LEAN SUPPLY CHAINS
Chapter Fourteen
McGraw-Hill/Irwin
Copyright © 2014 by The McGraw-Hill Companies, Inc. All rights reserved.
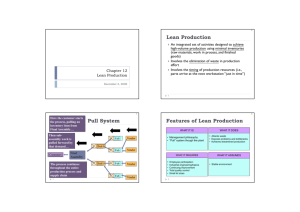
Lean Logic
Lean is based on the logic that nothing
will be produced until it is needed.
A sale pulls a replacement from the
last position in the system.
This triggers an order to the factory
production line.
Each upstream station then pulls from
the next station further upstream.
14-2
Lean Production – Pull System
14-3
Toyota Production System
Elimination of Waste
1.
2.
3.
4.
5.
6.
7.
Waste from
overproduction
Waste of waiting time
Transportation waste
Inventory waste
Processing waste
Waste of motion
Waste from product
defects
Respect for People
1.
2.
3.
4.
5.
Lifetime employment
for permanent
positions
Maintain level payrolls
even when business
conditions deteriorate
Company unions
Bonuses
View workers as assets
14-4
Principles of Lean Supply Chain Design
Lean
Layouts
Group technology
Quality at the source
JIT production
Uniform plant loading
Lean
Production
Schedules Kanban production control system
Lean
Supply
Chains
Specialized plants
Work with suppliers
Building a lean supply chain
14-5
Lean Concepts
Group technology: a philosophy in which similar
parts are grouped into families
The
processes required to make the parts are arranged
in a manufacturing cell.
Eliminates movement and queue time between
operations, reduces inventory, and reduces employees.
Instead of
specialized
workcenters
Group
technology
manufacturing
cells
14-6
Quality at the Source
Quality at the source: do it right the first time and
if something goes wrong, stop the process
immediately
Workers
are personally responsible for the quality of
their output.
Workers become their own inspectors.
Workers are empowered to do their own maintenance.
14-7
Just-in-Time (JIT) Production
JIT production: producing what is needed when
needed and nothing more
Anything
over the minimum is waste.
Typically applied to repetitive manufacturing.
Ideal lot size is one.
Vendors ship several times a day.
JIT exposes problems otherwise hidden by inventory.
14-8
Inventory Hides Problems
14-9
Kanban Systems
Kanban
means “sign”
or
“instruction
card” in
Japanese
Cards or
containers
are used
Make up the
Kanban pull
system
Worker takes the first part A from a full container.
Worker takes the withdrawal Kanban from the container and takes the card to the machine
center storage area.
In machine center, worker finds a container of part A.
Worker removes the production Kanban and replaces it with the withdrawal Kanban.
The freed production Kanban is placed on a rack by the machine center, which authorizes
the production of another lot of material.
The cards on the rack become the dispatch list for the machine center.
14-10
Other Kanban Approaches
Kanban
squares
The container is
used as a signal
device
Marked spaces on
the floor to identify
where material
should be stored
Container
system
Colored
golf balls
Appropriate golf
ball signals
production
14-11
Kanban System
Kanban system – A production control approach that uses
containers, cards, or visual cues to control the production and
movement of goods through the supply chain.
Key characteristics:
Uses simple signaling mechanisms to indicate when specific items should
be produced or moved.
Can be used to synchronize activities either within a plant or between
different supply chain partners.
Are not considered planning tools, but rather control mechanisms that
are designed to pull parts or goods through the supply chain based on
downstream demand.
Kanban System
Two-card kanban system – Uses one card to control
production and another card to control movement of
materials.
Kanban System for
Two Work Centers
Figure 13.5
Release of Finished Materials
from Work Center B
Figure 13.6
Pulling of Raw Materials into
Production at Work Center B
Figure 13.7
Removal of Finished Materials
from Work Center A
Figure 13.8
Two-card System Summary
A downstream system station pulls finished material
out of work center B.
Work center B pulls raw material into production.
Demand for more raw material in work center B
pulls finished material out of work center A.
Pull System
Pull system – A production system in which actual
downstream demand sets off a chain of events that
pulls material through the various process steps.
A kanban system is also called a pull system.
Value Stream Mapping
Value stream mapping: a special type of
flowcharting tool used to analyze where value is or
is not being added as material flows through a
process
Requires a full understanding of the business,
including production processes
Value Stream Mapping
A
common “lean systems” tool
Examines entire value stream for waste
14-20
Manufacturing Process Map: Current
State of a Process (Exhibit 14.8)
14-21
Value Stream Mapping – Symbols
14-22
Manufacturing Process Map: Possible Future
State of a Process (Exhibit 14.10)
14-23
4-24
Lean Waste
Lean Waste – Any activity that does not add value
to the good or service in the eyes of the consumer.
Called “muda” in Japanese
Identification of lean wastes began with Taiichi Ohno, a
Toyota engineer.
Eight Lean Wastes
Overproduction
Waiting
Unnecessary transportation
Inappropriate process
Unnecessary inventory
Unnecessary/excess motion
Defects
Underutilization of employees
Lean Perspective on Inventory
Triangles represent inventory between work centers A, B, and
C.
The buildup of inventory hides problems (at a cost) that may
occur.
Figure 13.2
Lean Perspective on Inventory
After a Lean transformation, wasted movement and space are
eliminated and work centers are moved closer together.
Inventory levels are reduced dramatically and work centers
make only what is needed when it is needed.
Figure 13.3
Lean Perspective on Inventory
Process of reducing inventory leads to reduction of the other
“wastes” and exposes problems in order of severity (‘water and
rocks’ analogy)
Figure 13.4