Overview of Modeling
advertisement

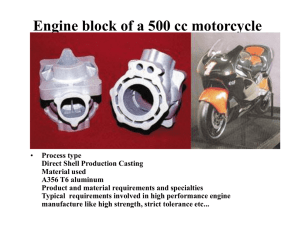
Casting Process Modeling Using SOLIDCast® What is SOLIDCast®? SOLIDCast® is the world’s best-selling casting process modeling software from Finite Solutions, Inc. This package, formerly sold as AFSolid 2000, is now in use in more than 400 companies and schools in over 40 countries around the world. SOLIDCast® is a PC-based software tool that simulates the pouring of hot metal of virtually any casting alloy into sand, shell, investment or permanent molds, and the subsequent solidification and cooling process. What makes SOLIDCast® Work? SOLIDCast® uses the Finite Difference Method(FDM) of heat transfer calculation, combined with a unique tracking of volumetric changes in the metal, to predict the temperature and volume changes in a casting as it is poured, solidified and cooled. This combined thermal-volumetric approach has proven to be an extremely accurate method of predicting various casting problems, including micro- and macro-porosity, hot spots and other defects. What is Casting Process Modeling? Casting Process Modeling is a mathematical way to let the computer predict(simulate) what will happen when a casting is poured on the shop floor. Virtually anything that can be modified in the foundry can be simulated using Casting Process Modeling. Simulation allows you to fine tune your casting process in much less time, and without the waste of expensive materials, than shop floor trials. What are the benefits? • • • • • • Shorten Lead Times Help Solve Problems Optimize Existing Jobs Train Employees Improve Customer Relations Attract More Jobs Through Improved Market Image So, how does Casting Process Modeling work? • • • • • Select Materials and Properties Build Casting/Mold Model Mesh Model/Run Simulation Evaluate Results Modify and Re-simulate Select Materials and Properties The first step in modeling is to select the materials that will be used in the simulation. This includes the casting alloy, as well as all mold materials. SOLIDCast® contains databases with over 230 casting alloys in all the major groups, plus data on all common mold materials. You can also use chills, insulation, exothermics and cooling/heating channels in permanent mold dies. Select Materials and Properties • Properties That Control Heat Flow in a Mold Material – – – – Thermal Conductivity Specific Heat Density Initial Temperature(s) This screen capture of the Mold Tab shows typical properties for a cast iron chill. All common molding sands are included, plus insulating and exothermic materials. You can add, modify or remove materials at any time. Select Materials and Properties • Casting Alloys Also Require – – – – – Solidification Temperature Freezing Range Latent Heat of Fusion Solidification Curve Volumetric Change(Shrinkage) Curve The Casting Tab has additional data, since the casting alloy will change from a liquid to a solid during the simulation. The Solidification and Shrinkage curves define the freezing behavior for each casting alloy. These can be modified by the user, and cast iron curves can be developed based on chemistry and molding method. Select Materials and Properties • Heat Transfer Coefficients Control Heat Flow Between Materials – – – – Mold Coatings Air Gaps Cooling Channels Convection/Radiation Heat Transfer Coefficients(HTCs) are used to define how heat flows across surfaces. They are most often used in permanent mold casting, to show coating effects, and in investment casting, to show radiation effects from the hot shell. The top pictures show 2 investment casting models… …The bottom pictures show the radiation ‘view factors’ Build Casting/Mold Model Once you’ve created a “Materials List”, which tells the system what materials will be used in your simulation, you need to build the casting/mold geometry. This step is the most user-intensive part of the process, but, as you will see, there are many time saving ways of building models. Model Building Techniques • Direct import of 3D CAD data • Import of 2D CAD data > 3D • Blueprints – Digitizing – Shapes, Drawing, 2D CAD 3D STL File Import • • • • Most CAD systems have it Triangles cover the part surface One file for each material(casting, chills, cores) Binary smaller than ASCII This model of a cylinder head was created using 4 STL files, one for the casting, two for core assemblies and one for the sleeves. 2D DXF File Import • • • • • Every CAD system has it Auto-trace utility can extract cross-sections Extrude, rotate or blend sections to create 3D Exact data as created by CAD operator Drawings may have problems, but can be corrected The 2D DXF file shown above became the 3D solid shown at the right. Sections from the CAD file were extruded, rotated and blended to create 3D geometry. Working With Blueprints - Digitizing • • • • Fast input Multiple scales are ok Hardware is inexpensive CAD looks better, but simulation results are the same With a digitizing tablet and a blueprint, you can trace 2D sections that will be rotated, extruded or blended into 3D models, such as the investment cast valve bodies shown at the right. Working With Blueprints Shapes, Drawing, 2D CAD • • • • Requires greatest time and operator effort Good for gating/risering systems Doesn’t require other software Works best when all dimensions are listed This aluminum permanent mold casting took over a day to build, using only a blueprint and 2D CAD. However, the improvements made due to simulation saved the foundry over $700,000 per year on this part alone! (Note that the die pieces have been removed for clarity.) Run Simulation Once you have the “Materials List” and the casting geometry, you can put the two together in a process called Meshing. The meshed model is a series of cubes, called nodes. Each node has different material properties, as defined in your materials list. The meshed model is like a big series of Lego bricks, all of which are shaped like cubes. A meshed model may have millions of cubes, and the heat transfer equations are applied to each cube, over and over. This pictures shows a meshed model of casting plus risers, including insulating and exothermic sleeves and chills. The number of cubes used in a mesh is limited only by available memory. This picture shows the mold cavity as it is being meshed. This can be done automatically using SOLIDCast®. During the mold Temperatures Duringfilling simulation, Filling Sequence the relative temperatures are shown on the screen, so you can see hot and cold spots develop. Heat is being lost to the mold and surrounding air. After mold filling is complete, you can watch the progression of Temperatures Duringsolidification. Gray areas show Solidification Sequence solidified metal, and temperatures can be seen in the cooling metal. Notice that volumetric feeding is calculated at the same time as temperature. Interpreting Results Once a simulation is complete, you can look at various pieces of data to decide whether you have made a good part or a bad one. Since this decision may be based on different factors for each casting, SOLIDCast® provides many types of data for your use. What Data Can be Plotted? •Temperature During Fill and Solidification –Displayed during the simulation, or as a single time plot •Time –Liquidus –Critical Fraction Solid –100% Solid –Local Solidification •Hot Spots (Isolations) –Based on CFS –Based on 100% Solid What Data Can be Plotted? •Temperature Gradient •Cooling Rate •Material Density •Criteria Functions –Niyama –FCC (Micro-porosity) –User Defined Functions How Can Data Be Plotted? •CastPic Plot –3D color plot at any orientation –Cut planes can be active •Iso-Surface Plot –Surface at a given value –Surrounds ‘worse’ values –Good for time or density plots •Cut-Plane Plot –2D slice from the 3D model –Good detail, plus individual data •CastScan Movies –Color plot on a transparent casting –Progressive or rotating This CastPic plot show the progression of Critical Fraction Solid (CFS) Time on a valve body casting. The casting has been cut in half so you can see what is happening internally. Progressive Solidification Critical Fraction Solid Time Range (CastPic Plot) This screen is an iso-surface plot of the FCC Criterion, used to predict microporosity in castings. Notice that the tendency towards shrinkage varies depending on position in the mold. This is a Cut Plane Plot. You can drag the cut plane through the model, and a 2D plot will be created instantly. This plot also shows CFS Time, which shows when feeding ends. Movies – Animating your plots Each of the plot types can also be created in a movie format. You can control the number of frames, how fast the movie runs, and the range of data displayed. These movies are saved in the Windows standard AVI format, so you can send copies to your customers and they can run them on any Windows PC, without any extra hardware or software. The next screen shows samples from a movie. Modify Model and Re-simulate Simulation is an iterative process. Once you have evaluated results, most often you will find something that needs improvement. When you do, you have a number of options available. Basically, anything that can be changed on the shop floor can be simulated to a certain extent using SOLIDCast®. For example, you can… • Change Geometry • Change Process Parameters • Change Rigging The Payback - Casting Examples • • • • Steel Investment Cast Food Processing Part Aluminum Permanent Mold Automotive Part Steel Sand Cast Elevator Part Cast Iron Sand Cast Compressor Body Investment Casting - Steel • • • • • 3 patterns via rapid prototyping 2 failures by conventional methods 13 simulations in 1 1/2 weeks $500,000 per year new business saved 26-39 weeks lead time The figure on the left is the initial rigged geometry. The iso-surface plot on the right shows material density. You can see shrinkage-prone areas moving from the gating system into the casting. The final model, with a top ring riser, gives acceptable results. Note that shrinkage was not completely eliminated in this case, but was reduced and moved into an acceptable area of the casting. Permanent Mold - Aluminum • • • • High Volume Brake Component 7% Shrinkage Rejects on Machining Now <0.4% Rejects $700,000/Year Savings With the original gating, the last place to freeze was in the casting, not the riser. When this area was bored out, the shrinkage was exposed and the casting was scrapped. By changing the riser shape and increasing the contact size, the last point to freeze was moved into the riser, and the casting is now shrink-free. Sand Casting - Steel • • • • • • Behind in delivery of new casting 9 risers but still had shrinkage 12 simulations with feedback 10 working days to complete job 5-6% yield improvement Better quality at a reduced cost Without simulation to show the hot spots, this casting was over-risered, yet still had unacceptable shrinkage. Simulation pointed out where the real problems lay, allowing an intelligent risering scheme to be applied, resulting in higher yield AND higher quality. Sand Casting - Cast Iron • Gray iron compressor body • High yield, but shrinkage in green sand • Simulations run for green sand and no-bake molding systems • No-bake provided good results This gray iron compressor body was cast in the green sand process, but had internal porosity. By switching to a no-bake process, the mold was more rigid and shrinkage was eliminated. Simulated X-ray results. Green Sand Mold No-Bake Mold The world’s best-selling modeling software The world’s most cost-effective simulation package Where can I find more information? Contact Finite Solutions, Inc: Dave Schmidt Phone: 847-398-5162 Email: FiniteIL@aol.com Larry Smiley Phone: 513-821-5220 Email: LSmiley1@aol.com Or visit www.finitesolutions.com