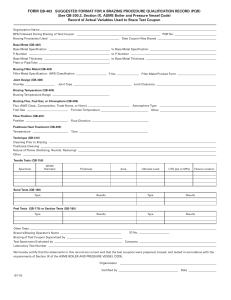
BRAZING
PROCESS
Brazing is a process that joins two or more metal surfaces by letting molten metal flow into the
joint. The filler metal has a lower melting temperature than the parts to be joined to keep the
workpieces from melting. The brazing filler metal has a melting point above 450 °C.
A unique quality in the brazing process is that it keeps the mechanical properties of the
metals which are useful in applications such as silver brazing or other similar metals.
Brazing joins metals without melting the base materials, using a filler metal with a lower
melting point that bonds the surfaces through capillary action.
The brazing process can join dissimilar metals and retain the mechanical properties of the
base materials, making it versatile for various applications.
Materials
These are the metals that are often joined by brazing:
1.
2.
3.
4.
5.
Aluminium
Cast iron
Magnesium
Copper and copper alloys
Silver
Fig.1 Brazing process
BRAZING IN HVAC
Brazing is commonly used in the HVAC industry to join copper pipes together to form a refrigerant
circuit or a water circuit. It is also used to join other metal components such as heat exchangers,
hvac coils, and fittings. The brazed joints are strong, leak-proof, and resistant to high temperatures
and pressures, making them ideal for use in HVAC systems.
PROCEDURE FOR BRAZING
1. CUT PIPE SQUARE
Cut to the exact length required using a tube cutter or hacksaw. If a hacksaw is used, a
sawing fixture should also be used to ensure square cuts. Remove all inside and outside
burrs with a reamer, file, or other sharp edge scraping tool. If the tube is out of round, it
should be brought to true dimension and roundness with a sizing tool.
2. CLEAN TUBE END AND INSIDE SURFACE OF FITTING
The joint surface areas should be clean and free from oil, grease, or oxide contamination.
Surfaces may be properly cleaned for brazing by brushing with a stainless-steel wire brush
or by stiff rubbing with emery cloth.
3. SELECT BRAZING ALLOY
Copper-phosphorus (Cu-P) alloys, often with silver added
4. PROPER FLUXING
It is is important because the flux absorbs oxides formed during heating and promotes the
flow of filler metal.
5. ASSEMBLE THE TUBE AND FITTINGS
Insert the fluxed tube end into the fitting. Maintain support to ensure the proper alignment
until the brazing alloy solidifies. After brazing maintain support for a few seconds (or
more) depending upon the size of the joint area.
The assembly is now ready to braze, using brazing alloy in rod, wire, or in coil form
manually fed into the joint.
6. ADJUST TORCH FLAME
Oxygen/Acetylene. For most brazing jobs using oxygen-acetylene gases, a carburizing or
neutral flame should be used. The neutral flame has a well-defined inner cone See diagram.
Avoid an oxidizing flame. Excess acetylene removes surface oxides from the copper. The
copper will appear bright rather than having a dull or blackened surface due to an improper
oxidizing flame.
7. HEATING THE JOINT AREA
1. Start heating the tube, first applying flame at a point just adjacent to the fitting. Work
the flame alternately around the tube and fitting until both reach brazing temperature
before applying the brazing filler metal.
2. When flux is used, it will be a good temperature guide. Continue heating the tube until
the flux passes the "bubbling" temperature range and becomes quiet, completely fluid
and transparent and has the appearance of clear water.
3. Direct the flame from the tube to the flange base of the fitting and heat until the flux
that remains in the fitting is also completely fluid.
4. Sweep the flame back and forth along the axis of the assembled joint, tube, and fitting
to get and then maintain uniform heat in both parts.
8. APPLY THE BRAZING ALLOY
Feed the alloy into the joint between the tube and the fitting. Only after the base metals
have been heated to brazing temperatures should the filler metal be added. At that time, the
flame may be detected momentarily to the tip of the filler metal to begin the melting process.
9. CLEAN AFTER BRAZING
All fluxes residues must be removed for inspection and pressure testing. Immediately after
the brazing alloy has set, quench or apply a wet brush or swab to crack and remove the flux
residues. Use emery cloth or a wire brush if necessary.
Nitrogen Purging?
Oxygen in the air combines with copper to form surface copper oxide. We see this on copper tube
as a light to dark brown discoloration. At high brazing temperature a heavier black oxide forms
(cupric oxide). On cooling this oxide flakes off to form "scale”.
Nitrogen purging in the brazing process refers to the use of nitrogen gas (N₂) to flush out
oxygen and moisture from the inside of copper pipes or tubing during brazing, to prevent
oxidation and internal contamination.
Fig. Copper tube brazing scale
WHAT IS THE PROCEDURE?
To prevent oxidation, flow dry nitrogen through the tube during brazing. Nitrogen is inert, (nonreactive), and will displace the oxygen to prevent scale formation.
Fig. Nitrogen purged tubes at top, no nitrogen purge at bottom
Nitrogen is typically introduced into the system through the Schrader valve (after removing the
core), or other system opening.
Connect a hose or tube from the nitrogen cylinder to one end of the pipe. The cylinder will be
equipped with a regulator or flow control valve. There is no universal requirement for the delivery
pressure setting, but the goal is to use low volume/pressure to displace the oxygen. A suggested
starting point is 2 -3 CFH or 1.5 - 2 PSI. Some users will set pressure until they feel a slight flow
at the exit point on the back of their hand. It's good practice to initiate flow before heating and
continue to flow nitrogen until the part has cooled.
Avoid an excessive flow rate that builds pressure inside the tube. A high flow rate will tend to cool
the tube reducing brazing heat efficiency. Excess nitrogen pressure can build up inside the tube
and reduce braze alloy penetration. A small hole in a cap at the end of the line will allow the
nitrogen to escape.
APPLICATIONS
Copper and copper alloys: Brazing is commonly used to join copper pipes and fittings in
HVAC and plumbing systems. Copper is also used in heat exchangers, electrical
components, and other applications.
Steel and stainless steel: Brazing is used to join steel and stainless-steel components in a
range of industries, including automotive, aerospace, and construction. It is commonly used
to join thin-walled parts, such as tubes, to thicker structures.
Aluminum and aluminum alloys: Brazing is used to join aluminum components in the
automotive, aerospace, and electronics industries. Aluminum has a high thermal
conductivity, making it an ideal material for heat exchangers and other applications that
require efficient heat transfer.
Nickel and nickel alloys: Brazing is used to join nickel and nickel alloy components in
the aerospace and defense industries. Nickel alloys are known for their high strength,
corrosion resistance, and high-temperature properties.
ADAVANTAGES
Brazing is a joining process that produces stronger, more reliable joints than welding.
Brazing can join dissimilar metals, which is impossible with welding.
Brazing does not require as much heat as welding, so it is less likely to distort the
joined metals.
Brazing can join fragile pieces of metal that would be difficult to weld.
Brazed joints are less likely to leak than welded joints.
DISADVANTAGES
Brazing is a joining process that can only be used on certain metals.
Brazing also requires that the surfaces be joined clean and free of contaminants.
Brazing is also unsuitable for large joints as it is impossible to create a large pool of
molten filler metal.
Another disadvantage of brazing is that it can distort the metals being joined.
Brazing also requires specialized equipment, such as a torch or furnace, which can be
expensive and difficult to obtain.
 0
0