- No category
Metodologia para Testes Funcionais em Válvulas Submarinas
advertisement
Euthymios José Euthymíou
TESE
SUBMETIDA AO
CORPO
PROGRAMAS DE pós-GWUAÇÃO
DOCENTE
DA
COORDENAÇÃO DOS
DE ENGENHARIA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE MESTRE EM CIÊNCIASEM ENGENHARIA
OCEÂNICA.
Aprovada por:
Prof.' Segen Farid Estefen, ~l&Ef/
Prof. Paulo Fernando Ferreira Fmtuoso e Melo, D.Sc.
/
L - AqLifl
D r Jacques Braile S&'s, Ph.D.
RIO DE JANEIRO, RJ - BRASIL
MARCO DE 2001
~UTHyn/Iíou,
EUTI-IYMIOS JOSÉ
Metodologia para Testes Funcionais
em Válvulas Submarinas
m o de Janeiro] 2001
XII, 166 p. 29,7 cm (COPPE/UFRJ, M.Sc.,
Engenharia Oceânica, 2001)
Tese - Universidade Federal do Rio de
Janeiro, COPPE
1. Metodologia para Testes Funcionais
2. Válvulas Submarinas
3.
Atuadores Hidráulicos Submarinos
4. Testes de Homologação 1 Qualificaqão
5. Testes de Perfòmance 1Funcionais
6. Testes de PVT e FAT
.
I. COPPEIUFRJ II.Título ( série )
Agradecimentos
Embora seja impossível registrar meus agsadeciineiltos a todos que contribuírain
direta ou indiretaineilte para a realização do c~ii-sode inestrado e da tese, gostaria de
destacar alguns agsadeciineiitos:
A Petróleo Brasileiro S.A., PETROBRAS, pela postusa empresarial de superar
desafios inerentes às atividades na fronteira da teciiologia, investindo na capacitação e
treinamento de seu corpo técnico.
Aos gerentes do Centro de Pesquisas da Petrobras, CENPES, ein especial a Calos
S. Caineriiii, César De1 Veccliio e César A. S. Paulo, pela autorização e apoio na execução
ein teinpo iiltegsal deste cusso de inestrado em engelharia subinariila.
Aos colegas: da Petrobras, Jorge Soares, Heivique Cunha, Roberto Albeinaz e
Paulo Isabel, pelo apoio nos testes; Maxwell Cerqueira e Carlos Bouzas (iilceiltivadores da
iinplantação desta inetodologia nos fornecedores), Eberaldo, Edson Labanca, Marco
Herdeiro, Pedro Stock, José Ainérico, Waltes Câmara, Dainas, Jacques Saliés e José
Roberto Moreira.
Aos profissionais de outras einpresas que contribuírain para a iinplantação dos
testes funcionais em fábrica, como: na ABB, Biuilo Scl~auei-te,Fábio Tailalca (coinproinetido com a primeira implantação dos testes fuilcioilais ein fábrica) e John Armstrong; na
CBV/FMC, Paulo Couto, Luis Heivique Serpa, Marcelo Brum e Jânio; na LYNX
Tecnologia, Ricardo Taiiaka e Lauro Mrrainoto; Álvaro e demais inspetores da ORCAM.
Aos professores doutores Segeil F. Estefen e Murilo A. Vaz, pela coordeilação e
einpeiho neste curso de mestrado em engenharia submarina, iio Programa de Eiigeiil-iaria
Oceânica da COPPE. Aos demais professores e fimcioilários da COPPE, dos diversos
depai-taineiltos, que pai-ticiparam das cadeisas e da adnlinistração deste curso de mestrado
pela dedicação, atenção e profissioilalisino. Aos meus orientadores doutores Segen Farid
Estefeil e Paulo Fernando Frutuoso e Melo, pela orientação e iilceiltivo acadêmico. Aos
colegas do inestrado na COPPE, Lobiailco, Jeter, Edson, José Robei-to, Kaz~iliiltoe
Rogério.
Agradecimentos Especiais
A Deus, pela vida.
Aos meus pais, Docelina Dátria Euthymíou e
Demetre Euthymios Eutllymíou, pelo amor,
iilstrução, iiiceiltivo e amparo que sempre
psopiciarain.
A minha esposa, Maria Izabel Pldippi
Eutl~yiníou, pelo
compaid~eirisino, apoio,
coinpreeilsão e inceiltivo, essenciais para a
elaboração e coiicl~~são
desta tese.
Aos meus filhos, Reiman e Sofia, por tesem
viveilciado e coinpreeildido os moineiltos em
que não pude acompanhar seu crescimento
nem dar a devida atenção.
Resumo da Tese apresentada a COPPEIUFRJ como parte dos requisitos necessários para a
obtenção do grau de Mestre em Ciências (M.Sc.)
Euthyrnios José Euthymíou
Março / 2001
Orientadores:
Segen Farid Estefen
Paulo Fernando Ferreira Frutuoso e Me10
Programa:
Engenharia Oceânica
Esta tese propõe uma metodologia para a realização e análise de testes funcionais
em válvulas submarinas utilizadas em equipamentos para a produção submarina de
petróleo. São apresentados os principais fatores que influenciam o funcionamento de
válvulas submarinas com atuadores hidráulicos, suas normalizações mais importantes e os
principais critérios de aceitação para a homologação de seus projetos. O principal objetivo
deste trabalho é definir uma metodologia que colete dados de testes funcionais dentro dos
testes de homologação de projeto (PVT) e dentro dos testes de aceitação em fábrica nos
produtos (FAT), de forma que o fornecedor possa avaliar o funcionamento dos produtos
em comparação com o funcionamento do protótipo no PVT. Para tanto, a metodologia
utiliza ferramentas e métodos estatísticos para inferir a contíabilidade dos produtos. No
decorrer da tese outros objetivos secundários foram atingidos, como a composição dos
critérios de aceitação para testes atmosféricos e hiperbáricos, assim como a estimaqão da
probabilidade do projeto atender aos critérios de aceitação.
Abstract of Thesis presented to COPPEKJFRJ as a partia1 fulfíllment of the requirements
for the degree of Master of Science (M.Sc.)
METHODOLOGY FOR FUNCTIONAL TESTS OF SUBSEA VALVES
Euthymios José Euthymíou
March / 2001
Advisors:
Segen Farid Estefen
Paulo Fernando Ferreira Frutuoso e Me10
Department:
Ocean Engineering
This thesis presents a methodology for the execution and analysis of functional
testing for subsea valves, which are used in subsea equipments for offshore oil production.
Factors that affect the functioning of these valves are presented together with their
standards and their foremost acceptance criteria used to qual*
their design. The main
objective of this work is to define a methodology for collecting data fiom functional tests,
within the Performance Verification Testing (PVT) for prototypes and the Factory
Acceptance Testing (FAT) for final products, and to evaluate products' performance
related to PVT's prototype. To achieve this task, the methodology uses statistical tools and
methods to estimate the reliability of each product. During the development of this thesis
secondary objectives have been fulfiUed, as the composition of acceptance criteria for
atmospheric and hyperbaric testing, and the estirnation of the probability that the
acceptance criteria are met.
Abstsact................................................................................................................................
..
v11
Índice de Figuras .................................................................................................................. xi
Índice de Tabelas .................................................................................................................
2
..
x11
1.1
Cenário ...................................................................................................................
1.2
Objetivo da Tese ...................................................................................................... 3
1.3
Comentários Sobre os Capítulos .............................................................................. 4
1
Retrospectiva Sobre Válvulas Submarinas e Seus Testes .............................................. 7
2.1
A Importância da Confiabilidade das Válvulas Submarinas .................................... 7
Regulainentações e Normas ................................................................................... 11
2.2.1
Atualização Tecnológica e as Nornlalizações ............................................................. 12.
2.2
2.2.2
Abordagens para Coinpeasar Deficiêiicias na Norinalização..................................... 1.3.
2.3
Testes de Qualificação ........................................................................................... 14
2.4
Testes de Aceitação em Fábrica ............................................................................. 15
Aspectos Relacionados aos Testes ........................................................................ 15
2.5.1
Requisitos da API ....................................................................................................... 15
2.5.2
Coiidições reais de tsaball-io ........................................................................................1.7
2.5
2.5.2.1
2.5.2.2
2.5.2.3
As Condições Ainbientais e o Fluido de Controle................................................................
17A Linha de Retorno do Atuador ...........................................................................................
18
Influência da Pressão Externa............................................................................................... 19
2.5.3
Requisitos da Petrobras...............................................................................................
19
2.5.3.1 Valor da Contra-Pressão de Retorno Míninia.......................................................................
20
2.5.3.2 Incertezas de Medição ..........................................................................................................
20
2.5.3.3 Testes de Vedação ................................................................................................................
20
2.5.3.4 Testes de Torque no Mama1 Ovewide .................................................................................
21
2.5.3.5 Testes Cíclicos ou de Desgaste.............................................................................................
22
2.5.3.6 Testes Cíclicos -Determinação do Número de Ciclos.........................................................22
2.5.4
Características do Fluido de Controle ...................................................................25
2.5.5
Concepção Construtiva da Válvula e do Atuador .......................................................27
2.5.5.1 Gaveta e Sedes da Válvula ................................................................................................... 27
2.5.5.2 A Pressurização do Corpo da Válvula ..................................................................................28
.........................................................................................28
2.5.5.3 As Vedações da Haste no Boin~et
2.5.5.4 Principais Coinpoiientes do Atuador ....................................................................................
28
Função da Válvula: Fail Safe Close ou Fail Safe Open ..............................................30
2.5.6
2.5.6.1 Válvulas Fail Safe Close.......................................................................................................
30
2.5.6.2 Válvulas Fail Safe Open ....................................................................................................1
2.5.6.3 Válvulas com Haste Flutuante Inferior (Plug Balarice)........................................................
32
2.5.7
Assiilatusa da Válvula ................................................................................................3 3
2.5.8
Identificação dos Pontos Notáveis ............................................................................3 5
2.5.9
Velocidade de execução dos testes .............................................................................
36
vii
2.5.10
2.5.11
2.5.12
2.5.13
3
Estado do Produto ....................................................................................................... 3 7
Precisão da Instruinentação.........................................................................................37
Variação dos Coinponentes e Produtos .......................................................................38
Assii~aturasde Torque ................................................................................................
38
Fundamentos Teóricos .................................................................................................. 39
3.1
Conceitos Básicos .................................................................................................. 39
Medidas de Tendência Central ............................................................................... 40
3.2.1
Mediana ......................................................................................................................40
3.2.2
Moda ...........................................................................................................................
40
3.2.3
Média ..........................................................................................................................41
3.2
3.3
Medidas de Dispersão ............................................................................................
43
Variancia .....................................................................................................................43
Desvio Padrão ............................................................................................................4 4
. A
3.3.1
3.3.2
44
3.3.2.1 Relação entre o desvio padrão da população e da amostra...................................................
3.3.3
Coeficiente de Variação ..............................................................................................
45
Proporção de Valores ao Redor da Média.............................................................. 45
Teoreina de Chebyshev: ..............................................................................................45
3.4.1
3.4.2
Regra Prática...............................................................................................................46
3.4
Ftiiição Densidade de Probabilidade ..................................................................... 4 7
3.5.1
Distribuição Uniforlne ...............................................................................................
48
3.5.2
Distribuição Normal ...................................................................................................
48
3.5.2.1 Combinação Linear de V.A. com Distribuição Nonn~al.......................................................
50
3.5.3
Média e Desvio Padrão da Distribuição Ainostral ..................................................... 5 . 0
3.5.4
Distribuição da Média das Amostras e o Teorema Central do Limite ........................51
3.5.5
Distribuição Exponencial ...........................................................................................
53
............................................................................................
3.5.6
Distribuição de Weibull
5 5
3.5
Estatísticas e Distribuições Arnostrais ................................................................... 56
3.6.1
O Conceito do Intervalo de Confiança........................................................................57
3.6.2
Distribuição Z ............................................................................................................5 8
58
3.6.2.1 Intervalo de Confiança na Distribuição Z .............................................................................
3.6.3
Distribuição Qui Quadrado - X2..................................................................................
60
3.6.4
Distribuição t..............................................................................................................
60
3.6
3.6.4.1 Fator de Correção para População Finita.............................................................................. 63
3.6.5
Distribuição F............................................................................................................
64
Estimação ............................................................................................................... 64
3.7.1
Estimados Pontual ...................................................................................................65
3.7.2
Estimados Intervalar ..................................................................................................
65
3.7
3.7.2.1
3.7.2.2
3.7.2.3
3.7.2.4
3.7.2.5
3.7.2.6
3.8
Intervalo de Confiança da Média, com Variância Conhecida ..............................................
67
Intervalo de Confiança da Média de uma Distribuição Normal, Variância Desconhecida...68
Intervalo de Confiança da Variância de uma Distribuição Normal ...................................... 68
Intervalo de Confiança da Diferença de Duas Médias, Variâncias Conhecidas ................... 69
Intervalo de Confiança da Diferença de Médias N(p,;o,). Variâncias Desconhecidas .........69
Intervalo de Confiança da Razão de Variâncias de 2 Distribuições Normais ....................... 70
Testes de Hipóteses ................................................................................................ 71
3.8.1
3.8.2
3.8.3
3.8.4
3.8.5
3.8.6
Erros no Teste de Hipóteses.......................................................................................7 2
Testes sobre a Média, Variâiicia Coiihecida ...............................................................74
Testes sobre a Média com Distribuição Normal, Variância Desconhecida................76
Uso do Valor-P nos Testes de Hipóteses ................................................................... 78
Testes sobre as Variâncias, Distribuições Normais ...................................................78
Graus de Liberdade.....................................................................................................80
Análise de ~ariânciacom ator Único .................................................................. 81
3.9.1
Tabela dos Dados de Cada Tratamento ......................................................................83
Cálculo da VariânciaDent~odos Tratainentos - S,2 ou MSE ................................... 83
3.9.2
ou MST ............................................. 84
Cálculo da Vcrriâmia Entre Tratainentos - sb2
3.9.3
2
3.9.4
Cálculo da Variância Total - ST................................................................................ 8 5
3.9
Cálculo do F Observado. F,.......................................................................................
85
3.9.5
3.9.6
Tabela M O V A .........................................................................................................8 6
3.9.7
Critério de Aceitação ..................................................................................................86
3.9.8
Procedimento para Míiltiplas Comparações de Médias.............................................. 87
3.9.8.1 Procedimento do Testes de Múltiplas Coinparações ............................................................88
3.9.8.2 Intervalo Crítico do Teste de Duiican...................................................................................
89
...................................................................................
3.9.8.3 Intervalo Crítico do Teste de St~ident
89
3.9.8.4 Intervalo Crítico do Teste de Tukey .....................................................................................
9.1.
3.9.8.5 Amostras com Tainanhos Diferentes....................................................................................
92
4
Metodologia para Testes............................................................................................... 93
Infi-a-Estruturade Teste........................................................................................... 93
Painel de Testes ..........................................................................................................
93
4.1.1
4.1.2 Unidades Hidráulicas de Pressurização - UHE' ..........................................................
94
4.1.3
Acuinuladores de Pressão ..........................................................................................9 5
4.1
Seqüência de Atividades ....................................................................................... 9 6
4.2.1
Objetivo dos Testes Funcionais ..................................................................................99
4.2.2
Níiinero de Obsei-vações para cada Condição de Teste ............................................ 100
4.2.3
Planejamento Experimental ...................................................................................... 102
102
4.2.3.1 Uso de Livro de Anotações ................................................................................................
4.2
4.2.3.2 Testes Preliminares.............................................................................................................
102
Pré-Análise e Descarte de Valores Díspares ...........................................................103
4.2.4
.........................................................................................103
4.2.5
Modelagem ou Siin~ilação
4.2.6
Tiifluência da Prof~indidadenas Assinaturas.............................................................104
htervalo de Confiança e Testes de Hipóteses para a Média.....................................105
4.2.7
4.2.8
Estimativas dos Erros................................................................................................
106
5
Aplicação da Metodologia .......................................................................................... 111
Considerações Iniciais.......................................................................................... 111
5.1.1
Escopo da Análise 110 Exemplo ................................................................................111
5.1.2
Tipo de Distribuição .............................................................................................112
5.1
Análise dos Testes do PVT .................................................................................. 112
5.2.1
Análise Qualitativa e Comparativa dos Dados ......................................................... 117
5.2.2
Tabulação dos Dados Úteis do PVT .........................................................................118
5.2
Verificação da Normalidade dos Dados ...................................................................119
Verificação de Pontos Díspares ................................................................................121
Lifluência da Prof~indidadena Assinatura................................................................123
Iilfluêilcia da Psof~~ildidade
na Coluna Hidrostática de Fluido ................................. 124
Iiifluêilcia da Precisão da Ii~struinentaçãodo FAT ...................................................124
Influência da Ciclagem nas Assinaturas ...................................................................124
Composição do Critério de Aceitação do FAT Baseado no PVT ............................. 127
Confiança da Estimativa da Contra-Pressão de Retorno .......................................... 127
Critério de Aceitação para o Retomo do At~iadorem Testes Hiperbáricos....................128
5.2.10.1
5.2.10.2
Intervalo de Confiança para a Média de R4 ...................................................................
128
5.2.3
5.2.4
5.2.5
5.2.6
5.2.7
5.2.8
5.2.9
5.2.10
5.2.10.3
5.2.10.4
5.2.11
Comparação do Intervalo de Confiança e do Critério de Aceitação ...............................
129
Testes de Hipóteses para a Média...................................................................................
129
Estimativas dos Erros................................................................................................130
E r r o t i p o I - a ..................................................................................................................
130
ErrotipoII-P .................................................................................................................
130
PoderdoTeste ................................................................................................................131
5.2.11.1
5.2.11.2
5.2.11.3
5.3
Análise dos Testes do FAT .................................................................................. 131
Tabulação dos Dados do FAT com Baixa Pressão ...................................................134
Análise Comparativa dos Dados Usando a ANOVA................................................135
Ideiitificação das Médias BP Estatisticainente Diferentes do PVT .......................... 136.
5.3.3.1 Válvulas sob Baixa Pressão com Desempenho Superior ao PVT ...................................... 137
139
5.3.3.2 Válvulas sob Baixa Pressão com Desempenho I g t d ao PVT............................................
139
5.3.3.3 Válvulas sob Baixa Pressão com Desempenho Itferror ao PVT ........................................
Nível de Confiança para Válvulas com Desempenho inferior ao PVT .................... 140
5.3.4
141
5.3.4.1 Comparação Válvula do FAT com seu Critério de Aceitação ..........................................
5.3.4.2 Coilclusões sobre as Comparações das Médias .................................................................. 142
5.3.5
Tabulação dos Dados do FAT com Alta Pressão...................................................... 143
5.3.6 Identificação das Médias AP Estatisticamente Diferentes do PVT .......................... 144
5.3.7 Estimativas dos Erros................................................................................................
145
5.3.7.1 Ei-l-otipoI-a......................................................................................................................
146
5.3.7.2 Ei1-otipoII-P .....................................................................................................................
146
5.3.7.3 Nível de Confiança e Poder do Teste .................................................................................148
5.3.1
5.3.2
5.3.3
Conclusões sobre os Testes .................................................................................. 148
Coiiclusões sobre o PVT ...........................................................................................
149
5.4.1
5.4.2
Concl~~sões
sobre o FAT...........................................................................................150
5.4
S~iinário................................................................................................................ 153
Diagrama de Blocos da Metodologia.......................................................................
153
6.1.1
6.1
6.3
Sugestão para Futuros Traball.ios ......................................................................... 157
Referências Bibliográficas................................................................................................. 158
hdice Remissivo ............................................................................................................... 164
Índice de Figuras
Figura 1.1 -Muni$old Hérciiles sendo içado e destaque de algumas válvulas....................................1
Figura 1.2 -Árvore de Natal Molhada tipo Horizontal. para 2500 inetros 1.d.a................................. 2
Figura 2.1 - Porcentagein de problemas associados coin cada tipo de válvula 1171...........................8
Figura 2.2 - Conjunto válvula/atuador em corte, para uma válvula norinalinente fechada .............27
Figura 2.3 - Desinontagem do coiijunto válv~ila/atuadore priiicipais componentes.......................29
Figura 2.4 - Priiicipais condições operacioliais mina válvula FSC com haste flutuante .................33
Figura 2.5 -Assinatura de urna válvula FSC de 4" em um teste atinosférico..................................35
Figura 3.1 -Média, iiiediaiia e moda nas distribuições siinétrica e assiinétricas..............................42
Figura 3.2 - Histograina da Distribuição Unifome .......................................................................48
Figura 3.3 - Histograma da Distrib. Norinal e a área sob a curva, em desvios padrão o ................. 49
Figura 3.4 - Iliistsação coilceitual [49] do Teoreina Central do Limite ...........................................53
Figura 3.5 -Erro Tolerado a para um Intervalo de Coiifiaiiça (1-a)...............................................59
Figura 3.6 - Distribuição X2 para determinados graus de liberdade 17 [351 ......................................60
. .
Figura 3.7 - Forma das Distribuições t e Z........................................................................................6 1.
Figura 3.8 -Intervalo de confiança bilateral - Area não hacl~urada= 95% .................................... 67
Figura 3.9 - htervalo de coiifiança zrr~iluteral- Ásea rx70 liachurada = 95% ..................................67
Figiira 4.1 - Diagraina conceitual de um painel de testes fiincionais...............................................96
Figura 4.2 - Coiiceituação do erro tipo H, ou Pypara a Distribuição Z ..........................................108
Figura 4.3 - Cusvas Características e a influência de 77, de a e do tipo de distribuição ................. 109
Figura 4.4 - Curvas Características para distribuição t unilateral e a = 5% [581...........................110
Figura 5.1 -Verificação da Probabilidade Normal - Todas as Observações R4 no PVT .............. 121,
Figura 5.2 -Assinatura de uma válvula FSC sob Baixa Pressão, durante o FAT ..........................133
Figura 5.3 - Assinatura de uma válvula FSC sob Alta Pressão, durante o FAT ............................133
Fig~ira6.1 - Diagrama de Blocos da Metodologia de Testes Funcionais no PVT e FAT .............. 154
Índice de Tabelas
Tabela 2.1-Resultados da Pesquisa com cerca de 250.000Válvulas [17 ] ......................................8
Tabela 2.2- Estimativa da Distribuição das Falhas [23].................................................................10
Tabela 2.3 - Propriedades do Fluido Oceaiiic HW-525 [43]...........................................................26
Tabela 2.4-Densidade equivalente para o fluido HW-525 em f~mçãoda profundidade................ 26
Tabela 3.1 - Proporção de Valores ao Redor da Média, pelo Teoreina de Cliebysliev.................... 46
Tabela 3.2. Proporção de Valores ao Redor da Média, pela Regra Prática 1481 ............................. 46
Tabela 3.3 -Intervalo de Coiifiaiiça, o Nosinalizado e Valores Críticos das Distribuições Z e t... 63
Tabela 3.4- Tipos de Erro no teste de Hipóteses e sua Probabilidades...........................................73
Tabela 3.5- Resumo dos Testes sobre a Média, com a Variâiicia Conhecida 1351 ......................... 75
Tabela 3.6. Resumo dos Testes sobre a Média - Distrib. Normal, o' Desconhecida [35].............. 77
...................................80
Tabela 3.7- Resumo dos Testes sobre Variância de Distribuições Nor~nais
Tabela 3.8 - Resumo dos Dados de Cada Tsatainento.................................................................8 3
Tabela 3.9- Análise de variância.ANOVA ...................................................................................86
Tabela 3.10-Tabela de Difereiqa de Médias .................................................................................88Tabela 3.11 - Tabela da Amplitude Total Studentizada para a = 5% [55]......................................90
Tabela 5.1 - Gráficos e Valores do PVT at~nosféricoFSC ............................................................ 113
Tabela 5.2-Valores Utilizáveis do PVT at~nosféricoFSC ........................................................... 119
Tabela 5.3. Dados Gerais do PVT para Válvula FSC. Pressão R4 @ 200 psi ............................. 120
Tabela 5.4- h á l i s e alternativa dos desvios utilizando os valoses díspares ..................................122
Tabela 5.5 - Influêiicia da Profimdidade na Assiiiatura da Válvula FSC. ponto R4 ..................... 123
Tabela 5.6 - h á l i s e de Variâricia para a Ciclagein PVT da Válvula FSC ....................................125
Tabela 5.7- Análise de Comparação Míiltipla das Médias -Válvula FSC ...................................126
Tabela 5.8 - Composição do Critério de Aceitação das FSC .........................................................127
Tabela 5.9- PVT da FSC . Cálculo do Teste de Hipóteses para H, b, = 252 psi ....................... 130
Tabela 5.10- FAT nas Válvulas FSC: Dados como coletados para o ponto R4 ...........................132
Tabela 5.1 1 - FAT nas Válvulas FSC: Dados Coiisolidados.R4 Baixa Pressão ..........................134
Tabela 5.12- ANOVA para as válvulas FSC do FAT e PVT - R4 Baixa Pressão ....................... 135
Tabela 5.13 - Iiitervalo Crítico de Tukey para Dados do FAT - FSC Baixa Pressão .................... 136
Tabela 5.14- Dados BP: Hierarquização e Classificação das Regiões coin A de Tukey ..............137
Tabela 5.15 - Cálculo das Estatísticas para Válvula FAT 8 com blc,it = 766 psi ............................142
Tabela 5.16- Válvulas FSC: Dados Coilsolidados.Testes do FAT.R4 Alta Pressão ................143
Tabela 5.17.ANOVA para as válvulas FSC do FAT e PVT - R4 Alta Pressão ........................... 144
Tabela 5.18. Dados AP: Hierarquização e Classificação das Regiões com A de Tukey ...............145
Tabela 5.19- Distância Mínima (X- pCli,
)/S em f ~ ~ n ç do
ã o tainaiiho da amostra n, P=5% ........... 147
.
xii
1
Introdução
1.1 Cenário
A indústria de petróleo utiliza-se de diversas normalizações que os equipamentos
petrolíferos devem atender, orientando desde a concepção e o projeto, até a fabricação, a
montagem e os testes de homologação do projeto e de aceitação dos produtos fabricados.
De uma forma geral, o Arnerican Petroleum Institute (API) é o principal órgão
normalizador adotado. Para os equipamentos submarinos, a API elaborou uma nosma
específica (API-17D) que tem sido adotada mundialmente como a principal referência.
Entretanto, devido aos contínuos desafios tecnológicos com que a Petrobras tem-se
deparado, para poder expandir a exploração e a produção de petróleo no Brasil, avançando
pioneiramente sua produção em águas cada vez mais profundas e mantendo uma elevada
c ~ ~ a b i l i d a dee segurança operacional, esta companhia optou por complementar as
normas API em áreas consideradas mais críticas. Uma destas áreas tecnológicas
consideradas críticas foi a das válvulas submarinas operadas remotamente por atuadores
hidráulicos, válvulas estas que são usadas tanto nas Árvores de Natal Molhadas (ANM)
como nos Manifolds submarinos, como ilustram as figuras 1.1 e 1.2.
Detalhe de
Válvulas no
Interior de
um Manifold
Figura 1.1 -Manifold Hércules sendo içado e destaque de algumas válvulas.
1
Podem ser observadas, nestas fotos, detalhes de como algumas válvulas submarinas
são utilizadas em tais equipamentos.
Figura 1.2 -Ásvoo de Natal Molhada tipo Horizontal, para 2500 metros 1.d.a.
Além de os testes de homologação serem essenciais no processo de
desenvolvimento de um produto adequado e confiável, são também indispensáveis
procedimentos de engenharia, atuando junto com a fabricação/montagem e um sistema
consistente de garantia de qualidade. Tais requisitos essenciais são usuais entre os diversos
foinecedores de equipamentos submarinos na indústria petrolífera.
Dentro do processo de fabricação e montagem, estão inclusos diversos Testes de
Aceitação em Fábrica (FAT) que verificam itens como a integridade estrutural dos corpos
da válvula e do atuador, a estanqueidade das válvulas e dos atuadores, o torque máximo
requerido quando se opera a válvula através da interface de acionamento manual
(manual override) e até a passagem plena das válvulas, quando as mesmas estiverem
totalmente abertas.
Apesar da API mencioilar que os clientes poderão solicitar dos fornecedores testes
fiu1cioilais, de um modo geral os forilecedores e as operadoras de petróleo não realizam
este tipo de teste de uma forma quantitativa como parte integsante do FAT.
A indíistria petrolífera ainda não implantou u n a metodologia para a avaliação
fiu~cionaldo conjrmto válvulalatuador em testes de fábrica, possivelmente porque existe
uma certa desconexão entre o processo de liomologação do protótipo e o de
fabricação/montagem do produto final, com diferentes profissionais das operadoras
eilvolvidos em cada estágio, assim como a suposição de que a maior complexidade para se
obter dados fuiicioilais no produto e correlacioná-los com dados do projeto e dos testes de
homologação não trariam grandes benefícios.
Foi constatado ao longo do deseiwolvimento e iinpleinentação desta metodologia,
implantada em diferentes gsatis com total sucesso em dois fabricantes diferentes, que:
e
É possível elaborar uma inetodologia para a identificação das principais
características fimcionais dos coiljuntos válnildat~iador s~rbmarinos,aplicável
tanto às fiinções de acionamento liidrá~dicocomo às de acionainento manual;
Os testes de aceitação em fábrica (FAT) atualmente adotados podem incorporar
também testes funcionais sem gerar atrasos ao processo produtivo em vigor.
Os benefícios obtidos vão desde a identificação de um produto com problemas em
seus componentes e/ou em sua montagem, até tima maior garantia de uma operação
coifiável no produto novo e ao longo de sua vida íitil, Lima vez que estes produtos têm uma
vida íitil projetada de 20 anos e são incorporados a equipamentos de grande porte e com
alto custo de instalação, muitas vezes tendo a premissa de serem residentes e não
removíveis.
1.2 Objetivo da Tese
O objetivo da tese é deseilvolver uma inetodologia de testes fimcionais que possa
ser aplicada nos testes de aceitação em fábrica, "FAT". Estes testes fiincionais no FAT,
realizados em todos os conjimtos válnildatuador a serem fornecidos, deverão ser
comparados com valores de referência obtidos ao longo dos testes de homologação de
projeto para verificação do seu desempenho, chamados de "PVT". Em fiiilção dos
resultados obtidos no FAT serem inferiores, iguais ou siyeriores ao PVT, deverão ser
tomadas providências diferenciadas para a liberação ou retenção/análise do produto
testado.
Uma das ferramentas de análise e comparação é a estimação dos valores médios de
pressão e seu nível de coilfiança, assim como as margens de erro a (probabilidade de
produto ruim). Para que estas
rejeitas wn prod~itobom) e P (probabilidade de aceitar ~ r n
estimativas sejam calculadas, também é necessária a defiiiição dos critérios de aceitação
para testes liiperbáricos e atmosféricos.
Portanto, foram elaborados critérios de aceitação para os testes de PVT e de FAT,
tomando por base as especificações técnicas e normas vigentes, e os resultados dos testes
do PVT.
Considerando que esta tese não é um documento integsante de um fornecimento
real, tomou-se a liberdade de iilcorporar nos critérios de aceitação uma parcela que
compense u n a eventual queda da pressão de retorno (ou subida do torque máximo), que
venha a ser constatada d~n-anteos testes cíclicos. O exemplo de aplicação deinonstrará que
a incorporação desta coinpensação é perfeitamente viável no critério de aceitação de um
fornecimento real, trazendo ao produto maior garantia de fimcionamento.
A elaboração de uma inetodologia para testes fimcionais dos produtos está
intimamente ligada com a inetodologia e resultados dos testes h c i o n a i s no PVT. Por isso,
um objetivo secundário desta tese foi o estudo dos aspectos constr~itivos,de operação e
demais fatores que influenciam os testes fimcionais do PVT, onde então foram realizadas
várias inferências estatísticas nos dados do protótipo.
1.3 Comentários Sobre os Capítulos
O segundo capítulo faz uma retrospectiva sobre válvulas submarinas, as
norinalizações mais usuais e seus requisitos de teste. Este capítulo apresenta a iinpoltâilcia
da confiabilidade das válvulas subinarinas, as dificuldades que as normalizações têm para
acompaihar as atualizações tecnológicas requeridas pelo mercado e quais são as
abordagens que costumam ser adotadas, para compensar as deficiências na nosmalização.
Tainbém são apresentados os conceitos relativos aos testes de q~ialificaçãode projeto e aos
de aceitação em fábrica., dedicando uma atenção maior a diversos aspectos relacionados a
estes dois tipos de testes. Por fim, são apresentados os conceitos de assiiiahira do coiljmto
válvula/atuador e os pontos notáveis de uma assiilatusa do acionamelito l-iidrá~dicodo
atuador.
O terceiro capítulo apresenta uma revisão dos fundamentos teóricos que devem ser
doininados, para uma adequada aplicação das-ferramentas estatísticas. São apresentados os
conceitos de tendência central e dispersão, algumas distribuições de probabilidade e o
teoreina central do limite. São introduzidas algumas estatísticas para determinadas
distribuições amostrais, os conceitos de iiiteivalo de coilEiaiiça, de testes de hipóteses e
tipos de ei-so que podem ser cometidos, de análise de variâiicia e de métodos pasa a
coinparação iníiltipla de médias.
O quarto capítulo trata da descrição da inetodologia para os testes ein fábrica,
eilfocando a i1lfi.a-estrutura de testes e principalmeiite da seqiiêilcia de atividades da
metodologia. São abordados diversos aspectos que contribuem para o sucesso da aplicação,
como o planejaineiito experimental, a pré-análise dos valores, o número de observações, a
modelagem do conjunto válvula/atuador e a estimação da iilfluêilcia da profimdidade nas
assinaturas. Também são apresentadas coilsiderações mais operacionais sobre a estiinação
do intervalo de coiifiailça, dos testes de hipóteses e das estimativas dos erros.
O quinto capíhilo descreve a aplicação da metodologia através de um exeinplo
baseado em dados reais de u1n foriieciineiito onde esta inetodologia foi recém implantada.
São apresentadas as coilsiderações iniciais do escopo, no exemplo e nuin forneciineilto
real, e as análises que são realizadas com os dados do PVT, iilcluiildo a estimação dos
critérios de aceitação pasa o PVT e FAT.
Tomando os dados do PVT como referência, são realizadas análises com os dados
do FAT, permitindo classificar as válvulas em fklção de seu desempenho relativo ao PVT.
O exeinplo de aplicação ainda calcula, tanto para os dados do PVT como do FAT, a
confiança das estimativas e a margem de erros a e p para os conjuntos mija análise seja
considerada importante.
Ao filial do exemplo também é levantada uma discussão sobre os fatores que
comproinetein o risco do cliente, p, como o tamanho das amostras coletadas e a distância
entre os valores observados e o critério de aceitação.
O sexto capítulo apresenta as concl~~sões
deste trabalho, apresentando um suilnário
da tese e dos principais resultados e concl~isõesobtidas. Deixou-se para este capítulo iun
diagrama de blocos que res~iineas principais etapas desta nietodologia, permitindo uma
visão geral dos métodos e cálc~ilosque deverão ser executados no PVT e no FAT,
coilforine o exemplo apresentado. Também são apreselitadas algumas sugestões de
como desdobraineiitos desta tese.
trabalhos que poderão ser realizados no ~LI~LU-o,
2
Retrospectiva Sobre Válvulas Submarinas e Seus Testes
Será apresentada, a seg~iir,uina retrospectiva de alg~msconceitos sobre válmlas
submarinas, visando um melhor conhecimento dos fatores que levam a uma operação
adeq~iada e confiável. Também serão apiesentados alguns conceitos dos testes de
homologação do projeto através de testes em protótipo, bem como os conceitos referentes
aos testes de aceitação de fábrica nos produtos finais. Será apresentada ainda Luna revisão
do estado da arte sobre tais testes. Uina atenção maior será dedicada aos requisitos
fimcionais identificados por estes testes.
2.1 A Importância da Confiabilidade das Válvulas Submarinas
Estudos de diversos incidentes e acidentes relativos à produção offshore de petróleo
indicam que as causas de tais problemas não são apenas oriundas de ei-i-os h~unanosou de
gerenciainento das atividades de produção; os problemas técnicos em equipamentos são
uma parcela significativa das causas de tais acidentes e perdas de prod~ição.Assim-sendo,
o aprin~orainentoda confiabilidade dos equipamentos de produção é iinportante para se
poderem alcailçar sistemas subinarinos de produção de petróleo confiáveis e segusos ao
longo de sua vida íitil.
Válvulas para aplicações petrolíferas eram inicialinente adquiridas como se fossem
~ r prod~ito
n
já disponível coinercialmente, sendo adquisidas inais pelas suas casacterísticas
comerciais e financeiras, dando-se pouca ênfase aos req~iisitostéciiicos ou à adequação
para seu uso real. Atualmente, com a crescente demanda de equipamentos confiáveis e que
permitam uma taxa de retorno atraente para o capital investido, os técnicos responsáveis
estão se conscieiltizando de que as válvulas são iiin coinponente crítico para que um
sistema seja confiável. Uma pesquisa realizada por diversas empresas incluindo a British
Petroleuin, apresentada iiuina conferência internacioilal em 1988 [17], indica que os
vazamentos e o einpei-samento são os dois problemas inais coinuns em válvulas. Análises
desta pesquisa demoilstraram que cerca de 10% das quase 250.000 válvulas estudadas
reportaram problemas significativos em serviço. A Tabela 2.1 ilustra o cenário encontrado,
podendo-se constatar que as válvulas tipo gaveta são as que apresentam maior
porcentagem de problemas.
Tabela 2.1 - Resultados da Pesquisa com cerca de 250.000 Válvulas [17 ]
I
Tipo de ~
á
I
I
Gaveta tipo Cunha
I
I
l Representaqáo
~
~ dentro
~ da ~ Proporqáo deste Tipo de
50%
I
10%
O problema mais comum encontrado nas válvulas tipo gaveta (tanto na de tipo
cunha como de gaveta paralela) foi o de vazamentos, em cerca de 75% dos casos.
A Figura 2.1 ilustra a distribuição de defeitos para cada tipo de válvula.
Porcentagem de Válvulas com Problemas e Natureza de Cada
Problema População de 250.000 Válvulas
-
Gaveta
Gave
Figura 2.1 - Porcentagem de problemas associados com cada tipo de válvula 1171
Os modos de falha são classificados em:
Falha ao comando de fechas
Falha ao comando de abrir
Vazamento através da válvula na posição fechada
Vazamento para o ambiente (exterior)
Fecliamento prematuro
Travaineilto/Einpei-ramentona posição parcialmente abertdfecliada
Operação retardada
Indicação falsa de posição/estado
A utilização em lasga escala de coinponentes que lidam em condições ambientais
severas e c0111 fluidos perigosos e/ou inflamáveis, tais coino válvulas, exige que tais
equipamentos sejam extremamente confiáveis. Além disso, as consequêilcias de certos
inodos de falha nas válvulas podem ter desdobrainentos catastróficos sobre vidas l~uinanas
e o meio ambiente, sendo necessário que estas válvulas exec~iteinsuas fi~nçõescoino
especificado, dentro da vida íitil projetada e das coildições ainbieiltais e de processo
previstas para a aplicação, com o máximo de segusança.
Uma análise realizada pela British Petroleuin sobre problemas que exigisani
intervenção em poços submarinos [27], mostra que 34% dos problemas são devidos às
válvulas de segurança submasina (SCSSV), 24% são outros problemas internos ao poço e
6% dos problemas envolvein as ANMs, tais como vazainentos ou substituição de válvulas.
Sob o ponto de vista da disponibilidade, Graunhaug [12] indica que as válvulas em
nzarzlfolds e SCSSV são definidas coino os coinpoilentes mais críticos, o que poderia até
justificar a instalação de componentes de reserva (óackup). Se aiilda consideradas as
aplicações em águas profimdas e locações remotas, os tempos de inobilização e de reparo
tendem a aumentar, reduzindo ainda mais a disponibilidade dos sisteinas de produção
subinarinos nestes cenários.
Smitll [46] cita que a operadora British Petroleum (BP) realizou tuna retrospectiva
no projeto dos atuadores e nos chokes. Em vista da baixa confiabilidade de muitas das
válvulas-gaveta submarinas e da vulnerabilidade de ahladores "add-on", foi realizado um
projeto para desei~volverum conjunto válvuldah~iadordestinado a sistemas de produção
s~ibmarina.Também foi realizado um programa de teste para co
rmar os benefícios dos
aperfeiçoaineiltos colocados nos projetos.
de petróleo falham por três causas principais [23]:
Os eq~~ipamentos
nfi
1. Defeitos de Fabricação: Quando o equipamento foi fabricado ou repasado num
iiível de q~lalidade que não está de acordo com as especificações de
fabricação/projeto.
2. Defeitos de Projeto: Quando as premissas de projeto não são adequadas com as
condições reais de operação e/ou ainbientais (externas e/ou internas).
3. Defeitos de Informação: Quando há iiifoiinação inadequada ou falta de
iilformação que leve o equipamento a ser iiistalado, operado ou sofrer
manutenção de forma incompatível com a especificação original do fabricante.
Seria o caso, por exemplo, de usar inadvei-tidamente graxa em determinadas
superfícies onde um atrito de travanleiito seria necessário para garantir operação
segura, mesmo sem a existência de pressão de atuação do travamento.
A Tabela 2.2 apresenta a distribuição das falhas para a classificação de defeitos em
equipamentos na indíistria de petróleo.
Tabela 2.2 - Estimativa da Distribuição das Falhas [23]
Defeitos de Fabricação
20 %
Defeitos de Projeto
40 %
Defeitos de Inforinação
40 %
D~uanteas fases de projeto e fabricação do eq~iipaineilto,é comum a indíistria
petrolífera utilizar regulamentos, normas e padronizações para garantir um fimcionainento
e confiabilidade adequados aos seus produtos. O tópico a seguis aborda com mais detalhes
este tema.
2.2 Regulamentações e Normas
Em 1974 17231, foi publicado no Reino Unido o doc~iineiito"Stahitory lilstriiinent
Paper No 289", tornando-se "The Offsliore Lustallatioils (Construction and Srirvey)
Regiilatioils 1974". Tal regdainentação tem sido a base para o projeto, construção e
certificação de instalações e equipamentos offshore no setor britânico. O Statutory
Instrunzent serviu de base para as notas de osientação "Offsl-iore hstallations: Guidance o11
Design, Coilstructioil and Certification", publicadas pelo Departamento de Energia
Britânico (HMSO - DOE). Ein 0~iti.o~
países há docuinentação similas, envolvendo
atividades offshore. Na Noruega, o "Norwegiaii Petrole~iinDirectorate" (NPD) publicou
"Acts, Regulatioils and Provisions for the Petroleum Activity", enq~iantoque nos Estados
Unidos, o Depastainento de Recursos Minerais (DIMMS) publicou "Oil, Gas, Sulphur
Operatioils in the Outer Continental Shelf, 30 CFR 250 Operating Regulatioils".
Todos estes documentos especificam e guiam, em variados gsaus, o nível que as
atividades de projeto devem atender. As normas britânicas tendem a ser precisas e
explícitas, já as normas do NPD se baseiam também na responsabilização das -partes
envolvidas. Mas, de u n a forma geral, todas as regnlainentações estahltárias nacionais sereferenciain a padronizações industriais e normas que definem os critérios de projeto e as
práticas de engenharia que devem ser usadas no deseilvolvimento de un produto novo.
As normas do "American Petrole~iinInstihite" (APS), dos Estados Unidos, são
produzidas por comitês coinpostos pelas coinpaihias operadoras e pelos fabricantes,
traduzindo um consenso entse as pastes quanto às restrições elou considerações para um
projeto adequado. Em outubro de 1992 o APS publicou a norina API-17D "Specification on
Subsea Wellhead and Cluistinas Tree Eqmpll~ellt",que é um equivalente s~ibmarinoa 0~iti.a
iiorina, a API-6A ("Wellhead Cliristinas Tree Equipinent"). Existe uma grande interligação
e referências cruzadas entre estas duas normas. De u n a forma geral, as normas do API se
referenciain a outras normalizações para áreas específicas. No caso da API- 17D, existem
53 referências a outsas padronizações industriais, incluindo a ASME VUI (projeto de vasos
de pressão), a NACE MR-01-75 (materiais) e a SNTC-TC-IA (para ensaios não
de~t~utivos).
2.2.1 Atualização Tecnológica e as Normalizações
Uma preocupação relativa às regulamentações estatutárias e às nosinas industriais é
a fi-eqiiência com que elas mudam e o gerenciainento deste processo de inudança. Pos
exeillplo, em 1994, a edição corrente do DOE 0ffshor.e Installation: Guidance on Design,
Consirzction and Certlfication ainda citava a 14" edição da API-GA, enquanto que a
indústria já estava aguardando a publicação da 17" edição daquela norma. Embora seja
coinpreensível que as autoridades responsáveis pelos estatutos de regulainentação ou
mesmo que os coiliitês que elaboram as normas precisem de teinpo para revisar tais
documentos, não se pode impedir que a indústria continue seu desenvolvimento
tecilológico, atendendo à demanda por uma tecnologia cada vez mais avançada e capaz de
vencer desafios como os de operar economicamente [27] em profi~ndidadescada vez
maiores.
Por 01iti.o lado, o desenvolvimeiito, a aprovação e a publicação de uma norina pode
levar um tempo considerável, até anos [29]. Assim é natural que estas padronizações
estejam com um atraso em relação a tais avanços. Um exeinplo seria a "izova" concepção
de árvore horizontal (ANMH), apresentada em congressos [22] e periódicos [27] desde.
1993 e que vem sendo adotada por diversas operadoras no inundo, mas onde os coilceitos
preconizados pela API-17D de acesso vertical ao poço e dupla barreira são mais difíceis
de serem obtidos nesta concepção de árvore, havendo pontos obscuros [22] na
interpretação da norma para este último requisito.
Existem ainda casos em que as normas se apresentam pouco conservativas em
relação a situações reais de operação. A norma API-17D, por exemplo, não deve ser
utilizada como íiiiico pasâmetro de diinensioiiainento do conjunto válv~ila/ah~ador,
principalmente em águas profimdas, pois a combinação de diversos fatores coinpromete a
masgein de segmailça operacional que todo equipamento desta ilat~uezadeve ter, como
citado em [8], [36] e[37]. Alguns destes fatores são: a maior densidade dos fluidos de
controle base-água em relação à densidade da água do mar, as baixas temperaturas em
águas profimdas, os efeitos de coinpressibilidade do fluido de contsole e a precisão
requerida nos instruineiltos de teste. Com isto, fornecedores e operadoras têm psoc~u-ado
outros métodos para compensas as deficiências na noimalização. O tópico adiante introduz
estas abordagem, tratando-se no item 2.5 dos aspectos referentes aos testes de válvulas.
2.2.2 Abordagens para Compensar Deficiências na Normalização
Coiisideraildo-se as normas existentes e suas limitações para acompanharein a
evolução tecnológica, poder-se-iam coasiderar duas abordageiis, para se alcailçar o
deseinpeill.io, a segmailça e a confiabilidade requeridos ilum produto. Para os casos em que
a análise do projeto se depara com algum critério de falha, pode-se aplicar um fator de
segurança adequado. Uma outra abordagem é garantir o funcionaineiito adequado,
coidiecendo-se inehoi seu coinportaineilto através de testes no produto.
Existem dois tipos de testes. Os testes de integridade são aqueles em que um
equipameilto ou componente é solicitado a c h a de suas condições de trabalho. Um
exemplo de teste de integridade seria o dos testes hidrostáticos, quaildo usualmente se
aplicam pressões maiores (25%, 50% ou mesmo 100%) do que a pressão máxima de
trabalho.
O outso tipo de teste é aquele em que o desempenho do equipameilto é verificado,
ao longo de ~ i m asérie de ciclos de operação. Durante estes testes são verificadas as
vedações estáticas e diiiâinicas assim como características fiincioiiais. No caso de válvulas
submarinas, as normas API-17D e API-GA requerem que os protótipos sejam testados 200
vezes em condições liiperbásicas e estabelecem ciclos de temperatua a serem aplicados ao
protótipo, verificando-se então sua estaiiqueidade e fimcionalidade.
Para os testes de válvulas s~ibinasiilasoperando em águas profimdas, a API-17D
não deveria ser utilizada coino ímico critério de diinensionamento, como já citado no
item 2.2.1. Um conhecimento mais profi~ndodo equipamento a ser qualificado geralmente
é obtido através de diversos testes nos protótipos destes eq~lipaineiitos.Alguns testes são
de integridade estrutusal, coino descritos na API-GA e na API-17D; outros são testes de
estaiiqueidade, onde o critério nas iiormas API é coiifuso, sendo substituído por critérios
mais precisos [38]. Existem ainda os testes cíclicos que visam conhecer melhor o
coinpoi-tamento da válvula ao longo da vida íitil (testes de desgaste ou de resistêilcia),
seiido desde duas ceiiteiias de ciclos (Normas API, ref. [2] e [3] ) a alguns inilliares, citado
por Loth [25] e E~ithyiníou[39], podendo atingir 10.000 ciclos [29] ou mesmo 50.000
ciclos [37] de operação, dependendo dos critérios de aceitação e das condições de teste.
2.3 Testes de Qualificação
Segundo [I], lioinologar significa coiSirinar ou aprovar por a~itoridadejudicial ou
administrativa, enquanto que qualificar significa considerar apto, idôneo, emitindo-se
opinião, apreciação ou avaliação. Percebe-se que as definições se eilq~~adraiii
bem no que
se espera com os testes de homologação de protótipo, também cliailnados de testes de
qualificação. A norma API-17D [2] apresenta diversos iteiis que devem ser verificados
dusante os testes de qualificação (PVT, do inglês Performnnce VeriJication Testing) e que,
coilfosme definição da própria API, visam a qualificar o projeto dos equipainentos, em
especial de válvulas/ahiadores subinariiios. A iiorina API 6A possui um capíhilo específico
sobre procedimentos para testes de qualificação (PVT), no Apêndice F. O item F1 daquele
apêndice trata dos requisitos gerais, iilclusive de testes de temperatura e pressão
combinados; o item F2 trata de procediineiitos para eq~iipainentosespecíficos, iizcluindo-se
válvulas e atuadores. Naqueles dois iteiis específicos, os protótipos devem ser ciclados 200
vezes se o requisito de desempeidio exigido for o nível PR2, ou apenas 3 vezes se o nível
for o PR1.
O coilj~iiitode testes de qualificação é uma fei~amentamuito importante, pois écapaz de fornecer uin maior coi~liecimeiitodo equipamento que está sendo desenvolvido,
avaliando-se sua aptidão em executar as fi~nçõesespecificadas.
Os próxiinos paságrafos apresentam uma idéia da relevâiicia dos testes de
qualificação, na busca de produtos mais adeqiiados às suas fimções.
A Petrobras possui um programa de qualificação de válvulas submariiias desde
1989. Tal programa de q~lalificaçãoexcede, em algiiiis aspectos, os requisitos ditados pelas
normas API, devido à utilização de testes de desgaste acelerado antes da avaliação dos
resultados de desempenho I~iperbárico, similares aos requeridos pela API-17D. Até
setembro de 1999 foram obtidos 54 resultados de testes de qualificação, sendo que 28
destes foram executados pelo CENPES, e outros 11 foram fiscalizados por profissionais
daquele centro de pesq~~isas.
As análises dos resultados disponíveis [40], [41] indicaram
que em 24% dos testes de qualificação foram detectados problemas ou falhas, o que
resultou num aperfeiçoaineiito do produto final.
2.4 Testes de Aceitação em Fábrica
O fato de uin protótipo ter sido aprovado após uma rigorosa bateria de testes de
qualificação não implica que os produtos finais operem como o previsto nas
especificações. Ciente disso, as normas API indicam um conjunto de testes que deve ser
realizado para cada eqriipamento, no caso, para cada válvlila/at~iador.Dentro do processo
de fabricação e montagem dos conjuntos válvuldatuador, estão inclusos diversos testes de
aceitação em fábrica (FAT, abreviação do inglês Factory Acceptunce Tests) que verificam
itens como [2]:
integsidade estr~~t~iral
dos corpos da válvula e do atuador;
estanqueidade das válvulas, tanto em alta como em baixa pressão;
estanqueidade do atuador, tanto em alta como ein baixa pressão;
toque máximo requerido quando se opera a válvula através da interface de
acionamento manual por torque (nzunucil override);
passagem plena das válvulas, quando as mesmas estiverem abertas.
capazes de verificar o
Embora a API solicite a realização de testes f~u~cionais
fimcionamento do conjunto válvuldatuador, conforme suas normas, não há menção de
como estes testes devem ser realizados nem quais são os critérios de aceitação.
No capítulo 4 será apresentada uma inetodologia capaz de testar os conjuntos
válnilda~iadore de definir q~iailtitativaiileiiteum critério de aceitação para os testes de
aceitação em fábrica (FAT) baseados nos dados colhidos nos testes de qualificação (PVT).
2.5 Aspectos Relacionados aos Testes
Serão apresentados, adiante, os principais aspectos que infiuenciain tanto os testes
de homologação do projeto através da qualificação de seu protótipo (PVT), como os que
influenciam os testes de aceitação de fábrica (FAT).
2.5.1 Requisitos da API
As norinas API-6A [3] e especialmente a API-17D [2] apreseiltain critérios que
costumam ser adotados por gsailde parte dos fornecedores e das operadoras de petróleo.
São normas que cobrem diversos o~ltrosaspectos além dos testes de homologaçãolqualifi-
cação (PVT) e dos testes de aceitação do produto em fábrica (FAT), abordando desde o
projeto até a seleção e rastreabilidade dos materiais empregados. Serão apresentados
basicaineiite os aspectos referentes aos testes, recoinendando-se a leitu-a mais iniiiuciosa
destes doc~uneiitos.
Com respeito ao coinportainento fimcional do conj~~nto
válvlilalatuador, alguns
pontos podem ser destacados da API-17D, sendo que os critérios de aceitação são
esseiiciahneiite dos testes de PVT, já que nos testes de FAT não há menção explícita dos
critérios de aceitação.
1. A pressão máxiina para o acionainento hidsá~ilicode iiina válvulafail safe cluse (upen)
d~u-antesua abertura (fechainento) deve ser de até 90% da pressão máxiina de trabalho
(PMT) do atuador;
2. A contra-pressão Iiidráulica iníiiina para o retorno (bnck-pressure) de tuna válvula fcd
scfe dose (open) durante seu fechainento (abei-t~~ra)
deve ser de pelo menos 100 psi
acima da pressão ambiente;
3. A prof~indidademáxima de trabalho do conjunto válviildatiiador deve atender aos dois
critérios acima, coilsiderando as seguintes coildições adicionais:
a. A pressão absoluta no corpo da válvula é de 14,7 psi (O atmosfera manométrica) até
a pressão niáxima de trabalho.
b. A pressão diferencial da válvula quando de seu fechainento, deve ser igual à
pressão do corpo da inesma.
4. A densidade da água do mar é de 1,O30 g/cin3.
A API-17D estabelece que, q ~ ~ a n t aos
o
testes de desgastelei~vellieciinei~to
acelerado, o coiijiinto válwldatuador deve ser operado 200 vezes sob pressão diferencial
plena (100% da PMT); já para os testes de teniperatwa, a mesma norma API solicita
3 ciclos completos, excursioilando-se desde a teinperat~iramíiiiina até a máxiina.
Na API-6A existe ainda o conceito de scaling, que consistc em utilizas dados de
teste de uma inesina fainília de prod~itos,com determinadas restrições. A API entelide que
tiina fainília de produtos deve ser baseada nas mesinas premissas de projeto adotadas na
coiitig~iraçãofísica e fiincioiial dos equipamentos, assim como o nível de tensões de
projeto, em relação às propriedades mecânicas dos materiais, deve ser baseado nos mesmos
critérios de análise.
Quanto às restrições ao scaling citadas na API-GA, existem verificações pelas
classes de pressão, de temperatura, do fluido de processo e ainda pelo tamaiiho. No scnling
por tamanho ou bitola, a API aceita que os resultados do teste de uma bitola de produto
possam ser usados para validar outros produtos com uma bitola maior ou menor do que a
do produto testado.
2.5.2 Condições reais de trabalho
O conjunto válvuldatuador que opere em condições submarinas, em especial em
ágiias profundas, encontra alg~iinascondições de trabalho um pouco diferentes do que as
citadas nas normas API, implicando em condições operacionais às vezes uin pouco mais
adversas.
As Condições Ambientais e o Fluido de Controle
2.5.2.1
Um dos fatores ineilcionados no item anterior seria a própria profimdidade que-.
eleva a pressão liidiostática reinante i10 atuador e em sua linha de controle, s~~binetendo
o
fluido a runa compressão sigiiificativa, a ponto de alterar a densidade real do fl~iidode
controle.
Oritro fator seria o fato de que, a partir de alguinas centenas de metros de
prof~mdidade [45], o perfil de teinperat~uasjá está bastante reduzido, apresentando
tenlpeiatusas que se aproximain dos 4" C, que é a teinperat~rana q ~ ~aaágua
l
se apresenta
tainbéin se
com maior densidade. Sendo assim, a linha de controle do atuador l-iidrá~~lico
apresenta resfriada, contraindo o f l ~ ~ i ddeo controle no seu interior que apresentará maior
densidade.
A combinação destes dois efeitos na conqxessibilidade e na retração téimica do
resulta que o peso da coluna
fluido de controle usado no conjunto válv~~ldatuador,
lidrostática do fluido será maior do que o calculado com suas propriedades em condições
de laboratório (pressão atmosférica e temperat~lrade 20 a 25" C).
2.5.2.2
A Linha de Retorno do Atuador
Quando o conjunto válnila/atuador é operado por um sistema liidrá~ilicodireto, a
despress~irizaçãodo atuador é feita na plataforma. Isto gera uma condição adversa ao
retorno do atuador, pois a unidade liidráiilica não está colocada ao nível do mar, mas sim
nuna inesalnível da plataforma que está elevada cerca de 20 a 40 inetros (dependendo do
tipo de plataforma e sua condição operacional). Coilsiderando-se Liin fluido com densidade
siinilar à do mar, isto produziria u n a contra-pressão de 30 a 60 psi. Para considerar este
efeito, a API-17D estabeleceu o req~lisitoda míniina contra-pressão de retorno ser maior
ou igual a que 100 psi.
Se o sisteina de coiiti.ole for do tipo eletro-liidrá~ilicoin~iltiplexado,o retorno do
atuador poderá ser feito por uma linha de controle retornando à plataforma ou por uma
lilha de descarte do fluido de controle (se ele for base-água e apresentar
biodegsadabilidade); nesta íiltima coiifig~u-ação,o mód~ilode controle possui rima válwila
de retenção para impedir o ingresso indesejado da água do mar pela lilha de descarte,
evitando assim a contaminação de todo o sistema. Esta válvula de retenção geralineiite é
constituída por Luna esfera pressionada por tima mola contra uma sede cônica, o que requer
~ i m apressão para a energização desta válvula e a conseqiiente passagem do fluido pela
linha de descarte.
Dados de fornecedores de sistemas de controle para manifolds indicam que a
pressão de pré-carga de mola para a eiiergização da válvula de retenção é de 30 a 50 psi.
Esta contra-pressão ao movimento de retorno do atuador possui valores similares aos
gerados pela altura de 20 a 40 metros de altura entre a unidade de press~irizaçãona
plataforma e o nível do mar (30 a 60 psi), usualmente conhecida como air-gap.
A soma dos efeitos de maior peso de col~maliidrostática de fluido (em relação à
coluna de água do mar) e da contra-pressão gerada pelo air-gap ou pela pré-carga da
válvula de retenção, geram ~iinacontra-pressão estática de retomo (back-pressure) que
pode ser comparável ao requisito de contra-pressão míniina de 100 psi, da API-17D.
Sihiações podem então ocorser em que o atuador não consiga gerar uma pressão maior do
que a contra-pressão estática reinante, res~iltaildona falha do atuador em retorilar a válvula.
2.5.2.3
Influência da Pressiio Externa
Nosinalmente a pressão interna na válvula costuma ser maior do que a exterila,
sendo adequadamente verificado nos testes de PVT e FAT. No caso de águas mais
profkdas, entretanto, a pressão exterila é da inesina ordem de grandeza (3000 metros de
Iâinina d'água eq~iivalema aproxiinadamente 4400 psi) da pressão máxima de traballis
usual (5000 psi).
Neste caso, seria importante verificar a integsidade estr~~turaldo coilj~mto
válmilaíatuador e a funcioilalidade das vedações estáticas da válvula submetidas a pressão
externa. Já se testem~mhoufalha do anel de vedação entre o coipo da válvula e o bonnef
(vide Figura 2.2), quando um equipainento foi testado apenas com elevada pressão externa.
Esta falha gerou outro modo de falha, o vazaineiito da pressão inteina para o exterior,
exigindo a s~ibstit~iição
do anel.
Com base na real possibilidade de falhas do conjunto válv~ila/ahiadorsob efeito da
pressão externa, é altamente recoinendável realizar testes de verificação à pressão externa,
executados d~u-anteos testes l~perbáricosdo PVT ou em testes de integridade em
protótipos específicos para este fim, já que as maiores pressões requeridas podem não ser
alcançadas nas câmaras hiperbáricas que são usadas para se testar o coilj~mto
válwilaíatuador iiunl PVT.
Quanto ao atuador, a influêiicia da pressão externa é pouco significativa, já que o
fiulcioilaineilto dos atuadores geralmente utiliza a coinpeilsação de pressão na câmara da
mola como uma característica coiistr~~tiva.
Os testes de PVT podem ser utilizados como
boa ferramenta de verificação desta coiidição de trabalho do atuador.
2.5.3 Requisitos da Petrobras
A Petsobras iitilizou como ponto de partida as normas da API e a experiência de seu
coipo técnico e dos fornecedores para elaborar seu próprio coilj~mtode requisitos para os
testes de PVT e FAT. Ao longo do tempo, estes critérios foram sendo revisados, não sendo
escopo deste trabalho apresentar as diversas modificações que oconera~n.Coiltudo, os
priilcipais requisitos da Petrobras que diferem ou coinplementam aqueles coilstantes nas
normas da API são ineilcionados a seguis.
2.5.3.1
Valor da Contra-Pressão de Retorno Mínima
O peso da coluna hidrostática dos fluidos base-água é maior do que a pressão
l-iidrostática do mar. Sendo assim, pelo critério da Petrobras, o atuador deve retornar com
pelo menos uma contra-pressão de 100 psi acima da coluna hidrostática de .fluido, já
considerando-se os efeitos da compressibilidade e da retração téi-inica sobre o mesmo.
2.5.3.2
Incertezas de Medição
Embora a API-6A indique que os dispositivos para a medição de pressão dos testes
devam ter precisão de pelo menos 0,5% do filildo de escala, este requisito é insuficiente
para garantir uma boa confiabilidade dos resultados, como será visto adiante.
A Petrobras considera que os erros de instr~iineiitação,ou suas incertezas, devem
ser incoiporados ao critério de aceitação, de forma a não comprometer o requisito de
contra-pressão mínima. No caso, se for realizado um teste hipeibárico simulando 2000
inetros de profimdidade, isto é, cerca de 2930 psi, 1111111 atuador com pressão de atuação de
3000 psi, usando-se iilstrumentos com 0,2% de precisão no fimdo de escala, a incerteza na
medição da pressão da câmara hiperbárica (medida por um transinissor de pressão de 5000
psi) seria de 10 psi, eilquanto que a incerteza da medição da pressão do atuador (usando-se
transinissor de 10000 psi de fimdo de escala) seria de 20 psi. Neste caso, a incerteza total é
de até 30 psi, e deve ser incorporada aos critérios de aceitação do atuador.
2.5.3.3
Testes de Vedação
Embora as normas da API ineilcioilem que o critério de aceitação para testes de
vedação é literalmente descrito como "Valves shall show no visible leakage during each
holdingperiod.
I',
ou seja, não é admitido vazamento visível d~u-anteos períodos de teste de
vedação, a API-6A no seu anexo F define que "A pressão deve ser considerada estabilizada
quando a taxa de vasiação da pressão não for maior que 5% da pressão de teste por hora ou
500 psi/hora (3,45 MPaIh), o que foi menor". Como nem sempre é possível acoinpaiil-iar
visualmente as áreas e coinpoilentes sob teste de vedação, a indústria recorre a uma
identificação indireta dos vazaineiltos utilizando a variação de pressão. É comum se
constatar entre tradicionais fornecedores de equipamentos de petróleo alguma coiSusão na
adoção deste conceito de estabilização de pressão, quando se tenta ~ltilizá-10como critério
de aceitação para o testes de vedação, não só no conjunto válvula/atuador como em outros
equipamentos e componeiites (anéis, conectores, etc.).
A Petrobras, entretanto, ~itilizao critério de vnzunzento visível zero, da API. Se
houver a necessidade de se identificarem vazamentos por variações de pressão, a Petrobras
não coiisidera o critério de estabilização de pressão da API como adequado e, por isso, não
o utiliza. Assim, se houver variação (queda) de pressão durante o período de teste, tal
variação pode estas sendo causada por um vazamento, ou então por variação de
temperatua ambiente dt~ranteo teste. É necessário o acompanhamento da temperatura
durante os testes de vedação. Apesas de mais demorados, os testes de vedação da Petrobras
são executados desta forma há anos, sendo plenamente factíveis não apenas para o PVT
como para o FAT, já tendo contrib~iído para identificar problemas tanto no
projetolprotótipo como no prod~itofinal (FAT).
2.5.3.4
Testes de Torque no Mnrzual Override
Os testes para a verificação da iuterface de acionainento por ROV (Renzote
Operated Vehicle), também chamada de nzunual override, identificam o tosque necessásio
para executar este tipo de acionainento ao longo de todo o CLU-so
de avanço e de retorno do
atuador. São realizados testes de torque com pressão diferencial na gaveta ou com pressão
zero no corpo da válvula.
Os primeiros testes de PVT feitos no Brasil verificavam o torque em condições
atinosféricas e hiperbáricas, apresentando resultados que deinonstrarain que as condições
mais críticas de operação ocorriam ao nível do mar. Visando siinplificar os ensaios, os
testes hiperbáricos de torque deixaram de ser exigidos no PVT, realizando-se apenas a
condição atinosférica, mais crítica para as concepções de atuadores já testadas.
Contudo, com o ingresso no mercado ilacioilal de maior ilíiinero de for~lecedores,
cada um com uma concepção diferenciada para o conjunto válvula/atuador, constatou-se
que seria necessásio retornar à execução dos testes também em condições hiperbáricas,
pois algumas concepções poderiam apresentar problemas. De fato, um protótipo de um
destes novos fornecedores precisou ter seu projeto revisado e se-qualificado recentemente.
Testes Cíclicos ou de Desgaste
2.5.3.5
Outso critério coinpleineiltar à API-17D tem sido a realização de testes cíclicos que
visam sim~rlaro desgaste operacional do conjunto válvulalat~iadord~irantesua vida útil,
realizando-se então os testes de l-ioinologação previstos na API. Tal prática, adotada 1iá
mais de dez anos pela Petrobras, tem permitido a identificação de problemas de projeto nos
equipaineiltos, sendo possível a correção elou aperfeiçoamento destes eq~~ipaineiltos
ainda
antes dos fornecedores iniciarem a fabricação dos produtos finais. Os resultados das
qualificações já realizadas pela Petrobras, ilustram a relevância destes testes, pois boa pai-te
dos problemas identificados ocorreu após a ciclagein [36] , [39].
Ao longo da execução dos ciclos, a Petrobras requer a realização de testes de
deseinpeid~oe de vedação intermediários, de forma a conhecer como a ciclagein afeta as
principais características do conjunto válvula/atuador. A especificação técnica que rege os
testes de PVT daquela empresa foi revisada para realizar testes cíclicos também no sistema
de acionainento manual por torque, de forma a siindar o desgaste neste mecanismo.
Testes Cíclicos - Determinação do Número de Ciclos
2.5.3.6
A Petrobras realiza 3700 ciclos em testes de protótipos, sob pressão diferencial
plena na válvula, para siinular o desgaste d~u-antesua vida írtil, coilsiderando-se algumas
ferramentas de estatística e confiabilidade. Tal número é muito superior aos 200 ciclospreconizados nas normas API, mas é da mesma ordem de grandeza que outros encontrados
na literatura: 2000 a 2600 ciclos [25] ou 10000 ciclos com relubrificação a cada 1000
ciclos [29]. Foi estimado que uma válvula de árvore de natal inolhada (ANM) pode ser
operada até quatro vezes por mês, perfazendo cerca de 50 ciclos por ano. Considerando-se
que a vida írtil projetada para uma ANM é de 20 anos, tem-se o requisito de 1000 ciclos de
operação.
A título de registro apresenta-se, no próximo parágrafo, a linha de raciocínio básica
que foi utilizada, em 1989, para a definição do níiinero de ciclos no teste de
eilvellieciineilto acelerado. O'Coimor [57] apresenta alguns conceitos inti-od~itóriosao
entendimento da norma MIL-STD 781 [4], mas um estudo da mesma e seu respectivo
inanual são necessários para um entendimento mais completo dos planos de teste da
norma, não sendo escopo deste capítulo. A norma brasileira NBR-9325 [6] também
apresenta planos de teste.
Utilizou-se na época o plano de testes XXC da norma MIL-STD 781, com risco de
decisão do cliente (p) em aceitar um equipamento com MTTF (teinpo médio pasa falhar)
menor do que €li, igual a 28,5%, e risco do fornecedor (a) igual a 28,8%, onde 0,
cossesponde à vida íitil esperada, obtendo-se ~ r n
fator in~iltiplicadorpara o teste de 3,7
vezes €li [4]. Neste plano de teste, o critério de aceitação permite até 2 falhas. Desta forma,
a ciclagem dos testes de qualificação foi determinada em 3,7 x 1000 = 3700 ciclos.
Os desgastes em protótipos que vieram a ser aprovados após os 3700 ciclos
geralmente apresentam nível baixo e condizente com a ciclagein, tendo passado sem
problemas nos testes de vedação, de tosque e de desempenho. Sendo assim, é razoável
supor que a taxa de falhas, denominada pela letra h, é constante.
No caso de taxa de falha constante, tanto a função densidade de probabilidade, f(t),
segue t m a distribuição exponeixial como a f~inçãoconfiabilidade, R(t), podem ser
expressas como:
Considerando-se que Luna grande paste dos protótipos aprovados nos testes de
qualificação não apresentou falhas durante os testes, é possível calcular a confiabilidade
iníuiina do protótipo, supondo-se que o MTTF seja igual ao limite do teste. Como a taxa de
falhas h é o recíproco do tempo médio para falhar (MTTF), e considerando-se o teinpo t
pode ser adequadamente substituído pelo número de ciclos ao longo da vida, chega-se a:
Na realidade, a ciclagem real das válvulas é muito menor do que 1000 ciclos, de
modo que a coiifiabilidade verdadeira é muito maior que apenas 76%. Ao longo dos anos a
Petrobras adquiriu experiência suficiente para estimar mais precisamente a ciclagein como
sendo de 4 ciclos por ano, segundo dados da E&P-BC/GENPO/GOSUP [42].Neste caso,
ciclagem ao longo da vida de 20 anos seria de apenas 80 ciclos, e a confiabilidade nestas
condições s~ipoildo-se
R(
O fall1as@3700 ciclo.^
uso= 80 ciclos
MTTF equivalente aos 3700 ciclos do teste de qualificação seria:
--
) 2 e 3700
~
( fahas@3700
0
uso= 80 ciclos
>
) - 97,8 %
Supondo-se, entretanto, que possa haver até 2 falhas nos 3700 ciclos, conforme
definido pelo plano de testes XXC da norma MIL-STD 781, pode-se entender que o MTTF
de -Limaválvlila seria de 3700 ciclos divididos pelo fator m~iltiplicadorde testes, neste caso
3,7. Assim, é esperado ~ i i uMTTF de pelo menos 1000 ciclos, com O falhas.
Se for utilizado o mesmo ilíimero de ciclos (3700) para q~ialificarANMs e
maiiifolds, que possuem respectivamente taxas de operação de 4 ciclos m~iaise 12 ciclosanuais ao longo de 20 anos, a coiifiabilidade res~iltaiiteficaria:
R(
Ofidl1as@1000 cicla
ZCSO= 80 ciclos
R(
O fall1ns@1000 ciclos
zrso= 240 ciclos
--
1000
)>e
O fall~as@l000
80 C,,
R(,,
) 2 92,3 % (ANMS)
(2.5)
cicios) 2 7897 % (mnnifoh's)
(2.6)
- .
--
)>e
1O00
O fall~ns@1 O00
=)
R(,,,,
Eilquanto que a confiabilidade da ANM pode ser considerada satisfatória, a confiabilidade do nznnifold pode ser iilsuficieilte para um equipamento residente no fii11do do mas
e que não pode ser reciiperado sem grandes prejuízos fiiianceiros e de prod~ição.
Baseada na identificação destas coi~abilidades,é possível propor um níunero de
ciclos de teste para outros equipamentos que possuam diferentes taxa de uso ao longo de
sua vida íitil. Uma dessas proposições [42] utiliza a coiifiabilidade máxima (R(t) E 97%)
alcançada para as árvores de natal molhadas (ANM) e utiliza o plano de testes XXIC, com
a = 30,7% e f3 = 33,3%, com tempo de teste de 1,l vezes o MTTF (ou ciclos de vida) e
zero falha como critério de aceitação. Entretanto, fornecedores têm reclamado que zero
falha é ~iimameta difícil de ser atingida, pois diversos problemas de mortandade precoce
poderiam existir nos protótipos. Por 0~iti.olado, planos que aceitem um níimero maior de
falhas ao longo dos testes possuem tainbém um fator inultiplicador elevado, que poderia
exceder a ciclagein projetada para uin íu-iico protótipo e obrigaria o fornecedor a utilizar
mais de um protótipo, com maiores custos de qualificação.
Sendo assiin, a determinação de q~ialcoilfiabilidade será requerida para cada
equipamento e do plano de testes que será adotado, é Luna decisão que extrapola a esfera
técnica.
2.5.4
Características do Fluido de Controle
No início da produção de petróleo offshore, os fluidos de controle utilizados nos
conjuntos válvula/atuador eram à base de óleo inineral. Fliiidos base-óleo possuem menor
densidade que a água do mar e a pressão hidrostática do fluido na linha de controle é
sempre menor que aq~iela calculada pela API-17D. Entretanto, fluidos base-óleo
apresentam diversas desvantagens de uso, técnicas e econôniicas, quando coinparados com
os fluidos que são à base de água. Os f l ~ ~ i d obase-água
s
possuem duas grandes vantagens
que são: primeiro, a sua baixa viscosidade, que inelliora os tempos de resposta do sistema;
segundo, a possibilidade de descarte destes fluidos no mar, eliminando assiin a linha deretorno.
A Petrobras tem increinentado o uso de fluidos base-água p u a as lililias de
controle. Um dos principais componentes deste tipo de fluido é o etileno-glicol, ein
concentrações que variam usualmente de 10% a 50%, onde as maiores conceiltrações são
necessárias em climas com temperaturas abaixo de 0°C; a porcentagem restante é
basicamente de água deionizada, com pequena concentração ( < 5%) de outros aditivos
(ailticorrosivos, biocida, antiespuinante, etc.). Como o etileno-glicol possui densidade bem
superior à da água, a densidade dos fluidos base-água é inaior que a da água do mar. Além
disso, a coinpressibilidade tainbém é maior que a da água, de forma que à medida que a
profimdidade aumenta, a densidade do fluido cresce mais rapidamente que a densidade da
água do mar, que se altera pouco. O~itrofator importante é a retração térmica dos fluidos
base-água, ocoireiido aumento de sua densidade com a redução de teinperatura, como já
citado.
O fluido HW-525, fabricado pela empresa Caining Ltd, é o principal fluido
utilizado pela Petrobras em aplicações offshore, possuindo cerca de 25% de etileno-glicol.
Os efeitos combinados da pressão hidrostática e da teinperatusa ambiente são sumarizados
na Tabela 2.3.
Tabela 2.3 - Propriedades do Fluido Oceai-iic HW-525 [43]
Densidade (glcmA3)
PRESSÃO (bar)
0°C
20°C
40°C
O
1 O00
1,043
1,093
1,039
1,089
1,035
1,085
Estes resultados serviram de base para defiilir a densidade que deverá ser utilizada
i10 cálculo
da col~mal-iidrostática de fluido, corselacioi~adocom ~ r ndos critérios de
aceitação da Petrobras. A Tabela 2.4 sumariza os resultados do cálculo da densidade média
ou equivalente pasa o fluido HW-525, mais utilizado ein iastalações subinariilas no Brasil,
ein fimção da profuildidade, medida em inetros de coluna de água (111 1.d.a.).
Tabela 2.4 - Densidade equivalente pasa o fluido HW-525 eill fiulção da profididade
(coilsiderando os efeitos de compressibilidade e retração térmica)
Profundidade
I
O até 500
P equivalente
/
1,0443
Uma 0iiti.a característica importante do fluido é a coinpatibilidade do mesmo com
os diversos materiais utilizados na unidade l-iidsáiilica de press~tsização,no i n ó d ~ ~ lde
o
coi~tsoleeletro-liidrá~dico(se existir) e i10 atuador, principalmeilte coin os elastôineros e
plastôineros. Tal cuidado se estende ao fluido da câmara de coinpeixação da mola, que
geralmente não é igual ao do sistema de pressurização do atuador, mas estes dois fluidos
devem ser preferencialmente compatíveis entre si. Para tal, o fornecedor deve apresentar
estudos de compatibilidade e de envelhecimento dos materiais em contato com os fluidos
envolvidos.
2.5.5
Concepção Construtiva da Válvula e do Atuador
De um modo geral, o conjunto válvula/atuador é composto por uma válvula tipo
gaveta, de um atuador hidráulico com retorno por mola e dotado de um mecanismo para
operação manual, através de uma interface para uma ferramenta de torque. A Figura 2.2
ilustra os principais componentes do conjunto válvula/atuador.
Posição Fail Safe (C
Montante
1
Gaveta
Back-Seat
'~usante
VÁLVULA
/Atuador
(fluido azul)
,,
.
Compensação da Mola (Fluido Amarelo)
BONNET
\
Posição Acionada (Open)
Figura 2.2 - Conjunto válvula/atuador em corte, pasa uma válvula normalmente fechada
vai1safe dose), na condição fechada (corte superior) e
na condição atuada (corte inferior).
2.5.5.1
Gaveta e Se
A válvula consiste basicamente de um corpo de aço forjado e usinado para alojar as
sedes de montante e de jusante (em rosa, na Figura 2.2) que trabalham contra a superfície
lapidada de uma gaveta de faces paralelas e criam, nas duas faces da gaveta, superfícies de
vedação metal-metal, isto é, um tipo de vedação onde as superfícies que propiciam a
vedação são de natureza exclusivamente metálica. No caso da interface sedelgaveta, a
vedação metal-metal é diiiâinica, pois veda até inesino quando a gaveta se desloca contra
as sedes.
2.5.5.2
A Pressurização do Corpo da Válvula
O projeto das vedações de cada sede com o corpo da válvula é tal a vedação metalmetal entre sede e gaveta deve ser sempre com a sede de jusante. Assiin, o corpo está
praticamente na mesma pressão que a linha de montante, pois as vedações da sede de
montante deixam passas o fluido, press~ií-izaiidoo corpo. Quando a gaveta está na posição
fechada e 1iá um grande atrito entse a gaveta e a sede de jusante, este recusso é essencial
pasa ajudar no retorno do atuador, pois a pressão do corpo ah~andona área da haste gera
uma força de expulsão da haste para fora da válvula [7], [8] e [32].
2.5.5.3
As Vedações da Haste no Bonnet
A inoviinentação da gaveta é feita através de unia haste, fixada na gaveta por um
mecanismo de chaveta ou de encaixe com a forma de T. Esta haste passa pelo bonnet da
válvula (castelo) através de rima vedação primária, elastoniérica, capaz de vedar
diiiamicaineiite os líquidos e gases existentes no coi-po da válvula. No material desta haste
existe uma conicidade saliente que serve de fui1 de curso superior (supondo a válvula
abaixo do atuador), também chamada de back-seat, para o movimento de retorno do
atuador. No bonnet existe um alojamento que acomoda a conicidade da haste e cria unia
superfície de vedação metal-metal, apenas quando a válvula está com o atuador totalmente
retorilado; nesta situação diz-se que o back-seat vedou.
2.5.5.4
Principais Componentes do Atuador
A base do atuador é ligada ao bonnet ou estes dois coinponentes se conf~~ndein,
dependendo da coiicepção do fabricante. Assiin, o atuador consiste essencialmente de:
um pistão acionado hidraulicamente,
Luna mola para garantir o retorno do coiijunto válvulalatuador,
uma camisa externa para acomodar os coniponentes iuternos do ah~ador,não
devendo ser usada para guiar a mola.
tun inecanisino de operação manual (manual ovewide) através de um inecanisino
de fi~soe de uma interface rotativa,
e
uma câmara de compensação de pressão, tomando o atuador quase insensível à
influência da lâmina d'água (profundidade),
e
um mecanismo capaz de indicar a posição da válvula: aberta ou fechada e
Dependendo da concepção do projeto, a haste inferior (encaixada na gaveta), o
bonnet, a vedação primária e a vedação metal-metal da haste no bonnet (back-seat)
também fazem parte do atuador.
Todos estes componentes são montados minuciosamente, devendo obedecer a
tolerâncias de montagem e alinhamentos bastante precisos, sob pena de criar problemas
operacionais elou desgastes prematuros. Dependendo da concepção construtiva do
conjunto válvuldatuador, como por exemplo o número de hastes que um conjunto possua,
o projeto pode ser mais ou menos sensível a desalinhamentos e problemas de montagem.
A Figura 2.3 ilustra a desmontagem do conjunto válvuldatuador e a inspeção de seus
principais componentes.
Figura 2.3 - Desmontagem do conjunto válvuldatuador e principais componentes.
2.5.6 Função da Válvula: Fail Safe Close ou Pai1 Safe Open
2.5.6.1
Válvulas Fail Safe Close
A Figura 2.2 apresenta o tipo mais usual de válvula submarina, que é a válvula
gaveta ilorinalmente fechada Cfuil safe dose ou FSC). As árvores de natal molhadas
(ANMs) praticamente só usam este tipo de válvula; a maioria dos nznnifolds s~ibinarinos
utiliza mais de 50% de suas válvulas como sendo gaveta tipo FSC. As bitolas mais usuais
das válvulas FSC para ANMs são de 5 '/8", 2 '116" e de I", e para os n~anifoldssão de
4 'll6"e 2 1/16yy, 1" e 6", nesta ordem de freqiiêilcia de uso.
O filro de ~ i m aválvula gaveta FSC só está aliidiado com a passagem das sedes
quando a ahiador está totalmente acionado. Para isso, o h o de passagem da gaveta deve
estar situado na parte superior da gaveta, próximo da liaste.
A condição de operação mais crítica para uina válvula gaveta FSC é o requisito de
valor mínimo de pressão de retomo (nzininzzm back-yresszre), conforme o item 2.5.3.1,
pois a mola deve realizar o retoriio na condição de menor pré-carga e com profiuldidade
máxiina. Nem sempre a pressão zero no coi-po é a pior situação de teste para a condição
acima; a Petrobras já identificou em qualificações anteriores que, as vezes, a pior situação
para se atender ao valor iníiuillo de pressão de retorno ocoi-reu quando a válvula se
encontrava sob pressão diferencial máxiina. Por isso é iinpoi-taiite verificar este critério de
aceitação nas duas condições extremas: pressão zero no corpo e pressão diferencial
máxima.
Uma o~iti-acondição importante a ser verificada é a pressão máxima no atuador para
se realizar abertusa da válvula FSC na profiindidade mínima. Nestas condições, o atrito
sede com gaveta é máximo, somado com a força de expulsão (pressão do corpo atuando lia
área da haste) e sem ter o auxílio da pressão da coluna l~idrostáticafavorecendo a entrada
da haste no coi-po da válvula [7]. Embora seja iinpoi-tante verificar esta condição
operacional, priiicipalineilte para eq~iipainentosprojetados para grandes lâminas d'água,
dificilmente o conjunto válvulaíatuador apresenta problemas neste cenário, até porque
ultimamente os fornecedores têm optado por utilizar maiores pressões de atuação [8].
2.5.6.2
Válvulas Fail Safe Open
Os fornecedores e fabricantes de válvulas gaveta utilizam a mesma concepção
construtiva no conjunto válvuldatuador, com um mínimo de alterações. A alteração inais
iinportante é que, na posição de repouso do atuador, o furo de uma válvula gaveta FSO já
está alinhado com a passagem das sedes. Para isso, o íÜso de passagem da gaveta deve
estar sihiado na parte inferior da gaveta, afastado da haste.
Uma outra alteração em coinparação c0111 u n a válvula FSC, nem sempre adotada, é
a inversão do sentido de rosca no mecanismo de acionamento manual (manual override)
para que, dusante uma intervenção submarina o operador não precise se preocupas em
saber se a válvula é FSC ou FSO; bastaria girar no sentido liorário que a válvula (FSC ou
FSO) seria fechada, ou girar no sentido oposto para abri-la.
Ein termos operacionais, as coiidições mais críticas são conceitualmeilte similares
às que ocorrem nuina válvula FSC. Se for considerado que os ahiadores das válvulas FSC e
FSO são diinensionalinente idênticos, exceto no sentido da rosca citado acima, podem ser
feitas algumas análises inais específicas.
A condição mais crítica para o retomo do conjunto válvula/atuador tipo FSO é com
pressão zero no corpo, pois na condição de pressão difereilcial máxima (válvula fechada), a
mola está mais comprimida numa válvula FSO que nuina FSC e o auxílio da mola para oretorno da gaveta é maior.
Já no avanço do atuador, após o fim de comunicação entre montante e jusante,
ocoi-se a pior situação para o atuador, que tem que vences os altos atritos, a alta compressão
da mola e a força de expulsão na haste. Este efeito se agsava em menores profimdidades.
No passado os fornecedores e as operadoras testavam apenas as válvulas FSC,
considerando que as FSO eram projetos (e produtos) adaptados das FSCs e que a
qualificação de uma válvula FSC autoinaticainente implicaria na aprovação de sua
congênere FSO. Embora em linhas gerais a válvula gaveta FSO aparente ter uma operação
menos crítica do que uma FSC coi-sespondente, é essencial realizar testes de PVT e de FAT
nos dois tipos de válvula. A Petrobras iuiciou a realização de testes de PVT em válvulas
gaveta FSO no ano de 1999; apesar dos resultados dos testes serem de acesso/di~ilgação
restrita, pode-se comentar que os mesmos apontam para a necessidade de se considerarem
os eq~~ipaiiieiitos
de forma independente e qualificá-los como tal, isto é, a qualificação de
u n a válvula FSC não qualifica a FSO cossespondeiite.
2.5.6.3
Válvulas com Haste Flutuante Inferior (Plzg Bnlc~rzce)
A condição mais crítica muna válvula FSC é geralmente o retoi-ilo do atuador
quando a pressão do corpo é zero, coino descrito anteriormente, quando a pressão da
coluna hidrostática é alta. Uin recurso constr~itivoque permite estender a profundidade de
operação de um conjunto válvula/atuador sem alterar o projeto do atuador (mola, área do
pistão e da haste, etc.) é utilizar uma haste flutuante na parte inferior da válvula, também
chamada deplug balance, como ilustrado na Fig~xa2.4, que funciona da seguinte maneira:
Quaiido a pressão no corpo é menor do que a pressão da lâmina d'água, a haste inferior
fica acoplada coin a gaveta, coino se o atuador tivesse uma haste passante. Nesta
condição, o atuador recebe a ajiida da pressão da coluna liidrostática do mar sobre a
área da haste inferior, ajudando a retoriias o atuador.
Quaiido a pressão do corpo é maior do que a da coluiia hidrostática do mar, a haste
inferior se desacopla da gaveta, ficando retraída no alojamento do cospo. Nesta
condição o atuador se coinpoi-ta coiilo um atuador coiiveiicional de válvula.
Diferente de urna válvula FSC coilveiicional, u n a válv~ilaFSC com ylug balnnce
apresenta a condição de retorno mais crítica quando a pressão do corpo é igual à da.
pressão ambiente (mar). Nesta condição, a haste flutuante inferior não possui
diferencial de pressão e não consegue aiixiliar no retorno da gaveta.
Assim, imina válvula deste tipo é esseiicial que nos testes liiperbáricos de PVT que
siin~ilamas diversas profimdidades, sejam verificadas as condições operacionais de pressão
zero no corpo, de pressão diferencial máxima na gaveta e de pressão difereixial na gaveta
igual à pressão da câmara hiperbárica.
Haste Inferior
Acoplada à Gaveta
~ioraso:
Haste Inferior
Desacoplando
Haste Inferior
Desacoplada
P corpo
P corpo = P mar
P corpo > P mar
P mar
Figura 2.4 - Principais condições operacionais numa válvula FSC com haste flutuante
inferior (plug balance).
2.5.7 Assinatura da Válvula
Pode-se entender melhor o comportamento do conjunto válvuldatuador durante o
avanço/pressurização ou o retorno do atuador se for utilizado um gráfico temporal,
monitorando-se as pressões de montante, de jusante, do corpo e do back-seat da válvula,
junto com as pressões do atuador e da câmara hiperbárica. As curvas obtidas representam o
comportamento funcional do conjunto válvuldatuador nestas condições. Decidiu-se
chamar tal gráfico de assinatura do conjunto válvulaJatuador pois cada válvula, de cada
fabricante, apresenta um conjunto característico de curvas para as diversas condições
operacionais (pressões intesna e ambiente). A Figura 2.5 ilustra uma assinatura típica de
uma válvula FSC em um teste de desempenho atmosférico real, executado durante um
FAT. Procurou-se interpretar e explicar, adiante, o comportamento da válvula FSC num
teste de desempenho típico.
Uma válvula FSC está fechada quando não existe pressão no atuador (maior do que
a coluna liidrostática de fluido de controle). Nesta coildição, o corpo da válvula está
aproximadaineilte na pressão da linha de montante, até o instante do início de abertura da
válvula, quando a pressão do coi-po e a de inontante se igualam. Enquanto a válvula está
fechada existe uma grande pressão diferencial, que gera uma elevada força de atrito oposta
ao movimento do atuador. Pasa o movimento de abeihxa de uma válvula FSC, a pressão
no atuador deverá ser suficieiltemente maior para superar tal atrito, o que deve ser previsto
no projeto. Assim que a válvula FSC abre, o atrito (entre sede e gaveta) cai drasticamente e
o atuador pode continuar a deslocar a gaveta e coinprimis a inola. Ao atingir o fim de curso
do atuador, quando a gaveta permitirá uma passagem plena através do bloco da válvula, a
pressão do atuador sobe abruptamente.
Com a despressurização do atuador se inicia o retoriio da gaveta à sua posição de
repouso @i1 sufe). No caso da válvula FSC, o início do movin~entode retorno ocorre com
a gaveta abesta. A medida que a gaveta retorna e a mola se desconlprime, a pressão no
at~iadordecresce. No ponto em que a gaveta corta a com~inicaçãoentre montante e jusante,
susge u n a pressão diferencial na gaveta que eleva os atritos, roubando a força de retorno
da mola; cai então a força l i q ~ ~ i resultante
da
para pressurizar o fluido no pistão do atuahor.
Apesar dos atritos elevados (se houver pressão diferencial), da mola menos conlpriinida e
da pressão ambiente (mar) tentando abrir a válvula, o atuador continua fazendo retomar a
gaveta até o momento em que ocorre a vedação do back-seut do bonnet. Neste instante,
como cessa o movimento do atuador e toda a carga da inola está escorada naquela vedação
metal-metal, a pressão de retorno do atuador desce abruptaineilte.
Quando o teste de desempenho é realizado em câmara I~ipesbárica,os seus valores
de pressão são adquiridos simultaneamente com os demais valores de pressão do coilj~mto
válvula/atuador, podendo-se traçar a assinatura da válvula tanto em valores brutos de
pressão (pressão manométrica lida no painel de teste) ou em valores relativos a pressão
hidrostática da câmara lliperbárica. De qualquer forma, o compoifamento conceitual da
válvula é o inesino, quer num teste de deseinpeiilio atinosférico quer num hiperbásico, mas
os valores numéricos são iiiflueiiciados pela pressão liidrostática da lâmina d'água, como
será visto à frente.
Válvula 4" FÇC (SL4891)
dP na Gaveta = 3500 PSI - FAT Teste 2 de 4
12lJUU2000
O
20
40
60
80
100
120
140
160
180
200
220
240
26(
Tempo (s)
Figura 2.5 - Assinatura de uma válvula FSC de 4" em um teste atmosférico
com pressão diferencial de 3500 psi, durante um FAT.
2.5.8 Identificação dos Pontos Notáveis
A descrição das etapas de avanço e de retomo do conjunto válvulaíatuador permite
resumir os principais pontos de importância para a análise funcional de um conjunto
válvulaíatuador, através de sua assinatura colhida durante um teste de desempenho. Os
pontos notáveis descritos adiante iniciando com a letra A se referem ao avanço ou
pressurização do atuador, enquanto que os pontos iniciando com a letra R se referem ao
movimento de retomo do conjunto válvulaíatuador tipo FSC para a posição de falha
segura. O comportamento da válvula tipo FSO é diferente da FSC, obtendo-se uma
assinatura também diferente, principalmente quando a válvula é testada sob alta pressão
diferencial. Já o ponto R4, descrito adiante, pode ser facilmente identificado nestes
tipos de válvulas, já que corresponde ao fim do movimento de retorno do atuador.
A1 - Início de movimento da haste, back-seat na iminência de abrir (inaior valor
de pressão). AssinahLiras realizadas com baixa pressão no corpo podem não
apresentar distinção (no gráfico) entre os poiitos A1 e o A2;
A2 - Iilício de inoviinento da gaveta, com o úack-seat já aberto;
A3 - Início de coinunicação ainda com pressão diferencial (crack-open com
AP), obtida como a inaior pressão lida antes da queda abrupta de pressão que
ocoi-se com a comunicação entre montante e jusante;
A4 -Início de coinuiiicação já sem pressão diferencial (crack-open sem AP);
A5 - Fim de movimento de avaiiço (observado pelo aumento súbito de pressão
até o máximo do teste, após este ponto).
R1 -Início do retorno da gaveta+haste,
R2 -1minência do fim de comunicação, ainda senz pressão diferencial @inch-off
sem AP);
R3 -Fim de coinunicação já com pressão diferencial (pinch-offcoin AP), obtida
coiilieceiido-se
experiineiitalinente esta
posição
e
despressusizando-se
rapidamente a linha de jusante da válvula, criaiido assim o diferencial de
pressão;
R4 -Fim de movimento da gaveta, valor identificado pela queda brusca de.
pressão na liill~aque inonitora a pressão do back-seat.
2.5.9 Velocidade de execução dos testes
A velocidade de avanço ou de retorno do atuador é um parâinetro importante para a
obtenção precisa dos valores de pressão para os diversos poiitos notáveis. Devido às altas
pressões de teste, é comum se utilizarem tubulações de pequeno diâinetro, com
significativa perda de carga para vazões da ordem de 1 litro/min, como pode ser observado
no degrau existente no moviineiito de avaiiço da Figura 2.5. Por isso, a velocidade de
execução do teste nas regiões onde os pontos notáveis serão adquiridos, deve ser
s~ificieiiteineiitelenta para que os efeitos viscosos de perda de carga na tubulação sejam
desprezíveis. Pode-se acelerar o inoviinento do ah~adornas demais regiões do percurso.
2.5.10 Estado do Produto
A influência do estado do coilj~mtoválwila/ahiador nos valores dos pontos notáveis
é mais perceptível quando se comparam tais valores de um conjunto novo com os valores
iiitermediários, colhidos ao longo dos testes de desgaste (para AMNs, ciclain-se 3700
vezes).
2.5.11 Precisão da Instrumentação
Enquanto que as normas da API especificam uma precisão típica de 0,594, observase que a precisão requerida para a instr~iinentaçãode testes liiperbáricos deve ser muito
mehor. Supondo-se que se deseje realizar um PVT num conjunto válvula/atuador cuja
pressão nominal do atuador seja de 3000 psi e que a lâmina d'água seja de 2000 metros,
ter-se-ia que simular na câmara liiperbárica uma pressão de 2930 psi. A pressão de teste
seria de até 5930 psi, o que exigiria um transmissor de pressão de 10000 psi de fimdo de
escala para o atuador. Para a medição de pressão da câmara, poder-se-ia usar ~ m l
transmissor de 5000 psi. Mesmo considerando a hipótese que os iudicadores digitais de
processo fossem muito precisos e que seu esso fosse desprezível, e consideraildo que os
tsai~sinissorespossuam uma incei-teza de apenas 0,2% no valor do fuiido de escala, se teria
tun erro máximo de 30 psi somando-se, conservativaineilte, os erros de cada transmissor.
O diâmetro do atuador influencia diretamente a altura de uma árvore de natal, sendouma variável importante para determinar o tainaid~odos forjados da ANM. Um conj~mto
válvlila/at~~ador
tem sua mola projetada de forma que os critérios da API e do foinecedor
sejam atendidos, sem grandes reservas de carga de compressão na mola para não
desperdiçar material. Dessa forma, é previsível que uin conj~mtoválvlila/atuador, testado
d~iianteseu PVT, apresente uma contra-pressão de retomo um pouco acima do critério de
aceitação de contra-pressão mínima de 100 psi, muitas vezes com valores menores que
130 psi. Nota-se que, se a hipótese de esso máximo ocorrer, aqueles 30 psi poderão estar
comprometendo o resultado final, causando a reprovação de um protótipo aceitável (caso
do erro fazer decrescer o valor real) ou mesino a aprovação de um protótipo deficiente, se
os erros ai-tificialinente elevarem o valor real.
2.5.12 Variação dos Componentes e Produtos
Ao longo dos anos, forain realizadas diversas qualificações pela Petrobras.
Algumas destas qualificações forain refeitas quer porque a norina API-17D fora emitida
em sua versão final, deixando de ser tuna versão preliuiiiiar (di~aft),
quer porque o conjunto
válvula/atuador era de uma válvula FSC e a segunda qualificação foi numa FSO.
Coinpasando-se os dados que deveriam apresentar valores qualitativamente iguais
nas duas qualificações, constatou-se justamente o contrário. Os fornecedores se
justificaram dizendo que houvera inudança de procediinentos internos (uso de gsaxa de
inoiltagem, ajustes, etc.) ou novos sub-fornecedores, mas que isto havia sido detectado e
estavam provideiiciando correções. Tais fatos reforçam a utilização de testes f~iilcioilaisna
bateria de testes do FAT.
2.5.13 Assinaturas de Torque
O acionainento de uin conjunto válvulalatuador submariiio é feito priucipalineiite
através da fi~nçãohidráulica do atuador. Entretanto,
0riti.o modo de acionainento deste -
conjuiito é a ~itilizaçãodo mecaiiisino de acioilaineilto inan~~al,
geralmente einpregado
quando se deseja operar a válvula e a fi~nçãohidráulica ainda não está disponível
(ex.: faltando interligação liidráulica com a unidade de superfície) ou quando se deseja
manter uma válvula operada, indepeiidenteineiite de haver ou não pressão no atuador.
---
Assiin, o desempenho fuiicioilal deste sistema secuiidário de acionainento convém
ser coihecido. Para tanto, podem ser realizados testes funcioilais de torque imito siinilares
aos do acionameiito liidráulico. Assiiiatusas de toque do atuador podem ser coletadas ao
que as grandezas de interesse
longo de todo o ciclo de acionamento da válvula. Enq~~anto
lia válvula coiitinuain sendo unidades de pressão, a resposta do atuador agora é medida em
~midadestorque, adquirida por
seiisor adequado e um sistema de aquisição de dados.
Resuiniiido, as assinatusas do acionameiito de torque são imito similares às do
acionainento hidráulico e a metodologia apresentada pode ser aplicada de forma idêntica.
3
Fundamentos Teóricos
Para se poderem analisar os dados obtidos em testes de qualificação (PVT) e de
aceitação em fábrica (FAT), é conveniente iiltrod~1ziralguns conceitos de estatística e .de
codiabilidade.
3.1 Conceitos Básicos
Quando se conhece q~iaissão os resultados possíveis de wn experiineilto, mas não é
possível antecipar seu resultado, diz-se [48] que é 11111experimento aleatório.
Já o conjunto dos resultados possíveis e diferentes de ~iinexperimento aleatório
defme seu espcrço unzostrul. Cada vez que o experimento for repetido, o seu resultado
pertencerá a esse espaço amostra1 e cada um destes resultados do espaço ainostral é
chamado de ponto anzostral.
O evento que contém um único ponto amostral, que não possa ser particionado ou
dividido é chamado de evento elenzentur. Cada evento eleinentar tem tuna determinada
probabilidade de ocorrêiicia.
O resultado il~méricode uin experimento aleatório é-expresso por uma variável,
aleatória. A vasiável aleatória é ~iiinafimção formada por valores il~iinéricosdefiiiidos
sobre o espaço ainostral de um experiineilto aleatório. Vale destacar que para cada
resultado do experiinento coi~esponderáapenas um ímico valor i~uméricoda variável
aleatória, embora um dado valor iliiinérico possa correspoiider a um ou mais resultados do
expesiinento.
Quando uma variável aleatória (V.A.) ass~iinequalquer valor do coilj~mtodos
ilíiineros reais, diz-se que a variável aleatória é contínua. Assim, o valor da pressão do
atuador (em condições de teste coiltroladas), ou a força de compressão da mola montada
num atuador (em repouso) são exemplos de variáveis aleatórias contínuas que podem ser
adquiridas por instrumentos elou em experiinentos devidamente controlados.
3.2 Medidas de Tendência Central
Embora seja possível inspecionar uin conjunto de amostras, obtidas de iiin
experimento aleatório, de fornia gráfica, é mais conveniente se utilizar de medidas
il~unéricaspara indicar a tendência central da ainostragem da variável aleatória.
3.2.1 Mediana
A mediana Md é um valor localizado na posição central dos valores ordenados da
variável, tal que 50% dos valores da variável são menores do que Md e os 50% restantes
são maiores. Pode ser determinada da seguinte forma:
Ordenam-se as amostras da variável.
Se a quantidade de valores n for um nfimero ímpar, Md será o valor da variável
situado na posição (11+1)/2.
Se a quantidade de valores n for um iiíunero pas, a Md não será iun valor da
amostra da variável, mas será igual ao resultado da média aritmética dos valores
das posições d2 e (id2) +l.
A mediana é uma medida que divide a distribuição de fieqiiências em duas áreas
iguais [48], ou duas áreas com a mesma quantidade de valores ordenados da variável.
Além disso, a mediana é uma medida resistente, pois está relacionada apenas com a
ordem dos valores da variável. Por exemplo, se o maior valor da variável for duplicado,
Md não será alterada.
Outsa característica interessante é que, após a ordenação da variável,
não é
necessário coiihecer todos os valores da mesma, mas apenas os valores centrais.
3.2.2 Moda
A moda, Mo, é outra medida de teildêilcia centsal, sendo o valor qye mais se repete,
isto é, apresenta a maior fieqiiência. A variável que apresenta apenas u n a moda é
denominada zrninzodal, a que apresenta duas modas é binzodcrl, etc.
A moda também é Luna medida resistente, pois está relacionada apenas com a
freqflência de um ou mais valores da variável.
3.2.3 Média
A medida de posição mais usada é a média mitnzética ou simplesineilte rnédict de
uma variável. Pode-se calculas a inédia de uma população N ou de uma amostra n, para
tuna variável aleatória discreta, assim:
Utiliza-se o termo parcinzetro para as medidas numéricas de uma população,
geralmente utilizando-se letras gregas. Já para as medidas n~unéricasde uma amostra, usase o termo estatística, identificando as variáveis com letras latinas.
Coilvém destacar algumas casactesísticas:
A unidade de medida da média é a mesma dos valores da variável.
O resultado de multiplicar a média pela quantidade n de valores da variável
x é igual à soma dos n valores da variável.
A inédia não é uma medida resistente como a mediana ou a moda, já que
inudanças nos valores da variável, inesino extseinos, inudain o valor da
média.
É fácil de ser calculada, embora seja necessário conhecer todos os valores
da variável pasa se poder determiná-la.
Nas vasiáveis coin distribuição de fieqiiêilcias de forma sinlétrica, os
valores da mediana, da moda e da inédia são iguais.
Se a inédia for maior que a mediana, a distribuição de freqiiêilcias das
amostras terá a cauda a direita ou inclinação positiva e o decaiineilto da
parte esquerda será tão mais acentuado quanto maior for a média comparada
com a mediana [48], [5 I].
Se a média for menor que a mediana, a distribuição de freqüências das
amostras terá a cauda à esquerda ou inclinação negativa e o decaimento da
parte direita será tão mais acentuado quanto menor for a média comparada
com a mediana 1481, [51]. A figura adiante ilustra o conceito de inclinação.
I
Distribuição Simétrica
I
Distribuiq6es Assimétricas
Cauda a Direita
Cauda a Esquerda
---- Moda
---- Mediana
---- Média
Figura 3.1 -Média, mediana e moda nas distribuições simétrica e assimétricas.
Seja uma variável X com n valores: Xi, X2,...,X,. Denomina-se desvio de Xi ao
resultado da diferença entre X,e a média de
X ou ,uxda variável X.
-
Desvio = Xi- X
A média tem duas propriedades que ajudam a entender seu uso:
1. A soma dos desvios dos valores da variável é sempre igual a zero.
2. A soma dos quadrados dos desvios dos valores da variável é sempre um valor mínimo.
I1
C (xi- X12 3 mínimo
1
3.3 Medidas de Dispersão
O coiil.ieciinento da média (ou outra medida central) não é suficiente para
representas coino a variável (população ou amostra) está distribuída. É necessário se
conhecer uma medida il~iméricade variabilidade ou dispersão dos seus valores.
Embora existam outras medidas de dispersão como a diferença entre o máximo e o
iníilimo, ou o desvio absoluto médio 1481, as medidas mais aplicáveis ao presente estt~do
são a variância e o desvio padrão.
3.3.1 Variância
A variância da vasiável X com N valores (XI, X2, .. ., X,,) e sendo considerada coino
população é:
Observando-se a equação acima, pode-se notar que a variância cEa população é a
nzédia dos quadrados r~zenoso quadmdo da nzédia.
A vasiância da variável X com n valores (X1, X2, ..., X,,) e sendo considerada como
amostra da população N é:
3.3.2 Desvio Padrão
U i m desvantagem da vasiâilcia é a sua ~midadede medida ser o quadrado da
~iilidadede medida dos valores da variável aleatória. Muitas vezes é mais conveniente
traballmr com o desvio padrão que é a raiz quadsada (positiva) da variâilcia. Assim:
População: o, =
Amostra: ,
s
=
+R
+fi
Podem-se fazer algumas observações sobre o desvio padrão:
É sempre positivo.
e
O desvio padrão não é Luna medida resistente, pois é afetada pelos valores
extremos da variável.
e
Quanto mais os valores da variável se afastarem de sua média, maiores
serão os desvios e coilseqiientemente maior será o desvio padrão. Com isso,
a distribuição de £i-equêilcias da variável terá uma curva (liistograma) mais
aberta.
Se duas variáveis tiverem a mesma média e desvios padrões diferentes, a
distribuição da variável com maior desvio padrão será mais aberta que a da
outsa variável.
3.3.2.1
Relação entre o desvio padrão da população e da amostra
Algumas vezes é necessário operar com os valores do desvio padrão da população e
do desvio padrão da amostra, sendo coilveiiieilte coiil.iecer sua relação [48]:
3.3.3
Coeficiente de Variação
O desvio padrão é uma medida absoluta para se avaliar o gsau de dispersão de uma
distribuição. Quando se desejam comparar distribuições com diferentes médias, é
conveniente se operar com o coeficiente de variação, que é uma medida relativo de
dispersão e é calculado dividindo-se o desvio padrão da variável pela sua média:
Assim, ao se compararem duas variáveis usando-se o CV, a variável qne apresentar
o meiior CV é a que tem menor dispersão ou variabilidade.
3.4 Proporção de Valores ao Redor da Média
Pode-se conhecer a proporção mínima de valores ao redor da média que se
eilcoiltsain sob a cuiva de distribuição de fiequências, como ilustra a Figura 3.3 para a
distribuição normal, em íünção do tipo de distribuição e do afastamento em relação à
média, afastamento este medido em desvios padrões. No caso da distribuição normal, os
valores computados ou tabelados permitem maior flexibilidade de cálculo, mas nem
sempre se sabe que a distribuição é normal.
Mesmo que a distribuição da variável não seja conhecida, pode-se utilizar [48] o
teorema de Chebyshev como limite míiiimo:
3.4.1
Teorema de Chebyshev:
Para qualquer grupo de valores de uma amostra ou população, a proporção mínima
de valores que se encontram dentro de k desvios padrões ao redor da média é pelo menos
1
igual a 1-- , sendo k > 1 e coiistante. A Tabela 3.1 apresenta alguns valores:
k
'
Tabela 3.1 - Proporção de Valores ao Redor da Média, pelo Teoreina de Chebyshev
k x Desvio Podrão
Proporção de Valores ao Redor da
Média - (%)
k = 1,5
k=2
k=2,5
k=3
k=3,5
55,6%
75,0%
84,0%
88,9%
91,8%
Embora os valores sejam in~iitoconservativos quando comparados com a regm
prático apresentada na seção 3.4.2, eles podem ser aplicados para qualquer tipo de
distribuição.
3.4.2 Regra Priitica
A r e g a prática (Tabela 3.2), atende à maioria das distribuições [48], mas alg~unas
vezes é necessário se construis o histograma para se conhecer melhor a forma da
distribuição.
A partir da média
X e do desvio padrão s , de iuna ainostraX, pode-se coiisiiltar a
tabela e se estimar a proporção de valores sob a curva de distribuição, ao redor da média:
Tabela 3.2 Proporção de Valores ao Redor da Média, pela Regia Prática [48]
-
Distribuição Siméti.ica
Distribuição Assimétrica com
com forma de Sino
Forte Inclinação num dos Lados
3.5 Função Densidade de Probabilidade
A forma como a variável aleatória, X, se distribui no espaço amostra1 pode ser
expressa por Luna fimção densidade de probabilidade fcx) [35] , [48] [19] que, independente
de sua distribuição, possui as seguintes propriedades:
-"
1. Um ponto fcx) da fimção densidade não é a probabilidade do valor x da variável
aleatória X.
2. A probabilidade da variável aleatória X é sempre definida num intervalo de valores de
X, por exemplo (xi, xz), e medida pela área sob a cima da função f(x) neste intervalo.
3. A área total sob a curva da fuilção
fc~)é igual a 1 (um) ou 100%.
Conhecidos estes conceitos, pode-se definir mais forinalinente a variável aleatória e
sua fi~nçãodensidade de probabilidade, como a seg~iii..
A variável aleatória conthua X p o s s ~ ~uma
i distribuição de valores dentro dos
níiinei-os reais conforme a função densidade de probabilidade f(x), que possui as seguintes
propriedades:
1. .f(x) 2 O , para todo x pertencente a X.
(3.14)
De um modo geral, a representação da probabilidade da variável aleatória contínua
pode ser feita com limites abestos P(a < x < b), fecliados P(a I x I b) ou mistos
Pode-se ainda definir:
+m
1. Valor Esperado de X: ,LL, = {x f (x) dr
ta3
2. Variância de X: 0; = [(x - ,LL,)~f (x) dr
-c0
3. Desvio Padrão de X: os= +
40;
3.5.1 Distribuição Uniforme
Quando a fi~ilçãodensidade de probabilidade é coilstante dentro de ~1111intervalo de
valores da variável aleatória X,diz-se que a distribuição é unifome. A Figura 3.2 ilustra a
distribuição uniforme, destacando em liach~uasa probabilidade P (c < x < 4.
- -
1
para b 2 a e a < x l b
b- a
f ( x ) = .-
d- C
P{c<x<d)=para c 2 a e d < b
b- a
Fig~xa3.2 - Histograma da Distribuição Unifome
a+ú
A média fica: ,LI, = 2
E a variâiicia: o: =
(b - a)'
12
3.5.2 Distribuição Normal
A distribuição normal é provavelmeilte a mais iinpoi-tante distribuição contiilua,
tanto no estudo teórico de estatística como nas suas aplicações. A fi1nção densidade de
probabilidade de Luna distribuição iiorinalf(x), segue a equação:
onde a média é ,LI (-a< ,LI < a)e a variâilcia é o
' (o 2 > 0).
Fig~ira3.3 - Histograina da Distrib. Normal e a área sob a curva, em desvios padrão o.
A probabilidade de que a variável aleatória x <a, é definida como:
Esta fimção não pode ser integrada analiticamente, motivo pelo qual se utilizam
tabelas que fornecem afunção acunzulada F(k), mas com média igual a zero e vasiância
igual a um; ou se recorre a métodos computacioilais. Como a variável aleatória geralmente
segue tuna distribuição normal com média p + O e desvio padrão o + 1, é comum utilizas
uma mudança de variáveis, adotando-se z no lugar de x:
Esta transformação de variável pode ser feita independente dos valores de p ou o,
obtendo-se assim, a distribuição nornzal y adr.Zo, que pode ser encontrada tabelada na
litesatu-a técnica. Logo, a probabilidade de x <a fica:
é a função probabilidade ac~unuladada função densidade normal padrão ( p= O e
onde
o = i).
Uma forma usual de notação para uma distribuição noi-inal com média p e desvio
padrão o ,é N(j1,o),sendo esta a que será utilizada neste trabalho.
3.5.2.1
Combinação Linear de V.A. com Distribuição Normal
A distribuição normal possui várias propriedades íiteis. Urna destas propriedades se
refere à combinação linear de variáveis aleatórias independentes e distribuídas
aleatoriainente. Se tais V.A. tiverem médias ;LI,
j12, ..., ,uI,
e variâncias 01,
a,..., o;,, então
a distribuição da combinação linear (ai, ...,a,, são constantes):
segue uma distribuição normal com inédia ,L[, e variância o,:
3.5.3 Média e Desvio Padrão da Distribuição Amostra1
Seja uma amostra de tamanho n {xl,x2, ..., x,,) retirada de unla população X com
média p e variância d.A média
X desta amostra é obtida pela fórmula adiante que
basicanlente é uma combinação linear de n variáveis aleatórias independentes:
Mas a média desta combinação linear é:
Como a média da população é p, cada ~ i m
dos n valores (independentes) da amostra
X terá média p, pode-se escrever:
Isto sigiiifica que o valor esperado para a média da "média das amostras" é ig~iala
média da população.
De modo similar [48], a variância da combinação linear de n vasiáveis aleatórias
independentes, of , é obtido por:
e o desvio padrão das médias amostrais, os, é igual a:
3.5.4
Distribuição da Média das Amostras e o Teorema Central do Limite
De Liin modo geral, a forma da distribuição amostra1 depende da forma da
distribuição da população. Se a distribuição da população for normal N(jr, r$, a distribuição
amostral de
X também será normal N(& 7,,Q, para qualq~~er
tainad~ode ailiostra.
Por outro lado, quando a distribuição da população não é ilormal, a medida que o
t a ~ n a ~ hno da amostra aumenta, a distrib~iiçãoda média amostral X s e aproxima da
normal, afirmação siiportada pelo teoreina do limite central.
Lapponi [48] apresenta o Teoreina Central do Limite (TCL) como:
Se de uma população com parâmetros (p, o) for retirada uma amostra de
tamanho n suficientemente grande, a distribuição amostral destas médias
X será
[3
aproximadamente normal N p, - , qualq~~er
que seja a forina da distribuição da
população.
Uma outra forina de apresentar o teoreina central do limite[3 51 é:
Se xi, x2, ..., x,são variáveis aleatórias independentes, com média pi, e
variâilcia
e se y = xl + x2 f ... + x,,, então a distribuição
se aproxima
da distribuição iiornlal padrão N(O;l), à medida que n tende a iiSiiiito.
A partir das definições acima, o TCL apresenta três priiicípios [49]:
o
Médias
de .ainostias
teiidein
a
ser
distribuídas
normalmente,
independentemente da distribuição dos valores individuais.
o
A média da distrib~~ição
das inédias de ainostras conduzirá à média de-
distribiiição dos valores individuais.
o
A variâilcia das inédias das ainostras é menor que a variâiicia de distribuição
dos valores individuais.
O terceiro princípio é o mais importante, podeiido ser observado graficamente na
Figura 3.4.
Figura 3.4 - Ilustração conceitual [49]do Teorema Central do Limite .
O teorema central do limite indica que a soma das n variáveis aleatórias distribuídas
independentemente é aproximadamente normal, mesmo que a distribuição das variáveis
individuais não seja normal. Esta aproximação mell-iora a medida que n aunlenta. Em
muitos casos a aproximação é boa pasa n pequeno ( n < 10), mas às vezes pode ser
necessário aumentar n ( n > 100) para que a aproximação seja satisfatória, principalmente
se a distribuição da população não for simétrica [48].Em geral, se os xi forem-distribuídosidenticainente e se a distribuição de cada xi não se afastar muito da distribuição nosmal,
então o teorema central do limite pode ser bem aplicado para n a partir de 3 ou 4 [35].
Estas condições são usualmente atendidas nos problemas de controle de qualidade.
-
3.5.5 Distribuição Exponencial
A fimção densidade de probabilidade de uma vxiável aleatória com distribuição
exponencial é defiiiida como:
f(x) = A . e-"
X~O,A>O
Onde a média e a variância da distribuição exponencial são respectivamente:
(3.36)
Pela iiatui'eza exponencial da fiuição f(x), pode-se coilstatar que a distribuição
expoilencial não é simétrica e que os valores da variável aleatória só podem ser positivos.
Outra constatação é que a distrib~liçãoexpoiiencial é completamente definida apenas com
iun único parâmetro, h.
A distsibuição exponencial é largamente adotada na engenharia de confiabilidade
para represeiitar o tempo que um coinpoiieiite (ou sistema) leva para falhar.
O valor médio desta distribuição, 11 = '11, , é chamado de tempo inédio para falhar
[19], [50], ou MTTF (do inglês, inenn time to-fail). Assim a taxa de falhas é constante ao
longo do tempo, o que implica que o coinpoiieiite ou sisteina não sofre eilvelliecimeilto oii
desgaste que afete sua probabilidade de falha.
--
A adoção de uma taxa de falhas constante é Luna aproximação satisfatória [15] da
coilfiabilidade dos coinpoiieiltes sob análise, Luna vez que:
Os sistemas de controle de qualidade na indústria atuam eficazmente para a
eliminação das falhas típicas do período inicial (moi-talidade infantil), sendo
que muitas vezes o usuário já recebe o produto após um amaciainento ou
pré-ei~vell.ieciineiitoem fábrica (bwn-in).
Um programa de man~lteilção tenta manter o componente ou sistema
operando sempre em boas condições, retardando a fase de eiwellieciineilto
acelerado (wem-out).
Esta distribuição pode ser bem aplicada quando os dados disponíveis são tão
limitados que um tratamento matemático mais elaborado não se justifica, ou quando os
componentes são complexos, com vários sub-coinpoiiei~tescom diferentes taxas de falha .
A f~inçãoprobabilidade de falha acumulada de zero até o instante t é F ( ' :
A coilfiabilidade R(t) em fimção do tempo t é dada por:
3.5.6 Distribuição de Weibull
Esta distribuição é utilizada nos estudos de coiifiabilidade quando a taxa de falha
não é coilstante e a distribuição exponencial não pode ser usada. Apesar de mais coinplexa,
é Luna feil-amenta de análise mais versátil pois seus dois parâinetsos permitem coid~ecer(ou
modelar) como se composta a taxa de falha do componente ao longo de sua vida útil.
A probabilidade aciimulada de falha de uma distribuição de Weibull é:
F(t) = P(T 5 t) = 1- e -(a.rp
t>O
A fimção densidade de probabilidade é f(0:
d
a-i -(L./).
f ( t ) = ~ ( t= a) . a .(at) e
dt
t > ~ ,
onde h é o parâinetro de escala e a é o de forma. As f~mçõescoiifiabilidade R(t) e taxa-defalha z(t) são respectivaineiite [19]:
Quando o fator de forma a = 1, a taxa de falha z(t) é constante e a distribuição de
Weibull se reduz a uma distribuição exponencial com taxa de falha igual a h.
Quando a > 1, a taxa de falha é crescente, indicando que o componente está na fase
de envelhecimento, ou seja, há fortes indícios de que o componente está no final de sua
vida írtil ou está operando com solicitações acima de sua capacidade de projeto.
Por outro lado, se O < a < 1, a taxa de falha é decrescente, represeiitando um
coinpoi-tainento típico de mortalidade infantil, fieqiiente em coinponeiites não totalmente
amaciados.
= e-',
Calculando-se a equação de R(t =
isto é, a confiabilidade para t = 'I* é
constante e independente do valor de a. Algumas vezes este termo '/L é chamado de vida
característica.
O valor médio para falhar, jl(T) ou MTTF, numa distribuição de Weibull é:
onde r(x) é a função gama; a variância do tempo até falhar, Vur(T),é:
3.6 Estatísticas e Distribuições Amostrais
O objetivo da inferência estatística é tisar conclusões ou tomar decisões sobre uma
população, baseando-se i~uinaamostra aleatoriamente selecionada daquela população. Se
... , &, aleatoriamente escolhidas, diz-se que n é o tamanho
existirem n observações Xi,X2,
da amostra aleatória e que suas observações
{x)estão distribuídas de forma idêntica e
independeiite entre si. Esta definição é adequada para amostras aleatórias retiradas de uma
população iilfinita, ou para populações fínitas em que a amostragem é feita com reposição.
Se a ainostragein é feita sem reposição em uma população fiiiita de N itens, pode-se
assumir que os n elementos da amostra aleatória fazem parte de uni conjunto de N itens
combiiiados n a n, isto é:
(9
conjuntos que possuem igual probabilidade de
= .!(H-??)!
serem escolliidos.
A iiiferência estatística se baseia
nas estatísticas coinputadas a partir das
obsesvações da amostra, onde estatística é qualquer f~mçãocalculada sobre os dados
amostrados e que não contém incógnitas. A média das ainostras, assim como sua variância
e desvio padrão, são exemplos de estatísticas que medem a tendência central e
variabilidade da amostra, segundo as equações:
Se for conhecida a distribuição de probabilidade da população de onde se retirou a
amostra, geralmente é possível se determinar a distsibuição de probabilidade de várias
estatísticas a pai-tir dos dados ainostrados.
Embora existam distribuições- ainostrais associadas a distribuições de Bernoulli e de:
Poissoil, este trabalho apresenta, adiante, apenas as distribuições associadas com a
distribuição normal, por serem as que serão utilizadas na parte experimental.
3.6.1 O Conceito do Intervalo de Confiança
Quando uma estatística é calculada a partir de uni níhnero limitado de dados, seu
resultado está sujeito a incertezas. O grau de incerteza pode ser expresso por um intervalo
de coilfiaiiça, IC, dentro do qual o valor real muito provavelinente estará iiicluído. Pode-se
determinar intervalos de confiança para as estimativas da média e do desvio padrão. O
cálculo do intervalo de coiifiaiiça da média é pouco afetado se a distribuição é ilorinal ou
aão, apresentando geralmente bons resultados. Entretanto, se a distribuição se afastar da
normal o cálculo do intervalo de confiança para o desvio padrão será geralmente bastante
afetado.
Existem ainda métodos especiais [51] para se estimar o intervalo de confiança que
podem ser aplicados na média e no desvio padrão, para amostsas com quaisquer
distrib~iições,mas que iitilizam um gsande número de observações (n > 30) para que seja
coiisiderado coiifiável. Como na indíistria do petróleo n < 10, tais métodos não serão
apresentados neste trabalho.
3.6.2 Distribuição Z
Pode-se mostras [SI] que, q~iaiido a maioria das populações é aniostrada
aleatoriamente, a razão:
(média das mnostrcrs - média real) t (desvio padrão da média das cn~~ostras)
possui distribuição .iiormal com média zero e variâilcia unitária. Se a média real for
especificada como ,LL e a variância da população for 2 então a razão acima pode ser
expressa como:
Esta expressão é similar à da transformação de variáveis descrita em 3.5.2, onde-odesvio padrão utilizado foi alterado através do teorema do limite central. A variável Z
segue a distribuição normal padrão N(0; l), quando n tende a infinito.
3.6.2.1
Intervalo de Confiança na Distribuição Z
Coilhecendo-se a distribuição ainostral como sendo normal é possível se definir o
intervalo de confiança para as diversas estimativas da média, baseando-se numa
determinada probabilidade de acerto (1- a ) , coi~espondendoi k e a sob a curva iioimal,
como ilustrado na Figura 3.3. A margem de erro tolerado ou erro aceito, a, pode ser
distribuído igualmente nas duas caudas da distribuição, podendo-se calcular o desvio
padrão iioriiializado, identificado como Zu/2,como visto na Figura 3.5.
Fig1ii.a 3.5 - Ei-so Tolerado a para um hteivalo de Coiifiailça (1-a)
Como exemplo, supondo-se que a probabilidade de acerto seja de 95,4% e
coiisdtando-se a área sob a curva normal padrão N(0;1), quer por tabelas quer por
programas (ex.: fuilção 1NV.NORMP do Excel), determina-se que o afastainento é de dois
desvios padrões, para mais e para menos.
Conhecendo-se o desvio padrão da população, o intervalo de coilfiança da média..
pode ser calculado pela expressão:
A segunda parcela da expressão acima é chamado de erro de estimativa. -Em algumcasos interessa realizas estimativas com um ei-so aceitável ou definido. Coiheceildo-se o
desvio padrão da população (ou de uma amostra piloto) e definindo-se tainbém o intervalo
de coilfiailça, é possível estimar o tainaid~oda amostra que atende ao erro de estimativa
defíilido.
Como nem sempre se coiiliece o; pode-se utilizar o desvio padrão da amostra
coletada, s,, como a melhor estimativa disponível do desvio padrão da população. Apesar
da variabilidade ainostral tainbém afetar o desvio padrão, para n > 30, esta estimativa do
desvio padrão atende [48] ao intervalo de coiifiailça. Quando o número de amostras é
menor, a distribuição t é mais adequada.
A Tabela 3.3 apresenta alguns valores da distribuição Z para os desvios padrões, em
fimção do intervalo de confiança ou do erro tolerado.
3.6.3 Distribuição Qui Quadrado - X2
Uma outra distribuição importante, definida a partir da distribuição normal, é a qui
quadrado. Sejam n V.A. independentes com distribuição normal XI , X2 , ... , X, , com
média zero e variância um. Então a variável aleatória Y = Xi2 f ~2~ + ... + Xn2 segue uma
distribuição qui quadrado com n graus de liberdade. A função densidade de probabilidade
é:
A distribuição Qui-Quadrado de n graus de liberdade, X:, é assimétrica, com
média p = n e variância 2 = 2n. Assim, existem diversas distribuições, em função do grau
de liberdade n. A Figura 3.6 ilustra algumas destas distribuições.
-
-
-
-
Figura 3.6 - Distribuição X2 para determinados graus de liberdade n
3.6.4 Distribuição t
Uma outra distribuição amostra1 importante é a distribuição t. Se X for uma V.A.
com distribuição normal e Y uma V.A. com distribuição X2, então a variável aleatória:
segue uma distribuição tipo t com k (= n-1) garis de liberdade. A fi111ção densidade de
probabilidade da distribuição t é:
A distribuição t possui média ,LL = O e variância c? = k(k - 2) para k > 2 [53]. Os
graus de liberdade da distribuição t são os graus de liberdade da variável aleatória do tipo
X2 no denominador da variável aleatória t. É impoi-tante notar que se k = co, a distribuição t
se reduz à distribuição normal padrão.
Em termos práticos, usa-se a distribuição t no lugar da distribuição Z nascircunstâilcias descritas a seguir. Como o parâinetro Z é de difícil avaliação porque o
desvio padrão real, o; geralmente não é conhecido, nestes casos se substitui o- desviopadrão real pelo desvio padrão da amostra, s, e se utiliza a estatística t no lugar de Z:
Em alguns casos não é possível retirar amostras gsandes, pois os dados disponíveis
são poucos, ou o custo unitário é alto, ou mesmo o tempo de ensaio não é s~ificieiite.A
distribuição amostra1 de t é usada para atribuir intervalo de coilfiança às amostras de modo
similar ao apresentado na distribuição Z. Como a forma de distribuição das médias de
pequenas amostras dependerá da forma da distribuição da população, o desvio padrão da
amostra não será uma boa estimativa do desvio padrão da população.
Assim, para se realizar a estimativa da média da população com amostras pequenas
a distribuição deverá ser normal. Se a distribuição da população for assimétrica mas com
iiiina iilcliiiação não muito acentuada e se o tamalho da amostra não for pequeno, pode-se
usar a distribuição t com (n-1) gsaus de liberdade "g.1.". O níiiinero de gaiis de liberdade
pode ser entendido como o tainanho da amostra, n, menos turi, pois a inédia é um dos
valores conhecidos. Nestas condições a estimativa da média da população é realizada com
a distribuição t, também conhecida como distr.ibz/i@io de Student ou de Gosset [53].
A Tabela 3.3 apresenta os valores da distribuição t para g. 1. = 4 e g. 1. = 31, podendo-se
coinpasar com os valores da distribuição 2.
A estimativa da média da população, considerando as duas caudas da distribuição t
e (n-1) graus de liberdade, é dada pela equação 3.56. Entretanto, se o tanlanl~on da-amostra
for maior que 5% do tamanho da população N, deverá ser aplicado o fator da correção
fiilita, visto adiante.
2 e s2 sejam iguais, a
experimentação mostra 1511 que o desvio padrão da amostra é menor que c? mais da
Embora na média. os valores dos desvios padrões
,
metade das vezes. Se o níunero de amostras, n, for muito grande e a média real, j ~ foi.
coid~ecidacom certeza, s2 será n i ~ i t opróximo de c? e a distribuição t irá diferis muito
pouco da distribuição 2.A Fig~ua3.7 ilustra a forma destas duas distribuições.
\
Distribuição f
Figwa 3.7 - Fonna das Distribuições t e Z
Como a distribuição t é uma distribuição simétrica, os valores da cauda inferior
podem ser obtidos a pai-tir dos valores da cauda superior, pela relação t,-a, = - t a , .
Tabela 3.3 - Iiitervalo de Coiifiança, o Normalizado e Valores Críticos das Distribuições Z e t
Z (1 e 2 caudas) e da Distrib. t (2 caudas) para n = 31 e n = 4 amostras
Desvio
Intervalo
Distribuição Distribuição Distribuição Distribuiçãc
Erro .
Padrão
de
Tolerado
+ Zd2
2,
tu12
tu12
Norinalizado
Coiifiaiiça
(2 caudas)
(1 cauda)
n=31
n=4
a
(+ Z)
(1-4
80%
1,2816
+
Alg~iinascasacterísticas da distribuição t:
e
É uma distribuição contínua e simétrica, com média zero.
e
Há uma família de distribuições t, definidas em fimção do grau de liberdade.
e
Por contes duas V.A.
(Xe s), a distribuição t é mais aberta e com as-caudas
uni pouco mais altas que as da distribuição Z 1531.
e
3:6.4.1
Para amostras com g. I. > 30, a distribuição t se aproxima da distribuição 2.
Fator de Correção para População Finita
Quando a população é suficieiiteineiite grande, os valores da amostra são
iildepeiideiltes e a aniostragem é realizada com reposição. Entretanto, se a população for
pequena e for realizada uma ainostragein sem reposição de tainaiiho maior que 5% do
[
%I
taniaiiho da população, no cálculo do erro padrão a, = - deverá ser iilcluído o fator
de correção para yopulaçãoJinita,
(Iiui;):
-
3.6.5 Distribuição F
Assim como as outras distribuições já descritas, a distribuição amostra1F também é
baseada em variáveis aleatórias que vieram de uma distribuição norinal. Se W e Y são duas
V.A. seguindo a distribuição
2,com graus de liberdade respectivamente de u e v, então a
razão abaixo segue uma distribuição F com u graus de liberdade no numerador e v graus de
liberdade no denominador:
Wlu
F ,="" Ylv
Um exemplo de V.A. com distribiiição F seria a coinparação de dois processos
independentes que seguem a distribuição norinal, como Xl
- N(pl,
01)e X2
- N(p2, a).
Sejam xli, x12, .. .,xi,, as nr observações aleatórias do primeiro processo normal e sejam ~ 2 1 ,
~ 2 2 ,...,x2,,
as nz observações aleatórias do segundo processo. Se si2 e s 22 são as variâncias-
das amostras, então a razão abaixo segue Luna distribuição F, com (lil - 1) e (n2 - 1) graus
de liberdade do nuinerador e do denominador, respectivainente.
Como visto no exemplo, a distribuição F é usada quando se desejam fazer
inferências sobre as variâncias de duas distribuições.
3.7 Estimação
Uma variável aleatória pode ser caracterizada por sua distribuição de probabilidade,
que por sua vez é descrita por seus parâmetros. Por exemplo, a média p e a variância d!
são os parâmetros de uma distribuição normal.
A distribuição de probabilidade é usada em controle estatístico de qualidade pasa
descrever ou modelar alguma característica da qualidade, como o torque máximo de
operação, a contra-pressão mínima de retorno de um atuador ou outra dimensão, ou
gsandeza, mais crítica. Por isso, se está interessado em inferir sobre os parâinetros da
distribuição. Uma vez que estes parâinetros geralinente não são coiiliecidos, são
iiecessários procediinentos para estimá-los a partir dos dados ainostrados.
Define-se estimados coino L i i n parâmetro incógnito, coino uma estatística que
coi~espoildaao parâmetro. Um determinado valor il~unérico,calculado com os dados da
amostra, é chainado de estinzativu. Há dois tipos de estimativa:
a
Estimativa yontzrcrl de um pasâmetro da população é uin valor obtido por
cálculo sobre os dados da amostra da população. Assim a in6dia 2de tuna
amostra é uina estimativa poiih~alda média da população /L.
a
Estimativa intervalur é ~ u nintervalo aleatório em que o valor real do
parâinetro deve estar contido, com uma determinada probabilidade de
acerto. São usualineiite deiloiniilados coino intervalo de conJiança e contêm
a estimativa pontual, como visto de modo mais específico aiiteriormeilte.
--
3.7.1 Estimador Pontual
Existem algumas propriedades que um bom estimados ponhial deve api-eseiltas
como o fato do estimados ser não tendencioso, isto é, o valor esperado do estimador
pontual deve ser o parâmetro que está sendo estimado. Considera-se que um estiinador
pontual é uma V.A. e deve apresentar varihcia nzininza, isto é, a variância do estimados
deve ser menor que a de qualquer outso estiinador usado para estimar aquele parâmetro.
A média e a variância ainostrais, X e s2, são estiinadores não tendericiosos da
média e variância da população, /L e 2. Entretanto, o desvio padrão amostral, s, é um
estiinador que é tendencioso para estimar o desvio padrão da população a.
3.7.2 Estimador Intewalar
Embora visto aiiteriormeilte de forma mais introdutória e coilceih~al, serão
apresentados, adiante, os principais estiinadores intervalares aplicáveis neste trabalho. Um
estimador intervalar de um parâmetro é o inteivalo entre duas estatísticas que inclui o valor
real do parâinetso com uma detei-minada probabilidade. Por exemplo, para se coiistruir o
estimados iutervalar da média p, devem-se eilcontrar as estatísticas 1; e U que atendam a
seguiute probabilidade:
onde o intervalo L I p < U é chamado de "intervalo de confiança de 100(1-a)%" para a
incógnita p. L e U são cliarnados respectivameiite de liinite inferior e de liinite superior de
co
ança, eiiquanto que (1-a)é chamado de coeficiente de confiança. Por outro lado, este
é Lun caso de inferência estatística, onde é possível tirar conclusões sobre os dados
disponíveis, deterininando a signzficância do resultado de
cálc~iloestatístico.
O coilceito de inten~alode confiança está associado ao da probabilidade de acerto
( I- a ) ,sendo que o nível de signzficância é o seu coinpleineilto, a.
A interpretação do iiltervalo de confiailça é que, se for obtido
grande níiiinero de
tais intervalos de coiifiança, cada um obtido a pai-tir de sua ainostra aleatória, então
nfi
100(1-a)% destes intervalos irá conter o valor verdadeiso de ,LI. Assiin os intervalos de
-.
coilfiança podem ser interpretados como uma freqüência.
O intervalo de confiança do tipo L I ,LI I U é chamado de bilateral, já que
especifica tanto o limite inferior coino o superior. Algumas vezes, entretanto, um intervalo
unilateral é o mais adequado.
O intervalo de confíailça unilateral inferior coin 100(1- a ) % é dado pelo intervalo
L < / L, de tal forma que P{L 5 11) = 1- a . Analogamente, o intervalo de coilfiança
unilateral superior com 100(1- a ) % é dado pelo intervalo
,LI á U , de
tal forma que
P(pIU)=l-a.
A título de ilustração, se for utilizada a distribuição Z para testar o intervalo de
confiança bilateral coin 95%, se teria luna área distribuída igualmente nas duas caudas
igual a 2,5% cada, totalizando o nível de significâiicia de 5%, coino mostra a Fig~u-a3.8.
Figusa 3.8 - Intervalo de confiança bilateral - Área não hacliurada = 95%
Se, por outro lado, o intervalo de confiança for z~nilateral,é utilizada apenas uma
das caudas da distribuição para o cálculo, como mostrado na Figura 3.9.
Figura 3.9 - Intervalo de confiança uniluteral - Área não hac11urada = 95%
Podem-se agora apresentar algumas das aplicações de intesvalos de confiança mais
utilizados e seus resultados:
3.7.2.1
Intervalo de Confiança da Média, com Variância Conhecida
Seja uma variável aleatória X, com média p incógnita e com vasiância c?
conhecida. Através de uma amostsa com n observações, pode-se calciilar a média amostra1
X'. O intewalo de confiança bilateral comlOO(1- a)%para a média p é:
O t e m o Z,,, é o valor de Z imina distribuição normal padrão, de modo que
-
P{z 2 Z,,, ) = a I 2 . Observar que X possui uma distribuição aproximadamente nomal,
gasantido pelo teorema central do limite. Se a distribuição de
for normal N(p;o),então o
intervalo de confiança com 100(1- a ) % será exato, caso contrário o estimados será apenas
aproximado.
Os intervalos de coiifiailça unilaterais inferior e superior, com 100(1- a ) % para a
estimação da inédia [L,são respectivamente:
3.7.2.2
Intervalo de Confiança da Média de uma Distribuição Normal, Variância
Desconhecida
Se X for u n a variável aleatória coin inédia ,LI e variância 2 descoid~ecidas,pode-se-
calcular a inédia amostra1 X e a variância amostra1 s2 através de uma amostra aleatória coin n observações. O inteivalo de co
ança bilateral com 100(1- a)%para a média real é: -
O t e m o t a I 2,i-1, se refere ao valor da distribuição t com (n-1) graus de liberdade, de
modo que P{t,,-, 2 tal,,,,-,) = a / 2 . Os intervalos de confiança inferior e superior
com 100(1- a)% são, respectivamente:
3.7.2.3
Intervalo de Confiança da Variância de uma Distribuição Normal
Seja X uma variável aleatória coin média p e variância 2, ambas desconhecidas.
Pode-se calc~ilara variância s de uma amostra coin n observações e então calcular o
intervalo de coilfiança com1OO(1- a)%.Os intervalos bilateral e unilaterais (inferior e
superior) são, respectivamente:
3.7.2.4
Intervalo de Confiança da Diferença de Duas Médias, Variâncias
Conhecidas
Sejam duas V.A., Xle X2,
com médias pi e ,LL~ desconhecidas e variâncias o12
e 02
conhecidas. Deseja-se coihecer a real diferença entre as médias, ,LI, - p 2 . A partir da
amostra de Xl,com nl observações e da amostra de X2, com n2 obseivações, podein-secalcular as médias ainostrais Xi e F2 . O intervalo de confiança bilateral co111100(1 -a)%
e os coi-sespondentes intervalos unilaterais (inferior e superior) são, respectivamente:
3.7.2.5
Intervalo de Confiança da Diferença de Médias N(1li;oi), Variâncias
Desconhecidas
Sejam duas variáveis aleatórias Xle X2com distribuições N(pl; 01) e N(p2;q),
onde
as médias pi e as variâncias q2 são incógnitas. Entretanto, é razoável assumir que as duas
variâncias são iguais, isto é, a: = 02 = õ 2 . Deseja-se então conhecer o intervalo de
coixíiança com 100(1- a)%para a diferença das médias (/li- ~12).São então retiradas
amostras aleatórias de Xle X2 com nl e 122 obsesvações de cada respectiva população,
-
-
calculando-se suas médias e variâncias amostrais, X i , X2, sfe S; . A estimativa da
variância combinada é:
O intervalo de confiança bilateral com1 OO(1- a)% é:
Os intervalos de confiança unilaterais inferior e superior com 100(1- a)%são,
respectivamente:
3.7.2.6
Intervalo de Confiança da Razão de Variâncias de 2 Distribuições Normais
Sejam duas variáveis aleatórias Xr e X2 com distribuições N(pl; o])e N(/l2;4,
onde
as inédias p i e as vasiâncias q2são incógnitas. Deseja-se conhecer o intervalo de confiança
com 100(1- a ) % para a razão das variâiicias, (o:1o:) . São então retiradas amostras
aleatórias de Xl e X2com nl e n2 observações de cada respectiva população, calculando-se
suas variâncias amostrais, s: e si . O intervalo de confiança bilateral com1OO(1- a ) % para
a razão das variâncias utiliza a distribuição F com (nl-1) graus de liberdade no numerador
e (112-1) graus de liberdade no denominador, sendo representado por:
Os intervalos de confiança uililaterais inferior e superior correspoiidentes são:
De um modo geral, as tabelas da distribuição F apresentam apenas os valores da
cauda superior, isto é, F,,,,,, . A cauda inferior pode ser determinada utilizando-se a
seguinte relação:
3.8 Testes de Hipóteses
Uma hipótese estatística é u n a afirmação sobre algum parânietro de uma
distribuição de probabilidade. Por exeinplo, pode-se acreditas que, para uma determinada
população de atuadores submarinos, a média da contra-pressão de retorno em condições
atinosféricas é de 300 psi. A representação formal desta afirmação é:
A primeira suposição, H. : p = 300 psi, é chamada de hipótese nula e a segunda
suposição é chamada de hipótese alternativa. No exemplo apresentado, Hiespecifica que a
média pode ser maior ou menor que os 300 psi, corsespondendo a uma hipótese alternativa
bilateral. Dependendo do problema em questão, a hipótese alternativa unilateral pode ser
mais apropriada, podendo ser iiecessásia mais de Luna lipótese altesnativa [351 pasa
delimitar bem o problema.
Os procedimentos de testes de hipóteses são utilizados como ferramentas em
controle estatístico de processos. Uma parte iinpoi-tante no teste de hipóteses é a
determinação do parâinetro que será ~itilizadonas hipóteses il~ilae alternativa. De uma
forma geral, isto é feito de três maneiras:
A definição do valor do parâinetro pode ser resultante de evidências anteriores. É
comum que infoimações passadas sejam usadas para definir o estado de controle de um
processo bem controlado e onde o parâmetro não deveria mudar. Assim, testa-se o
parâinetro periodicamente pasa verificar se ele não in~idou.
Podem-se também utilizar dados teóricos ou do modelo, como referência para o valor
do parâinetro.
Pode-se ainda especificar o valor do parâinetro, baseando-se em dados contratuais ou
da especificação do projeto. Este cos~iinaser o modo mais fiequelite da especificação
do valor.
Ein qualquer caso, podem-se utilizar os procediinentos de teste de hipótese para
-
verificar a confor~nidade dos parâmetros do processo- com os. seus parâmetros
especificados, ou mesino a~ixiliarna modificação do processo até que os valores desejados
sejam obtidos.
3.8.1 Erros no Teste de Hipóteses
Para se testas uma lipótese é necessário retirar Luna amostra aleatória da população
sob estudo, realizar os testes estatísticos apropriados e então rejeitar ou não rejeitar a
hipótese nula. O conjiinto de valores da estatística do teste que leva a rejeitar H. é chamado
de região crítica ou região de rejeição do teste.
Existem dois tipos de erros que podem ser cometidos num teste de hipóteses. Se a
lipótese nula for rejeitada quando ela deveria ser aceita, diz-se que ocorreu Liin erl-o tipo I.
Se a lipótese nula não foi rejeitada, isto é, foi aceita quando ela deveria ser rejeitada, dizse que ocoi-seu im erro tipo II.
Embora seja freqiieilte utilizar o termo aceitas,
formaheilte é mais correto utilizar o termo nGo rejeitcrr, já que o teste de hipóteses não
eilcontrou evidências para rejeitar a hipótese nula. As probabilidades destes dois tipos de
ei-sos podem ser descritas como:
a = P{erro tipo I)
= P{rejeitar H.
I H. é verdadeira)
p = P{ei-so tipo 11) = P{aceitar H. I H. é falsa)
Algumas vezes é coilveiliente trabalhar com o conceito de poder do teste 1351, PT,
isto é, a probabilidade que o teste apresenta para rejeitar H. quando a llipótese nula é
realmente falsa:
PT=l-P
= P{rejeitar H.
I H. é falsa)
Algumas vezes o eil-o tipo I, a , é chamado de risco do.fabricunte, já que expressa a
probabilidade de um lote bom ser rejeitado, ou de que um processo de fabricação, gerando
produtos com um deterininado valor de pasâmetro aceitável, seja rejeitado num teste que
julgou o parâmetro como insatisfatório.
Analogainente, o eil-o tipo TI, P, é chamado de risco do consumidor, pois expressa a
probabilidade de- aceitar um lote ruim, ou de perinitis que um processo de fabricação
iilsatisfatório continue fornecendo prod~itosiiladeq~~ados,
mas julgados como adeq~lados,
porque o teste de llipótese não apresentou evidência para a rejeição.
Pode-se sumarizar os erros em f~lnçãodos resultados dos testes de hipóteses:
Tabela 3.4 - Tipos de Ei-so no teste de Hipóteses e sua Probabilidades
rr
I
Decisão de Aceitar H.
Hipótese H. Verdadeira
II
I
Decisão de Rejeitar H.
1- a
I
Erro tipo LI ou Risco P
Correta
......................................
.....................................
..-----------....---------------------
I Probabilidade de Aceitar H.
Hipótese H. Falsa
I
Ei-so tipo I ou Risco a
B
I
Correta (PT)
...----------..-----------------....--------------------...-.............-.
- - - - - - - - - - - - - - - - - - - - e - - - - - - - - - - - - - - - -
I Probabilidade de Rejeitar H. I
a
I
1-P
O procedimento geral do teste de hipóteses é especificar o iiível de sigiiificâilcia, a,
usado nos cálculo do intervalo de confiança. O próprio valor de a é o valor do ei-so tipo I,
podendo-se ter um controle mais direto neste tipo de ei-so simplesmente alterando o nível
de sigilificâiicia. O erro tipo 11 geralmente é fimção do tamanho da amostra e é coiltrolado
indiretamente. Para se reduzir o risco p, deve-se aumentas o taillaid~oda ainostra, que
também reduzirá [48] o risco a.
O próximo capítulo, no item 4.2.8, apresenta algumas outras considerações sobre os
tipos de erros, modos para sua estimação e o conceito de curva característica.
3.8.2 Testes sobre a Média, Variância Conhecida
Seja X uma V.A. com média p desconhecida mas com variância u2 conhecida.
Supondo que se deseje testar a liipótese de que a média seja igual a uin valor padrão, po,
pode-se formalizas:
Neste caso, o procediinento para o teste destas hipóteses é retirar uma amostra com
n observações de X e calcular a estatística de teste Zo como adiante e rejeitar H. se
IZol > Zd2, onde Zd2 é o valor da distribuição normal padrão, já descrita.
Pode-se apresentar uma justificativa intuitiva [35] para este procediinento de teste.
Usando-se o teoreina central do limite, sabe-se que a média amostra1 tem distribuição
aproximadamente normal N(p;aldn). Se a hipótese H. : 1-1= po for verdadeira, Zo possuirá
distribuição aproximada N(0;l) e será possível esperar que 100(1- a)% dos valores de Zo
estejam entre -Zulz e +Zu12. Uma amostra que produza uin valor de Zo fora deste intei-valo
deve ser algo pouco provável se a hipótese nula for verdadeisa, existindo então evidência
para se rejeitar H. . Vale notar que a é a probabilidade de ocoi-ser o ei-so tipo I e que os
iiltei-valos (-a, -Zu12)e (+Za12, + a ) formam a região crítica para o teste.
Há situações em que se deseja que a hipótese alternativa rejeite H. apenas se a
inédia real for maior que po. Neste caso usa-se a hipótese alternativa zrniluteral Hl : p > po
e a rejeição da liipótese nula H. : p = po ocorrerá quando Zo > 2,. Se for desejado que a
rejeição ocorra para p < yo, a hipótese alternativa será Hi: 11,< po, que ocorrerá quando
zo< -2,.
Supondo-se agora que existam duas populações, com médias desconhecidas (pi e
p2) mas variiâiicias conhecidas (012 e 012) e seja levantada a hipótese de que as médias
sejam iguais, isso é Ho: pl = 112 e Hl: 111 + 112. O procedimento de tese consiste na retirada
de uma amostra de cada população, com n~e n2 observações, respectivaineilte. A estatística
de teste, Zo, deve ser calciilada como adiante. Coino a hipótese alternativa é bilateral, o
critério de rejeição de H. é quando IZol > Zu,> Se a hipótese alternativa ~uiilateralfor
Hl : pl > 112, O critério de rejeição será Zo > Z,, caso coiltrásio H, : pl < p2 e O critério de
rejeição será Zo < -2,.
A Tabela 3.5 apresenta um resumo destes procediinentos de teste de hipóteses,
tanto para testes bilaterais como unilaterais.
Tabela 3.5 - Resumo dos Testes sobre a Média, com a Variância Conhecida [3 51
Estatística de teste
Ho:
P = Po
PO
H , : P'
H,:
H,:
H,:
H,:
P1 = Es
Pl f P2
Pl = I 4
P1 < P2
Critério de
Rejeição
-
3.8.3 Testes sobre a Média com Distribuição Normal, Variância Desconhecida
De modo muito similar ao item anterior, é possível definir lipóteses e
procedimentos capazes de julgá-las. Neste caso, a variável aleatória X possui inédia 1-1 e
variância o2 desconhecida. Coino a vasiâilcia é desconhecida, será necessário ass~misa
premissa de que a variável aleatória possui distribuição normal. Embora a premissa de
normalidade da distribuição seja importante para o deseilvolviinento do teste estatístico,
distribuições que se desviem moderadamente da normal não afetarão [35] seriamente os
resultados. Coino o2é descoiihecido, pode-se utilizar a variâilcia da amostra, s2, como sua
estimativa. A estatística de teste, to, fica siinilar ao caso anterior usando 20:
Nota-se que a hipótese nula Ho: LL = 1-10 será rejeitada se Itol > toc/2,
,,-I , onde n é : ~
nímero de observações da amostra e tal2,,,-i é o valor da distribuição t com (n-1) graus de
liberdade e com nível de sigiificâiicia (1x12)para u n a distribuição bilateral.
Para diversos outros casos e condições, siinilares ao anteriormente exposto, a
Tabela 3.6 resume os testes sobre a inédia quando não se conhece a variância.
Os testes entre duas médias, 1-11 e 112, assuinein a preinissa de variâncias iguais,
oI2= ~ 7 Se~ duas
~ .amostras foram retiradas das populações, com ni e n2 observações, a
variâiicia combinada s l é:
De forma siinilar ao descrito anteriornlente, a estatística de teste to será:
-
-
X L-Xi
'I
s,. - +-
O critério de aceitação está resumido na Tabela 3.6, dependendo do teste de
hipóteses ser bilateral ou unilateral, sendo que a distribuição t é calculada com v graus de
liberdade, conforme a tabela.
Se a premissa (si2 =
não puder ser assumida, modifica-se um pouco o cálculo da
estatística de teste, conforme descrito na tabela citada, onde o ilíiinero de gsaiis de
liberdade para a distribuição t é dado pela estatística v, também tabelada. Entretanto, este
procedimento fornece resultados apenas aproximados.
Tabela 3.6 - Resumo dos Testes sobre a Média - Distsib. Normal, 02Desconhecida [35]
Hipótese
Estatística de Teste
Critério de
Rejeigão
3.8.4 Uso do Valor-P nos Testes de Hipóteses
Os métodos já descritos não fornecem ao usuário infoimações quantitativas sobre o
grau de rejeição ou aceitação de uma dada liipótese nula, baseando-se o teste de hipóteses
num nível de significância previamente especificado.
Define-se [35] o Valor-P como o menor nível de significância que possa levar a
rejeição da liipótese nula. Assim, o Valor-P é a probabilidade que uma estatística do teste
(por exemplo, média) possa vir a assumir um valor tão extremo quanto o valor que viesse a
rejeitar a liipótese nula. Com isso, o Vcdor-P fornece informações sobre o peso da
evidência contra a liipótese nula Ho,de forma que se possa tomar a decisão baseada em
qualquer nível especificado de significância. Outra vantagem do Valor-P é sua facilidade
de cálculo ein progsamas de computadores (ex.: Excel) ou mesmo em algumas
calculadoras.
É usual se dizer que a estatística de teste é signzjkativa ou que os dados são
signzJicativos, quando a hipótese nula H. é rejeitada. Pode-se então dizer que o Vulor-P é
o meiior valor de a para o qual os dados são significantes.
O Valor-P é relativamente fácil de ser calculado para os testes baseados na
distribuição normal já descritos. Se Zo é o valor calculado para uma estatística de teste,
então o Valor-P é:
P = 2[1- a( 2,I)] H : L = L
H :L + L
para o teste bilateral
(3.88)
P=l-o(z,)
H o : , u = & H , : , L L > , L L ~ para o teste uidateral superior (3.89)
P= ~(2,)
H. : ,LL = p0 Hl : ,LL < p0
para o teste unilateral inferior
(3.90)
A função cD (2)é a função distribuição de probabilidade acumulada da cusva
normal padrão N(0;1), como apresentada anteriormente.
3.8.5 Testes sobre as Variâncias, Distribuições Normais
Enquanto que os testes sobre o parâmetro média são relativamente pouco sensíveis
às premissas de normalidade da distribuição, o mesmo não se pode dizer dos testes sobre as
variâncias, onde a premissa de a distribuição ser normal deve ser atendida.
Supondo que se deseja testar a hipótese de que a variância de uma distribuição
normal seja igual a uma constante a
,:
podem-se definir as hipóteses como:
A estatística de testes para estas hipóteses é:
O termo s2 é a variância das n observações da amostra. Considera-se que a hipótese
imla é rejeitada quandon: >
XY ,,,,,-, ou x,, < xl-a12,, sendo estes os limites superior
2
2
(a/2) e inferior (1-a12) da distribuição qui quadrado com (n-1) gsaus de liberdade.
Este tipo de teste é muito íitil em várias aplicações que envolvem a melhoria daqualidade. Por exemplo, se a variância o2de um processo é menor ou igual a-um limite
o?, então O espalhainento de resultados que naturalmente ocorre no processo deverá estar
dentro dos critérios de projeto e praticamente toda a produção atenderá às especificações.
Se entretanto o2 > o,:
deve-se esperar que iim grande níimero de não conformidades
comece a aparecer na fabricação. Assim, o conceito acima pode ser aplicado para a
monitoração da variabilidade do processo de fabricação.
Se for desejável testar a igualdade da variância de duas populações com
distribuição nosmal, podem-se retisar amostras com ni e n2 observações pasa realizas o
seguinte teste de hipóteses:
A variável aleatória usada para este tipo de teste é a razão das variâncias ainostrais:
O critério de rejeição da hipótese nula H. é F, > F,,,,,,-,,,,-,
Ou
Fo < 4 - , 1 2 , ~ , , - ~,1~-1
,
sendo estes os limites superior (aI2) e inferior (1-a12) da distsibuição F com (ni-1) graus
de liberdade no numerador e (nz-1)gsaus de liberdade do denominador.
A Tabela 3.7 apresenta tm restiino dos teste sobre variâncias de distribuições
noimais, tanto para os testes bilaterais como para os unilaterais.
Tabela 3.7 - Resumo dos Testes sobre Variância de Distribuições Normais
Hipóteses
3.8.6
H,:
H,:
u2= ug
a% U ;
H,:
H,:
<r2 = a;
H,,:
H,:
u2= u$j
u2 > ufj
H,:
u: = a:
H,:
U: f U ;
V'<
ai
Estatística de Teste
X; > ~ $ 2 . - I OU
X ; < x:-a/2.n-1
I,
x; =
(11
I1
s:
FO Fa12.n~
- i. >h
- I OU
FO < FI -cr/2.rrl - i.,I'- I
s:
FO > Fa.n2-l.nl-1
F--
O
'
S;:
F, = -
H,:
H,:
> U$
X: < x:-a.n-i
xo > xt. - I
F =-
U:
- 1)S2
U;
H,: u: = u:
H,: U: < U ;
a: = 02,
Critério de
Rejeição
G
Sq
O - $
FO > F a . n l - ~ , n ~ - ~
Graus de Liberdade
Como visto antes, quando se têm n valores numa amostra e se conhece a média, o
níunero de graus de liberdade é (n-I). Este é um caso específico em que os valores estão
restsingidos apenas pela média. Se fosse especificado também o desvio padrão, o i~úinero
de graus de liberdade seria (n-2).
A regra geral [52] é que o iiíimero de graus de liberdade é igual ao tamanho da
amostra subtraído do número de restrições.
3.9 Análise de Variância com Fator Único
A análise de variância, designada pela sigla ANOVA (anulysis ofvuriance), é uma
técnica em que as variações associadas a determinadas fontes podem ser isoladas e
estimadas. Estas fontes de variação se referem, na verdade, a fatoi-es ou tratamentos que se
sabe ou se suspeita que estejam afetando o comportamento da variável observada. Como o
início desta técnica ocorreu na agricultwa, é razoável q~1ealgumas definições veiiliam
daquela área, como é o caso do conceito tratanzento, que significa justamente a causa ou
fonte de variação dentro de um conjunto de dados; a verificação da eficiência de
crescimento de uma lavoura tratada com diferentes tipos de fertilizantes, pode ser analisada
considerando-se cada fertilizante como um tratainento diferente.
Eilquanto que o teste t é usado para testar se dois conjuntos de dados apresentani a
mesma média, a análise de variância é útil para testar se existe alguma diferença entre as
médias de duas ou mais populações. Neste caso, o teste de hipóteses para k tratamentos ou
gsupos é:
Caso fosse desejado testar se quatro populações apresentam a mesma média ou não
usaildo a distribuição t, seriam iiecessários seis testes t separados, resultado dos quatrotrataineiltos combinados dois a dois. Além de ser tediosa a execução de seis testes t
separados, a aplicação destes testes num mesmo conjunto de dados poderia ter um risco a
muito maior que o risco a de cada teste t isolado [53]. Assim, um método alternativo é a
análise de variância, comparando a variância entre cada tratamento ou grupo com a
variância dentro de cada gsupo. Este teste é possível porque, se a hipótese n ~ d aH. for
válida, as estatísticas calculadas são estimadores de
Além da premissa de que as populações tenham a mesma vasiância, a análise de
variância considera que as amostras são aleatórias e independentes, sendo retisadas de
populações com distribuição nosinal, como descrito mais à frente.
Como já mencionado, a análise de variância permite que as variações devidas à
amostragem e as devidas aos grupos (ou tratamentos) de dados sejam isoladas e
quantificadas. Um princípio implícito da análise de variância é que, se as médias entre os
grupos apresentarem diferenças, a variância dos grupos combinados será muito maior que
a variância de cada grupo em si. Na verdade, a análise de variância é uma análise da
diferença de inédias.
Se as inédias das amostras de cada gmpo forem diferentes entre si, pode-se dizer
que a variância de todo o conjunto é grande. Esta variância total pode ser dividida em duas
fontes de variabilidade:
Variâncin Entre sb2:
Está associada a populações que são realinente diferentes.
Quanto maior for a "variância entre", maior será a evidência de que existem
diferenças entre aquelas populações ainostradas.
Variância Dentro 5'::
Está associada a diferenças dentro de amostra de cada
tratamento. Quanto maior for a "variância dentro", maior será a dificuldade para
se concluir que as populações ainostradas são diferentes.
A decisão de rejeitar a hipótese nula H. se ~itilizada distribuição F, como será visto
adiante. Coinparaiido-se o F observado descrito adiante, Fo, com o F crítico Fc,
coi-respondeilte ao nível de significâilcia a adotado, ou comparando-se o valor-P de Fo
com o nível de significância a.
A utilização do teste F assume que seja possível usar o modelo aditivo, onde cada
observação X, de cada tratamento i pode ser expressa como:
X,, = ,LI + r, + E, ,
i = l,2; . .,k tratunzentos
j = l,2; - e, n observações
Xi j é a j-ésima obseivação do i-ésiino tratamento; p é um parâinetro ~0111~1111
a
todos os tratamentos ou grupos, sendo chamado de nzédia geral; Ti é uin parâmetro
associado com o i-ésimo tratamento, sendo o efeito do tratamento i na média; por fim, &i j é
a componeilte aleatória do erro. Para o teste de hipóteses assume-se que os erros são
independentes e seguem uma distribuição normal com média zero e variância ú2,
abreviando-se NID(0; o). Assumiu-se que todos os tratamentos apresentam a inesina
vasiâricia o2.
3.9.1 Tabela dos Dados de Cada Tratamento
Podem-se resumir as diversas observações de cada tratamento oii grupo como
apresentado na tabela adiante, onde também estão tabulados os valores calculados da
média, variâilcia, desvio padrão e ilíiinero de amostras para cada trataineilto. Com base
nestes cálculos pode-se prosseguir a análise de variâilcia.
Tabela 3.8 - Resumo dos Dados de Cada Tratamelito
3.9.2
Crílculo da Vc~ricZlzcinDentro dos Tratamentos - s,: O U MSE
A vuriância dentro dos tratainentos pode ser calculada com base na variâiicia de
, onde i é o índice associado ao i-ésimo tratamento que por sua vez
cada tratamento, si2
possui ni observações. A expressão de s,~?
é [48]:
O ilúinero total de observações de todos os tratamentos é simbolizado por NT, O
ilíimero total de tratamentos por k e o níimero total de graus de liberdade é (NT- k). Como
as variâilcias de cada tratamento foram calculadas como amostras, foram multiplicadas por
( E i - 1).
Supondo que o número n de observações é igual entre os k tratamentos pode-se
-
calc~ilarS; com a média X , de cada tratamento usando-se a expressão [53]:
O ilumerador de S$ é chamado de soma dos qztadrados dos ewos (ou desvios) em relação
a sua própria média, denominando-se SSE. Dividindo-se o SSE pelos graus de liberdade
das obsesvações, isto é, por k(n-1) ou (NT - k), tem-se o quadrado médio dos erros ou
desvios dentro de cada tratamento, podendo tanlbéin ser vista como a variâilcia média
considerando todos os dados [54], designado por S$ (O índice M) vem do inglês within) ou
MSE (do inglês, nzean squarefor error):
SSE
S,: = MSE = --N, - k
OU MST
3.9.3 Cálculo da VnrifincinEntre Tratamentos - sb2
-
Será necessário calculas a média global, X , cossespondente a todas as observações
de todos os tratamentos ou gixipos:
O cálc~iloda variância entre é esseilcialinente a variância das médias das amostras
-
com relação a média global X , sendo calculada pela expressão:
Se o número n de obsesvações for constante entre os gs~ipos,tem-se [53]:
Analogaineilte à variância anterior, pode-se observar que o n~i~nerador
de sb2é a
soma dos quadrados dos tratamentos, designado por SST. Dividindo-se o SST pelos graus
de liberdade devido aos tratamentos, (k-1), tem-se s b 2 (O índice b vem do inglês behwen)
ou MST (do inglês, nzean sqzrare for treatnzents):
3.9.4
Cálculo da Variância Total - S T ~
A variância global ou total, considerando todos os k tratainentos com n observações
cada é:
O n~imeradorde sT2
é a soma dos quadrados dos desvios dos valores das amostras
ou observações, em relação à média global, designado por SS. Sabe-se ainda que [35]:
SS = SST -t SSE
3.9.5
(3.104)
Cálculo do F Observado - E,
Pode ser deinonstrado [35] que s,: , OU MSE, estima a variância do e m experi-
mental, 02.Além disso sb2
ou MST estimará o2apenas se todas as médias dos tratainentos
forem iguais, mas tenderá a ser maior que 02 se tais médias forem diferentes, visto que
incorpora tanto a variação do acaso como a ca~isadapelos tratamentos 11541. Isto leva ao
uso de uma estatística baseada na distsibuição F para se testar a igualdade das médias entre
os tratameiltos, definindo-se o F observado, Fo, como:
SST
N,. - k
3.9.6 Tabela ANOVA
Coilsiderando-se as definições anteriores, é possível elaborar a tabela ANOVA para
o caso da análise de variância para experimentos com delineamento simples, isto é, sem
utilizar-se blocos de dados, com uin íiiiico fator de iiifluência e inteiramente aleatório. A
descrição da análise de variâixia para o caso dos dados estarem agsupados em blocos, ou
para outros experimentos de concepção mais complexa como ensaios fatoriais, foge do
escopo deste trabalho e por isso não será apresentada, podendo ser eiicontrada na literatwa
especializada.
Tabela 3.9 - Análise de variância - ANOVA
3.9.7 Critério de Aceitação
Conforme já comentado, a aceitação ou rejeição da hipótese iiula, Ho, se baseia lia
coinparação do F observado, F,, com o F crítico F,, este ídtiino sendo calculado em fimção
do nível de sigiiificância a adotado, ou ainda coinparando-se o valor-P de Focom o nível
Assim H. será rejeitado, isto é, existe algzrnz tratamento que possui média [li
signzJicativanzente diferente (num nível de significância a) das demais se [48]:
F, > Fc
ou
Valor-Pdo F,<a.
3.9.8 Procedimento para Múltiplas Comparações de Médias
A análise de variância é utilizada para aceitar ou rejeitar a hipótese imla. Se H. for
rejeitada, conclui-se que existe pelo menos unza média de tratamento que se diferencia das
demais. Assim se o teste F for significativo, seria interessante que se pudesse coilhecer
quais tratamentos se destacam do todo.
Existem alguns procedimentos que permitem estas múltiplas comparações entre
médias, como listados adiante [53], ordenados de forma decrescente pelo método que
oferece maior poder de discriminação de resultados do teste (Fisher), isto é, quanto menos
conservativo o n~étodo,melhor ele detecta as diferenças quando elas realmente ocorrem.
Por outso lado, quanto maior o poder de discriminação do teste para um dado métodoj
maior será a probabilidade de o mesino indicar falsas diferenças, isto é, a taxa de euos
tipo I cresce. Os métodos de teste descritos em 1531 e 1551 são:
1. Teste da diferença mínima significativa de Fisher
2. Teste da faixa múltipla de Duncan
3. Procedimento de Student, Newman e Keuls
4. Teste da diferença significativa de Tukey
5. Método de Scheffé
O teste de Fisher apresenta uma desvantagem impoi-tailte que é exigir que a
hipótese nula seja i-ejeitada na ANOVA. Como é possível que o teste F da ANOVA falhe
em detectar uma única diferença significativa entre todos os demais tratameiitos, neste caso
o teste de Fisher não poderia ser usado. Os demais métodos não requerem que o teste da
ANOVA seja significativo, isto é, H. seja rejeitado. Eles resguardam o ei-so tipo I por
o~iti'asabordagens.
Como o teste da diferença significativa de T~ilteynão é o método com menor poder
de discriiniilação e possui um ímico intervalo crítico para a comparação das médias, ele
será o preferido neste trabalho para as míiltiplas comparações das médias, sendo descrito
mais adiante.
3.9.8.1
Procedimento do Testes de Múltiplas Comparações
Adotam-se as hipóteses nula e alternativa como as utilizadas na análise de
variância, isto é, Ho: médias todas iguais e H,: alguma média diferente.
Calculam-se então as médias para cada tratamento, 2,, ordeiiaiido-as da maior
média para a menor:
Com as médias ordenadas, é formada uma tabela de diferença de médias, onde as
referêilcias das colunas são as maiores médias, omitindo-se a menor delas. As referências
das lilhas são as menores médias, omitindo-se a maior. No seu interior são calciiladas-.as,
diferenças entre as médias. A Tabela 3.10 ilustra esta montagem.
Tabela 3.10 - Tabela de Diferença de Médias
Observa-se que, de todas as diagonais, a inferior é a maior delas e corsespoilde à
-
-
diferença entre duas médias adjacentes, como X(2)- X(I) . . . X (r)- X (x-I) ; a diagonal
imediatamente acima cossespoilde à diferença entre 3 médias e assim sucessivamente até
que a diferença entre a maior e a menor média seja calculada, X(,)-X(,), indicada na
diagonal superior da tabela.
Nos testes de Fisher, Duncan e Student cada diagonal é comparada com uma
diferençcr crítica A correspondente a uma diagonal. Duncan e Student elaboraram uma
tabela específica que lista os coeficientes que são usados para o cálculo do intervalo ou
d{jèrençacrítica.
Se a diferença de médias em alguma célula da tabela for maior que o intervalo
crítico, existem evidências de que tais inédias são estatisticainente diferentes com nível de
sigiiificância a.
Os inétodos apresentados a seguis assumem que o iiíunero de observações para cada
ainostra é igual. Caso existam amostras com tainaidlos diferentes, será utilizado o valor
médio para atenuar esta restrição.
3.9.8.2
Intervalo Crítico do Teste de Duncan
Sein entrar ein detalhes de como este teste protege a taxa de erro tipo I, pode-se
coineiltar que este teste coilsidera luna taxa de eiro para cada coinparação entre duas
inédias e permite que pares de inédias mais afastados entre si possam apresentar uma taxa
maior [53]. Poi-tanto, a diferença ou intervalo crítico do teste de Duncail é variável para
cada diagonal da tabela, em fuilção do coeficiente da tabela de D~mcail,d,,,> k(ii-l) , onde a é
o nível de sigiiificância adotado, k é o ilúinero de tratameiitos, n é o níiinero de observações
por tratamento e j é a distância entre médias. Se a comparação for realizada na diagonal
iilferior, j=2; se a diagonal for a superior, j=k.
O intervalo crítico do teste, A, é calculado para cada diagonal como:
O termo MSE é a variância dentro dos tratamentos, como definida anteriormente.
I-
I
Assim a difereiiça é dita significativa se X, -2,
> A,,,, isto é, se a diferença entre duas
deteriniiladas médias é maior que o intervalo crítico coirespondeilte.
3.9.8.3
Intervalo Crítico do Teste de Student
Similarmente ao teste de Duncan, o teste de Student-Newman-Keuls utiliza
iiiteivalos críticos diferentes para cada diagonal da tabela. Entretanto, este teste protege o
erro tipo I usando iiin nível coilstaiite para cada diagonal, através do coeficieilte da tabela
de Student, qu,j,k(ll-l) , com índices similares aos do teste anterior. A Tabela 3.11, apresenta
estes valores para o nível de significância a = 0,05.
O intewalo crítico do teste, A, é calculado para cada diagonal,
usando o
coeficiente de Shident, q, como:
A diferença é considerada significativa se
IX,- X 1 > A,,,, isto é, se a diferença
i
entse duas médias é maior que o intervalo crítico coriespoiidente.
Tabela 3.11 - Tabela da Amplihide Total Shidentizada para a = 5% [55]
Amplitude Total Studentizada
Alfa = 0,05
Ref. Montgomery - Design and Analysis of Experiments
%m(k,f)
f = número degraus de lberdade do erro ( g.1. total - g.1. tratam.)
= número de tratamentos
f
10
2
3
4
5
6
7
8
9
11
12
13
14
15
16
17
18
19
20
3.9.8.4
Intervalo Crítico do Teste de Tultey
O teste de T~ilceyé mais conservativo que os anteriores, utilizando apenas um
inteivalo crítico para comparação com todas as diferenças da tabela. Este intervalo crítico
coi-sesponde ao maior intervalo do teste de Studeilt.
O intervalo crítico de T~ikeynão varia com a distância entre as médias, sendo:
Para este teste, a diferença é considerada significativa se
IT I FIl> A , isto é, se a
-
diferença entre d~iasmédias é maior que o inteivalo crítico de T~dcey.
Iilspecionando-se as tabelas estatísticas da amplitude total Shidentizada, q, usadapara o cálc~ilodo intervalo crítico de Tiiltey, pode-se observar que o menor valor desta
amplitude é fiinção do níimero de tratamentos, k, e dos gsaiis de liberdadepara o eirro,n '.
Supondo que se utilize este método de coinparação iníiltipla para quatro ou mais
válvulas ( Lima válvula do PVT e pelo menos três do FAT) e que sejam feitas de duas a dez
observações em cada tratamento, o número de gsaus de liberdade do erro, n' = k(n-1), será
sempre maior ou igual ao número de tratamentos.
Analisando-se a Tabela 3.11 observa-se que os valores da tabela da amplitude total
Shidentizada para a = 5% variam em fiinção do níimero de tratamentos: para k = 4 tem-se
qk=4,,,'=4
-
5,76 e qk4,1i'=36 = 3,81 , isto é, com 51% de variação devido ao ilíiinero de
observações e variam para quando k 2 0 de qa=20,1i'=20 = 5,71 a qk=20,~,.=co = 5,01 , isto é, com
14% de variação de n. De um modo mais geral, contando a alteração simultânea do número
de válvulas e das observações, a variação de q foi de 51%.
Com base nestes fatos, pode-se dizer que o inteivalo crítico de Tultey numa
sit~iaçãoreal não ultrapassará 50% o maior valor que viesse a ser calculado para outras
condições práticas de teste. Esta informação é relevante para se considerar a sensibilidade
do intervalo crítico em f~inçãodo niinlero de válvulas testadas siin~iltaneamentee do
número de obsesvações para cada uma delas.
Amostras com Tamanhos Diferentes
3.9.8.5
Os testes e métodos de comparação iníiltipla da média assumem que o ilímleso de
obseivações é igual para todos os k tratamentos. Quando as amostras possuem tamanhos
diferentes, utiliza-se como iiúmeso médio de observações a média harmônica do iiúinero de
obseivações dos tratamentos [55]:
n,, = 1
-5-
4
Metodologia para Testes
Os testes funcionais em fábrica de atuadores liidráulicos submasinos, usados em
válvulas tipo gaveta s~ibmarinas, são novidade tanto no Brasil como no exterior,
despertando questioiianientos nos usuários e fabricantes como q~iaisseriam as vantagens e
benefícios destes testes (já apresentado), quais os equipamentos necessários para executar
os testes e como processar e analisar os dados coletados. Serão esclarecidas, a seguir,
algumas destas questões necessárias à implantação dos testes fi~ncionais,apresentando-se
com maior ênfase os aspectos relativos ao processainento e análise dos dados coletados
d~~rante
os testes de qualificação (PVT) e da aceitação do produto (FAT).
4.1 Infra-Estrutura de Teste
Os testes-funcionais se baseiam na coleta de assinaturas da válvula, como descrito*
no item 2.5.7, e a identificação dos pontos notáveis para cada assinatusa. A obtenção da
assiuatma do coiijunto válvula/atuador exige sempre a pressurização controlada do atuador
e sua posterior despress~tsização.Algumas assinaturas podem requerer que a pressão da
válvula seja alta, usualmente de 5000 psi, ou que a pressão seja tão baixa quanto 200 psi,
ou mesmo zero. Em qualquer destes casos, como a área da haste que atravessa o bonnet
sofie influência da pressão do montante da válvula, também é necessário controlar apressurização da válvula.
Embora não seja escopo deste traballio deseilvolver ~iinainfsa-esti~it~~ra
de testes
realmente f~nicioiial,serão apresentados os conceitos que geralmente devem ser atendidos
num aparato real de teste, composto basicamente de um painel de testes, por unidades
hidrá~~licas
de pressurização (UHP), por ac~muladoresde pressão e por mangueii-as, tubos
e conexões liidráulicas.
4.1.1 Painel de Testes
Um painel de testes atmosféricos para a coleta de assinatusas nos testes em fábrica
deve ter as seguintes características:
1. Permitir o controle das pressões máximas a serem aplicadas no atuador e na válvula.
Permitir o avanço lento e coiltrolado do pistão do atuador, através da sua
correspondente pressurização.
Permitir o retorno lento e controlado do pistão do atiiador, através da sua
despressurização.
Na válvula, permitir o controle e/ou inonitorização das pressões das cavidades de
montante, jusante e, se possível, também do corpo e do back-seat.
O painel deverá dispor de circuitos e dispositivos de proteção e segurança, tais como
válvulas de alívio e redutoras de pressão. Dispositivos eletio-eletrônicos podem ser
usados para complementar a segurança e desempenho dos circuitos hidráulicos, tais
como pressostatos ou saídas de alarme dos indicadores digitais.
Indicar todas as pressões por inanôinetros e por indicadores digitais de pressão, através
de seus transmissores correspoildentes.
Permitir que as informações de pressão possam ser lidas por um sistema de aq~~isição,
de dados. O hardware do sistema de aquisição pode ser baseado em placas de aquisição
de dados, em remotas ou em CLPs (Controladores Lógicos Programáveis), desde que
atendam os requisitos de acurácia e as considerações de desempenho já apresentadas.
O conceito de um painel de testes fimcionais para operas ah~adoresliidráulicos em
condições atmosféricas está ilustrado na Figwa 4.1. O diagrama é praticamente autoexplicativo e as informações apresentadas no Capítulo 2 complementain seu entendimento.
4.1.2 Unidades Hidráulicas de Pressurização - UHP
As ~inidadeshidráulicas de press~ii-ização,abreviadas por UHP, têm como fimção
fornecer fluido em condições de pressão e de vazão devidamente coiltroladas. As UHPs
são compostas basicamente de uma bomba de deslocamento positivo, capaz de gerar as
pressões requeridas para os testes, válvulas de segurança, válvulas tipo agulha e tipo esfera,
inanômetros e indicadores digitais dotados de alarme.
Se a bomba for do tipo hidro-pneumática, isto é, se o motor é alimentado por ar
comprimido, pode-se controlar a pressão e a vazão do líquido atuando-se sobre o fluxo de
válvulas de controle na
ar. Se a bomba for com acionainento elétrico, podem-se ~~tilizar
linha de alta pressão do líquido e também controlar sua vazão, variando-se eletronicamente
a freqiiência do motor elétrico.
Embora possam ser incluídas dentro do painel, existem algumas vantagens em se
ter UHPs destacadas do mesmo:
Permite que as UHPs sejam utilizadas em outras aplicações ou vindas de outros
testes, otiinizando o capital iilvestido.
Menor cainplexidade e custo do painel de testes.
Maior facilidade de inanuteiição, por estarem isoladas e com acesso facilitado.
Permite que as UHPs sejam instaladas afastadas do painel de testes, reduzindo o
ruído anlbiental junto aos técnicos.
As boinbas de deslocaineilto positivo utilizadas para fluidos base-água geralmente
são do tipo pistão, podendo ser de acionamento pneumático ou elétrico. Este aspecto
constr~itivogera pulsações ou oscilações de pressão, visto que a vazão não é constante. Ein
boinbas lidro-pne~imáticasde simples ação, dusante o retomo do pistão do motor, a vazão
chega a zero. Se não forem tomados alguns cuidados coilstr~itivosna UHP, a pressãotambém pode chegar a zero nestes instantes de reversão do motor. Embora a variação de
pressão em bombas elétricas tipo "triplex" não seja tão preoc~ipailte,ainda-assim as
oscilações existentes inviabilizain seu uso direto sem a adoção de u n a filtragein nestas
oscilações de pressão. De uni modo geral, esta estabilização é obtida por acum~iladoresde
pressão.
4.1.3 Acumuladores de Pressão
Os acuinuladores de pressão têin como principal fiuqão permitir a filtragein das
indesejadas oscilações de pressão. Por isto, os ac~iin~iladores
não podem apresentar
listerese e devem ser necessariamente do tipo bexiga; os do tipo pistão não são adequados
para esta aplicação.
A pré-carga de nitrogêiiio deve ser entre 80% e 90% da pressão de operação
desejada. Caso se pretendam utilizar acum~iladorespara u n a faixa de pressões, deve-se ter
em inente que a pressão do fluido não deve ultrapassar dez vezes a pré-carga de gás, sob o
risco de viiicas a bexiga e favorecer a falha pre1natui.a do acuinulador. Nestes casos é
coliveiiieizte utilizar mais de um acuin~~lador,
com pré-cargas diferentes e protegendo-se o
de menor pré-carga com válvula de bloqueio.
Avanço
Pl
Atuador
-HI
I
Retomo
0
Válvula
ontant
Montante
Obs.:
UHP = Unidade Hidráulica de Pressurização
PI = Indicador Digital de Pressão e ~ a i m e t r o
Figura 4.1 - Diagrama conceitual de um painel de testes funcionais
Sob hipótese alguma um acumulador deve ser operado acima de sua pressão
nominal de trabalho, pois poderá precipitar uma grave falha no mesmo, com riscos
materiais e até de vidas humanas.
4.2 Seqüência de Ativida
As principais atividades pasa a implantação da metodologia de testes fuiicionais em
fábrica são apresentadas adiante, considerando os requisitos funcionais das normas, os
valores obtidos nos testes do protótipo durante o PVT e os valores obtidos nos testes
funcionais durante o FAT em fábrica. Algumas destas atividades serão mais detalhadas no
fmal deste capítulo e o exemplo de aplicação ilustrará mais claramente esta metodologia.
No capítulo de concl~isões,na página 154, é apresentado um diagsama de blocos que
resume as principais etapas da inetodologia. A interpretação de tal diagrama requer o
eiiteiidiineiito da seqüência descrita abaixo:
1. Renlizar testes funcionais atmosféricos no protótipo ainda novo de forma a ter valores
de referência do produto novo que será qualificado coilforine normas e procediineiltos
do PVT. Tais testes deverão ser realizados com alta pressão diferencial (ex.: 5000 psi)
na válvula e com baixa pressão (ex.: 200 psi), com um nzimero satisfntório de
1 em níveis aceitáveis. A tradição na indíistria
observações para manter o erro tipo 1
petrolífera é realizas três observações para cada condição de teste. A Petrobras, nos
últimos dois anos, tem adotado pelo menos quatro observações.
Executar todos os demais testes de PVT no protótipo, conforme normas, especificações
técnicas, procedimeiitos e a boa prática de engenharia. Coletar os dados obtidos e
coinparar com os critérios de aceitação definidos previamente.
Após ter sido aprovado o protótipo nos testes do PVT (vedação, iiitegsidadq
fiuicioiiais, cíclicos, etc.), s~ibinetero protótipo à desmoiitagein pasa verificação de
desgastes anormais ori danos inesperados. Realiza-se ainda uma inspeção metrológica
que coiifroiitará os resultados do protótipo com o estudo de folgas e tolerâiicias do
projeto.
4: Com base nos dados obtidos no teste do protótipo novo, nos testes dusante o PVT, nos
critérios de aceitação das normas e ainda se assuniindo determinadas premissas, é
possível realizar algumas inferências estatísticas pasa determinar:
a. A média e o desvio padrão da amostra pasa os principais testes que serão utilizados
nesta metodologia.
b. O valor que será utilizado como referêilcia ou como critério de aceitação para os
testes de FAT.
c. O intervalo de confiança das estatísticas calculadas, através dos testes de hipóteses.
d. A estimação do erro tipo I, do erro tipo 1
1e do poder do teste de hipóteses.
e. Estando tudo de acordo para as diversas condições de teste, o processo de
homologação estará encerrado, dando-se o projeto como aprovado.
5. Com base nos dados obtidos nos teste de FAT nos produtos, bem como assumindo-se
determinadas premissas, é possível realizar outras inferêiicias estatísticas como:
a. A nzédia e o desvio padrão de cada conjunto válvula/atuador, onde cada conjunto
pode ser considerado como um tratamento independente dos demais.
b. Realizar uma análise de variância para determinar se todas as válvulas apresentam
a mesma média ou não, para um dado nível de significância. Podem-se comparar as
válvulas do produto entre si ou incluir também a válvula do protótipo, de modo a se
verificar também se houve variação entre o protótipo e os produtos.
c. Havendo diferença entre as médias, pode-se hierarquizá-las (ordená-las) e aplicar
os testes de comparações nzúltiplas, como o de Tukey, para identificar quais
produtos estão abaixo do protótipo pasa um dado nível de sigiiificância. Tais
válvulas com média baixa serão posteriormente analisadas pelo departamento de
engenharia do fabricante.
d. Outra abordagem seria a comparação de cada válvula com o protótipo (amostsa de
ç a a comparação entre duas médias
controle) usando-se o intervalo de c o ~ ~ a n para
com variâncius desconhecidas
MZUS s z ~ o s t u s como
iguais, adotando-se esta
premissa apoiada no fato que o projeto de ambas as válvulas é o mesmo e que os
métodos de fabricação e materiais utilizados são idênticos. Caso existam motivos
para acreditar que as variâncias são diferentes, pode-se ainda realizar uma
comparação, com resultados aproximados, usando-se a estatística de teste baseada
na distrib~~ição
t com graus de liberdade v conforme descrito na Tabela 3.6.
e. A estimação do erro tipo I, do erro tipo II e do poder do teste de hipóteses.
Baseados nos resultados obtidos nesta etapa, é possível identificar quais produtos
estariam fora da concepção e projeto aprovados durante o PVT, inereceiido atenção
especial do fornecedor. Um aspecto inlpoi-tante é que os produtos abaixo da média da
válvula de coiltrole (PVT), isto é, com deseinpeidio inferior, podem ser muito mais
críticos que os acima daquela média. Em geral, as variações eiicontradas podem estar
sinalizando que alguma variável ou fator do processo de fabricação precisa ser
melliorado. Assim, mesmo produtos com desempeiilio variavelmente acima do
protótipo podem respaldar uma análise mais cuidadosa do projeto, materiais e processo
de fabricação. O exemplo de aplicação ilustra este conceito, no momento que compara
as válvulas do FAT com a válvula do PVT.
6. A conzpaí.ação de cada produto abaixo dos valores do protótipo, com os critérios de
aceitação pode ser realizada usando-se algumas fei-samentas estatísticas de inodo a:
a. Quando se comparar a média de cada amostra com o critério de aceitação, ser
possível conhecer seu nível de significância, através do teste de hipóteses
adequado. O desvio padrão a sei. utilizado na estatística de teste deverá ser fmto da
análise da válvula em questão e das variâncias ainostrais apresentadas pelas demais
válvulas de produto. Se o desvio padrão da válvula com desempenho inferior for
menor que a média dos valores do desvio padrão das demais válvulas, pode-se
adotar este valor médio como estimativa do desvio padrão ainostral.
b. Ter a estimação do erro tipo I, do erro tiyo1
1e do poder do teste de hipóteses.
Cabe destacar que, mesmo que a válvula problemática tenha u n a alta probabilidade .de
estar acima do req~~isito
nlíniino definido pelos critérios de aceitação das normas, isto
não significa que o produto foi aprovado ou aceito, pois está abaixo do critério de
aceitação definido em normas e acordado em contrato. Estas ferramentas apenas
a~~xiliain
o fabricante e o cliente a quantificar e entender o problema naquela dita
válvula.
Algumas observações, recomendações, cuidados e questionarnentos merecem
destaq~lepara que esta inetodologia seja inell~oraplicada, sendo apresentados nos tópicos a
seguis.
4.2.1 Objetivo dos Testes Funcionais
Os testes fimcionais objetivain essencialmente verificar se os produtos se
coinportam estatisticamente do mesmo inodo que o protótipo que foi exaustivamente
testado d~ii.anteo processo do PVT. Estes testes também verificam se há diferenças entre
os produtos entre si, permitindo que a engenharia do fabricante quantifique objetivamente
tais diferenças e realize um estudo mais cuidadoso dos conj~mtosválvula,atuador sob
suspeita.
4.2.2 Número de Observações para cada Condição de Teste
Como já citado, o usual é a realização de três observações para cada condição de
teste (pressão diferencial na válvula, profimdidade simulada, etc.). A experiência com
testes fimcionais de PVT indica que nem sempre este nímeso é stificiente, sendo que
mínimo de quatro obsei~açõestem sido realizadas pela Petrobras para cada condição de
teste.
Em fimção da dispersão dos resultados obtidos nas assinaturas para uma dada
condição, pode-se antecipar que muitas vezes são necessárias outras observações,
coinpleinentando às vezes até oito observações, principalmente se os valores obtidos se
encontram muito próximos dos critérios de aceitação estabelecidos.
Como u n a primeira aproximação, pode-se tomar os resultados coletados de quatro
primeiras observações, registrando-se os respectivos pontos notáveis, em especial o de fim
de retorno do atuador, numa válvulafail dose. Se estes pontos apresentarem uma variaçãcr
ponto a ponto de até 20 psi e se a média destas observações estiver afastada do limite
estabelecido no critério de aceitação de pelo menos dois desvios-padrão, então as quatro
observações serão suficientes. O valor de 20 psi se baseia na sensibilidade adquirida com a
execução de centenas de assinaturas [41], descartando-se as variações que poderiam ser
geradas pela infra-estrutura de teste, se suas variáveis não estiverem perfeitamente
controladas (ex. pressão de montante da válvula constaiite). Intuitivamente pode-se
justificar este procedimento supondo-se que a distribuição dos valores observados segue
uma cwva normal. As Tabelas 6 e 7 destacam alguns valores do intervalo de confiança em
fimção do desvio-padrão.
Se durante a execução dos testes for constatado que, para um mesmo ponto notável,
a variação ponto a ponto é maior que 20 psi, é provável que:
a infra-estiutura de testes não esteja adequada (ex. controle de pressão pouco
constante, precisão insuficiente dos instriunentos, etc.) ou a execução dos
mesmos não esteja sendo feito uniformemente (ex. variação na velocidade dos
testes), gerando uma dispersão extra nos valores coletados; elou
se a válvula está sujeita a pressão diferencial e a gaveta está saltando sobre as
sedes, (diz-se clicando), os valores nestas condições são pouco repetitivos,
aparentemente devido à natureza estocástica do saltar da gaveta; elou
o conjunto válvula/at~iadorapresente alguma característica fimcional menos
comum, ou mesmo um problema funcional.
Em quaisquer destes casos, a boa prática recomenda coletar mais assinaturas,
eventualmente descartando-se aquela menos representativa e obtendo-se pelo menos quatro
assinatusas similares. Muitas vezes nuin PVT são coletadas ciilco ou seis assinaturas em
condições similares, embora as especificações requeiram apenas três ou quatro leituras.
No PVT em especial, deve-se ter cei-teza da boa qualidade das asshahxas já que as
mesmas serão fimdamentais pasa a coinpasação dos prod~itoscom o protótipo. Se for
utilizada a comparação nlíiltipla das média dos produtos com a média do protótipo, em
especial usando-se o teste de Dunnett [55], recomenda-se que o número de observações do
protótipo, nPt seja &vezes o número de observações nfit para cada um dos k produtos.
Assim, se nfat= 4 e houver a previsão de 9 válvulas como produto para os testes funcionais,
o ideal seria que setivesse n,, = n, Jk = 4.A= 12 cada condição de teste.
-
--
Como 12 observações para cada teste encareceria muito o custo total do PVT,
podem-se tentar utilizar até 6 (seis) observações para cada teste e, dependendo das
condições e características dos testes, utilizar resultados combinados de dois -ou mais
testes. Por exemplo, durante o PVT são coletadas assinatusas atmosféricas com zero ciclos
e a 500 ciclos, dentre outras. Alg~unasvezes as variações da assiilatma da válvula são
inhimas entre a válvula nova (zero ciclo) e a válvula pouco ciclada (500 ciclos), o que
pode ser constatado pelos diversos valores dos pontos notáveis como um todo. Nesta
situação, se os dados da válvula nova (zero ciclo) forem poucos elou com pouca
repetitividade, pode ser justificado utilizar aqueles outros dados, duplicando o ní~merode
observações e se obtendo dados com maior representatividade do protótipo.
Poderiam ainda utilizar-se curvas características de operação para se estimar o
ilíiinero mínimo de amostras em fimção de um determinado nível de e170 tipo H, mas o
resultado poderia ser pouco prático pelos altos custos dos testes com muitas observações.
Ao invés disto, pode ser preferível determinar o eno tipo LI para um dado número de
observações e suas estimativas para a média e desvio padrão da amostra, avaliando se este
eno é adequado ao processo ou não. Algumas sim~~lações
n~iméricasdeste assunto foram
apresentadas no final do exemplo de aplicação, onde foram avaliadas as margens de risco
a e /3 e constiuída uma tabela que estabelece o número mínimo de observações em função
de outras variáveis, para uma dada inargein de risco do cliente P = 5%.
4.2.3 Planejamento Experimental
A execução de testes fuiicionais subentende que os experimentos do PVT e do FAT
forain devidamente planejados, como as refereiicias 1551 e [56] recoineiidain. Ao longo
deste traball-io, várias recoinendações específicas para a execução de testes funcionais
também foram apresentadas, tais como a concepção da ida-estrutura de testes, a precisão
dos iiistr~iinentosde medida, a velocidade de execução dos testes e o ilíiinero de leituras
para cada condição de teste. Mesmo assim, cabe destacar alg~msoutros pontos:
4.2.3.1
Uso de Livro de Anotações
Mesmo na era da informática e da aquisição coinp~itadorizada de dados, é
importante existir um registro, escrito pelo próprio técnico executante, dos experimentosrealizados, suas condições de execução, principais resultados coletados, etc.
Além disso, ao longo de todo experimento, por mais planejado que ele tenha sido,
sempre ocorrem desvios ou pasticularidades dignas de registro. O livro de -anotações
permite registrar estas e outras observações no momento em que ocorrem, facilitando o
entendimento do experimento por todos os técnicos envolvidos e sendo unia fonte deconsulta relevante para o planejaineilto e execução de outros experiinentos e testes.
4.2.3.2
Testes Preliminares
É muito importante verificar que todo o aparato experimental, métodos, procedimentos e fei-sainentas de análise consigain fornecer os dados e resultados coilfoime o
esperado. Para tal, é recoinendável que sejam realizados testes em caráter preliminar,
antevendo as dificuldades e problemas que porventusa ocorram nos testes funcionais reais
dos produtos.
Embora a execução de testes preliminares e sua posterior análise impliquem num
custo e tempo adicionais, sendo por isso muitas vezes evitados ou desconsiderados, a
experiência tem mostrado que seus benefícios conipensain estes custos adicionais, pois
pelo menos o treinaniento do corpo técnico exec~itantepode sei- verificado. Posterioimeiite,
quando os testes reais do FAT forem realizados, será constatado que o coi-po técnico os faz
com maior repetibilidade, precisão, segurança e rapidez.
4.2.4 Pré-Análise e Descarte de Valores Díspares
Algumas vezes, obtêm-se valores dos testes que parecem suspeitos, pois fogem dos
valores típicos eiicoiitsados, como que fora da cwva (outliers). Nestes casos, recomenda-se
estudar mais cuidadosamente a fonte dos valores, as variáveis de teste que interferem no
res~iltadofinal, repetindo-se o teste até se ter confiança que o teste foi bem executado.
Outras vezes, estes valores díspares só são identificados d~iiaiiteo processamento
numérico dos valores. Neste casos, é freqiiente constatar alguma confusão na cópia ou
transcrição dos valores, ou mesmo algum engano de cálculo. A inspeção cuidadosa dos
dados pode eilcontrar o eventual problema.
Se os valores díspares não forem fk~itode um teste mal executado ou de erros -de..
calculo elou cópia, deve-se avaliar com cuidado se tais dados podem ser excluídos das
análises. Esta avaliação não deve ser baseada apenas ein inferências estatísticas (ex: está
fora da média), mas também incluis fundamentos técnicos que justifiquem tal descarte.
Numa pior hipótese, devem-se conduzir duas análises estatísticas: uma incluindo os
pontos suspeitos (ou díspares) e outsa análise considerando apenas os pontos mais
4.2.5 Modelagem ou Simulação
Os dados experimentais podem servir para refinar o modelo utilizado no projeto do
conjunto válvula/atuador, de forma que os coeficientes de atrito utilizados no modelo e
outros parânletros empíricos possam ter sua estimação facilitada elou verificada através
dos resultados dos diversos testes funcionais, realizados em condições atmosféricas e
liiperbáricas.
Uma gsande vantagem no uso de uma modelagem que permita a simulação dos
resultados para as diversas condições de teste é antever se os resultados coletados nos
testes preliminares estão mantendo coerência entre si e com a siin~zlação,trazendo maior
confiança aos res~iltadosque são obtidos experimentalmente, ou indicando que um iiíunero
maior de testes pode ser necessário. A simulação também pode ser iitilizada para aiixiliar
lia avaliação de conj~mtosválvulalatuador problemáticos, agilizando a interpretação dos
resultados e identificação dos problemas.
Existem diversas formas de se realizar uma modelagem do fi~ncionamentodo
conjunto válvulaíatuador para as várias condições de operação e profundidade, não sendo
novidade para os projetistas mais experientes dos fabricantes de equipamentos submarinos.
Por fugir ao escopo desta tese e por necessitar de dados técnicos mais reservados, que
poderiam comprometer a propriedade intelectual do fabricante, não será apresentado
exemplo desta técnica. Entretanto, será apresentada adiante uma discussão dos efeitos da
prof~mdidadeno compoi-tamento do conjunto válvula/at~iador.
4.2.6 Influência da Profundidade nas Assinaturas
O comportamento conjunto válmilaíat~iadorsofie influência da pressão extema,
causada pela profimdidade de trabalho real. Por isso, são realizados testes Iiiperbáricos de
desempenho dusante o PVT, de modo a se conhecer o fimcionamento do protótipo nas
condições mais críticas da futura operação dos produtos.
Estudos de modelagem prévios e a experiência em .testes liiperbáricos denionstram
que existem uma iiiterdependência, geralmente simples, entre as assinaturas nas condições
atmosféricas e hiperbáricas. Esta interdependência é causada pelo diferencial de pressão na
&-eada haste inferior que atravessa o bonnet e pelos atritos das vedações na válvula e no
atuador.
Considerando que os fabricantes tentam iniiiimizar os atritos interiios do coiljunto
válvulaíatuador, pode-se adotar que os atritos das vedações são desprezíveis, numa
primeira aproximação. Assim, a variação da assinaturas com a profundidade é basicamente
causada pela pressão externa atuando na haste e tentando avanças o atuador, e pela pressão
interna no corpo da válvula expulsando a haste no sentido de ajudar o retorno do atuador.
Estas forças atuantes lia haste inferior, resultam iiuina variação da pressão de reação do
atuador que é função da área de seu pistão. Assim, pode-se dizer que a pressão do atuador
sofie uma variação de pressão diretamente proporcional ao diferencial de pressão existente
na haste inferior e que esta vasiação é constante numa faixa de trabalho bastante ampla.
A identificação deste coeficiente de proporcionalidade entre a pressão do atuador e
da válvuldproíündidade, será designado por CPAV. O CPAV deve ser obtido
preferencialmente da análise dos dados dos testes do PVT, tanto atmosféricos como
l~iperbásicos.
O CPAV experimental é o valor médio de dois valores, um calculado com os dados
do avanço (CPAVa) do atuador e outro calculado com os dados do retorno (CPAVr) do
at~iador.O CPAV experimental deve ser comparado com o obtido pela engenharia, a partis
da modelagem do conjunto válvuldat~iador,ou de forma aproximada, da relação de áreas
entre a haste inferior e o pistão do atuador.
E possível se obter uma estimativa dos CPAVa e CPAVr para cada produto
analisando-se os dados das assinaturas atmosféricas em alta e em baixa pressão. Este tipo
de análise deve fazer pai-te dos dados processados num FAT real, mas não é escopo deste
trabalho.
Uma análise e discussão mais aproíündada do fimcionainento do _conjunto
válv~ila/atuadorpraticamente precisaria a construção de um modelo capaz de simular o
compoi-tanlento deste conjuiito, exigindo dados dimensionais do fabricante e f ~ ~ g i n ddo
o
objetivo principal desta inetodologia.
4.2.7 Intervalo de Confiança e Testes de Hipóteses para a Média
Uma das análises que se realiza na metodologia proposta é coilhecer, com um dado
iiível de confíailça, se o critério de aceitação ou se um valor de contsole (ex. R4 do PVT)
está dentro do intervalo de coiifiança estimado com as observações dos testes. Para tanto, é
utilizada a distribuição t bilateral, conforme apresentado ailteriorinente.
Tainbéin é possível comparar a média do protótipo, ppvt,(OUdo prod~ito,pfat)com
o critério de aceitação, klcrit, utilizando-se testes de hipóteses. É desejado que a hipótese
forte seja a da média dos testes ser maior do que o critério de aceitação; se esta for a
hipótese alternativa, se deverão buscar evidências para rejeitar a hipótese das médias serein
iguais. Considera-se então que a hipótese nula e a hipótese alternativa são,
respectivamente:
H. :
ppvt= pcrit, significando neste caso que: ppvti pcrit
A hipótese nula como definida acima indica que, se a média do PVT for menor ou
igual à do critério de aceitação, tal hipótese não poderá ser rejeitada, o que implica que não
existem evidências para coilsiderar a liipótese alternativa como verdadeira. Por outro lado,
se os testes apresentarem evidências que respaldem a rejeição da hipótese nula, aceitandose a liipótese alternativa, prova-se que o protótipo atende aos requisitos do PVT.
A formulação da comparação da média como a apresentada, pressupõe um teste de
hipóteses unilateral [55] e [58], com o seguinte deseiivolvimeilto para p c r i t = ppvtpsi:
H. :
Ppvt = Ckrit P S ~
H1:
Ppvt > Lkrit P S ~
Nível de significância:
a
Nível de Confiança:
(1 - a)x 100 %
Média da Amostra:
X psi
Desvio Padrão da Amostra:
S psi
Niímero de obseivações:
n
Distribuição adotada:
t com 1 cauda e (n-1) graus de liberdade
t observado:
t critico:
tc = ta; (11-1)
valor-P :
fiiiição do Excel DISTT ( [to[;11-1;1)
Se to > t, ou se valor-P < a, deve-se rejeitar a hipótese lida e aceitar a hipótese
alternativa. Isto significa que a média das observações do protótipo é maior que o valor do
critério de aceitação com uma coilfiança de (1 - valor-P) x 100 %.
4.2.8 Estimativas dos Erros
Convém recapitular alguns conceitos:
O erro tipo I é a probabilidade do teste de liipóteses rejeitas H. quando ela é
verdadeira, sendo basicamente o nível de significância, a, que é definido durante a análise,
ou a pai-tir de um maior ou menor intervalo de coilfiaiiça adotado. Este eiro está associado
ao risco que o fabricante tem de rejeitas, como ruim, um produto que na verdade é bom.
O ei-so tipo 11 é a probabilidade do teste de hipóteses aceitar H. quando ela é falsa,
sendo designado por P. Este tipo de erro está associado ao risco que o cliente tem de
aceitai-, como boin, ~ii11produto que na verdade está ruim. Se a hipótese nula for Ho: p = p0
e lia verdade estas médias forem realmente diferentes, pode-se dizer que o erro P é função
do valor da média verdadeira, isto é, P(p). A fimção P(p) é calculada através da
probabilidade de uma estatística (ex.: média da ainostraX) cair na região de aceitação
definida para um determinado valor de p. No caso da distribuição 2,esta probabilidade é
definida como [59]:
onde 6 corresponde à diferença entre a média verdadeira e a média na hipótese nula. A
Figwa 4.2 ilustra esta equação, podendo-se observar o caso em que a segunda parcela da
equação é praticaineilte zero. Neste caso, o erro p se res~iinea:
O tainaid~oda amostra requerido também pode ser calculado com base nesta última
equação, coiiliecendo-se o desvio padrão o, a distância 6 e os ei-ros a e P:
Se a distribuição for unilateral, ao invés de Zu/2,utiliza-se 2, na equação.
I
I
a'-
O
12
' a 12
Região de Aceitação para HQ
*
6 6
0
20
Figura 4.2 - Conceituação do erro tipo II, ou P, para a Distribuição Z
O cálculo do erro tipo II se diversifica para as distribuições tipo Z e t (para diversos
graus de liberdade), tanto com urna ou com duas caudas, Por isso é mais prático utilizar as
Curvas Características (CC) que apresentam o valor de p em h ç ã o das demais variáveis,
existindo uma família de curvas para cada tipo de distribuição.
Mencionou-se anteriormente que o erro tipo 11diminui com o aumento do número
de observações e que alterações em a refletem também em P. A Figura 4.3 ilustra estes
conceitos, assim como a diferença entre as curvas características para distribuições
unilaterais ou bilaterais.
Quando y = yo, as CC unilateral e bilateral são equivalentes. Quando p real excede
po, a CC unilateral é melhor que a curva bilateral porque decai mais abruptamente,
identificando bem que a hipótese alternativa é verdadeira. Entretanto, quando p < po, o
teste bilateral tem maior probabilidade de detectar esta diferença de médias do que o teste
unilateral. Isto pode ser intuitivamente entendido ao se considerar que o teste unilateral foi
concebido para casos em que a média p não pode ser menor que yo, ou se isto vier a
ocorrer, é desejável aceitar a hipótese nula.
~
Influência d o Tamanho
P I ~-----da Amostra - n
1.00---
v
I
I
I
.o0
kl
''.O0
Influência do Erro
Tipo 1 (0)
z
I
Influência do Tipo de Distribuiqáo
h
Cunra Caracterlstica
Teste Unilateral
\\
I
CurvaCaracterlstica
Taie üiiaterai
II
O0
I
F
nl
P
Figura 4.3 - Curvas Características e a influência de n, de a e do tipo de
distribuição
A distância entre a média real e a hipótese considerada é geralmente apresentada
como uma variável adimensional, d, utilizada como abscissa nas curvas características, em
função do desvio padrão:
No caso de comparação entre duas médias cujas distribuições sejam normais e com
mesma variância oi2= o; = c?, pode-se estimar a variância combinada S:
conforme
exposto no item 3.8.3, utilizando-se os mesmos gráficos das curvas características já
descritos mas adotando-se a distância d como:
O tamanho da amostra usado nas curvas características quando se comparam duas
médias também é diferente, designado por n*:
Cabe salientar que a estatística to com v graus de liberdade como definido na
Tabela 3.6, não possui sua distribuição conhecida para o caso de a hipótese nula ser falsa e
das variâncias serem diferentes. Por isso, para o caso de variâiicias diferentes não existem
c~n-vascaracterísticas disponíveis.
A título de ilustração, é apresentada na Figura 4.4 a família de curvas características
para a distribuição tipo t unilateral e com nível de significância a = 5%. O próximo
capítulo, no item 5.2.11.2, apresenta um exemplo de aplicação usando estas curvas.
Curvas Caracteristicas, para diversos tamanhos de a m s t r a n, para teste tipo t unilateral e nlvei d e signilicância alfa = 0,05
Figma 4.4 - Curvas Características para distribuição t unilateral e a = 5% [58]
Ao final do exemplo de aplicação é feita uma discussão sobre as inasgens de risco
eilcoiltradas nos produtos e o controle do erro tipo I1 ou risco do cliente, P, em fimção do
níimero de observações, do critério de aceitação e das estimativas de média e desvio
padrão amostral.
5
Aplicação da Metodologia
Considerando que a principal ferranlenta de coleta de dados para os testes
h c i o n a i s é a assinatusa do conjunto válvula/atuador e que tais dados deverão fazer paste
do datcrbook que o fornecedor entrega ao cliente, contendo tanto os dados do PVT coino do
FAT, foi possível apresentar um exemplo bastante realista de aplicação da inetodologia.
Para tal, foram utilizadas as informações dos testes de um tradicional fornecedor de
equipamentos submarinos para a Petrobras, recebidos após a devida solicitação escrita
facilitas o entendiinento da
destes dados pasa ilustras a metodologia e siin~~ltaneainente
mesma pelo corpo técnico daqiiela empresa. Tomou-se o cuidado de apresentar o menor
conjunto possível de dados, resguardando a propriedade intelectual e o segredo industrial
das partes envolvidas.
5.1 Considerações Iniciais
O exeinplo de aplicação da metodologia apresentado neste trabalho é tuna amostra
da análise de dados que poderia e deveria ser empregada pelos fornecedores, para
denloilstrar que seus produtos atendem às especificações fimcionais previamente
contratadas. Por isso, será analisado uin caso de válvulas FSC de um fabricante onde esta
metodologia começou a ser utilizada.
5.1.1 Escopo da Análise no Exemplo
A análise dos dados coletados das assinaturas no FAT pode ser executada nos
priucipais pontos notáveis, coino il~istraa Fig~ii-a2.5, na p. 35 e descrito em seu item
subseqüente.
Numa análise dentro de um fornecimento real, deverão ser analisados os pontos
iiotáveis, tanto no retosilo coino no avanço do atuador. A análise comparativa destes pontos
notáveis, tanto em baixa pressão coino em alta pressão, fornecem iiiforinações do
funcionainento de componentes internos do conjunto válvlila/atuador, como os atritos na
interface sede-gaveta, os atritos nas vedações da haste e a pré-carga e rigidez da mola do
atuador. A análise e comparação do conjunto de dados permite identificar até mesmo
folgas e desaliiiliainentos de montagem.
Pasa miiiiinizar a exposição de inforinações técnicas do projeto do fabricante, não
será realizado este estudo mais coinpleto dos diversos pontos notáveis neste exemplo de
aplicação. Por isso, visando apenas deinonstrar a viabilidade desta metodologia, serão
analisados os dados em relação ao ponto mais crítico na operação de uma válvula fail safe
dose que é a contra-pressão múliina de retorno, como já apresentado.
5.1.2 Tipo de Distribuição
Assumiu-se como premissa que o conjunto válvulaíatuador é Lun dispositivo
mecânico composto de dezenas de componentes mecânicos combinados, onde tal
coinbinação acai~etaum desempenho fimcional cujos parâinetros podem ser representados
por uma distsibuição suposta como aproximadamente norinal. Como o níiinero de
obseivações para cada condição de teste é relativamente pequeno, considerou-se que os
dados amostrados seguem a distribuição t.
Como cada conjiinto válvulaíatuador tem um desempenho independente dos
demais, pode-se considerar que as distribuições ainostrais das vasiáveis de interesse
tainbém são independentes entre os produtos, podendo-se utilizar os métodos de análise já
citados.
A priori será considerado que as variâiicias dos conjuntos válvula/atuador são
iguais, uma vez que o projeto, os materiais e o processo de fabricação são idênticos.
5.2 Análise dos Testes do PVT
Supondo que as três primeisas etapas da metodologia proposta no item 4.2 tenham
sido executadas com sucesso, têm-se os dados fimcionais do PVT [60] para a válvula
ensaiada em condições atmosféricas. A tabela abaixo apresenta os valores encontrados
nestas condições para o ponto de fim de retorno do ah~ador,R4, quando o back-seat vedou.
Tabela 5.1 - Gráficos e Valores do PVT atmosférico FSC
R
= Fir
Ie Retomo do Atuados
'ressão 'sessão 'sessão
no
no
Ciclo Visão Qualitativa da Assinatura Utilizada na Coleta
R4
corpo
corpo
Jominal Real
o
nova
o
nova
o
nova
o
nova
Gráfico pouco connável
Análisedo GE%CO
indicavaria,% de+20psino atuadoracada+lOOps
deoscdaq2onapresMode montante(comváhrulaABERTA)
Válvula "clicou" no avanço -Retorno com formato estranho
4850
o
(mas
nova
PYI ~ h n ~ ~ i5000
cla
~are~a
cloie
il
lusante
-
4533)
Teste inválido: a pressão de jusante não chegou a zero...
o
nova
-
5049
no
Mont.
e no
lusante
LmirnOrnnna,
f este Inválido para comparação no PVT mas pode ser útil para
= 5000 psi)
a modelagem (retorno sem AP gaveta, P,
Boa Assinatura sob Alta Pressão Diferencial
{FL.
.---
< . . . . . . . . . . . ..
1
101
m
a
r
401
rii
em
wmn ,hhO
roi
a
. sn. rmr . i +
-
.
,
li01
Boa Assinatura sob Alta Pressão Diferencial
5.2.1 Análise Qualitativa e Comparativa dos Dados
Observando-se os dados tabelados, é possível fazer os seg~iintescomentários:
1. Observa-se que a condição mais crítica de operação do conj~mtoválv~ila/atuadorocorre
quando o corpo da válvula está sob baixa pressão. Assim espera-se que esta tainbéin
seja a condição mais crítica nos testes liiperbáricos, devendo ser dada a máxima
atenção à coleta dos dados nestas condições.
2. As assinaturas para a condição de baixa pressão (200 psi nominal) apresentaram
valores próximos entre si, tanto nas assinatusas com zero ciclo como ilas com 500
ciclos.
3. As assiilatmas dos gráficos 6 e 7, coi-sespondendo às duas últimas assiilat~iiascom 500
ciclos estão dentro dos valores encontrados com a válvula nova. Assim, se existissem
poucas assinatusas confiáveis para a válvula nova, seria justificável a utilização destes
dois valores ilas análises à frente.
4. A pressão de retorno do atuador sofre influência das oscilações de pressão no corpo da
válvula, causadas pela dificuldade de manutenção da pressão de montante num valor
constante. Análises mais detalhadas das assinaturas sob baixa pressão indicam que,
quando a válvula está abei-ta, isto é, sem pressão difereilcial, a pressão do atuador
oscila 20% do valor da oscilação da pressão de montante. A modelagem do coilj~mto
válvuldatuador pode utilizar estes dados para maior refiilainento do modelo.
5. Na assinatura do gráfico 8, pode-se constatar que, d~iranteo avanço do atuador sob alta
pressão diferencial, a gaveta saltava.
6. No mesino gráfico 8, observa-se que o back-seat encostou no Óonnet em 1513 psi, mas
que a vedação só ocoi-seu em 1400 psi. Tal compoi-tameilto não ocorreu na terceisa
assinat~n-a,conforme gráfico na linha 10 da Tabela 5.1.
7. Coilsideraiido que no segundo teste sob alta pressão, l i d a 9 da tabela, a pressão de
jusante não foi aliviada rápido o suficiente para que a pressão de jusante fosse zero,
tem-se que o número total de assinaturas sob alta pressão (5000 psi) com o retorno
válido é de apenas dois, sendo que numa a gaveta não clicou no avanço, mas nos outros
dois avanços (incluindo a assinatura da liidla 9) a gaveta clicou. Assim, seria desejável
que outras assinatmas tivessem sido realizadas, provavelmente mais quatro a seis.
Observando-se as assinaturas de 5000 psi com 500 ciclos, nota-se que as duas últimas
apreseiltam um bom aspecto e seus valores são bastante siinilares entre si e quando
coinparados com os dois primeisos valores utilizáveis para a válvula nova. Observa-se
ainda que nestas duas assinatusas a gaveta deslizou sobre as sedes, ao invés de saltar.
Assim, conseguem-se coletas três dados similares (gaveta deslizando, 5000 psi)
adotando-se a premissa de que os primeisos 500 ciclos afetaram de modo pouco
perceptível o fimcioilameiito do conjunto válmilaíatuador.
A assii1at~ii.ada liiha 11 não pode ser utilizada como uma boa observação para os
testes sob 5000 psi diferenciais, já que a pressão de jusante não foi aliviada após a
válvula gaveta fechar durante o retorno do atuador. Eiitretailto, como as pressões de
montante e de jusante são iguais, pode-se utilizar esta assiilah~rapara estimar os atritos
entre gavetalsedes e hastelbonnet, quando se compara esta assinatura com as demais.
10. Os testes atinosféricos de PVT são muito inlportailtes para se conhecer o
comportamento do conjunto válvulaíatuador a ser testado ciclicamente e em condições
hiperbáricas, otimizaildo o tempo e o capital investidos.
11. Uma análise cuidadosa das suas assiilah~ras,tão logo sejam colhidas, é esseiicial para
que se reduza a possibilidade de perder inforinações valiosas, quer porque alguma
variável do teste foi insatisfatoriamente controlada, quer porque a válvula pode
apresentar um comportamento pouco repetitivo ou mesmo errático.
Talvez o comentário mais importante seja que os dados do conjunto válvula/atuador
só podem ser devidamente selecionados após Luna análise global e comparativa de diversas
assinahu-as. Isto reforça a necessidade de se ter um maior nímero de assinahu-as,
principalmente se o coiyo técnico que executa e analisa o teste ainda não estiver
totalmente familiarizado com as peculiaridades e dificuldades deste tipo de teste.
5.2.2 Tabulação dos Dados Úteis do PVT
Com base na análise feita no item anterior, é possível sumarizar na Tabela 5.2 os
dados da pressão fmal de retorno, R4, que serão realineizte utilizados nesta metodologia.
Pode-se notar que existem seis obseivações colhidas sob baixa pressão e utilizáveis, mas
apenas três aproveitáveis sob alta pressão diferencial no conjunto válvula/atuador FSC.
Tabela 5.2 - Valores Utilizáveis do PVT atmosférico FSC
Pressão
Pressão
C01po
Pressão em R4
Observação
Nominal
837
837
I
I
1668
1652
1
O ciclos
O ciclos
O ciclos
O ciclos
500 ciclos
500 ciclos
O ciclos
500 ciclos
5.2.3 Verificação da Normalidade dos Dados
Para que fosse possível verificas se a distribuição das observações segue unia
distribuição norinal, poder-se-ia traçar o gráfico do valor das observações já hierarquizadas
versus a probabilidade acumulada num gráfico em que a ordenada coi~esponderiaà
probabilidade acumulada da curva norinal. Se os valores dos poiitos neste papel pudessem
ser representados aproximadamente por Luna lidia reta, a liipótese de distribuição norinal
seria razoável.
Entretalito, o número de obsewações sendo apenas seis não peimite consolidar
clasaineiite a liipótese adotada. Uma alternativa para se auineiitarein os poiitos seria a
tabulação de todas as observações ao longo da ciclagem num PVT, em geral superando 15
valores, e tabular os seus desvios em relação ao valor médio para cada ciclagem, ateiiuando
assim algum efeito da vida útil no valor médio da pressão do atuador.
De fato, a Tabela 5.3 apresenta estes dados e o processameiito que foi realizado
para o traçado da curva de probabilidade iiormal, apresentada lia Figura 5.1. As células de
valores em cinza, na tabela, indicam dois valores, sendo o primeiro referente ao fm do
patamar do atuador e o segundo o valor de pressão do atuador para o início de vedação do
buck-seat. Tal comportamento difere do apresentado nas outras assinaturas, justificando
sua exclusão nesta análise numérica.
Tabela 5.3 - Dados Gerais do PVT para Válvula FSC - Pressão R4 @ 200 psi
I Média Geral (Valores) (
857,647
o (Desvio Padrão) Geral
29,247
1
[ Média Geral (Desvios) I
o Geral (Desvios)
0,000
9,905
Obs.: Os valores das médias e dos desviospadrão foram calculados com o Excel.
Desvio Mínimo =
Desvio Máximo =
n Valores =
-13
18
17
1
1
-10,3
-4,5
1 9% 1 6
1 27% 1 7
1 :4 1
9,3
11,7
12,5
17,8
56%
69%
72%
80%
82%
99%
í':
14
15
16
17
Observa-se que a grande maioria dos valores ou observações traçadas no gsáfico
pode ser aproximada por uma reta, com uma tolerância com a espessura de um lápis,
representada pela região cinza no gráfico.
Com base na literatura [53] e [55], a análise dos dados e seu gráfico permite
realmente assumir que as observações seguem uma distribuição aproximadamente
simétrica e normal. Assim, os testes utilizados nesta metodologia poderão ser
adequadainente aplicados.
j = posição hierarquizada do valor
&&-L-.
C = Cíclos
V = Valor d e R4
0,5 %
0,2 %
0,l %
Vabres dos Desvios: Mínimo = 0% e Máximo = 1QQ%
Figura 5.1 - Verificação da Probabilidade Normal- Todas as Observações R4 no PVT
5.2.4 Verificação de Pontos Díspares
Os cálculos realizados anteriormente apenas descartaram algum ponto ou valor
quando a assinatura não era similar às demais, de fosma a reduzir a influência de outros
fenômenos nas análises executadas. Entretanto, isto não significa que as assinaturas
inicialmente descartadas não possam ser utilizadas para análise do conjunto
válvuldatuador. Como dito anteriosmente, seriam necessárias mais observações, isto é,
assinahiras, para se conhecer melhor o comportamento da válvula, identificando e
classificando os modos de funcionamento da mesma.
Um ponto mencionado na metodologia é a verificação de pontos díspares baseados
também numa análise numérica. Existem diversos critérios para identificas tais pontos e
rejeitar seu valor, como o critério de Chauveilet [56], que utiliza o ilíimero de ainostras e
compara a razão entre o desvio de cada valor em relação à média e o desvio padrão da
amostra com o critério de Chauvenet. Um critério de uso mais fi-eqiiente e prático é
verificar se os desvios estão dentro de uma determinada tolerância em relação ao desvio
padrão total dos desvios. Ein geral esta tolerâilcia é de f 2 desvios padrão, que inima
distribuição normal resulta em 95% dos valores, como a Tabela 3.3 (p. 63) destaca. Se o
iiíiimero de observações for pequeno e se desejar evitar o descarte de algum ponto extremo
mas ainda válido, pode-se adotar f 3 o.
Repetindo-se a análise anterior para os pontos extremos inferiores, isto é,
coiisideraildo o terceiro valor em 500 ciclos e o seg~mdovalor ein 2000 ciclos, tem-se a
seguinte tabela:
Tabela 5.4 - Análise alternativa dos desvios utilizando os valores díspares
(valores díspares em cinza)
Nota-se que os pontos julgados díspares realmente foram identificados como tal
pois seus desvios são maiores que f20gerai,iiltroduziildo tainbéin uma dispersão exagerada
nas ciclagens 500 e 2000, que apresentam valores de ociciomuito maiores que as demais.
Esta últiina coinparação tainbéin poderia ser feita a partir da tabela ANOVA, coinparaiidose os erros q~iadráticosmédios entre as observações de cada ciclagein.
Portanto, foi acei-tada a coilsideração inicial de não utilizar aqueles dois valores.
5.2.5
Influência da Profundidade na Assinatura
A iilfluêilcia da profimdidade no coinpoi-taineilto do coilj~uitoválvula/atuador pode
ser estimada a partir da comparação dos dados dos testes 1.iiperbáricos com os dados do
teste atmosférico feito imediatamente após o teste l-iiperbárico.A tabela adiante apresenta
os valores coletados e o cálculo da variação de pressão do ponto R4 em função da
profimdidade, tanto no seu valor absoliito, em psi, como pelo coeficiente CPAV.
Tabela 5.5 - Influência da Profi~ndidadena Assinatura da Válvula FSC - ponto R4
Pr. Prof.
O
1834
2925
Teste PVT Atmosférico
Teste PVT Hiperbárico
Teste PVT Hiperbárico
Prof.
O
1250
2000
Teste PVT Atmosférico
Pr.Prof. IR4 Amb.
O 1 87213
ValorI
861
2325
3194
Teste PVT Hiperb 2000 m 1 2925 1 267,7
-
Valor 3 Média Leit. Média Amb. Desv.Pd.
884
872,3
872,3
11,5
2317
2323,3
489,3
5,7
3196
3192,7
267,7
42
Valor 2
872
2328
3188
Variação (psi)
CPAV (Atu 1 Hiperb)
-383.0
-0,2088
Teste PVT Hiperb 1250 m 1 1834 1 489,3
-
-0,2067
-604,7
-221,7
-0,2032
P atul - P atu2
P hipl - P hip2
Nota-se que os valores da variação e do CPAV são negativos, porque a pressão
externa tende a diminuir a pressão de retomo do atuador. Conforme citado no capít~ilo
anterior, pode-se utilizar uma aproximação do CPAVTeórico
= 0,2010 , detenniilado pela
relação entre a área da haste inferior (S~illf= 3,976 in2) e a área do pistão pelo lado do
2
= 19,782 in ) do protótipo usado no PVT.
fluido (SPfluido
A comparação entre o CPAVTe6rico
e o determinado experimentalmente para o
retorno do atuador, CPAVp,, indicam Luna diferença de 2,8%, considerada razoável para
esta aproximação que desconsiderou efeitos de atrito e outras componentes de pressão no
coilj~iiltoválvula/atuador. Assim, os dados liiperbáricos podem ser considerados coiifiáveis
e utilizados com seg~~rança.
5.2.6 Influência da Profundidade na Coluna Hidrostática de Fluido
O fluido de controle também sofre influência da profimdidade, como citado
aiiteriornleilte. Utilizando-se a densidade do HW-525 para 2000 metros, como apresentado
na Tabela 2.4 (p. 26), nota-se que o fluido é mais denso que o mar em 0,018 g/cm3,
provocando uma contra-pressão de 36 1n.c.a. ou 52 psi que deverá ser somada ao critério
de a contra-pressão mhima de retorno ser maior que 100 psi.
5.2.7 Influência da Precisão da Instrumentação do FAT
Supondo-se que as leituras de pressão foram realizadas com uma instrumentação
aferida dentro de uma incei-teza de 0,15% e que a pressão de h l d o de escala para o
trailsinissor de pressão do atuador foi de 6000 psi, nota-se que a incerteza na medição de
pressão é de 9 psi. Tal valor deverá ser somado aos 52 psi calculados no item anterior para
compor o critério de aceitação.
5.2.8 Influência da Ciclagem nas Assinaturas
A ciclagein altera o valor médio de pressão do conjunto válvula/atuador para cada
ponto da assinatusa. Enquanto que o teste 1iiperbái.ico verificou o coinpoi-tamento do
conjunto após os 3700 ciclos, observa-se na Tabela 5.3 que a pressão média da válvula
nova era 25 psi menor que o valor para 3700 ciclos. Observa-se ainda que a válvula nova
possui uma pressão média 52 psi maior que o valor que ocorreu em 2000 ciclos.
Realizou-se então uma análise de variância pasa identificar estatisticamente a
influência do níimero de ciclos no protótipo da válvula FSC. Os dados do ponto R4 foram
processados como ilustra a Tabela 5.6, onde se nota o Fobservado
é maior que o Fcrítico
5%,
indicando que existe uma diferença entre as médias ao nível de significâilcia de 5%.
Poder-se-ia ainda comparar utilizando o Valor-P, que é de 7,6 x 10-', indicando alta
probabilidade (100% - 0,0076%) das médias serem diferentes.
Tabela 5.6 - Análise de Variância para a Ciclagem PVT da Válvula FSC
Média Geral
Desvio Padrão Geral
500
2
1 O00
3
2000
2
3500
3
3700
3
Média harmônica = 2,67
ANOVA
Fonte da variação
SQ
12116.132
Entre a
- r u. ~ o s
Dentro dos grupos
1569,75
Total
13685,882
857,647
29,247
1699
2642
1591
2642
2617
gl
5
11
849,50
880,67
795,50
880,67
872,33
312,50
101,33
40,50
108,33
132,33
5%
valor-P
F crítico
MQ
F
2423.226 16.980724 7,598E-05 3.2039
142,705
16
Realizou-se então o procedimeilto de coinpasação inúltipla entre as médias,
utilizando-se o teste de Tultey, com número de tratamentos k igual a seis e número de
graus de liberdade do resíduo ou erro igual a oilze, ilustrado na Tabela 5.7.
Cabe salientar que os testes de coinparações inúltiplas apresentados anteriormente
utilizam a hipótese de número igual de obsesvações entre os trataineiltos. De foima a
ateimar esta limitação, utilizou-se a média harinônica do ilúmero de observações n = 2,67.
Também foram calculados os iilteivalos críticos de Tulcey, supoildo que o níunero de
observações n = 2,3 e 4 fosse igual para todos os ciclos.
Tabela 5.7 - Análise de Compasação Míiltipla das Médias - Válvula FSC
Da Tabela da Amplitude total Studentizada 5%:
n' = k(n-1)
I
tratamentos k =I
observações n =
graus lib. erro n' =
Ampl. Student q =
Deita = q.(MQEh1)~0,5=
6
2,67
11
4,82
35,24
obtem-se q
stpoiido fainanho Datain. ii = cfe.
6
2
6
5,63
47,56
6
3
12
4,75
32,76
6
4
18
43
26,88
I
Hierarquizando as médias e marcando as regioes significativamenteiguais
Gruoo
I Média
I Valor Máx. ISianif lauall
Nota-se que apenas os dados do ciclo 2000 são estatisticainente diferentes dos
demais. Assim a queda na pressão R4 de 52 psi no ciclo 2000, em comparação com a
válvula nova não pode ser atribuída aos erros aleatórios durante a coleta, pois o intervalo
crítico foi de 35,2 psi.
Coilvéin destacar que se .faz necessário conzpensar a variação da pressão de
retorno R4 em finção da ciclagenz para preservar o requisito da contra-pressão mínima
de retorno ao longo da vida útil da válvula, como citado no item 2.5.3.
Supondo que as válvulas de produto se comportem da mesma forma se vierem a ser
testadas ciclicamente, seria necessário coinpeiisar esta queda adicional de 52 psi.
Por outso lado, se ocoiresse uma elevação de pressão ou se todas as médias fossem
estatisticaineiite iguais ao nível de coilfiança de -95%,-não-serianecessário compeilsai. a
iduência do níiinero de ciclos, visto que a válvula nova já seria a situação estatisticamente
mais crítica.
5.2.9 Composição do Critério de Aceitação do FAT Baseado no PVT
A definição do critério de aceitação para os testes funcionais do FAT com base na
análise dos dados obtidos no PVT pode ser sumarizada na tabela abaixo, que incorpora os
efeitos da profundidade, tanto no atuador como no peso da col~iilahidrostática do fluido, o
efeito da precisão dos instrumentos e os efeitos da ciclagem, como calculado
anteriormente.
Esta composição de valores, definindo o critério de aceitação do FAT, deve ser
feita para cada homologação de projeto, com os dados do seu respectivo protótipo.
Considera-se ainda que não existe variação de projeto ou de materiais entre o protótipo
(PVT) e os produtos (FAT), e que os procedimentos e o corpo técnico da montagem são os
mesmos entre o PVT e o FAT.
Tabela 5.8 - Composição do Critério de Aceitação das FSC
I
Componentes Relevantes
I Critério de Aceitação Hiperbárico da API
I Influência da Densidade do Fluido
I
I
I
valor (psi)
1 O0
+52
Influência da Precisão da Instiumentação
Sub-Total: Critério Aceitação Hiperb. da Petrobras
I
Influência da Profundidade na Assinatma
I
I Sub-Total: Critério Aceitação do PVT Atnl. Novo I
I Influência da Ciclagem na Assinatura I
I Total: Critério de Aceitação para FAT atmosférico I
+9
161
+605
766
+52
818
5.2.10 Confiança da Estimativa da Contra-Pressão de Retorno
O valor médio para a contra-pressão de retorno mínima a 2000 inetros de
profimdidade, que é a condição mais crítica, foi calculado em 267,7 psi, como apresentado
na Tabela 5.5. Tal valor deverá ser comparado com o critério de aceitação para os testes
hiperbáricos, como calculado adiante.
5.2.10.1 Critério de Aceitação para o Retorno do Atuador em Testes Hiperbáricos
O critério de aceitação da Petrobras para os testes hiperbáricos, é calculado de
forma similar ao apresentado na Tabela 5.8, exceto que os erros absolutos dos instrumentos
deverão ser um pouco maiores, já que o fimdo de escala dos instmnentos utilizados nos
testes hiperbáricos para 2000 metros é geralmente de 7500 a 10000 psi no atuador e de
5000 psi na câmara Iiiperbárica, compondo iinl ei-so de instrumentação de até 23 -psi, para
uma precisão de 0,15%.
Assim, somando-se os 100 psi iniciais da API com os 52 psi da influência da
densidade do fluido e com os 23 psi da instrumentação usada nos testes liiperbáricos,
obtém-se o
valor de 175 psi como critério de aceitação para os testes l~iperbáricos,
segundo as normas e especificações atuais.
Com base no fato de que o protótipo apresentou uma pressão de retomo em 2000
ciclos de 7953 psi, que a válvula após os testes hiperbá~icosapresentou um valor de 872,3
psi e que a análise anterior identificou que tal diferença não é de natui-eza aleatória,
constata-se com a Tabela 5.7 que houve uma recuperação de pressão de 76,8 psi.
Poder-se-ia então propor que as futuras especificações técnicas definissem um
critério de aceitação que compensasse uma eventual redução de pressão constatada ao
longo da ciclagein, de forma a preservar unl desempenho mínimo em condições
hiperbáricas. Se viesse a ocorrer uma revisão deste critério de aceitação, então o valor
deste critério, neste exemplo, seria de 77 psi somados aos 175 psi, resultcindo enz 252 ysi.
5.2.10.2 Intervalo de Confiança para a Média de R4
Ass~imiu-se~iin
nível de confiança bilateral de 95%. O inteivalo de confiança para a
estimativa da média real foi calculado baseando-se no item 3.7.2.2, com alguns parâmetros
obtidos na Tabela 5.5:
e
Nível de confiança de 95% +
a=5%
Estimativa de média 2:
267,7 psi
Desvio Padrão Amostra1 S:
4,2 psi
Número de amostras n:
3
Distribuição t , ~(,,-I)
f2,5% ;(3-1) = 4,303
o
S
Erro da Estimativa t,,, ,,,-,-
4,303 x 4,2 / (43) = 10,43 psi
Intervalo.de Confiança:
267,7 - 10,4 I p I 267,7 + 10,4
1/n
257,3 psi I [Lrea, I 278,l psi
Postmto, espera-se que a média real do protótipo d~irailteo PVT liiperbárico esteja
entse 257,3 psi e 278,l psi, com um nível de confiança de 95%. A planilha do Excel
apresentada na Tabela 5.9 registra o cálculo acima em seu quadrante inferior direito.
5.2.10.3 Comparação do Intervalo de Confiança e do Critério de Aceitação
Observa-se que os valores calcdados para o critério de aceitação hiperbásico, de
175 psi e de 252 psi são ambos menores que 257,3 psi, que é o valor mínimo do intervalo
de confiança com a = 5%. Portanto, a válvula FSC está aprovada com pelo menos 95% de
coiSíança, mesmo considerando a compensação da queda de pressão ao longo dos ciclos.
5.2.10.4 Testes de Hipóteses para a Média
Realizou-se ainda a comparação da média através dos testes de hipóteses, como
apresentado no item 4.2.7, com o seg~iintedesenvolvimento para pcrit= 252 psi:
Ho:ppvt= 252 psi
Hi: ppvt> 252 psi
+
Nível de Coifiança:
95%
Média da Amostra:
267,7 psi
Desvio Padrão da Amostra:
4,2 psi
Níimero de obsesvações:
3
Distribuição adotada:
t com 1 cauda
Nível de significância: a = 5%
x-P.
t observado = s/& '
t crítico = ta;(,,-i):
t, = 2,920
valor-P :
DISTTExcei( Itol;n-1; 1) = 0,0115
Como to > t, ou ainda valor-P < a, deve-se rejeitar a hipótese nula e aceitar a
hipótese alternativa. Isto significa que a média das obseivações do protótipo é maior que o
valor do critério de aceitação com uma confiança de 98,8%.
A Tabela 5.9 ilustra a planilha do Excel utilizada para estes cálculos, onde pode ser
observado que as conclusões são idênticas para os testes de hipóteses utilizando o intervalo
de confiança ou o valor-P. Cabe salientar que o intervalo de confiança foi calculado
utilizando a distribuição t bilateral, enquanto que o t, usado no valor-P pode ser computado
para 1 ou 2 caudas.
Tabela 5.9 - PVT da FSC - Cálculo do Teste de Hipóteses para H,: ppfi= 252 psi
Testes de Hipóteses - Entrada de Dados
Média da Amostra: H,
Nível de Significância
Desvio Padrão
I
252,OO
267,70
0,050
4,200
Testes de Hipóteses - Resultados
"fobsRx"fcnt"
95,0%
2,9200
t observado
6,4746
valor P
0,01152
Intervalo de Confiança
Rejeitar Hipótese Nula
3istribuição da População Normal
Estimativa com a Dismbuição t
Intervalo de Confiança
Número de caudas 1 Cauda
t crítico 2 Caudas
Média da População
Limite Inferior
Limite Superior
267,7 k 10,433
257,27
278,13
RejeitarHipótese Nula
5.2.11 Estimativas dos Erros
5.2.11.1 Erro tipo I - a
A estimação do erro tipo I é direta, pois este erro está associado com o nível de
significância a. Portanto o profissional pelo menos pode conhecer o limite superior do erro
tipo I, ou estimar a através do valor-P. No caso do exemplo acima, a = 1,2%.
5.2.11.2 Erro tipo II - P
A estimação do erro tipo Ií é realizada como descrito no item 4.2.8 (p. 106),
destacando-se os principais passos adiante:
1. Nível de Codança adotado:
95%
2. Nível de Significânciacorrespondente:
a = 0,05
3. Definição do Teste de Hipóteses para o PVT:
Ho: pPfi= pcrit e H1: ppvt> p~rit
4. Critério de Aceitação no Teste de Hipóteses:
LLcrit = 252 psi
5. Média da amostra:
X = 267,7 psi
6. Desvio Padrão da amostra:
S = 4,2 psi
7. Número de observações:
n=3
8. Distribuição adotada:
t ~iiiilateral,g.l.=(n- 1)
9. Distância d no Gráfico da CC:
d = ( X - ~ L ~ ~ d=3,74
~ ) ~ S S
10. Níunero n adotado no Gráfico CC:
n=3
11. Leitiu-a de p :
p 5 0,05
A leitura do erro tipo 11, p, no gráfico da cusva característica correspondente pode
ser feita com a Figura 4.4, na página 110. Naquele gráfico observa-se que a distância d é
apresentada para valores de até 3,2. Asstuniii-se coi~servativamenteque o último valor
diretamente lido no gsáfico para 11 = 3 é: P,,=3 (d > 3) = 5%.
--
Portanto a probabilidade de se aceitar 11111 protótipo como o que foi testado que não
atendesse ao critério de aceitação é p 5 5%.
5.2.11.3 Poder do Teste
Existem duas decisões que podem ser tomadas coi-setainentemlin teste de hipóteses.
A primeira consiste em aceitar a hipótese nula quando ela é verdadeira. A probabilidade
desta decisão é 1-a, ou seja, o nível de confiança estimado para o teste. No exemplo do
PVT, o nível de confiança foi estimado em 98,8%.
A segunda decisão correta num teste de hipóteses é a rejeição da hipótese nula
qgaildo ela é falsa. A probabilidade desta decisão é chamada de poder do teste e como
visto anteriormente, equivale a 1-P. No mesmo exemplo do PVT citado, o poder do teste é
de pelo menos 95%.
5.3 Análise dos Testes do FAT
Após a realização dos testes do PVT, foi realizada uma análise de seus dados que
resultou na aprovação do protótipo e homologação do projeto. Tradicionalmente esta
análise não utilizava as fei-samentas e métodos estatísticos apresentados neste traballio, mas
era feita uma análise baseada na média e no desvio padrão da amostra para cada teste,
verificando se a média amostra1 estava confortavelmente afastada do limite estabelecido
pelo critério de aceitação. A instrumentação utilizada no PVT e procedimento de testes
funcionais também eram mais sofisticados que os utilizados nos testes de FAT.
Para que esta metodologia pudesse ser implantada com sucesso e segurança, os
mesmos princípios e cuidados adotados no PVT também o foram no FAT, na fábrica do
fornecedor, com alguns dos resultados [6 11 apresentados adiante.
Foram realizados testes hncionais em seis válvulas FSC, coletando-se quatro
assinaturas para cada condição de teste. Os resultados destes testes para o ponto de fim de
retorno do atuador, R4, foram tabelados e corrigidos para minimizar os erros da
instrumentação em fbnqão de uma aferição de instrumentos mais precisa, realizada após os
testes. Os dados para a condição de teste a baixa pressão (200 psi) e a alta pressão
(5000 psi) são apresentados na Tabela 5.10, destacando-se em amarelo os principais
valores.
Tabela 5.10 - FAT nas Válvulas FSC: Dados como coletados para o ponto R4
O controle das variáveis de teste no FAT foi melhorado em relação ao utilizado nos
testes atmosféricos do PVT, como ilustra a Figura 5.2 para um teste em baixa pressão e a
Figura 5.3 para o teste de alta pressão. Constata-se que os dados do FAT estão bem
repetitivos dentro de cada produto, tanto em alta pressão, AP, como em baixa pressão, BP.
FSC - FAT 3
Pr. Atu (psi)
- 200 psi -Assinatura 1
Pr. Válv. (psi)
3500 1
1 350
Figura 5.2 - Assinatura de uma válvula FSC sob Baixa Pressão, durante o FAT
I
O
50
100
Tempo -seg
200
250
300
Figura 5.3 - Assinatura de uma válvula FSC sob Alta Pressão, durante o FAT
5.3.1 Tabulação dos Dados do FAT com Baixa Pressão
A inspeção comparativa dos valores médios pasa os testes de baixa pressão entre as
válvulas do FAT (Tabela 5.10) e a válvula do PVT (Tabela 5.3) revela que todas as
válvulas do produto estão apresentando um desempenho melhor que o protótipo quando
novo, variando de +14 a +71 psi e sinalizando que muito provavelmente tais válvulas serão
aprovadas.
Visando a demonstrar alguns desdobramentos da metodologia, na análise das
válvulas sob baixa pressão serão incluídas duas válvulas fictícias, denominadas FSC 7 e
FSC 8. Foram simulados valores aleatórios utilizando o Excel, de modo que o valor médio
fosse menor que o do PVT e que as variâncias fossem similares às das válvulas reais. Para
uma das válvulas buscou-se um valor médio cuja diferença fosse similar à menor diferença
real encontrada, obtendo-se -16,5 psi. Para a outra válvula, buscou-se uma amostra que
simulasse a maior diferença, obtendo-se da simulação -75,O psi. A Tabela 5.11 apresenta
os dados das nove válvulas usadas neste exemplo, sendo seis válvulas reais no FAT, duas
válvulas simuladas e a última válvula, obtida do PVT. A sigla bp no meio -de cada
descrição da válvula, indica que os dados se referem a testes em baixa pressão.
Tabela 5.11 - FAT nas Válvulas FSC: Dados Consolidados - R4 Baixa Pressão
Válvula
FSC @
200 psi
Valor 2
Valor 3
Valor 4
Valor 1
Corrig. R4 Corrig. R4 Corrig. R4 Corrig. R4
FAT bs 1
895
890
877
888
FAT bp 3
FATbs4
FAT br, 5 1
FAT bp 6
FATbp7
FATbp8
PVT br,
861
917
856
866
816
782
850
858
914
863
866
843
772
865
864
915
874
870
832
774
837
863
915
877
873
832
761
837
1
1
1
Desvio
5.3.2 Análise Comparativa dos Dados Usando a ANOVA
As válvulas FSC testadas no FAT e no PVT foram comparadas através do
programa Excel, com suas ferramentas de análise de dados e funções estatísticas, em
especial a análise de vasiância com fator íuiico, ou ANOVA.
Cada válvula foi considerada como um tratamento ou gsupo diferente, onde se
utilizou a análise de variância para identificar se todas as médias são estatisticamente
iguais (hipótese nula) dentro de um determinado nível de coilfiança. A Tabela 5,12apresenta esta análise de vasiância para o ponto R4 na condição de baixa pressão e a = 5%.
Tabela 5.12 - ANOVA pasa as válvulas FSC do FAT e PVT - R4 Baixa Pressão
Anova: fator único
Alfa = 0,05
RESUMO
ANOVA
Fonte da variação
Entre grupos
Dentro dos grupos
Total
SQ
63732,255
1654,236
65386.491
ClI
8
27
35
MQ
7966,532
61,268
F
valor-P
F crítico
130,02761 1, 5 9 2 ~ -91
1
2,30531
1 ---
Embora o Excel possa lidar com análises de variância desbalanceadas, isto é, com
número de observações diferentes entre tratamentos ou gsupos, os dados das válvulas
foram todos colliidos com quatro observações. Número igual de observações possui a
vantagem de tornar alguns testes mais robustos à premissa de normalidade da distribuição
dos dados.
Inspecionando-se os dados da tabela da ANOVA nota-se que o F observado
(130,028) é maior que o F crítico (2,305), este último calculado para a = 0,05 usando a
distribuição F com g.1. = 8 no numerador e g.1. = 27 no denomiiiador. Mesmo que o nível
de significância seja a = 0,01 com Fcritico
= 3,256 , este ainda é muito menor que Fobçervado.
Isto significa que a hipótese nula pode ser rejeitada, pois existem evidências de que as
médias são diferentes.
5.3.3 Identificação das Médias BP Estatisticamente Diferentes do PVT
-
---
Realizou-se então o teste de Tukey pasa a comparação múltipla das médias,
calculando-se este intervalo crítico com base nos dados tabelados da Amplitude Total
Studentizada para a = 5%. A Tabela 5.13 apresenta alguns valores do intervalo crítico em
h ç ã o do número de tratamentos e do grau de liberdade dos erros (dentro dos gmpos). A
primeira coluna de dados, em negrito, corresponde ao cálculo do Delta para as condições
reais dos dados do FAT. As demais colunas ilustram a variação do Delta quando se varia-o
tamanho da amostra elou o número de tratamentos, supondo que o quadrado médio dos
erros, MQE, fosse mantido igual ao do caso real.
Tabela 5.13 - Intervalo Crítico de Tultey para Dados do FAT - FSC Baixa Pressão
Caso Real I
tratamentos a =I
observações n =
graus lib. erro n' =
Ampl. Student 5% q =
Delta = q.(MQEln)A0,5=
9
4
27
4,765
18,65
Casos Hipotéticos, assumindo MQE igual ao da ANOVA
8
I
6
4
9
I
4
4
4
4
3
3
18
12
18
8
24
4,68
4,49
4,96
4,53
42
18,32
17,57
16,44
22,41
20,47
Obs.: t l = ã ( n - l ) supondo tamanho Tratam. n = cte.
Os resultados da hierarquização e agmpamento usando o Delta de Tukey estão
apresentados na Tabela 5.14. A terceira linha de dados coiresponde à válvula do PVT,
estando destacada com "**". A segunda e a quinta coluna apresentam os valores médios da
pressão de retorno no ponto R4. A terceira coluna mostra as diferenças entre cada válv~dae
a válvula do PVT. A q~iai-tacoluna mostra a diferença entre as médias de pressão para
válvulas adjacentes. A sexta coluna apresenta a soma de cada pressão média com o Delta
de Tultey e foi utilizado para ajudar na definição das regiões em que as médias são
consideradas estatisticamente iguais dentro de um nível de significância. Tais regiões com
média igual foram representadas por letras e listadas na sétima coluna.
Tabela 5.14 - Dados BP: Hierarquização e Classificação das Regiões com A de Tukey
Coluna 1
1
3
Média
Pressão
R4 psi
Grupo Ordenado
Diferença
Valor Regiões Classif.
Delta Pr. Média
FAT
Pressão
Máximo:
do Teste
entre
Pressão
com O
Média +
médias R4 P S ~ De,ta Tukey de Tukey
PVT
PVT
-75,O
-16,s
FAT bt, 4
FAT bp 2
1
1
915.0
918,3
14,l
20,l
21,4
40,l
67,8
71,O
A inspeção dos valores nesta tabela permite classificar as válvulas em três
categorias de funcionamento, quando comparadas com o protótipo do PVT e estão
representadas na última (oitava) coluna da tabela. Salienta-se que tais conclusões se
referem ao ponto final de retorno, R4, sob baixa pressão:
5.3.3.1
Válvulas sob Baixa Pressão com Desempenho Superior ao PVT
Nota-se que a válvula do PVT possui um valor médio de 847,3 psi que, somado ao
Delta de Tukey, delimita a região superior do intervalo estatisticamente igual ao PVT, ou
seja: válvulas que apresentam média superior a 865,9 psi não são consideradas como tendo
comportamento estatisticamente igual ao da válvula do PVT dentro do nível de
significância a = 5% para todos os testes combinados.
É interessante notar que, se os testes destas nove válvulas fossem feitos com três
observações para cada condição de teste, o intervalo crítico de Tukey aumentaria de
18,65 psi para 22,41 psi (vide Tabela 5.13), resultando num limite de 869,7 psi. Tal valor
faria com que as válvulas 3, 5 e 6 fossem consideradas estatisticamente iguais a do PVT.
Esta concl~isãoé coerente com a análise de sensibilidade apresentada junto com o
fimdamento teórico do intervalo crítico de Tukey.
De um modo geral, a maioria das válvulas apresentou um desempeidlo funcional
superior ao da válvula do PVT, como registram a cores de h l d o verde e a z ~ dna última
coluna da Tabela 5.14. Tal desempenho superior não implica nu sua liberação imediata,
como será visto adiante.
A cor verde coi-sesponde às válvulas onde o desempenho foi pouco s~iperiorà
válvula do PVT, pois variando-se o número de observações, tais válvulas poderiam ter sido
consideradas como estatisticamente iguais ao PVT. Para as válvulas em que tal situação
ocorreu (FSC 5 e 6), adotou-se a cor de fundo verde e o símbolo "= >".
A cor azul coi-sesponde às válvulas que possuem um desempenho claramente
superioi: ao -da válvula do PYT, pois sua classificação não foi afetada pelo número .de
observações ou pelo número de válvulas. Constata-se que tais válvulas apresentam uma
diferença com o PVT (coluna 3 da tabela) superior a 1,5 vezes o Delta de Tulcey.
Se a diferença entre o valor médio da válvula e o valor do PVT for superior a três
vezes o Delta de Tukey, assumiu-se que aquela válvula possui uin desempenho muito
superior ao do PVT e pode merecer uma análise ou inspeção mais cuidadosa, englobando
todo o conjunto de testes, antes da liberação final deste produto. Tais válvulas estão
assinaladas com o símbolo "»".
Assume-se que válvulas classificadas como ">" podem ser consideradas como
liberadas dos testes realizados (baixa pressão). A aceitação destes prod~~tos
estaria sujeita à
análise do conjunto de resultados durante o avanço e o retorno do atuador, estando a
válvula sujeita a alta e a baixa pressão, onde tais resultados deveriam ser favoráveis à
liberação destes produtos.
As válvulas assinaladas com "»"
não poderão ser consideradas liberadas sem iiin
parecer satisfatório que explique o motivo do seu desempenho ser tão superior às demais.
Após esclarecida e justificada a causa de tal variação, pode-se considerar o produto
liberado nos testes realizados, mas a aceitação do funcionamento geral deste produto
dependerá do conjunto de resultados dos demais testes funcionais.
5.3.3.2
Válvulas sob Baixa Pressão com Desempenho Igzinl ao PVT
As válvulas do FAT cuja pressão média PFAT
estão dentro do intervalo descrito
abaixo, podem ser consideradas como estatisticamente iguais à válvula do PVT.
A estimação usual do intervalo crítico de T~dcey~itilizao coeficiente L = 1, sendo
que as válvulas que atendem à este critério estão assinaladas com cor de f~indoamarela e o
símbolo "=".
Se a válvula puder ser considerada estatisticamente igual à do PVT quando se adota
L = 1,5 , então essa válvula poderia ter sido considerada com desempenho estatisticamente
igual ou pouco inferior ao PVT, dependendo do número de obseivações e do número de
válvulas testadas siinultaneameiite. Para as válvulas nesta situação em que PFAT
> PPIfT,
foi
~itilizadaa cor de fiindo verde e o síinbolo "= >". Por oiiti-o lado, se PFAT
< PPTfT,
a cor
adotada seria laranja e o símbolo seria "= <".
Assume-se que válvulas classificadas como "=" ou "= >" podem ser consideradas
como aceitáveis nos testes realizados (baixa pressão). A aceitação destes produtos estaria
sujeita à análise do conjunto de resultados que deveriam ser todos favoráveis a sua
liberação.
Válvulas classificadas como "= <" exigirão um estudo mais detalhado, similar ao
que será apresentado para quando a válvula do FAT possui desempenho inferior ao PVT.
Entretanto, a probabilidade da válvula ser considerada aceitável é alta, já que seu
desempenho é apenas um pouco inferior ao da válvula do PVT.
5.3.3.3
Válvulas sob Baixa Pressão com Desempenho Inferior ao PVT
A classificação mais crítica para uma válvula do produto é quando a mesma
apresenta um desempenho inferior ou pior do a estimado para a válvula de protótipo usada
no PVT. Considerando o desvio ou diferença entre os valores médios das pressões, podemse considerar duas situações:
Ass~iine-seque as válvulas que apresentem tuna rediição menor que três vezes o
Delta de T~ikeypodem ser consideradas com desempenho inferior ao PVT, sendo
representadas pelo símbolo "<" e pela cor de fundo vermelha na tabela.
Por outro lado, válvulas que apresentem uma red~içãomaior que três vezes o Delta
de T~iltey,são consideradas com desempenho m~litoinferior ao PVT, sinalizando que pode
haver alg~unproblema interno ou de montagem no conj~intoválvuldatuador. Esta condição
está assinalada como "<<" e também possiii na tabela a cor de fuiido vernlelha.
Para as válvulas que foram classificadas como "= <", "<" oun<<" deverá ser
realizado um estudo mais detalhado, descrito adiante, que estima a probabilidade da
referida válvula atender ao critério de aceitação para os testes fimcionais, como o descrito
no item 5.2.10.1, calculado para o retorno do atuador. Cabe ressaltar que o critério de
aceitação para o avanço do atuador é calculado de forma similar ao retorno, mas adotando
premissas e limites diferenciados.
A diferença destas três sub-classificações é que as mesmas indicam o grau de
severidade desta redução de desempenho. Quanto menor for o desempenho, tanto menor
será a probabilidade da válvula atender ao critério de aceitação com um determinado nível
de confiança.
Nos produtos assinalados com "<<", adicionalmente à determinação do nível de
confiança, o fabricante deverá explicar por que os mesmos estão apresentando um
desempenho i n ~ ~ i t infesior
o
ao PVT. Eventualmente poderão ser identificados e
implementados melhoramentos no processo produtivo e de montagem que reduzam a
dispersão de resultados e a queda no desempenho.
5.3.4 Nível de Confiança para Válvulas com Desempenho Inferior ao PVT
A Tabela 5.14 destaca que a íuiica válvula considerada com desempenho inferior ao
PVT foi a FAT bp 8. Entretanto, para verificar se a análise de ~ariânciae a comparação
mí~ltiplaentre médias é urna fersanlenta que fornece resultados coerentes mesmo em casos
menos extremos do que o da válvula FAT bp 8, também será aplicada a mesma
inetodologia na válvula FAT bp 7.
Comparação Válvula do FAT com seu Critério de Aceitação
5.3.4.1
A comparação do valor médio da pressão final de retorno, R4, das válvulas do FAT
coin seu critério de aceitação, conforme Tabela 5.8, pode ser realizada com o teste de
hipóteses usando a distribuição t ~~nilateral,
consoante ao apresentado no item 4.2.7. Os
valores das estimativas das médias e dos desvios padrão para as válvulas do FAT se
eiicontram na Tabela 5.11.
As principais etapas do teste estão destacadas abaixo:
Critério de Aceitação:
pcrit = 818 psi, compensando queda de pressão
da ciclagem, ou
pcrit = 766 psi, sem compensar tal queda.
H. :
PFAT= p~rit
CLFAT= 818 psi
Hi :
PFAT> P~rit
hAT
> 818 psi
Nível de significância:
a=5%
Nível de Confiança:
(1 - a)x 100 % = 95%
R4 psi
Média da Amostra:
o
Desvio Padsão da Amostra: S psi
RdfOt7
= 830,75 psi R4EfOts
= 772,25 psi
Sft7= 1 1,12 psi
Sfats
= 8,66 psi
Pode-se notar que o valor médio da FAT 8 é menor do que o critério de aceitação,
que incospora a compensação da queda de pressão devido à ciclagein. Para o caso da
FAT 8, só tem sentido estimar to para o critério de aceitação sem os 52 psi que compensam
a ciclagein. Assim o critério de aceitação mínimo seria Clcrit = 766 psi.
Número de observações:
n
Distribuição adotada:
t com 1 cauda e (n-1) graus de liberdade
t observado:
R4-p
t o = - calculado para p=818 e p=766 psi
t crítico:
valor-P :
n=4
slJn
tofat7 p=818 = 2,2932
tofat7 p=766 = 11,6457
tofat8 p=818 = -10,5658
tofat8 p=766 = 1,4434
tc = ta; (11-i)
t, = 2,353
calculados para os dois critérios de aceitação:
~ a l o r - P (p=8i8)
~ , ~ ~= 0,0528 ~ a l o r - P (p=766)
~ , ~ ~= 0,0007
~ a l o r - P (,818)
~ , ~ ~= 0,0009 ~ a l o r - P (lF766)
~ , ~ ~= 0,1223
Observar que o valor-P da FAT 8 para o maior critério (p=818 psi) simplesmente
significa que a citada válvula está abaixo deste critério de aceitação com 99,91% de
codança, já que tofoi negativo. Os cálculos foram realizados utilizando a planilha Excel,
como a Tabela 5.15 ilustra para um destes casos.
Tabela 5.15 - Cálculo das Estatísticas para Válvula FAT 8 com pcrit = 766 psi
I L
Testes de Hipóteses - Entrada de Dados
Média da Amostra: H,
Nível de Significância
Desvio Padrão
766,OO
772,25
0,050
8,660
3istribuição da ~ o ~ u l a ~Normal
ãol
h
,
I
Estimativa com a I Distribuição t
I
Número de caudas1 1 Cauda
5.3.4.2
Testes de Hipóteses - Resultados
v
I
v
I
Aceitar HipóteseNula
Conclusões sobre as Comparações das Médias
A inspeção dos valores-P das válvulas simuladas FAT 7 e FAT 8 permite traçar as
seguintes conclusões:
A válvula FAT 7, que teve seu desempenho classificado como estatisticamente
igual ao PVT, "=", pode ser considerada como tendo sua hipótese nula rejeitada
nos dois casos, pois atendeu ao critério de aceitação do FAT pcrit = 766 psi com
a = 0,07% , assim como praticamente atendeu ao critério de aceitaqão que
compensou a ciclagem, pcnt = 818 psi, com a = 5,28%.
A válvula FAT 8, que teve seu desempenho classificado como estatisticamente
muito inferior ao PVT, "<<", teve sua hipótese nula aceita, visto que na verdade
a hipótese nula é H. : ~ F A TI pcnt.
Entretanto, se as hipóteses fossem H. : ~ F A T2 818 psi e H1: ~ F A T< 818 psi, se
teriam evidências para rejeitar a hipótese nula com um nível de significância
a = 0,09%.
Ainda sobre a FAT 8, se o critério de aceitação atmosférico não compensasse a
queda de pressão oriunda da ciclagem, esta válvula atenderia ao critério de
Pcrit = 766 psi com um a = 12,23%.
Se as válvulas FAT 7 e FAT 8 existissem, se poderia res~unisque a válvula FAT 7
atende aos requisitos de teste funcional, para o retorno do atuador sob baixa pressão na
válvula, independentemente da sua condição de uso ou ciclagem, com unl nível de
confiança de 95%.
Por outro lado, pode-se garantir que, se a FAT 8 existisse, ela atenderia aos citados
requisitos numa condição de nova (zero ciclo) com um nível de confiança de apenas 88%.
Entretanto, se tal válvula se comportasse como a válvula do PVT ao longo do uso, poderse-ia supor que este produto não atenderia ao critério de aceitação ao longo dos ciclos com
uma confiança de 99,9%.
Isto significa que a válvula FAT 8 poderia fimcionar bem no início de sua vida íitil
mas provavelmente apresentaria problemas de retorno do atuador, se viesse a operar na
lâinina d'água máxima e sem pressão no coipo da válvula. Portanto, um parecer da
engelharia deveria ser emitido, indicando quais alternativas poderiam ser adotadas para
corrigir esta deficiência no prod~itoprobleinático, parecer este a ser apreciado pelo cliente
antes da correção, se-teste e aprovação do prod~ito.
5.3.5 Tabulação dos Dados do FAT com Alta Pressão
Adiante, são apresentados os principais valores de ponto R4 para a condição de
teste sob alta pressão para as seis válvulas reais do FAT e o protótipo real do PVT.
Tabela 5.16 - Válvulas FSC: Dados Consolidados - Testes do FAT - R4 Alta Pressão
1
Valor 1
Valor 2
Valor 3
Valor 4
Válvula FSC @
Corrig. R4 Corrig. R4 Corrig R4 Corrig R4
5000 psi
1
Média
R4 psi
1
Desvio Padrão
R4 p i i
FAT ap 1
FAT ap 2
FAT ar, 3
FAT ap 4
FAT ap 5
FAT ap 6
PVT ar,
Em seguida, foi realizada uma análise de variância e comparação múltipla das
médias, seguindo a metodologia já apresentada e exemplificada mais detalliadainente nos
testes sob baixa pressão.
Tabela 5.17 - ANOVA para as válvulas FSC do FAT e PVT - R4 Alta Pressão
Anova: fator único
Grupo
FAT ap 1
FAT ap 2
FAT ap 3
FAT ap 4
FAT ap 5
FAT ap 6
PVT ap
Média Harmônica =
Fonfe da variação
Entre grupos
I Confagem I
4
4
4
4
4
4
3
3,82
I SQ I
I
1I 56547,61 I1
RESUMO
Soma
6672,02
6976,82
6442,18
6481,15
6776,95
6471 ,I6
4966,OO
I Média I Variância
1668,OO 1623,754
1744,20 415,077
1610,55 418,381
1620,29 913,555
1694,24 439,668
1617,79 456,903
1 1655,33 129,333
1
Alfa = 5%
g/
6
Dentro dos grupos
13060,68
20
Total
69608,29
26
MQ
F
valor-P
I
I F crítico
I
1 9424,601 I1 14,4320 12,46~-061 2,5990 1
I
653'034
El
Como O Fobse,7,ado
é maior que o Fwific0(a=5%;
lc-1=6; nY=20),ou ainda o valor-P é
menor que a , pode-se afirmar que a hipótese nula está rejeitada e que existem médias
estatisticamente diferentes.
5.3.6 Identificação das Médias AP Estatisticamente Diferentes do PVT
Utilizou-se o inétodo do intervalo crítico ou Delta de Tuley para o cálculo das
médias estatisticamente diferentes entre si. Calculou-se então o intervalo crítico de Tuley
para a = 5%, k = 7 g-upos, n' = 20 gsaus de liberdade dentro dos giupos, e consultaiido a
Tabela 3.11, foi obtido q = 4,62. Utilizando a média harinôiiica coino estimativa do
número de observações, n = 3,82 , e o MQE coinputado na ANOVA, calculou-se Delta =
60,41 psi.
Com o Delta de Tiiltey e as médias das pressões R4, foi possível construir, adiante,
a tabela hierarquizada que também apresenta a classificação dos valores do FAT quando
coinparados com o PVT. Ein função desta distância, o desempeiiho também foi
classificado coino muito inferior, inferior, igual, superior ou muito superior.
Tabela 5.1 8 - Dados AP: Hierarquização e Classificação das Regiões com A de Tukey
Grzipo Ordenado
Classificação FAT
Analisando-se a Tabela 5.18, nota-se que a única válvula que possui um
desempenho estatisticamente diferente da válvula do PVT foi a FAT 2. Este produto
apresentou uma diferença de 90 psi superior ao PVT. Como a relação L entre esta diferença
e o Delta de Tukey foi L = 1,5, pode-se dizer que variações no número de observações dos
testes ou o número de válvulas testadas simultaneamente não devem afetas a classificação
da válvula como superior. Por isso a cor de fundo adotada foi o azul, similar a convenção
utilizada na Tabela 5.14 para os testes sob baixa pressão.
O desempenho superior do produto FAT 2 pode ser constatado nas duas tabelas que
apresentam os dados hierarquizados, tanto em baixa como em alta pressão.
As demais cinco válvulas de produto possuem um desempenho considerado
estatisticamente igual ao PVT, com uma confiança de 5%. A cor de fundo correspondente
a esta classificação foi a amarela.
5.3.7 Estimativas dos Erros
As estimativas de erros que se seguem, utilizam como referência o critério de
aceitação estimado anteriomente para os produtos do FAT. Tais estimativas de erros
possuem maior impo tância prática para as válvulas que apresentem um desempenho
inferior ao PVT.
Considerando que as válvulas de produto com um desempenho estatisticamente
igual ao PVT também devem apresentar estimativas de erros similares ao do PVT, já
calculados anteriormeiite, a estimativa dos essos neste exemplo de aplicação não é tão
necessária como a estimação destes ei-sos para as válvulas com desempenho inferior ao
PVT. Num fornecinzento real, a estimação destes ei-sos deverá ser realizado para todas as
válvulas, fazendo paste do dutubook de cada produto fornecido ao cliente.
Assim, a estimativa dos ei-sos será feita para as válvlilas que apresentaram
deseinpeiiho classificado como inferior, quer em baixa quer em alta pressão. Neste caso, a
ímica válvula que apresentou desempenho inferior ou in~iitoinferior foi a FAT 8 na
coildição de baixa pressão. Cabe salientar que tal válvula não existe realmente, sendo
resultado de uma simiilação, como explicado anteriormente.
De forma a agilizar os cálculos das estimativas dos ei-sos da FAT 8, serão utilizados
alguns valores já calculados no item 5.3.4.1.
5.3.7.1
Erro tipo I - a
A estimação do erro tipo I é direta, pois este erro está associado ao nível de
sigiiificância a. Portanto o especialista pelo menos pode conhecer o limite superior do ei-so
tipo I, ou estimar a através do valor-P. No caso da FAT 8, a = 12,2%, para o critério de
aceitação sem compensar a queda de pressão da ciclagem, isto é, \Lcrit = 766 psi.
5.3.7.2
Erro tipo I1 - P
A estimação do erro tipo I1 é realizada como descrito no item 4.2.8 (p. 106),
destacaildo-se os principais passos adiante:
1. Nível de Confiança adotado:
95%
2. Nível de Significância coi-sespondente:
a = 0,05
3. Definição do Teste de Hipóteses para o PVT:
Ho: l l p t = [krit e H1 Ilpvt > /-krit
4. Critério de Aceitação no Teste de Hipóteses:
p c r i t = 766 psi
5. Média da amostra:
X = 772,25 psi
6. Desvio Padrão da amostra:
S = 8,66 psi
7. Número de observações:
n=4
8. Distribuição adotada:
t unilateral, g.l.=(n- 1)
Esta tabela pode fornecer uma idéia do nuinero de observações necessárias para se
ter p = 5%, em função da distância entre a média dos valores de pressão e seu respectivo
critério de aceitação.
Também foram incluídas duas linhas, para as diias situações de desvio padrão
extremas encontradas nos testes funcionais deste exemplo de aplicação. Quando as
condições de teste são bem controladas e a válvula apresenta boa repetibilidade de valores,
foram constatados desvios padrão menores que 5 psi. Neste caso, mesmo pequenas
diferenças entre as médias poderão ser detectadas com poucas observações.
Por o~itrolado, testes sob alta pressão tendem a apresentas maior dispersão de
valores, podendo-se encontrar desvios padrão de 20 a 40 psi. Se a instalação de teste não
.
.for adequada, ou a execução dos testes .não for bem controlada, o desvio padrão ainostralpoderá crescer ainda mais e serão necessárias imitas observações, mesino para uma
s~q~ostamente
coiifoi-tável distância entre a média e o critério de aceitação.
5.3.7.3
Nível de Confiança e Poder do Teste
A probabilidade de aceitar a hipótese nula quando ela é verdadeisa é 1-a, ou seja, o
nível de confiança estimado para o teste. Na válvula FAT 8, o nível de confiança foi
estimado em 88%.
A probabilidade de rejeição da hipótese nula quando ela é falsa é chamada de poder
do teste e como visto anteriomente, equivale a 1-P No caso da válvula FAT 8, o poder do
teste foi estimado em 30%.
5.4 Conclusões sobre os Testes
As análises feitas com base nos resultados dos testes de homologação do projeto,
PVT, e nos testes de aceitação do produto em fábrica, FAT, permitem apresenta algumas
coiiclusões, descritas adiante, para este exeinplo de aplicação da metodologia.
Convém relembrar que num fornecimento real a aplicação desta metodologia
deverá englobar tanto os pontos notáveis do retorno do atuador como os pontos coletados
durante o avanço do mesmo. O desempenho fiuicional do sistema de acioiiameilto manual
também poderá e deverá ser analisado com esta metodologia. As conclusões sobre cada
produto deverão considerar estas análises, fornecendo ao cliente uma garantia ou confiaiiça
de que todos os sub-componentes operam satisfatoriamente nas diversas condições
operacioiiais.
5.4.1 Conclusões sobre o PVT
A análise dos testes funcionais atmosféricos e liiperbáricos do PVT permitiu tecer
algumas observações e conclusões referentes ao protótipo utilizado nos testes e à iilfraestr~iturautilizada para sua realização:
Foi constatado que a condição mais crítica para o movimento de retorno do atuador,
neste protótipo, ocoi-seu quando existe baixa pressão no coipo da válvula.
A observação dos valores da pressão R4 ao longo dos ciclos indica que a válvula
apresenta queda de pressão estatisticamente importante no meio da ciclagem dos testes
do PVT. Apenas duas obseilrações do ciclo 2000 puderam ser utilizadas para sustentar
esta coiiclusão. Entretanto, um iiíinero maior de observações íiteis nos testes
atmosféricos permitisia conhecer inelhor o protótipo, descai-tando assinaturas pouco
representativas, e talvez implicasse na revisão desta queda de pressão com a ciclagem.
O protótipo do PVT atendeu aos requisitos do critério de aceitação para os testes
hiperbáricos, mesmo com a compensação da queda de pressão causada pela ciclagein,
com uma confiança de 98,8%. As margens de erro foram a = 1,2%, P I 5% e o poder
do teste foi estimado em 95%.
A premissa de que os dados coletados seguem uma distribuição normal se mostrou
acertada, permitindo que a metodologia fosse empregada adequadamente.
Os testes liiperbáricos identificaram que conjunto válvula/atuador apresenta um
CPAV,t,,,,,,
= -0,2067. Este coeficiente pode ser írtil para estimar a contra pressão de
retorno que um produto apresentaria em condições reais de operação (profundidade e
pressão no corpo). Vale ressaltar que este coeficiente se aplica apenas quando a válvula
está abei-ta ou a pressão no corpo é baixa.
A inspeção e análise visual das assinaturas do PVT atmosférico indica que a infra
esti-utura de testes poderia ser melhorada, ou sua execução ser mellior controlada, de
forma que a pressão de montante fosse mais estável. Isto iniiiinizaria a dispersão dos
resultados e melhoraria a margem do erro P.
7. O i-iúmero de assinamas coletados no PVT atmosférico, com a válvula nova e para a
baixa pressão, foi adequado pois conseguiu-se obter quatro assinaturas similares. Já os
testes com alta pressão foram insuficientes, quer porque alguns deles não foram
realizados dentro do esperado, quer porque a válvula apresentou modos de
fuilcionamento diferentes (gaveta saltando ou deslizando) entse as observações. De
forma geral, pode-se dizer que o i~í~inero
de assinaturas deverá ser a~unentadonos
próxiinos processos de homologação e que as assiuatusas deverão ser analisadas antes
de prosseguirem os testes cíclicos atmosféricos.
8. A identificação dos pontos díspares demonstrou coerência com os cuidados de seleção
das assinahiras utilizáveis. Isto significa que a pré-análise das assinaturas pelo
especialista pode poupar diversas análises que contenham pontos díspares e sejam
pouco eficazes.
5.4.2 Conclusões sobre o FAT
A análise dos testes funcionais atinosféricos do FAT também pennitiu tecer
observações e conclusões referentes aos produtos utilizados nos testes e a infra-estrutura
utilizada para sua realização:
1. A infi-a-estrutura de testes passou por mell-ioramentos que auxiliaram a obter um
controle da pressão de montante mais preciso e repetitivo. Este fato e a experiência
adquirida pelos técnicos executantes se traduziram em assinaturas mais hoinogêneas,
oferecendo dados de maior qualidade. Coincidentemente, a análise preliminar das
assinaturas não apontou necessidade de descartar pontos suspeitos ou díspares.
2. As seis válvulas FSC testadas no FAT apresentaram um desempenho estatisticamente
igual ou superior ao da válvula do PVT, tanto para a condição de baixa pressão como
para alta pressão.
3. As assinahuas sob alta pressão apresentaram valores sempre mais altos em R4 que as
assinaturas sob baixa pressão, confismando a observação do PVT que, neste projeto, a
condição mais crítica para o retorno do atuador ocorre com baixa pressão no corpo da
válvula.
4. Proc~~aiido
demonstrar o funcionamento desta inetodologia, foram criadas duas
válvulas para os testes sob baixa pressão (mais críticos), com desempenho abaixo do
PVT e com amplitude igual às duas válvulas mais extremas do FAT. Os dados
simulados foram analisados e demonstrou-se que uma destas válvulas, FAT 8, poderia
inicialmente funcionar com uma confiança de 88%, mas se testada com 2000 ciclos não
passaria num teste liiperbárico, com uma confiança de 99,9%. O desempenho desta
válvula l-iipotética também foi classificado como inuito inferior, justificando uma
análise e inspeção mais cuidadosa para identificação e posterior correção das causas, de
um desempenho comparativamente tão baixo.
Cabe destacar que o número de ciclos numa situação real está estimado em 80
ciclos para uma ANM, ou 240 ciclos para uma válvula de nzanifold, com dusação da
missão de 20 anos. Alguns podem argumentar que a redução da pressão R4 só ocorreu
aos 2000 ciclos, número muito menor que o número real de ciclos.
Uma análise mais cuidadosa dos dados sugere que esta queda de pressão ocoi-rew
por variações de atritos e não 1iá estudos que indiquem quais fatores estão contribuindo
a pressão,
para esta vasiação de atrito. Assim, a identificação da maior q ~ ~ e dde
provavelmente associada a um aumento (inoinentâneo) de atrito, deve ser compensada
d~uanteo PVT e o FAT, para que o produto tenha esta garantia de funcionainento ao
longo do uso.
5. As assinatusas sob alta pressão se inostrarain em geral estatisticamente iguais ao PVT,
consoante com os achados nos testes sob baixa pressão. A válvda FAT 2 foi a que
apresentou melhor desempenho, identificado de forma similar nas duas pressões.
6. O número de observações nos testes sob alta pressão poderia ter sido insuficiente, caso
o valor médio não fosse tão afastado do critério de aceitação. Ainda assim, recoinendase que, nos testes de PVT e FAT, principalmente sob alta pressão, sejam coletadaspelo
menos seis assiiiatusas similares. Se o movimento da gaveta sob alta pressão ocorrer
saltando e deslizando, recomenda-se que sejam coletadas pelo nzenos seis assinatuas
para cada tipo de movimento.
7. Entende-se que, pasa um produto tão crítico, o risco do cliente ou a margem de esso
tipo 11, deve ser limitado a 5%, isto é, P=0,05. Isto iinpacta no iiúinero de observações.
No caso da válvula hipotética FAT 8 (sob baixa pressão) o erro tipo Ií foi
excessivamente alto, p = 70%, indicando alta probabilidade da válvula ser aceita
mesmo não atendendo ao critério de aceitação para uma válvula nova, pcril = 766 psi.
Para atenuar esta alta inargein de erro e considerando-se a inesina dispersão
experimental, seriam necessárias muitas observações, provavelmente n > 20.
Como um número grande de observações (n > 6) é custoso de ser implementado,
principalmente numa produção seriada ou durante testes hperbáricos realizados no
exterior, seria conveniente que os fosnecedores levassem em conta as características
fi~ncionaisde seu projeto, como média e desvio padrão esperados, definindo então
uma distância confortável do critério de aceitação. Um encaminhamento seria a
realização de testes preliminares em protótipos similares, principalmente para
conhecer a dispersão das assinaturas e o desvio padrão dos pontos notáveis.
Convém lembrar que, embora ainda não esteja realmente ein vigor, existe a
intenção de incoi-porar no critério de aceitação a coinpensação de tiiina eventual queda
de pressão detectada ao longo do PVT atinosférico. Tal coinpensação tenderia a
reduzir a distância entre .a média dos produtos e o critério de aceitação, exigindo um
ní~ineroainda maior de observações.
8. A análise de outros pontos notáveis do conjunto válvulaíatuador pernlitirá conhecer se
todas as características funcionais do produto estão compatíveis com o projeto. Uin
exemplo seria a variação de pressão entre os pontos A3 e A4, representando a redução
de atrito na interface sede-gaveta. A coinparação destas variações de pressão, entre os
produtos e o protótipo, podem fornecer indicativos dos gsaus de acabamento s~iperficial
e de l~ibrificaçãonesta vedação dinâmica.
6
Conclusões
6.1 Sumário
O assunto desta tese está relacionado com a deinalida da indústria petrolífera de
coidieces cada vez inellior as condições técnicas e econôniicas pasa a exploração de um
campo de petróleo, mantendo a realização do planejamento do campo dentro das condições
esperadas. A medida que aumentam as prohididades de exploração e produção
subinarinas de petróleo, crescem os investimentos e os riscos de operação, exigindo
recussos vult~iosospara coi-sigir quaisquer probleinas operacionais que surjam ao longo da
vida do campo.
Por outro lado, a produção submarina de petróleo, como realizada nos moldes
atuais, depende da instalação e operação coilfiável de árvores de natal molhadas..+.e
71zanifoldssubmarinos. O funcionamento destes equipamentos depende essencialmente da
correta operação de válvulas subinasinas com atuadores hidráulicos e retorno por- mola,
exatamente como os conjuntos válvula/atuador estudados nesta tese.
Enquanto que o projeto de um conjunto válvula/atuador é exaustivamente estudado
e testado 110s testes de verificação de deseinpeiiho (PVT), não existia uma inetodologia que
realizasse testes fimcionais nestes equipamentos, dentro dos diversos testes de aceitação
em fábrica (FAT).
O assunto do presente trabalho é, postanto, o desenvolviinento de una metodologia
para a execução e análise de testes funcionais em fábrica, ein válv~dassubinarinas com
atuadores hidráulicos, coi-selacionando estes resultados com os obtidos no protótipo,
d~ii.anteos testes de hoinologação do projeto, no PVT.
6.1.1 Diagrama de Blocos da Metodologia
De uma forma resuinida podem-se apresentas as principais etapas da metodologia
na forma de um diagrama de blocos, na Figura 6.1. O entendimento deste diagrama requer
o conhecimento da seqüência de atividades, descrita anteriormente na metodologia. As
setas com linlia gsossa e simples, indicam a seqiiência principal no PVT; as linhas duplas
indicam o principal fluxo dos dados do PVT e FAT usados para avalias os produtos.
A numeração existente início dos blocos pode ser usada como orientação do
sequenciamento das atividades (de 1 a 14 são realizadas no PVT) desta metodologia.
2) Assinatura Protótipo
Novo: EstiiimXe S
I 1
3 ) PVT: cicíagem
Atmosférica
4) Parada Intermediária
Assinaturas:A' e S
12) Com P=5%, calciilar
15) TESTES DE FAT
ATMOSFÉRICOS
II
6) Paradas Intermed. e
Final Assinat.:S e S
Figura 6.1 - Diagrama de Blocos da Metodologia de Testes Funcionais no PVT e FAT
6.2 Conclusões
1.
Esta inetodologia foi utilizada de forma pioneira, com total sucesso, em dois
fornecimentos para a Petrobras, auxiliando a liberação dos produtos aceitáveis e
detectando adequadamente produtos insatisfatórios. Um dos benefícios indiretos é o
foineciinento de subsídios, para o depastaineilto de engelharia do fabricante coil-igir
problemas eventualmente existentes nos conjuntos válvlilalatuador.
2.
O exemplo de aplicação apresentado nesta tese se restringiu ao mínimo necessário
para a demonstração da viabilidade e eficácia desta inetodologia, resguardando a
exposição de iilforinações técnicas do forileciineilto em estudo. Ainda assim, por
q~iestõesde ética profissional, o escopo de análise, no exemplo, foi limitado ao ponto
notável mais crítico para a operação de válvulas fail safe dose (FSC).
3.
Foram apresentadas ferramentas e métodos estatísticos para avaliar a confiança
das estimativas da média (de pressão) e as masgeils de eil-o a e p. Tais fei~amentas
deverão ser aplicadas ao protótipo e a todos os produtos que apresentem desenpeid~o
estatisticamente inferior ao do PVT. O exemplo de aplicação deinoilstrou que esta
inetodologia avalia objetivamente a fuilcioilalidadedos equipamentos fornecidos.
4.
Embora esta inetodologia tenha sido explicada e exemplificada apenas no
fimcioilaineilto liidrá~dicodo conjunto válvula/atuador, o inecailisino rotativo para
acioilaineilto manual da válvula deverá ser testado e avaliado com esta metodologia, da
mesma maneisa, durante um fornecimento real. As especificações técnicas para
liomologação de válvulas submarinas já incorporam o requisito da aquisição de dados
no inecanisino de acioimneilto manual, de forma que as assiilatusas de t o r q ~ ~doe PVT
possam servir de referência para os testes fimcioilais de tosque do FAT.
5.
A aplicação desta metodologia lium fornecimento real deve ser feita para os vários
pontos notáveis das assinamas, liidráulicas e de tosque, das válvulas FSC e FSO
produzidas, e seus resultados iilcoi-porados ao manual técnico que acoinpaiha o
prodrito, junto com as assinaturas obtidas nestes testes.
6.
Ao longo do exemplo foi possível aferir que uma infra-estruhu-a de testes
adeq~~ada
e precisa, assim como técnicos previamente treinados e experientes,
auinentain a repetibilidade das assinaturas coletadas e W m i z a m a dispersão espíiria
dos valores.
7.
Os testes cíclicos demonstraram que os dois critérios de aceitação, para testes
l-iiperbáricos e para testes atmosféricos, deveriam compensar eventuais quedas de
pressão (ou variações de torque) constatadas ao longo da ciclagem. Esta compensação
devido à ciclagem teria o objetivo de preservar a contra-pressão de retorno do atuador
ao longo da vida da válvula.
8.
Demonstrou-se que o número de observações requerido para preservar a margem
de ei-so p está intimamente associado com a relação entre a distância dos valores da
válvula testada ao seu critério de aceitação, e entre o desvio padrão amostral. Assim, o
projetista ou fabricante deverá considerar tal distância e dispersão como restrições do
projeto, de forma a preservar a margem de erro p.
9.
Durante os estes de PVT e de FAT foram constatados saltos ou cliques na gaveta,
quando a mesina se deslocava contra as sedes sob alta pressão diferencial. Embora este
fenômeno não seja de constatação tão rara, ainda não foi adequadamente esclarecido
pelos fornecedores. Além disso, o coinportamento destes saltos é pouco repetitivo entre
os produtos e varia ao longo dos testes do PVT, indicando que a liomologação dos
testes de projeto não é uma forte garantia de funcionamento dos produtos ao longo de
suas vidas. A adoção da presente metodologia atenua esta incerteza fimcional, mas
devido ao feilômeno ainda não formalmente esclarecido nem controlado, não existem
garantias de que os produtos se comportarão no FAT como identificado no PVT. Seria
importante que os fornecedores estudassem melhor este fenômeno, de fosma a
ininiinizá-10.
10.
Um outro sub-produto desta tese foi que, durante o desenvolvimento desta
metodologia para os testes fuilcionais no FAT, também houve apriinorainentos no
PVT, em especial na estimação da confiança e nas margens de ei-so do protótipo.
6.3 Sugestão para Futuros Trabalhos
Durante o desenvolvimento desta inetodologia foram identificados outros trabalhos
e desdobramentos que poderão ser realizados futuramente:
1.
Os critérios de aceitação apresentados nesta tese incoiporam parcelas de pressão
que coi-sigem e preservam a inargein de segusança da pressão rdniina de retorno do
atuador. Uma destas pascelas é a coinpensação de uma eventual q ~ ~ e ddea pressão,
identificada ao longo dos testes cíclicos atinosféricos, dentro do PVT. Entretanto, o
número de ciclos que tais válvulas realmente operam é muito menor que o testado, mas
por um período de tempo muito maior. Por outro lado, alguns relatos de campo indicam
que cestas válvulas têm dificuldades de serem operadas, principalinente se ficarain
imóveis por longos períodos.
Assim, uma sugestão para fi~turostrabalhos seria a ailálise dos fatores que causam
as variações de pressão ao longo do tempo e dos ciclos de operação, estudando
também os fatores que podem promover um eventual emperramento do conjunto.
Como resultado deste trabalho, ter-se-iam coeficientes mais realistas, para compensar
o tempo de uso (ou sem uso) e seus desgastes.
2.
Conforme adiantado no item anterior, os diversos testes de homologação de
projeto realizados pelo a~itorconfirmam que o aparente fenôineiio de saltos da gaveta
contra as sedes, quando a primeira se desloca sob alta pressão diferencial, é um dos
fatores que mais degradam o desempenho das assinaturas, muitas vezes sendo,
inesperadamente, a condição de teste mais crítica da hoinologação. Por outro lado,
concluiu-se que o saltar da gaveta pode comproineter tanto o protótipo como os
produtos.
Portanto, uma outra sugestão de trabalho seria o estudo, entendimento e controle
do fenômeno de saltos ou cliques da gaveta, quando operando sob alta pressão
diferencial. Um dos benefícios seriam os apriinorainentos nos critérios de aceitação do
PVT e do FAT. Provavelmente serão necessários estudos das folgas e tolerâncias, dos
alinhamentos, dos acabamentos superficiais e de tribologia, que exigirão estreita
parceria com algum grande fornecedor de válvulas e a permissão para a publicação
aberta dos achados numa tese.
Referências Bibliográficas
Hollanda, A.B.: Médio Dicionário Aurélio, 1" Edição, Editora Nova Fronteira, Rio
de Janeiro, 1980.
API-17D (1992): SpeciJicationfor Subsea Wellhead and Christmas Tree Equipment,
American Petroleum Institute, EUA.
API-6A (1996): SpeciJication for
Wellhead and Christnzas Tree Equipment,
American Petroleum Institute, 7"' edition, EUA.
MIL-STD-781C (1977): Military Standard - Reliability Design QuallJication and
Production Acceptance Tests: Exponential Distribution, Depariment of Defense,
EUA.
MIL-STD-78 1D 1 MIL-HDBK-781A (1996): Handbookfor Reliability Test Methods,
Plans, and Environments for Engineering, Development, QualzJication, and
Production, Depai-tment of Defense, EUA.
NBR-9325 (1986): "ConJiabilidade de Equipamentos - Planos de Ensaio de
Conformidade para Taxa de Falhas e tempo Médio entre Falhas Admitindo-se
Taxa de Falhas Constante ",Associação Brasileira de Normas Técnicas, Brasil.
Herd, D.P. e McCaskill, J.W., "How to Malte a Valve Whicli Will Fail-Safe in Very
Deep Water", Anzerican Society of Mechanical Engineers, New York, EUA,
1976.
Ali, S.Z., Slteels, H.B., Montemayor, B.K. and Willians, M.R., "Subsea Valve
Actuator for Ultra Deep Water", Offshore Technology Conference, OTC 8240,
EUA, May 1996.
Byrne, S., 1994, "Subsea Well Control Systems - The Specification of Reliability,
Availability, and Maintainability" h: SubseaControl and Data Acquisition, v.
32, Society for Undeiwater Technology, Netherlands, pp. 1 87-204.
[10] Howey, R.A. e Gaarder, O.H., "Application of Reliability Engiiieesing to Offshore
Production Equipment", Journal of Petroleunz Engineering, pp. 339-346, April
1977.
[I I] higsain, G.E. e Dee, P.A., "Reliability Engiileeriilg Applied to Offshore Petsoleuin
Psoduction Systems", Offshore Technology Conference, OTC 1756, EUA, 1973.
[12] Gsaunhaug, O.J., "Subsea Psoduction Systems Availability Assessmeiit", Offshore
Technology Conference, OTC 5312, EUA, May 1986.
[13] OREDA: Offshoo Reliability Handbook, 3rdedition, STNTEF Industrial Management,
Det Norske Veritas, Noruega, 1997.
1141 Moseisa, J.R.F., Reliability of Subsea Conzpletion Systenzs, Tese de M.Sc., Crailfield
Iiistitute of Technology, EUA, 1993.
[15] Guedes, S.L.T., Aplicação da Análise de Riscos nas Fases de Projeto de Sistemas
Submarinos de Produção de Petróleo, Tese de M.Sc., COPPEIUFRJ, Rio de
Janeiro, RJ, Brasil, 1998.
[16] Haugen, K.E. e Willinann, E., Marlinz Subsea Production Manifold Reliability and
Availability Analysis , MOG9809, h:Marliin RAM Analysis, ABB Corporate
Research Center, Norway, 1998.
[17] Oucliet, L., Reliability Modeling of Subsea Gate Valves, Tese de M.Sc., Crai5ield
Institute of Technology, EUA, 1993.
[18] Qrjasaeter, O., Lyderseii, S., Reizoleil, P. e Rausand, M. Reliability of Subsea Gate
Valves, SINTEF Repoi-t, Norway, 1988.
[19] Rausand, M., "Reliability Theoiy aiid Metliods", h:Risk and Reliability in Subsea
Engineering, Notas de Aula do Cmso de Mestrado ein Engenharia Subinarina,
COPPEIUFRJ, Rio de Janeiso, RJ, Brasil, 1997.
[20] Sclutifer, E., "Introduction to Reliability Modeling", In: P~oceedingsof IFAC
Conference, Reliability of Instrumentation Systems, Reliability Engineering
Tutorials, pp. 1-20, Netherlands, 1986.
[21] Oliveira, L.F.S., Amasal Neto, J.D., Diniz, F.L.B. et al., Avaliação do Impacto da
Válvula de Segurança de Subsuperfficiesobre a Conjiabilidade do Sistema de
Conzpletação Seca em Platafo~nzasDesabitudas da RNCE, h:Projeto VASSUB
11, 2' Relatório Parcial - Rev.1, Principia Engenharia de Confiabilidade e
Informática, Niterói, RJ, Brasil, Setembro 1997.
[22] Skeels, H.B., Hopkins, B.C. e Cunningham, C.E., "The Horizontal Subsea Tree: A
Unique Configusation Evolutiony',Offshore Technology Conference, OTC 7244,
Texas, EUA, May 1993.
[23] Coi-i, A., "Safety and Reliability Analysis of Subsea psoduction Equipmeilt: Cunent
Practice and Futuse Potential", In: Subsea International Conference, 1994.
[24] Loes, G., Gseenlay, T. e Caldwell, J.W., "Achieving Cleanliness Levels During
Fab~ication, Assembly, aild Testing of Subsystems and Hydraulic Tubing
Network for the Zinc Subsea Production System", Offshore Technology
Conference, OTC 7275, Texas, EUA, May 1993.
[25] Loth, W .D., Tl-iosne, B.C. e Loth, K.W., "Developinent of a Valve Actuatos Powered
with Untseated Seawates", Offshore Technology Conference, OTC 7348, Texas,
EUA, May 1993.
[26] Pilho, O.J., Eiseinberg, R. e Sampaio, D.S., "Production Subsea Installations Control
and Supervisoiy Electronic Systeins Development", Offshore Technology
Conference, OTC 7254, Texas, EUA, May 1993.
1271 Leblanc, L., c'HosizoiltalTrees Provide Quick Wellbore Access, 25% Cost Savings",
Offshore International, v. 53, n. 11, pp. 32-34/62, Nov 1993.
[28] Jesi~strom,T.L. e Sangesland, S., "h
All-Electric System for Subsea Well Control",
Offshore Technology Conference, OTC 7335, Texas, EUA, May 1993.
[29] Dach, A.J. e Nordeen, M., "Endurance Testing Begins Where API-6A 16~"Edition
Appendix F Ends", In: Western Regional Meeting of the Society of Petroleum
Engineers, pp. 733-734, Alaslta, EUA, 1993.
[30] McAdams, J.P., Manuel, W.S. e Hall, J.E., "Comparison of Response-Time Tests
with Computes simulations for Control Hoses iil Subsea Productioii Service",
Offshore Technology Conference, OTC 5917, Texas, EUA, May 1989.
11311 B~u-ion,C.D. e McAdanls, J.P., "Control Respoilse Time Coinparisoiis for Subsea
Production Systems", Offshore, pp.29-30, July 1991.
[32] Aldterman, N.H., "Fail-Safe Valve Actuator", h: UK Patent Application,
GB 2243669A, Reino Unido, Nov 1991.
[33] Offshore Engineer, "The Casefor Going All-Electric", pp. 44, May 1992.
1341 Flitney, R.K. e Hobson, R.M, "Hydraulic Operation of Sub Surface Safety Valves",
h:Proceedings of the 5'" BHR G ~ o u pLtd Loss Prevent in the Oil&Gas Industry
International Conference, Petroleum Abstract 619882, pp. 13-29, 1995.
[35] Montgomesy, D.C., Introduction to Statistical Quality Control, 3"' Edition, New
Yorlc, EUA, Jolm Wiley & Sons, 1997.
[36] E~ithymíou,E.J., Conzentários e Observações referentes ao Projeto, Qualzficação e
Testes de Aceitação de Válvulas para ANMs e Mcmifolds, Documento Interno
PETROBRASICENPESISEMEC,Rio de Janeiro, RJ, Novembro de 1998.
[37] E~itl~y~níou,
E.J., Albernaz, R.S. e Soares, J.L., "Testes de Qualificação para
Equipamentos e Coinpone~ltesde Completação Submarina", I " Seminário de
Engenharia de Poço, PETROBRASISERECICEN-NOR,Rio de Janeiro, RJ,
25-29 de Novembro de 1996.
[38] Euthymíou, E.J., Critério para IdentlJicação e QuantlJicação de Vazamentos em
Testes de QualzJicação de Válvulas, Documento Interno PETROBRAS/CENPES/SEMEC, Rio de Janeiro, RJ, Abril de 2000.
[39] Eutl.iymíou, E.J., "Testes de Hoinologação de Válvulas Submarinas com Atuador
Hidráulico", EspeczJicação Técnica Petrobras ET-3500.00-1510-221-PPC-001,
Janeiro de 2001.
[40] Petrobras, Lista dos Resultados dos Testes de Qual$cação em Válvulas Subnzarinas,
Docuinento Interno PETROBRAS/SERMAT/DICAT/SECAT3,
Rio de Janeiro,
RJ, Setembro de 1999.
[41] Petrobras, Laboratório de Testes Hiperbáricos, Folheto para Divulgação Ii~tei-na,
PETROBRASICENPESISEMEC, Rio de Janeiro, RJ, Setembro de 1999.
[42] Herdeiro, M.A.N., "Testes Cíclicos em Válvulas Submarinas", Conzunicação Eletrônica Corporativa (correio), PETROBRAS/E&P/GETlNPlGECOMP,04 de
Maio de 1999 - 18:16Hs,Rio de Janeiro, RJ.
[43] McManus, S., "Oceailic HW525", Correio Eletrônico (e-mail), Win Cai~ningLtd, 12
May 1999 - 12:OlHs.
1441 Lotli, W.D. e Jacobs, M., Testing of Lower Cost Remote Control Systenz, Society of
Petroleuin Engineers - Offshore -Europe 1997 Coilference, SPE 3 8552, pp. 539547, Abesdeen, Scotland, Septeinber, 1997.
[45] Subsea Controls, Applications of Subsea Systems, Capítulo 6, ISBN=O-87814-334-3,
pp. 109-130, 1990.
[46] Smith, E., BP Joins Quest to Contain Costs Subsea, Offshore/Oilinan, vol. 52,n. 11,
pp.87-88, 1992.
[47] Masheder, R.R., Subsea Pipeline Isolation Systenzs: Reliability and Costs, Jotii.nal of
Offshore Mechailics and Asctic Engineering, vol. 118, pp. 216-224, August,
1996.
[48] Lapponi, J.C., Estatística Usando Excel, 1" Edição, São Paulo, Lappoili Treinamento
e Editora, 2000, CDD-5 19.502855369, ISBN 85-85624-12-4.
[49] Ross, P.J., Aplicações das Técnicas de Tagushi na Engenharia da Qualidade, 1"
Edição, São Paulo, Makron Books - McGraw Hill, 1991, CDD-620.0045.
[50] Oliveira, L.F., Introdução ii Engenharia da Confiabilidade de Sistemas, Rio de
Janeiro, RJ, 1997, livro em preparação.
[51] Stanley, L.T., Practical Statistics for Petrolezrm Engineers, 1" Edição, Tulsa,
Oklalioma, EUA, The Petrole~mPublisling Coinpany, 1973, ISBN: 0-87814019-0.
[52] Wilson, C., Applied Statistics for Engineers, 1" Edição, Essex, hglatessa, Applied
Science Publisliers Ltd, 1972, ISBN: 0-85334-529-5.
[53] Dowdy, S. e Stanley, W., Statistics for Research, 2a Edição, New York, EUA, John
Wiley & Sons, 1991, ISBN: 0-471-85703-3.
[54] Goines, F.P., A Estatística Moderna na Pesquisa Agropecuária, 3 q d i ç ã 0 ,
Piracicaba, SP, Brasil, Associação Brasileira para Pesquisa da Potassa e do
Fosfato (POTAFOS), 1987.
[55] Moiitgomeiy, D.C., Design and Analysis of Experiments, 4" Edição, New York,
EUA, John Wiley & Sons, 1997.
[56] Holman, J.P., Experinzental Methods for Engineers, 2" Edição, EUA, McGsaw-Hill
Kogalnisha, 1971.
[57] O 'Coimor, P.D.T., Practical Reliability Engineering, 3" Edição Revisada, Iiiglatei~a,
Jolm Wiley & Sons, 1995.
[58] Hines, W.W. e Montgoineiy, D.C., Probability and Statistics in Engineering and
Managenzent Science, 2" Edição, EUA, Jolm Wiley & Sons, 1980.
[59] Moiitgomeiy, D.C., Applied Statistics and Probability for Enginners, New York,
EUA, Jolm Wiley & Sons,1999.
[60] Anônimo, Resultados dos Testes de Honzologação de Projeto. In: Docuineiitação
Técnica para o Manifold Submarino do Campo de Roncados, Petrobras, Rio de
Janeiro, 2001.
[6 11 Anônimo, Resultados dos Testes de Aceitação de Fábrica. In: Docuinentação
Técnica para o Manifold Submarino do Campo de Roncados, Petsobras, Rio de
Janeiro, 2001.
Índice Remissivo
a Cor7szllte erro tipo 11. Conszrlte erro tipo I
acuin~iladores...................................................
95
pré-carga ....................................................... 95
amaciainento.....................................................
54
a~nostra....................40, 41, 43, 44, 45, 46, 50, 51
124
análise de variância .........................................
Cálculo, FAT AP .........................................143
Análise de Variância .........................................
81
Critério de Aceitação .....................................86
ANOVA ........................-.....................81, 87, 124
Cálculo FAT em BP .................................... 135
Critério de Aceitação .....................................
86
. tabela .......................................................122
AP = Alta Pressão ...........................................
133
aplicação da inetodologia ................................111
atividades
seqüência de ..................................................
96
bilateral .............................................................
66
Curva Característica ....................................108
BP = Baixa Pressão .........................................133
bzrrn-irz ...............................................................
54
CC
Ciirva Característica ....................................108
Chauvenet
díspares. critério de descarte........................122
ciclagem
156. 157
compensação .......................................
compensação devido a .................................126
compensação. devido a.hiperbárica ...........128
infíuência da .............................................
124
classificação das válvulas ..............................137
coeJiciente de variação ......................................
45
comparações mcltiplas ........................88. 98. 125
contra-pressão
air-gap ........................................................
18
elevação da plataforma ..................................18
válvula de retenção ........................................
18
contra-pressão de retorno
127
confiança ....................................................
105. 123
CPAV ...................................................
critério de aceitação
composição para FAT e PVT ......................127
hiperbárico. composição do .........................128
curvas características ...............................10 1. 108
131
Cálculo PVT ..............................................
distância "d" ...............................................
109
110
gráfico t alfa = 5% .......................................
Dados.
Análise Qualitativa......................................117
defeitos
7
einperrainento .................................................
Fabricação .....................................................
10
10
Informação ....................................................
modos de falha ................................................9
10
Projeto ........................................................
válv~ilas.....................................................
8
vazamentos.......................................................
7
139
desempenho igual.............................................
desempenho inferior .......................... .98, 139. 140
FAT..............................................................
145
nível de confiança ........................................
140
desempenho muito inferior ..............................
140
desempenho inuito superior .............................138
desempenho superior
válvula.........................................................
138
desvio padrão .....................................................
44
diferença crítica
vide intetvalo crítico ...................................... 89
diferença de médias ...........................................88
díspares ............................................................
121
Chaiivenet ....................................................
121
díspares, valores .............................................1 0 3
dispersão ............................................................
43
Distribuição
Exponencial....................................................
53
Média de Desvio Padrão Ainostral.................50
Nomal ...........................................................
48
Uniforme ........................................................
48
Weibull...........................................................
-55
distribz~iç~o
de Student..................................:....62
distribuição t.......................................................
61
DISTT ..............................................................
106
Duncan ............................................................... 89
erro aceito ..........................................................
58
73
erro aifa (a)........................................................
73
erro beta (A........................................................
..............................................
erro de estir~~ativa
59
erro de estimativa definido .................................
59
erro tipo I ...................................................
7 106
Cálculo FAT inferior....................................146
cálciilo PVT .................................................
130
ei-ro tipo I1 ..................................................
7 107
Cálculo FAT inferior....................................
146
Cálculo PVT.................................................130
erro tolerado .......................................................
58
Erros
região crítica...................................................
72
Testes de Hipóteses........................................
72
escopo da análise..............................................
111
espaço amostra1.................................................
39
estatística .....................................................
4 I, 56
estimador............................................................
65
estimativa ......................................................
....65
intervalar ........................................................
65
pontual ...........................................................
65
97
etapas da metodologia ........................................
evento elenzentar ................................................ 39
experimento aleatório ........................................39
Expoiiencia! .......................................................53
F Observado.......................................................
85
fator de correção
população Jinita .............................................
63
fuiita
fator de correção............................................
63
Fluido de Controle ............................................
17
17
coinpressibilidade ..........................................
retração térmica .............................................
17
Fluidos de controle
20
critério da Petrobras.......................................
Fo85
função acunmlada .............................................
49
filnção densidade de probabilidade 23.47.48. 53.
55
gaveta
deslizando....................................................118
117. 156. 157
saltando .......................................
Gosset
distribuição ...................................................
62
graus de liberdade..............................................
61
Graus de Liberdade ...........................................
80
haimônica
média .............................................................
92
hidro-pneumática...............................................94
hipótese
alternativa .....................................................7 1
bilateral .....................................................71
unilateral ...................................................71
nula................................................................
71
h@ótese estatística ............................................
71
hipóteses
determinação do parâinetro ...........................72
IC
intervalo de confiança ...................................
57
41
inclinação direita .............................................
inclinação esquerda ...........................................
42
inclinação negativa ............................................
42
inclinação positiva ............................................
41
irferência estatística .........................................
66
infia-estrutura de testes ......................93, 100, 155
inspeção inetrológica ........................................
97
instruinentação
influência da precisão ..................................
124
intervalo crítico ................................................
89
intervalo crítico
Duncan .......................................................
89
Shident.........................................................
90
Tukey............................................................. 91
intervalo crítico de Tukey
variação do, FAT BP ...................................137
intervalo de confiança ...........................57, 65, 66
inetodologia .................................................105
Intervalo de Confiança . 57, 58, 59,63, 67, 68, 69,
70
livro de anotações .....................................102
rnédia.................................................................
41
Média
Múltiplas Comparações de ............................87
92
média harmônica ...............................................
mediana ............................................................
40
Md .................................................................
40
inetodologia
aplicação real .......................................
148. 155
conclusões ...................................................
149
distribuição normal ......................................112
119
verificação ................................................
moda...................................................................
40
Mo ..................................................................
40
modelagem .......................................................
103
modelo aditivo ...................................................
82
S4
mortandade infantil ...........................................
MSE ...................................................................
84
MST ...................................................................
85
MTTF.................................................................
54
míltiplas comparações ....................................... 88
Múltiplas Comparações ......................................
87
n* .....................................................................
109
66
nível de significância .........................................
Nonnal ...............................................................
48
número
observações ............................................
97, 100
outliers ......................................Consulte díspares
paiuel de testes ...................................................
93
parâmetro...........................................................
41
parâinetros..........................................................
64
poder do teste
Cálculo PVT.................................................131
ponto anzostral ...................................................
39
pontos notáveis ...................................................
35
população.......................41, 43, 44, 45, 50, 51, 53
preliminares, testes..........................................
102
probabilidade de acerto ......................................66
profundidade
influência na assinatura................................
123
influência no fluido ......................................
124
profundidade, influência da..............................
104
projeto aprovado ................................................
97
proporção nzíninza de valores ............................
45
Regra Prática ..................................................
46
Teorema de Chebyshev..................................
45
protótipo
novo
testes funcionais.........................................
97
Razão de Variâncias...........................................
70
riscos
do consunzidor................................................
73
do fabricante ..................................................
73
signiJicância.......................................................
66
simulação .........................................................
103
85
SS .......................................................................
SSE ....................................................................
84
....85
SST ...............................................................
Studentizada
Amplitude Total .............................................
91
tamanho da amostra .................................107, 109
Tamanho da Amostra
Influência no erro I1.....................................147
tamanhos diferentes
amostras .........................................................92
taxa de falhas
distrib. exponencial ........................................54
taxas de falha .....................................................
54
tendência central ................................................
40
Teorema de Chebyshev .....................................
45
Teorema do Limite Central .........................51. 53
Teste
Duncan ..........................................................
89
Múltiplas Comparações .................................88
Stmdent...........................................................
89
Tiiltey.............................................................
91
teste de hipóteses
Cálculo. FAT inferior..................................141
Testes .............................................................13
aceitação em fábrica ......................................15
assinatzrra..........................................33. 34. 35
cíclicos .........................................................13
critério de aceitação
ciclagem 200 vezes....................................16
coluna hidrostática dos fluidos ..................20
contra-pressão hidráulica snínima para o
retomo (back-pressure) .........................16
densidade da água do mar ..........................16
pressão máxima para o acionamento......... 16
scaling .......................................................
17
critérios de aceitação .....................................16
13
desempenho ...................................................
15
FAT ...............................................................
funcionais .....................................................13
hoinologação de protótipo.............................14
integridade .....................................2. 13. 15. 19
Média.............................................................74
Média com Distsibuição Normal ...................76
37
precisão requerida........................................
14
PVT ...............................................................
qualificação ...................................................
14
15
torque ............................................................
...
Variancias
.....................................................
78
velocidade de execução .................................36
testes de hipóteses
130
Cálculo no PVT ...........................................
105
metodologia ...............................................
Testes de Hipóteses ...........................................71
testes preliminares ...........................................
102
tsiplex. bombas ...................................................
95
Tukey
Cálculo Delta FAT AP ................................144
Delta. FAT BP .............................................
136
intervalo crítico PVT ...................................125
UHP ...................................................................
94
unidades hidráulicas ..........................................
94
48
Uniforme ............................................................
unilateral ............................................................
66
Curva Característica.....................................
108
103
valores díspares ................................................
valor-P .....................................................
O , 141
Valor-P
Testes de Hipóteses ........................................
78
válvula
ciclos reais ....................................................
151
i..139
desempenho igual......................................
desempenho inferior .....................................139
140
confiança ...................................................
i140
desempenho muito inferior .........................
desempenho muito superior .........................
138
138
desempenho superior....................................
estimação atrito sede-gaveta ........................
152
Válvula ...............................................................
16
Válvulas
28, 29, 33, 34, 36
back-seat ................................
bormet...........................................
19, 28, 29, 34
30
Fail Safe Close ...............................................
Fail Safe Open................................................
31
30
FSC ................................................................
31
FSC versus FSO .............................................
FSO ................................................................
31
plug balance ................................................... 32
válvulas fictícias
134
FSC 7 e FSC 8 ..............................................
variabilidade.......................................................
43
fontes de ......................................................... 82
. ............................................................. 43
variancia
Variância
Dentro ......................................................82, 83
Entre .........................................................
82, 84
modelo aditivo ...............................................
82
MSE ...............................................................
83
84
MST ...............................................................
S: .............................................................
82, 84
ST2 ...................................................................
85
S,,.2 ............................................................
82, 83
85
Total ...............................................................
Variância Conhecida .................................. ..67, 74
Variância Desconhecida...............................68, 76
Variâncias Conhecidas ....................................... 69
variável aleatória................................................39
VA ..................................................................39
vida característica............................................... 56
wear-out .............................................................
54
Weibull..................................................... 5
56
.A
 0
0
advertisement
Related documents





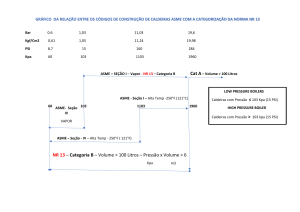
Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users