Chapter8_Figures
advertisement

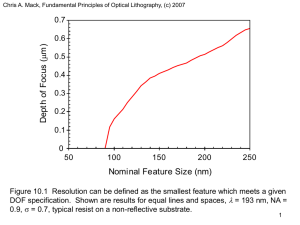
Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 c d b g e a f h i Figure 8.1 A simple layout showing a two-transistor structure with source/drain contact holes. One design rule would dictate the minimum allowed spacing between the edge of the contact and the edge of the active area (dimension f). 1 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 1.0 High leakage current, device fails Devices are too slow, poor bin sort 0.6 0.4 Range affects timing, which affects max clock speed possible 0.2 0 75 0.8 Frequency Frequency 0.8 1.0 Leakage current limit bin sort limit 0.6 0.4 0.2 0 80 85 90 95 100 105 75 80 85 90 95 Gate CD (nm) Gate CD (nm) (a) (b) 100 105 Figure 8.2 A distribution of polysilicon gate linewidths across a chip (a) can lead to different performance failures. Tightening up the distribution of polysilicon gate linewidths across a chip (b) allows for a smaller average CD and faster device performance. 2 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 140 Resist Linewidth (nm) 120 100 80 EL = E(CD – 10%) – E(CD + 10%) Enominal 100% 60 20 25 30 35 40 2 45 Exposure Energy (mJ/cm ) Figure 8.3 The common CD versus exposure dose (E) curve is used to measure exposure latitude (EL). 3 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Table 8.1 Examples of random focus errors (mm, 6s) for different lithographic generations. Error Source Lens Heating (Compensated) Environmental (Compensated) Mask Tilt (actual/16) Mask Flatness (actual/16) Wafer Flatness (over one field) Chuck Flatness (over one field) Laser Bandwidth Autofocus Repeatability Best Focus Determination Vibration Total RSS random focus errors 19911 i-line 0.50 m 0.10 0.20 0.05 0.12 0.30 0.14 0.0 0.20 0.30 0.10 0.60 19952 i-line 0.35 m 0.10 0.20 0.05 0.12 0.33 0.03 0.0 0.08 0.15 0.10 0.50 1995 2 [3] KrF stepper 0.35 m 0.00 0.10 0.10 0.12 0.33 0.03 0.20 0.10 0.10 0.05 0.45 2001 KrF scanner 0.18 m 0.00 0.10 0.05 0.12 0.15 0.03 0.1 0.07 0.10 0.05 0.28 2005 ArF scanner 0.09 m 0.00 0.05 0.05 0.07 0.07 0.03 0.04 0.04 0.05 0.03 0.15 C. A. Mack, “Understanding Focus Effects in Submicron Optical Lithography, part 3: Methods for Depth-of-Focus Improvement,” Optical/Laser Microlithography V, Proc., SPIE Vol. 1674 (1992) pp. 272-284. 2 S. Sethi, M. Barrick, J. Massey, C. Froelich, M. Weilemann, and F. Garza, “Lithography strategy for printing 0.35 um devices,” Optical/Laser Microlithography VIII, Proc., SPIE Vol. 2440 (1995), p. 619-632. 1 4 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Table 8.2 Examples of systematic (mm, total range) and random focus error estimates combined to determine the Built-in Focus Errors (BIFE) of a process. Error Source Topography Field curvature & astigmatism Resist Thickness Total Systematic Errors (range) Total Random Errors (6s) Range/s Total BIFE (6s equivalent) 1991 i-line 0.50 m 0.5 0.4 0.2 1.1 0.60 11 1.5 1995 i-line 0.35 m 0.3 0.4 0.2 0.9 0.50 10.8 1.2 1995 KrF stepper 0.35 m 0.3 0.3 0.2 0.8 0.45 10.7 1.1 2001 KrF scanner 0.18 m 0.10 0.08 0.10 0.28 0.28 6 0.47 2005 ArF scanner 0.09 m 0.05 0.05 0.05 0.15 0.15 6 0.25 5 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 D w Figure 8.4 Example photoresist profile and its corresponding “best fit” trapezoidal feature model. 6 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Focus below the resist Focus above the resist Figure 8.5 Resist profiles at the extremes of focus show how the curvature of a pattern cross-section can change. 7 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 1000 Feature Width (nm) 900 800 700 600 500 Threshold Fit 400 -1.5 -1.0 Straight Line Fit -0.5 0.0 0.5 1.0 Focus (m) Figure 8.6 Using resist profiles at the extremes of focus as an example, the resulting measured feature size is a function of how the feature model is fit to the profile. 8 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Wafer Pattern of Exposure Fields Slit Scan Direction Single Exposure Field Figure 8.7 A wafer is made up of many exposure fields, each with one or more die. The field is exposed by scanning a slit across the exposure field. 9 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Box-in-Box Frame-in-Frame Bar-in-Bar Figure 8.8 Typical ‘box-in-box’ style overlay measurement targets, showing topdown optical images along the top and typical cross-section diagrams along the bottom. The outer box is typically 20 mm wide. (Courtesy of KLA-Tencor Corp.) 10 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 wXL w XL wXR w XR x-overlay = 0.5(wXL - wXR) Figure 8.9 Measuring overlay as a difference in width measurements. 11 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Figure 8.10 Typical AIM target where the inner bars (darker patterns in this photograph) are printed in one lithographic level and the outer (brighter) bars in another level. (Courtesy of KLA-Tencor Corp.) 12 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 y y (x*,y*) (x*,y*) (x,y) (x,y) x (a) x (b) Figure 8.11 Examples of two simple overlay errors: a) rotation, and b) magnification errors. 13 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 (a) (b) Figure 8.12 Different types of rotation errors as exhibited on the wafer: a) reticle rotation, and b) wafer rotation. 14 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Raw overlay value Modeled overlay value = Residual value + Figure 8.13 Separation of raw overlay data into modeled + residual values. The sampling shown here, four points per field and nine fields per wafer, is common for production monitoring. 15 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Error Term Picture Coefficients Translation x, y Rotation xy Magnification mx, my Trapezoid (keystone) t1, t2 Lens Distortion d3, d5 Figure 8.14 Illustration of field (reticle) model terms including higher-order trapezoid and distortion . 16 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Figure 8.15 Example of a stepper lens fingerprint showing in this case nearly random distortion across the lens field. 17 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Scan Direction Figure 8.16 Example of a scanner lens/scan fingerprint (figure used with permission). Note that errors in the scan direction are mostly averaged out by the scan. 18 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Resist Feature Width, CD (nm) 250 Exposure Dose (mJ/cm2) 200 14 16 18 20 22 24 26 30 34 150 100 50 0 -0.3 -0.2 -0.1 0.0 0.1 0.2 Focus (m) Figure 8.17 Example of the effect of focus and exposure on the resulting resist linewidth. Here, focal position is defined as zero at the top of the resist with a negative focal position indicating that the plane of focus is inside the resist. 19 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 160 CD (nm) 140 d ln CD 0.7 d ln E E , F 1 0 120 = 0.17 m CD1 = 100 nm 100 80 E1 = 30 mJ/cm2 60 40 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 Focus (um) Figure 8.18 Plot of the simple Bossung model of equations (8.31) and (8.37) shows that it describes well the basic behavior observed experimentally. 20 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Aerial Image Resist Profile Aerial Image Resist Profile Top Top Bottom Bottom (a) (b) Figure 8.19 Positioning the focal plane (a) above the top of the resist, or (b) below the bottom of the resist results in very different shapes for the final resist profile. 21 Exposure (mJ/cm2) Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 30 30 28 28 70 26 26 80 24 24 90 22 22 100 20 CD 120 18 140 16 14 -0.3 20 CD = 110nm 18 Sidewall Angle 16 Resist Loss 14 -0.2 -0.1 0.0 0.1 0.2 -0.4 -0.3 -0.2 -0.1 0.0 Focus (m) Focus (m) (a) (b) 0.1 0.2 Figure 8.20 Displaying the data from a focusexposure matrix in an alternate form: a) contours of constant CD versus focus and exposure, and b) as a focusexposure process window constructed from contours of the specifications for linewidth, sidewall angle, and resist loss. 22 30 30 28 28 Exposure (mJ/cm2) Exposure (mJ/cm2) Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 26 24 22 20 18 26 24 22 20 18 16 16 14 -0.4 14 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 -0.3 -0.2 -0.1 0.0 Focus (m) Focus (m) (a) (b) 0.1 0.2 Figure 8.21 Measuring the size of the process window: (a) finding maximum rectangles; and (b) comparing a rectangle to an ellipse. 23 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Exposure Latitude (%) 20 18 Ellipse 16 14 12 10 Rectangle 8 6 4 2 0 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 Depth of Focus (m) Figure 8.22 The process window of Figure 8.20b is analyzed by fitting all the maximum rectangles and all the maximum ellipses, then plotting their height (exposure latitude) versus their width (depth of focus). 24 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 200 Resist Linewidth (nm) Resist Linewidth (nm) 200 160 120 80 40 160 120 80 40 0 -0.3 -0.2 -0.1 0.0 0.1 0 14 0.2 18 22 26 30 34 Exposure Energy (mJ/cm2) Focal Position (microns) Isofocal point Figure 8.23 Two ways of plotting the focusexposure data set showing the isofocal point – the dose and CD that have minimum sensitivity to focus changes (for the left graph, each curve represents a different exposure dose; for the right graph, each curve is for a different focus). 25 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 180 Resist Feature Width (nm) Resist Feature Width (nm) 250 200 150 100 50 0 -0.4 -0.3 -0.2 -0.1 0.0 Focus (m) (a) 0.1 0.2 160 Dose 140 8 9 10 11 12 13 14 15 16 17 18 120 100 80 60 40 20 0 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 Focus (m) (b) Figure 8.24 Bossung plots for (a) dense and (b) isolated 130nm lines showing the difference in isofocal bias. 26 26 26 24 24 24 22 20 2 22 20 18 18 16 -0.5 Dose (mJ/cm ) 26 Dose (mJ/cm2) Dose (mJ/cm2) Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 0.0 0.5 16 -0.5 22 20 18 0.0 0.5 16 -0.5 0.0 Focus (microns) Focus (microns) Focus (microns) (a) (b) (c) 0.5 Figure 8.25 Process windows calculated using equation (8.49) for a nominal line CD of 100 nm ±10 nm, nominal dose of 20 mJ/cm2, s = -1, and D = 0.45 microns: a) isofocal CD1 = 130 nm, b) isofocal CD1 = 100 nm, and c) isofocal CD1 = 70 nm. 27 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Exposure (mJ/cm2) 26 25 24 23 22 21 20 19 18 -0.2 -0.1 0.0 0.1 Focus (m) Figure 8.26 The overlapping process window for the dense (dashed lines) and isolated (solid lines) features shown to the right of the graph. 28 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 27 120 26 (a) CD (nm) 110 CDdense - CDiso (nm) 130 Dense 100 90 80 Isolated 70 24 (b) 23 22 21 60 50 30 25 32 34 36 38 40 20 30 Exposure Dose (mJ/cm2) 32 34 36 38 40 2 Exposure Dose (mJ/cm ) 45 120 CD (nm) (c) CDdense - CDiso (nm) Dense 100 80 60 40 20 0 -0.3 Isolated -0.2 -0.1 Focus (m) 0 0.1 40 35 (d) 30 25 20 -0.3 -0.2 -0.1 0 0.1 Focus (m) Figure 8.27 A dual-target approach to monitoring dose and focus using a 90 nm dense line on a 220 nm pitch and an 80 nm isolated line: a) dense and isolated lines through dose; b) the iso-dense difference through dose; c) dense and isolated lines through focus; d) the iso-dense 29 difference through focus. Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 - Focus Best Focus + Focus Figure 8.28 The asymmetric response of resist sidewall angle to focus provides a means for monitoring focus direction as well as magnitude. Here , + focus is defined as placing the focal plane above the wafer (moving the wafer further away from the lens). 30 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 3.0 2.0 H-V Bias (nm) 1.0 0.0 Equal Line/Space -1.0 -2.0 -3.0 -0.20 Isolated Line -0.15 -0.10 -0.05 0.00 0.05 0.10 0.15 0.20 Defocus (microns) Figure 8.29 PROLITH simulations of HV bias through focus showing approximately linear behavior (l = 193nm, NA = 0.75, s = 0.6, 150 nm binary features, 20 milliwaves of astigmatism). Simulations of CD through focus and fits to equation (8.57) gave the CD curvature parameter a = -184 m-2 for the dense features and -403 m-2 for the isolated lines. 31 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 130 Horizontal Linewidth (nm) 128 126 124 Vertical 122 120 118 0.00 0.05 0.10 0.15 0.20 Sigma X-Shift Figure 8.30 Example of how an x-shift in the center of a conventional source (s = 0.6) affects mainly the vertical (y-oriented) lines and spaces (CD = 130nm, pitch = 650nm, PROLITH simulations). 32 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 -1st order 0th order (a) +1st order -1st order 0th order +1st order (b) Figure 8.31 Example of dense line/space imaging where only the zero and first diffraction orders are used (kpitch = 1.05). The middle segment of each source circle represents three beam imaging, the outer areas are two beam imaging. a) source shape is properly centered, b) source is offset in x (to the right) by 0.1. Note that the diffraction pattern represents vertical (y-oriented) features. 33 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 (a) (b) +1st order -1st order 0th order (c) (d) Figure 8.32 Examples of how a telecentricity error affects the ratio of two beam to three beam imaging at the worst case pitch (s = 0.4, x-shift = 0.1, kpitch = 1.65). a) vertical lines, no telecentricity error, b) vertical lines, with telecentricity error, c) horizontal lines, no telecentricity error, and d) horizontal lines, with telecentricity error. 34 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 1100 Resist Feature Width, CD (nm) 1000 900 800 700 600 Line/Space 500 400 300 200 100 Isolated Line 0 0 100 200 300 400 500 600 700 800 900 1000 1100 Mask Width (constant duty) (nm) Figure 8.33 Typical mask linearity plot for isolated lines and equal lines and spaces (i-line, NA = 0.56, s = 0.5). 35 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 3 Equal Line/Space MEEF 2 1 0 200 Isolated Line 300 400 500 600 700 800 Mask CD (nm) Figure 8.34 The mask error enhancement factor (MEEF) for the data of Figure 8.33. 36 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 2.5 Image MEEF 2.0 Incoherent 1.5 Coherent 1.0 0.5 0.0 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0 Spacewidth/Linewidth Figure 8.35 The impact of duty cycle (represented here as the ratio of spacewidth to linewidth for an array of line/space patterns) on the image CD based MEEF for both coherent and incoherent illumination. For the incoherent case, an MTF1 of 0.45 was used. 37 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Relative Intensity 1.2 Effective dose error at the nominal line edge 0.9 0.6 0.3 0.0 -200 -100 0 100 200 Horizontal Position (nm) Figure 8.36 Mask errors can be thought of as creating effective dose errors near the edge of the feature. 38 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 MEEF 3.5 3.0 high contrast 2.5 mid contrast low contrast 2.0 1.5 1.0 0.5 0.0 100 200 300 400 500 600 Nominal Feature Width (nm) Figure 8.37 Resist contrast affects the mask error enhancement factor (MEEF) dramatically near the resolution limit. 39 600 600 400 400 Y Position (nm) Y Position (nm) Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 200 0 -200 200 0 -200 -400 -400 -600 -800 -600 -400 -200 -600 -400 -200 0 200 X Position (nm) 400 600 800 0 200 400 X Position (nm) Figure 8.38 Outline of the printed photoresist pattern (solid) superimposed on an outline of the mask (dashed) shows two examples of line-end shortening (k1 = 0.6). 40 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 400 FocusExposure Data Linewidth 350 Gap Width (nm) Gap Width 300 Ideal Behavior 250 200 150 150 Target Operating Point 200 250 300 350 Isolated Line Width (nm) Figure 8.39 Line-end shortening can be characterized by plotting the gap width of a structure like that in the insert as a function of the isolated linewidth under a variety of conditions. As shown here, changes in focus and exposure produce a linear gap width versus linewidth behavior. 41 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 +0.4 m Defocus In Focus -0.4 m Defocus Figure 8.40 Simulated impact of focus on the shape of the end of an isolated line (250nm line, NA = 0.6, s = 0.5, l = 248, positive focus defined as shifting the focal plane up). 42 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 80 60 75 55 LES (nm) LES (nm) 70 65 60 55 50 45 50 45 40 40 35 35 0.6 0.7 0.8 0.9 1.0 0 0.2 0.4 0.6 0.8 Numerical Aperture Partial Coherence (a) (b) 1.0 Figure 8.41 Response of line-end shortening to imaging parameters (130 nm isolated line, l = 248 nm): a) numerical aperture (s = 0.5), and b) partial coherence (NA = 0.85). 43 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 50 50 Increase in LES (nm) Increase in LES (nm) 60 40 30 20 10 0 0 20 40 60 80 Diffusion Length (nm) (a) 100 40 30 20 10 0 0 50 100 150 Diffusion Length (nm) (b) Figure 8.42 Diffusion can have a dramatic effect on line-end shortening of an isolated line: a) 180 nm line, l = 248 nm, NA = 0.688, s = 0.5, conventional resist, and b) 130 nm line, l = 248 nm, NA = 0.85, s = 0.5, chemically amplified resist. 44 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 35 Frequency 30 CSE90 25 20 15 10 5 0 0 10 20 30 40 50 Point-by-point Error (nm) (a) (b) Figure 8.43 Defining a metric of shape error begins with a) making point-by-point measurements comparing actual (dashed) to desired (solid) shapes, which produces b) a frequency distribution of errors (unsigned lengths of the vectors are used here). One possible critical shape error (the CSE90) is shown as an example of the analysis of this distribution. 45 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 Figure 8.44 Examples of photoresist pattern collapse, both in cross-section (left) and top down (Courtesy of Joe Ebihara of Canon). 46 Chris A. Mack, Fundamental Principles of Optical Lithography, (c) 2007 H wl ws (a) (b) Figure 8.45 Pattern collapse of a pair of isolated lines: a) drying after rinse leaves water between the lines, and b) capillary forces caused by the surface tension of water pull the tops of the lines towards each other, leading to collapse. 47