0 C - EngineeringDuniya.com
advertisement

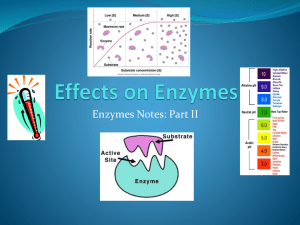
1). In a competitive inhibition experiment a structural analog was used along with the substrate and the following kinetics was observed: At 10µM substrate the velocity was 25 µM/min. With 2mM of the analog the velocity dropped to 50%. Calculate the Ki of the inhibitor. Given that the substrate concentration used gives half-maximal velocity. Calculate how much inhibitor should be used for increasing the Km to 10 times the uninhibited value? a). s 10M .......velocity 25 M min ( without i 2mM 2000M ......velocity, v 12.5 M min inhibition) ( with inhibition 50%) v M v 50 2 min only when s K G.T ...@ s 10M ......velocity m m M K 10M b). if K M* 10 K M K ??? I Competitive Inhibition..... v s v i K 1 s K m M I K 1000M I M i ? i 10 K K 1 M K M I i 9000M 2).(Shuler3.7) An enzyme ATPase has a molecular weight of 5x104 Daltons, a Km value of 10-4 M and a k3(rate constant for product formation) value of 104 molecules ATP/min molecule enzyme at 37°C . The reaction catalysed is the following: ATPase ATP ADP + Pi which can be also be represented as E+S ES E+P where S is ATP. The enzyme at this temperature is unstable. The enzyme inactivation kinetics are first order: E =Eo EXP (-kdt) where Eo is the initial enzyme concentration and kd = 0.1min-1. In an experiment with a partially pure enzyme preparation , 10µg of total crude protein (containing enzyme) is added to a 1 ml reaction mixture containing 0.02M ATP and incubated at 37°C. After 12 hours the reaction ends (i.e., t ∞) and the inorganic phosphate (Pi) concentration is found to be 0.002M, which was initially zero. What fraction of the crude protein preparation was the enzyme? Hint: Since [S] >> Km, the reaction rate can be represented by d [ P] k3[E] dt dp k [ E ] k E exp( k t ) dt 3 3 0.002 0 d 720 dp k E exp( k t ) dt 3 0 0.002 0 d 0 720 dp k E exp( k t ) dt 3 0 0 d 0 10 1 0.002 E min 0.1 min 4 0 1 exp( 0.1x720) 1 E mol g 10 lt 5 x10 lt mol 1x10 g 1g 2 x10 8 3 4 6 Fraction of enzyme in crude protein 1g 0.1 10% 10g 2 x10 M 8 0 3. The following data were obtained from enzymatic oxidation of phenol oxidase at different phenol concentrations. S(mg/l) 10 20 30 50 60 80 90 110 130 140 150 Rate, V (mg/l. h) 5 7.5 10 12.5 13.7 15 15 12.5 9.57 7.5 5.7 i). What type of inhibition is this? ii). Determine the constants Vm, Km, and Ksi. iii). Determine the oxidation rate at [S] = 70 mg/l. • Plot ‘v’ vs ‘s’-----Substrate Inhibition • Plot ‘1/v’ vs ‘1/s’…..find KM and Vm….since at low substrate concentration no substrate inhibition we know s K K opt M I K ?? I • sub ' s ' in v vs m s K s K 2 M s v ?? 4. What is the turn-over number of 10-6M solution of Carbonic anhydrase catalyses the formation of 0.6M H2CO3 per second when it is fully saturated with substrate? v Turn over Number k ?? e m cat 0 5. The following data were obtained for an enzymecatalyzed reaction. Determine Vm and Km by inspection. Plot the data using the Eadie-Hofstee method and determine these constants graphically. Explain the discrepancy in your two determinations. The initial rate data for the enzyme-catalyzed reaction are as follows: [S]mol / l 5 x 10-4 2 x 10-4 6 x 10-5 4 x 10-5 3 x 10-5 2 x 10- 1.6 x 10-5 1.0 x 10-5 8 x 10-6 V(µmol / min) 125 125 121 111 96.5 62.5 42.7 13.9 7.5 5 Do these data fit into Michaelis-Menten kinetics? If not, what kind of rate expression would you suggest? Use graphical methods. Eadie Hofstee Plot 140 120 V/S 100 80 60 40 20 0 0 0.5 1 1.5 2 2.5 3 V By inspection Vm =125 micromole/min Km = 20 micromole / l 3.5 Eadie Hoftsee plot 140 120 100 y = -8.2507x + 130.36 80 Slope = Km=8.25micromole / l Vm= 130.36 micromole / min V 60 40 20 0 0 1 2 V/S 3 4 6. Lipase is being investigated as an additive to laundry detergent for removal of stains from fabric. The general reaction is: Fats Fatty acids + Glycerol The Michaelis constant for pancreatic lipase is 5 mM. At 60ºC, lipase is subject to deactivation with a half life of 8 min. Fat hydrolysis is carried out in a well-mixed batch reactor which simulates a top loading washing machine. The initial fat concentration is 45 gmol /m3. At the beginning of the reaction the rate of hydrolysis is 0.07 m mol/ l s. How long does it take for the enzyme to hydrolyze 80% of the fat present? Enzyme subjected to Deactivation...... K 5mM M ln 2 t 8 min 480 sec k 1/ 2 d k 1.44 x10 sec 3 1 d we know..... mol s 1 k s 45 45mM t ln 1 K ln ( s s) k s m v @ the beginning of the rxn. mmol mM t 1642.83 sec 27.38 min v 0.07 0.07 lt. sec sec d 0 3 d m0 80% conversion i.e. s (1 0.8)45 9mM t ???? 0 M m0 0 7. Amyloglucosidase from Endomycopsis bispora is immobilized in polyacrylamide gel. Activities of immobilized and soluble enzyme are compared at 80ºC. Initial rate data measured at a fixed substrate concentration are listed below: What is the half life for each enzyme? Time (min) Enzyme Activity (µmol / ml min) Soluble enzyme Immobilized enzyme 0 0.86 0.45 3 0.79 0.44 6 0.70 0.43 9 0.65 0.43 15 0.58 0.41 20 0.46 0.40 25 0.41 0.39 30 ------- 0.38 40 ------- 0.37 • We know ln v = ln v0 - kd t • Plot ln ‘v’ vs ‘t’ EZNYME DEACTIVATION 0 -0.2 0 5 10 15 20 25 30 35 40 -0.4 Soluble Enzyme ln v -0.6 -0.8 -1 y = -0.0051x - 0.8078 Immobilized Enzyme -1.2 y = -0.0295x - 0.1546 -1.4 -1.6 tim e (m in) • Therefore for soluble enzyme….th = ln 2 / kd==>ln2/0.029=23.79 min • For immobilized enzyme…. th =ln2/0.0051=135.91min stability is enhanced 45 8).Shuler 3.2 consider the reversible product formation in an enzyme catalyzed reaction: ES ES E P k1 k3 k2 k4 Develop a rate expression for product formation using the quasi-steady-state approximation and show that dp v K s v K p v s p dt 1 K K s M p M p p where v k e , v k e s 3 0 p 2 k k k k K ,K k k 2 3 M 2 p 1 4 0 3 ES ES E P k1 k3 k2 k4 dp v k (es) k ep dt 3 4 d (es) k es k (es) k (es) k ep dt @ pss k es k (es) k (es) k ep 0 1 2 1 3 2 4 3 k k e (es) k s k p 2 3 1 4 e e (es) 3 1 4 0 k k (es) (es) k s k p 1 k k k s k p e (es) k s k p 2 0 2 4 3 4 1 4 v k (es) k ep 3 4 k k k (es) k p (es) k s k p k k k sk p ke k p e k s k p k k k s k p 2 3 3 4 1 4 1 3 2 4 0 3 4 2 3 1 4 1 4 k sk p k k k s k p 1 0 2 4 3 1 4 k sk e k k e p k k e p k k e p k k k sk p 1 3 0 3 2 4 0 2 3 1 4 0 3 4 4 0 take v k e , v k e s 3 0 p 2 0 devide both sides by (k k ) 2 3 k k k k and take K ,K k k 2 3 2 M 3 p 1 4 k k v sv p k k k k v k k 1 s p k k k k 1 4 s p 2 3 2 1 2 3 4 3 v 2 3 v K s v K p s M p p s p 1 K K M p S.No. E0 (g/l) T (0C) I (mmol/ml) S (mmol/ml) V (mmol/ ml-min) 1 1.6 30 0 0.1 2.63 2 1.6 30 0 0.033 1.92 3 1.6 30 0 0.02 1.47 4 1.6 30 0 0.01 0.96 5 1.6 30 0 0.005 0.56 6 1.6 49.6 0 0.1 5.13 7 1.6 49.6 0 0.033 3.70 8 1.6 49.6 0 0.01 1.89 9 1.6 49.6 0 0.0067 1.43 10 1.6 49.6 0 0.005 1.11 11 0.92 30 0 0.1 1.64 12 0.92 30 0 0.02 0.90 13 0.92 30 0 0.01 0.58 14 0.92 30 0.6 0.1 1.33 15 0.92 30 0.6 0.033 0.80 16 0.92 30 0.6 0.02 0.57 • Determine the MM constant for the reaction with no inhibitor present at 30 0C and at 49.6 0C and an enzyme concentration of 1.6 g/l • Det. The maximum velocity of the uninhibited reaction at 30 0C and an enzyme concentration of 1.6 g/l • Det. The Ki for the inhibitor at 30 0C and decide what type of inhibitor is being used. 13.2 Batch production of aspartic acid using cell bound enzyme • Aspartase enzyme is used industrially for manufacture of aspartic acid, a component of low calorie sweetener. • Under investigation is a process using aspartase in intact B.cadaveris cells. In the substrate range of interest, the conversion can be described using Michaelis-Menten kinetics with Km 4 g/l. The substrate solution contains 15% (w/v) fumaric acid; enzyme is added in the form of lyophilized cells and the reaction stopped when 85% of the substrate is converted. At 32ºC, vmax for the enzyme is 5.9g/l.h and its half life is 10.5days. At 37ºC, vmax increases to 8.5 g/l.h but the half life is reduced to 2.3 days. (a). Which operating temperature would you recommend? (b). The average downtime between batch reaction is 28h. At the temperature chosen in (a), calculate the reactor volume required to produce 5000tons of aspartic acid per year