- No category
Power Plant Sessional Lab Manual - MIST Mechanical Engineering
advertisement
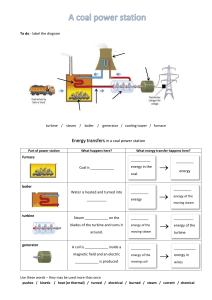
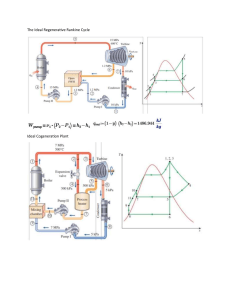
Military Institute of Science & Technology (MIST), Dhaka Department of Mechanical Engineering ME-304 Power Plant Sessional LEVEL-3, TERM-I Contact Hr: 3 Credit: 1.5 Name of the Experiments 1. Study of Boiler 2. Performance Test of Cooling Tower 3. Study of Steam Turbine 4. Study of Gas Turbine (Jet) Engine 5. Determination of Carbon Residue of a Given Fuel 6. Proximate Analysis of Coal 7. Study and Calibration of Pressure Gauge by Dead Weight Tester 8. Determination of Calorific value of Gaseous Fuel by Gas Calorimeter EXPERIMENT NO – 1 Name of experiment: Study of Industrial Boiler Objectives 1. Introduction of different components of steam power plant 2. To study the functions of boiler mountings and accessories. Steam power plant Generally, steam power plant is called as thermal power plant. The steam power plant can perform two purposes. To generate electricity only and to generate electricity along with production of steam for process heating. Steam power plant works on Rankine Cycle. Working fluid is steam and water. The main components of cycle are 1. Boiler: Boiler is used to produce steam. Heat energy produced by coal is used to produce steam. Water is allowed to heat until it goes into vapor state. Vapor is sent to the turbine. 2. Turbine: Turbine produces the work. Work produced is used to run the generator. The enthalpies at the enter and exit of the turbine are different. Then Vapor is sent into the condenser. 3. Condenser: The vapor is condensed to water in the condenser and sent into the pump. 4. Feed pump: Pump send the water again into the Boiler and the cycle repeats again. Figure: Layout of a steam power plant. Figure: Cochran Boiler Cochran Boiler It is a multi-tubular vertical fire tube boiler having a number of horizontal fire tubes. It is the modification of a simple vertical boiler where the heating surface has been increased by means of a number of fire tubes. It is consisted of: Shell: It is hemispherical on the top, where space is provided for steam. Grate: It is placed at the bottom of the furnace where coal is burnt. Fire box (furnace): It is also dome-shaped like the shell so that the gases can be deflected back till they are passed out through the flue pipe to the combustion chamber. Flue pipe: It is a short passage connecting the fire box with the combustion chamber. Fire tubes: A number of horizontal fire tubes are provided, thereby the heating surface is increased. Combustion chamber: It is lined with fire bricks on the side of the shell to prevent overheating of the boiler. Hot gases enter the fire tubes from the flue pipe through the combustion chamber. Chimney: It is provided for the exit of the flue gases to the atmosphere from the smoke box. Manhole: It is provided for inspection and repair of the interior of the boiler shell. Boiler Mountings Boiler mountings are the machine components that are mounted over the body of the boiler itself for the safety of the boiler and for complete control of the process of steam generation. Various boiler mountings are as under: 1. Pressure gauge 2. Water Level Indicator 3. Fusible plug 4. Safety Valve 5. Steam stop valve 6. Feed check valve 7. Blow-off cock 8. Man and Mud hole Boiler Accessories Boiler accessories are those components which are installed either inside or outside the boiler to increase the efficiency of the plant and to help in the proper working of the plant. Various boiler accessories are: 1. Air Preheater 2. Economizer 3. Super-heater 4. Feed Pump Air Preheater Air preheater is a waste heat recovery device. Air goes through it to the way of the furnace where it is heated utilizing the heat of exhaust gases. The function of air pre-heater is to increase the temperature of air before entering the furnace. It is generally placed after the economizer; so, the flue gases pass through the economizer and then to the air preheater. An air-preheater consists of plates or tubes with hot gases on one side and air on the other. Economizer It is a device in which the waste heat of the flue gases is utilized for heating the feed water to recover some of the heat being carried over by exhaust gases. This heat is used to raise the temperature of feed water supplied to the boiler. Fig: Economizer Super heater The function of super heater is to increase the temperature of the steam above its saturation point to superheat the steam generated by boiler. Super heaters are heat exchangers in which heat is transferred to the saturated steam to increase its temperature. Fig: Super heater Classification of boilers According to contents in the tube: a) Fire tube boiler: In fire tube boilers, the flue gases pass through the tube and water surround them. Vertical tubular, Lancashire, Cochran, Cornish, Locomotive fire box, Scotch marine etc. are some fire tube boilers. b) Water tube boiler: In water tube boiler, water flows inside the tubes and the hot flue gases flow outside the tubes. Babcock and Wilcox boiler, Stirling boiler, La-mont boiler, Benson boiler, Loeffler boiler etc are some of water tube boilers. EXPERIMENT NO – 2 Name of experiment: Performance Test of Cooling Tower Air flow circuit Under the action of the fan, air is driven upward through the wet packing. It will be seen that the change of dry bulb temperature is smaller than the change of wet bulb temperature, and that at air outlet there is little difference between wet and dry bulb temperatures. This indicates that the air leaving is almost saturated, i.e. relative humidity -100%. This increase in the moisture content of the air is due to the conversion of water into steam and the ‘latent heat’ for this account for most of the cooling effect. • If the cooling load is now switched off and the unit allowed stabilizing, it will be found that the water will leave the basin close to the wet bulb temperature of the air entering. According to the local atmosphere conditions, this can be several degrees below the incoming air (dry bulb) temperature. Air flow rate The orifice at the top of the cooling tower (an example of an obstruction flow meter) has been calibrated by the manufacturer to measure mass flow rate of dry air as a function of differential pressure across the orifice and specific volume of the moist air mixture exiting the tower. This relationship is: 𝑚̇𝑎 = 0.0137√ 𝑥 𝑥 = 0.0137√ 𝑣𝐵 (1 + 𝜔𝐵 )𝑣𝑎𝐵 Where, 𝑚̇𝑎 = Dry air mass flow rate (𝑘𝑔𝑠 −1 ) 𝑥 = Orifice differential (𝑚𝑚𝐻2 𝑂) 𝑣𝐵 = Specific volume of steam and air mixture leaving top of column (𝑚3 𝑘𝑔−1 ) 𝜔𝐵 = Specific humidity of air leaving top of the column (𝑘𝑔𝑘𝑔−1) Water flow circuit • The warm water enters the top of the tower and is fed into troughs from which it flows via notches onto the packing. The troughs are designed to distribute the water uniformly over the packing with minimum splashing. • The packing have an easily wetted surface and the water spreads over this to expose a large surface to the air stream. • The cooled water falls from the lowest packing into the basin and may then be pumped to a process requiring cooling (or in the Bench Top Cooling Tower, to the simulated load in the load tank). • Due to evaporation from the water, “make-up” must be supplied to maintain the quantity of water in the cooling system. The falling level in the load tank may be observed over a period of time. • Droplets of water (resulting from splashing, etc.) may become entrained in the air stream and then lost from the system. This loss does not contribute to the cooling, but must be made good by “make-up”. To minimize this loss, a “droplet arrester”, or “eliminator” is fitted at the tower outlet. This component causes droplets to coalesce, forming drops which are too large to be entrained and these fall beck into the packing. Water flow rate Water flow rate is measured by flow meter& direct measurement in gm/sec can be done. Locations of the 6 temperature readings to be taken when using the system: T1: Dry bulb temperature of air entering base of column. T2: Wet bulb temperature of air entering base of column. T3: Dry bulb temperature of air at exit from column. T4: Wet bulb temperature of air at exit from column. T5: Water temperature on entering column. T6: Water temperature on leaving column. Cooling Tower Terms: Cooling Range: The difference between the water temperatures at entry to end exit from the tower. Cooling Load: The rate at which heat is removed from the water. This may be expressed in KW, Btu/h or Cal/h. Make-up: The quantity of fresh water which must be supplied to the water circuit to make good the losses due to evaporation and other causes. Drift or carry over: Droplets of water which are entrained by the air stream leaving the tower. Packaging or fill: The material over which the water flows as it falls through the tower, so that a large surface area in present to the air steam. Approach to Wet Blub: The difference between the temperature of the water leaving the tower and the wet blub temperature of the air entering. Drain Down: Water deliberately removed from the water system to prevent the excessive concentration of dissolved solids due to evaporation and sludge due to impurities from the atmosphere. Basic Principles of Heat Transfer Assuming that the water is hotter than the air, it will be cooled: 1) By radiation: This effect is likely to be very small at normal conditions and may be neglected. 2) By conduction and convection: This will depend on the temperature difference, the surface area , air velocity, etc. 3) By evaporation: This is by far the most important effect. Cooling takes place as molecules of o𝐻2 O diffuse from the surface into the surrounding air. These molecules are than replaced by others from the liquid (evaporation) and the energy required for this is taken from the remaining liquid. Evaporation from the wet surface The rate of evaporation from a wet surface into surrounding air is determined by the difference between the vapor pressure at the liquid surface, i.e., The saturation pressure corresponding with the surface temperature, and vapor pressure in the surrounding air. The latter is determined by the total pressure of the air and its absolute humidity. In an enclosed space, evaporation can continue until vapor pressure are equal, ie. Until the air is saturated and at the same temperature as the surface. However, unsaturated air is constantly circulated, the wet surface will reach an equilibrium temperature at which the cooling effect due to the evaporation is equal to the heat transfer to the liquid by conduction and convection from the air, which under the conditions, will be at a higher temperature. The equilibrium reached by the surface under adiabatic conditions. i.e., In the absence of external heat gains or losses, is the “wet bulb temperature”, well known in connection with hygrometry. In cooling tower of infinite size and with an adequate air flow, the water leaving will be at the wet bulb temperature of the incoming air. For this reason, the between the temperature of the water leaving a cooling tower and the local wet bulb temperature is an indication of the effectiveness of the cooling tower. The “Approach to Wet Bulb” is one of the important parameters in the testing, specification, design and selection of cooling towers. Conditions within a cooling tower packing are complex due to changing air temperature, humidity and water temperature as the two fluids pass through the changing air temperature, humidity and water temperature as the two fluids pass through the tower- usually in a contra flow fashion. Student Name: Student ID: DATA SHEET: Inlet Air Properties Outlet Air Properties Water Properties Air Flow Rate (kg/s) Obs. Dry bulb (℃) Wet bulb (℃) relative humidity RH(%) Specific Humidity 𝜔(g/kg of Dry air) Specific Volume 𝑉𝐵 (𝑚3 / 𝑘𝑔)) Dry bulb (℃) 1 2 Wet bulb (℃) relative humidity RH(%) Specific Humidity 𝜔(g/kg of Dry air) Specific Volume 𝑉𝐵 (𝑚3 / 𝑘𝑔) Inlet Temp (℃) Outlet Temp (℃) Flow Rate (kg/s) 1 2 3 4 5 6 7 8 9 10 CALCULATION SHEET: Observation Theoretical cooling Range (𝑅𝑡ℎ ) Actual Cooling Range (𝑅𝑎 ) Cooling Efficiency (𝜂) Change in Specific Humidity ( Δ𝜔) Makeup Water % Make up Water Inlet Air Enthalpy ( ℎ𝑎 𝑖𝑛 ) Outlet air enthalpy (ℎ𝑎 𝑜𝑢𝑡 ) Change in Heat content of Air Inlet water enthalpy (ℎ𝑤 𝑖𝑛 ) Outlet water enthalpy (ℎ𝑤 𝑜𝑢𝑡 ) Change in Heat content of water Unaccounted Heat 3 4 5 6 7 8 9 10 EXPERIMENT NO – 3 Name of experiment: Study of Steam Turbine Components of a Miniature Steam Turbine Plant All the components are mounted on a self-supporting framework of a similar design to that used for the Steam Bench Apparatus. 1. Boiler Unit Figure 1: Twin burner steam boiler 2. Steam Turbine Figure 2: Steam turbine and condenser 3. Condenser Unit Figure 3: Condenser 4. Instrumentation Figure 4: Instrumentation panel Theory The function of the steam turbine is to convert the heat energy contained in the steam into rotational energy at the shaft. The steam expands through the turbine nozzle, doing work on the turbine heel. Steam admission is controlled by the steam inlet control valve. Impulse turbines change the direction of flow of a high velocity fluid or gas jet. The resulting impulse spins the turbine and leaves the fluid flow with diminished kinetic energy. There is no pressure change of the fluid or gas in the turbine rotor blades (the moving blades), as in the case of a steam or gas turbine, all the pressure drop takes place in the stationary blades (nozzles). Before reaching the turbine, the fluid’s pressure head is changed to velocity head by accelerating the fluid with the rotor. Newton’s second law describes the transfer of energy for impulse turbines. U1 U2 Vw2 Φ VΦ r2 β Va2 Vf2 Vr1 U Va1=Vw1 Vf1=0 Figure 5: Inlet and Exit velocity triangles for an impulse turbine. Figure 5 shows the velocity triangles that can be used to calculate the basic performance of the turbine stage. Gas exits the stationary turbine nozzle guide vanes at absolute velocity Va1. The rotor rotates at velocity U. Relative to the rotor, the velocity of the gas as it impinges on the rotor entrance is Vr1. The gas is turned by the rotor and exits, relative to the rotor, at velocity Vr2. However, in absolute terms the rotor exit velocity is Va2. The velocity triangles are constructed using these various velocity vectors. Velocity triangles can be constructed at any section through the blading (for example: hub, tip, midsection and so on) but are usually shown at the mean stage radius. Mean performance for the stage can be calculated from the velocity triangles, at this radius, using the Euler equation: Typical velocity triangles for a single turbine stage Whence: where: Specific enthalpy drop across stage Turbine entry total 9or stagnation) temperature Turbine rotor peripheral velocity change in whirl velocity The turbine pressure ratio is a function of and the turbine efficiency. 1. Heat balance for 1 m3 of fuel Energy supplied (CV of 1 m3 of fuel) Ecv kJ/m3 Energy lost to surroundings and unburned fuel El Energy to change water to steam Est Energy gases Energy to dry gases Edg carried away by flue Energy to moisture of combustion Ewg Figure 6: Heat Balance for fuel. Ecv This value of kJ/m3 is the energy supplied by a m3 of the fuel and is obtained from the data sheet, or may be calculated using the results of the chemical analysis of the fuel together with calorific value date for the fuel elements. Est The energy to change the feed water into steam is the enthalpy of steam generated, less the enthalpy of the feed water Edg+Ewg The energy given to the flue gases is obtained from the gas flow rate, the mean specific heat of the flue gases, the mean temperature of the flue gases and the surrounding air. Mean specific heat includes water content. El The energy lost is calculated from 2. Boiler efficiency It is defined as the ratio between energy grained by fluid and total energy input to the system. Boiler Efficiency = Total energy input is given by fuel flow rate multiplied by calorific value of fuel. i.e. Total energy = Energy gained by fluid = Where ms is steam flow rate, hs is enthalpy of steam at the boiler output conditions and hfw is enthalpy of feed water at temperature tfw. 3. Equivalent Evaporation: The evaporative capacity of a boiler is normally quoted as the rate in kg/hr at which steam is generated. For a given firing condition the amount of steam generated depends on the enthalpy change from feed water to steam conditions. Since the enthalpy of the feed water depends on its temperature and similarly that of the steam depends on the steam pressure and temperature. Equivalent Evaporative F and A 100°C = Where ms is mass of steam generated, hs is enthalpy of steam at the operating conditions hfw is enthalpy of feed water at operating conditions and h is enthalpy of evaporation at 100°C and 1 bar. 4. Some other data Calculations 4.1 Steam consumption 4.2 4.3 Electric power = Specific steam consumption 4.4 Energy supplied to turbine For steam condition 176°C and 4.6 bar gauge, the enthalpy is 2800 kJ/kg (using enthalpy-entropy diagram, Figure). 4.5 Energy supplied to the nozzle = For steam condition 151°C and 5.6 bar gauge, the enthalpy is 2750 kJ/kg (using enthalpy- entropy diagram, Figure). 4.6 Energy at exhaust = (𝑒𝑛𝑡ℎ𝑎𝑙𝑝𝑦 𝑎𝑡 𝑒𝑥ℎ𝑎𝑢𝑠𝑡 × 𝑠𝑡𝑒𝑎𝑚 𝑐𝑜𝑛𝑠𝑢𝑚𝑝𝑡i𝑜𝑛) For steam condition 80°C and 1 bar gauge, the enthalpy is 2645 kJ/kg (using enthalpy-entropy diagram, Figure). 4.7 Energy drop through throttle valve 4.8 4.9 4.10 Energy to dynamometer= Energy to friction/losses in turbine =(𝑒𝑛𝑒𝑟𝑔𝑦 𝑑𝑟𝑜𝑝 𝑡ℎ𝑟𝑜𝑢𝑔ℎ 𝑡𝑢𝑟𝑏i𝑛𝑒 − 𝑒𝑛𝑒𝑟𝑔𝑦 𝑡𝑜 𝑑𝑦𝑛𝑎𝑚𝑜𝑚𝑒𝑡𝑒𝑟) 𝑘𝐽 =2.5 − 0.048 = 2.452 𝑚𝑖𝑛 4.11 Energy to cooling water = 𝑚𝑎𝑠𝑠 ƒ𝑙𝑜𝑤 𝑜ƒ 𝑐𝑜𝑜𝑙i𝑛𝑔 𝑤𝑎𝑡𝑒𝑟 × 4.18 × 𝑡𝑒𝑚𝑝 𝑟i𝑠𝑒 𝑜ƒ 𝑐𝑜𝑜𝑙i𝑛𝑔 𝑤𝑎𝑡𝑒𝑟 = 0.9 × 4.18 × (30 − 18) = 45.14 𝑘𝐽/𝑚i𝑛 4.12 Energy to condensate = 𝑚𝑎𝑠𝑠 ƒ𝑙𝑜𝑤 𝑜ƒ 𝑠𝑡𝑒𝑎𝑚 × 4.18 × 𝑐𝑜𝑛𝑑𝑒𝑛𝑠𝑎𝑡𝑒 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑒 =0.042 × 4.18 × 63 = 6.32 𝑘𝐽/𝑚i𝑛 4.13 Energy to exhaust radiation = 𝑒𝑛𝑒𝑟𝑔𝑦 𝑎𝑡 𝑒𝑥ℎ𝑎𝑢𝑠𝑡 − (𝑒𝑛𝑒𝑟𝑔y 𝑡𝑜 𝑐𝑜𝑜𝑙i𝑛𝑔 𝑤𝑎𝑡𝑒𝑟 + 𝑒𝑛𝑒𝑟𝑔𝑦 𝑡𝑜 𝑐𝑜𝑛𝑑𝑒𝑛𝑠𝑎𝑡𝑒) =63.5 − (45.14 + 6.32) = 12.04 𝑘𝐽/𝑚i𝑛 4.14 Isentropic enthalpy drop = 𝑒𝑛𝑒𝑟𝑔𝑦 𝑠𝑢𝑝𝑝𝑙i𝑒𝑑 𝑡𝑜 𝑛𝑜𝑧𝑧𝑙𝑒 − (i𝑠𝑒𝑛𝑡𝑟𝑜𝑝i𝑐 𝑒𝑥ℎ𝑎𝑢𝑠𝑡 𝑒𝑛𝑡ℎ𝑎𝑙𝑝𝑦 × 𝑠𝑡𝑒𝑎𝑚 𝑐𝑜𝑛𝑠𝑢𝑚𝑝𝑡i𝑜𝑛) =66 − (2645 × 0.024) = 2.52 𝑘𝐽/𝑚i𝑛 4.15 Rankine Energy Supplied = 𝑒𝑛𝑒𝑟𝑔𝑦 𝑠𝑢𝑝𝑝𝑙i𝑒𝑑 𝑡𝑜 𝑡ℎ𝑒 𝑛𝑜𝑧𝑧𝑙𝑒 − 𝑒𝑛𝑒𝑟𝑔𝑦 𝑡𝑜 𝑐𝑜𝑛𝑑𝑒𝑛𝑠𝑎𝑡𝑒 =66 − 6.32 = 59.68 𝑘𝐽/𝑚i𝑛 4.16 Electrical Conversion Efficiency 4.17 Isentropic Conversion Efficiency 4.18 Rankine Efficiency Operation 1. Pre-Start Procedure a) The boiler feed water tank should be filled with ‘boiled’ or rain water to minimize the build up of scale in the system. A suitable water supply should be connected to the cooling system of the condenser and the gas supply and burner fitted should be checked. b) The boiler ‘Stem outlet valve’ should be in the open position. This is to allow air to be discharged freely when the Boiler is later filled with water. c) Using the feed water pump filled the boiler until water shows mid way on the water gauge. d) Continue to fill the Boiler with water until the height indicated in the water gauge glass is approximately one-half of the total height. e) Close Boiler steam valve, i.e. turn fully clockwise. f) Select “Switch 1” on the load bank. g) Place the “condensate” collection beaker in position on the lower table. 2. Preliminary Boiler Checks a) Gently pull back the burner assembly from the boiler vessel. The burner arrangement can now be examined. Check that the Flame Failure thermocouple and the ignition electrodes have not moved during the transportation process of the equipment. b) Ensure that the Flame Failure thermocouple is positioned over the burner slot and approximately 1/8” from the burner surface. This is to ensure that the thermocouple is directly over the flame. c) Ensure that the Ignition Electrode is positioned as shown with the “spark gap” approximately 1/8” from the burner slot. This is to ensure that as the fuel mixture emits from the burner slot, the “spark” will ignite the fuel mixture and ignite the burner. d) Press the “ignition” button on the front panel and observe the spark. e) Connect a suitable gas source to the equipment, and verify that there is no leakage. f) Press and hold the over-ride button on the “gas shutoff” valve. g) Whilst pressing the “Ignition” button, lightly open the gas control valve on the front panel and set a gas flow to approximately 0.25-0.5 litres/minute. During this process the burner will ignite. Keep the over-ride button on the “gas shutoff” valve pressed for approximately 30 seconds, after which time, the Flame Failure thermocouple will have heated up sufficiently to activate the “gas shutoff” valve. Vary the gass flow on the gas control valve and observe the flame. Ensure that the flame is controllable and does not extinguish at higher gas flows. Note: If the flame does extinguish, shut the gas supply off immediately and investigate the promble. The gas pressure may have to be reduced. h) Once the operator is satisfied that the “burner” is functioning, push the burner assembly back into the Steam Boiler. 3. Starting Procedure a) Ensure that the correct burner jets are used for the gas supply and that the pressure of the supply has been regulated to limit the maximum flow (2200cc/min for propane- see above). The tap on the fuel flow meter is used to controle the gas flow once the burner is ignited. The burner is protected by a thermal cut out. To ignite the burner the burner over-ride button must be pressed to allow gas to flow before igniting the gas with the spark igniter. The correct sequence is: a. Pull back the burner assembly by the circular knob on the front of the bouiler. b. Press and hold the Gas Cut Out Over-ride. c. Open the fuel flow meter valve by a few degrees and observe the flowat rising. d. Press the Igniter button until the gas ignites. e. Wait a few moments until the thermal cut out is hot, release the Gas Cut Out Over-ride button. f. Check that the gas is still ignited by viewing through the grill on the boiler guard. Safety Note: It is essential that throughout the operation of the boiler the operator is aware of the burner and boiler water level. If the flame goes out the gas supply should be switched off immediately. The flame should not be re-ignited until all gas has dispersed. The burner will become very hot in operation and serious burns will result if the operator touches the burner, boiler, turbine or steam lines. g. Push the burner assembly back into the boiler and adjust to a low flame to allow the Boiler to warm up slowly and evenly. h. The flame should be stable and not lifting away from the burner or causing high exhaust temperatures and excessive soot deposits – check quantity and pressure of gas if these optimum burning conditions cannot be obtained. b) The water will rise in the gauge glass to a level higher than the original one due to the expansion of the water as it becomes heated. Note: It is inadvisable to allow the water to rise above the top water gauge connection. c) Turn on the water to the condenser and adjust the flow to around 0.5 lt/min. d) Increase the gas flow to the burner up to approximately 1.25 lt/min. e) Allow steam pressure to rise to approximately 50 psi as read on the boiler pressure gauge. f) Slowly open Boiler steam outlet valve fully and turn back quarter of a turn to prevent the valve from sticking. Operating the boiler steam outlet valve slowly enables all the pipe work etc. to eat up evenly, and also prevents the Boiler pressure dropping too much during this period. g) Observe as the turbine speed increases until a steady state is established. The bulb over switch 1 will illuminate and the voltage and current generated by the dynamometer can be observed on the respective meters on the front panel. 4. Running Procedure a) When carrying out a test, fill the Boiler with water to a height of approximately ¾ viewed in the water gauge glass. Conduct the experiment in the time taken for the water level to fall to the bottom of the water gauge glass. By using this method the Boiler steam pressure can be maintained as no ‘cold’ water is admitted to the Boiler. Do not let the water level fall below the level of the sight glass as there is a risk of damage or explosion if the boiler runs dry. b) The steam turbine is loaded by switching load onto the dc generator by means of the lamps. c) The turbine speed is measured using the hand held optical tachometer supplied. Operating instructions are provided with this instrument. d) Set the gas flow rate to maintain a steady boiler pressure. Do not let the pressure increase above 4.5 bar. The safety valve will release very hot steam above this pressure. 5. Experimental Procedure a) Carefully read all of the instructions in the pre-start, start, running, shutdown and safety sections of this lab sheet. If you do not understand any of the instructions, or any of the warnings obtain clarification before you commence. Always observe the burner flame and the boiler water level. Immediately switch off the gas supply if the burner goes out. Remember the burner is very hot. Add water by using the feed pump if the water level falls below one quarter of the sight glass. b) Start the cooling water flow through the condenser as instructed in the starting procedure. c) Light the gas burner as instructed in the starting procedure. d) Allow the steam pressure in the boiler to rise to 4 bars and then start the engine as described in the starting procedure. e) Switch on bulb one to load the engine, adjust the fuel flow to hold a constant boiler pressure whilst the generator is producing at a voltage of approximately 9 volts. f) When the system is stable star the test period by collecting the condensate and taking the readings as indicated in the Table of Results. g) Condensate may measured by weighing the deposit over a fixed period of time (3 times) or alternatively by measuring the time required to fill a fixed volume (100 ml). h) Change the loading on the turbine by increasing the number of switches selected and repeat the test/data collection as required. 6. Shutdown Procedure a) Reduce the load from the dynamometer to only one switch selected. b) Turn off the gass supply at the bottle. This will use up the gas in the supply line and the burner will extinguish. c) Close the gas valve on the apparatus. d) Allow the Turbine to run until the steam pressure in the boiler has fallen to a safe level. e) Close the boiler steam valve. f) Allow the condenser cooling water to flow until all the heat has been carried away and then turn off the boiler from overfilling as the boiler cools. g) For “long term” shutdown the boiler should be drained, and the services isolated or disconnected. 7. Objectives The main objectives of the experiment are to determine the following factors: i. Boiler efficiency ii. Equivalent evaporation of boiler iii. Distribution of energy and energy balance in the boiler iv. Tests on determine efficiencies v. Energy transfer in the turbine/ generator system vi. Energy transfer in condenser system vii. Total energy transfer and Plant efficiency. turbine to Some other more objectives (MSc Engg/Researchers only) i. Compare the output at different turbine speed for the same pressure. ii. The boiler efficiency (in terms of steam production) at different gas flows (enven if the turbine is not generating electrical output – BB the drive belt can be removed at low powers). iii. The condenser will not generate a vacuum, however performance can be checked with varying flow rates of condenser cooling water/ condensate temperature. Data Sheet Name of the student: Student Id: Date: Loading conditions Unit Dynamometer Voltage volts Dynamometer Current amps Boiler Pressure barg Boiler Fuel Flow lt/min Cooling water Flow cc/min Recorded Speed rpm Steam Turbine speed rpm Dynamometer Speed rpm T1 Ambient air °C T2 Boiler Feedwater °C T3 Boiler Steam °C T4 Turbine Inlet °C T5 Turbine Exhaust °C T6 Cooling water In °C T7 Cooling water Out °C T8 Condensate °C Condensate collected in 2 min ml Condensate Flowrate Switch 1 Switch 3 Switch 4 ml/min lt/hr Ambient Temperature 20°C Atmospheric Pressure 1028 mbar Signature of the course teacher: Switch 2 Date: Data Sheet for Sample Calculation Name of the student: Student Id: Date: Loading conditions Unit Switch 1 Switch 2 Switch 3 Switch 4 Dynamometer Voltage volts 9 5.6 4 2 Dynamometer Current amps 0.095 0.145 0.19 0.2 Boiler Pressure barg 4.7 4.6 4.6 4.6 Boiler Fuel Flow lt/min 0.75 0.75 0.75 0.75 Cooling water Flow cc/min 0.9 0.9 0.9 0.9 Recorded Speed rpm 1200 846 622 432 Steam Turbine speed rpm 5000 3525 2592 1800 Dynamometer Speed rpm 4547 3205 2357 1637 T1 Ambient air °C 20.5 21 22 22 T2 Boiler Feedwater °C 39 33 31 30 T3 Boiler Steam °C 176 176 178 180 T4 Turbine Inlet °C 150 151 152 152 T5 Turbine Exhaust °C 66 80 76 73 T6 Cooling water In °C 21 18 17 17 T7 Cooling water Out °C 31 30 30 29 T8 Condensate °C 62 63 60 60 Condensate collected in 2 min ml 44 48 49 48 ml/min 22 24 24.5 24 lt/hr 1.32 1.44 1.47 1.44 Condensate Flowrate Ambient Temperature 20°C Atmospheric Pressure 1028 mbar Signature of the course teacher: Date: Sample Calculation Sheet Note: Due to possible component changes, the results obtained on the equipment supplied may vary from those given in the following table. The method of calculation remains the same. Wt. of condensate collected in 2 mins = 48 gms Barometric pressure = 14.51 lbs/sq.in. = 1 bar Fuel used – propane C3H8 at 20 ins water gauge. Assumptions to be made Propane Flue gas Air : Calorific value 93.15 MJ/m3 : Specific heat Density Density 1.5 kJ/kg-K 1.969 kg/m3 1.339 kg/m3 Specific heat Temperature 1.05 kJ/kg-K 205°C Velocity Density 0.4 m/s 1.293 kg/m3 Specific heat 0.993 kJ/kg-K : Turbine Details. Steam pressure at Turbine Inlet P = 0.5 barg Back pressure Pb = 0 barg Calculation for data analysis: Fuel. Propane CV 93.15 MJ/m3 Propane flow Total energy input = Steam. Mass flow of steam Specific enthalpy of steam at (4.6+1) bar and 176°C T = 176+273 = 449 K 𝐶𝑃449 49 = 𝐶𝑃400 + 50 (𝐶𝑃450 − 𝐶𝑃400 ) = 1.901+0.98(1.926-1.901) = 1.925 kJ/kg-K 𝑡𝑠5.7 = 𝑡𝑠5.5 + 50 (𝑡𝑠6.0 − 𝐶𝑠5.5 ) ℎ176 5.7 = = = 155.5 + 0.4(158.8 – 155.5) = 156.5°C ℎ5.7 + 𝑐𝑝 (𝑡 − 𝑡𝑠 ) 2754.6 + 1.925(176 - 156.5) = 2792 kJ/kg ℎ5.7 = ℎ5.5 + 50 (ℎ6.0 − ℎ5.5 ) hfw = = 2753 + 0.4(2757-2753) = 2754.6 kJ/kg 4.18×33 = 137.9 kJ/kg 20 Where 20 Calculation for Efficiencies: 1. Boiler 2. Equivalent Evaporation of Efficiency the boiler hfg = 2257 at 100°C and 1 bar 3. Energy balance in the Boiler Energy supplied from combustion of fuel 69.9 kJ/min = ECV Energy to production of steam Est = Energy to flue gases. Note: Boiler flue gas velocity 0.4 m/s Boiler flue gas pipe 30 mm diameter Flue gas sp vol 0.747 m3/kg i.e. 1.339 kg/m3 density Flue gas sp heat 1.05 kJ/kg – K Exhaust gas temp. Tg = 205° C From the data above, energy to flue gas Where Energy supplied = 69.9 kJ/min Energy used Energy to steam 63.7 kJ/min 91.1% Energy to exhaust 4.4 kJ/min 6.3% Energy to surroundings 1.8 kJ/min 2.6% Total 69.9 kJ/min 100% 4. Test of Turbine to Determine Efficiencies Generator efficiency taken to be 70% Turbine power = a) Mechanical b) Brake Efficiency = thermal where Energy supplied per sec 5. Energy transfer in turbine/ generator system Efficiency 6. Figure 7: Energy transfer system. Total Energy Transfer and Plant Efficiency Figure 8: Total Energy transfer 7. Energy Transfer in Condenser System Input: Input to condenser = exhaust from turbine Steam at T5 = 80° C, 1 bar absolute flowing at 24 gm/min Hence energy in steam input to condenser where Initial energy in cooling water (0.9 lt/min at 18°C) Output: Energy to condensate (24 gm/min at Final energy in cooling water (0.9 lt/min at Energy to radiation = (1055 + 1128.6) – (105.3 + 1881) = 197.3W EXPERIMENT NO – 4 Name of experiment: Study of Gas Turbine (Jet) Engine OBJECTIVE : a. b. Identification and studying functions of different engine components. Study of air intake system, combustion system and air exhaust system. GAS TURBINE ENGINE : Sir Frank Whittle ( 1907-1996, England ) is the father of Jet engine which is also known as gas turbine engine. PROCEDURE : 1. 2. 3. Study the gas turbine engine. Record the purpose and dimension of major structural part. Draw the schematic diagram of gas turbine engine. Student Name: Student ID: DATA : Major structural part Purpose Inlet duct Compressor Combustion chamber First stage nozzle guide vane First stage rotor of turbine Second stage nozzle guide vane Second stage rotor of turbine After burner duct Outlet flame stabilizer Inner flame stabilizer Diffuser ASSIGNMENT : 1. 2. 3. What are the difference between piston engine and gas turbine engine. Write down the name of different type of aircraft engine (gas turbine). A gas turbine engine provides power continuously, is it true? Explain why? DISCUSSION : Discuss the above study and do some comment about the experiment. EXPERIMENT NO – 05 Name of the Experiment: Determination of Carbon Residue of a Given Fuel 1. Objectives: To find the percentage of carbon residue from various types of liquid, semiliquid or solid fuel. 2. Specimen: Different types of liquid, semi-liquid or solid fuel. 3. Procedure a. Switch on the power supply. b. Supply nitrogen gas (N2) and adjust the pressure by using the pressure controller knob and pressure gauge. c. Take the weight of clean sample vials and record the mass to the nearest 0.1 mg. During weighing and filing, hold the vials with forceps to keep the weighing errors minimum. Take sample into the empty vials, re-weigh and record. Calculate the weight of the sample. Place the loaded sample vials into the vial holder. d. Processing of samples: i). Place the vial holder into the oven chamber and secure the lid. Care should be taken not to touch the thermocouple with sample basket feet. The flow rate should not be raised to 600 ml/min. Then adjust N2 needle valve. ii) Confirm that the nitrogen gas (N2) pressure gauge indicates 150 kPa and the gas flow meter shows 150 ml/min, then press the START switch. iii) The flow rate of nitrogen automatically increases to 600 ml/min for the first 10 minutes after pressing the START switch. If the flow rate does not rise to 600 ml/min then adjust the N2 needle valve. iv) The temperature and flow rate of nitrogen will be controlled automatically as per Fig-1. The temperature and flow program will be completed in 98 minutes approximately. v) Afterwards, the buzzer intermittently sounds for about 10 seconds and “P End” appears on the display board of the program controller. vi) Press the RESET switch to disappear the “P End” and ready for repeating the test. vii) When oven temperature becomes lower than 250 ºC, place the lid to the lid rest to cool down and remove the vial holder by using hook for further cooling in desiccators. viii) Start the next test or turn the MAIN switch OFF after the oven temperature falls below 100 ºC. e) Final weighing: keep the sample vials to desiccators till it reaches to room temperature. Weight the cooled vials to the nearest weighing scale and record the reading. Handle the vials with forceps. f) Temperature and Flow Program diagram: Figure 1: Temperature and flow Program Diagram Student Name: Student ID: 4. Result Table-1: (Experimental data and calculated result) No of obs. Sample Name Temp (ºC) Time (sec) 1. 2. 3. 4. 5. Calculation Weight of vial + 10 gm sample = W1 gm Weight of vial + Carbon Residue = W2 gm Loss of fuel = (W1 – W2) gm Carbon Residue, A=10 - (W1 – W2) gm % of Carbon residue= A 100 . 10 Weight of Sample (gm) Weight of Carbon Residue (gm) % of Carbon Residue Remarks EXPERIMENT NO – 06 Name of the experiment: Proximate Analysis of Coal 1. Objective An analysis of coal that may be made with the minimum equipment is the proximate analysis (sometimes called an engineering analysis). The four constituents which are determined in this type of analysis are: i) Moisture ii) Ash iii) Volatile matter iv) Fixed carbon 2. Apparatus i) Chemical balance sensitivity at least to 1/10 mg ii) Porcelain capsules (Royal, Mission no. 2) about 7/8 in, in depth and 1.75 in. in diameter, with flat aluminum covers. iii) Electric oven with temperature regulation to 110˚C (230˚F) and heaving a renewal of air, at the rate of 2 to 4 times a minute, that has been dried by passing through sulfuric acid. iv) Electric muffle furnace with temperature regulation between 700˚C and 750˚C and with good air circulation. v) Platinum crucible with tightly fitting cover 10 to 20 cu cm. vi) Electric tube furnace with temperature regulation to 950˚C + 20˚C. vii) Coal samples passed through a no. 60 sieves and no. 20 sieves Moisture determination Preface Some of the moisture in the coal is known as inherent moisture. It is inherently a part of the structure of the coal and cannot be readily separated from it. The rest of the moisture is called free moisture which will be heated and the length of time it is held at the elevated temperature is dependent on the temperature. It should be evident that there is no way of determining the true free moisture in coal. Test procedure i) Transfer with a spoon or spatula about 1 gm of the 60-mesh sample to one of the porcelain capsules previously heated and dried in desiccators. ii) Cover the capsule and weigh. iii) Then dry for 1 hour keeping uncovered in the preheated oven at about 107˚C+ 3˚C. iv) Cool in a dissector over sulfuric acid and then weigh. v) The 20-mesh sample should be similarly treated, using a 5 gm portion and drying for 1.5Hr. Ash Determination Preface During the heating process, there may be oxidation of some of the material constituents of the coal. The products of the oxidation may or may not be driven off from the coal. In addition, there may be some decomposition of mineral constituents, with some of the products being vaporized. Although the procedure outlined below for ash determination will not give the absolute value of the ash in the coal, qualitative results may be obtained when conditions of the determinations are duplicated. Test procedure i) The porcelain capsules containing the dried coal from the moisture determination should be uncurbed and placed in the furnace when the furnace is cold. ii) Gradually heat the sample. iii) Stop the ignition between 700˚C and 750˚C, with occasional stirring with a platinum or nichrome wire, until all carbon particles disappear. iv) Cool the sample in desiccators and then weigh. v) Then continue alternate heating and weighing until weight is constant. Volatile Meter Determination Preface In addition to moisture, coal contains volatile constituents, primarily hydrocarbons, which will be drive off by heating. It should be recognized that the amount of volatile matter found by this process is a function of the heating time and the temperature. To obtain qualitative results, both of these variables must be controlled. Mechanical losses occur when some coals are heated rapidly due to the rapid release of volatile matter or steam. The mechanical losses are recognized by the “sparking” that occurs when the small fragments of the coal are heated to incandescence as they are being expelled. Therefore, care should be taken to avoid sparking. If any sparking occurs, the test results are worthless and the test procedure should be modified. A new coal sample should be slowly lowered into the furnace and gradually heated for a period of 5 to 10 min. The crucible may now be lowered into the regular position and heated at the standard temperature for a period of 7 min precisely. Test procedure i) Weigh a 1gm sample of 60 mesh coal in a platinum crucible, cover and place in a furnace chamber which has been preheated to 950˚C+20˚C (1742˚F+36˚F). ii) Heat exactly 7 minutes iii) Remove the coal without disturbing cover. iv) Now weigh v) Volatile matter = Loss of weigh – minus moisture Fixed carbon determination Preface The reminder of the carbon cannot be drive off by the heating is called fixed carbon. There is no direct way of determining the fixed carbon in a coal, and hence it must be calculated by subtracting the summation of the moisture, ash and volatile matter weights from the original weight of the coal. Although fixed carbon cannot be vaporized, some of it will burn quite rapidly in the presence of oxygen, particularly at the temperatures used in the volatile matter determination. Hence, care must be exercised to prevent oxygen from entering the close fitting cover on the crucible. EXPERIMENT NO: 07 Name of the Experiment: Study and Calibration of Pressure Gauge by Dead Weight Tester INTRODUCTION The dead weight tester is a primary measuring instrument, being designed to be used for calibratingthe secondary measuring instruments and generating standard pressure for various tests. BOURDON TUBE PRESSURE GAUGE: When a curved tube of approximately elliptical cross section is subjected to an internal pressure, it has a tendency to straighten. If one end of the tube is fastened there will be definite movement of the other which depends on the magnitude of the applied pressure. If the pressure within the tube is reduced bellow that surrounding of the tube. The tube will have a tendency to curve still further in a smaller arc. The tube itself resists and if not stretched beyond its elastic limit, will return to its original position when the pressure is removed. Such a tube is the so called bourdon tube pressure gauge. By means of a suitable linkage, the motion of the free end of the tube is transmitted to a rack and pinion which rotates a needle mounted on the face of the gauge. Bourdon tube pressure gauge are often classified 1. 2. 3. Pressure gauge ( for pressure above atmospheric) Vacuum gauge ( for pressure below atmospheric) Combination gauge ( for both vacuum and small positive gauge pressure) Pressure gauges are normally graduated in pounds per square inch. Although for special applications they may have other graduations, such as feet of water. Vacuum gauges normally are graduated in inches of mercury. The vacuum part of combination gauges generally is graduated in inches of mercury and pressure part in psi. DEAD WEIGHT TESTER: The most satisfactory method of calibration of pressure gauges is to use a dead weight gauge tester.In the dead weight tester, a pressure is impressed on oil, which transmits this pressure equally to known area and to the gauge under test. Thus the piston and the weight give knowledge of the true oil pressure which is acting on the gauge. OPERATION PROCEDURE: 1) 2) Open the ram cylinder stop valve, release valve, and gauge valve in which a gauge is mounted. Then, fully turns counterclockwise the fine adjust pump, and close the release valve. Put weight (each weight is stamped with the nominal pressure) corresponding to the specifiedpressure. Be sure to add the weight of the ram plate itself. For a combination system dead weight type pressure gauge of non-Pa unit, put a conversion weight on the ram plate of Pa unit, and then weight of non-Pa unit. When using the gauge in non-Pa unit, do not add the pressure of the ram plate because the pressure of the ram plate and conversion weight indicated on the conversion weight as 1A & 1B. To generate pressure of two different units using a set of ram cylinder, the masses of theweights of each unit must be changed. To change the ram plate, the mass of which is determined on the basis of the Pa unit, intoother than the Pa unit, you must correct its mass with a conversion weight. For example, the ram plate itself generates a pressure of 0.05 MPa. A conversion weight putthe ram generates pressure of 1 kg f/cm2. 3) Pressurize the Gauge with the pre-loading pump and find adjustment pump line referring to the indications on the monitor gauge until the ram plate rises about 12 mm above the cylindertop *1 Turning the weights clockwise slightly will generate the specified pressure. In this state, read the indication on the gauge. 4) To raise pressure in steps, put weights corresponding to the specified pressure sequentiallyand repeat the procedure in → (3). 5) Decrease the weight in similar manner and again note the corresponding pressure gauge reading. 6) Find the error and percentage error. 7) Plot percentage error against observed gauge reading and observe pressure against actual pressure on different graph paper. 8) Discuss the curves and the experiment as a whole. DATA SHEET: Area of Piston: …………………..Wt. Piston &weight platform: ………………… No of Obs. Actual pressure Pressure gauge reading Up Down %Error Mean EXPERIMENT NO – 08 Name of the Experiment: Determination of Calorific value of Gaseous Fuel by Gas Calorimeter Objectives To find out the calorific value of natural gas using gas calorimeter. Apparatus Gas calorimeter, Wet-gas meter, Gas controller, Gas burner, Thermometers, Water container, Lighter Identification of Components Figure 1: Sectioned view of a typical Boys calorimeter. SUMMARY OF OPERATION PRODUCER i) Connect a tube from the cooling water source to the inlet to calorimeter; the inlet is the connection at the perimeter of the top plate of the unit. Connect a tube from the Calorimeter water outlet (at the center of the top plate) to the drain source. ii) Connect a tube from the gas supply to the wet test meter (Hyde meter) gas supply inlet located at the top of near side. iii) Connect a tube from Hyde meter outlet of the gas control value inlet. Connect a gas control valve outlet with the burner inlet located at the bottom plate of Calorimeter. iv) Set the water flow rate: 1500-200 ml/min v) Check the water level at the definite level in the sight box of Hyde meter. vi) Pull out the inner casing first and then outer casing from the calorimeter main body. Set the gas flow rate 1.5-2.5 liter/min by regulating the quadrant valve and ignite flame by gas lighter. vii) After ignition check all gas connecting points by soap-bubble to ensure zero leakage. viii) Put the outer casing on the calorimeter base plate and then place the inner casing around the flame very slowly. ix) Observe the water outlet temperature. Outlet temperature must rise up. If not, flame may be extinguished and need to ignite again. x) After ignition the flame set the minimum required position in quadrant valve. xi) Allow the gas to burn and the water to flow through the calorimeter for a least 30 minutes to allow the operating condition in steady state. xii) During experiment observe gas flow and cooling water flow to ensure the flow is perfectly OK. xiii) After stabilization, collect the required data (viz., inlet gas flow temp., inlet water temp., outlet water temp., volume of collected water, volume of collected condensate, volume of gas, and time) for calculation. xiv) Repeat … . For 2nd and 3rd observations gas flow should be increased. xv) After collecting necessary data, stop the gas flow first by the main gas flow valve and then after 10-12 minutes stop the cooling water flow. xvi) After 20-25 no. of analysis or when calorimeter will be in idle position for a long time, Calorimeter inner casing and outer casing should be cleaned with the Alkali (soda) solution then with fresh water and dried with Tissue paper. WARNING i) Never stop cooling water flow while fuel gas is burning. ii) When gas flow or cooling water flow discontinue at any time on analysis condition, stop the gas flow main valve. iii) When water outlet temperature goes down, it means the flame is out. Try again to ignite the flame as early as possible. iv) When water outlet temperature is abnormally high (above 60ºC), stop the gas flow main valve. Otherwise, calorimeter will be seriously damaged. v) Never connect Hyde meter with supply gas pressure above 48 mbar (20 ins of water). FORMULA AND TABLE Qgross = mw tCw GVf VG Where, Qgross=Gross calorific value, kJ/m3 Mw=Quantity of water in Kg VG= Gas volume in m3 ∆𝑡 =Temperature difference in o C Cw = Specific heat of water (4.187 kJ/kg ºC) GVf = Gas volume factor Student Name: Student ID: Table: observed data for determining calorific value. Water Ser No Gas Inlet Temp(ºC) Inlet Temp (ºC) Outlet Temp (ºC) Water collected Kg Condensate collected Kg Calculation Gross (Higher) heating value (HHV) Calorimeter value in MJ/m3 & BTU/ft3 Water inlet temperature : Water outlet temperature : Temperature difference ( t ) : Gas inlet temperature : Water collected (mw) : Number of revolution : Gas volume (VG) : Barometric pressure : 760 mmHg Corresponding GVf : Specific heat of water (Cw) : 4.187 kJ/kg ºC Q gross = mw tCw GVf VG In BTU/ft3 =Qgross ×26.8413=......................... BTU/ft3 Gas Barometric flow Corresponding pressure (1 rev) GVf mmHg 3 m Time sec Net (Lower) heating value(LHV) 𝑄𝑛𝑒𝑡 = 𝑄𝑔𝑟𝑜𝑠𝑠 − 𝑄𝐻𝐸 𝑄𝐻𝐸 = 𝑟 × 𝐶𝑊 Where Qnet = Net (Lower) heating value QHE = Heat of Evaporation r = Heat of condensation of water = 2.454 kJ/gm at 20ºC =2.454 MJ/kg Cw = condensate in kg/m3 During ………….sec gas volume =2.36×10-3 m3 And during ……….. sec condensate = ……….gm = ………....kg Cw = (condensate kg)/(2.36×10-3)= ……………kg/ m3 Qgross = Qnet + QHE Qnet = Qgross - QHE Qnet = In BTU/ft3 = Qnet ×26.8413 =.................BTU/ft3
 0
0
advertisement


Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users