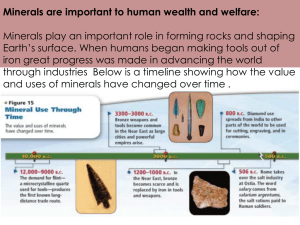
mine life cycle, downstream processing, and sustainability

ORE, WASTE and MINERALOGY
• What is an ore?
• What is waste?
• What is the role of mineralogy in MMPE?
• How do these questions change for different commodities?
Downstream Processing
• Mine/mill complex
– produces ore or concentrate or unrefined metal/product
– product transported by airplane, rail, truck or ship to smelter or refinery
– if leaching is used at mine/mill, unrefined metal or final product is produced
• Smelting
– pyrometallurgical processing (multi-stage)
• roasting to partially remove/control sulfur content
• melting to separate oxides from sulfides (flux and slag)
• oxidation to remove sulfur and iron
• need SO
2 control and slag disposal system
Downstream Processing
• Leaching
– hydrometallurgical processing
– vat leach, agitation leach, heap leach, in-situ leach
– Pressure Oxidation or Biological Leaching
– solid/liquid separation or ion adsorption process
– solution purification (solvent extraction/ion exchange)
– need residue disposal method (dewatering/storage)
• Refining
– electrometallurgical processing
• electrowinning to recover metals from solution
• electrorefining to purify unrefined metal
• treatment of slime deposits for PMs recovery
Definition:
What is an Ore?
An ore is a mass of mineralization within the
Earth's surface which can be mined
- at a particular place;
- at a particular time;
- at a profit.
What is Waste?
Definition:
Waste is mineralized rock that is removed from a mine to provide access to an underlying or nearby orebody containing at least one mineral of value.
Types of Waste:
- footwall material ( typically barren material )
- hangingwall material ( typically contains sulfides )
- gangue material contained within the ore
What is Waste?
Waste rock can become ore at some later point in time.
- metal/commodity prices can change
- other values are discovered within the waste
- new technology is developed
- cost of environmental protection becomes too high
- ore has been exhausted; too costly to close the mine
Mineralogy in Mineral Processing
The types of minerals in the ore have major impact on the operation and control of the processing plant.
- relative abundance of ore minerals
- feed grade and concentrate grade
- types of gangue minerals
- slime content (clays, etc.)
- pH effects (alkali rock)
- pyrite and pyrrhotite (iron sulfides)
- association of ore and gangue minerals
- liberation characteristics
- disseminated vs. massive
Process Mineralogy
- establish regular mineralogical analysis of mill feed and other process streams
- perform a size-by-size analysis of rock and ore mineral contents and associations
- relative abundance
- free/locked ratios of grinding circuit products
- perform metallurgical testwork on ore samples containing different mineralogy
Virtual Atlas of Opaque and Ore Minerals in their Associations
<http://www.smenet.org/opaque-ore/>
Process Mineralogy
- establish the metallurgical performance of each process stage for each ore mineral type
- determine size ranges where losses are occurring and examine minerals responsible for these losses
- establish influence of impuritys on product quality
- use all of the above information to decide on process changes that will improve plant performance with respect to recovery and product quality
Copper Ores
Minerals:
Sulfides chalcopyrite - CuFeS
2 bornite - Cu
4
FeS
5 covellite - CuS chalcocite (Cu
2
S) cubanite (CuFe
2
S
3
)
Oxides cuprite - Cu
2
O malachite - Cu
2
CO
3
(OH)
2 pseudomalachite - Cu
5
(PO
4
)
2
(OH)
4 azurite - Cu
3
(CO
3
)
2
(OH)
2 chrysocolla - CuSiO
3
·nH
2
O
- (Cu,Al)
2
H
2
Si
2
O
5
(OH)
4
·nH
2
O
Gangue Minerals: pyrite quartz feldspars silicates arsenopyrite Mn-wad calcite dolomite clays
Copper Ores
Ore Types:
Porphyry: igneous rock of large crystal size (phenocrysts) embedded in a ground mass. Typical mineralization is disseminated chalcopyrite with molybdenite (MoS).
Massive: pyrite/pyrrhotite host with chalcopyrite, pentlandite, sphalerite, arsenopyrite, galena.
Vein-type: quartz host with veins of chalcopyrite, chalcocite and pyrite
Copper Ores
Problems:
Liberation: fine grinding may be required.
Recovery: oxide/sulfide ratio changes, presence of slime particles, poor recovery of coarse copper minerals.
Product: poor liberation, presence of As, Bi, Pb
Quality high %H
2
O, variable Cu grade
Separation: poor distribution of Co, Zn, Pb, etc.
Copper Ores
Anhedral chalcopyrite (yellow, top right) is inter-grown with quartz (light grey, right centre). Pounded to euhedral rutile (grey-white, centre left) is disseminated throughout the host rock. The poorly polished dark grey gangue is phyllosilicate. - El Salvador, Chile
Copper Ores – Concentrating
Simplest Copper Flotation Circuit
Copper/Gold Ores – Concentrating
Copper/Gold Flotation Circuit
Copper/Moly Ores – Concentrating
Copper/Moly Flotation Circuit
Copper Ores – Concentrating
Multiple Sulfide Differential Flotation Circuit
Copper Ores – Concentrating
Mixed Oxide/Sulfide Copper Flotation Circuit
Copper Ores – Direct Leaching
Copper Oxide Processing to final metal
Copper Ores – Concentrating
Copper Oxide Processing - LPF
Copper Ores – Concentrating
T.O.R.C.O. Processing of Copper Ores
- Requires at least 4%Cu
Copper – Downstream Processing
Kidd-Creek Smelter flowsheet
Copper Anode Casting Wheel
Nickel Ores
Minerals: pentlandite (NiFeS) chalcopyrite (CuFeS
2
)
Gangue Minerals: pyrrhotite (Fe x
S y quartz where x:y = 0.9-1.1) feldspars silicates clays
Mn-wad calcite
Nickel Ores
Ore Types:
Massive: pentlandite and chalcopyrite in relatively equal quantities in massive pyrrhotite (Fe x
S y
).
Massive: low copper content in pyrrhotite host.
Massive: presence of clay slimes, talc chalcopyrite/pentlandite with pyrrhotite
Nickel Ores
Problems:
Ni-associations: 3 types
- as pentlandite
- solid-solution in pyrrhotite
- "flame" pentlandite in pyrrhotite
Liberation: fine grinding may be required for "flame" pentlandite.
Recovery: solid-solution losses.
magnetic vs. flotable pyrrhotite
Product: clay contamination
Quality high %H
2
O, variable Cu/Ni grade
Nickel Ores
Problems:
Cu-Ni separation: - at milling stage
- at the smelting stage
- at the matte separation stage
Pyrrhotite
Recovery:
- magnetic (low intensity) for monoclinic FeS (x:y > 1.0)
- flotation for hexagonal FeS (x:y < 1.0)
Synthetic Minerals: heazlewoodite (Ni
3
S
2
) chalcocite (Cu
2
S)
Fe-Ni alloy (PMs)
Nickel Ores
Chalcopyrite, pyrrhotite, pentlandite, and cubanite - Stillwater, Montana, USA
Notice flame pentlandite in chalcopyrite
Nickel Ores
125µm
Pyrrhotite (brown) has pentlandite (light brown, higher reflectance, centre) exsolution bodies as flames, aligned along (0001). Minor amounts of chalcopyrite (yellow, centre right) are associated with cleavage and fractures within pyrrhotite. Silicates are black.
Nickel Ore
Rhomb-shaped areas of deeply etched hexagonal pyrrhotite are surrounded by more lightly etched monoclinic pyrrhotite, which is the main phase.
Very lightly etched monoclinic pyrrhotite
(pale brown, bottom right) has a rim of granular pentlandite
(light brown, higher reflectance). Pyrrhotite is intergrown with chalcopyrite (yellow, centre) and encloses magnetite (grey, top left).
Cu/Ni Downstream Processing
• Nickel
– Typical Mine/Mill Treatment
Downstream Processing
• Nickel
– Matte Separation processing
Lead/Zinc Ores
Minerals: galena (
PbS
) sphalerite (
Zn x
Fe y
S
) where x:y = 0.0-0.1
) marmatite ( high-Fe sphalerite ) anglesite (
PbSO
4
) cerrusite ( PbCO
3
) smithsonite ( ZnCO
3
) hydrozincite ( Zn
5
(CO
3
)
2
(OH)
6
) hemimorphite ( Zn
4
Si
2
O
7
(OH)
2
·H
2
O )
Gangue Minerals: pyrite/marcasite (FeS
2
) pyrrhotite (Fe x
S y
) silicates
Mn-wad quartz feldspars clays calcite/dolomite/limestone
Lead/Zinc Ores
Ore Types:
Massive: galena and sphalerite in a variety of relative quantities in massive pyrite/marcasite (FeS
2
).
Massive: carbonate-hosted ore - Mississippi Valley.
Massive: presence of clay slimes, talc galena/sphalerite with pyrrhotite
Lead/Zinc Ores
Ore Types:
Pb/Zn: galena, sphalerite and pyrite
Cu/Pb: chalcopyrite, galena and pyrite
Cu/Zn: chalcopyrite, sphalerite and pyrite
Cu/Pb/Zn: chalcopyrite, galena, sphalerite and pyrite
Lead/Zinc Ores
Problems:
Pb-Zn separation: - two-stage flotation
- differential (Pb first/Zn second)
Cu-Pb-Zn ores: - combined bulk/selective and differential flotation
- Cu/Pb bulk followed by Zn float
Pb-Zn oxide flotation: use of sulfidizing agents
Lead/Zinc Ores
Problems:
Zn depression: ZnS is readily activated by Cu ions
Cu/Pb separation: essential to avoid smelter penalties
Liberation: difficult to assess without mineralogy
Product: Zn conc > 55-58%Zn
Quality Pb conc > 60-65%Pb
Cu conc > 25%Cu
Copper/Lead/Zinc Ores
Euhedral arsenopyrite (white, high reflectance, left) is intergrown with galena (light bluewhite with triangular cleavage pits, centre), chalcopyrite
(yellow, centre) and sphalerite
(light grey, centre right), with fine chalcopyrite inclusions
(top left) or submicroscopic chalcopyrite (grey to brown-grey, centre right).
A lath of poorly polished molybdenite (light grey, centre) is enclosed within chalcopyrite and galena and has partially rimmed arsenopyrite
(bottom right). Minor amounts of rutile (light grey) form acicular crystals within the gangue (right centre). Black areas are polishing pits.
Copper/Lead/Zinc Ores
Reniform (kidney-shaped) sphalerite (light grey, centre) is interbanded with galena (white, centre bottom) and chalcopyrite (yellow) in successive growth rings. Chalcopyrite in the centre of the right sphalerite
Has replaced poorly crystalline pyrite (white, top right).
Chalcopyrite can be seen to have higher relief than galena
(bottom left). The gangue (dark grey) is sulfate. Black areas are polishing pits.
Lead/Zinc Downstream Processing
Simplified Lead Extraction and Refining
Lead/Zinc Downstream Processing
Simplified Zinc Extraction and Refining
Iron Ores
Minerals: hematite (Fe
2
O
3
) magnetite (Fe
3
O
4
) martite (Fe
2
O
3
:Fe
3
O
4
) goethite/limonite (Fe
2
O
3
·nH
2
O) siderite (FeCO
3
) ilmenite (FeTiO
3
)
Gangue Minerals: quartz silicates
MnO
2 feldspars clays calcite
Iron Ores
Ore Types: high grade hematite: Carajas, Brazil (pure mineral) low grade hematite: Shefferville ores, N. Quebec
(yellow/red/blue ores) hematite/magnetite: Iron Ore Company of Canada disseminated magnetite: Taconite ores in Minnesota hydrated/weathered ores: Itabirite and Limonitic ores carbonate ores: Siderite ores (Sault St. Marie)
Iron Ores
Problems: magnetite recovery: associations with hematite gravity separation: fine size liberation flotation: reverse flotation of gangue
Product: SiO
2 content < 2%
Quality product size
(lump, sinter feed, pellet feed) magnetite content
Samarco Iron Ore Flowsheet
Samarco Iron Ore
Concentrator
Samarco Iron Ore Pipeline
Labrador Iron Mining - Shefferville
Iron Ore Processing
Iron Ore Pellet Plant
Iron Ore Pellets
Malmberget, Norway
Iron Ore – Pig Iron
Fe
2
O
3
+ 3CO → 2Fe + 3CO
2
2 C(s) + O
2
(g) → 2 CO(g)
3 Fe
2
O
3
(s) + CO(g) → 2 Fe
3
O
4
(s) + CO
2
(g)
Fe
3
O
4
(s) + CO(g) → 3 FeO(s) + CO
2
(g)
CaCO
3
(s) → CaO(s) + CO
2
(g)
FeO(s) + CO(g) → Fe(s) + CO
2
(g)
C(s) + CO
2
(g) → 2 CO(g)
Final Products
CaO + SiO
2
→ CaSiO
3
Pig Iron (95 %Fe; 5%C)
Fayalite Slag
Iron Ore – Blast Furnace
Blast Furnace
Iron Ore – Steel-Making
Uranium Ores
Downstream Processing
• Uranium Ore processing
Uranium Mines - Australia
Uranium Resources
Copper-Uranium Ore
Olympic Dam Mine, Australia
Olympic Dam Refinery, Australia
Olympic Dam Refinery, Australia
Coal Processing
Coal Processing
Downstream Processing
• Coal processing
Coal Processing
Coal Processing
Coal Processing
Gold Ores
Minerals: native gold electrum tellurides associated with pyrite and/or other sulfides
Gangue: quartz pyrite arsenopyrite feldspars calcite/dolomite limestone other rock-type minerals
Gold Processing
• Gold processing options
Gold Flakes
Gold Panning
Gold Flakes
Grinding and Cyanide
Leaching
Musslewhite Mine, Ontario
Dissolution of Gold in Cyanide
Elsner's Equation
Precipitation of Au from
Solution
Smelting Gold
Campbell Mine, Ontario
Pouring Slag
Musslewhite Mine, Ontario
Pouring Gold Bullion Bars
What its all about!
Gold Bullion
MINE LIFE CYCLE, DOWNSTREAM
PROCESSING, AND
SUSTAINABILITY
STAGE 1 - Exploration and Assessment
STAGE 2 - Construction
STAGE 3 - Operation
STAGE 4 - Closure
MINE LIFE CYCLE, DOWNSTREAM
PROCESSING, AND
SUSTAINABILITY
STAGE 1 Exploration and Assessment (1-10 years)
• Exploration - Geophysics
• Exploration - Drilling (1/10)
• Geology - Analytical and Mineralogical Assessment
• Economic Feasibility Assessment (1/10)
• Orebody Modeling (1/10)
• Mine Planning and Metallurgical Testwork
Mine Life Cycle (continued)
STAGE 2 – Construction (0.5-2 years )
• Mine
– Shaft-sinking & tunnel/stope development (U/G)
– Adit & tunnel/stope development (mountain-top)
– Top soil removal, key-cut, haul road (Open-Pit)
• Plant
– Site Preparation, Foundations, Construction of buildings
– Procurement and Installation of Equipment
• Waste and Tailing Disposal
– Site Selection and Preparation
– Construction of Initial Coffer Dam for tailing disposal
Mine Life Cycle (continued)
STAGE 3 - Operations ( 3 - 100+ years )
• Mine
– Blast, Load, Haul, Dump
– Transport (hoist, convey, truck, rail), Stockpile
– Safely Store Waste (on site or in-mine)
• Mill
– Crush, Grind (comminution)
– Physical Separation (maybe chemical)
(beneficiation)
– Thicken and Filter (dewater)
– Safely Store Tailing
Mine Life Cycle (continued)
STAGE 3 - Operations ( 3 - 100+ years )
• Waste Disposal
– Dump
– Contour, Spread top soil
– Hydro-seed and plan for final drainage
• Tailing Disposal
– Plan for Lifts as Tailing Dam builds
– Control Water Levels
– Recover water for recycle
– Revegetate dam walls
Mine Life Cycle (continued)
STAGE 4 - Closure( 1 - 20 years )
• Mine
– Flood Pit
– Seal Underground workings
– Long-term Acid Rock Drainage plan for waste dumps
• Mill
– Salvage Equipment
– Raze Buildings
– Contour and reseed site
– Long-term ARD plan for tailing dam
Sustainability
• Important Factors
– Technical
– Economic
– Social/Political
– Environmental
• Past mining activities focused on only the first two
• The latter two have now become equally, if not more important
Sustainability
• A Mine must plan for closure before it starts up
• A mining company must always consider local communities in all parts of the world
• As an industry, we must find ways to enhance our image and influence government decision-making
• Future methods must reduce the mining footprint
– no more open pits (????)
– waste returned to the mine
– processing at the face
– robotics and remote-mining systems
Sustainability
• The BC Mining Industry must encourage its members to institute vertical integration policies
• We need to invest in much more value-added processing (i.e. smelting and refining in BC)
• Downstream manufacturing industries must be encouraged to develop in BC
• This will provide the necessary systems to begin significant recycling of metals and other materials in the Pacific North-West
Sustainability
• Social/Political Issues
– Land Use
– Government policies
– The Influence of Activism
– Environmental concerns
– Aboriginal peoples and treaties
– Need for jobs and a diversified economy
• In BC, the Tatsenshini/Windy Craggy decision has had important long-term impact on Mining
• Similarly, the Delgamuk decision and Nishka
Treaty are important to the future of BC's mining industry