4.2.17 CETP Instructor PowerPoint Template

4.2.17
Installing Steel Piping in Vapor
Distribution Systems
Installing steel piping in customer gas appliance distribution systems requires an understanding of proper pipe fitting skills and fuel gas code requirements.
In this module you will learn to identify:
(1) Pipe size and pipe fittings commonly used in propane vapor distribution systems
(2) Common piping procedures
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 1
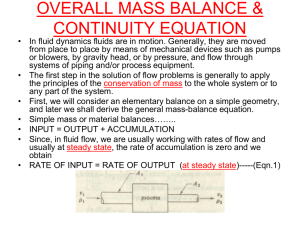
Pipe & Pipe Fittings Used in Propane Vapor Systems
NFPA 58
2001
2.4.2
specifies that metallic pipe shall be wrought iron or steel (black or galvanized), brass, or copper. Wrought iron or steel pipe must comply with the listed ASME or ASTM standards.
NFPA 58
2004
5.8.3.1
Pipe Sizing.
Propane piping must be of such size and installed to provide a supply of propane sufficient to meet the maximum demand without undue loss of pressure between the point of delivery and the gas utilization equipment.
Standard pipe of steel or wrought iron up to 12 inches in diameter is specified by its nominal inside diameter (ID). The actual inside diameter of the pipe will vary depending on the wall thickness of the pipe.
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 1
Pipe & Pipe Fittings Used in Propane Vapor Systems
Figure 1. Pipe Schedules
& Relative Wall Thickness
The inside diameter of Schedule 40
1 inch pipe is more than 1 inch (1.049).
The inside diameter of a Schedule 80
1 inch pipe is less than 1 inch (0.951).
A schedule number is used as a means of specifying the wall thickness of pipe. The
National Fuel Gas Code , NFPA 54, requires that steel and wrought iron pipe be at least of standard weight (Schedule 40) in pressure regulated vapor systems.
Types of Pipe Fittings.
Pipe fittings are the components used in making turns or connecting sections of piping systems. In propane piping systems, only steel and malleable iron fittings are used with steel or wrought iron pipe.
Cast iron shall not be used.
4.2.17 Student Book
© 2004 Propane Education & Research Council Pages 2 & 3
Pipe & Pipe Fittings Used in Propane Vapor Systems
Figure 2. Screw Type Pipe Fittings
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 3
Pipe & Pipe Fittings Used in Propane Vapor Systems
Pipe Nipple.
Pipe nipples are short pieces of pipe ranging in length from "close" to ten inches. The most common nipples are used in even inch lengths although they may be obtained in half inch lengths.
Pipe Elbow.
"Elbows" (ells) provide a turn in the piping.
One type consists of two openings, each with a female thread. A 90 o elbow provides a 90 o bend, while a 45 o elbow makes a 45 o turn. A 1" x 3/4" - 90 o elbow would refer to an ell with one 1" opening, one 3/4" opening and consisting of a 90 o bend.
Figure 3.
¾” X 5” Pipe Nipple
Figure 4.
Reducing Pipe Elbow
1 1/4” X ¾”
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 4
Pipe & Pipe Fittings Used in Propane Vapor Systems
Pipe Tee.
"Tees" provide for a branch connection in the piping.
They have three openings, each with a female thread. Street tees may also be used and they consist of two female threads and one male thread. All three openings may be the same size or, if it is a reducing tee, the openings will be of different sizes. To identify the tee, first specify the run (straight through) dimension, followed by the side outlet (branch) dimension.
Running Tee.
A "running" connection of a tee consists of connecting one end opening of the tee to a fitting or a piece of pipe.
Figure 5.
Reducing Tee
¾” X ¾” X ½”
Bullhead Tee.
A "bullhead" connection of a tee means connecting a fitting or a piece of pipe in the side opening of the tee.
Figure 6.
Running Tee
Figure 7.
Bullhead Tee
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 5
Pipe & Pipe Fittings Used in Propane Vapor Systems
Pipe Cap.
"Caps," as illustrated in Figure 8, are used to close the pipe cap end of a pipe.
Reducing Coupling.
"Couplings" consist of two openings, each with a female thread.
They are used to connect (couple) two male threads. Reducing couplings are used to connect two male threads of different sizes.
Figure 8.
Pipe Cap
Straight Coupling.
The straight coupling illustrated in Figure 10 joins two pipes of the same size together.
Pipe Plug.
"Plugs," as illustrated in Figure 11, are used to close a tapping in a fitting. Figure 10.
Straight Coupling
Figure 9.
Reducing Coupling
Figure 11.
Pipe Plug
4.2.17 Student Book
© 2004 Propane Education & Research Council Pages 5 & 6
Pipe & Pipe Fittings Used in Propane Vapor Systems
Union.
Fittings know as "unions" (Figure 12) permit a quick connection or disconnection of a fuel line. A union consists of two union halves and a collar. The two union halves are made tight by the tightening of the collar.
Unions with an insulator between the two halves (dielectric union) are used when joining dissimilar metals to help prevent electron flow (corrosion).
A "ground joint" union may be used on gas piping where cathodic protection is not required. The two halves of the
"ground joint" union are made tight by a metal-to-metal seal and no gasket is required. However, the union faces are factory-ground to fit. Therefore, the halves are not interchangeable.
Figure 12.
Dielectric Union
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 7
Identifying Common Piping Procedures
Care of Pipe and Pipe Fittings.
Pipe should be handled with sufficient care to help prevent damage to the male threads. Pipe with stripped, chipped, corroded, or otherwise damaged threads must not be used.
Pipe Vise.
The pipe vise is used to hold the pipe during the cutting and threading operation.
Figure 13. Pipe Vise
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 8
Identifying Common Piping Procedures
Measuring Pipe Lengths.
Allowances must be made for pipe fittings when cutting pipe to conform to a piping plan. Some pipe fittings have been standardized, so when standard fitting allowances are used it is only necessary to measure to the center of the fitting. The "fitting allowance" (Figure 14) is the distance from the end of the pipe to the center opening of the fitting.
Figure 14. Fitting Allowance
& Make-Up
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 8
Identifying Common Piping Procedures
Figure 15. Average Make-up Distances
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 9
Identifying Common Piping Procedures
The "end-to-end" measurement (Figure 16) is equal to the length of a piece of pipe with no fittings.
Figure 16. End-to-End
Measurement
The "end-to-center" measurement is equal to the distance between one end of the pipe and the center of the opening of the fitting attached to the other end (Figure 17).
Figure 17. End-to-Center
Measurement
The "center-to-center" measurement is equal to the distance between the center of the openings of two fittings connected by a piece of pipe
(Figure 18).
Figure 18. Center-to-Center
Measurement
4.2.17 Student Book
© 2004 Propane Education & Research Council Pages 9 & 10
Identifying Common Piping Procedures
Pipe Cutters.
There are two types of pipe cutters commonly used. They are identified by the number of cutting wheels. Single wheel cutters
(Figure 19) have only one cutting wheel and two or more roller wheels.
Care must be used to square the pipe cutter when starting the cut or a double cut or screw cut may result.
Figure 19. Single Wheel
Cutter
Inspect the first cut and make certain that all cutting wheels are in the same groove.
This is called "tracking." Special care must be taken when using three and four wheel cutters to be sure that they track properly. Always rotate cutter handle towards the open face of cutter.
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 10
Identifying Common Piping Procedures
Pipe Reamer.
When a pipe is cut using a pipe cutter, a metal burr is left on the inside wall of the pipe. The burr is removed with a pipe reamer
(Figure 20). The point of the pipe reamer is inserted into the end of the pipe and rotated to remove the burrs from the wall.
Figure 20. Pipe Reamer
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 11
Identifying Common Piping Procedures
Figure 21. Pipe Threads
4.2.17 Student Book
© 2004 Propane Education & Research Council Pages 12
Identifying Common Piping Procedures
Pipe Threader.
Pipe and fitting threads must comply with the American
Standard for pipe threads. The standard pipe thread has a taper of 3/4" per foot.
A good set of pipe threads using 1/2," 3/4," and 1" pipe is about 10 complete threads.
Pipe threading tools are composed of two parts, dies, and stocks. The die is the part of the pipe threading tool that does the cutting of the male threads. Each die assembly has four sets of cutting edges that must be mounted in the proper sequence. This will allow each set to cut a little deeper than the set preceding it. The cutting edges must also be positioned properly, so each will track in the same thread. Since the cutting edges are on a taper, each set must be installed so the pipe will enter the larger end first.
Figure 22. Stock and Die
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 13
Identifying Common Piping Procedures
Pipe Threader.
Before starting the threading, a few drops of oil should be put on the pipe to lubricate the stock guide. As soon as the die is started on the pipe, additional cutting oil should be put on the threading area to ease cutting and to reduce wear on the cutting edges. Additional cutting oil should also be applied several times during the cutting of a complete set of threads. Always use cutting oil; do not use a substitute.
The die should be run onto the pipe until the end of the pipe is even or protrudes about two threads beyond the back of the die.
Figure 22. Stock and Die
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 13
Identifying Common Piping Procedures
Making Threaded Pipe Connections.
The most important objective in any gas piping installation is to be sure that the piping connections are gastight.
Step 1:
Step 2:
Step 3:
Step 4:
Clean the threads of both the pipe and fitting to be assembled.
Once cleaned, check the threads carefully to be sure they are in good condition.
Properly apply a thread sealing compound (pipe joint compound) or pipe sealant tape to the male threads only.
Do not apply sealing compound to the first two or three threads.
Secure all sections of pipe before making the connection.
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 14
Identifying Common Piping Procedures
Making Threaded Pipe Connections.
Step 5:
Step 6:
Step 7:
Assemble the fitting on the pipe by hand and use a pipe wrench to complete the connection.
After the piping system is completely assembled, each outlet, including a valve, must be closed gas-tight with a threaded plug or cap immediately after installation as required by 6.7.2.1 of NFPA 54, 2002 edition.
•
New piping and modified branches of existing piping systems must be successfully pressure tested at 1½ times normal working pressure, but no less than 3 psig for a minimum of 10 minutes prior to their connection to gas appliances, as prescribed by Chapter 7 of NFPA 54.
A leak check of the complete vapor distribution system, including appliance connections must be performed before the system is placed into service.
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 15
Identifying Common Piping Procedures
Installing Piping Outside the Building. Two basic factors to consider when burying piping are the pipe cover requirements and protection against corrosion.
1.
Cover Requirements: Underground piping systems should have at least
18 inches (46 cm) of cover. With certain exceptions, cover may be reduced to 12 inches (30 cm). If 12 inches (30 cm) cannot be maintained, the pipe must be installed in conduit or bridged (shielded).
2.
Protection Against Corrosion: Buried gas piping must also be protected against corrosion in an approved manner. Also, when dissimilar metals are joined underground, an insulating coupling or fitting shall be used.
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 15
Identifying Common Piping Procedures
Installing Piping Inside the Building. All propane piping installed inside a structure must meet state and local regulations, as well as national standards to insure a proper installation. Piping supports must be of adequate strength and located at proper intervals.
Figure 23. Piping Support Spacing Intervals
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 16
Identifying Common Piping Procedures
NFPA 54
2002
5.6.5 Workmanship and Defects. Gas pipe, tubing, and fittings shall be clear and free from cutting burrs and defects in structure or threading and shall be thoroughly brushed, and chip and scale blown.
Defects in pipe, tubing, and fittings shall not be repaired. Defective pipe, tubing, and fittings shall be replaced.
7.1.1.1 Prior to acceptance and initial operation, all piping installations shall be inspected and pressure tested to determine that the materials, design, fabrication, and installation practices comply with the requirements of this code.
7.1.1.3 Where repairs or additions are made following the pressure test, the affected piping shall be tested. Minor repairs and additions are not required to be pressure tested provided that the work is inspected and connections are tested with a non-corrosive leak-detecting fluid or other leak-detecting methods approved by the authority having jurisdiction.
7.1.1.4 Where new branches are installed from the point of delivery to new appliance(s), only the newly installed branch(es) shall be required to be pressure tested. Connections between the new piping and the existing piping shall be tested with a non-corrosive leak-detecting fluid or approved leak-detecting methods.
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 17
Identifying Common Piping Procedures
8.5.7 Sediment Trap. If there is no sediment trap, one shall be installed as close to the inlet of the equipment as practicable at the time of equipment installation. The sediment trap shall be either a tee fitting with a capped nipple in the bottom outlet as illustrated in Figure 8.5.7, or another device recognized as an effective sediment trap. Illuminating appliances, ranges, clothes dryers, decorative appliances for installation in vented fireplaces, gas fireplaces, and outdoor grills shall not be required to be so equipped.
Ga s su p p l y i n l e t
To e q u i p me n t i n l e t
Pi p e te e
Pi p e n i p p l e
3 i n ch e s mi n i mu m
Ca p
Figure 24. Sediment Trap
(as shown in Figure 8.5.7 in NFPA 54, 2002 edition)
4.2.17 Student Book
© 2004 Propane Education & Research Council Page 18
Time to See If You Got the Key Points of
This Module…
• Complete the Review on pages 19 - 21.
• See if you are ready for the Certification
Exam by checking off the performance criteria on page 22 &
23.
4.2.17 Student Book
© 2004 Propane Education & Research Council Pages 19 - 23