2012年度先端科学講義資料
advertisement

先端科学特別講義, Nov.11, 2012
バイオマスの石油化学原料化技術の開発
鹿児島大学 大学院理工学研究科
化学生命・化学工学専攻
筒井 俊雄
Biorefinery
2
A set of technology to utilize biomass totally for producing
fuels, chemicals and fertilizer.
Petroleum refinery
Crude oil
Fuel
Transport oil
Chemicals
Industry
Biorefinery
Biomass
Non-edibles
Fertilizer
element
Agriculture
Food
Contributes to
Prevention of Global Warming and Ensuring Energy & Resources
Security
Establishment of Self-sustained, Regional Society with
Collaboration between Agriculture and Fuel & Chemical Industry
From Viewpoint of Prevention of Global Warming
6
Predicted Energy
Demand in the world
1990
2012
Geo/Ocean
Solar
Resources with
CO2 Emission
Wind
Nuclear
Hydro
Natural gas
Level of CO2 Emission
by Kyoto Protocol
Renewable
Energy
Petroleum
Coal
Biomass
Combination of Renewable Energy is necessary
Future Scenario (Shell)
20% is expected from
Biomass
Biomass Plays a Special Role among
Renewable Resources
Highly Valueadded Products
7
The sole renewable resource
which can be utilized for
material and energy
High
Value
“Cascade”
utilization
Wind, Hydro,
Geo/Ocean
Solar
Low
Chemicals
20%
Energy
80%
Only for energy
Demand
Biomass
Technology of biomass
conversion to chemicals
is necessary
3
Sugar Cane Field
Bagasse
4
5
Molasses
Biomass Conversion Technologies
BTL(ガス化+炭化水素合成 )
Biomass
Oxygen
Steam
Syn Gas
Gasification
FT合成
Hydrocarbons
急速熱分解
Gas
Biomass
Fast Pyrolysis
Hydrotreating
Bio Oil
(Crude)
Char
Bio Oil
Cat. Reforming
新プロセス
Biomass
Water
Hydrothermal
treating
Products from
Hemi-cellulose
Cellulose, Lignin
Catalytic
Reforming
Aromatic
Fuel
Comparison with conventional process
急速熱分解
BTL
新プロセス
ガス化→FT 合成
→改質
熱分解
製品
パラフィン系炭化水素
含酸素化合物(Bio Oil)
芳香族炭化水素
用途
ジェット燃料
船舶燃料(Bunker Fuel )
産業用燃料、発電燃料
ガソリン、化学原料
石炭(CTL)、天然ガス
(GTL) を原料とする技
術は工業化済み
石油との混合性なし
低発熱量
石油系燃料と混合可能
プラントコストがきわめ
て高い
低品質
(低発熱量、腐食性、不安
定)
問題点
(3万バーレル必要=
1プラントあたり1000万トン
のバイオマス原料が必
要)
Biomass + H2O + O2
熱分解→
水素化精製
水熱処理 →接触改質
反応
水素消費量
(400~500
Nm3/kl)
アップグレードするには多量
の触媒必要
ROH OH
OH
OR
CH3
H3C
CH2OH
ROH
2H2 + CO CO2, H2O
CHO
CH3
CHO
CnH2n+2
RCOOH
Tar
CH3COOH
CH2OH
CO, H2O
CO2, CH4, Char(Coke)
Biorefinery 技術の開発に必要なこと
・バイオマス原料はプラントの近くに集積している必要がある
・製品に見合うバイオマス量を確保する必要がある
(燃料製造:製品100万トン/年以上、化学原料:10万トン/年以上)
・製品の品質は石油系の品質同等である必要
・選択性とエネルギー効率の高いプロセスである必要がある
Consideration of Scale for Biomass Conversion Process
天然ガス
GTL
Diesel Oil
ガス化、 酸素分離、FT 合成など複雑・高
価なプロセス
Biomass
BTL
生産量: 30,000b/d=2 million t/Y
1000万 t/YのBiomassに相当
困難(輸送コストが多大となる)
製糖工場
サトウキビ数100万 t/Yが集積している
この規模に見合うプロセス=シンプルな技術の組合せ
既存のインフラの活用
4. 製糖工場とバイオリファイナリーの
インテグレーション
サトウキビ
砂糖
製糖工程
サトウキビ
廃糖蜜
スチーム
バガス
砂糖
製糖工程
廃糖蜜
スチーム
バガス
バガス
ボイラー
バガス
ボイラー
本プロセス
水熱処理
バガス
カリウム
燃料・ 化学原料
従来の製糖工程
製糖-Biorefinery Hybrid システム
New process integlated with a sugar factory
Sugar factory
Sugar (12)
Sugar cane
(100)
Steam
Baggase
(25)
Morasses
(4)
Bagasse
Boiler
After introducing the new process
Sugar cane
Sugar
New Process
Hot water
Other
Biomass
Morasses
Ads.
Oxyge
HydroSteam
nates
thermal
Baggase
(25)
Hemi-Cellulose (6.2) →
Baggase
Boiler
Residual (18)
Baggase
Catal. Reforming
Fuel
Oil
(1.3)
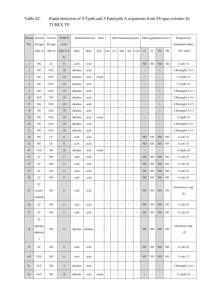
NEDO Project
1. Hydrothermal Treatment(AIST)
2. Catalytic Reforming(Kagoshima Univ.)
Naphthalenes
Heavy Oil
Mono Aroma
Levulinic acid
CO2
Cat. Coke
CO
Other Oils
Furfural
5-HMF
アルデヒド
生成量(mg/g)
200
180
160
200
ギ酸
レブリン酸
9.6
4.5
7.1
4.2
180
Xylose
+Arabinose
酢酸
9.1
フルフラール
160
HMF
54.4
140
57.1
5.6
7.6
60.6
120
Glycolaldehyde
Mix
17.4
C2-4 Olefin
140
5.8
10.7
30.7
13.8
4.1
120
24.0
Themal Coke
C1-4 Paraffin
Glucose
0.0
100
80
60
100
49.1
46.7
87.9
40.7
72.3
67.4
79.4
71.9
56.0
80
60
37.2
0
38.2
47.6
40
40
20
25.2
35.4
45.8
25.9
20
6.6
0
0.7%リン酸
0.7%リン酸
180℃60分
200℃15分
水
0.7%リン酸
220℃15分
43.6
47.2
40.7
37.3
水
0.7%リン酸
240℃15分
0
Mono Sacch
Mix
33.7
3.2
3.3
2.7
0.01M HCl 0.23M HCl
14.6
0.23M
H2SO4
3. K Recovery(Kagoshima Pref. Inst.)
10
20
30
40
50
60
70
80
90
100
Yield [ C% ]
4. Process Design(Chiyoda Corp.)
バガスの水熱処理(ヘミセルロース→水溶性分解物)
水中
温度200℃、圧力18気圧程度
バガス
水熱処理によって生成する物質
アルデヒド
バガス
生成量(mg/g)
200
200
ギ酸
180
レブリン酸
9.6
4.5
7.1
4.2
9.1
160
180
酢酸
フルフラール
Glyceraldehyde
160
HMF
54.4
140
57.1
5.8
10.7
5.6
7.6
60.6
120
17.4
HC=O
HCOH
140
30.7
13.8
4.1
120
24.0
80
72.3
67.4
71.9
56.0
Dihydroxyacetone
80
60
37.2
40
40
35.4
25.2
25.9
6.6
0
0.7%リン酸
0.7%リン酸
180℃60分
200℃15分
水
0.7%リン酸
220℃15分
47.2
20
37.3
水
0.7%リン酸
H2COH
43.6
40.7
45.8
H2COH
C=O
38.2
47.6
20
H2COH
87.9
40.7
79.4
60
100
49.1
46.7
HC=O
H2COH
0.0
100
33.7
3.2
3.3
2.7
0
0.01M HCl 0.23M HCl
240℃15分
14.6
廃糖蜜
0.23M
H2SO4
600
CH3COOH
O
フルフラール
C
HC
5-ヒドロキシメチル
フルフラール
CHO
C
CH
HOCH2 O
CHO
C
C
HC
CH
スクロース
グルコース
フルクトース
グリセルアルデヒド
グリコールアルデヒド
300
反応時間 [s]
酢酸
レブリン酸
CH3COCH2CH2COOH
Glycolaldehyde
ジヒドロキシアセトン
ギ酸
180
60
酢酸
レブリン酸
アセトアルデヒド
30
5-HMF
フルフラール
成分X
TOC
原料
0
20
40
60
80
原液中の糖を100とした時の生成液中の組成[C%]
100
Pretreatment
Hydrothermal Treatment of Bagasse
10
AIST and Kagoshima Univ.
Hemi-Cellulose=25wt%
Aldehydes
Yield(mg/g)
200
200
Formic Acid
Water
180
Levulinic Acid
Acid
180
Acetic acid
Furfural
160
160
17.4
HMF
140
120
140
5.8
5.6
7.6
5.2
8.0
10.7
4.0
9.0
100
46.7
49.1
4.8
8.4
120
100
48.0
40.7
60
37.2
44.9
47.6
40
87.9
56.0
80
52.6
60
24.0
0.0
50.7
80
30.7
31.8
23.6
38.2
40
43.6
47.2
20
37.3
25.9
25.3
27.9
29.4
20
0
0
220℃15min
240℃15min
260℃15min
200℃60min
Hemicellulose was converted at 200℃.
220℃60min
33.7
3.3
2.7
0.01M HCl 0.23M HCl
3.2
14.6
0.23M
H2SO4
Yield was increased and levulinic acid was
obtained by acid addition at higher temp.
Pretreatment
Hydrothermal Treatment of Molasses
11
Kagoshima Univ.
250℃, HCl=0.1mol/L
Levulinic A.
Reaction Time Period [s]
600
300
180
Aldehydes
5-HMF
60
30
Feed
0
20
40
60
80
Carbon Yield Base on Sugars in Molasses [C%]
Yield was 67 C% of sugars included in molasses
100
Sucrose
Gulcose
Fructose
Glyceraldehyde
Glycolaldehyde
Dihydroxyacetone
Formic acid
Acetic acid
Levulinic acid
Component X
Acetaldehyde
5-HMF
Fuefural
TOC
Pretreatment
12
Acid Fermentation of Molasses
Kagoshima Univ.
80
70
CO2
[ C] % ]
Yield
収率[%
60
50
40
Butyric Acid
30
20
Acetic Acid
10
Lactic Acid
0
0
1
2
3
4
5
6
7
8
9
Day
日数[day]
Organic acid yield was 47 C% of sugars included in molasses
接触改質反応装置
15
Oxygen-containing
Intermediates
Flowmeter
Feed Pump
Feedstock
Preheater
Quartz sand
Catalyst
Layer
Electric Furnace
Gas bag
N2 Gas
Mono-saccharides Mixture
(Glucose=44.7, Xylose=10.5, Galactose=4.0,
Arabinose=7.9, Fuructose=32.9)
Glucose
Xylose + Arabinise Mixture (57.0:43.0)
Glycolaldehyde Mix
(Glycolaldehyd, Glyceraldehyde, Dihydroxyacetone=32.7:34.6:32.7)
5-HMF
Furfural
Ice/Water
Bath
Levulinic acid
ゼオライト触媒による接触改質
ZSM-5(Si/Al=27), 723K
Naphthalenes
Heavy Oil
Mono Aroma
Levulinic acid
CO2
16
Cat. Coke
CO
Other Oils
Furfural
5-HMF
Glycolaldehyde
Mix
Xylose
+Arabinose
C2-4 Olefin
Themal Coke
C1-4 Paraffin
Glucose
Mono Sacch
Mix
0
10
20
30
40
50
60
Yield [ C% ]
70
80
90
100
Yields of aromatic products in the conversion of various
oxygen-containing intermediates with ZSM-5 (Si/Al=27)
Benzene
723K
Ethylbenzen
C4-BZ
NA
DMN
17
DM
Toluene
Levulinic acid
Xylene
C3-BZ
MN
Furfural
5-HMF
Glycolaldehyde
Mix
Xylose
+Arabinose
Glucose
Mono Sacch
Mix
0
10
20
30
Yield [ C% ]
40
50
Effect of zeolite species on the product yields in the
conversion of furfural at 823K
Furfural
CO2
Naphthalenes Heavy Oil
Mono Aroma
ZSM-5('27)
CO
C2-4 Olefin
C1-4
ZSM-5(75)
ZSM-5(140)
Beta
Other Oils
Mordenite
Furfura
Y
Cat. Coke
0
10
20
30
40
50
60
Yield [ C% ]
70
80
90
100
20
Effect of reaction temperature on the product
19
Levulinic acid, ZSM-5(Si/Al=27)
Temperature [ K ]
823
Other Oils
773
Heavy Oil
Mono Aroma
CO
Cat. Coke
Naphthalenes C2-4 Olefin C1-4 Paraffin
CO2
723
673
0
20
40
60
Yield [ C% ]
80
100
Intermediates for Catalytic Reforming
Bagasse
Hemi-cellulose
Glyceraldehyde
Cellulose
Hydrothermal Reaction
Hydrolysis
13
Dihydroxyacetone
Retro-aldol
Glycolaldehyde
Dehydration
5-Hydroxymethyl fulfural (5-HMF)
Levulinic acid
Saccharides
Furfural
Acid fermentation
Molasses
Acetic acid
Lactic acid
Butyric acid
Gradient composition zeolite
Gradient composition ZSM-5:
Minimizing coking at external surface of zeolite
Suppressing coke/tar
formation
Reforming Products
Acid sites in the pore
Si/Al
Al2O-54SiO2(44-0003)
29
1430
011 001
011
30
666
31
369
010
010
011 001 011
[100]
回折像
TEM
TEM-EDX
32
67.0
33
49.3
34
27.1
35
27.7
Minimizing Energy Consumption
Conventional Technology
with Distillation
New Process
Tsutsui:Japanese Patent
Publication 2010-202548
Water
Bagasse
Water
Hydrothermal
Reactor
Zeolite
Catal.
Reformer
Hot water
Bagasse
Distillation
Heat
Adsorption
Water
200℃
1.8MPa
Oxygenate
Oxygenate
Solution (2wt%)
Refor
ming
Resid. bagasse
Oxyge
nate
Resid. bagasse
Bagasse=1kg, Water=10kg, Oxygenate=0.2kg
Oxygenate Concentration=2wt%
Oxygenate Concentration = 40wt%
Required heat for water evaporation:
15MJ/kg-bagasse
5~2MJ/kg-bagasse
Energy consumption can be
reduced drastically
Adsorption of
Oxygenates
Zeolitewith zeolite
isotherm
of an with
oxygenate
吸着量
5ペレット pellet]
[g/g-ZSM]
[g/g-zeolite
quantity
Adsorbed
0.25
Pore volume [mL/g]
細孔容積[mL/g]
0.2
Water
60℃
0.15
Adsorption
isotherm
40℃
20℃
0.1
Oxygenate (Levulinic acid)
2wt%水溶液に対する平衡吸着量
Concentration in the zeolite
(細孔容積の40%相当量)
pores =40 wt%
0.05
0
0
1
水熱反応後の生成物濃度2wt%
Concentration in the liquid
phase= 2 wt%
2
3
4
5
液相中濃度[mol/l]
Concentration
in liquid phase [mol/L]
6
1. バイオリファイナリーの意義
1.温暖化対策、資源エネルギーセキュリティの確保
2.農業振興、地域自立社会構築
持続可能な社会
バイオマスの利用はこの両方に貢献するもの
製糖工場に集積するサトウキビ由来のバイオマス
(廃糖蜜・バガス)の活用について検討
Biorefineryによる地域貢献
サトウキビの製糖工程で副生する バガスや廃糖蜜 を高効率
に炭化水素類に転化する 新規バイオリファイナリー技術 を適
用することにより、
農業廃棄物から 地域のエネルギー や高付加価値化学原料
を生産するとともに、有用肥料成分である カリウム の回収を
行う 地域循環モデルを構築 する。
Biorefinery
サトウキビ
製糖工場
バガス・廃糖蜜
×
エネルギー
カリウム
これまでは石油・肥料を
購入し、廃糖蜜を搬出
×
化学原料
燃料油
地域資源循環・高付加価値化
CO2排出量低減
Biorefineryを基盤とする社会
農作物(食糧)
収入
補助
金
石油使用量低減
日本
全体
化学品
農業副生物
廃棄物
収入
休耕地
Biorefinery
肥料
農業経営拡大
農地開拓・整備
地域産業振興
地域燃料
増産
農業収益性向上
食糧自給率向上
世界のバイオマス活用・CO2削減への貢献
日本
サトウキビ
アジア・ オースト
ラリア
世界
130 万t
47900 万t
101200 万t
バガス(ヘミセルロース分)
13 万t
4790 万t
10120 万t
廃糖蜜
4.6 万t
1680 万t
3540 万t
3.1 万t
1.61
1140
1630 万t
2410
3440 万t
本プロセス製品
世界の石油消費
の8-10%に相当
(燃料換算)
CO2削減量
9.8
5 万t
3590
5120 万t
7570万
1.08 億t