2 1 1 1 2 3 4 4 4 2 5 1 5 4 3 2 1 1 1 2 3 4 2 3 2 5 1 5 3 3 2 1 1 2 3 3 5 3 4 2 5 1 Standard (N) Bridge Excessive Proper Insufficient Missing Missing Insufficient Proper Excessive Bridge Proper Excessive Insufficient Bridge Missing Bridge Excessive Proper Insufficient Missing Missing Insufficient Proper Excessive Bridge Proper Excessive Insufficient Bridge Missing Bridge Excessive Proper Insufficient Missing Missing Insufficient Proper Excessive Bridge Proper Excessive Insufficient Bridge Missing Standard (S) 5 4 3 2 1 1 2 3 4 5 3 4 2 5 1 5 4 3 2 1 1 2 3 4 5 3 4 2 5 1 5 4 3 2 1 1 2 3 4 5 3 4 2 5 1 Page 14 of 14