Recommended Practice for
Planning, Designing, and
Constructing Tension Leg
Platforms
API RECOMMENDED PRACTICE 2T
SECOND EDITION, AUGUST 1997
This material is electronically reproduced by CSSinfo, (734) 930-9277,
www.cssinfo.com. No part of the printed publication, nor any part of this
electronic file may be reproduced or transmitted in any form, including
transmittal by e-mail, by file transfer protocol (FTP), or by being made part of
a network-accessible system, without the prior written permission of the
Publisher, American Petroleum Institute, 1220 L Street, NW, Washington,
D.C. 20005.
One of the most signiÞcant long-term trends affecting the future vitality of the petroleum
industry is the publicÕs concerns about the environment. Recognizing this trend, API member companies have developed a positive, forward looking strategy called STEP: Strategies
for TodayÕs Environmental Partnership. This program aims to address public concerns by
improving our industryÕs environmental, health and safety performance; documenting performance improvements; and communicating them to the public. The foundation of STEP is
the API Environmental Mission and Guiding Environmental Principles.
API ENVIRONMENTAL MISSION AND GUIDING
ENVIRONMENTAL PRINCIPLES
The members of the American Petroleum Institute are dedicated to continuous efforts to
improve the compatibility of our operations with the environment while economically
developing energy resources and supplying high quality products and services to consumers. The members recognize the importance of efÞciently meeting societyÕs needs and our
responsibility to work with the public, the government, and others to develop and to use natural resources in an environmentally sound manner while protecting the health and safety of
our employees and the public. To meet these responsibilities, API members pledge to manage our businesses according to these principles:
¥ To recognize and to respond to community concerns about our raw materials, products
and operations.
¥ To operate our plants and facilities, and to handle our raw materials and products in a
manner that protects the environment, and the safety and health of our employees and
the public.
¥ To make safety, health and environmental considerations a priority in our planning,
and our development of new products and processes.
¥ To advise promptly, appropriate ofÞcials, employees, customers and the public of
information on signiÞcant industry-related safety, health and environmental hazards,
and to recommend protective measures.
¥ To counsel customers, transporters and others in the safe use, transportation, and disposal of our raw materials, products, and waste materials.
¥ To economically develop and produce natural resources and to conserve those
resources by using energy efÞciently.
¥ To extend knowledge by conducting or supporting research on the safety, health, and
environmental effects of our raw materials, products, processes, and waste materials.
¥ To commit to reduce overall emission and waste generation.
¥ To work with others to resolve problems created by handling and disposal of hazardous substances from our operations.
¥ To participate with government and others in creating responsible laws, regulations,
and standards to safeguard the community, workplace, and environment.
¥ To promote these principles and practices by sharing experiences and offering assistance to others who produce, handle, use, transport, or dispose of similar raw materials, petroleum products and wastes.
Recommended Practice for
Planning, Designing, and
Constructing Tension Leg
Platforms
Exploration and Production Department
API RECOMMENDED PRACTICE 2T
SECOND EDITION, AUGUST 1997
SPECIAL NOTES
API publications necessarily address problems of a general nature. With respect to particular circumstances, local, state, and federal laws and regulations should be reviewed.
API is not undertaking to meet the duties of employers, manufacturers, or suppliers to
warn and properly train and equip their employees, and others exposed, concerning health
and safety risks and precautions, nor undertaking their obligations under local, state, or
federal laws.
Information concerning safety and health risks and proper precautions with respect to particular materials and conditions should be obtained from the employer, the manufacturer or
supplier of that material, or the material safety data sheet.
Nothing contained in any API publication is to be construed as granting any right, by
implication or otherwise, for the manufacture, sale, or use of any method, apparatus, or product covered by letters patent. Neither should anything contained in the publication be construed as insuring anyone against liability for infringement of letters patent.
Generally, API standards are reviewed and revised, reafÞrmed, or withdrawn at least every
Þve years. Sometimes a one-time extension of up to two years will be added to this review
cycle. This publication will no longer be in effect Þve years after its publication date as an
operative API standard or, where an extension has been granted, upon republication. Status
of the publication can be ascertained from the API Authoring Department [telephone (202)
682-8000]. A catalog of API publications and materials is published annually and updated
quarterly by API, 1220 L Street, N.W., Washington, D.C. 20005.
This document was produced under API standardization procedures that ensure appropriate notiÞcation and participation in the developmental process and is designated as an API
standard. Questions concerning the interpretation of the content of this standard or comments and questions concerning the procedures under which this standard was developed
should be directed in writing to the director of the Authoring Department (shown on the title
page of this document), American Petroleum Institute, 1220 L Street, N.W., Washington,
D.C. 20005. Requests for permission to reproduce or translate all or any part of the material
published herein should also be addressed to the director.
API standards are published to facilitate the broad availability of proven, sound engineering and operating practices. These standards are not intended to obviate the need for applying sound engineering judgment regarding when and where these standards should be
utilized. The formulation and publication of API standards is not intended in any way to
inhibit anyone from using any other practices.
Any manufacturer marking equipment or materials in conformance with the marking
requirements of an API standard is solely responsible for complying with all the applicable
requirements of that standard. API does not represent, warrant, or guarantee that such products do in fact conform to the applicable API standard.
All rights reserved. No part of this work may be reproduced, stored in a retrieval system, or
transmitted by any means, electronic, mechanical, photocopying, recording, or otherwise,
without prior written permission from the publisher. Contact the Publisher,
API Publishing Services, 1220 L Street, N.W., Washington, D.C. 20005.
Copyright © 1997 American Petroleum Institute
FOREWORD
This Recommended Practice for Planning, Designing, and Constructing Tension Leg Platforms incorporates the many engineering disciplines that are involved with offshore installations, either ßoating or Þxed. DeÞned herein are guidelines adapted from successful
practices employed for related structural systems in the offshore and marine industries.
A Tension Leg Platform (TLP) is a vertically moored, buoyant, compliant structural system wherein the excess buoyancy of the platform maintains tension in the mooring system. A
TLP may be designed to serve a number of functional roles associated with offshore oil and
gas exploitation. It is considered particularly suitable for deep water applications.
A TLP system consists of many components, each of which has a precedent in the offshore or marine industry. The uniqueness of a TLP is in the systematic inßuence of one component on another. Consequently the design is a highly interactive process which must
account for functional requirements, component size and proportion, equipment layout and
space allocation, hydrodynamic reaction, structural detail, weight and centers of gravity, etc.
All disciplines involved in the design process should anticipate several iterations to achieve
proper balance of the design factors.
This document summarizes available information and guidance for the design, fabrication
and installation of a TLP system. The recommendations are based on published literature
and the work of many companies who are actively engaged in TLP design. As TLP technology develops, this document will be updated to reßect the latest accepted design and analysis
methods.
This Recommended Practice has three parts: the main body, the commentary, and the
glossary. The main body contains basic engineering design principles which are applicable
to the design, construction, and operation. Equations for analyses are included where appropriate. In many cases these equations represent condensations of more complete analysis
procedures, but they can be used for making reasonable and conservative predictions of
motions, forces or component strength. More detailed discussions of these engineering principles, describing the logic basis and advanced analytical concepts from which they were
developed, are given in the commentary. The designer and operator are encouraged to use
the most current analysis and testing methods available, and bring forth to the Institute any
newfound principles or procedures for review and consideration.
API publications may be used by anyone desiring to do so. Every effort has been made by
the Institute to assure the accuracy and reliability of the data contained in them; however, the
Institute makes no representation, warranty, or guarantee in connection with this publication
and hereby expressly disclaims any liability or responsibility for loss or damage resulting
from its use or for the violation of any federal, state, or municipal regulation with which this
publication may conßict.
Suggested revisions are invited and should be submitted to the director of the Exploration
and Production Department, American Petroleum Institute, 1220 L Street, N.W., Washington, D.C. 20005.
iii
CONTENTS
Page
1
SCOPE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2
REFERENCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
3
DEFINITIONS AND TERMINOLOGY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
3.1 DeÞnitions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
3.2 Terminology. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4
PLANNING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2 The Design Spiral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.3 Operational Requirements. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4.4 Environmental Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4.5 Seaßoor Characteristics. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.6 Systems Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.7 Fabrication and Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
4.8 Materials and Welding. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
4.9 Safety and Reliability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
4.10 Codes, Standards, and Regulations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
4.11 Operating and In-Service Manuals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5
DESIGN CRITERIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5.2 Operational Requirements. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5.3 Stability Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5.4 Environmental Criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.5 Design Cases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
6
ENVIRONMENTAL FORCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
6.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
6.2 Wind Forces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
6.3 Current Forces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
6.4 Wave Forces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
6.5 Ice Loads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.6 Wave Impact Forces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.7 Earthquakes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.8 Accidental Loads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.9 Fire and Blast Loading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
7
GLOBAL DESIGN AND ANALYSIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
7.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
7.2 Extreme Responses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
7.3 Responses For Fatigue Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
7.4 Hydrodynamic Loads For Hull Design. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
7.5 Static and Mean Response Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
7.6 Equations of Motion and Solutions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
7.7 Random Process Statistics. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
7.8 Hydrodynamic Model Tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
7.9 Symbols . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
v
Page
8
PLATFORM STRUCTURAL DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
8.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
8.2 General Structural Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
8.3 Design Cases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
8.4 Structural Analysis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
8.5 Structural Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
8.6 Fabrication Tolerances. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
9
TENDON SYSTEM DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
9.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
9.2 General Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
9.3 Design Loading Conditions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
9.4 Load Analysis Methods. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
9.5 Structural Analysis Methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
9.6 Structural Design Criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
9.7 Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
9.8 Installation Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
9.9 Operational Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
9.10 Corrosion Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
9.11 Inspection and Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
10 FOUNDATION ANALYSIS AND DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
10.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
10.2 Foundation Requirements and Site Investigations . . . . . . . . . . . . . . . . . . . . . . . 56
10.3 Loading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
10.4 Analysis Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
10.5 Design of Piled-Template Structures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
10.6 Design of Piles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
10.7 Design of Shallow Foundations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
10.8 Material Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
10.9 Fabrication, Installation, and Surveys . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
11 RISER SYSTEMS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
11.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
11.2 Riser Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
11.3 Riser Analysis Methodology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
11.4 Component SpeciÞcation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
11.5 Operating Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
11.6 Special Problems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
12 FACILITIES DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
12.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
12.2 Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
12.3 Drilling Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
12.4 Production Systems Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
12.5 Hull System Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
12.6 Personnel Safety Considerations. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
12.7 Fire Protection Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
12.8 Interacting Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
vi
Page
13 FABRICATION, INSTALLATION, AND INSPECTION. . . . . . . . . . . . . . . . . . . . . 82
13.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
13.2 Structural Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
13.3 Tendon System Fabrication. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
13.4 Platform Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
13.5 Transportation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
13.6 Installation Operations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
13.7 Inspection and Testing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
14 STRUCTURAL MATERIALS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
14.1 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
14.2 Steel ClassiÞcation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
14.3 Manufactured Steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
14.4 Special Applications for Steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
14.5 Fracture and Fatigue Considerations. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
14.6 Structural Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
14.7 Corrosion Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
14.8 Cement Grout and Concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
14.9 Elastomeric Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
APPENDIX A COMMENTARIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
APPENDIX B REFERENCES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
Figures
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Tension Leg Platform Terminology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Design Spiral For a Tension Leg Platform . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Inertial CoefÞcient Found By Equating the MacCamy-Fuchs Solution
to the WFE Inertia Term . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Wave Force Calculation Method and Guideline. . . . . . . . . . . . . . . . . . . . . . . . . 22
TLP Motion Nomenclature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Design Analysis Paths . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Surge Motion Spectrum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Maximum Tendon Tension Up Wave Leg . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Minimum Tendon Tension Down Wage Leg . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Restoring Force With Offset . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Simple Model For TLP Response Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Typical Tendon Components. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
Tendon Design Flow Chart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Net Section and Local Bending Loads On a Cylindrical Section . . . . . . . . . . . 53
Stress Distribution Across Section A-A For Axisymmetric Cross Section . . . . 53
Combined Net Section and Local Bending Stress Linear Interaction Curve. . . 54
Components of an Integrated Template Foundation System . . . . . . . . . . . . . . . 55
Components of an Independent Template Foundation System . . . . . . . . . . . . . 55
Components of a Shallow Foundation System . . . . . . . . . . . . . . . . . . . . . . . . . . 55
Deck-Level Completion Production Riser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
Subsea Completion Riser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Riser Design Activities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Misalignment of Butt Joints . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
vii
vi
Page
24 Misalignment of Cruciform Joints . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
25 Beam Column Deßections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
26 Truss Deßections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
27 Girder Deßections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
28 Stiffened Plate Deßections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
29 Maximum Permissible Deviation From Circular Form, e, For Cylinders . . . . . 86
30 Arc Length For Determining Deviation From Circular Form . . . . . . . . . . . . . . 86
31 Major Activities and Options For Installation Operations . . . . . . . . . . . . . . . . . 90
32 Options For Tendon Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
A-33 TLP Global Design Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
A-34 Residual Pile Strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
A-35 Riser Governing Differential Equation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
Tables
1
2
3
4
5
6
Design Cases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Typical Data List For Analysis of Risers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Allowable Stress Limits For Riser System Design and Operation . . . . . . . . . . 66
Structural Steel Plates and Shapes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
Structural Steel Pipe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
Impact Testing Conditions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
viii
vi
Recommended Practice for Planning, Designing, and
Constructing Tension Leg Platforms
1 Scope
3.1.10 elastomer: Any of the class of materials, including natural and synthetic rubbers, which return to their original shape after being subjected to large deformations.
This Recommended Practice is a guide to the designer in
organizing an efÞcient approach to the design of a Tension
Leg Platform (TLP). Emphasis is placed on participation of all
engineering disciplines during each stage of planning, development, design, construction, and installation. Iteration of
design through the design spiral, Figure 2, is recommended.
3.1.11 extreme offset: An estimated maximum offset of
the platform corresponding to given environmental conditions.
3.1.12 flat: Horizontal stiffened bulkhead.
2 References
3.1.13 flex element: Any of a variety of devices that permit relative angular movement of the riser or tendon in order
to reduce bending stresses caused by vessel motions and
environmental forces.
References for this Recommended Practice are listed by
section in Appendix B.
3.1.14 guidance equipment: Guidance equipment is
used to direct and orient risers or tools to the seafloor template. Guidelines, tendons, submersibles, etc., can be used for
this purpose.
3 Definitions and Terminology
3.1 DEFINITIONS
For the purposes of this Recommended Practice the following deÞnitions apply:
3.1.15 heave: Platform motion in the vertical direction.
3.1.1 added mass: Effective addition to the system mass
which is proportional to the displaced mass of water.
3.1.16 hydrodynamic damping: Component of hydrodynamic force proportional to the velocity of the body and
180 degrees out of phase with the velocity.
3.1.2 bluff body: An opaque object located in a fluid flow
stream and developing a high drag force because it lacks
streamlining.
3.1.17 intermediate columns: Vertical, cylindrical, or
multifaceted buoyancy members of the hull structure which
primarily assist in deck and/or pontoon support.
3.1.3 braces: Structural members that serve to stiffen the
hull structure and provide deck support.
3.1.18 intermediate decks: Deck levels between lower
deck and upper deck consisting of girder, beam and plate
elements.
3.1.4 bulkhead: Stiffened vertical or horizontal load
bearing diaphragm.
3.1.19 intermediate girders: Primary deck elements
spanning between main girders.
3.1.5 buoyancy equipment: Devices added to tendon
or riser joints to reduce their weight in water, thereby reducing top tension requirements. The devices normally used for
risers take the form of syntactic foam modules or open-bottom air chambers.
3.1.20 jumper hoses/fluid transfer system: System
for transmitting fluid flow between the top of the risers to the
platform mounted manifold. Jumper hoses or an articulated
system of hard piping may be used to accommodate the relative motion between these points.
3.1.6 connectors: 1. Riser devices used to latch and
unlatch risers and lower marine riser packages to subsea
equipment. 2. Tendon devices used to latch and unlatch tendons to the foundation system and to connect the tendon to
the platform.
3.1.21 load: Any action causing stress or strain in the
structure.
3.1.22 lock-in: Synchronization of vortex-shedding frequency and structural vibration frequency producing resonant
flow induced vibration.
3.1.7 deck beams: Secondary structural elements spanning between intermediate girders and/or main girders.
3.1.8 deck plate: Flat plate or grating spanning between
deck beams.
3.1.23 low frequency motion: Motion response at frequencies below wave frequencies typically with periods ranging from 30 to 300 seconds.
3.1.9 design life: Maximum anticipated operational years
of service for the platform, i.e., the period of time from commencement of construction until removal of the structure.
3.1.24 lower deck: Lowest primary deck level consisting
of girders, beams and plate elements.
1
2
API RECOMMENDED PRACTICE 2T
3.1.25 main columns: Vertical, Cylindrical or multifaceted buoyancy members of the hull structure which provide
platform stability and deck support. Tendons are supported
by these columns.
3.1.26 main girders: Deck elements spanning between
the primary load carrying subsystem.
3.1.27 mating joints: Intersection of deck and hull structures on a non-integrally constructed platform.
3.1.28 mean offset: The average offset, corresponding to
the average horizontal forces on the TLP in the given environmental conditions.
3.1.29 moment controlling device: Devices such as
ball joints or elastomeric joints used to reduce bending
stresses induced by relative angular movements at the ends of
the riser. When curvature control is necessary, tapered joints
may also be used.
3.1.30 negative buoyancy: If a body weighs more than
the weight of sea water that it displaces, then it is considered
to be negatively buoyant.
3.1.31 offset: Horizontal distance of the platform at any
instant from its static, stillwater, still air, equilibrium position.
3.1.32 pitch: Platform rotation about the plant east-west
horizontal axis.
3.1.33 pontoons: Horizontal, cylindrical or rectangular
buoyancy members of the hull structure which interconnect
with columns to form a frame below the waterline.
3.1.34 preload: Load purposely induced in a component
to improve its in-service strength, fatigue life, or sealing
capabilities.
3.1.35 pretension: Tension applied to a tendon in its
static, zero offset equilibrium position.
3.1.36 primary load carrying subsystem: Structure
tying column tops together and supporting deck levels. This
structure may consist of either trusses, box girders, plate girders or a combination thereof.
3.1.37 ringing: High frequency vertical vibration of the
TLP spring-mass system excited by impulsive loading.
3.1.38 riser joint: A riser joint consists of a section of
pipe, with couplings on each end. It may have provision for
supporting integral and non-integral auxiliary lines (flowlines, choke and kill lines, control bundles, etc.) and buoyancy devices.
3.1.39 riser running/handling equipment: Usually
consists of a riser handling sub and a riser spider. The riser
sub latches on to the end of the riser joint permitting it to be
connected to the surface lifting device. The riser spider is
used to support the riser string, during deployment/retrieval,
as a joint is being made or broken.
3.1.40 riser spacer frame: A purpose designed frame to
maintain lateral separation among risers.
3.1.41 riser spider: A device used to support the riser
string as a joint is being made or broken during riser deployment/retrieval operations.
3.1.42 riser spoilers: Used in areas where high velocity
currents are encountered to preclude vortex-induced riser
vibration. Various types of spoilers have been effective in
reducing these vibrations; however, they frequently result in
an increase in drag forces.
3.1.43 riser sub: A device which latches on to the end of
the riser joint permitting it to be connected to the surface lifting device.
3.1.44 roll: Platform rotation about the plant north-south
axis.
3.1.45 setdown: The increase in TLP platform draft with
offset due to tendon system restraint.
3.1.46 springing: The high frequency vertical vibration
of the TLP spring-mass system excited by cyclic loading at or
near the TLP pitch or heave resonant periods.
3.1.47 subsea diverter: A piping manifold positioned at
the top of the drilling riser to divert formation gas and liquid
to an acceptable discharge point, preventing flow to working
areas.
3.1.48 subsea manifold: The subsea well template may
incorporate a subsea manifold when wells are completed with
subsea trees. Here, production fluid is conveyed from the
trees via pipes on the template to a subsea manifold at the
base of a production riser. Production fluid may be commingled at the manifold if the number of subsea wells exceeds
the number of production risers available.
3.1.49 subsea well template: A structural frame which
provides location and anchor points for the subsea wellheads,
riser systems, and guidance systems.
3.1.50 surface trees: A combination of valves which
may be placed on the top of production risers to control pressure and divert flow.
3.1.51 surge: Horizontal motion of the platform in the
plant north-south direction.
3.1.52 sway: Horizontal motion of the platform in the
plant east-west direction.
3.1.53 telescopic joint: Riser joint designed to permit a
change in length of the riser to accommodate platform movements. Sometimes called a slip joint.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
3.1.54 tendon: A system of components which form a
link between the TLP platform and the subsea foundation for
the purpose of mooring the TLP.
3.1.55 tendon access tube: A conduit within a platform
column between the bottom of the column and the tendon top
connector through which a tendon passes.
3.1.56 tendon connector: A device used to connect a
tendon to the platform hull (top connector) or to the foundation template (bottom connector).
3.1.57 tendon coupling: A device which connects one
tendon element to another or to a specialty component.
3.1.58 tendon element: Each of the similar or identical
but discrete structural components which, when assembled
with the flex elements, top and bottom connectors, and any
other special components, comprise a complete tendon.
3.1.59 tension leg: The collective group of tendons associated with one column of the platform.
3.1.60 tensioner: A device, usually pneumatically or
hydraulically powered, used to apply tension to tendons or
riser.
3.1.61 tensioner systems: Tensioner units are used to
maintain risers in tension as the platform moves in response
to wind, waves, and current.
Horizontal motions, heave, and setdown of the platform
necessitate changes in length of the risers. Tensioners accommodate these movements, as well as relative angular motion
between the platform and riser, while maintaining a nearly
constant tension on the risers.
3.1.62 upper deck: Upper or roof deck level consisting
of girder, beam and plate elements.
3.1.63 yaw: Platform rotation about the vertical axis.
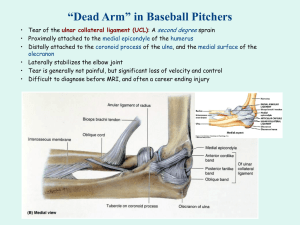
3.2 TERMINOLOGY
The following terms used in this Recommended Practice
are depicted in Figure 1:
3.2.1 hull: Consists of buoyant columns, pontoons and
intermediate structure bracing.
3.2.2 deck structure: A multilevel facility consisting of
trusses, deep girders and deck beams for supporting operational loads.
3.2.3 platform: Consists of hull and deck structure.
Substructure
Drilling deck
Upper deck
Skid base
Lower deck
Pontoon
Tendons
Risers
(drilling
production
pipeline)
Tension leg platform
Hull
Platform
Deck
Column
Mooring system
Temporary
mooring
system
3
yyyyyyyyyyyyyyyy
ÀÀÀÀÀÀÀÀÀÀÀÀÀÀÀÀ
,,,,,,,,,,,,,,,,
@@@@@@@@@@@@@@@@
@@@@@@@@@@@@@@@@
ÀÀÀÀÀÀÀÀÀÀÀÀÀÀÀÀ
,,,,,,,,,,,,,,,,
yyyyyyyyyyyyyyyy
,,,,,,,,,,,,,,,,
yyyyyyyyyyyyyyyy
@@@@@@@@@@@@@@@@
ÀÀÀÀÀÀÀÀÀÀÀÀÀÀÀÀ
Foundation template
Piles
Well template
Figure 1—Tension Leg Platform Terminology
4
API RECOMMENDED PRACTICE 2T
3.2.4 foundation: Consists of templates and piles, or a
gravity system.
3.2.5 mooring system: Consists of tendons and foundation.
4.1.2.2 A weight and center of gravity control procedure
for the entire system should be incorporated into the design
process at the very earliest stage. The control procedure
should be one that can be used throughout the design, construction and operational life.
3.2.6 risers: Include drilling, production, and pipeline
risers.
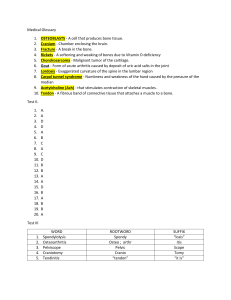
4.2 THE DESIGN SPIRAL
3.2.7 well systems: Include risers, riser tensioners, wellhead, and subsea well templates.
3.2.8 tension leg platform: Includes all of the above
plus all deck equipment and hull marine systems.
4 Planning
4.1 GENERAL
4.1.1 Configuration Selection
4.1.1.1 Most TLP designs have certain basic features that
are common. SpeciÞcally, the distribution of buoyancy
between the vertical columns and the submerged pontoon or
buoyancy volume is selected to minimize the net vertical
oscillating wave force on the hull by taking advantage of the
hydrodynamic cancellation effects, thus reducing oscillating
loads on the tendons.
4.1.1.2 Another common feature is the relationship
between the pretension in the tendons and the displacement
of the hull, wherein the pretension can be selected to result in
a predetermined static offset due to steady forces. Generally,
the minimum pretension should be chosen to result in positive
tension loads at the foundation tendon connections for all
loading conditions. This should result in a long natural period
in surge, with beneÞcial attenuation of surge motion.
4.1.1.3 It is the designerÕs responsibility to select the most
suitable buoyancy distribution and pretension that will complement the functional requirements and the operatorÕs preference for deck and hull conÞguration. The latter is
inßuenced by the selected well system. Experience indicates
that a very close designer/operator relationship is required
during the entire design process in order to produce a satisfactory design.
4.1.2 Planning Considerations
4.1.2.1 Recognition of the need for several iterations of the
design process and operational requirements is important in
planning and scheduling the design. Time is needed to evaluate the effects of parameter variations before rational design
decisions can be made. Hydrodynamic model testing should
be included in the design process to verify the analytical
results.
4.2.1 General
4.2.1.1 An understanding of the entire design sequence and
its relationship to external constraints such as Þnancial,
scheduling and manpower requirements is essential. The
design steps involved are illustrated in the Design Spiral
(Evans, 1959) as an iterative process working from functional
requirements to a detail design, Figure 2.
4.2.1.2 In planning the design process it is important to
recognize the operatorÕs contracting strategy for construction
and to identify the stage at which plans and speciÞcations are
to be released for construction contracting. Traditional shipbuilding practice refers to this stage as the ÒcontractÓ design
in which the main structural members are speciÞed but secondary structure and appurtenances are loosely deÞned. The
Þnal deÞnition of these items is assigned to the builder with
assistance from the designer. In this manner the design is tailored to best utilize the methods and facilities provided by the
builder and is still subject to the approval of the designer.
4.2.1.3 The industry practice for offshore platforms is generally to separate the design and construction activities by
completing the detail design before committing for construction. This procedure allows the operator to become directly
involved in the development of the fabrication methods. Both
design/construction strategies have their advantages and disadvantages; however, the operator should recognize the differences and decide which method to utilize for the TLP.
4.2.2 Conceptual Design
4.2.2.1 Conceptual design translates the functional requirements into naval architectural and engineering characteristics
during the initial iteration around the design spiral. It embodies technical feasibility studies to determine such fundamental elements as length, width, depth, draft, hull shape,
mooring system, well and riser systems, all of which satisfy
the environmental and functional criteria. The conceptual
design includes initial lightship weight estimates and mooring pretension.
4.2.2.2 Alternative designs are generally considered in
parametric studies during this phase to determine the most
practical design solution. The selected concept then is used as
a basis for obtaining approximate construction and installation costs and schedule, which often determine whether or not
to initiate a preliminary design.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
5
4.2.3 Preliminary Design
4.2.5 Detail Design
Preliminary design further reÞnes the characteristics affecting cost and performance. Certain controlling factors such as
platform geometry, number and type of wells, mooring pretension and payload should not change after completion of
this phase. Its completion provides a precise deÞnition that
will provide the basis for development of contract plans and
speciÞcations.
The last stage of design is the development of detailed fabrication drawings and construction speciÞcations. These are
the installation and construction instructions to yard tradesmen and are subject to the approval of the designer.
4.2.4 Final Design
A TLP can perform a variety of missions such as drilling,
producing, storage, materials handling, living quarters, or
some combination of these. The platform conÞguration
should be determined by studying equipment layouts on
decks, as well as addressing those aspects of system design
which assure hydrodynamic and aerodynamic performance,
stability, weight considerations, and constructability. The relatively broad column spacing required for stability and
hydrodynamic performance will probably permit convenient
equipment arrangements on the available deck area.
4.2.4.1 The Þnal design stage yields a set of plans and
speciÞcations which form an integral part of the fabrication
contract document. It encompasses one or more loops around
the design spiral. This stage delineates precisely such features
as hull shape, dynamic response, structural details, use of different types of steel, spacing and type of frames and stringers.
Paramount among the Þnal design features is a weight and
center of gravity estimate. The Þnal general arrangement is
also developed during this stage. This Þxes the overall volumes and areas for consumables, machinery, living and utility
spaces, and handling equipment.
4.2.4.2 The accompanying speciÞcations delineate quality
standards of hull and outÞtting and the anticipated performance for each item of machinery and equipment. They
describe the tests and trials that shall be performed successfully to have the TLP considered acceptable.
4.3 OPERATIONAL REQUIREMENTS
4.3.1 Function
4.3.2 Site Considerations
4.3.2.1 Location
Environmental conditions depend on geographic location,
and within a given geographic area, the foundation conditions
will vary as will such parameters as design wave height and
period, currents, tides, and wind speeds.
Functional requirements
Configuration proportions
Costs contracting plans
Weight estimates
Arrangements
Mooring and foundation design
Hydrostatics subdivision
Hydrodynamics (including model tests)
Structural design and analysis
Figure 2—Design Spiral For a Tension Leg Platform
6
API RECOMMENDED PRACTICE 2T
4.3.2.2 Water Depth
4.3.3.6 Spillage and Contamination
Accurate data on water depth and tidal variations are
needed to fabricate tendon components so that the TLP operates at its design draft.
Provision should be made for handling spills and potential
contaminants. A deck and process vessel drainage system
which collects and stores liquids for subsequent handling
should be provided. The drainage and collection system
should meet applicable regulations.
4.3.2.3 Orientation
The orientation of a platform refers to its position referenced to true north. Orientation will be controlled by the
directions of prevailing and extreme design waves, winds,
and currents and by operational requirements.
4.3.3 Arrangements
4.3.3.1 Equipment and Consumables
Layout and weight of equipment for mooring, drilling and/
or production, consumables, and other payload items should
be carefully accounted for in the design and operation.
Weight and weight distribution affect both the steady and
dynamic tensions in the tendons. Consideration should be
given to future operations such as gas and/or water injection.
4.3.3.2 Personnel and Material Handling
Plans for handling personnel and materials should be
developed at the start of the platform design. The type and
size of supply vessels and the mooring system required to
hold them in position can affect the platform. The number,
size, and location of boat landings, if required, should be
determined. The type, capacity, number, and location of the
deck cranes should also be determined. If equipment or materials are to be placed on a lower deck, adequate hatches
should be provided on the upper decks. The use of helicopters
should be established and adequate facilities provided.
4.3.3.3 Access and Auxiliary Systems
The location and number of stairways, access routes, and
boat landings should be controlled by both safety and operational requirements.
4.3.3.7 Hull Systems
The platform should be provided with systems for transferring ballast water to or from hull compartments (ballast system), for monitoring tank contents, and for permitting safe
access to tanks and void spaces. Compartmentalization of the
hull will be required to limit the effects of damage, leakage or
other unintended water ingress. Such compartments may be
useful for temporary ballast to control draft and stability
before and during installation. Access for inspection should
be provided in the design.
4.4 ENVIRONMENTAL CONSIDERATIONS
4.4.1 General
Winds, currents, waves, and tides cause steady and oscillatory lateral movements, variations in tendon loads, and/or distributed loadings on the structure and its elements. The
resulting TLP response requires the use of dynamic analysis
methods in the design. Environmental data consistent with
the analysis technique should be utilized.
4.4.2 Design Considerations
The design of all systems and components should anticipate extreme and normal environmental conditions which can
be experienced at the site.
Environmental loading and platform response are important design considerations for several subsystems including
foundations, tendons, risers, hull and deck equipment.
4.4.2.1 Extreme Environmental Conditions
Fire protection systems, including Þre walls and pressurized spaces, should be provided for the safety of personnel
and equipment. The systems selected should be suitable for
the anticipated hazards (e.g., electrical or hydrocarbon Þre)
and should conform to all applicable regulations.
Extreme environmental conditions are those which produce the extreme response that has a low probability of being
exceeded in the lifetime of the structure. A minimum return
period of 100 years for the design event should be used unless
risk analysis can justify a shorter recurrence interval for
design criteria. The design of the structure and its key subsystems shall be such that they will be capable of withstanding the extreme environmental event in a safe condition.
4.3.3.5 Emergency Evacuation
4.4.2.2 Normal Environmental Conditions
Emergency equipment such as launchable lifeboats or survival capsules should be provided for personnel evacuation.
The types of equipment and evacuation methods should meet
all applicable regulations.
Normal environmental conditions are those which are
expected to occur frequently during the construction and service life. Since different environmental parameters and combinations affect various responses and limit operations
4.3.3.4 Fire Protection
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
differently (e.g., installation, crane usage, etc.), the designer
should consider the appropriate environmental conditions for
the design situation.
4.4.3 Environmental Data
4.4.3.1 Responsibility
Selection of the environmental data required is the responsibility of the operator. The dynamic nature of the TLP
requires that the platform designer work closely with a meteorological-oceanographic specialist to develop data and interpretations in the form needed for the particular design/
analysis methods to be used.
4.4.3.2 Statistical Models
Recognized statistical methods and models should be
applied in the assessment of extreme and normal environmental conditions. All data used should be carefully documented.
The estimated reliability and the source of all data should be
recorded, and the methods used in developing available data
into models should be described. Sensitivity of design to
poorly established parameters/distributions in statistical models should be recognized.
4.4.3.3 Specific Environmental Conditions
Selection of speciÞc environmental conditions for design
should be based on factors related to risk. Section 5.4 contains speciÞc guidance on the choice of environmental parameters for design. API Recommended Practice 2A, Chapters 1
and 2, give general discussions of most of these parameters
and their speciÞc use in design analysis for Þxed platforms.
4.5 SEAFLOOR CHARACTERISTICS
4.5.1 Seafloor Surveys
The primary purpose of a seaßoor site survey is to provide
data for a geologic assessment of foundation soils and the
surrounding areas. A secondary purpose is to identify operational hazards such as seaßoor irregularities, shallow gas
pockets and man-made objects. Geophysical equipment such
as side-scan sonar devices, sub-bottom proÞlers, boomers and
sparkers are available for deÞning the physical features of the
surface of the seaßoor to sub-bottom depths of several hundred feet.
For more detailed description of commonly used sea-bottom survey systems, refer to Sieck and Self, 1977.
4.5.2 Site Investigations
On-site soil investigations should be performed to deÞne
the various soil strata and their corresponding physical and
engineering properties. If practical, the soil sampling and testing program should be deÞned after reviewing the seaßoor
7
survey. The foundation investigation for pile supported structures should yield at least the soil test data necessary to predict axial capacity of piles in tension and compression, axial
and lateral pile load deßection characteristics, and mudmat
penetration vs. resistance.
4.5.3 Seafloor Instability
Large movement of the seaßoor may be caused by waves,
earthquakes and soil loads. Such soil movement can impose
signiÞcant lateral and vertical forces against foundations.
The scope of site investigations in areas of seaßoor instability should be sufÞcient to develop design criteria for the
effects of soil movement.
4.5.4 Scour
Scour is removal of seaßoor soils caused by currents and
waves, and can result in removing vertical and lateral support
for foundations. Where scour is a possibility, it should be
accounted for in design to avoid settlement of the foundation
and overstressing of the foundation elements.
4.6 SYSTEMS DESIGN
4.6.1 Platform
4.6.1.1 Types
There are several variations of platforms which can be distinguished either by platform use (i.e., production-only or
drilling/production), or by drilling arrangement. Some example variations are:
a. Production well platform without drilling capability. This
type should be considerably smaller and lighter than a drilling/production platform. Production risers generally are
attached to the deck structure.
b. Drilling/production platform with drilling at deck level
through a well bay.
c. Drilling/production platform with drilling at deck level
through the columns and tendons. The tendons are designed
to act as conductors and drilling equipment is designed to
move from column to column.
4.6.1.2 Functional Requirements
Many functional requirements of a platform require special
attention during the planning stages of design. In all cases,
personnel and material requirements must be considered in
relationship to the safety and efÞciency of the platform. The
following critical requirements will signiÞcantly impact the
design and layout of the platform:
a. Drilling facilitiesÑThe number, type and location of drilling rigs should be ascertained prior to commencement of
design.
8
API RECOMMENDED PRACTICE 2T
b. Production facilitiesÑThe weight, area, and center of
gravity of the production facilities should be determined insofar as possible prior to commencement of design of the platform. Because platform design is sensitive to the values of
weight, area, and center of gravity, these values should not be
permitted to deviate beyond speciÞed tolerances, otherwise
redesign may be required.
c. Drilling/production risersÑSufÞcient clearance must be
provided between risers and adjacent structural members to
avoid interference during severe environmental conditions.
d. Well SystemsÑThe number of platform wells, completion
and workover method, minimum well spacing, and well bay
location have a direct inßuence on the size and layout of the
deck structure and the hull. These features should be determined prior to commencement of preliminary platform
design.
e. Hull compartmentationÑHull damage from falling objects,
boat collision, or other means should be considered during the
design. The subdivision of the hull should allow for accidental
ßooding of at least one watertight compartment. Damage control procedures should be developed during the design phase
and included in the operating manual.
f. AirgapÑThe minimum clearance between the lowest deck
or any underdeck temporary maintenance equipment and a
wave crest is an important parameter in the design of the TLP.
The airgap has an effect on the center of gravity and in turn
the maximum and minimum tendon tensions. The designer
has two general options: provide a minimum deck clearance
or allow for wave impact in the design of the platform.
4.6.2 Tendon System
The tendon system consists of the tendons, ancillary components needed for operation, including load measurement
systems and inspection or monitoring apparatus.
The tendon system restrains motion of the platform in
response to wind, waves, current, and tide to within speciÞed
limits. Legs of the system, composed of an array of tendons,
connect points on the platform to corresponding points on a
seaßoor foundation (see Figure 12). By restraining the platform at a draft deeper than that required to displace its
weight, the tendons are ideally under a continuous tensile
load that provides a horizontal restoring force when the platform is displaced laterally from its still water position. Generally very stiff in the axial direction, the tendon system limits
heave, pitch, and roll response of the platform to small amplitudes while its softer transverse compliance restrains surge,
sway, and yaw response to within operationally acceptable
limits.
The number of legs, as well as the number of tendons in
each leg, is determined by the platform conÞguration, loading
conditions, and design philosophy, including intended service
requirements and redundancy considerations speciÞed by the
operator for a particular installation. The designer should
allow for the possibility of material deterioration during the
service life of the platform and provide a means of detecting
and repairing such defects.
4.6.2.1 Tendon Types
The tendons may take one of several forms, for example:
a. Tubular members with connectorsÑThe members may be
designed to be either buoyant or fully ßooded. They may be
fabricated as one piece or constructed by welding the connectors to a tubular. The members may be made of metal or composite Þber reinforced resins (e.g., carbon Þber/epoxy
composites), with either integral or metallic connectors.
b. Tubular or solid rod members with Þeld welded connectionsÑThe tubulars are fabricated from seamless or rolled
and welded steel and are designed to be welded together,
prior to or during offshore installation, to form a continuous
tendon element.
c. Tendon strandÑThese tendons are fabricated from small
diameter high tensile strength wire or Þber strands and are
formed into bundles. These tendons are designed to be
installed offshore using a continuous one-piece spooling
operation without the need for intermediate connectors.
4.6.2.2 State of Technology
Investigating items such as coupled tendon/platform
motions, vortex-induced vibrations, and the fatigue life of
complex mechanical connections requires a high level of
technical sophistication. Technology in this area is relatively
new and rapidly advancing. The designer is encouraged to
make use of modern but proven equipment and analytical
methods.
4.6.2.3 Engineering
Certain tendon components, because of their complexity,
may warrant extensive engineering development and prototype
testing to determine the fatigue, fracture, and corrosion characteristics and the mechanical capabilities of the components.
4.6.2.4 Tendon Fabrication
The time required to fabricate the tendons may exceed the
duration required to construct the hull and deck structure.
Consideration should be given to the fabrication lead time
requirement of the tendons to avoid unnecessary delays in
installation.
4.6.2.5 Tendon Installation
Installation of the tendons may require the use of large
capacity lifting and handling equipment. Installation procedures and their implication to the design should be considered
early in the planning stages. Onboard storage area, if required
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
for the tendons during installation, can affect the layouts of
the deck and hull and warrants early attention during design.
4.6.3 Foundations
4.6.3.1 Foundation Types
There are several types of foundations that may be utilized
for a TLP. For example:
a. A foundation consisting of a foundation template
anchored to the ocean ßoor by piles which carry both lateral
and tensile loads. The loads are transmitted to the piles by the
tendons which may be directly connected to the piles or
attached to the template.
b. Shallow foundations such as non-piled gravity foundations
or suction pile foundations to which the tendons are directly
attached.
c. Combination of a and b with a template for each leg or one
template common to all legs.
d. Auxiliary foundations consisting of anchor piles, deadweight clumps, drag anchors, or other types of anchors to
which a catenary mooring system is attached for temporary
use during installation.
4.6.3.2 Pile Types
Three commonly used types are the driven pile, the drilledand-grouted pile, and the combination driven-drilled-andgrouted pile. The type most appropriate for a particular foundation will depend on the soil conditions at the site and the
pile performance, as well as on the installation equipment
available. Further discussion on these pile types can be found
in API Recommended Practice 2A.
4.6.4 Well Systems
The design of a well system should achieve cost effective
safety and reliability in the containment, control, and transmission of produced ßuids from the oil or gas reservoir to the
processing system. While risers are an integral part of the well
system, they can also be used for other functions, such as for
pipeline connections. Systems will commonly be capable of
being run and retrieved by vertical deployment from the deck.
4.6.4.1 General
Integration of the design of the well systems into the design
of the TLP should be an early priority. The selection of well
riser tension levels, the platform motion effects, the effect of
thermal loads when wells and tendons are congruent, and
riser/hull clearances are examples of items requiring close
coordination. The weight and size of the well system equipment will have a signiÞcant impact on hull size and cost.
9
4.6.4.2 Well System Selection
Different types of risers between the platform and seaßoor
may be utilized, including integral and nonintegral risers, and
risers integral to the tendons. Drilling BOPs and well completion systems may be located either at the platform deck level
or subsea. Anticipated workover frequency and wellhead
maintenance will inßuence the decision as to surface or subsea completions. Anticipated changes in future operation
(e.g., gas lift or water injection) might require the need for
ßexibility within components selected.
4.6.4.3 Well System Reliability
Well component design and selection should be primarily
on the basis of reliability and safety of the system. Field
proven technology and equipment should be used where possible. Design reliability should include redundancy, back up
procedures, and fail-safe designs whenever practical. Component and well system reliability studies could be useful in
determining the consequences of failure, and identifying
those components needing a higher degree of reliability. IdentiÞcation of those components that cannot be retrieved to the
surface, the consequences of such components being damaged, and how to mitigate the consequences should be considered. In all cases, consideration should be given to an
acceptable means of stopping the well ßow near the seaßoor
in the event of an accident.
4.6.5 Facilities
4.6.5.1 General
The planning and selection of facilities involve many problems which are unique to compliant structures. The selection
and design of the facilities should consider the platform
motions. Facilities will have interfaces between individual
systems and the overall structure, including dynamic load
input from drilling rigs, sharing of utilities between drilling/
production systems and hull systems, and escape means for
various damage states. Such loads and interfaces should be
identiÞed and considered.
4.6.5.2 Facilities Design
TLP facilities design must recognize the highly interactive
nature of the design process, and the importance of proper
coordination and integration of drilling rig, production, hull
systems, and structural needs. SpeciÞc deÞnition of all facilities criteria and requirements early in the design process
should prevent changes in the platform resulting from
changes in facilities. There should be close coordination
between the facilities and structural designers throughout the
design project to ensure that routine interactions, changes,
and interfaces are properly addressed.
10
API RECOMMENDED PRACTICE 2T
4.6.5.3 Facilities Layout
Facilities layout should be considered in the initial stages
of design when the development of the overall conÞguration
is being made.
Layouts should initially be guided by the overall function
of the platform and should include the inßuences of well
location(s), production systems needs, accommodation
requirements, and area classiÞcation considerations. Facilities
construction, whether fully integrated, semi-integrated, or
modular, will affect the layout and weight as well. Damage
control, personnel safety and evacuation, and spillage/containment requirements also inßuence the facilities layout. It
may be beneÞcial to examine a variety of facilities layouts.
4.6.5.4 Facilities Weight, Center of Gravity, and
Space Management
4.6.5.4.1 Weight, CG, and space requirements should be
managed to develop a facility efÞcient in cost and operation.
4.6.5.4.2 The design process should consider the use of
Ògrowth allowancesÓ in the form of weight and space factors,
which can help in two respects. First, platform facilities have
a tendency to grow during the design process with potentially
detrimental implications. Thus, realistic allowances for
weight and space growth during the design process should
help to prevent major design recycling at late stages. Second,
experience has shown that the originally intended operational
parameters for offshore facilities frequently are no longer
adequate once the facility has been in operation for several
years. Accordingly, it is appropriate to utilize space and
weight growth allowances as a means of allowing ßexibility
in future operations. Operational growth scenarios should
also include examination of the weight or space ßexibility
that may be gained by the removal of certain facilities at later
stages in the operation.
a. Deck ßoatoverÑBy this method the deck is constructed in
one piece separately from the hull, ßoated (usually by barge)
over the hull and lowered and mated to it using controlled
ballast and jacking procedures. OutÞtting of the deck is usually completed prior to deck mating.
b. Integral deck and hullÑBy this method the deck is constructed integrally with the hull. A sufÞciently deep dry dock
or a convenient, sheltered deepwater site is a prerequisite for
this type of construction. OutÞtting of the deck may be completed together with the construction of the deck subassemblies (as in modular construction) or may take place
subsequent to deck and hull construction.
4.7.2 Fabrication Site Selection and Preparation
The proper selection and preparation of the fabrication site
is instrumental to the successful construction. Important considerations are:
a. Coastal siteÑThe fabrication yard should have a deepwater dry dock or means for transferring the hull into the water.
It may be skidded onto a submersible barge or launched
directly into the water. If the dry dock does not have sufÞcient
depth, the use of auxiliary buoyancy to support the hull during construction may be acceptable.
b. Sheltered offshore construction areaÑDeepwater construction facilities may be located offshore, away from the
fabrication yard, and in sufÞciently deep and sheltered waters
to allow convenient access for either ßoatover deck mating or
integral deck construction.
c. Deepwater channelÑA deepwater channel must be available to permit towing the completed structure to sea. The
minimum channel depth must be sufÞcient to allow the platform to be towed at a draft commensurate with speciÞed stability criteria.
4.7.3 Towout
4.6.5.4.3 BeneÞts may result from keeping the design
growth and operational growth allowances separate during
design. Operational growth allowances can easily be preempted by unexpected design problems, but the implications
to future facility operation should be considered. Both design
growth allowances and operational growth allowances should
recognize the impact of weight and space on ßoating facilities.
Precautions should be taken during towout to sea to avoid
damage to the structure. Escort tugboats to provide protection
against damage should be considered.
Stability criteria for towout should be selected as appropriate for the time, duration and location of the tow as well as for
the degree of damage protection and control afforded. SpeciÞc towing requirements will depend on whether or not the
tow is manned.
4.7 FABRICATION AND INSTALLATION
4.7.4 Installation Equipment
4.7.1 Fabrication Methods
The function, type, and size of the major equipment
selected for installation can affect the design and should be
considered during the planning stages of design. For example,
the response of the platform will change considerably during
the transition from freely ßoating to vertically restrained;
therefore, the temporary restraining equipment should be
sized accordingly.
The method of platform fabrication should be considered
prior to completion of the preliminary design since the
method selected will signiÞcantly affect not only structural
design but also the feasibility of fabrication at a chosen site.
There are two basic methods of platform fabrication:
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
4.7.5 Installation
In planning the installation of the sub-sea well and mooring template(s), due consideration should be given to avoiding interference with seaßoor returns of well cuttings and
grout. These factors should also be considered in design of
the connection equipment and methods to be used for the risers and tendons. The Þnal design of the production template(s) and well system, the temporary mooring system, the
foundation templates, and the piles will depend on the installation methods and equipment selected.
11
increases. Consideration may be given to fabricating the tendons without any weld; however, the effect on cost, availability and fabrication lead time should be accounted for.
4.8.2.3 The inspection method should be sufÞcient to
detect and locate all potentially damaging ßaws. This requires
consideration of the local geometry as well as the toughness
of the material and the applied stress. Inspection methods
should be designed and tested to demonstrate an adequate
ability to detect, resolve and size defects. Frequency of monitoring should be determined to ensure that an unacceptable
defect does not occur during service.
4.8 MATERIALS AND WELDING
4.8.1 Materials
4.9 SAFETY AND RELIABILITY
Selection of the strength and quality levels for steel,
cement grout, concrete and other materials for the platform,
foundation or other components will generally follow the criteria commonly used for offshore structures. This Recommended Practice edition emphasizes steel as the primary
structural material but speciÞcally does not preclude the consideration of other materials. Future revisions of this Recommended Practice will cover these other materials as
appropriate. Steel for the tendons may be higher strength than
normal structural steel and will affect the method of tendon
fabrication and inspection as well as tendon type and service.
The tendons will operate under high cycle fatigue stresses
superimposed on the mean stress tensile load in a seawater
environment. The material should have acceptable properties
in the Þnal condition to meet the requirements of strength,
toughness and resistance to corrosion and corrosion fatigue.
The material should possess adequate fracture toughness so
as to withstand the largest possible ßaw (undetected) at
design maximum loads and minimum exposure temperatures.
Resistance to stress corrosion cracking under operating conditions is critical since detection of such cracks is difÞcult
during service. In-service inspection requirements, intervals,
and methods of determining allowable defect size should be
considered.
4.9.1 The design should maximize the safety of personnel
and the protection of property within a framework of efficient, cost effective design. Safety and reliability depend on
the ability of a facility to survive the loads anticipated over
the operational life. The designer should examine not only the
intact facility and structure, but also examine the structure
under damaged conditions and ensure that the remaining
strength, fire resistance, and escape means are adequate.
4.8.2 Welding and Inspection
4.8.2.1 Selection, qualiÞcation, and application of welding
and weld inspection procedures will generally follow criteria
used for offshore platform fabrication where applicable (e.g.,
platform, foundation templates, etc.).
4.8.2.2 Where welding is allowed in the fabrication of tendons, the resulting weldments should have properties commensurate with the considerations given above for the tendon
parent material. Fabrication procedures should be followed
which assure the required properties in the installed tendon.
These properties may be more difÞcult to obtain in a weldment than in the parent steel, especially as the strength level
4.9.2 Qualitative reliability analyses of certain systems
such as the tendon system are possible. Such analyses can
help to understand the differing degrees of reliability among
designs utilizing different numbers of tendons, different types
of connectors, and/or end terminations, etc. Such analyses
can help assess reliability versus system cost, and pinpoint
critical elements deserving special attention.
4.9.3 Hull damage state scenarios should be developed
with the implications of compartment flooding. Facilities
design should consider damaged state scenarios and possible
implications upon the deck structural system. Personnel
escape routes should be designated for damaged states, and
alternate routes provided. Damage control systems, including
firefighting means, ballast redistribution capabilities, and
backup power supplies should all be selected considering the
need for reliable operation during periods of severe service.
Redundant means of monitoring major platform functions,
such as trim, ballast condition, etc., should be considered.
4.10 CODES, STANDARDS, AND REGULATIONS
A determination of the applicable codes, standards and regulations should be made at the commencement of a project.
Differences between such requirements or standards should
be identiÞed immediately, and a project decision or agreement with the responsible regulatory organization expedited.
Other sections in this document and the API Recommended
Practice 2A discuss applicable rules and regulations pertaining to a TLP.
12
API RECOMMENDED PRACTICE 2T
4.11 OPERATING AND IN-SERVICE MANUALS
5.2 OPERATIONAL REQUIREMENTS
4.11.1 The designer should provide manuals which communicate to the operator the correct practices to be used for
safe and efficient operation. These manuals describe the practices and procedures necessary for normal operation, maintenance, in-service inspection and emergency procedures for
damage state conditions and other emergency situations.
Operating personnel should be required to review and understand the Operating and In-Service manuals.
Design criteria dictated by operational requirements should
be reviewed during each iteration of the design spiral. The
cost and weight consequences of these requirements should
be fully established for the operator before a Þnal design decision is made. Examples of such requirements usually involve:
4.11.2 In addition to the topics common to most offshore
operations, the operating manuals should address:
a. In-place performance monitoring systems.
b. Tendon handling systems.
c. Riser handling systems.
d. Ballast, weight, and center of gravity control systems.
e. In-place inspectionÑhull and tendons.
f. Environmental considerationsÑRelevant information
about extreme environmental conditions and the predicted
response effects.
g. Corrosion monitoring and maintenance.
h. Platform installation and removal.
i. Emergency procedures:
1. FireÞghting.
2. Evacuation.
3. Personnel protection.
4. Emergency and routine drills.
5. Damage control.
6. Well blow out.
5 Design Criteria
5.1 GENERAL
5.1.1 This section defines the criteria commonly needed
for the design of a TLP. The format of the design criteria is
consistent with Section 6, Environmental Forces, and those
sections that deal with the design of the various subsystems.
5.1.2 Design and analysis of the TLP and the associated
subsystems require that a series of design cases be specified.
This requires that each phase of construction, transportation,
installation, and operation be coupled with design environmental events and associated allowable stresses and/or safety
factors. Statistical procedures involving probabilistic predictions of environmental parameters and platform responses
should be established in order to select design cases. Knowledge of the system response characteristics must precede the
determination of design environmental conditions. Specification of such conditions requires establishing maximum values
of wind, waves, current and tidal variation together with the
range of weight and center of gravity variations of the platform. Other environmental conditions, including long-term
data for fatigue analyses, etc., are also needed.
a. Simultaneous drilling and production.
b. Consumables resupply procedure and frequency.
c. Maintenance procedures and frequency.
d. Manning schedule and rotation.
5.3 STABILITY REQUIREMENTS
5.3.1 General
Stability should be established for relevant operating and
pre-operating conditions, for both intact and damaged states
of the structure.
5.3.2 Free-Floating Condition
The intact and damaged stability while aßoat during construction, tow-out and installation stages should, in general,
satisfy requirements applicable to column-stabilized mobile
offshore drilling units, as promulgated by the U.S. Coast
Guard, American Bureau of Shipping, I.M.O., or National
Authorities.
5.3.3 Inplace Condition
The tension in the tendons should be sufÞcient to ensure
integrity of the platform and tendons. The sufÞciency of the
tension should be demonstrated by appropriate analysis and/
or testing. Alternately, a margin against tendon slacking
should be selected which depends on the state-of-knowledge
of design and operating conditions, and on the consequences
to the tendon system and components in case of slacking.
5.3.3.1 Intact Condition
The intact condition should include the full range of possible center of gravity variations permitted by acceptable operating procedures during extreme conditions. A minimum
tension margin may be expressed in terms of some relevant
component of the tension, such as initial pretension, maximum ßuctuating tension component, or tension measurement
accuracy.
5.3.3.2 Damaged Condition
5.3.3.2.1 Accidental ßooding of a buoyant compartment
will result in added weight on the platform and changes in
tendon tensions. The hull should be subdivided to survive
accidental damage of any one compartment below the waterline, or of a tendon compartment. Subdivision in way of the
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
waterline should be consistent with column-stabilized mobile
offshore drilling unit standards.
5.3.3.2.2 At the time of ßooding, the environmental conditions should be assumed to be the ÒnormalÓ environment (see
5.5.4.2). Adequate tendon tension should be demonstrated
through analysis.
5.3.3.2.3 Under any of the above-assumed damage conditions the unit should be capable of being restored to adequate
tendon tension for the reduced extreme environment (see
5.5.4.3) within three hours.
5.3.4 Weight and Center-of-Gravity Determination
13
5.4.1.5 The following sections brießy describe the environmental criteria which are required for use in design. For guidance on actual values to use in design, the designer should
refer to data collected at the intended site, to appropriate
oceanographic numerical models, and to API Recommended
Practice 2A.
5.4.2 Wind
Wind is signiÞcant in TLP design and analysis. Both
steady wind and a wind spectrum which represents ßuctuating wind components should normally be used. See
A.Comm.5.4.2.
An inclining test should be conducted, when construction
is as near to completion as practical, to accurately determine
the platform weight and the position of the center-of-gravity.
Changes of on-board load conditions after the inclining test
and during service should be carefully accounted for.
5.4.3 Waves
5.4 ENVIRONMENTAL CRITERIA
5.4.3.2 The development of wave criteria should generally
be done in accordance with API Recommended Practice 2A,
Section 1.3.3.
5.4.1 General
5.4.1.1 Environmental criteria should be associated with a
recurrence interval of the response of the structure. For example, the 100 year design event should be that which produces
the worst platform response in 100 years. There may be different design events which give the worst response for different parts of the structure. It is also noted that the largest
responses of TLPs are not necessarily produced by the highest wave conditions.
5.4.1.2 The amount of detail required in the environmental
description is dependent on the level of analysis being undertaken and on the safety factors being used in design. Because
of its compliant and dynamic nature, criteria for design of a
TLP should have more detail for the same level of analysis
than for statically designed structures. Selection of the actual
data needed should be made only after consultation with both
the platform designer and meteorological/oceanographic
specialists.
5.4.1.3 Available statistical data and/or realistic statistical
and mathematical models should be utilized to develop the
description of normal and extreme environmental conditions.
Considerations include:
a. Normal environmental conditions are important both during the construction and the service life of a platform.
b. Extreme conditions are important in formulating platform
design loadings.
5.4.1.4 All data used should be documented. The quality
and the source of all data should be recorded, and the methods employed in developing data into the desired environmental values should be deÞned.
5.4.3.1 Wind-driven waves are a major source of environmental forces on offshore platforms. Such waves are irregular
in shape, can vary in height and length, and may approach a
platform from one or more directions simultaneously.
5.4.3.3 Because of the random nature of the sea surface,
the seastate is usually described in terms of a few statistical
wave parameters such as signiÞcant wave height, spectral
peak period, spectral shape and directionality. Other parameters of interest can be derived from these. See A.Comm.5.4.3.
5.4.4 Current
Current data collected at the site should be included in the
design criteria if available. Currents should include wind
driven, tidal, and background circulation components. In
deep water the currents might produce large system loads.
Near boundary currents (e.g., the Gulf Stream), meanders and
eddies should be considered.
5.4.5 Tide and Water Level
Tidal components for design include astronomical, wind,
and pressure differential tides. A high design water level
(HDWL) and low design water level (LDWL) should be
established for each design event. The tidal range will affect
the required tendon pretension.
5.4.6 Joint Statistics
Environmental data such as wind, tide, wave, and currents
can have speciÞc relationships regarding their interaction and
joint occurrences. The commonly used assumption of taking
the combined maximum of each parameter might not always
produce the worst design condition. When collecting data or
performing analytical work, the various relationships should
be included if possible. Of particular importance are wind/
14
API RECOMMENDED PRACTICE 2T
wave, wave height/wave period, wave/current, wind/current,
and wave/tide relationships.
5.4.7 Physical Properties
Table 1—Design Cases
Design
Case
Project
Phase
System
Condition
Various stages
1
Construction
Various seawater physical properties, such as temperature,
salinity, and oxygen content, may be important for steel
requirements, corrosion, and buoyancy calculations. Further
guidance can be found in API Recommended Practice 2A.
2
Loadout
3
Hull/deck
mating
4
Tow/transport
5.4.8 Ice
5
In Northern climates, ßoating ice or atmospheric icing can
affect the loading on the platform (see API Recommended
Practice 2N).
5.4.10 Marine Growth
The type and accumulation rate of marine growth at the
design site may be necessary for determining design allowances for weight, hydrodynamic diameters and drag coefÞcients. Refer to API Recommended Practice 2A for
appropriate guidance.
Safety
Criteria
Ñ
A
Intact
Calm
A
Intact
Mating
B
Intact/
damaged
Route
B
Installation
Intact
Installation
A
6
In place
Intact
Normal
A
7
In place
Intact
Extreme
B
8
In place
Damaged
Reduced
extreme
B
9
In place
Tendon
removed
Normal
A
10
In place
Tendon
removed
Reduced
extreme
B
11
In place
Intact
Seismic
B
12
In place
Intact
Fatigue
C
5.4.9 Earthquakes
Seismic accelerations should be considered for areas that
are determined to be seismically active. Both vertical and horizontal accelerations are important for TLP design. The
degree of risk for seismic activity in the United States is
shown in API Recommended Practice 2A. Local regulations
and conditions should be considered and may result in more
stringent requirements.
Environment
The construction, ßoatout, loadout, and transportation phases
have various loading conditions that should be examined.
These conditions are described by the stage of construction
(percent complete), draft during tow, or stage of loadout.
5.5.2.1 Fabrication
Loading conditions imposed on the hull and deck during
fabrication could control the structural design of some components. Intact and damaged stability of the freely ßoating
hull must be insured at all phases of the fabrication.
5.5 DESIGN CASES
5.5.1 General
5.5.1.1 DeÞning a design case requires selection of the following parameters:
a. Project phase.
b. System condition.
c. Environment.
d. Safety criteria.
5.5.1.2 All appropriate load types must be quantiÞed and
included for each design case. Load types and design parameters are discussed below. Table 1 shows how the parameters
may be combined to deÞne design cases. This table is
intended only to provide an example and is not necessarily
complete. Other environmental criteria may be used if properly justiÞed.
5.5.2.2 Transportation
The freely ßoating platform behaves like a semisubmersible during transportation to the installation site. Since it is
free to pitch and roll, lateral deck accelerations can be larger
than after installation. Since it is free to heave, and heave resonant periods tend to be short, adequate deck clearance with
the waves should be veriÞed.
5.5.2.3 Installation
The stiffness and mass properties change as the platform is
transformed from a freely ßoating vessel to a vertically
moored platform, thus changing the dynamic response characteristics. The tendons and their handling equipment should
be designed for loading conditions representative of the various installation phases.
5.5.2 Project Phase
This describes the phase of the platform or component,
such as hull construction, deck transport, or platform in place.
5.5.3 System Condition
This describes the condition of the platform or component.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
5.5.3.1 Intact
The platform or component is as designed.
15
5.5.4.5 Route Environment
5.5.3.2 Damaged
Transportation cases should use appropriate conditions for
the transportation route. The return period selected should
consider the length of exposure and an appropriate risk level.
The transport barge or ßoating component has one compartment ßooded.
5.5.4.6 Seismic
5.5.3.3 Tendon Removed
If the platform is designed on the basis that tendons can be
removed for inspection, maintenance, or replacement, it
should be designed for combinations of static, environmental,
motion induced and construction loads with one or more tendons removed.
5.5.4 Environment
The environment should be deÞned quantitatively in terms
of wind, wave, current, and tide. Environmental events should
be determined by the operator.
The TLP should be designed with strength and stiffness to
ensure no signiÞcant structural damage occurs for the level of
earthquake shaking which has a reasonable likelihood of not
being exceeded during the life of the structure.
5.5.5 Safety Criteria
Safety criteria are classiÞed as categories A or B. These
correspond to the intent of API Recommended Practice 2A,
where safety factors are related to the probability of loading
occurrence. Others may also be considered, such as criteria
corresponding to ultimate survival or damaged redundancy
design cases. SpeciÞc recommendations for safety factors for
each system component are given in their respective sections.
5.5.4.1 Extreme Environment
Extreme environmental conditions are those which produce TLP responses having a low probability of being
exceeded in the lifetime of the structure. A minimum return
period of 100 years for the design response should be used
unless risk analysis can justify a shorter recurrence interval.
The design of the structure and its key subsystems shall be
such that they will be capable of withstanding extreme environmental conditions in a safe operable condition.
5.5.5.1 Category A
Category A safety criteria are intended for those conditions
which exist on a day-to-day basis.
5.5.5.2 Category B
Category B safety criteria are intended for rarely occurring
design conditions.
5.5.4.2 Normal Environment
5.5.5.3 Category C
Normal environmental conditions are those which are
expected to occur frequently during the construction and service life. Since different environmental parameters and combinations affect various responses and limit operations
differently (e.g., installation, crane usage, etc.), the designer
should consider the appropriate environmental conditions for
the design situation.
Category C safety criteria are intended for the design of the
structure against fatigue failure.
5.5.4.3 Reduced Extreme Environment
Reduced extreme environmental conditions are those
which have a low probability of being exceeded when the hull
is damaged or a tendon is removed. Joint statistics may be
used to determine a return period which, combined with the
probability of damage, produces a risk level equal to that of
the extreme environment.
5.5.4.4 Calm Environment
Some operations are performed only during calm conditions. Where such a choice is available, the design case is permitted to use calm conditions.
5.5.6 Load Types
Loading type categories are as follows:
a. Dead loadsÑDead static weight of the platform structure
and any permanent equipment which does not change during
the life of the structure.
b. Live loadsÑVariable static loads, which can be changed,
moved or removed during the life of the structure. Maximum
and minimum payloads should be considered.
c. Environmental loadsÑLoads on the structure due to the
action of wind, wave, current, tide, earthquake, or ice.
d. Inertial loadsÑMotion induced loads that are consequences of the environmental loads.
e. Construction loadsÑLoads built into the structure during
the fabrication and installation phases.
f. Hydrostatic loadsÑBuoyancy of, or submerged pressure
on, submerged members.
16
API RECOMMENDED PRACTICE 2T
The combination and severity of loads should be consistent
with the likelihood of their simultaneous occurrence.
6 Environmental Forces
with higher mean speeds (gust factor). Therefore, a wind
speed value is only meaningful if qualiÞed by its elevation
and duration. A reference value VH is the one hour mean
speed at the reference elevation, H, of 33 feet (10 meters).
6.1 GENERAL
Note: A duration of one hour is assumed unless otherwise noted.
The purpose of this section is to describe methods for calculating forces which act on a TLP due to environmental
effects, such as waves, winds, currents, ice, earthquakes, etc.
Forces due to platform motion responses are also signiÞcant
and are discussed herein. Environmental parameters needed
for these calculations are deÞned in Section 5. Methods for
estimating platform motions and mooring system loads
caused by these environmental forces are given in Section 7.
Environmental forces must be calculated at four distinct
frequency bands to evaluate their effects on the system. The
four frequency bands are:
Variations of speed with elevation and duration, as well as
wind turbulence intensity and spectral shape, have not been
Þrmly established. The available data show signiÞcant scatter,
and deÞnitive relationships cannot be prescribed. The relationships given below provide reasonable values for wind
parameters to be used in design. Alternative relationships are
available in the public domain literature, or may be developed
from careful study of measurements.
a. Steady forces such as wind, current, and wave drift are constant in magnitude and direction for the duration of interest.
b. Low frequency cyclic loads can excite the platform at its
natural periods in surge, sway, and yaw: typical natural periods range from 1 to 3 minutes.
c. Wave frequency cyclic loads are large in magnitude and
are the major contributor to platform member forces and
mooring system forces. Typical wave periods range from Þve
to twenty seconds.
d. High frequency cyclic loads can excite the platform at its
natural periods in heave, pitch, and roll: typical natural periods range from one to Þve seconds.
6.2.2.1 Mean Profile
The mean proÞle for the wind speed averaged over one
hour at elevation z can be approximated by:
Vz = VH(z/H)0.125
(1)
6.2.2.2 Gust Factor
The gust factor G(t,z) can be deÞned as:
G ( t, z ) º V ( t, z ) ¤ V z = 1 + g ( t )I ( z )
(2)
Where:
I(z) = the turbulence intensity described below.
t = the gust duration with units of seconds.
6.2 WIND FORCES
6.2.1 General
The wind conditions used in a design should be determined
with appropriate means from wind data collected in accordance with Section 5 and should be consistent, in terms of
joint probabilities of occurrence, with other environmental
parameters assumed to occur simultaneously. A TLP has long
natural periods in surge, sway, and yaw which may be excited
by energy in the wind spectrum. The effects of the complete
wind spectrum, including sustained and ßuctuating winds,
should be considered in determining the wind induced platform loads and responses. Such analyses may require knowledge of the wind turbulence intensity, spectra, and spatial
coherence. These items are addressed below.
6.2.2 Wind Properties
Wind speed and direction vary in space and time. On
length scales typical of even large offshore structures, statistical wind properties (e.g., mean and standard deviation of
velocity) taken over durations of the order of an hour do not
vary horizontally, but do change with elevation (proÞle factor). Within long durations, there will be shorter durations
The factor g(t) can be calculated from:
g(t) = 3.0 + 1n[(3/t)0.6] for t £ 60 sec.
(3)
6.2.2.3 Turbulence Intensity
Turbulence intensity is the standard deviation of wind
speed normalized by the mean wind speed over one hour.
Turbulence intensity can be approximated by:
Iz º s (z)/Vz =
0.15(z ¤ z s ) Ð0.125 for z £ z s
0.15(z ¤ z s ) Ð0.275 for z > z s
(4)
Where:
zs = 66 feet (20 meters) is the thickness of the surface
layer.
6.2.2.4 Wind Spectra
As with waves, the frequency distribution of wind speed
ßuctuations can be described by a spectrum. Due to the large
variability in measured wind spectra, there is no universally
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
accepted spectral shape. In the absence of data indicating otherwise, the simple shape given by the following equation is
recommended:
17
u¢ = the instantaneous speed and direction variation
from the sustained wind.
6.2.3 Wind Force Relationship
f ¤ fp
S uu ( f )
---------------- = --------------------------------------2
s(z)
[1 + 1.5 f ¤ f p ] 5/3
(5)
Where:
Suu(f) = the spectral energy density at elevation z.
f = the frequency in hertz.
s(z) = the standard deviation of wind speed, i.e.,
s(z) = I(z)/Vz.
1
F = --- r a C s A|¢V z + u¢ Ð xú| ( V z + u¢ Ð xú)
2
Measured wind spectra show a wide variation in fp about an
average value given by:
fpz/Vz = 0.025
(6)
Due to the large range of fp in measured spectra, analysis of
platform sensitivity to fp in the range:
0.01 £ fpz/Vz £ 0.10
(7)
is warranted. Tension Leg Platform response, particularly
maximum offset, may be very sensitive to this parameter. It
should be noted that fp is not at the peak of the dimensional
wind energy spectrum, since Equation 5 gives the reduced
spectrum.
6.2.2.5 Spatial Coherence
Wind gusts have three dimensional spatial scales related to
their durations. For example, 3 second gusts are coherent over
shorter distances and therefore affect smaller elements of a
platform superstructure than 15 second gusts. The wind in a 3
second gust is appropriate for determining the maximum
static wind load on individual members; 5 second gusts are
appropriate for maximum total loads on structures whose
maximum horizontal dimension is less than 164 feet (50
meters); and 15 second gusts are appropriate for the maximum total static wind load on larger structures. The one
minute sustained wind is appropriate for total static superstructure wind loads associated with maximum wave forces.
In frequency domain analyses of dynamic wind loading, it
can be conservatively assumed that all scales of turbulence
are fully coherent over the entire superstructure.
The variable nature of the wind Þeld can alternatively be
described by two components: a sustained component (Vz)
and a gust component (u'). The total wind speed is then:
u = Vz + u¢
Where:
u = the instantaneous speed and direction.
6.2.3.1 The instantaneous wind force on a TLP can be calculated by summing the instantaneous force on each member
above the water line. This should be calculated by an appropriate equation such as:
(8)
(9)
Where:
F = wind force (pounds).
ra = mass density of air (slugs/cubic foot).
Cs = shape coefÞcient (may also account for
shielding).
A = projected area of the object/feet2.
xú = the instantaneous velocity of the structural member, feet/second.
z = elevation of the centroid of the member, feet.
6.2.3.2 For all angles of wind approach to the structure,
forces on ßat surfaces should be assumed to act normal to the
surface and forces on vertical cylindrical objects should be
assumed to act in the direction of the wind. Forces on cylindrical objects which are not in a vertical attitude should be
calculated using appropriate formulas that take into account
the direction of the wind in relation to the attitude of the
object. Forces on sides of buildings and other ßat surfaces
that are not perpendicular to the direction of the wind shall
also be calculated using appropriate formulas that account for
the skewness between the direction of the wind and the plane
of the surface.
6.2.3.3 The total wind force on the structure may also be
calculated using the total exposed area of the structure with
appropriate coefÞcients determined by model tests or some
other appropriate method.
6.2.3.4 When using the wind spectrum, it is common to
linearize the force for spectral and frequency domain calculations (see Simiu and Leigh, 1983; Kareem, 1980),
1
F = --- ra C s AV z2 + r a C s AV z u¢
2
(10)
where the Þrst term is the constant or steady force, and the
second term is linear in the ßuctuating velocity. The higher
order term which is neglected in this approximation is generally small. It does contribute a small amount to the steady
force.
18
API RECOMMENDED PRACTICE 2T
The Þrst term of Equation 10 is the steady wind force. Vz
should correspond to the mean wind speed used in generating
the wind spectrum.
6.2.7.2 The admittance coefÞcient is frequency dependent,
is smaller for higher frequencies, and varies between 0 and 1.
A value of c = 1.0 is conservative and appropriate for low frequency wind oscillation, and should be used for high frequencies when data is not available to establish a lower value.
6.2.5 Fluctuating Wind Force
6.2.8 Wind Tunnel Data
The ßuctuating wind force may be calculated in the time or
frequency domains. In the time domain, the total wind force
is calculated from a time series of the instantaneous total
wind velocity using Equation 9. In frequency domain calculations. Equation 10 may be used with the wind spectrum to
derive the wind force spectrum as follows:
Wind pressures and resulting forces may be determined
with properly executed wind tunnel tests on representative
models. An example of tests for a semi-submersible is given
in Macha and Reid (1984). Such tests may be suitable for a
similarly shaped TLP.
6.2.4 Steady Wind Force
6.3 CURRENT FORCES
Sff(f) = c2 (f) Suu (f) (ra Cs AVz)2
(11)
6.3.1 General
Where:
Sff = wind force spectrum.
c = aerodynamic admittance function (see 6.2.7).
Suu = wind gust spectrum (see Equation 5).
The current velocity used in design should be determined
by the means described in 5.4 and should be consistent (as to
return period) with other design parameters such as wave
height and wind velocity. The joint statistics of current and
other environmental events should be considered.
6.2.6 Shape and Shielding Coefficients
6.3.2 Current Drag
The following shape coefÞcients are recommended for perpendicular wind approach angles:
In the absence of wave induced water motions, the drag
force exerted on a bluff cylindrical member by a current is
proportional to the square of the current velocity. The drag
force acts in the direction of the component of current that is
normal to the member axis. The drag coefÞcient should be
based on the best empirical data available. Drag force can be
determined using the following formula:
Shape
CoefÞcients
1.5
1.5
0.5
1.0
Object
Beams
Sides of rectangular sections
Cylindrical sections
Overall projected area of platform
(Should be conÞrmed by model testing)
Shielding coefÞcients may be used when the proximity of a
second object relative to the Þrst is such that it does not experience the full effect of the wind. (See Simiu and Scanlan,
1978; API Recommended Practice 2P; Hoerner, 1965; and
Meyers, Holm, and McAllister, 1969.)
6.2.7 Aerodynamic Admittance
6.2.7.1 Wind gusts measured at two locations become
uncorrelated as the distance between the two locations
increase. When the lateral dimensions of a structure are large,
the reduction in gust forces can be accounted for by an aerodynamic admittance factor. Simiu and Scanlan (1978) present
data on transverse gust correlations which can be used to
determine admittance factors. The aerodynamic admittance
coefÞcient c modiÞes the force equation as follows:
1
F = --- r a C s AV z2 + r a cC s V z u¢
2
(12)
1
F D = --- r W C D AV 2
2
(13)
Where:
FD = drag force (per unit length) normal to the
member, lbs
rW = mass density of water, slugs/ft3
CD = drag coefÞcient
A = projected area per unit length, ft2
V = current velocity normal to the member axis, ft/sec
6.3.3 Vortex-Induced Vibration
6.3.3.1 In a ßow which is steady, or nearly steady, vortices
will be shed from a bluff body. As they shed, the vortices
induce a lift force, i.e., a force normal to the ßow direction.
Usually this lift force is of an alternating nature and is randomly distributed over the body. The net force on the body is
of little or no consequence. If, however, the body is capable of
vibrating and the vortices are being shed at or near one of the
bodyÕs natural frequencies, the body may be excited to vibrations of signiÞcant amplitude. Currents acting with nearly
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
uniform speed over a substantial portion of the body are more
likely than waves to excite such vibration.
6.3.3.2 The vortex shedding frequency can be predicted by
the formula:
V
f = S ---D
19
6.4.1.3 The Þrst order calculation methods described in
6.4.2 and 6.4.3 provide wave forces at the wave frequency.
Higher order wave forces are discussed in 6.4.5.
6.4.2 Diffraction Theory
6.4.2.1 General
(14)
Where:
S = Strouhal number.
f = oscillation frequency (Hertz).
D = member diameter, feet (meters).
V = ßow speed normal to member, feet/second
(meters/second).
The Strouhal number varies with Reynolds number, but is
usually taken to be 0.2 in the range of Reynolds numbers relevant for TLP columns, tendons and risers.
6.3.3.3 The responses of a TLP which are sensitive to vortex shedding are strumming of the tendons and risers, and
yaw of the hull caused by vortex shedding of the columns.
Towers and cylinders on the topsides may also be susceptible
to wind vortex shedding.
6.3.3.4 Vortex-induced vibration is a hydroelastic phenomenon whose amplitude is not amenable to prediction by conventional methods of forced oscillation analysis. The
vibration amplitude has, however, been correlated with a nondimensional parameter called the reduced damping (GrifÞn,
1981). Further information on vortex shedding may be found
in Blevins (1977).
6.4.2.1.1 Wave forces are calculated in diffraction theory
by the integration of the total water pressure Þeld acting on a
body. The method is appropriate when the body is large relative to the water motion amplitude so that viscous forces are
relatively unimportant, and that the body is sufÞciently large
relative to the wavelength to modify the wave Þeld through
diffraction and radiation.
6.4.2.1.2 In diffraction theory, the ßuid is described by a
potential ßow function which satisÞes the Laplace equation
within the ßuid domain and satisÞes boundary conditions at
the bodyÕs surface, at the free surface, at the ocean bottom,
and at inÞnity. For response calculations, linear steady state
solutions to the potential function provide adequate estimates
for Þrst order wave forces. In general, the potential is
expressed as the superposition of three different wave systems:
a. The incident wave system.
b. The diffracted (or scattered) wave system as if the body is
Þxed.
c. The radiated wave system generated by the moving body
in calm water.
The Þrst two wave systems provide the wave excitation
forces while the last wave system gives rise to added mass
and wave damping forces.
6.4.1.1 The wave spectrum and/or deterministic wave
height and period used in the design should be determined as
discussed in 5.4. When applied with other environmental
parameters the wave parameters should be consistent with
respect to return period.
6.4.2.1.3 The solution for the potential function is usually
sought on the submerged body surface, and integrals of pressure over the body surface give the appropriate forces and
moments acting on the body. Analytical solutions for the
potential function for an arbitrary body are not available, so
numerical techniques are generally used. Discussion of some
of the techniques used to solve the complete body diffraction
problem may be found in Faltinsen and Michelson, 1974; and
Yue, et al., 1978.
6.4.1.2 Two approximate methods for calculating wave
forces are commonly used. These are the Diffraction Theory
and the Wave Force Equation (WFE). (Morison, et al., 1950.)
Recommendations for wave force theory selection are given
in 6.4.4.
6.4.2.1.4 One solution available for large vertical columns
is the potential function for a solitary vertical cylinder extending to the seaßoor (see MacCamy and Fuchs, 1954). An
approximation to the diffraction forces on a TLP can then be
made by summing the forces on each column.
6.4 WAVE FORCES
6.4.1 General
20
API RECOMMENDED PRACTICE 2T
6.4.2.1.5 The solution for the wave force per unit length
(F) on a cylinder where the wave is deÞned by h = H/2 cos
(kx Ð wt) is given by:
F = (2rW gH/k)[cosh k(d+z)/cosh kd]
A (kr) cos (kxÐwt+f)
(15)
with A(kr) = [J¢12 (kr) + Y¢12 (kr)]Ð1/2
and f = tanÐ1 [J¢1 (kr)/Y¢1 (kr)]
Where:
H = wave height (feet).
k = wave number (=2p/l)(feet-1).
r = radius of cylindrical member (feet).
d = water depth (feet).
g = gravitational acceleration (feet/second2).
z = elevation above mean water surface (feet) (submerged members have negative values).
x = the distance along the direction of wave propagation from the coordinate origin to the center line
of the member (feet).
J'1 & Y'1 = derivatives with respect to kr of Bessel functions
of the Þrst and second kinds, respectively.
l = wavelength (feet).
w = wave frequency (rad/sec).
rW = mass density of water.
The equation is a linearized solution which is based on
water waves of small steepness incident on a circular cylinder
of inÞnite extent. It can be applied to vertical columns with
Þnite draft, providing that the member has sufÞcient draft to
extend below most of the wave action.
6.4.2.1.6 Pontoons can be treated by means of slender
body or strip theory. The usual inner expansions of the
Laplace equation reduce the problem to 2-D ßow involving a
pontoon cross section. The 2-D boundary value problem can
be solved without much computational effort compared to the
3-D problem. One of the most commonly used techniques is
given by Frank (1967). The total force acting on a pontoon
can be obtained by integrating sectional forces along the longitudinal axis.
6.4.2.1.7 The approximations based on MacCamy and
Fuchs and Frank are valid as long as the interaction between
members of the body are small. For closely spaced columns,
or where spacings are multiples of half wavelengths, interaction effects become important. These should be checked with
a full 3-D analysis or model testing.
6.4.2.2 Limitations of Diffraction Analysis
6.4.2.2.1 Linear wave diffraction theory is based on the
assumption that wave heights and platform excursion ampli-
tudes are small. However, experiments (Chakrabarti, 1971)
have shown the method to be valid for vertical cylinders in
moderate-to-steep waves.
6.4.2.2.2 The diffraction solutions do not include viscous
forces. For hull shapes composed of large members (greater
than ten feet diameter) the viscous forces are usually insignificant at wave frequencies. At high frequencies viscous forces,
along with wave radiation effects, provide damping. At low
frequencies viscous forces provide both drift forces and
damping. Linearized viscous damping may be added to the
diffraction solution.
6.4.3 The Wave Force Equation (WFE)
6.4.3.1 General
6.4.3.1.1 When body members are relatively slender or
have sharp edges, viscous effects may be important and the
wave force may be expressed as the sum of a drag force and
an inertial force. The wave force equation (WFE) is an empirical formula for calculating forces on a member for given
water velocity and acceleration conditions (Morison, 1950;
Ippen, 1966; Newman, 1977, Sarpkaya and Isaacson, 1981).
It is based on the assumption that the presence of the member
does not appreciably alter the wave form. The wave force
equation given below has been modiÞed to account for the
velocity and acceleration of the structure.
F = Fd + Fi
(16)
Where:
F = the force vector per unit length acting normal to
the member axis (pounds) and:
Fd = drag force vector:
1
F = --- r W C D D u Ð xú ( u Ð xú) ( lbs )
2
(17)
Fi = inertia force vector:
p
p
F = --- r W C A D 2 ( uú Ð xúú) + --- r W D 2 uú ( lbs )
4
4
(18)
p
F = --- r W D 2 ( C M uú Ð C A xúú) ( lbs )
4
D = diameter of member (feet)
CD = drag coefÞcient
CA = added mass coefÞcient for body accelerations.
With this formulation, added mass should not be
included in the mass matrix.
CM = virtual mass coefÞcient (for ßuid accelerations)
CM = CA + 1
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
21
Model tests do not normally cover the appropriate parameter
ranges. Field tests have been conducted on Þxed offshore
platforms, but member sizes are not indicative of TLP hull
members. CoefÞcient determination will require careful
extrapolation of test results. Commonly accepted values are
between 0.6 and 1.2 (see Sarpkaya and Isaacson, 1981). Values well below 0.6 have been shown to occur for low Keulegan-Carpenter numbers (Verley and Moe, 1980).
u = water velocity normal to cylinder axis
(feet/second).
uú = water acceleration normal to cylinder axis
(feet/second2).
xú = velocity of member normal to its axis
(feet/second).
xúú = acceleration of member normal to its axis
(feet/second2).
6.4.3.1.2 The water velocities and accelerations can be calculated from several wave theories.
6.4.3.3 Mass Coefficients
6.4.3.3.1 The mass coefÞcients are frequency dependent.
Model tests are often the most appropriate way to produce
sufÞciently accurate estimates of CM. (See 7.8.) Mass coefÞcients can be found theoretically by Þrst performing a diffraction analysis and then equating the resulting force to the
inertial term of the WFE. This has been done for large vertical
cylinders (Meyers, Holm, and McAllister, 1969) using the
diffraction solution by MacCamy and Fuchs. When equating
the two force terms, the inertia coefÞcient yields:
6.4.3.1.3 The drag and inertia force components are vector
quantities which act in the directions of the normal components of velocity and acceleration vectors, respectively. The
drag and mass coefÞcients are empirical coefÞcients which
are generally coupled with a wave kinematics theory. They
should be used with the same theory that was used in their
derivation.
6.4.3.1.4 In the situation where current and waves occur
simultaneously, prediction of the kinematics can be complex.
A simple way is to vectorially combine the water particle
velocities from the contributing wave and current systems.
However, if the current is not uniform, then this superposition
is not correct. Vectorial combination is conservative, and is
generally used as the best available method.
CM = [4l2A(kr)/(p3D2)] cos (wt-a)/cos wt
(19)
6.4.3.3.2 The coordinate system used sets the wave zero
upcrossing at t = 0.
6.4.3.2 Drag Coefficients
6.4.3.3.3 Figure 3 gives values of a and CM as functions of
D/l.
The drag coefÞcient is a function of Reynolds number,
Keulegan-Carpenter number, roughness, and other factors.
6.4.3.3.4 This formula assumes that there is no interaction
between columns. For short waves where the vessel dimen-
2.0
20¡
Inertia coefficient, CM
a
CM
1.0
10¡
0
a
0¡
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Member diameter/wave length, D/l
Figure 3—Inertia Coefficient Found By Equating the MacCamy-Fuchs Solution to the WFE Inertia Term
22
API RECOMMENDED PRACTICE 2T
sions or column spacings are on the order of half a wavelength, interaction effects may become important. This may
be checked with a 3-D diffraction calculation.
From WFE, the steady drift force results from the free surface
integral and viscous effects.
b. In regular waves, both potential theory and WFE predict a
steady vertical force. Additionally, potential theory predicts a
double frequency force in the vertical direction.
c. In irregular waves, the potential theory and WFE predict a
steady and a slowly varying horizontal force called the wave
drift force. In potential theory this occurs at the difference frequencies of the wave energy. A current adds to the drift force
through an interaction with the viscous forces resulting from
wave kinematics.
d. In irregular waves, both potential theory and WFE predict
sum frequency forces, which, when they occur at a pitch-rollheave resonant frequency, excite springing response. In regular waves, potential theory predicts double frequency forces.
6.4.4 Force Calculation Method Guideline
The basic assumptions associated with each of the theories
should be considered when selecting the force calculation
method. Figure 4 (taken from Pearcey, 1979) provides a general guideline for applicability of the diffraction and WFE
methods based on the ratio of diameter to wave height.
6.4.5 Other Hydrodynamic Forces
6.4.5.1 Subharmonic and Superharmonic Wave
Forces
These theories are still in a state of development. The
forces, however, have been shown to be very important, since
subharmonic frequencies relate to rigid body resonance in
surge, sway, and yaw, while superharmonic frequencies relate
to the heave, pitch and roll resonance modes. These topics are
addressed in a number of references (Ogilvie, 1964; EatockTaylor and Rajagopalan, 1981; Pinkster, 1979; Newman,
1974; Faltinsen and Michelson, 1976; Faltinsen and Loken,
1979; Pinkster, 1980; Standing, 1982).
When second order terms in the potential theory, or when
Þnite wave height kinematics are used with the WFE, then it
can be shown that several different phenomena occur:
a. In regular waves a steady wave drift force is generated in
the horizontal plane. In the case of diffraction theory this
steady force results from free surface integrals and the evaluation of the full Bernoulli equation over the body boundary.
108
107
g
D
ra
Drag regime
Post critical
Re
106
100
80
60
90
%
40
30
g
ra
%
D
10
8
6
In
er
tia
10
Wave height
(feet)
20
iff
105
D
2
ra
ct
io
n
4
3
1.0
Subcritical
0.5
1.0
Tendons
and risers
3
6
10
20
Diameter (feet)
40
100
Columns
and pontoons
Figure 4—Wave Force Calculation Method and Guideline
200
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
6.4.5.2 Damping
6.4.5.2.1 Damping in resonant modes is important in the
calculation of responses.
6.4.5.2.2 Verley and Moe (1980) have published work
investigating the drag for very small oscillations of large cylinders. Model tests can be used to determine the damping, but
the viscous effects are ReynoldÕs number dependent. Care
should be exercised when estimating full-scale damping values from model test results.
6.4.5.2.3 Special attention should be given to the high
Reynolds number, low Keulegan-Carpenter number dependence of damping for vertical mode resonances.
6.4.5.2.4 The presence of current, waves, or both generally
increases damping. (cf., Wichers and Huisman, 1984; Simiu
and Leigh, 1983.) For severe condition responses, the damping should be estimated for appropriate conditions. Model
tests or time domain calculations are appropriate for this
determination.
6.4.5.2.5 The damping in the vertical modes (heave, pitch,
and roll) includes contributions from structural and soil
damping, as well as from hydrodynamics. These should be
estimated with consideration for the mode shapes and the
strains in the various parts of the system.
6.5 ICE LOADS
Superstructure icing can affect tendon tension and increase
local wind loads due to increased frontal area. Wave induced
motions of ßoating ice can impose local impact forces which
should be considered in the design of the structure.
6.6 WAVE IMPACT FORCES
Wave slamming must be evaluated for its local effect on
structural or ßotation members and, if warranted, be included
in the overall solution of the equation of motion.
6.7 EARTHQUAKES
For TLP sites where earthquakes are a concern, appropriate
ground acceleration time histories should be obtained. For
TLP tendon tension responses, the vertical ground motion is
much more critical than horizontal ground motion. Additional
guidelines for earthquake ground motion are referred to in
API Recommended Practice 2A.
6.8 ACCIDENTAL LOADS
The potential for accidental loads arising from various
kinds of collision, dropped or swung objects, or other events
should be considered in the design of the structure. Consideration should be given to employing active and passive measures in the design to resist or absorb such loads. These
23
measures could include, but not be limited to, thickening deck
plate in areas where material handling is performed, shielding
risers in the wave zone, or determining the energy absorption
capacity of the structure and/or mooring system. For the latter
consideration, such absorption capacity should be consistent
with the size and actual speed of vessels working close to the
platform.
6.9 FIRE AND BLAST LOADING
Offshore facilities treating hydrocarbons have a potential,
however small, for either Þre or explosion or both. The result
of an explosion from a structural sense is an overpressure that
tends to dissipate with distance. Any object in the vicinity of
this explosion interacts with the overpressure. Fire causes a
thermal loading on nearby objects which in turn causes both
deformation and stress. Prolonged thermal loading also can
result in changes in material modulus and yield point. The
design of an offshore structure should include a systematic
treatment of these potentially adverse loadings.
7 Global Design and Analysis
7.1 GENERAL
7.1.1 The purpose of this section is to describe methods for
performing the response analysis of Tension Leg Platforms.
Environmental information needed for the analysis is presented in Section 5, the derivation of environmental forces
and moments on the platform is given in Section 6. The calculation of platform motions, mooring system loads, and
loading on the structure are included in this section. The
response analysis described herein is directed, when possible,
at a working stress design (WSD) approach. Extreme
responses are calculated to a design return period, and can
subsequently be used in a WSD or load resistance factor
design (LRFD) approach.
7.1.2 The design of a tension leg platform requires the
application of analysis methods to estimate a number and
variety of responses which are not commonly considered in
the design of conventional fixed offshore structures. Environmental forces result in steady and dynamic platform displacements and loading on the overall TLP system, see figure 5.
Analysis methods of varying degrees of complexity have
been adapted from practices developed for design and analysis of ships, semisubmersibles, large volume gravity base
platforms and steel space-frame structures. Solutions may be
characterized as linear or nonlinear, frequency domain or
time domain, and deterministic or probabilistic: these will be
discussed below in the context of the several relevant modes
of response. Emphasis is placed on the use of multi-parameter
forcing function inputs for a number of the design responses.
The designer must work with a relatively extensive environmental data set in order to identify events and combinations
of events giving design responses.
24
API RECOMMENDED PRACTICE 2T
7.2 EXTREME RESPONSES
Extreme responses are considered to be those responses
which govern the design of the TLP. They generally include
offset, yaw, minimum and maximum tendon tension, and
deck clearance. The design events are those environmental
events which produce the extreme responses. The environmental events are generally associated with various load cases
as described in Section 5 to provide complete design cases.
7.2.1 Statistical Analysis
The prediction of extremes for a number of major system
responses requires the selection of appropriate design events
and the use of analytical tools discussed in 7.7. The methods
described are based on a deterministic analysis whenever possible and are intended to be used as part of a working stress
design. A probabilistic analysis combined with reliability
based design methods (see Moses, 1983 and Leverette, 1982)
may provide a more versatile method for developing an optimum design, but requires extensive analysis. The main difÞculty in using a deterministic approach is identifying
appropriate design events. The speciÞcation of these events is
dependent on the system design, and therefore should be
done as part of the preliminary design. Because each response
is somewhat different, this section includes separate comments on each major system response.
The different approaches to calculating design responses
are given schematically in Figure 6. The alternate paths are
similar in that all involve the two components of 1) response
analysis of the system in the environment, and 2) probabilistic
analysis of the extremes. The differences lie in the order in
which these operations are performed, and in the amount of
computation involved.
7.2.1.1 Deterministic Response Analysis
See path ÒCÓ in Figure 6. Deterministic design analysis
involves performing statistical analysis on the environment as
the Þrst step. A suitable extreme event is identiÞed which is
expected to produce the most severe response. The second
step is the actual calculation of the response to this event.
This method minimizes the amount of work involved in calculating system responses. The combination of maximum
wave, maximum wind, maximum storm current, and maximum tide does not necessarily produce the worst design case
for all parameters of interest and the same event does not provide the extremes for all of the major design responses.
7.2.1.2 Probabilistic Analysis
See path ÒAÓ in Figure 6. A full probabilistic analysis
involves calculating responses to the entire suite of possible
environmental conditions. Statistical analysis of these
responses is then performed in order to predict a suitable
extreme for each response. This requires a much more extensive set of environmental data.
7.2.1.3 Semi-Probabilistic Analysis
Heave
7.2.1.3.1 See path ÒBÓ in Figure 6. The deterministic procedure is often inadequate in the proper speciÞcation of
design cases. A full probabilistic analysis requires more data
than is commonly available and requires more analysis cases
than are generally feasible. An intermediate approach is a
semi-probabilistic method. This path involves some reduction
in the environmental data to identify the generally more
Yaw
Sway
Pitch
Incident waves
b
Surge
(platform
north)
Ensemble of
lifetime responses
analy
onse
Extreme storm
responses
A
B
C
Resp
C.G.
sis
Roll
Extreme
Response
Field
environment
Extreme
storm
Extreme
wave
Statistical analysis
Figure 5—TLP Motion Nomenclature
Figure 6—Design Analysis Paths
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
severe conditions and combinations of events. The system
responses to these are calculated and these are further
reduced to predict the extremes.
There are a number of advantages to this compromise:
a. The number of analysis cases are kept within reason.
b. The requirements are within the bounds of typical data
availability.
c. The designer assists in the process of determining combinations of events producing extreme responses.
7.2.1.3.2 Through the course of a design, various paths
through Figure 6 will be followed. In conceptual design, a
deterministic analysis is usually used for initial sizing. During
the Þnal design, a semi-probabilistic analysis may be used to
predict the maximum global responses. Once the extreme
events are identiÞed, a deterministic analysis may be used for
local structure design and scantling sizing. Following completion of the design, a probabilistic analysis may be used for
risk analysis and design veriÞcation.
7.2.2 Environmental Parameters
7.2.2.1 Environmental parameters important to response
are:
a. Wind:
1. Mean wind speed.
2. Mean wind direction.
3. Wind power spectral density function.
b. Wave:
1. SigniÞcant wave height.
2. Mean wave period.
3. Wave amplitude spectral density function.
4. Mean wave direction.
5. Wave directional spreading function.
c. Current:
1. Surface current speed.
2. Surface current direction.
3. Current proÞle (speed and direction).
d. Tide:
1. Astronomical tide.
2. Storm surge.
7.2.2.2 The number of parameters involved cause the primary shortcoming of deterministic analysis. While more rigid
structures are typically dominated by wave forces, responses
of a TLP are also strongly affected by wind, tide/storm surge,
higher order wave drift forces, currents, and wind dynamics.
Simultaneous occurrence of independent extremes for each of
the above parameters produces results which range from
overly conservative for some responses to marginally nonconservative for others. In order to produce a reasonable and
safe design, the designer must evaluate and specify the design
event or condition for each response.
25
7.2.3 Maximum Offset
The prediction of maximum horizontal excursion is important for analysis of riser and tendon systems and for speciÞcation of riser and tendon hardware. The maximum offset also
partially governs the deck height requirement because of
platform setdown with offset. Analysis of the horizontal
motions (surge, sway, and yaw) is often termed station-keeping analysis.
The designer may consider directional distributions of
environmental conditions. The assumption of colinear wind,
wave, and current is appropriate in the absence of data. If
enough information is available, use of appropriate non-colinear environments may be used and can result in a more accurate estimate of maximum offset.
7.2.3.1
Environmental Forces Contributing to
Offset
The environmental forces of interest can be classiÞed by
their frequency content as 1) steady or mean forces, 2) wave
frequency forces, and 3) low frequency forces.
The steady or mean forces result in a mean offset of the
platform. The low frequency forces excite motion which is
below wave frequencies and predominately at frequencies
near the surge, sway, or yaw natural frequencies of the platform. The wave frequency forces result in wave frequency
surge, and sway motions.
7.2.3.1.1 Mean or Steady Forces
The following steady forces should be considered:
a. Mean wind forcesÑSee 6.2. The wind speed used should
be an average wind speed for an extended period (on the
order of one hour) based on the appropriate environmental
conditions (return period).
b. Current forceÑSee 6.3.2. The drag contribution due to
tendons and risers should be included in estimating the total
force.
c. Steady wave driftÑSteady wave drift forces result from
wave diffraction and from second order viscous effects. The
interaction between waves and current can also result in
steady forces which must be considered. See 6.4.3 for a discussion of these forces.
7.2.3.1.2 Wave Frequency Forces
The wave frequency forces are dominated by Þrst order
drag and inertial wave loads on the platform. These forces are
discussed in 6.4 (Wave Forces).
7.2.3.1.3 Low Frequency Forces
The following forces contribute signiÞcantly to low frequency motion and should be considered:
API RECOMMENDED PRACTICE 2T
a. Wind forcesÑThe wind gust spectrum (see 5.4 and 6.2.3)
should be used to model the wind speed variation from the
average wind speed.
The mean wind speed which is used as a parameter in most
gust spectrum models should be the same as the wind speed
used to estimate the mean wind force. Simiu and Leigh
(1983) discuss the calculation of time varying forces on the
platform from the wind gust spectrum.
b. Wave/current forcesÑA force spectrum for slowly varying (low frequency) wave drift forces should be estimated for
the appropriate wave conditions.
Pinkster (1980) gives a method to estimate the force spectrum from second order potential wave drift given the steady
wave drift forces vs. wave frequency and the appropriate
wave spectrum. It may also be appropriate to consider contributions from viscous wave drift and wave/current interactions. Burns (1983) gives an approximate method to estimate
the effects of wave/current interactions.
7.2.3.2 Offset Components
7.2.3.2.1 The TLP horizontal motions can be conveniently
divided into three contributions corresponding to the classiÞcation of forces discussed above:
a. Mean offsetÑThe mean vessel offset can be estimated by
developing a restoring force vs. offset function and applying
the estimated mean force to give an estimate of mean offset.
The restoring force function depends on setdown, tendon
stretch, catenary effects, and the effect of time varying tendon
tension.
b. Wave frequency motionsÑThe wave frequency horizontal
motions can be modeled by using either the time or frequency
domain techniques discussed in 7.6.3 and 7.6.4.
c. Low frequency motionsÑThe low frequency motions can
also be modeled using either time or frequency domain techniques.
7.2.3.2.2 For frequency domain modeling, the force spectrum for wave drift (or total low frequency wave forces) can
be combined with the wind force spectrum to give a total low
frequency force spectrum (see 6.2.3 and 6.4.5). Assuming
that the low frequency wind and wave forces are independent,
the total low frequency force spectrum is given by the sum of
the low frequency wave force spectrum and the low frequency wind force spectrum.
7.2.3.2.3 This total force spectrum can then be multiplied
by the appropriate motion transfer function to obtain the
desired horizontal motion. Time domain simulation can also
be used to obtain the low frequency motion. However,
because the low frequency motions are dominated by the
surge, sway and yaw resonances with natural periods on the
order of 60 to 150 seconds, a long time simulation is required
to include a signiÞcant number of cycles. Modeling of the
time series should be done carefully. The use of discrete fre-
quencies is discussed by Tucker et al., 1984. For time simulation a time history of low frequency forces is generated from
wind and wave force spectra or directly from wind velocity
and wave proÞle time histories.
7.2.3.2.4 Because low frequency motion is dominated by a
resonant response, the estimation of damping is important.
Further discussion of damping is provided in 6.4.5.2, 7.6.3.5,
and 7.6.4.5.
7.2.3.3 Estimating Extreme Offset for Design
7.2.3.3.1 Due to the contribution of the low frequency resonance, the resulting motion (combined low and wave frequency motion) is broad banded. Figure 7 shows an example
motion spectrum for a TLP in an extreme storm.
7.2.3.3.2 The estimation of the extreme value of offset
should consider the wide band nature of the process and be
based on wide band statistical methods such as those
described in A.Comm.7.7.
7.2.3.3.3 It is possible to estimate extreme offset by performing full length time domain simulations. However, in
many cases the simulation times and number of simulations
required will be prohibitive. A frequency domain approach or
an approach based on estimating spectral parameters from a
short time domain simulation is more tractable than full
length time simulations.
7.2.4 Maximum Yaw
The prediction of maximum yaw is important for predicting the maximum rotation of riser and tendon top terminations and for the yaw contribution to horizontal excursions.
The prediction of maximum yaw is similar to predicting maximum offsets. The methods of 7.2.3 apply to yaw prediction
except that moments on the vessel must be modeled instead
of forces. This section will discuss only considerations speciÞc to yaw which are not identiÞed in 7.2.3.
Surge energy density (thousands)
26
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
0
0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18
Frequency (hertz)
Figure 7—Surge Motion Spectrum
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
7.2.4.1.1 In modeling the environmental forces contributing to yaw, the designer must consider the likely conditions
and environmental directions which would result in extreme
yaw. For example, the wind directions resulting in the greatest steady and oscillating moments on the vessel should be
considered. Modeling of wind induced moments is particularly difÞcult. Consideration should be given to moments
induced by spatial variability.
7.2.4.1.2 Non-central center of gravity locations will tend
to increase yaw responses to waves. Any likely loading conditions such as non-symmetric placement of drilling rigs or
non-symmetrical riser installations should also be considered.
Checking of various wave headings may be required because
symmetric wave loadings will minimize the yaw response to
waves. Multi-directional seas tend to excite yaw more than
uni-directional seas.
7.2.4.1.3 Another source of yaw excitation can be vortex
shedding from the columns in a steady current. Resonant coupling between the vortex shedding and yaw motion has been
shown to occur in model tests, and should be checked for in
high current areas. (See 6.3.3.)
7.2.4.2 Estimating Yaw Response
The yaw response can be estimated using the same techniques outlined for offset in 7.2.3.3. The modeling of damping is also important in estimating yaw response.
7.2.5 Maximum Tendon Tension
7.2.5.1 Tendon loads arise from pretension and environmental effects. The nominal pretension is selected in order to
control minimum tension, or to limit maximum offset. The
following components should be considered for maximum
tendon tension determination:
a. Quasi-static:
1. ToÑDesign pretension at mean water level.
2. TtÑTide/storm surge water level variation loads.
3. TlÑLoad and ballast condition/weight variations/
design margin.
4. TmÑTension due to overturning moment from wind
and current forces.
5. TsÑTension caused by setdown due to static and
slowly varying offset (wind, wave drift, and current).
b. Wave induced tension:
1. TwÑTension variation from wave forces and wave
induced vessel motion about the mean offset (including
any coupled tendon responses).
2. TfÑLoads from foundation mispositioning and the
instantaneous offset.
3. TrÑLoading due to heave, pitch, and roll oscillations at
their natural frequency (ringing and springing, including
possible underdeck slamming loads).
c. Individual tendon effects:
1. TiÑIndividual tendon load sharing differential (one of
a group of tendons generally carries a greater share of the
load because of anchor template rotational tolerances, vessel yaw, initial setting tolerances, etc.).
2. TvÑTension induced by vortex shedding responses of
an individual tendon.
7.2.5.2 Maximum tendon tension may be estimated using a
linear superposition incorporating the effects discussed
above:
Tmax = To + Tt + Ti + Tm + Ts + Tw + Tf + Tr + Ti + Tv
(20)
7.2.5.3 Figure 8 illustrates the superposition of these tension contributions. This approach is adequate if a maximum
design condition can be determined which accounts for the
statistical characteristics of the random sea condition. The
value of Tmax should correspond to the maximum expected
tension over the design return period. This should be determined from a statistical evaluation of the components of
Equation 20, including their joint probabilities of occurrence.
7.2.5.4 When calculating the maximum stresses in the tendons, there are other stresses and loads which sometimes
have to be included. For example, if the tendons contain ßuid
at a temperature other than seawater temperature, then thermal stresses should be considered.
7.2.5.5 If all of the terms in Equation 20 are taken to be
extreme or maximum values, the resulting estimate of tension
will be very conservative, with a much lower probability of
occurrence than the return period of any one of the terms. In
order to calculate a reasonable design value for maximum
Maximum Tendon Tension
Up Wave Leg
Foundation mispositioning
Wave
Tendon tension
7.2.4.1 Environmental Forces Contributing to Yaw
27
Offset
Pretension
Wind
Tide/surge
Figure 8—Maximum Tendon Tension Up Wave Leg
28
API RECOMMENDED PRACTICE 2T
tension, the joint statistics of the driving functions should be
considered. The joint statistics of wind, wave, current, and
tide/surge can be used with the vessel response functions to
estimate a tension corresponding to the design return period.
See Leverette, 1982.
7.2.5.6 An alternate method to the superposition formula
given in Equation 20 is to perform a full dynamic analysis of
the vessel to wave, wave drift, and wind dynamic forces and
perform a statistical analysis of the tension responses. This
can be done in time or frequency domains. Care must be
taken to properly model the correlation of the various input
parameters. This procedure is a more rigorous way to predict
the tension response and includes the joint statistics as well as
the system response to joint events. This method is recommended if the data and analysis capabilities are available.
7.2.6 Minimum Tendon Tension
7.2.6.1 Like maximum tension, minimum tension is determined by linear superposition of pretension and environmental effects:
Tmin = To Ð [Tt + Tl + Tm Ð Ts + Tw + Tf + Tr + Ti]
(21)
7.2.6.2 The minimum tension calculation is illustrated in
Figure 9. Although the form of this equation is similar to
Equation 20, the values of the terms may be different. In particular, the loading condition and conÞguration corresponding to the most probable minimum tension conditions are
different than those corresponding to the maximum tension
conditions. For example, the positive tide and surge term will
be different from the negative term, and the minimum tension
will generally come from the minimum rather than maximum
slowly varying offset which is associated with an extreme
wave event.
7.2.6.3 For negatively buoyant tendons, the minimum tension occurs near the lower tendon connection, hence the tendon weight (in water) needs to be subtracted from the
Tendon tension
Minimum Tendon Tension
Down Wave Leg
Pretension
minimum tension at the upper ßex element. Otherwise, the
tension components may be evaluated by a method similar to
those described above for maximum tensions. Note that the
term representing vortex shedding due to wave and current
action need not be considered for minimum tension calculations.
7.2.7 Tendon Angle
7.2.7.1 Maximum tendon angle at the upper and lower ßex
assemblies is closely tied to maximum surge and yaw, with
the addition of any tendon motion effects. Accuracy of fabrication and of foundation installation should also be considered. The maximum value is used for design of the ßex
assembly, for hull and foundation clearance allowance, and
for calculating bending stresses in the tendon.
7.2.7.2 The maximum angles may be calculated using the
maximum surge and yaw calculation methods together to predict a maximum excursion for the upper ßex joint. This can
be used as input to an analysis of the tendon motion response
(see Section 9) which provides the angle responses. Due consideration of the consequences of exceeding the predicted
extreme should be included when calculating the response
(see discussion of risk parameter in 7.7).
7.2.7.3 In addition to maximum angle, the ßex joint
designers generally need the envelope of load range and angle
for completing the ßex joint design. Minimum load at high
angles is likely to be of as much concern as maximum load.
Joint statistics of wind, wave, and current are needed to properly estimate the load/angle envelope. Frequency domain
methods can be used if phase information between offset and
tension is retained. Time domain and model test methods are
also suitable.
7.2.8 Deck Clearance
7.2.8.1 The minimum clearance between the deck and a
wave crest is an important parameter in the design. The deck
clearance has an effect on the vertical position of the center of
gravity and in turn on the maximum and minimum tendon
tensions. The deck elevation also affects the wind load and
wind overturning moments. In general, a higher deck has
adverse effects on tendon tension responses. However, large
tendon tension variations may result if the deck is too low and
waves strike the lower deck.
7.2.8.2 In determining the deck clearance, one should consider:
Offset
Tide/surge
Wind
Foundation
mispositioning
Wave
Figure 9—Minimum Tendon Tension Down Wave Leg
a. Wave crest elevation.
b. Storm and astronomical tides.
c. Platform setdown due to platform offset and yaw.
d. Local wave modiÞcations due to the presence of the hull.
e. Dynamic vertical motion of platform.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
f. Air gap.
g. Phase angle between wave crest and platform position.
7.2.8.3 The designer has two general options: Provide a
minimum deck clearance, or allow for wave impact on portions of the deck, hull, or lower appurtenances.
7.2.8.4 In the second option, the designer must have conÞdence in the accuracy of the wave crest elevation and the contact should only be localized. The deck bottom should be
designed for the anticipated local and global wave slamming
forces. The effect of wave slamming on tendon tensions and
the hull heave and pitch accelerations should be considered.
29
more information on the fatigue properties, but the probabilistic approach requires more input data than is often available. The three methods following are in order of increasing
complexity and data requirements.
7.3.1.1 Method 1—Discrete Wave Height and
Period
7.2.8.5 Members subjected to wave run up should be
designed for the associated forces.
The wave height/period joint statistics are operated on by
appropriate transfer functions which yield force and motion
statistics that are period dependent. Because of the sensitivity
to wave period, traditional methods using a mean period for
each wave height are not applicable. Wave drift, wind, and
current response statistics can be estimated using similar
methods.
7.2.9 Lateral Accelerations
7.3.1.2 Method 2—Frequency Domain
The lateral accelerations of the platform are used in the
design of the structure and in the design of equipment and
equipment supports. In addition to the in-service condition
other conditions during fabrication, transportation, and installation phases of the platform life should be considered. The
response of interest is generally the extreme horizontal acceleration, although operating condition accelerations may be
important in the design of process equipment and deck drainage systems.
The wave spectrum statistics are operated on by appropriate response amplitude operators (RAOs) which yield the
force and motion spectra statistics.
The response statistics to wave drift force, current, wind,
and platform loadings are estimated using Method 1. The
RAOs can be generated with a regular sea or random sea and
with frequency, or time domain simulations. Regular sea or
random sea model tests can also be used.
7.3.1.3 Method 3—Random Time Domain
7.2.9.1 Contributing Factors
Global lateral accelerations are governed by the dynamic
horizontal offset forces acting on the platform. These are
dominated by Þrst order wave forces, but may also include
wind and wave drift components. Local lateral accelerations
are also produced by the rotational responses of pitch, roll
and yaw.
A simulation of the response to the environment is performed for an extended period of time. The response statistics
are generated from this time history.
7.3.2 Tendon and Foundation Loads
7.2.9.2 Estimating Lateral Accelerations
The tendon and foundation loads can be calculated using
one of the above methods; however, the results should be
modiÞed to include the following effects, if present:
The wave frequency motions and accelerations are estimated by frequency or time domain solutions to the equations
of motion or by model tests. Deterministic or short term probabilistic methods can be used to predict the maximum wave
frequency response.
a. Ringing and springing (see 6.4.5 and 7.2.5).
b. Wave slamming force on the deck, if this will be permitted
(see 7.4.5).
c. Effect on the tension RAO of the setdown caused by surge,
sway and yaw, the tides and the platform loading.
7.3 RESPONSES FOR FATIGUE ANALYSIS
7.3.3 Surge Offset/Tendon Flexjoint
7.3.1 General
The offset/tendon angle can be calculated using one of the
above methods. The effect of the tide, storm surge, and platform loading on the offset should be considered (see 7.2.3).
This section provides guidance in the prediction of the
response histories for fatigue calculations. The prediction of
fatigue life or damage is by nature a statistical procedure. In
the past, deterministic analysis with high safety factors have
been the norm. However, numerous investigators are developing more accurate probabilistic approaches (see Wirsching,
1983). These methods inherently furnish the designer with
7.3.4 Hull Forces
The hull forces (see 7.4) can be calculated using one of the
above methods. Forces generated by tendon ringing and wave
slamming should be considered.
30
API RECOMMENDED PRACTICE 2T
7.4 HYDRODYNAMIC LOADS FOR HULL DESIGN
7.4.1 General
7.4.1.1 Local loadings are deÞned as those loads which are
locally applied to the platform for the detailed design of individual members and nodes. The loads produced for this purpose are used as input to the procedures deÞned in Section 8.
Local loading can be derived either from time domain analysis at various phases within the steady state wave cycle or
from frequency domain analysis by obtaining maximum
loads at a prescribed wave frequency. Loads may be resolved
at discrete nodes or may be left as pressures acting over sections of structural members.
7.4.1.2 Environmental conditions for deriving local loadings are given in Section 5. Not all of these conditions need to
be investigated when determining loads for structural design.
Conditions which are important are related to hydrostatic
pressures on submerged members, squeezing, prying and
racking of the hull frame, wave slamming, or extreme drag
such as high current or towing conditions.
7.4.1.3 Local loads relating to equipment arrangement,
deck mating, and internal member pressures are given elsewhere in this recommended practice.
7.4.2 Hydrostatic Head
7.4.3.2 The maximum squeezing and prying loads generally occur in waves that are twice the length of the platform.
A deÞnition of maximum wave height as a function of wave
length or period permits a rapid scan to identify the design
condition for this response. This wave will not generally be
the design case for all aspects of the structure. Load conditions with head, quartering, and beam seas should be
checked.
7.4.4 Maximum Wave Loads
In addition to local loads which affect the global frame of
the platform, individual member designs may be governed by
loads resulting from extreme wave heights. Pressures on individual members should be calculated for the extreme waves
as determined by the design wave spectra.
7.4.5 Wave Slamming Loads
Allowance should be made for members subject to wave
slam. These members include columns, vertical braces, risers,
and possibly members forming the underside of the deck. If
appropriate, waveborne ice impacts should be considered.
7.4.6 Towing Loads
7.4.2.1 Hydrostatic head on each submerged structural
member is determined from a combination of submergence
and tide. Loads are applied statically at various elevations
along each memberÕs length. Pressures are determined by the
equation:
p = rW g(z + t)
dition occurs when lateral loads act outward away from the
platform center.
(22)
Where:
p = local pressure.
g = acceleration of gravity.
rW = unit mass of seawater.
z = vertical distance from mean water level (MWL)
to point of applied pressure (positive down).
t = height of tide above MWL.
7.4.2.2 Additional local pressure is applied to submerged
members in the presence of waves and current. This pressure
should be consistent with the force applied to the platform by
waves and current and will vary with the sophistication of the
force model.
7.4.3 Squeeze-Pry Racking Loads
7.4.3.1 Major joints and braces of the hull are affected by
squeezing and prying action of the hull. A squeeze condition
is deÞned as one where lateral loads from a wave are maximum inward toward the center of the platform. A prying con-
During tow to the installation site, the platform will be subjected to towing loads. Depending upon the location and
length of the tow, certain members may experience loads
which exceed the inplace design loads.
7.4.7 Construction and Installation Loads
Loading conditions during construction and installation
should be considered.
7.5 STATIC AND MEAN RESPONSE ANALYSIS
7.5.1 General
Static and mean response analysis consists of determining
the static equilibrium with no wind, wave, or current present,
and then determining a mean position due to steady environmental loads acting on the platform. The determination of a
mean or equilibrium position is necessary to proceed with a
frequency domain dynamic analysis. Similarly, an initial condition is needed for a time domain dynamic analysis.
7.5.2 Determination
7.5.2.1 Static Equilibrium in Still Water Condition
7.5.2.1.1 The determination of the static equilibrium (or
Òweight balanceÓ) with the Òstill waterÓ condition, is fundamental to sizing of the TLP and is the starting point for fur-
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
ther analysis. A static equilibrium analysis should be
performed for each loading condition to be analyzed (see
8.3.3).
7.5.2.1.2 Determination of the static equilibrium should
include the following:
a. The total platform weight associated with each loading
condition to be analyzed.
b. The total platform displacement (the total platform buoyancy) for each draft to be analyzed.
c. All riser and tendon tensions acting on the platform in
each loading condition to be analyzed.
d. All hook loads which are signiÞcant for the loading cases
to be analyzed.
7.5.2.1.3 The platform weight should include the weight of
all structural elements, permanent appurtenances, and all
equipment permanently mounted on the platform. In addition
the platform weight should include all weights which are
appropriate to the loading condition to be analyzed. These
temporary loads should include the weight of equipment, consumable supplies, ballast, marine growth or ice on the structure, and any other temporary weights which are appropriate
for the loading case being analyzed. Note that the various
loading cases (identiÞed in 5.5.2, 8.3.3, and 9.3.2) may
involve signiÞcant variations in temporary or removable
weights and loads to be included in static equilibrium analysis.
7.5.2.1.4 A general representation of the vertical force balance of the TLP in static equilibrium is given by:
B = WDS + WHS + WDP + WHP +
WB + PR + PT +WM
(23)
Where:
B = platform buoyancy (total buoyancy of the platform for a given draft).
WDS = weight of deck structure.
WHS = weight of hull structure.
WDP = weight of all equipment in or on deck including
production equipment, drilling equipment, utilities equipment, marine equipment, consumables,
stored liquids, quarters, lifesaving equipment,
and future growth.
WHP = weight of all equipment and stored liquids in the
hull.
WB = weight of ballast in platform.
PR = riser pretension (at the top of riser, where
attached to platform).
PT = tendon pretension (at the top of the tendon. where
attached to the platform).
WM = any other weight appropriate for the loading case
considered including, if appropriate, ice loading,
marine growth, and any signiÞcant hook loads.
31
7.5.2.1.5 A similar balance should be performed for other
degrees of freedom of the platform. Because of the weight
sensitivity of the tension leg platform, it is important that the
various weight components be estimated as accurately as possible. It is normal to include a weight margin which is consistent with the conÞdence bounds of the estimate. Since future
payload cannot be increased without modifying the hull displacement, this helps minimize the number of design iterations which will be required. See 4.6 for further comments on
weight estimating.
7.5.2.2 Tidal Effects
7.5.2.2.1 Changes in buoyancy due to tidal effects can signiÞcantly affect mean tendon tensions. Therefore, the choice
of a tide condition for static equilibrium analysis is important.
Changes in tide conditions should be considered in evaluating
the various maximum responses of interest:
a. A high mean water level tends to increase maximum tendon tensions, hydrostatic loading on the hull, and current
loading on the hull, and tends to decrease deck clearance.
b. A low mean water level tends to decrease minimum tendon tensions and to decrease the horizontal restoring forces
for a given horizontal offset.
7.5.2.2.2 These effects of tide may be taken into account
by performing a static balance at the various appropriate tide
levels to provide a starting point for further analysis or by
making allowances for the appropriate tide level in calculating
extreme responses. For example, the effect of the highest tide
level consistent with the probability of simultaneous occurrence of other extreme environmental conditions should be
taken into account in estimating maximum tendon tensions.
7.5.3 Mean Response Analysis
7.5.3.1 The analysis of the TLP response to mean or steady
environmental forces may be used to determine the initial
condition for time domain analysis of the platform dynamic
response or for frequency domain analysis of the platform
dynamics. The dynamic analysis of risers or tendons often
requires an estimate of mean platform position as input for
further analysis.
7.5.3.2 The estimate of mean response should begin with
the still water condition discussed in the previous section.
Then the following effects should be added:
a. Tendon effects including pretension, tendon weight in
water (catenary effect), foundation mispositioning, and platform ÒsetdownÓ effects. Platform setdown increases tendon
tension as the platformÕs horizontal displacement increases.
In some cases tendon stretch is important and should be
included in modeling tendon effects.
b. The mean forces and moments acting on the platform due
to wind.
32
API RECOMMENDED PRACTICE 2T
c. The mean forces and moments acting on the platform due
to wave drift and current forces.
d. The effect of current forces on the risers and tendons.
7.5.3.3 Note that an analysis of mean response will be
required for various loading cases (identiÞed in 8.3.3 and
9.3.2). Weight variations and tidal variations might be important in addition to changes in wind, wave, and current forces,
and should be included in the loading cases used for analysis
of mean response.
7.5.3.4 The steady offset and setdown are important outputs from analysis of mean response. Figure 10 illustrates the
nonlinear behavior of the horizontal restoring forces versus
horizontal offset for a typical TLP.
7.5.3.5 If the wind, wave, and current directions are
assumed colinear, and incident on an axis of symmetry of the
vessel, the mean response analysis can be done considering
responses only in the direction of the environment. In such
cases, three degrees of freedom are eliminated from the platform response and only platform heave, surge, and pitch in the
direction of the environment need be considered. This simpliÞcation is often used as a preliminary design calculation.
7.6 EQUATIONS OF MOTION AND SOLUTIONS
7.6.1 General
7.6.1.1 This section describes the equations of motion governing the dynamic response and discusses the frequency
domain and time domain techniques used to solve these equations.
7.6.1.2 Frequency domain analysis is the closed form solution of ordinary or partial differential equations by means of
Laplace or Fourier transform techniques. Frequency domain
analysis has been applied extensively to problems of ßoating
vessel dynamics. Frequency domain techniques can estimate
response to random waves including platform motions and
accelerations, tendon loads and angles, and hydrodynamic
loads.
7.6.1.3 The most signiÞcant limitation of frequency
domain techniques is that all nonlinearities in the equations of
motion must be ignored or replaced by linear approximations.
In cases where both time and frequency domain techniques
are applicable, the frequency domain often has the advantage
of simplifying the computations, so is used for preliminary
design. In addition, the frequency domain input and output is
often more convenient and useful for the designer.
7.6.1.4 Time domain analysis is the direct numerical integration of the equations of motion allowing the inclusion of
all system nonlinearities. For example, ßuid drag forces proportional to velocity squared can be incorporated without
prior linearization. This advantage over the frequency domain
technique is gained at the expense of increased computing
time and increased complexity in calculation results.
7.6.1.5 The equations of motion are the same no matter
which solution technique is adopted, but their formulation
must reßect the limitations and strengths of the selected
technique.
7.6.2 Equations of Motion
7.6.2.1 The forces acting on the system are generally a
function of both time and vessel position. In order to try to
separate the forces into separate terms to allow simple solution, a number of assumptions and linearizations are usually
made. The expression generally used to describe the motion
is given by:
M ( t )xúú + N ( t )xú + K ( t )x = F(x,t )
(24)
Where:
M(t) = inertial mass matrix.
N(t) = damping matrix.
K(t) = stiffness matrix.
x = system displacement vector.
xú = system velocity vector.
xúú = system acceleration vector.
Restoring force
7.6.2.2 A common assumption is to limit the system model
to a rigid platform and exclude riser and tendon displacements. The system then has the 6 degrees of freedom
described by Figure 11. The Þxed coordinates are coincident
with the principal directions of the platform when the platform is at rest. The assumption of no interaction between tendon and riser dynamic response and the platform dynamic
response leads to the label of Òuncoupled analysisÓ for this
simple case.
Offset
Figure 10—Restoring Force With Offset
7.6.2.3 A convenient coordinate system is a Þxed right
handed coordinate system with origin at the mean position of
the center of gravity of the platform. For the simple model
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
described in Figure 11, the position vector coordinate is
given by:
ì x 1 surge
ï
ï x 2 sway
ï
ï x 3 heave
x = í
ï x 4 roll
ï
ï x 5 pitch
ï
î x 6 yaw
33
7.6.2.6 The damping matrix is important in limiting platform resonant responses and has signiÞcant contributions
from platform wave radiation and drag on the hull, tendons,
and risers.
7.6.2.7 The stiffness matrix contains hydrostatic terms for
the platform, geometric terms due to tendon/riser tension
combined with platform offset to produce forces restoring
offset, and elastic terms introduced by tendon and foundation
ßexibility.
7.6.2.4 Models with more than 6 degrees of freedom can be
developed by including displacement degrees of freedom on
the risers and tendons. Such models couple the analysis of
platform and tendons/risers. These models are useful for deep
water or when tendon/riser masses are a signiÞcant portion of
the total system mass. These are referred to as Òcoupled analyses.Ó Some analysts have also relaxed the assumption of a rigid
platform and added degrees of freedom to the platform model.
7.6.2.5 The mass matrix include the mass of the platform
steel, equipment and variable loads, and the Òadded massÓ of
the surrounding water. Inertia forces introduced by the tendons and risers should be accounted for in the mass matrix in
an approximate fashion for 6 degrees of freedom (DOF) models, or more exactly in coupled tendon/riser/platform analyses
with a large number of DOFs.
7.6.2.8 The time-dependent force vector includes the many
external forces discussed in Section 6. These forces are often
categorized by their frequency relative to the resonant frequencies of the platform/tendon/riser system:
a. Nearly steady forces that can be considered static because
they vary at frequencies much lower than any platform resonant frequencies.
b. Slowly varying forces near the surge, sway and yaw natural frequencies. These responses typically have periods in the
range of 1 to 4 minutes.
c. Forces at wave frequencies.
d. Forces at frequencies near the heave, pitch and roll natural
frequencies. These resonances typically have periods in the
range of 1 to 5 seconds.
7.6.3 Frequency Domain Modeling and Solutions.
7.6.3.1 General
X3 Heave
X6 Yaw
X2 Sway
X5 Pitch
Incident waves
b
X1 Surge
(platform
north)
X4 Roll
C.G.
Figure 11—Simple Model For TLP Response Analysis
7.6.3.1.1 Frequency domain analysis refers to the solution
of the equations of motion by methods of harmonic analysis
or methods of Laplace and Fourier transforms. The result of a
frequency domain analysis is a description of the variables of
interest (platform motions, platform forces, tendon forces,
etc.) as functions of frequency. The method is naturally suited
to the analysis of systems exposed to random environments
because it provides a clear and direct relationship between the
spectrum of the environmental loads (see 5.4.3) and the spectrum of the system response. The system response spectrum
can then be used to estimate the short term statistics of the
variable of interest.
7.6.3.1.2 In cases where both time and frequency domain
techniques can be considered, the frequency domain often has
the advantage of fewer and simpler computations. For large
ßoating structures where wave scattering and radiation is
important, the inviscid hydrodynamic properties are most
conveniently calculated in the frequency domain. Frequency
domain analysis has been applied extensively to problems of
ßoating vessel dynamics, including analysis of both motions
and structural forces (see Price and Bishop, 1974, and Salvesen et al., 1970). It has been applied to TLP analysis as well
(see Botelho et al., 1984).
34
API RECOMMENDED PRACTICE 2T
7.6.3.1.3 The most developed and widely used frequency
domain solution techniques require linear equations of
motion. The linear assumption is also predominant in the random process theory used to interpret the solution. This is
inconvenient when modeling velocity squared drag loads,
time varying geometry, horizontal restoring forces and variable water surface elevation, since these effects are nonlinear.
In most cases, these nonlinearities can be satisfactorily linearized. The linearization may take the form of linearizing about
some operating point or an equivalent linearization technique.
7.6.3.1.4 This section includes the analysis of a general
linear system in the frequency domain. Discussions of the
modeling of the hydrodynamic loads, tendons, and low frequency loads are also presented.
7.6.3.2 Linear System Solution
7.6.3.2.1 The motions of a TLP can be modeled by the
six degree of freedom set of differential equations given in
Equation 24. Using the technique of harmonic analysis, the
load vector is assumed to be a sinusoidal function with frequency w:
F = F1 cos (wt) + F2 sin (wt)
(25)
7.6.3.2.2 For simplicity it is assumed that there is only one
source of the external load. This is not a restriction, since for a
linear system the solutions for each type of load can be calculated separately and then superimposed. The response vector
is a sinusoidal function with frequency w:
X = H1 cos (wt) + H2 sin (wt)
(26)
7.6.3.2.3 This requires that the coefÞcients of X (Equation
24) be constant for a given frequency. By substituting Equation 25 and Equation 26 into Equation 24, two matrix equations for the vectors H1 and H2 are obtained:
[ÐMw2 + K]H1 + [Nw]H2 = F1
[ÐNw]H1 + [ÐMw2 + K]H2 = F2
(27)
7.6.3.2.4 Where the load vector F is calculated for a unit
amplitude sinusoidal wave, the vectors H1 and H2 represent
the response of the structure to a unit amplitude input. This is
usually called the transfer function. The transfer function is
often presented as a magnitude or response amplitude operator (RAO):
2 + H2
RAO n2 = H 1n
2n
(28)
H 2nö
f n = tan Ð1 æ ------è H 1nø
(29)
and a phase,
The subscript n denotes the nth element of a vector. Thus
for some arbitrary input amplitude, A, the response would be:
Xn = A(RAO)n cos(wt + fn)
(30)
The transfer function is often written in complex form:
H = H1 + iH2
(31)
Following this notation the response X can be written as:
X = A REAL [HeÐiwt]
(32)
7.6.3.3 Random Excitation
7.6.3.3.1 The spectrum of a variable can be interpreted as
the average mean square of the variable between two frequencies divided by the difference between these frequencies. A
linear system which transforms the amplitude of the input to
the amplitude of the output by multiplication by RAO, transforms the mean square of the input to the mean square of the
output by multiplication by the square of the RAO. Thus,
SXX = RAO2 SAA
(33)
Once the system RAO and the input spectrum are known,
obtaining the output spectrum follows from a simple multiplication.
7.6.3.3.2 Gaussian (Normal) Random ProcessÑA linear
transformation of a Gaussian process is also a Gaussian process. The power spectrum of the excitation and the response
amplitude operator deÞne the probability density function of
the response. The probability density function for a Gaussian
random process is:
P(x) = (2ps2)Ðò exp [Ðò (x/s)2]
(34)
assuming x has a zero mean. The standard deviation of the
response, s, is obtained from the spectrum of the response;
s2 =
¥
ò S dw
0
xx
(35)
The use of a Gaussian distribution to predict extremes of a
process is described in C7.7.
7.6.3.4 Stiffness Modeling
7.6.3.4.1 For a general problem, the tendon stiffness will
contribute terms for each element of K. A simple tendon
model which can be used to model vertical motions (heave,
pitch, and roll) and tendon tension variations is an elastic
spring (no mass, no ßuid effects) modeling each tendon or
group of tendons. If this simple elastic spring model is used
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
for modeling tendon attachment point forces on the vessel,
the forces can be linearized to generate the stiffness terms of
K. Even with this simple spring model for the tendons, geometric non-linearities are present which will cause the terms
of K to change depending on the offset point chosen for linearization.
7.6.3.4.2 In deepwater, the tendon mass may be an important contribution to vertical and horizontal mode natural frequencies. One simple approach is to augment the mass or
added mass matrices to reßect the contribution of tendons.
Uncoupled time or frequency domain tendon analysis may be
used to generate terms added to M, K, and N to model tendon
dynamic effects as a function of frequency. It is also possible
to augment the six degrees of freedom, Equation 24, by adding degrees of freedom for the tendons. (The tendon dynamic
equations are adjoined to the vessel dynamics of Equation
24.) In addition to the tendons, the risers contribute to the system stiffness.
7.6.3.5
Modeling Hydrodynamic Added Mass,
Damping, and Exciting Forces
7.6.3.5.1 There are various assumptions and degrees of
approximation which can be used in modeling hull hydrodynamics for frequency domain analysis. One useful approximation is to assume that members are cylindrical in shape
with cross-sectional dimensions that are small in comparison
with both the cylinder length and wave lengths of interest. If
hydrodynamic interaction between members is neglected
then the exciting force, added mass, and damping contribution of each individual member can be computed at the memberÕs mean location in the ßow Þeld ignoring the effect of
other members. End effects where columns join pontoons
may be important. For analysis using these assumptions, free
surface effects are usually ignored and added mass and drag
are computed as though the members are deeply submerged.
Using these assumptions only the viscous drag contributes to
damping. The viscous drag is usually assumed to be a quadratic function of velocity and is linearized for frequency
domain analysis. Paulling and Horton, 1971, discussed these
assumptions and their application to response prediction.
7.6.3.5.2 If hull members have large cross-sectional
dimensions compared with the wave length, then free surface
effects become important and should be modeled. Also as
members become larger compared with the wave length and
member to member spacing then hydrodynamic interaction
between the members becomes important. The complete, linearized potential ßow hydrodynamics can be solved by using
3-dimensional integral equation (sink-source) techniques or
ßuid Þnite element techniques (see 6.4). These techniques
model completely the linear (Þrst order) free surface effects
and hydrodynamic interactions. However, the viscous drag
contribution is not modeled and, if signiÞcant, must be
35
accounted for by linearized drag terms added to the damping
matrix.
7.6.3.6
Modeling Wind, Wave Drift, and Current
Forces for Frequency Domain
7.6.3.6.1 In frequency domain analysis the steady and
oscillatory forces due to wind, wave drift, and current can be
taken into account using a number of different assumptions
and approximations. In some cases it is appropriate to
account for steady and low frequency forces and moments by
adding constant forces and/or moments to arrive at a quasistatic equilibrium point. The TLP dynamics including tendon
stiffnesses may be linearized for motions about this quasistatic equilibrium point. In other cases the steady and low frequency response may not appreciably affect the dynamics for
wave frequency response so that the equilibrium point or linearization point may be taken as a convenient point such as
the zero-offset still water condition.
7.6.3.6.2 For some analyses, such as the analysis of offset,
it is important to account for the low frequency motions as
accurately as possible. In such cases, force or moment spectra
including wind and wave drift low frequency excitation may
be applied as input to a frequency domain model. Note that
such an approach is useful where the response to forces or
moments is linear. It does not depend on a linear relationship
between the environment (wind speed, wave amplitude, etc.)
and the forces or moments. If a force spectrum can be estimated it can be added to the other contributions to F in Equation 24. This technique is particularly useful where the
statistics of low frequency response (such as offset, tendon
angles, tendon stresses, etc.) are needed.
7.6.3.6.3 The response to wind forces including responses
at all frequencies of interest can be modeled by estimating
wind force and moment spectra. For response at wave frequencies or above, the aerodynamic admittance may reduce
the effective force of the wind because of wind spatial correlation effects. In such cases the aerodynamic admittance
should be modeled carefully (Bearman, 1971).
7.6.4 Time Domain Modeling and Solutions
7.6.4.1 General
Time domain solution methods are generally used for Þnal
detailed design stages and for checks on frequency domain
solutions. Their primary advantage is in allowing changing
boundary conditions and nonlinear forcing and stiffness functions. Time domain methods are usually used for extreme
condition analysis, but are not used for fatigue analysis or
analysis of more moderate conditions where linearized analysis works much more efÞciently. The main drawback of time
domain methods is the computation times involved. Periodic
analysis must be carried far enough to achieve steady state.
36
API RECOMMENDED PRACTICE 2T
Irregular analysis must be carried far enough to achieve stationary statistics. The time domain analysis procedure consists of a numerical solution of the rigid-body equations of
motion for the platform subject to external forces which may
originate in the ßuid motion due to waves, current, and platform motion, the platform positioning system, and other disturbing effects such as wind. Time domain analysis methods
for ßoating bodies have been proposed by a number of
authors (Cummings, 1962; Van Oortmerssen, 1976; Paulling,
1977). Since a direct numerical integration of the equations of
motion is performed, effects may be included which involve
nonlinear functions of the relevant wave and motion variables. Typical effects are drag forces which are nonlinear
functions of the ßuid velocity, Þnite motion and Þnite wave
amplitude effects, and nonlinear positioning or anchoring
systems. In comparison to the commonly used linear frequency domain technique, the direct numerical solution permits the user to investigate nonlinear, Þnite amplitude
phenomena which the former method is incapable of treating,
but this advantage is gained at the expense of increased computing time.
7.6.4.2 Regular vs. Irregular Wave Analysis
7.6.4.2.1 Regular wave time domain analysis is deterministic. A discrete maximum design regular wave with one or
several selected periods is used to predict the worst system
response to this event. Regular wave analysis requires less
numerical effort in solving equations of motion in the time
domain (Paulling, 1977; Salvesen, 1982). All the added mass
and damping terms may be frequency dependent value which
can be obtained from the frequency domain analysis (see
7.6.3.5).
7.6.4.2.2 A wave spectrum is used to generate random
time series when simulating irregular wave kinematics. The
Þrst order wave exciting forces and second order slowly varying wave drift forces are both represented in the form of random time histories.
a number of ways that have been proposed to include the frequency dependency in time domain calculations (Van Oortmerssen, 1976).
7.6.4.4 Stiffness Modeling
This can be handled in the same manner as in frequency
domain analysis (see 7.6.3.4).
7.6.4.5 Modeling Hydrodynamic Added Mass and
Damping
7.6.4.5.1 The treatment of added mass and damping for
time domain calculations is based on the same principles and
procedures as discussed for frequency domain calculations.
Besides a frequency dependent damping (so-called radiation
damping) derived from diffraction theory and which mainly
lies within the normal wave frequency region, there are other
damping mechanisms involved in the entire dynamic system.
7.6.4.5.2 For instance, in high frequency resonant motions
(pitch, roll, and heave), damping comes from foundation/soil
interaction, hull and tendon structure damping, and from
local hydrodynamic drag effects around small members and
sharp corners. A strong nonlinear coupling between heave,
pitch and roll modes is almost always ensured, and the total
system damping rather than the damping in each mode
should be considered.
7.6.4.5.3 The low frequency damping (surge and sway)
includes both radiation and drag effects. It also depends on
the wind and current Þelds, and contributions come from riser
and tendon hydrodynamic drag.
7.6.4.6 Modeling Wind, Wave, and Current Forces
for Time Domain
A time series of wave forces may be generated from a
wave spectrum.
7.6.4.6.1 First order wave forces:
7.6.4.3 Solution Techniques
7.6.4.3.1 There are many numerical methods that have
been developed for solving the equations of motion in the
time domain using direct step-by-step integration techniques.
7.6.4.3.2 The Newmark-Wilson method and the RungeKutta method are commonly used to solve a second order differential equation. If the analysis is carried out for a single
regular wave, then the frequency dependent added mass and
damping coefÞcient for the speciÞc wave period can be
directly used in solving the above equation.
7.6.4.3.3 When the analysis is performed in a random sea,
then consideration should be given to the frequency dependency of the added mass and damping coefÞcients. There are
N
(1) ( t ) =
F wv
å F ( w ) cos [ w t + e ]ai
(1)
wv
i
i
i
(36)
i=1
Where:
(1) ( t )
F wv
= 1st order time dependent wave forces.
(1) ( w )
F wv
= frequency dependent Þrst order wave exciting.
forces per unit wave amplitude.
ei = phase angle of ith wave component.
ai = amplitude of ith wave component = 2S ( w i )dw .
S(w) = spectral density function of wave spectrum.
7.6.4.6.2 Second order slowly varying drift forces:
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
37
Newman (1974) has given an approximation for this
matrix using only the diagonal terms. This has been shown to
be valid for ships by Faltinsen and Loken (1979), but is not
considered valid for semisubmersible like structures.
tion of responses to this forcing involves random process
analysis. For most economically feasible systems there are
possible conditions which will cause the structure to fail its
performance goals. Random process theory as an element in
probabilistic design provides rational methods for estimating
the probability of occurrence of such events and thus for
designing these probabilities. In addition, certain aspects of
structural design can only be treated with random process
theory. These include estimating dynamic response of a resonant system and estimating fatigue damage of any system.
These aspects are analyzed as random processes even for
Þxed platforms. See A.Comm.7.7.
7.6.4.6.3 Dynamic wind forces:
7.8 HYDRODYNAMIC MODEL TESTS
N
F (t) =
(2)
wv
N
å å a a D cos [ ( w Ð w )t + ( e Ð e ) ] (37)
i j
ij
i
j
i
j
i=1 j=1
Where:
Dij = drift force per unit wave amplitude squared in
bichromatic waves.
F WD ( t ) = ò r a A C s c a V WD Ð xú ( V WD Ð xú)
(38)
7.8.1.1 Physical model experiments are another means to
obtain design estimates of the response. Model tests may be
used either as a calibration of analytical predictions or to
determine those responses not directly calculable. The primary objectives of model tests may be broadly categorized as
the following:
Where:
ra = mass density of air.
A = projected area.
CS = shape coefÞcient.
ca = aerodynamic admittance.
xú = instantaneous platform velocity.
VWD = instantaneous wind speed.
7.6.4.6.4 Viscous drag forces:
F DRAG = ò r w AC D V c Ð xú ( V c Ð xú)
7.8.1 Purpose
(39)
Where:
rw = mass density of water.
A = projected area.
CD = drag coefÞcient.
xú = instantaneous platform velocity.
VC = water particle velocity (includes current).
7.6.4.7 Output of Time Domain Analysis
The output of time domain analysis is a time series of
responses:
a. Regular wave simulations can be used to predict transfer
functions by taking the ratio of the response amplitude to the
input wave amplitude.
b. The spectrum of the response can be calculated from the
time series, providing similar information to the frequency
domain analysis. This can be used for predicting extremes as
described in 7.2.1.
c. The extreme response can be estimated directly from the
peaks of the responses during a simulation.
a. Tests to determine the responses of a particular design. In
this case, the model experiment is treated as an analog computer which is capable of predicting the full scale responses.
b. VeriÞcation of methods for analytical or numerical prediction of system responses. In this case, less emphasis is placed
on the details of the physical model since the dimensions and
parameters of the system can usually be modiÞed more easily
in the numerical model than in the physical model even at a
small scale. In fact, it is recommended to keep the physical
model simple, if possible, to reduce cost and avoid complications which might obscure the most important results. It is
more efÞcient to make minor parametric variations to the system through a numerical model if it can be shown through
physical experiments that the numerical model is accurate. It
is important in this type of model testing to place enough
emphasis on the measurement of the incident wave Þeld. The
details of the wave form must be known to the same degree of
accuracy as the vessel responses.
7.8.1.2 The numerical predictions and model experiment
results are complementary to each other. Through careful
interpretation, each of these results can be used to partially
circumvent the limitations of the other. One of the greatest
values of model tests is that the results are obtained without
requiring any a priori assumptions about the nature of the
responses. This is almost never true of numerical models.
7.8.2 Sources of Error
7.7 RANDOM PROCESS STATISTICS
For a system operating in an ocean environment, the forcing from the environment is a random process. The calcula-
When comparing the results of model experiments with
analytical predictions the following potential sources of discrepancies should be considered:
38
API RECOMMENDED PRACTICE 2T
a. Possible errors due to scale effects. Improper scaling of
Reynolds Number is inevitable since Froude scaling is almost
always used. This will affect the viscous component of ßuid
drag and the location of the boundary layer separation. The
latter will affect the form drag and the nature of vortex shedding.
b. Possible errors resulting from Þnite tank dimensions.
Since most offshore engineering model tests are done with
low/zero forward speed, wave reßections from side walls,
wave, etc., may have signiÞcant inßuence on test results.
c. Possible errors resulting from limitations on the accuracy
of modeling physical parameters and dimensions. In some
cases, the instrumentation itself might affect the responses.
This should be minimized wherever possible.
d. Limitations on accuracy of the experimental results resulting from Þnite record lengths, Þnite sample rates and numerical accuracy of the data analysis procedures.
e. Discrepancies arising from assumptions made in the
development of the numerical model which might not accurately depict the physical model. An example is the assumption of linearity of the responses with respect to wave height
which is almost always made in the frequency domain analysis. This might cause signiÞcant discrepancies between the
numerical and experimental results for very steep waves or in
situations where viscous forces play an important role.
7.8.3 Modeling Parameters
Typically, the following parameters should be modeled
with care in the physical model or otherwise properly
accounted for in the interpretation of the results:
a. The physical dimensions of the platform. Some relatively
minor dimensional features such as the radius of corners on
rectangular elements might signiÞcantly affect the results. In
other cases, it might be unnecessary to model the complete
detail. The effect of any such simpliÞcations to the model
should be considered before the model construction.
b. The mass properties of the platform including the center of
gravity and the radii of gyration.
c. The restoring force characteristics of the tendon system.
This usually requires modeling both the axial stiffness and the
length of the tendons.
d. The principal physical characteristics of the tendons
including the outer dimensions, mass and immersed weight.
This might be of only minor importance if the water depth is
small. In large water depths, the inertial and drag forces acting on the tendons might be a signiÞcant component of the
total force acting on the system. The effects of the responses
of mechanical damping in the tendons might also be important.
e. The effect on stability of internal free surface. For example, during the installation phase there might be a free surface
in the ballast compartments which will affect the static stabil-
ity. The effect on dynamic stability will probably be minimal
but should be examined.
f. Structural stiffnesses of any components which might
affect the responses of the system. Such components include
the bottom foundation, connections at the upper and lower
ends of the tendons and the platform itself. Due to the difÞculty and expense of scaling down material properties most
small scale platform models are considerably stiffer than the
prototype. However, this is not always the case, particularly
when instrumentation is placed in series with the structural
component to measure loads. For example, tension measuring
devices attached to the model tendons might signiÞcantly
reduce their effective axial stiffness causing erroneous results.
7.8.4 Types of Tests
7.8.4.1 Types of tests which are commonly conducted and
which might be useful include:
a. Tests of the full system consisting of hull, deck, tendons
and risers in the drilling and operating conÞgurations in regular or irregular waves. Current and wind are more difÞcult to
model but can also provide useful information.
b. Free oscillation tests to determine the natural period and
damping of the system in various modes of motion.
c. Towing tests to measure seakeeping characteristics of the
platform during the transportation phase.
d. Measurements of motions and interface loads during mating of deck structures and hull.
e. Measurements of system responses under simulated damage conditions or in the partially installed state.
7.8.4.2 The responses which can be tested commonly
include motions, loads, deck clearance, riser and tendon
responses, and installation procedures.
7.8.4.3 In order to maximize the usefulness of the test
information, a test program should be developed in advance
which deÞnes the test objectives, the needed products, the
required instrumentation and data analysis procedures. It is
desirable to have data analysis and display capabilities on line
during the testing so that ßaws in the instrumentation, model
or data acquisition system which might affect the Þnal results
can be discovered and corrected.
7.9 SYMBOLS
The following symbols are typical in equations used for
design and analysis:
xúú = structural acceleration.
F(x, t)= load vector.
w = radian frequency.
H1 = real part of system response.
H2 = imaginary part of system response.
F1 = real part of force.
F2 = imaginary part of force.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
f = phase of system response.
A = input amplitude of energy.
ai = amplitude of ith wave component.
Sxx = response spectrum.
Saa = input energy spectrum.
wo = natural frequency.
ei = phase angle of ith wave component.
P = probability density function.
s = standard deviation of response.
t = time.
M = frequency independent added mass matrix.
R = retardation function.
Am = frequency dependent added mass coefÞcient.
1
F wv
= Þrst order wave force.
Sa = wave spectral density.
S(w) = wave spectral density at frequency w.
2
F wv
= second order slowly varying drift force.
D = drift force per wave amplitude squared.
FWD = dynamic wind force.
A = projected area.
CS = shape coefÞcient.
VWD = instantaneous wind speed.
FDRAG = viscous drag forces.
rw = mass density of water.
CD = drag coefÞcient.
VC = water particle velocity.
39
8.2.4 Reserve Strength
The design of the structure should include details that provide reserve strength beyond the allowable design load.
8.2.5 Interfaces with Other Systems
The structural design of the deck and hull should consider
critical interfaces with other systems, such as tendon and riser
anchor points, tendon cross load bearings, tendon and riser
installation equipment, moonpool requirements, drilling and
production equipment, hull systems, and foundations. (See
Sections 9, 10, 11, and 12.)
8.2.6 Safety
The arrangement of the main structural deck elements
should be coordinated with topside facilities equipment and
operational requirements. The inßuence of the structure on
proper ventilation of hazardous areas, access for Þre Þghting,
Þre protection and escape routes should be considered. (See
Section 12.)
8.2.7 Deck Clearance
The lower deck elevation should be established based on
7.2.8. If wave impact on the underside of the lower deck is
anticipated, local strengthening of the deck structure is recommended.
8 Platform Structural Design
8.2.8 Weight Engineering
8.1 GENERAL
8.2 GENERAL STRUCTURAL CONSIDERATIONS
Because of their effect on the platform buoyancy and tendon tension requirements, all weights and centers of gravity
should be accurately and continuously monitored throughout the design, construction, and in place project phases.
Design practices should minimize structural weight wherever possible.
8.2.1 Project Phases
8.2.9 Corrosion Allowances
The hull and deck structures should be designed for loadings which occur during all project phases including construction, transportation, installation and in place phases (see 5.5).
A corrosion allowance appropriate for the environment and
design life of the platform should be provided on all members
at the waterline. The corrosion allowance should be based on
the provisions of NACE Standard RP-01-76. Unprotected
steel (plates with stiffeners and girders) in ballast and drillwater tanks should also be provided with a corrosion allowance.
This section addresses the structural design and analysis of
the hull and deck. Discussions of fabrication, materials,
inspection, monitoring and maintenance are also included.
8.2.2 Damage Conditions
The structural design should consider the possibility of accidental events (see 5.3.3.2 and 8.5.7). Accidental events include
collisions, dropped objects, Þre, explosion, or ßooding.
8.2.3 Redundancy
The capability of the deck and hull to redistribute loads
should be considered when selecting the structural conÞguration.
8.2.10 Vibrations
The effect of machinery vibrations should be included in
the design. Reinforcing of the structure may be needed to
reduce the level of local stresses. Structural details in areas of
high vibration should be designed to reduce the effect of resonance and local member fatigue.
40
API RECOMMENDED PRACTICE 2T
8.3 DESIGN CASES
8.4.2 Modeling
8.3.1 General
8.4.2.1 Space Frame Model
A design case is a combination of loads due to the project
phase, system condition, and environment with the appropriate safety criteria as described in 5.5. Some design cases
given in 5.5 may not be required for a speciÞc concept, while
others not listed may be required. The designer should review
the proposed concept to be sure that all appropriate design
cases are considered.
A space frame model generally consists of beam elements,
plus other elements needed to model speciÞc structural characteristics. All primary structural elements should be modeled
in the space frame analysis. The effects of secondary members (if not included in the space frame model) should be
accounted for in detailed local analysis. The effect of joint
eccentricities and joint ßexibility should be accounted for in
the model, as should the in-plane stiffness of the deck plating.
8.3.2 Safety Criteria
8.4.2.2 Finite Element Models
The safety criteria for categories A, B and C are deÞned in
general in 5.5.5. SpeciÞc recommendations for safety factors
for platform design are given in 8.5.2 for categories A and B,
and in 8.4.4.1 for category C.
Finite element analysis is recommended for complex joints
and other complicated substructures to determine local stress
distributions more accurately and to verify the stiffness of the
space frame model. The loads applied to Þnite element models should come from the global space frame analysis and
from local loads acting on the structure. Columns and pontoons with complex stiffeners, ßats, or bulkheads will require
Þnite element analysis unless manual calculations are sufÞcient to accurately determine stress distributions.
8.3.3 Design Loading Conditions
8.3.3.1 For each design case, the platform should be
designed for the loading conditions that will produce the most
severe effects on the structure. Environmental loads, with the
exception of earthquake loads, should be combined in a manner consistent with the probability of their simultaneous
occurrence during the design case being considered. Earthquake loads should be imposed on the platform as recommended in 5.5.
8.3.3.2 For drilling and production platforms, loads from
simultaneous drilling and production operations should be
considered.
8.4.2.3 Manual Calculations
Manual calculations may be performed where a detailed
Þnite element analysis is not needed, and may use empirical
formulas or basic engineering principles. The loads used for
these calculations should come from the global space frame
analysis and from local loads acting on the structure.
8.4.2.4 Stress Concentration Factors
8.3.3.3 Variations in consumables and the locations of
movable equipment such as a drilling substructure should be
considered in order to determine the maximum design stress
in the platform members.
Stress concentration factors should be determined by
detailed Þnite element analysis, by physical models, by other
rational methods of analysis, or by published formulas.
8.4 STRUCTURAL ANALYSIS
Formulas for the calculation of the buckling strength of
structural elements are presented in API Recommended Practice 2A, API Bulletin 2U, Stability Design of Cylindrical
Shells, and API Bulletin 2V, Design of Flat Plate Structures.
As an alternative, buckling and post-buckling analyses or
model tests of speciÞc shell or plate structures may be performed to determine buckling and ultimate strength loads.
8.4.1 Analysis Methods
8.4.1.1 The platform may be analyzed for the applied loadings using a variety of computational methods. A linear, elastic space frame computer analysis is recommended. Detailed
Þnite element analyses may be necessary to more accurately
determine the local stress distribution in complex structures.
Supplementary manual calculations for members subjected to
local loads may be adequate in some cases.
8.4.1.2 Environmental loads acting on the platform should
be calculated according to Section 7. These loads should be
transferred to the structural model, and the effects of motion
induced loads should be accounted for.
8.4.2.5 Stability Analysis
8.4.3 Stress Analysis
8.4.3.1 Structural analyses may be performed quasistatically when the structure does not respond dynamically. The
natural periods referred to in this section are those of the elastic vibration of the platform (hull and deck) and do not refer
to the rigid body periods of the platform and tendon system.
The natural periods are expected to be small enough in com-
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
41
parison with periods with signiÞcant wave energy that structural dynamics need not be considered. This assumption
should be veriÞed for each speciÞc platform design. If the
Þrst natural period of the platform structure is greater than 3.0
seconds, dynamic structural analysis of the platform should
be performed.
stress response and number of wave cycles can be developed
for each sea state.
8.4.3.2 Environmental loads applied to the platform are
time varying and can be calculated using two different methods, frequency domain or time domain, as described in
7.3.1.2 and 7.3.1.3, respectively.
8.4.4.3 Fatigue Analysis
8.4.4 Fatigue Analysis
8.4.4.3.2 Two different approaches have been developed
for determining fatigue damage:
8.4.4.1 Fatigue Life Requirement
The allowable fatigue life is a function of inspectability,
repair ability, redundancy, the ability to predict fatigue damage, and the consequences of failure of a structural element.
In general, it is recommended that the design fatigue life of
each structural element of the platform be at least three times
the intended service life of the platform. For critical elements
whose failure could be catastrophic and for elements not easily accessible for inspection or repair, use of an additional
margin of safety should be considered. This corresponds to
safety criteria category C as deÞned in 5.5.5. Fatigue should
be checked not only at joints, but also at any details with high
stress concentrations, such as doubler plate welds, thickness
transitions, etc. Structural details should follow good design
practice as described in 8.5.6.
8.4.4.2 Fatigue Loading
8.4.4.2.1 Fatigue can be caused by cyclic environmental
loads and machinery vibrations.
8.4.4.2.2 The main cause of platform fatigue is cyclic
wave loading. The wave climate should be derived on the best
available basis. The wave environment description can be
established from recorded data and/or hindcasts. The wave
climate is the aggregate of all sea states expected over the
long term, including the heading of the sea state, and may be
condensed into discrete sea state blocks. Each sea state block
may be characterized by a spectral description.
8.4.4.2.3 Stress ranges can be associated with the sea state
description. Histories of cyclic stresses due to other types of
loads should be calculated and included with the wave
induced stresses for the fatigue analysis.
8.4.4.2.4 Space frame analysis should be performed to
obtain stresses for each wave frequency applied to the structure. An inertial load set corresponding to platform motions
should always be included. Dynamic effects should be taken
into account when it is believed that they make a signiÞcant
contribution to the response of the structure. The short-term
8.4.4.2.5 Fatigue is a localized problem; therefore detailed
structural models of complex joints and other complicated
structures may be needed to develop local stress distributions.
8.4.4.3.1 Fatigue life estimates are made by comparing the
long-term cyclic loading in a structural detail with the resistance of that detail to fatigue damage.
a. S-N approach.
b. Fracture mechanics approach.
8.4.4.3.3 The S-N approach uses an S-N curve which gives
the number of cycles to failure for a speciÞc structural detail
or material as a function of constant stress range, based on the
results of experiments.
The long-term stress distribution is used to calculate the
cumulative fatigue damage ratio, D:
D =
ni
å ----N-
(40)
i
Where:
ni = number of cycles within stress range interval i.
Ni = number of cycles to failure at stress range i as
given by the appropriate S-N curve.
D should not exceed unity for the design fatigue life.
8.4.4.3.4 The fracture mechanics approach can be used to
predict the growth rate of a fatigue crack and the crack length
at which failure will occur, thus giving the fatigue life. The
fatigue strength of a particular model being analyzed can be
calculated using the Paris law expression:
da
------- = C ( DK ) m
dN
(41)
Where:
da/dN = crack growth rate.
DK = range of stress intensity factor occurring at the
crack tip.
C and m are constants for a particular material and loading
condition.
These material constants depend on material, structural
and environmental conditions. By integration and proper calculation for DK, a relationship can be established between the
cyclic stress and the number of cycles to failure taking into
account initial defect sizes and material toughness.
42
API RECOMMENDED PRACTICE 2T
This method can also be used to help establish inspection
intervals by predicting the time necessary for a crack to grow
from an undetectable size to failure. Fracture mechanics analysis can be used to determine required material toughness,
maximum allowable initial ßaw size (for in place inspection),
and inspection intervals.
8.4.4.3.5 Any fatigue analysis should account for material
properties in sea water and cathodic protection effects. Refer
to A.Comm.8.4.4.3 and API Recommended Practice 2A for a
more detailed discussion of fatigue analysis techniques.
8.5 STRUCTURAL DESIGN
8.5.1 Design Basis
8.5.1.1 The design basis adopted in this document is the
working stress design method, whereby stresses in all components of the structure are not allowed to exceed speciÞed
values.
8.5.1.2 The structural components of the deck and hull
should be designed in accordance with the applicable provisions of API Recommended Practice 2A, AISC and API Bulletins 2U and 2V. In general, cylindrical shell elements should
be designed in accordance with API Bulletin 2U, ßat plate
elements in accordance with API Bulletin 2V, and all other
structural elements in accordance with API Recommended
Practice 2A or AISC as applicable.
8.5.1.3 In cases where the structureÕs conÞguration or
loading condition are not speciÞcally addressed in API Recommended Practice 2A, AISC and API Bulletins 2U and 2V,
other accepted codes of practice can be used as a design basis.
Where alternative codes are followed, the designer must
ensure that the safety levels and design philosophy implied in
API Recommended Practice 2T are adequately met.
8.5.1.4 In API Recommended Practice 2A and AISC,
allowable stress values are expressed in most cases as a fraction of the yield stress or the buckling stress.
In API Bulletin 2U, allowable stress values are expressed
in terms of critical buckling stresses.
In API Bulletin 2V, the allowable stresses are classiÞed in
terms of limit states. Two basic limit states are considered:
ultimate limit states and serviceability limit states. Ultimate
limit states are associated with the failure of the structure.
Serviceability limit states, such as material yield, local buckling, excessive deformations, etc., are associated with the adequacy of the design to meet its functional requirements.
While an ultimate limit state, if reached, leads to structural
failure, reaching the serviceability limit state implies that the
structureÕs ability to serve its intended purpose has been
impaired, but the structure is still capable of carrying additional loads before reaching an ultimate limit state.
8.5.1.5 The loss of equilibrium of a part or the whole structure must be avoided by careful selection of the overall structureÕs conÞguration, the layout of its members, the degree of
redundancy, the availability of alternate load paths, and the
adequate design of foundation and support conditions.
Design judgment must be used to ensure that the possibility
of this type of failure is excluded.
8.5.2 Allowable Stresses
8.5.2.1 For structural elements designed in accordance
with API Recommended Practice 2A or AISC, the safety factors recommended in API Recommended Practice 2A and
AISC should be used for normal design conditions associated
with safety criteria A. For extreme design conditions associated with safety criteria B, the allowable stresses may be
increased by one-third.
8.5.2.2 For shell structures designed in accordance with
API Bulletin 2U, a factor of safety equal to 1.67 y is recommended for all buckling modes for safety criteria A. For
safety criteria B, the corresponding factor of safety is equal to
1.25 y. The parameter y varies with the buckling stress and is
deÞned in API Bulletin 2U. It is equal to 1.2 for elastic buckling stresses below the proportional limit and reduces linearly
for inelastic buckling from 1.2 at the proportional limit to 1.0
when the buckling stress is equal to the yield stress.
8.5.2.3 For ßat plate structures designed in accordance
with API Bulletin 2V, the allowable stress depends on the
limit state under consideration (ultimate or serviceability).
For each limit state, the allowable stress is obtained by dividing the limit state stress by an appropriate factor of safety.
Factors of safety for different service conditions and limit
states are as follows:
Safety Criteria
A
B
Factor of Safety
Serviceability
Ultimate
Limit State
Limit State
1.67
1.25
2.0
1.5
If both limit states are checked, the lower of the two allowable stress values should be used. In the case of serviceability
limit states associated with deformation, the allowable deformation is obtained by dividing the limit state deformation by
the applicable factor of safety given in the table above.
8.5.3 Design of Deck Structure
8.5.3.1 The design of the deck structure should conform to
the provisions of API Recommended Practice 2A, AISC and
API Bulletin 2V.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
8.5.3.2 The design of stiffened ßat panels, grillages, and
deep plate girders should comply with the provisions in API
Bulletin 2V.
8.5.3.3 API Recommended Practice 2A and AISC should
be used for the design of truss elements, rolled beams, shallow plate girders and built up members such as open box type
beams.
8.5.3.4 Alternate rational methods may be used where necessary.
8.5.4 Design of Hull Structure
8.5.4.1 The design of the hull structure components should
comply with the applicable provisions of API Recommended
Practice 2A, AISC and API Bulletins 2U and 2V.
8.5.4.2 The design of circular cylindrical columns and
pontoons should comply with the provisions in API Bulletin
2U.
8.5.4.3 The design of stiffened and unstiffened tubular
braces against local buckling should comply with the provisions of API Bulletin 2U. For other design considerations, the
applicable provisions of API Recommended Practice 2A and
AISC should be used.
8.5.4.4 The design of stiffened ßat plate hull components
should comply with the provisions in API Bulletin 2V.
8.5.4.5 Alternate rational methods may be used where necessary.
43
may be useful to determine the stress distribution in complex
joint geometries.
Cast insert pieces may be used to reduce stress concentrations at these joints.
8.5.5.3
Transition Joints and Stiffened Plate
Intersections
The same general principles described in 8.5.5.2 apply in
the case of transition joints and stiffened plate intersections.
Whenever the complexity of the geometry justiÞes, a Þnite
element analysis should be performed and may be complemented by model testing.
8.5.6 Design of Structural Details
8.5.6.1 The design of structural details is important for
producing a complete structure that will be free of local
cracks, buckles, and severe localized corrosion during the life
of the platform.
8.5.6.2 Details and penetrations in main structural members should be checked for compliance with 8.5.2. The details
incorporated in the Þnal construction drawings should be
reviewed by the platform designer to ensure that the design
has not been compromised.
8.5.6.3 Guidance for sizing beam brackets and spacing of
panel stiffeners can be found in the rules of the major classiÞcation societies.
8.5.6.4 Sections 9, 10, and 11 should be consulted by the
designer. These references provide some history of service
performance of structural details used on oceangoing ships.
8.5.5 Design of Nodes and Connections
8.5.5.1 Tubular Joints
8.5.5.1.1 The design of small, unstiffened tubular joints
should comply with the provisions of API Recommended
Practice 2A.
8.5.5.1.2 Stiffened tubular joints should be designed
according to 8.5.5.2.
8.5.7 Design for Accidental Loads
8.5.7.1 General
Structural design should consider the possibility of accidental events. The term Òaccidental eventÓ is a collective term
for exceptional conditions, such as collisions, dropped
objects, Þre, explosion, or ßooding.
8.5.7.2 Design Philosophy
8.5.5.2
Pontoon to Column and Deck to Column
Joints
Joint designs should be checked by using a Þnite element
analysis to determine the load path through the joint. Joints
should be designed to provide a continuous transfer of loads
from the pontoons and decks through the columns. Primary
stresses in the joint shell and internal stiffening may be compared to the limit state strength formulas for curved and ßat
structural elements. Tensile limit states should be checked to
guard against fracture of node material or welds. Model tests
Satisfactory protection against accidental damage can be
obtained by a combination of two means:
a. Low damage probability.
b. Acceptable damage consequences.
8.5.7.3 Energy Absorption Capability
The structure should behave in a ductile manner to absorb
energy caused by impact loads. Measures to obtain adequate
ductility are:
44
API RECOMMENDED PRACTICE 2T
a. Make the strength of connections greater than the strength
of the members.
b. Provide redundancy in the structure, so that alternate load
redistribution paths may be developed.
c. Avoid dependence on energy absorption in slender struts
with a limited degree of postbuckling reserve strength.
d. Avoid pronounced weak sections and abrupt changes in
strength or stiffness.
e. Use materials which are ductile in the operating temperature range.
8.5.7.4 Collisions and Dropped Objects
8.5.7.4.1 The direct loads and consequential damage due
to collisions and dropped objects should not cause complete
structural collapse or loss of platform stability.
8.5.7.4.2 It may not be possible to design the platform to
survive a collision with a very large object such as a tanker or
an iceberg.
8.5.7.5 Damage Tolerance
A damaged platform should resist functional and reduced
extreme environmental loads (see 5.5, design case 8). This
implies that the platform should maintain its structural integrity and be stable with no immediate need for conducting
repairs. The residual strength of a damaged member may be
included provided its magnitude can be assessed by rational
analysis or tests. If such residual member strength is not
proven, damaged members should not be considered effective.
8.6 FABRICATION TOLERANCES
Guidance on fabrication tolerances is given in 13.2.3 and in
API Bulletin 2U. Any change in these tolerances as a consequence of speciÞc fabrication methods should be considered
in the design.
9 Tendon System Design
9.1 GENERAL
9.1.1 Purpose and Scope
9.1.1.1 The purpose of this section is to discuss major
parameters such as loading conditions, analysis methods,
design criteria, and operational considerations which should
be taken into account during the design of the tendons. As
used here, the term ÒtendonsÓ includes all components associated with the vertical mooring system between (and including) the top connection to the platform and the bottom
connection to the foundation.
9.1.1.2 Because the tendons link the platform to the ocean
ßoor, there is interaction among the tendons, the platform,
and the foundation, all of which the designer must take into
account in selecting the tendon system. This section of the
recommended practice addresses those design considerations
which apply speciÞcally to tendons; design considerations
relating to the interaction with other structural systems are
also referenced as appropriate.
9.1.1.3 Determination of tendon tensile loads induced by
platform motions is addressed in Section 7 with references
and further description in this section. Determination of tendon bending loads induced by platform motions and by direct
hydrodynamic forces is addressed in this section.
9.1.2 Description of Tendon
9.1.2.1 Tendon Components
9.1.2.1.1 An individual tendon is composed of three major
parts: an interface at the platform, an interface at the seaßoor,
and a link between the two (see Figure 12). Each part may
contain several components, with each component taking a
variety of forms depending on the speciÞc design.
SpeciÞc designs may provide individual pieces of equipment for each function or combine two or more functions into
one unit. The functions of the three major parts are described
below:
a. Platform interfaceÑComponents at the platform interface
must perform the following three functions:
1. Apply and adjust a prescribed level of tension to the
top of a tendon.
2. Connect a tensioned tendon to the platform.
3. React side loads and control the bending stresses of a
tensioned tendon.
b. Seaßoor interfaceÑComponents at the seaßoor interface
must perform the following functions:
1. Provide a structural connection between the tendon
and foundation.
2. React side loads and control the bending stresses of a
tensioned tendon.
c. Link between platform and subsea interfaceÑThe main
body of a tendon may take a variety of forms including tubulars, solid rods or bar shapes, stranded construction such as
parallel or helical wire rope, or any other conÞguration that
meets the tendon service requirements.
9.1.2.1.2 In the case of tubular tendons, the bore may be
considered for use in routing umbilicals between the seaßoor
and surface, or as a ßuid ßow conduit.
9.1.2.1.3 To date, steel has been the material of preference
for tendons. Nonmetallic materials and composites, such as
aramid or graphite Þbers in a composite matrix, have been
proposed, however, and may be considered as a tendon
material.
9.1.2.1.4 Regardless of material or conÞguration, all tendons will have, as a minimum, terminations top and bottom
and in most cases, intermediate connections or couplings
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
Top connector
and/or tensioner
Tendon access
tubes (TYP)
Leg
(includes all tendons
at a corner)
Hull column
Top flex
element
Tendon (TYP)
Tendon
element
(TYP)
Well production
risers
Coupling (TYP)
Foundation template
Bottom flex element
Bottom connector
Figure 12—Typical Tendon Components
45
46
API RECOMMENDED PRACTICE 2T
along their length. Tendon connections may take the form of
mechanical couplings (threads, clamps, bolted ßange, etc.),
welded joints, or any other type of structural connection
meeting the service requirements.
9.1.2.2 Specialized Components
The tendon design might incorporate specialized components, such as the following:
a. Corrosion protection system components, which may
include coatings, sacriÞcial anodes, elements of an impressed
current system, or combinations of any of these.
b. Buoyancy devices such as air cans or foam modules to offset a portion of the tendonÕs submerged weight.
c. Devices intended to suppress vortex induced vibrations
and/or reduce hydrodynamic drag.
d. Sensors, tattletales, or other forms of instrumentation
intended to provide information about the performance or
condition of the tendons.
e. Auxiliary lines, umbilicals, or similar conduits, for tendon
service requirements, or for some function not related to the
tendons.
f. Provisions for the tendons to be used as guidance structures for running other tendons, or equipment packages to be
used in support of other operations.
g. Elastomeric elements, as described in 14.9.
9.2 GENERAL DESIGN
9.2.1 Tendon Removal
Tendons may be designed to be permanent or to be removable for maintenance and/or inspection. If tendons can be
removed for maintenance and/or inspection, the allowable
stresses recommended in 9.6.2 should not be exceeded when
one tendon is missing in an appropriate environmental condition. This condition should be selected taking into account the
expected frequency of tendon removal and the length of time
for which one tendon is likely to be out of service.
9.2.2 Service Life
The tendon system should have a speciÞed service life;
typically, the nominal tendon life might match the design life
of the platform. There might be cost or risk incentives, however, that could extend or shorten the tendon design service
life criteria. The initial tendon cost, the cost of tendon
replacement, tendon in-place inspectability, and the risks
associated with tendon retrieval and reinstallation are among
the factors that may affect the tendon design service life.
9.2.3 Material Considerations
9.2.3.1 See Section 14, and speciÞcally, 14.4.3.
9.2.3.2 The tendon cross-sectional area may be set by
fatigue life, axial stiffness or maximum allowable stress
requirement. If the fatigue or stiffness requirement dominates, the material yield strength should be speciÞed low,
consistent with maximum stress prediction, so as to facilitate
achievement of other important properties such as toughness,
weldability, etc.
9.2.3.3 Maximum wall thickness of the tendon or tendon
couplings might be limited by the material properties achievable in thick sections and by the fabrication process envisioned (e.g., welded or unwelded construction).
9.2.3.4 Material fatigue performance should be considered. Tendons will be subjected to long-term exposure to seawater, possibly with certain components located in the splash
zone. Relatively high mean tensile stress with a high number
of cycles at relatively low stress ranges will typically dominate the load history over its lifetime.
9.2.3.5 Tendon material fracture toughness and maximum
initial defect size should be established using fracture mechanics methods to reßect the effects of mean and alternating
stresses. Selection of toughness and defect size should be
made in conjunction with the choices of tendon cross-sectional
area and tendon inspection/ replacement strategy (see 9.6.5).
9.2.4 Design Procedure
9.2.4.1 This section discusses some of the major steps in
the design procedure necessary to develop a tendon system
which satisÞes operational, installation, material, inspection,
stress, and fatigue requirements. These steps are shown in the
form of a ßow chart in Figure 13. This ßow chart is shown
only as an example and will be referred to for purposes of this
discussion.
9.2.4.2 In general, the sequence of major activities in the
design process is as follows:
a. Platform sizingÑDetermine overall TLP conÞguration.
b. Preliminary tendon designÑEstimate pretension and other
input required for platform sizing.
c. Response analysisÑDevelop vessel motions and maximum and minimum tendon loads.
d. Tendon horizontal responseÑCalculate tendon bending
loads and horizontal motions.
e. Minimum tensionÑEstablish minimum allowable tendon
tension.
f. Preliminary stress analysisÑCheck preliminary maximum stress level, fatigue life, and hydrostatic collapse.
g. Operational limits checkÑCheck for acceptable vessel
offsets and tendon motions and displacements.
h. Fatigue lifeÑCalculate fatigue life under combined axial
and bending loading.
i. Final design checkÑCheck maximum stress, minimum
tension, fatigue life, fracture mechanics and inspection/
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
Set Tendon Properties
Area, D/t, yield strength
pretension, stress concentration
factor, toughness, etc.
Platform
response analysis*
Tendon axial
stress responses
Tendon top
lateral motions
Tendon bending
response analysis*
Tendon maximum
and minimum
tensions
Min.
allowable Not OK
tension
Minimum allowable
tension analysis
Increase
pretension
OK
da/dn Data,
detectable crack
size
Combination
of stresses
Fracture
mechanics
analysis
Lifetime
stresses
Tendon bending
stress responses
Increase
yield strength
Max.
allowable
tension
Not OK
OK
S–N
Curves
Fatigue
analysis
Required
fatigue
life
Not OK
Increase
area
Check
hydrostatic
Not OK
collapse, max.
angles,
etc.
OK
Inspection
interval
OK
Increase area
and/or decrease
diameter
*May be combined as
a coupled analysis.
Tendon
dimensions,
material, etc.
Prototype
testing
Figure 13—Tendon Design Flow Chart
47
48
API RECOMMENDED PRACTICE 2T
replacement strategy, hydrostatic collapse, and vortex induced
vibrations.
j. Coupled analysis checkÑDetermine whether a coupled
response analysis is necessary.
k. Model test (optional)ÑVerify tendon motions and loads.
9.2.5.2.4 The diameter-to-thickness ratio for air-Þlled tendons is also important because it establishes the tendon
weight in water which, in turn, establishes the difference
between the top and bottom tensions in the tendons. These
tensions inßuence platform displacement and offset.
9.2.4.3 The procedures, special equipment and tolerable
environmental conditions for tendon installation must be
developed. This step will generally follow selection of Þnal
platform and tendon design parameters. Depending on the
type of tendon and tendon top attachment, the installation
requirements could inßuence the platform and tendon design.
It may, therefore, be advisable to develop the tendon installation design, including some tendon analysis, in parallel with
the platform/tendon design procedure.
9.2.5.2.5 The foundation system design is also affected by
the number of tendons, their pattern and their loading. If separate foundations are used, the tendon load is affected by the
placement accuracy of the foundation system.
9.2.4.4 The ßow chart, Figure 13, illustrates the iterative
interaction between the platform sizing and response analysis
(Section 7) and the tendon design analysis. Tendon loads and
maximum angles also inßuence the design of the foundation.
9.2.5 Design Data Requirements
9.2.5.1 Environmental Data
The tendon loads depend on platform response to wind,
waves, current, and tide, and possibly to marine fouling, seismic activity, ßoating ice, and platform snow or ice accumulation. The extreme environmental conditions as well as other
return period conditions might be pertinent a) for damage
conditions, b) for less than a full complement of tendons, c)
during installation, or d) for other speciÞed operational
events. Wind and wave spectra and directionality data are
valuable for assessing tendon fatigue. Current proÞles, seastate probabilities, and weather persistence data help establish
the design of equipment and the techniques needed for tendon
installation and retrieval. Water temperature, salinity, and
oxygen content can be used to establish cathodic protection
requirements. For a more complete discussion of environmental data requirements (see 5.4).
9.2.5.2 Platform, Tendon, and Foundation
Characteristics
9.2.5.2.1 The properties of the tendons affect the platform
displacement and response, and vice versa.
9.2.5.2.2 Tendon pretension (tension in still water) is established to satisfy the maximum platform offset limit and to control minimum tendon tension. Tendon pretension has a direct
effect on platform displacement and tendon maximum tension.
9.2.5.2.3 Tendon cross-sectional area establishes tendon
axial stiffness which is a major factor in the platform natural
periods of heave, pitch and roll vibration. These periods must
be kept low enough to limit fatigue damage due to wave
excitation.
9.2.5.2.6 The size of the platformÕs columns determines
the space available for handling and installing tendons. The
number of tendons per corner might be determined in part by
this available space. The column structural arrangement
should accommodate the localized tendon loads and the possible presence of tendon access tubes.
9.2.5.3 Operating Limits and Other Design
Considerations
The limits imposed on or by the tendon design may
include:
a. Flexure limitsÑThe ßex element must accommodate the
maximum tendon angles at top and bottom due to platform
surge.
b. InterferenceÑInterference between tendons and platform
or foundation template structure or the maximum distance of
the upper ßex element above the bottom of the tendon access
tube and the lower one inside the foundation is governed by
the tendon tube diameter and ßex element angle.
c. Tendon centerline spacingÑMinimum spacing is set by
equipment space requirements, by possible interference
among tendons during deployment, and by column fabrication space requirements. Large spacing may cause differences
in loading among tendons at a corner due to pitch/roll platform motions.
9.3 DESIGN LOADING CONDITIONS
9.3.1 Load Types
9.3.1.1 Tendon loads include axial, bending, shear, torque,
radial and hoop loads. Axial loads may be determined by
superposition of the load components described in 7.2.5
(Maximum Tension) and 7.2.6 (Minimum Tension). Bending
and shear loads may arise from:
a. Dynamic response to platform motions.
b. Bending induced by ßex element stiffness.
c. Hydrodynamic drag and inertial forces.
d. Vortex induced vibrations.
e. Unusual loading during installation.
f. Manufacturing alignment errors.
g. Gravity when platform is offset (catenary effect).
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
9.3.1.2 Hoop loads result from a difference in hydrostatic
pressure on the outside and inside. Torque may be induced by
platform yaw motion.
9.3.1.3 While tendon design is characteristically dominated by axial tension loads, the other load types should be
evaluated as appropriate to ensure adequate design margins.
Buoyant tendon designs in deep water could be controlled by
hydrostatic collapse, and large diameter tendon design could
be dominated by bending.
9.3.2 Loading Conditions
9.3.2.1 General
9.3.2.1.1 Tendon structural analysis should consider, as a
minimum, load cases associated with the following:
a. Maximum tension.
b. Minimum tension.
c. Largest ßex element angle.
d. Lifetime fatigue conditions.
e. Installation.
f. Hydrostatic collapse.
g. Maximum loading on speciÞc components.
9.3.2.1.2 Maximum and minimum tension are discussed in
7.2.5 and 7.2.6 respectively, and maximum angles in 7.2.7.
9.3.2.2 Extreme Events
9.3.2.2.1 Selection of environmental conditions and a TLP
conÞguration for each load case should account for the likelihood of joint events occurring which could lead to an extreme
load occurrence.
9.3.2.2.2 For any selected survival load case, speciÞcation
of the design wave should include a spectral representation or
a range of wave heights and frequencies. The design should
not be based exclusively on a single Òmost probable maximumÓ wave height and an associated period since this single
wave representation might not correspond to the maximum
loading condition.
9.3.2.2.3 The consequence of minimum tension should be
considered. Loss of tendon tension could result in tendon
buckling and/or damage to ßex elements. If tension loss is
permitted, tendon dynamic analysis should be conducted to
evaluate its effect. (See Brekke and Gardner, 1986.) See 7.2.6
for a more complete discussion of minimum tendon loads.
9.3.2.3 Normal Conditions
9.3.2.3.1 Lifetime operating load conditions for the tendons should consider a range of combinations of wind, wave,
and current conditions which will commonly occur. Life time
operating loads are particularly important in the evaluation of
tendon fatigue life and inspection interval.
49
9.3.2.3.2 Cyclic loads in the tendon can lead to fatigue
crack initiation and growth, thus these loads should be considered. The combined effect of primary and secondary wave
effects, including high frequency axial responses (e.g.,
springing and ringing), plus vortex shedding should be evaluated. Derivation of life cycle tendon loads should be based on
long-term climatic and oceanographic data which includes
data on the joint occurrence of waves and factors which result
in static platform offset (wind and current).
9.3.2.4 Installation
9.3.2.4.1 Loads during tendon installation can result from
any of the environmental conditions discussed. Tendon
dynamics prior to and during latch-up should be considered
to minimize the risk of tendon damage due to free hanging
phenomena or due to resonance response with part of the tendons installed.
9.3.2.4.2 As in the case of operational loads, spectral sea
state criteria for installation should be based on site speciÞc
spectral measurements or hindcast estimates.
9.3.2.5 Damage
Over the structure life, tendons might become damaged.
Hence, tendons may be designed to be removable and
replaceable. Damage to the platform such as a ßooded compartment could also affect tendon loads and responses to
dynamic forces. DeÞnition of these load cases should consider the following factors:
a. Missing tendonsÑThe absence of a tendon can increase
the static load shared by the remaining tendons as well as the
dynamic loads resulting from platform response to environmental conditions. In determining tendon loads under this
condition, the designer should consider the frequency of
planned tendon replacement (if any), and the likelihood for
unplanned tendon removal (for example, following discovery
of serious damage). These considerations should determine
the appropriate operational environments applicable for a
missing tendon case.
b. Damaged platform compartmentsÑA ßooded platform
compartment could lead to a reduction in tendon tension and
the possibility of loss of tension in the tendon under certain
conditions. Adequate pretension should be provided to insure
that the tendon load does not drop below levels which could
cause excessive tendon stress or damage tendon components
under the worst environmental conditions expected with one
or more ßooded compartments as speciÞed in 5.3.
c. Damaged tendonÑStructural damage to a tendon may be
detected either by in-service inspection (e.g., NDT), tendon
leaking, or loss of load carrying capability (e.g., from damaged bottom connector or failure of foundation). The operator
may elect to leave such a tendon in place for a period of time
prior to replacement. The designer should consider appropri-
50
API RECOMMENDED PRACTICE 2T
ate load cases with a damaged tendon in place to determine
the effects of such conditions as reduced pretension on a damaged tendon, or complete or partial ßooding of an air-Þlled
tendon.
9.3.2.6 Seismic
9.3.2.6.1 Seismic loads on the tendons should be based on
site speciÞc geotechnical conditions, and the design spectra
should include the vertical and two orthogonal horizontal
components of ground acceleration.
9.3.2.6.2 Either the response spectrum method using
response spectra presented in API Recommended Practice 2A
or the time history method may be used. If the response spectrum method is used, suitable adjustments should be made to
the response spectra to account for the best estimate of damping. Also, the response spectra should be extended to cover
periods corresponding to lateral (bending) mode vibrations of
the tendon in the surge and sway directions. If the time history method is used, ground motion time histories should also
include energy contributions in this frequency range (typically up to 12 second periods).
9.4 LOAD ANALYSIS METHODS
9.4.1 General Considerations
9.4.1.1 Tendon loads consist of both static and dynamic
components. Static loads arise from tendon pretension, tide,
platform offset due to steady environmental forces and foundation installation position errors. These loads may be determined from the equilibrium conditions of the platform,
tendons, and risers as discussed in 7.2.5 and 7.2.6.
9.4.1.2 Dynamic tendon loads arise from platform and
seismic motions, wind gusts and direct hydrodynamic forces.
Calculation of these loads and forces is described in the following paragraphs.
9.4.2 Dynamic Analysis Considerations
9.4.2.1 General
9.4.2.1.1 Dynamic axial and bending tendon loads arise
primarily from platform motions. Platform response analysis
should include both primary wave effects (loads at the primary wave frequency) and secondary wave effects (loads at
harmonic or subharmonic frequencies to primary wave frequencies, or at sum/difference frequencies in response to
spectral wave input). Dynamic analysis of TLP tendon loads
should take into consideration the possibility of platform
pitch/roll resonant excitation due to primary and secondary
effects. Linearized dynamic analysis does not include some of
the secondary wave effects and it may not model accurately
extreme wave responses. A check of linear analysis results
using non-linear methods may be necessary and a suitably
scaled model test may be used to conÞrm analytical results.
Care should be exercised in interpreting model test results for
resonant responses, particularly for loads due to platform
pitch or heave, since damping may not be accurately modeled.
9.4.2.1.2 Tendon dynamic analysis may be coupled nonlinear, coupled linear or uncoupled. In coupled analysis, the
transverse (bending) response of the tendons is calculated
simultaneously with the platform response. Dynamic horizontal forces interact between the tendons and platform at the
points of attachment. If dynamic tendon tension is also
allowed in the tendon bending response analysis, then the
procedure is non-linear as well as coupled.
9.4.2.1.3 Platform response analysis with tendons modeled as springs having no transverse inertia, is uncoupled.
Tendon bending response analysis can be performed separately using the results of uncoupled platform analysis. For
discussions of non-linear and coupled analyses, see de Boom,
1983; Denise, 1979; and Halkyard, 1983.
9.4.2.1.4 One approach for uncoupled dynamic analysis is
as follows:
a. Compute equilibrium (zero offset) conditions based on
water level and tendon pretension (see 7.6.2).
b. Compute steady loads and offsets due to environmental
forces (see 7.6.3).
c. Compute a linearized spring constant for the riser and tendon reactions acting on the platform. This spring constant
may be a function of the steady offset and drawdown.
d. Apply an equivalent vertical mass (typically one-third of
the total tendon mass) to the platform tendon attachment
points to account for tendon mass. No mass should be added
for accelerations in the horizontal directions.
e. Compute platform response including tendon top tensions,
to unsteady environmental forces (see 7.7)
f. Perform a tendon lateral (bending) analysis using a riser
type program as discussed in API Recommended Practice
2Q. The platform horizontal motions at the tendon attachments, calculated in e should be imposed on the tendon top.
The tendon tension may be constant (linear analysis) or vary
according to the results of e, if the analysis is nonlinear. Also,
rotational stiffness of the ßexible termination joints should be
included in the analysis model.
9.4.2.1.5 This approach can be carried out using either
time domain or frequency domain (linear only) techniques,
although each has its advantages and disadvantages as discussed below.
9.4.2.2 Frequency Domain Analysis
9.4.2.2.1 Frequency domain solutions for tendon response
can be obtained by numerical solution of the linearized Þnite
element or Þnite difference equations for the tendons. This
approach requires modeling the hydrodynamic drag as a lin-
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
ear damping term and assumes small excursions from the
mean position. The solution will be in the form of a transfer
function relating tendon response (bending, displacement,
etc.) as a function of frequency. The forcing function will be
from platform motions and direct hydrodynamic forces.
Therefore a linear relationship, including phase relationships,
between these forces and primary wave height and frequency
needs to be determined from the motion analysis as input to
the tendon load analysis.
9.4.2.2.2 Frequency domain analysis is well suited for
fatigue and operational analysis, since the transfer functions
may be applied directly together with sea spectra to arrive at
exceedance statistics for tendon loads and stresses. In order to
do this, it is best to combine the results for tension, bending,
and shear loads to arrive at a response amplitude operator for
total combined stress prior to application of spectral techniques. Otherwise, the phase relationships for the combined
load cases are not taken into account.
9.4.2.2.3 The linearizations required for frequency domain
analysis might lead to inaccurate results for extreme loads. In
this case, time domain analysis should be carried out and
compared.
9.4.2.3 Time Domain Analysis
9.4.2.3.1 Time domain solutions offer the advantages of
allowing the direct inclusion of non-linear effects and the
determination of the phase relationship for combined loadings (tension, bending, and shear) under a maximum design
condition. Several riser type programs are available for this
analysis.
9.4.2.3.2 Uncoupled time domain analysis of tendon loads
requires as input the time history of top tendon loads and platform offsets, hence a time domain platform motion is
required. A simulated time history of platform motions and
top tensions can be constructed from frequency domain platform motion solutions if appropriate phase relationships are
maintained between the incident wave proÞle, motions, and
tension and shear components.
9.4.2.3.3 To determine the extreme values for key parameters (e.g., tension or angle), cases should be run for several
wave frequencies at amplitudes consistent with expected
maximum wave heights. Non-linear wave forms should be
investigated to examine the possibility of tendon responses at
resonant frequencies other than the primary wave frequency.
Ideally, a random time series representing the wave form in
the design storm should be used to develop a histogram of
peak loads. A sufÞcient number of complete cycles should be
computed in order to obtain a distribution of peaks.
51
9.4.2.4 Instabilities and Resonances
The tendon system may possess certain dynamic characteristics which should be given special consideration. An
example of these are the axial forces caused by platform
heave and pitch/roll oscillations at resonance. Other effects
which should be considered include vortex induced vibrations (see 6.4.3.2) and seismic loads. In considering these
dynamic responses, the design should include an approximate damping model accounting for both mechanical and
hydrodynamic effects.
9.4.2.4.1 Axial Vibrations
Natural heave and pitch/roll frequencies may be determined
from the above analyses or from simple harmonic oscillator
theory. Natural periods typically will be in the range of 2 to 5
seconds. While these periods are lower than the predominant
wave energy, resonant ampliÞcation can lead to signiÞcant
tendon tension oscillations at the natural period of heave or
pitch. Two forcing mechanisms should be considered:
a. High frequency primary wave platform heave and pitch/
roll response.
b. Non-linear heave and pitch/roll motions at two and three
times the primary wave frequency.
9.4.2.4.2 Transverse Vibrations
Transverse vibrational modes for the tendons can have natural periods in the range of primary wave periods. Riser type
analyses such as those discussed above and in API Recommended Practice 2Q should include a sufÞcient number of
nodes and time step intervals (for time domain analysis) to
include modes with natural frequencies in the range of primary waves.
9.4.3 Hydrodynamic Loads
9.4.3.1 Wave and Current Loads
The in-line force acting on tendons can be described by the
modiÞed MorisonÕs equation (see 6.4.3).
9.4.3.2 Vortex-Induced Loads
Vortex-induced vibrations are described in 6.3.3.
9.4.4 Seismic Loads Analysis
Seismic response can be estimated using a dynamic analysis method which includes the coupled responses of the platform, tendons, and foundations. This analysis can be made
using either time history or response spectrum methods.
52
API RECOMMENDED PRACTICE 2T
9.4.5 Representation of Multiple Tendons
Multiple tendons at each leg may be modeled as a single
tendon provided the cross section, mass, hydrodynamic drag,
and added mass properties are chosen appropriately. In coupled analysis, particular care must be taken in calculating the
bending stress. The axial and ßexural stiffness of elastomeric
ßex elements in the tendon system should also be modeled.
9.5 STRUCTURAL ANALYSIS METHODS
9.5.1 General Considerations
The design of components for the TLP tendon system
requires a detailed knowledge of the stresses in each component. In some components, such as tubulars, this information
can be obtained by simple calculations. However, for most
components (couplings, top and bottom connections, ßex elements, etc.), the determination of stress distributions should
be obtained from appropriate Þnite element analysis. Recommendations for ÒDetermination of Stresses by AnalysisÓ can
be found in API Recommended Practice 2R.
quency, mean stress, level of cathodic protection, section
thickness, shape and stress gradients.
9.5.4 Inspection Interval Selection
9.5.4.1 Periodic inspection of the tendons for fatigue
cracks is desirable. A nominal inspection interval should be
established by a fatigue analysis based on MinerÕs cumulative
damage theory and appropriate crack growth data as
described in 9.5.3.
9.5.4.2 The inspection interval may be determined using
the fracture mechanics approach described in A.Comm.9.5.3.
In this case, however, the initial ßaw size should be taken as,
the maximum ßaw size likely to be missed, using the method
of inspection to be employed. For example, if a leak before
break criterion is used in tendon design, then the initial ßaw
size would be the tendon wall thickness. The residual life
should be a multiple of the inspection interval. An example of
this method is given in Halkyard (1986).
9.6 STRUCTURAL DESIGN CRITERIA
9.5.2 Stress Distribution Verification Tests
9.6.1 Design for Maximum Loading
9.5.2.1 After completion of the design studies, it is recommended that the initial prototypes of the tendon components
be tested to verify the stress analysis. The testing has two primary objectives: to verify any assumptions made in the analysis, and to substantiate the analytical stress predictions. This
can be accomplished by strain gauge testing or photoelastic
methods. Normal design qualiÞcation tests may be performed
in conjunction with this testing. Components having been
proven by prior service or qualiÞcation may not require additional testing.
9.6.1.1 The design of tendon system components for maximum loading requires that they support their design load
while keeping the maximum stresses within the allowable
limits in this section. These limits are intended to prevent
structural deformation that could lead to failure and ductile
fracture with a factor of safety. Local peak stresses are not
considered for maximum loading, but can be of primary concern for evaluating fatigue life as discussed in 9.6.4.
9.5.2.2 The testing should serve to verify the pattern of
strain in regions surrounding the critical points and to ensure
that no areas of stress concentration were overlooked in the
analysis.
9.5.3 Fatigue Analysis
9.5.3.1 In the design of tendon components, consideration
should be given to the fatigue damage that will result from
cyclic stresses. A detailed fatigue analysis should be performed using a PalmgrenMiner, S-N curve approach or fracture mechanics. The fatigue life of the tendon is deÞned as the
total life to tendon failure, i.e., the life to which the tendon
parts (critical failure).
9.5.3.2 The combined axial and bending stress history
should be determined by dynamic analysis (see 9.4.2) and
may consider variations around the tendon circumference.
Care should be taken to ensure that the S-N curve or crack
growth parameters are derived under conditions representing
actual materials, environments, cyclic stress range and fre-
9.6.1.2 The allowable limits for maximum loading relate
to the linear stress distribution at each of the critical cross
sections within a component. The linear stress distribution at
a cross section represents the combination of two categories
of stress: net section stress and local bending stress. Net section stress at a cross section results from axial load, pressure
and general bending moments, while local bending stress
results from local bending moments created by an eccentric
load path.
9.6.1.3 The location of critical sections and the stress distribution at these cross sections are obtained from an appropriate analysis as described in 9.5.1; the stress distribution
will usually vary within the cross section, the area of maximum stress being that of interest.
9.6.1.4 The critical cross sections within a component are
generally cylindrical cross sections, or portions of cylindrical
cross sections, obtained by passing a plane perpendicular to
the axis of the tendon.
9.6.1.5 The component internal loads acting on such a
cross section are illustrated in Figure 14 for a hypothetical
coupling design with an axisymmetric cross section, assumed
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
here to simplify the illustration. The component internal loads
shown result in the linear stress distribution used to evaluate
the component for maximum loading.
9.6.1.6 Referring to the axisymmetric cross section shown
in Figure 14, the net section stress (sp) at the cross section is
seen to result from the combined axial tension and general
bending moment, while the local bending stress (ss) is seen to
result from an eccentric load path. For combined axial tension
and general bending, both the net section stress and local
bending stress vary around the circumference. For axial tension only, the net section tensile stress and local bending
stress are constant around the circumference.
9.6.1.7 The stress output provided by typical programs
gives the distribution of total stress, where the total stress represents the combination of net section stress, local bending
stress and peak stress categories, as illustrated in Figure 15 for
an axisymmetrical cross section. The net section stress is calculated as the constant stress distribution which results in the
same multiaxial loads on the cross section as that developed
by the total stress distribution. The local bending stress is calculated as the linear bending stress distribution which results
in the same bending moment on the cross section as that
developed by the total stress distribution. The local peak stress
and the resulting total stress, while not used for static loading,
are more important for fatigue life and fracture mechanics calculations as discussed in 9.6.4 and 9.6.5. For each of these
stress categories, the Von Mises equivalent stresses are calculated after formulation of the component stresses.
Section
through
tendon
Tensile load
,,,
,,,,
,,,
,,,,
Section
through
coupling
Local
bending
moment
9.6.1.8 Although not all tendon system components have
cylindrical cross sections, the loads and stress distributions
will be similar for noncylindrical cross sections (such as collets, segments, dogs, etc.). Therefore, the same principles discussed are applicable.
9.6.1.9 The net section stress and the local bending stress
at a cross section have different degrees of signiÞcance. For
this reason they are given different allowable limits, the
allowable limit for local bending stress being higher in accordance with the Limit Theory for combined bending and tension. See ASME Boiler and Pressure Vessel Code, Section
VIII, Division 2.
9.6.2 Allowable Stresses
9.6.2.1 The allowable stresses for tendon components,
safety criterion A in 5.5, are as follows:
a. Net section stress sp £ 0.6 Fy or 0.5 Fu, whichever is less.
b. Local bending stress ss £ 0.9 Fy or 0.7 Fu, whichever is less.
9.6.2.2 The allowable stresses for tendon components,
safety criterion B in 5.5 are as follows:
a. Net section stress, sp £ 0.8 Fy or 0.6 Fu, whichever is less.
b. Local bending stress, ss £ 1.2 Fy or 0.9 Fu, whichever is less.
Where:
Fy = minimum yield strength, ksi (MPa).
Total stress
distribution
Local
peak
stress
General
bending
moment
Net section
load due to
tension
Net section
load due to
bending
Von Mises
stress
Local
bending
stress
Equivalent
linear
distribution
Net
section
stress
Thickness
Tensile load
Local
bending
moment
Local
bending
moment
Net section
load due to
tension
Net section
load due to
bending
Note:
Local bending moment varies around circumference
when general bending moment is considered; for
design load condition of tension only, local bending
does not vary around circumference.
Figure 14—Net Section and Local Bending Loads On
a Cylindrical Section
53
Vertical
plane through
axisymmetric
coupling
CL
A
A
Figure 15—Stress Distribution Across Section A-A
For Axisymmetric Cross Section
54
API RECOMMENDED PRACTICE 2T
Fu = minimum ultimate strength, ksi (MPa).
9.6.2.3 In addition to complying with the above allowable
stresses, the tendon static loading design should reßect the
inßuence of the series and parallel nature of the tendon conÞguration. The effect of multiple tendon elements on ultimate
strength reliability is discussed in Stahl and Geyer, 1984.
9.6.2.4 The net section stress and local bending stress are
combined using linear interaction as shown in Figure 16.
Both categories of stress should be expressed in the form of
the Von Mises equivalent stress.
9.6.2.5 The allowable stresses given in this section apply to
steel components but do not apply to chains or wire ropes.
Alternate analysis methods and allowable stresses reßecting
chain and wire rope technology should be used for these
types of tendon systems.
9.6.3 Hydrostatic Collapse
Hydrostatic collapse of the tendons should be prevented
by using the appropriate analysis methods and safety factors
from the latest edition of API Recommended Practice 2A.
9.6.4 Fatigue Life
curve corresponding to a lower bound usually deÞned as the
lower bound of a two-sided, 95-percent prediction interval.
9.6.4.2 A lower design fatigue life factor may be used
when a proven, reliable inspection/crack detection method
(see 9.6.5) and expedient replacement (repair) plan are to be
employed. The factor might also be reduced by reduction in
the uncertainties, scatter and approximations mentioned
above (see Wirsching, 1986).
9.6.4.3 In no event, however, should the fatigue life be less
than three times the design tendon service life.
9.6.5 Inspection/Replacement Interval
The inspection/replacement interval should not be more
than one-Þfth (1/5) of the time necessary for a reliably detectable crack to grow to tendon failure. Besides in-place NDT,
the inspection method could be leak-before-break or removal
for dry inspection.
9.7 FABRICATION
Procedures for the fabrication of tendon components are
discussed in 13.3.
9.8 INSTALLATION PROCEDURES
9.6.4.1 A nominal tendon component fatigue life (crack
initiation plus propagation) of 10 times the tendon design service life is recommended. This factor includes allowances for
uncertainties in lifetime load prediction, S-N curve data scatter, approximations in linear damage theory and the effect of
many tendon components being connected in series. This factor should be used in conjunction with the component S-N
1.2 s Yield
*Local bending stress (ss)
Allowable stress
s Yield = Material
yield stress
Procedures for the installation of tendon systems are discussed in 13.6.4.
9.9 OPERATIONAL PROCEDURES
9.9.1 Load Monitoring
9.9.1.1 The tendon system should be suitably instrumented
and monitored to aid in operations and to ensure that the system is performing within design limitations.
9.9.1.2 Provision should be made to monitor tendon top
tension. In addition, it may be desirable to monitor platform
mean offset position and tendon upper and/or lower ßex
joint angles.
9.9.2 Tendon Retrieval and Replacement
0.8 s Yield
*Net section stress (sp)
*As derived from Von Mises
Equivalent Stress
Figure 16—Combined Net Section and Local
Bending Stress Linear Interaction Curve
The need to retrieve a tendon could arise: (1) as part of a
scheduled plan for inspection or replacement, (2) in the event
of damage or suspected damage, or (3) in removing the TLP
from site. Regardless of the reason for retrieval, the equipment, operations, and procedures involved should be carefully
preplanned and personnel trained to carry out the procedures.
9.10 CORROSION PROTECTION
Provisions for corrosion protection of tendons should be
provided as discussed in 14.7.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
55
9.11 INSPECTION AND MAINTENANCE
Procedures for the inspection and maintenance of tendons
are discussed in 13.7.
10 Foundation Analysis and Design
10.1 GENERAL
10.1.1 Purpose and Scope
This section addresses the analysis and design of TLP
foundations. Discussions of fabrication, transportation, installation, materials, monitoring, inspection, and maintenance as
related to the foundation are also included.
10.1.2 Description of Foundation Systems
Figure 18—Components of an Independent
Template Foundation System
The term foundation system refers to the foundations used
to anchor the tendon legs to the seaßoor. A foundation system
can consist of structures such as independent leg templates
and well templates or an integrated single piece foundation
supported or anchored by piles, gravity, mudmats or combinations of each.
10.1.2.1 Piled-Template Foundations
Foundations comprised of piles and template structures
(integrated or independent) are addressed. Well templates are
also addressed since the well template may be integrated with
the leg templates. Figure 17 illustrates an integrated foundation and Figure 18 independent templates.
10.1.2.2 Shallow Foundations
Shallow foundations principally address gravity foundation
systems but also include the piled template during installation
prior to pile placement. Figure 19 is an example of a shallow
foundation system. Mudmat design and analysis is covered in
the shallow foundation subsection.
Figure 19—Components of a Shallow
Foundation System
10.2
FOUNDATION REQUIREMENTS AND SITE
INVESTIGATIONS
10.2.1 Foundation Requirements
10.2.1.1 The primary function of the foundation system is
to anchor the tendons.
10.2.1.2 Load transfer to the soil can be accomplished in a
number of ways. For example, through tendons directly
attached to piles, through templates which distribute tendon
forces to the soil via piles, or through a gravity base.
10.2.1.3 The use of a template structure requires consideration of several factors including: template conÞguration,
structural strength, installation feasibility, required positional
and alignment tolerances, connections with the tendons and
Figure 17—Components of an Integrated
Template Foundation System
56
API RECOMMENDED PRACTICE 2T
risers, and if applicable, connections between the template
and piles.
10.2.1.4 The design of the foundation structure should
ensure that permissible limits of stress, displacement, and
fatigue are not exceeded during and after installation. Particular attention should be given to loading eccentricity arising
from tendon/riser force variations within a group, tendon/riser
installation sequences, and possible tendon/riser retrieval and
redeployment during the platformÕs operational life. The permissible soil stress and displacement should be established
considering variations in soil properties resulting from cyclic
tensile and lateral loadings, and in the case of pile supported
foundations, potential creep due to sustained axial tension
loadings. Consideration should also be given to the loss of
foundation capacity due to scour or soil instability (e.g., mudslides and liquefaction).
10.2.1.5 The foundation system design should include provision for inspection and maintenance. The extent of inspection and maintenance should be commensurate with the
redundancy relative to overall safety and performance.
10.2.1.6 As the primary objective of an analysis is to
obtain realistic predictions of foundation response to loading,
soil properties that best represent the parameters of interest
should be used. Design, on the other hand, seeks to assure
that particular levels of safety are possessed by the foundation
to resist loads predicted by analysis. Therefore in design, soil
parameters should be modiÞed by factors to reßect uncertainty and risk.
10.2.2 Site Investigations
10.2.2.1 Requirements for site investigations should be
guided primarily by the type and function of the platform to
be installed, the availability and quality of data from prior site
surveys, and the consequence which would result from a partial or complete foundation failure. Special problems include
deepwater sites and unusual loading conditions.
10.2.2.2 The measured properties of soil samples
retrieved from deep waters may be different from in-situ values. Without special precautions, the relief of hydrostatic
pore pressure and its resulting effect on any dissolved gases
can yield soil properties signiÞcantly different from in-situ
conditions. Because of these effects, in-situ or special laboratory testing to determine soil properties is warranted. Since
installation sites may be remote from areas for which extensive site data are available, regional and local site studies to
adequately establish soil characteristics may be required.
Previous site investigation and experience may permit a less
extensive site investigation.
10.2.2.3 The upward static and dynamic loadings are different from those typically experienced by a jacket-type
structure. Piled TLP foundations are subjected to constant
and cyclic tensile load components which can result in tensile creep of the foundation. Tests to ascertain the long-term
soil-pile response when subjected to these loadings should
be performed.
10.2.2.4 A site investigation program should be accomplished for each platform location. The program should, as a
minimum and preferably in the order listed, consist of the
following:
a. Geological surveyÑBackground geological data should
be obtained to provide information of a regional character
which may affect the analysis, design and siting of the foundation. Such data should be used in planning the subsurface
investigation, and to ensure that the Þndings of the subsurface
investigation are consistent with known geological conditions.
b. Seaßoor and sub-bottom surveyÑGeophysical information should be obtained relating to the conditions existing at
and near the surface of the seaßoor and include:
1. Soundings and contours of the seaßoor and shallow
stratigraphy.
2. Position of bottom shapes which might affect scour.
3. The presence of boulders, obstructions, and small
craters.
4. Gas seeps.
5. Shallow faults.
6. Slump blocks.
7. Scarps.
8. Cuttings for pre-installed templates.
9. Previous usage of seaßoor.
The background geological data should be incorporated
into the results of the geophysical survey to provide an overall
geological evaluation of the area and to determine the existence of any geologic hazards.
c. Geotechnical investigationÑThe subsurface investigation
should obtain reliable geotechnical data concerning the
stratigraphy and the lateral variability of the soil. The sampling and in-situ testing intervals should ensure that a reasonably continuous proÞle is obtained.
The design soil parameters in various soil strata should be
determined from a Þeld program that tests the soil in as nearly
an undisturbed state as feasible. Because the quality of soil
samples can be expected to decrease with increasing water
depth, the use of in-situ testing techniques are recommended
for deepwater sites. In addition, soil samples will be required
to characterize the soil types and provide other basic engineering property data.
The number and depth of soil borings required will depend
on the foundation geometry and the natural variability of the
site geology.
For pile foundations, the minimum penetration of at least
one boring should exceed the anticipated design penetration.
For piled or non-piled gravity foundations, the minimum penetration of each boring should be related to the expected zone
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
of inßuence of the loads imposed by the base. Appropriate insitu tests should be carried out, where possible, to a penetration that will include the soil layers inßuenced by the foundation components.
Additional shallow sampling and testing should be performed to allow accurate predictions of near surface soilfoundation interaction, and to assess the variation of soil
stratigraphy across the site.
Recovered samples which are to be sent to an onshore laboratory should be carefully packaged to minimize disturbance, changes in moisture content, and temperature
variations. Samples should be labeled and the results of initial
inspection of the samples recorded, including soil fabric and
sample disturbance.
d. Soil testing programÑThe soil testing program should
consist of in-situ and laboratory tests to establish classiÞcation properties for all soil and rock strata and to obtain classiÞcation properties and initial estimates of the soilÕs strength
and deformation properties. When applicable, testing should
be performed in accordance with ASTM or other applicable
standards. Additional testing should be performed to deÞne
the dynamic and cyclic behavior of the soil to allow prediction of soil structure interaction due to sustained and cyclic
loading. Consideration should be given to the performance of
permeability and consolidation tests.
e. Preinstallation seaßoor surveyÑA seaßoor survey should
be made immediately prior to the installation of the foundation system to determine the most recent changes to the bottom topography.
f. Additional studiesÑAs applicable, analytical studies or
scaled tests should be performed to assess the effects listed
below:
1. Scouring potential.
2. Hydraulic instability and occurrence of sand waves.
3. Ground response studies or analysis.
4. Seaßoor instabilities in the area where the foundation
system is to be placed.
57
forces from movable drilling equipment or the forces due to
astronomical and wind-driven tides and currents are considered static.
10.3.1.2 Dynamic
A dynamic load is due to an externally applied force or
displacement whose time rate of change can produce additional external and/or inertial forces. Dynamic loads can be
classed as:
a. CyclicÑrecurring, varying forces induced by waves, wind
or earthquake motions.
b. ImpactÑnon-cyclic forces induced by dropped objects,
boat collision or drill rig hook loads.
c. TemporaryÑdynamic forces induced by an event of short
duration such as those due to launching, lifting, placement or
pile driving.
10.3.2 Loading Conditions
Forces at the connections between the foundation and the
tendons, risers and pipelines should be applied as loads.
Loads due to the effective weight of the templates, appurtenances, piles and conductors should be applied as appropriate. The following loading conditions represent the minimum
requirements for the analysis and design of the foundation
system (see Table 1):
10.3.2.1 Extreme
Drilling and/or producing equipment loads appropriate for
combining with tendon and riser forces and foundation system loads resulting from extreme environmental events.
10.3.2.2 Normal
Drilling and/or producing loads appropriate for combining
with tendon and riser forces and template loads resulting
from normal condition environmental events (conditions
which occur frequently during the life of the platform).
10.3 LOADING
The basic deÞnition of load types and conditions are found
in 5.5. These deÞnitions are ampliÞed here as they apply to
the foundation design.
10.3.2.3 Fatigue Loading
Consider cyclic tendon and riser forces and towing loads
on the template. Also consider forces induced by pile driving.
10.3.1 Load Types
10.3.2.4 Damage
The load types deÞned in 5.5.1.2 need to be considered as
either static or dynamic loads when applied to the foundation
design.
Tendon and riser forces imparted to the foundation system
in which it should be assumed that one compartment of the
hull has been damaged (ßooded). Environmental conditions
should be the reduced extreme event.
10.3.1.1 Static
A static load is an externally applied force of constant
magnitude. Some loads that vary over relatively long time
durations can also be considered constant. For example, the
10.3.2.5 Tendon Removed
A recurrence interval based upon the time required to
replace a tendon should be determined. Tendon and riser
58
API RECOMMENDED PRACTICE 2T
forces imparted to the foundation system loads should be
based upon the environmental conditions established for this
case.
10.3.2.6 Transportation and Installation
10.3.2.6.1 Static and/or dynamic loads are imposed on the
components of the foundation system during the operations of
moving them on and off a barge, during tow and placement.
10.3.2.6.2 Environmental effects on transport vessel or
self-ßoating motions appropriate to the tow route and installation site should be considered in determining the following:
a. Forces produced during lifting, launching, self-ßoating or
lowering of the foundation system components.
b. Forces that result from on-bottom placement and leveling
of the structure such as those due to mudmat reactions.
c. Impact forces due to latching and/or stabbing piles, tendons and risers. The anticipated running rate and the effect of
tensioning devices should be considered.
d. For driven piles, the static weight and impact load caused
by the hammer should be considered. The effects of ocean
currents on the freestanding portion of the pile and hammer
assembly should be included.
The penetration of the pile should be calculated accounting
for pile/hammer assembly weight, restraint offered by the
template, and soil friction and end bearing. The length of the
freestanding portion of the pile can then be determined.
e. For foundation systems utilizing drilled and grouted piles,
the effective weight of piles supported by the structure should
be included. After grouting to the soil, a pile should not be
assumed capable of carrying its own weight until after a suitable set-up time. Pile buoyancy should be considered because
of differences in internal and external ßuid densities.
f. Pipeline pull-in forces on the foundation.
10.3.2.7 Seismic
Reference 9.3.2.6 and 9.4.4.
10.4 ANALYSIS PROCEDURES
10.4.1 General
This section presents guidelines for analysis procedures for
the response of TLP foundations under the loading conditions
detailed in 10.3.2. Analysis is differentiated from design by
the range of behavior (response) of the foundation and the
need to provide an understanding of the primary factors controlling the interaction between structure, piling and the supporting soil for given geometry, soil characteristics, and
loading conditions. Analysis provides the internal member
forces and displacements for use in design.
10.4.2 Analysis of Piled-Template Structures
Because piled foundation templates are similar to Þxed
platform foundations, the recommendations given in API
Recommended Practice 2A should be considered where
appropriate.
10.4.2.1 Template Modeling
The foundation template should be analyzed using a model
which represents the geometric, stiffness, and damping characteristics of the structure. Normally, a three-dimensional
space frame model of the template should be used to predict
load distribution and stress levels in members of the template.
Simpler two-dimensional models may be sufÞcient if the
geometry and loading characteristics allow such simpliÞcation. Three-dimensional analyses may be required to further
check the validity and adequacy of any two-dimensional analyses. The interaction between tendon connectors, template,
and piles should be considered.
10.4.2.2 Soil Modeling
10.4.2.2.1 The manner in which the foundation soil is
modeled and the selection of the values (and range) of engineering properties of the soil is important. The soil model
should reßect the characteristics and interactive response of
the affected soil zones and be consistent with modeling techniques and level of sophistication used for the rest of the
structure. For example, the soil may be modeled as a continuum or a set of discrete springs.
10.4.2.2.2 Selection of engineering properties of the soil,
such as undrained shear strength, effective friction angle,
PoissonÕs ratio, elastic and shear moduli should be consistent
with the soil model, loading condition, and type of analysis.
In addition, the designer/analyst should estimate possible
variations and ranges of the parameters and assess the effects
of these variations on the response of individual components
and the overall system. Effects of possible liquefaction should
be considered.
10.4.2.3 Pile Soil Interaction
Where appropriate the pile may be modeled by discrete
elements which account for the stiffness and damping characteristics of soil-pile interaction. For foundations with closely
spaced piles, the effects of group interaction on response and
capacity should be evaluated. The effects of lateral load on
axial behavior should be considered because of the consequences of large upward foundation movements.
10.4.2.4 Conductor Modeling
For a template with drilling conductor slots (whether separate or integral), the effect of the conductors on the behavior
and strength of the foundation system should be assessed.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
The same analysis, design and installation considerations
used for the pile would apply to a conductor, but with the
addition of fracture gradient considerations.
10.4.3 Analysis of Shallow Foundations
10.4.3.1 Mudmat Modeling
Mudmats, in general, are similar to those for jacket-type
structures for analysis purposes. The designer/analyst should
generally follow the recommendations in API Recommended
Practice 2A, accounting for the expected loading conditions
and duration of service.
10.4.3.2 Gravity Template Modeling
Modeling of a gravity type foundation subjected to high
eccentric uplift loads should consider the problems of potential suction under the base and lateral stability under the
eccentric uplift loads, together with the interaction between
foundation, soil and skirts. Linear or nonlinear analysis methods may be used. Analyses should model the cyclic nature of
the loads and pore pressure generation and dissipation under
cyclic loads.
10.5 DESIGN OF PILED-TEMPLATE STRUCTURES
10.5.1 General
10.5.1.1 Internal member forces derived by analysis (see
10.4) should be used to determine the required member sizes.
Local details and secondary members such as pile guide
cones, tendon stabbing cones, padeyes, grouting system
attachments and other appurtenances not included in the analysis may be designed by detailed local analysis.
10.5.1.2 For the design of a steel template structure reference should be made to API Recommended Practice 2A for
allowable design stresses and fatigue estimation procedures.
Reference should be made to Section 8 for the minimum
design fatigue life of the steel foundation components.
10.5.2 Tendon Connection
The tendon attachment should be detailed to ensure all load
components are safely transmitted into the main template
structure or directly into the piles. Detailed analyses may be
required to determine the stress distribution in the region
around the connection. The template should be detailed to
provide adequate clearance between the tendons and the template structure during the maximum platform offset, considering the effects of marine growth or debris.
10.5.3 Pile-Template Connection
Piles may be connected to the template by grouted pile
sleeves, mechanical connectors or other means. The use of
59
shear keys on the pile and pile sleeve can signiÞcantly
increase grout bond strength. Reference can be made to API
Recommended Practice 2A for the design of grouted piletemplate connections. Detailed analyses may be required to
determine the stress distribution in the region of the pile-template connection.
10.5.4 Installation Aids
Details of the template structure should consider the
requirements for installing piles, tendons and conductors.
Appurtenances should be designed to withstand the effect of
impact, driving, or other loads during pile installation.
10.5.5 Corrosion Protection
Reference can be made to API Recommended Practice 2A
for corrosion protection considerations.
10.6 DESIGN OF PILES
Pile design should conform to the practice given in API
Recommended Practice 2A except as noted below for axial
pullout loads and factors of safety.
10.6.1 Axial Capacity
10.6.1.1 Ultimate pullout capacity should be calculated
using API Recommended Practice 2A.
Q = fAs
(42)
Where:
Q = ultimate pullout capacity
f = unit skin friction capacity
As = side surface area of pile
10.6.1.2 The design pile penetration, including the appropriate safety factors, must be sufÞcient to develop adequate
capacity to resist axial loads unique to TLP foundations.
Allowance should be made for maximum computed axial tension load, cyclic degradation about a sustained tension load,
axial ßexibility of the pile, the effects of sustained tension
loading, group effects, and the potential of near surface axial
capacity reduction from gapping caused by lateral loading,
scouring, or liquefaction.
10.6.1.3 The following factors of safety are recommended
for use in conjunction with Equation 42 for each pile in a
group and to the group taken as a whole:
Where B is a bias factor modifying API Recommended
Practice 2A recommended jacket compression pile factors of
safety for tension pile applications. B may vary between individual piles and pile group.
60
API RECOMMENDED PRACTICE 2T
Load Condition
Safety Factor
Extreme environment
1.5 ´ B
Normal environment
2.0 ´ B
Damage (w/reduced extreme env.)
1.5 ´ B
One tendon removed
(w/reduced extreme env.)
1.5 ´ B
10.6.1.4 Five speciÞc aspects of pile foundation design are
to be considered in the determination of B, as follows:
a. Uncertainties in understanding soil-pile behavior under
tensile loadings.
b. Lack of residual strength of the soil-pile system.
c. Load redistribution capabilities of the foundation system.
d. Relative difÞculty of foundation installation, and relative
integrity of soil samples obtained from deep water.
e. Refer to the commentary for a detailed discussion of these
factors.
10.6.1.5 The recommended range for the minimum value
of B is 1.0 through 1.5. As an example, a highly redundant
foundation system capable of effectively redistributing the
load from a failing pile to the other piles in the group would
have a lower B value. A higher B value would apply to a single pile or ßexible template foundation system incapable of
effective redistribution.
10.6.2 Laterally Loaded Piles
The ability of the piles to resist lateral loads and moments
should be checked using the criteria given in API Recommended Practice 2A. Also the calculated lateral displacement
should be consistent with the rest of the foundation design.
10.6.3 Installation Method
10.6.3.1 Driven Piles
Refer to API Recommended Practice 2A.
10.6.3.2 Drilled and Grouted Piles
Refer to API Recommended Practice 2A. A deep water
environment requires additional installation considerations,
such as formation (hydraulic) fracturing, inspection and quality control.
10.6.3.3 Belled Piles
Refer to API Recommended Practice 2A. A deep water
environment requires special consideration of construction,
inspection, quality control and formation fracture potential.
10.6.3.4 Jacked-in Piles
In contrast to driven piles, the capacity of jacked-in piles
during and immediately after installation may be higher than
the long-term capacity. This short-term penetration resistance
and long-term capacity should be evaluated.
10.7 DESIGN OF SHALLOW FOUNDATIONS
10.7.1 Soil Characteristics
The ability of the soil to resist loads from shallow foundations should be evaluated by considering the stability against
overturning, bearing, sliding, uplifting or a combination
thereof. The foundation load-deformation behavior is generally characterized using the stiffness and damping of the
foundation. Soil properties needed for such an evaluation
include, but are not limited to, the soil shear strength, moduli,
compression index and unit weight. An understanding of the
present and past state of stress (stress history) of the soil
deposit is also necessary.
10.7.2 Design of Gravity Template
A gravity template should be designed in accordance with
the Shallow Foundation design practice given by API Recommended Practice 2A with the following additions.
10.7.2.1 Uplift Capacity
The resistance of a gravity template against an uplift force
can be obtained from the following equations:
10.7.2.1.1 For undrained total stress (f = 0¡) analyses
Q = Wb + a cAs
(43)
Where:
a = empirical adhesion factor, typically less than 0.5.
f = soil friction angle.
c = undrained shear strength.
Q = maximum vertical uplift load at failure.
Wb = submerged weight of the gravity template.
As = embedded side surface area of the gravity template and/or skirt.
10.7.2.1.2 When a gravity template is subject to a dynamic
uplift force, a temporary suction caused by negative pore
pressure and adhesion may develop at the base of the template and the uplift capacity will be greater than that computed from Equation 43. This additional capacity depends on,
among other factors, the permeability of soil, drainage paths,
duration of applied load, and geometry of the foundation. As
its effect is temporary, it shall not be accounted for in the
design unless substantiated by appropriate analysis or experimentation.
10.7.2.1.3 For drained condition:
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
Q = Wb + (c¢ + K Po¢ tan d) As
(44)
Where:
c¢ = effective cohesion intercept of Mohr-Coulomb
envelope.
d = effective friction angle along slip surface.
K = coefÞcient of lateral earth pressure at rest.
Po = effective overburden pressure.
10.7.2.1.4 Safety FactorsÑAPI Recommended Practice
2A (Safety Factors) should be modiÞed to include Uplift
Failure.
10.7.2.1.5 The design based on Equations 43 and 44
should satisfy one of the following safety factors:
a. When considering only the submerged weight, Wb in the
above equations a factor of safety of 1.25 is acceptable.
b. When considering both terms, a factor of safety of 2.0 is
required.
61
ence on the performance of the foundation should be considered. However, mudmats should not be relied upon to provide
long term sliding or uplift resistance.
10.7.4 Site Preparation
Obstructions on the seaßoor should be removed prior to
template installation. The foundation surface should be prepared to avoid high localized contact pressures. Voids
between the gravity template structure and the seaßoor
should be considered and may be Þlled with grout to achieve
effective contact during installation. The grout should be
designed so that its strength properties are compatible with
adjacent surface soil.
10.8 MATERIAL REQUIREMENTS
10.7.2.2 Sliding Capacity
Section 14 describes general material requirements. Items
of special interest are: grout for a drilled and grouted-pile
foundation, and the material connecting piles to templates
and templates to tendons.
API Recommended Practice 2A (Sliding Stability) is modiÞed as follows:
10.9 FABRICATION, INSTALLATION, AND
SURVEYS
10.7.2.2.1 Undrained analysis:
For design considerations arising from fabrication and
installation requirements refer to Section 13. Monitoring, surveys, and maintenance requirements for the foundation are
also provided in Section 13.
H = cA
(45)
Where:
H = horizontal load at failure.
c = undrained shear strength.
A = effective bearing area of foundation.
11 Riser Systems
11.1 GENERAL
10.7.2.2.2 Drained analysis:
H = c¢ A + V tan d
11.1.1 Scope
(46)
Where:
c¢ = effective cohesion intercept of Mohr envelope.
V = maximum vertical load at failure.
10.7.2.2.3 Skirts may increase the sliding capacity of the
foundation. Guidance for design/analysis is currently under
development.
10.7.2.2.4 Safety factorsÑThe design based on Equations
45 and 46 should satisfy a 1.5 factor of safety for all loading
conditions.
10.7.3 Design of Mudmats
Mudmats are used to temporarily support the foundation
template during installation and should be designed to consider short-term bearing failure, sliding stability and short
term deformation in accordance with API Recommended
Practice 2A (Shallow Foundations). In the event mudmats are
made a permanent part of the foundation template, their inßu-
This section discusses structural analysis procedures,
design guidelines, component selection criteria, and typical
designs for riser systems. Guidance is also given for developing load information for the equipment attached to the ends of
the riser.
This section primarily addresses rigid steel risers (i.e., not
ßexible pipe), where risers are not used as/or part of/the tendons. When the functions of risers and tendons are combined,
structural design should also consider the recommendations
outlined in Section 9.
11.1.2 Functions of Risers
A TLP requires risers to provide conduits between the seaßoor equipment and the surface platform. Risers may perform the following functions:
a. Export, import, or circulate ßuids.
b. Guide drilling or workover tools to the wells.
c. Support auxiliary lines.
d. Serve as, or be incorporated in, the tendon.
62
API RECOMMENDED PRACTICE 2T
11.1.3 Description of Risers
11.1.3.3 Riser Examples
Drilling and production riser conÞgurations depend on
whether the drilling BOP and well completions are located at
the surface or subsea. In general, risers have a tensioning
device at the top and a moment controlling device and a connector at the bottom. The tensioning device may allow relative vertical motion between the riser and the platform, while
the subsea connector provides a seal between the removable
riser and the subsea well or pipeline.
Risers, regardless of function, may be classiÞed in two
broad conÞguration categories: integral and nonintegral. Each
conÞguration is further subdivided into internal or external
tube types.
11.1.3.3.1 One type of non-integral internal production
riser, Figure 20, which has been built (Goldsmith, 1980), is an
extension of the well bore and permits a deck-level completion similar to that used on a conventional Þxed platform.
11.1.3.1 Integral Risers
11.1.3.1.1 The component ßowlines of an integral riser
may not be retrieved separately. An integral external riser
consists of a central structural pipe which may carry ßuids or
provide structural support. Smaller diameter ßowlines are
attached to the central pipe with brackets. Each end of the
central pipe is Þtted with half of a quick make-up coupling. A
section of the central pipe, the external ßowlines and the coupling are together called a Òjoint.Ó When two joints are mated
together by connecting their coupling halves, the ßowlines
are also connected with full design pressure sealing integrity.
11.1.3.1.2 The integral internal riser contains smaller
diameter ßowlines within the bore of a large pipe. These
tubulars are supported by plates attached to the internal shoulders of the large pipe at the junction of the coupling half and
the pipe. Centralizers at intermediate points within a joint
prevent the tubulars from buckling. An example of an integral
internal riser is a workover riser with multiple bores providing direct access to the internal bores of a subsea tree and
continuity to the surface.
11.1.3.3.2 Alternatively, as shown in Figure 21, a subsea
completion system may be used. Several possible riser conÞgurations are illustrated in Figure 21.
11.1.3.3.3 The type of riser system selected impacts platform design (Nikkel, et al., 1982). For example, when one
riser is required for each well, as in Figure 20, substantial
deck area, and payload capacity, may be needed. Similarly,
well spacing and deck area can be impacted by the size of the
subsea equipment deployed through the deck openings.
11.2 RISER DESIGN
11.2.1 General Considerations
11.2.1.1 Riser design requires that the riser response to the
platform motions and the environmental loads be obtained.
Local forces and moments derived from the response analysis
are then used for the design of the individual riser components. This section describes input parameters for response
analysis. A.Comm.11.3 describes recognized analytical methods, and 11.4 outlines the use of riser response results in component design.
Fluid
transfer
system
Production
tree
Platform
Tensioner
11.1.3.2 Non-Integral Risers
Tapered
joint
Couplings
Connector
Guidance
equipment
Template
Wellhead
,
,,
,,
,,
11.1.3.2.2 Non-integral external riser concepts have been
used as production risers from semisubmersible ßoating production systems. They have been proposed for use with TLP
production systems. The weight of the tubing may be carried
at the mudline or at deck level.
Riser joints
,,,,
,,,
11.1.3.2.1 The component ßowlines of a non-integral riser
may be retrieved separately. The non-integral riser can
assume several conÞgurations. The concept consists of a tensioned structural pipe and provision for lateral support of
internal or external tubulars. This pipe is installed and tensioned Þrst to establish the structural support. Then the tubulars are installed through external guides or through the bore
of the structural pipe.
Mudline
Figure 20—Deck-Level Completion
Production Riser
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
11.2.1.2 A riserÕs ability to resist environmental loading is
derived largely from the applied top tension. Riser design and
the selected top tension should be based on their response to
environmental loads and their functional performance
requirements. The riser loads include hydrodynamic forces of
current and waves, the motions of the platform, and the loads
imposed by contained ßuids and tubulars. Some of the functional constraints are top and bottom angles, steady and alternating stresses, and resistance to column buckling and
hydrostatic collapse.
11.2.1.3 The design of riser components should account
for operational procedures. For example, a drilling riserÕs ßex
joint angle should be maintained within rather low limits
when drilling. However, during extreme conditions, drilling
may be suspended and the limitation on riser angles relaxed.
Limiting criteria for riser design may then become maximum
combined stresses. During such a change of operation the
riser top tension may be changed. Such decisions are a part of
the riser design process and require analysis of the riser in
each potential operational mode. Refer to API Recommended
Practice 2Q.
63
11.2.1.4 Because TLPs may have multiple risers, mechanical interference, hydrodynamic interaction and hydroelastic
vibrations may require special attention.
11.2.1.5 The following paragraphs describe the required
data and the recommended procedure for analyzing riser
response.
11.2.2 Riser Design Analysis Procedure
11.2.2.1 The following items describe a step-by-step procedure for establishing riser component design loads, selecting the appropriate top tensions for the range of
environmental conditions, and specifying the limiting conditions for each operational mode.
a. Drilling and production requirementsÑThe risersÕ conÞguration and properties as well as the internal ßuid densities
are determined by the drilling program and production
requirements.
b. Site environmental dataÑWater depth and statistical data
on wind, wave, current, ice, tides, and seismicity for the site
should be acquired in accordance with 5.4.
Tensioner
Production
riser
A
A
Subsea
trees
Non-integral
external
Template
Integral
external
Integral
internal
Production Riser Joint Arrangements
A–A
Figure 21—Subsea Completion Riser
64
API RECOMMENDED PRACTICE 2T
c. Platform motionsÑAnalytical and/or model test data on
platform response should be acquired in accordance with 7.2.
Platform response data may be used for translating wave
motion into riser top motions. Long-period excursions and
setdown should be included.
d. Design limitsÑParametric limits such as top and bottom
riser angles, riser stresses, internal ßuid density, etc., determine the required top tension and component design requirements. Stress-range limits should be established based on
fatigue considerations.
Table 2—Typical Data List For Analysis of Risers
Water Depth
Boundary Conditions (top tension, restraints, etc.)
Arrangement of Risers (relative to platform and other risers)
Riser ConÞguration (auxiliary lines, elevation of terminations, ßex joints
and lateral constraints, etc.)
Riser Joint Properties (area, weight, material, etc.)
11.2.3.1 Waves
Waves produce motion of the platform and exert oscillating
forces on the risers. Wave data needed for riser analysis
should be developed from the data base describing the site, as
discussed in 5.4.3.
11.2.3.2 Currents
11.2.3.2.1 Currents exert lateral forces on the risers. The
type of current data which should be considered includes:
a. Current speed and direction proÞles for each month or
season.
b. Components of total current such as wind driven or tidal
portions.
11.2.3.2.2 For riser design proper combination of waves
and current should be considered. In some areas, phenomena
such as internal waves and current eddies may affect riser
design.
Buoyancy Device Properties (mass, lift in water, etc.)
Hydrodynamic Parameters (diameter, force coefÞcients, etc.)
Site Environmental Data
Platform Motions
Internal Contents (weight, pressure, etc.)
e. Parametric riser analysisÑRiser analyses should be conducted for a range of environmental and operational parameters to determine the required top tensions and limitation on
operational modes. Riser design should start with a proposed
design and then iterate to identify the riser parameters, such
as wall thickness and material strength, etc., which satisfy the
design objectives. Table 2 shows a typical data list for iterative riser analysis. Necessary analysis should be conducted
for installation/retrieval situations and installed riser cases.
Computation of clearances between risers and the platform
may be necessary.
f. Riser installation and operational proceduresÑRiser operating procedures should be prepared for all phases of riser
operations.
11.2.2.2 Figure 22 presents an example ßowchart for riser
design showing major activities. Many other alternative procedures are suitable. This ßowchart shows the interaction of
the response analysis and component design phases and their
relationship with other platform design activities.
11.2.3 Site Data
Site-speciÞc data required for the design and operation of
risers should be gathered as deÞned in 5.4. The following
paragraphs present a general summary of the information that
should be considered.
11.2.3.3 Earthquakes
Seismic motions should be considered in riser design for
seismically active areas. Vertical and horizontal ground
motion data should be acquired.
11.2.4 Platform Data
11.2.4.1 Platform Configuration Data
The location of risers relative to each other and to the platformÕs structural members are needed for installation and inplace riser interference analyses.
11.2.4.2 Platform Response Data
11.2.4.2.1 The platform response to environmental loading is transmitted directly to the top end of the riser. These
motions constitute a source of dynamic loading on the riser.
The various platform motion data that should be determined
in accordance with 7.3, are:
a. Static Offset (steady wave drift, wind, current forces).
b. Wave Frequency Motions (1st Order).
c. Low Frequency Wind and Wave Motions (2nd Order).
d. Setdown.
11.2.4.2.2 First order motions are characterized, for the
use of riser analysis, by transfer functions which are linear in
wave height and depend on wave period and direction.
11.2.4.2.3 The phasing described in the transfer functions
is normally relative to the platform center of gravity. This
phasing should be corrected to account for the offset of risers.
The exact phase shift depends on riser location, wave direction, and wave length.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
Environmental
data
Riser
analysis
load cases
Operational
requirements
Start
Preliminary
riser design
Platform
motion data
Preliminary
response
analysis
Riser design
limits
Compare
Adjust:
• Design
• Platform
• Operational
requirements
OK
Final
response
analysis*
Compare
• SCF Range
• Fatigue data
OK
Generic
fatigue
analysis
Fatigue life?
OK
*Include vortex-induced
oscillation analysis
Component
design loads
Component
stress analysis
Component
preliminary
designs
Compare
Adjust
design
OK
Final
fatigue analysis
Fatigue life?
Risk analysis
Acceptable?
Figure 22—Riser Design Activities
Riser design
Platform loads
Equipment loads
Top tensions
65
66
API RECOMMENDED PRACTICE 2T
11.2.4.2.4 The low frequency wind and wave motions may
be considered as static in the riser response analysis. The platform undergoes a vertical setdown with horizontal offset that
should be considered in the riser analysis.
11.2.5 Functional and Operational Requirements
Internal diameters and pressure ratings, bend radii, corrosion protection, etc., should be based on the riserÕs functional
and operational requirements.
11.2.6 Limits for Design and Operation
Five types of limits for drilling and production riser system
design and operation are typically considered; maximum
stress, maximum deßection, fatigue damage, stability, and
fracture:
11.2.6.1 Maximum Stress
Dynamic riser simulation provides estimates of the load
distribution on a riser system needed for design of riser components. These load distributions are typically converted to
local stresses in riser components, incorporating the effects of
internal and external pressures and thermal gradients. API
Recommended Practice 2R and 9.6.1 and 9.6.2 deÞne components of stress acting on a cross section. The net section
stress and local bending stress are combined using linear
interaction as shown in Figure 15. These stresses, combined
with other stress components on the basis of von Mises,
should not exceed the allowable stresses recommended in
Table 3.
Table 3—Allowable Stress Limits For Riser System
Design and Operation
Design Case
Use Lower Value
Installation
Normal
Extreme
Net Section Stress
% yield strength:
% ultimate strength:
67
50
67
50
80
60
Local Bending Stress
% yield strength:
% ultimate strength:
87
67
87
67
120
90
11.2.6.2 Maximum Deflection
11.2.6.2.1 Maximum deßection limits should be based on
three factors:
a. The need to limit riser curvature to permit passage of
downhole tools, and limit wear (Fowler and Gardner, 1980;
API Recommended Practice 2Q).
b. The maximum angles permitted by such riser components
as ßex joints (API, Recommended Practice 2Q).
c. The need to avoid collision between adjacent risers (Nikkel
et al., 1982), and between risers and platform members.
11.2.6.2.2 API Recommended Practice 2Q provides limits
for lower ball joint angles. The operator may select purposebuilt drilling riser equipment for a TLP with limits different
from those in API Recommended Practice 2Q. Thus, riserangle limits should be selected on the basis of the equipment
to be used.
11.2.6.3 Fatigue Damage
A detailed cumulative damage and/or crack growth analysis, accounting for all load cycling, should be performed for
critical regions in the riser system (Wybro and Davies, 1981).
Total stresses, including local peak stresses as deÞned in
9.6.2, should be used for fatigue analysis. S-N fatigue or
crack growth curves appropriate for the material and the environment should be used. Data should be characteristic of (1)
the corrosive environment and corrosion protection, (2) the
mean stress, stress ratio (minimum stress/maximum stress),
and frequency, and (3) the fabrication method and surface Þnish. The design fatigue life should be based on the intended
service life and the inspection program schedule. A design
fatigue life of a minimum of three times the intended service
life should be used for each component. Consideration should
also be given to insuring adequate riser system life.
11.2.6.4 Stability
Risers should be designed to avoid collapse caused by
hydrostatic pressure and column-buckling caused by insufÞcient tension. API Recommended Practice 2Q provides
guidelines for calculating limiting collapse pressures for
hydrostatic loading and combined axial and hydrostatic loading, and for evaluating effective tension.
11.2.6.5 Fracture
Riser materials and manufacturing procedures should be
selected to avoid unstable crack propagation or fracture. Fracture mechanics methods should be used to evaluate the fracture toughness required for the expected service conditions
and to establish the limits for tolerable defect sizes.
11.3 RISER ANALYSIS METHODOLOGY
An analytical approach is used for determining the riser
response. The mathematical models and the solution techniques have been widely treated in the literature. A bibliography is provided for the reader desiring detailed information,
and a general discussion of the pertinent aspects of riser analysis is contained in the commentary.
11.4 COMPONENT SPECIFICATION
11.4.1 Introduction
11.4.1.1 This section describes the various components
that make up the riser system and their relevant design con-
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
siderations. General requirements common to all components
are outlined in 11.4.2, and individual components are discussed in subsequent paragraphs according to the following
general format:
a. FunctionÑthe basic function of components within the
riser system is described.
b. Selection/acceptance criteriaÑgeneral performance and
qualiÞcation requirements are outlined.
c. Typical designsÑTypical existing designs are described.
67
11.4.2.3 Handling and Storage
For many components handling during installation,
retrieval and storage may impose the most severe loadings
and may warrant special consideration. Reference to API
Recommended Practice 2K, which is speciÞcally for drilling
risers, could give general guidance for the other riser systems.
11.4.2.4 Prototype Testing
11.4.1.2 Proven technology and hardware should be used
where practical. Concepts or designs derived from applicable
ßoating drilling or production equipment and current TLP
concepts are described.
Riser component designs may change from those currently
used in offshore service. Riser components may require prototype testing to verify the designÕs compliance with the design
requirements. The requirements for such testing should be
included in the component design speciÞcation. QualiÞcation
testing of existing equipment may also be necessary.
11.4.2 General Considerations
11.4.2.5 Failure Propagation
The design engineer should have two primary objectives in
developing speciÞcations for riser components:
A failure analysis (Woodyard, 1980) may be useful to identify possible component malfunctions or failures which can
propagate, causing the failure of other system components.
Frequently, component speciÞcations can be developed
which will reduce or preclude major system failures resulting
from individual component failure. The failure analysis can
identify where a redundancy or fail-safe design philosophy is
appropriate.
a. The speciÞcations should be sufÞciently comprehensive to
assure the required performance of each component and the
total riser system.
b. The speciÞcations should include qualiÞcations criteria to
demonstrate that the component design complies with the
speciÞcations.
The following list of general requirements for all components of a riser system should be considered in preparing the
speciÞcations.
11.4.2.1 Structural Integrity
The design load for each component should be based in
part on the riser response analysis described in 11.2. Such
loadings as tension, bending, torsion, pressure and thermal
gradients should be included in the component speciÞcations.
The resistance of the component to yielding, collapse, and
fatigue should be demonstrated by analysis and test. Such
techniques as Þnite element analysis and strain gage testing
may be speciÞed.
11.4.2.2 Sealing
Almost all riser components have some provision for sealing to segregate internal ßuid from the seawater, to isolate
hydraulic or electric actuation systems, or to protect against
dirt contamination. The sealing devices are most critical when
the pressure differentials are high and when there are moving
surfaces. The speciÞcations should call out required pressure
differentials, types of ßuids which may come in contact with
the seals, and the cyclic life if there are moving surfaces.
Except for Þeld proven designs, qualiÞcation testing to the
design environment should generally be required.
11.4.2.6 Inspection
11.4.2.6.1 Inspection and testing should be performed
periodically during the operational life of the risers.
11.4.2.6.2 Riser systems may comprise a number of components made by various manufacturers. Proper speciÞcation
of the components should reßect the requirements of the integrated system. Interface speciÞcations ensure dimensional,
electrical, hydraulic, structural, and welding compatibility
between the components. The inspection program should
assure that these speciÞcations are followed.
11.4.2.7 Maintenance
Replacement of seals, lubrication, inspection for structural
cracks, painting, etc., should generally be performed on a
scheduled basis for drilling risers. The equipment should be
designed to facilitate maintenance operations. Component
speciÞcations should include required maintenance operations. Appropriate procedures should be developed for other
riser systems (API Recommended Practice 2K).
11.4.2.8 Corrosion
Protection of a riser system against corrosion involves consideration not only of individual components, but the riser
system and the equipment to which it is attached. Dissimilar
metals in the same area and electrical circuits set up by elec-
68
API RECOMMENDED PRACTICE 2T
trically powered equipment are two examples of inßuences
which can accelerate corrosion. Another hazard is stress corrosion in high strength metals which are under continuous
loading. These and other corrosion related effects, such as
H2S and CO2 exposure, should be considered in preparing the
component speciÞcations. Additional corrosion considerations are presented in Section 14.
11.4.4.3 Typical Designs
Telescopic joints have an outer barrel connected to the riser
and an inner barrel connected to the platform. A hydraulically
or pneumatically actuated seal is used between the barrels.
11.4.5 Riser Joint
11.4.5.1 Function
11.4.3 Tensioner System
11.4.3.1 Function
Tensioner units are used to maintain risers in tension as the
platform moves in response to wind, waves, and current and
are commonly motion compensated, although motion compensation may not be necessary for deep water designs.
11.4.3.2 Selection Criteria
Riser tensioners with motion compensation should reliably
maintain top tension within a speciÞed range over a speciÞed
stroke for the design life of the platform. A redundant strategy
may be used to enhance tensioner reliabilities.
11.4.3.3 Typical Designs
One current production riser tensioner example consists of
four hydraulic cylinders attached directly to the riser. Any
opposing pair of cylinders will support the riser. The cylinders are contained in a removable module which Þts into a
recess in the deck. During normal operations, this tensioner
requires no outside power.
Tensioner support systems are discussed in 12.5.3.
11.4.4 Drilling Riser Telescopic Joints
11.4.4.1 Function
A telescopic joint may be needed, based on the stroke
requirements of the tensioner, to allow for elongation due to
platform motions and environmental load. The telescopic joint
has a sliding seal and transmits the ßow of ßuids. It may also
provide attachment points for jumper hoses and tensioners.
11.4.4.2 Selection/Acceptance Criteria
The selection of a telescopic joint should include consideration and evaluation of the following basic items:
a. StrengthÑThe telescopic joint should be designed to
support the imposed load and to resist the design internal
pressures.
b. Stroke lengthÑThe maximum stroke should accommodate platform and riser relative motions.
c. ServiceabilityÑThe packing should be easily serviced and
maintained.
A riser joint forms the basic element of a riser system. A
riser joint may support ßowlines in various conÞgurations as
described in 11.1.3.
11.4.5.2 Selection Criteria
Riser joint couplings should have strength equal to or
greater than that of the riser pipe. The riser joint design
should be evaluated to determine its ability to carry expected
tension, bending and internal pressures, and unexpected situations such as internal pressure resulting from a tubing failure.
Particular attention should be given to fatigue considerations
(API Recommended Practice 2R).
11.4.5.3 Typical Designs
Riser joints can take many forms, but a riser joint normally
consists of a length of pipe with couplings on each end. Many
types of couplings have been used including: threaded,
ßanged, dog-type, clamped, breachlock, and welded.
11.4.6 Moment Controlling Device
11.4.6.1 Function
A moment controlling device is used at the bottom and
sometimes at the top of the riser string to minimize bending
moments or control curvature. Devices such as ball joints or
elastomeric ßex joints reduce bending stresses induced by relative angular movements at the ends of the riser. Tapered
joints are also used to control curvature and stresses.
11.4.6.2 Selection Criteria
The following should be considered when specifying or
designing a moment controlling device:
a. The required bending ßexibility, angular limits and tension
capacity should be determined by the riser analysis as
described in 11.3.
b. The effect of temperature and internal and external pressure should be considered in the design.
c. The fatigue life requirements should be established and
evaluated.
d. Corrosion and elastomeric degradation due to contained
ßuids may be an important consideration in an evaluation of
the ßexible joint life. Protection against wear from the run-
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
ning and rotation of the drill pipe and the necessity of pigging
some risers may also be important.
11.4.6.3 Typical Designs
The types of moment controlling device which have been
considered include: pressure balanced ball joints, universal
joints, elastomeric ßex joints, and tapered joints.
11.4.7 Connector
11.4.7.1 Function
A connector is used to latch risers to the subsea termination
and provide mechanical and pressure continuity. The connector is used to connect the riser to the seaßoor equipment.
Effective sealing is a primary consideration.
11.4.7.2 Selection Criteria
Mechanical strength of the connector should be sufÞcient
to safely resist internal pressure and externally applied (riser)
loads (API Recommended Practice 2R). Fatigue resistance is
important, especially for use with production risers. The connectorÕs ability to engage and latch and to disengage in the
presence of angular, rotational and translational misalignment
should be considered in the design. The ability of the connector to maintain long term pressure seal integrity should be
considered.
11.4.7.3 Typical Designs
Hydraulic connectors use a large annular piston or multiple
hydraulic pistons to activate the locking segments within the
connector. These segments mechanically engage the mating
parts to effect a mechanical and pressure-tight connection.
Other designs use mechanical latches with a hydraulic running tool in which no permanent hydraulics remain subsea.
69
11.4.8.3 Typical Designs
A number of conÞgurations are possible and the type
selected is determined by the riser concept used.
11.4.9 Production Tubing
11.4.9.1 Function
Production riser systems may incorporate tubing in addition to a primary structural riser tubular. The tubing may
transmit produced ßuids to the platform or permit access to
the well annulus.
11.4.9.2 Selection Criteria
11.4.9.2.1 Production tubing is subjected to, and should be
designed for, various types of operational loads and their
fatigue consequences, including:
a. Internal pressure.
b. Thermal expansion/contraction.
c. Hydroelastic excitation (when external).
d. Tension.
e. Bending.
f. Buckling.
11.4.9.2.2 Other design guidelines, such as ANSI B31.4 or
API Recommended Practice 14E, should also be used for tubing design.
11.4.9.2.3 Typical tubular arrangements are described in
11.1.3.
11.4.10 Buoyancy Equipment
11.4.10.1 Function
11.4.8 Spacer Frame
Buoyancy, in the form of foam modules or air cans, is
added to risers to reduce the top tension required, to reduce
tension in the pipe wall and occasionally to reduce the heat
loss from production lines.
11.4.8.1 Function
11.4.10.2 Selection Criteria
Some production riser systems consist of a primary structural tubular surrounded by an array of smaller, externally
mounted ßowlines or an array of similar production risers.
During installation, retrieval or operation, spacer frames can
be used to guide and position the tubing relative to the primary structural tubular or to similar tubing. Spacer frames
may also be designed to provide structural support to reduce
or eliminate hydroelastic vibrations.
11.4.10.2.1 The buoyancy system design should reßect
service conditions, handling loads, compatibility with riser
type, maintenance requirements, and reliability (Agbezuge
and Noerager, 1978; Watkins, 1978).
11.4.8.2 Selection Criteria
Spacer frames should be designed to accommodate static
and dynamic loads between the tubulars. Their effect should
be included in the riser response analysis.
a. Foam ModulesÑFoam modules are passive, their volume
and density sized to provide the desired amount of buoyancy.
The density and type of the foam depends on the service
water depth and the required submerged lift.
b. Air CansÑThe air can system requires a supply of compressed air. Selection of the air can volume should account
for the weight of the pressurized air, which may be signiÞcant
in deep water. Air cans may be fabricated from a number of
materials.
70
API RECOMMENDED PRACTICE 2T
11.4.10.2.2 The air can normally has a much larger stiffness than the riser and may add signiÞcant stress to the coupling. These stresses should be considered in the design.
11.4.10.3 Typical Designs
11.4.10.3.1 Foam Modules
These are cast sections of microspheres and hollow balls,
in a high strength plastic matrix, designed to Þt the contour of
the riser.
11.4.10.3.2 Air Cans
These are open-ended cans that encase a typical riser joint.
The cans get their buoyancy by displacing the water within
them with air. The buoyancy is a function of displaced air column which can be controlled by adjusting the position of the
air shut-off valve within the individual riser.
11.4.11 Instrumentation
11.4.11.1 Function
Riser instrumentation (Evans et al., 1981) may be desirable
as an operations aid or in gathering data for conÞrmation of
design analysis methods. The instrumentation may include
measurement of top and bottom angles, stresses, motions and
external pressures. Other information, including environmental and vessel motion data, may be desirable.
11.4.11.2 Selection Criteria
The choice of riser instrumentation should be based on
accuracy, reliability, measurement range, maintainability and
ability to resist service loading.
11.4.11.3 Acceptance Criteria
The riser instrumentation should be qualiÞed to function
under extended exposure to the ocean environment for the
required service life. Particular attention should be given to
electrical insulation, instrumentation attachments, and
mechanical wiring terminations. An Instrumented Riser Joint
(IRJ) should be qualiÞed to the same strength and fatigue
requirements as other riser components.
11.4.12 Vortex Induced Vibration Reducers
11.4.12.1 Function
This equipment suppresses vortex-induced vibrations and
in some cases is used to reduce ßuid drag from ocean currents
on risers.
11.4.12.2 Selection Criteria
In certain cases risers, and external ßowlines attached to
risers, may be subject to vortex induced vibrations (Albers
and DeSilva, 1977, Shanks, 1983). Susceptibility to such
vibrations depends on the coincidence of a structural natural
frequency and a vortex shedding frequency acting over a substantial extent of the riser. (See 6.3.3.)
As described in 9.4.3.2, appropriate analyses should be
performed to assess the likelihood of the occurrence of this
phenomenon.
11.4.12.3 Typical Design
Helical strakes of various types have been successfully
employed to suppress vortex induced vibrations. Vanes or
fairings also suppress vibrations and reduce drag.
11.4.13 Fluid Transfer System
11.4.13.1 Function
The purpose of the ßuid transfer system is to provide a
ßuid conduit which accommodates the relative motions
between the platform and the top of the riser. Some designs
may require such a system at the bottom of the riser.
11.4.13.2 Selection Criteria
Selection of a suitable ßuid transfer system should include
the following criteria:
a. Relative motion.
b. Pressure and temperature.
c. Resistance to corrosion/erosion/chemical attack.
d. Gas diffusion.
e. Conduit size.
f. Reliability and maintainability.
g. Routing and minimum bend radius required.
11.4.13.3 Typical Designs
11.4.11.4 Typical Designs
The usual design for an IRJ is a special Òpup jointÓ which
replaces the principal riser pipe. The pup joint carries instruments to measure stresses, pressures, angles, etc. ÒHard WiringÓ is normally used to transmit the data to surface.
Telescopic joints and angular articulations (i.e., bell nipples or ball joints) typically accommodate the relative
motions for the bore of the drilling riser. For drilling and production risers, high pressure ßuids are normally transferred
through ßexible or articulated pipe.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
11.4.14 Guidance Equipment
11.4.14.1 Function
Guidance equipment is used to direct and orient risers or
tools to the seaßoor template.
11.4.14.2 Selection Criteria
Design of guidance equipment should consider maximum
environmental conditions selected for deployment and
retrieval operations; size, weight, and drag characteristics of
equipment to be run; and proximity of operations to installed
risers, tendons, or platform structure.
11.4.14.3 Typical Design
A wide variety of approaches have been proposed. The
design selected should be compatible with the production
riser design and installation requirements. Guidelines, tendons, submersibles, etc., can serve as guidance equipment.
Guidance may be a particular problem because positioning
the platform to facilitate stabbing is difÞcult.
11.5 OPERATING PROCEDURES
11.5.1 The operator should develop procedures for safe
and efficient riser operations which are suitable to the particular application. Such procedures should be developed in consultation with riser designers to ensure that limits established
are consistent with the original riser specifications.
11.5.2 Operating procedures should cover all aspects of
riser operation including, but not limited to:
a. Riser handling and storage (on deck).
b. Riser installation.
c. Installed riser operation.
d. Riser retrieval.
e. Riser inspection and maintenance.
11.6 SPECIAL PROBLEMS
11.6.1 Loads on Sea Floor Equipment
11.6.1.1 Risers often impose signiÞcant forces and
moments on wellheads or other connecting subsea equipment, which should be designed to withstand them (Bednar et
al., 1976). Estimation of these design forces should be
obtained as a part of the riser response analysis.
11.6.1.2 The vertical design force is approximately equal
to the riser pipe wall tension. The horizontal force is the horizontal component of the effective tension; i.e., the tension
calculated by subtracting the wet weight of the entire riser
and its contents from the top tension. This horizontal force
will induce a bending moment in equipment below the riser.
An additional bending moment may also be transmitted by
71
the riser, depending on the type of moment controlling
device used.
11.6.1.3 In addition to implications for subsea equipment
design, riser loads may be important for the design of subsea
templates or conductor pipe to which they may be attached.
Consideration should thus be given to riser load implications
for Section 10, Foundation Analysis and Design.
11.6.2 Interface with Platform Structure
Information on riser installation, retrieval, operation, clearance, hydraulic or pneumatic supply and structural loads is
important for the design of the platform. This information
will thus be needed for the design aspects treated in Sections
8 and 12, Platform Design and Facilities Design, respectively.
12 Facilities Design
12.1 GENERAL
12.1.1 This section contains guidelines for planning,
designing and arranging facilities for a TLP in U.S. waters,
while recognizing the requirement for safe, environmentally
acceptable, efficient production of oil and gas. This section
includes hull systems, and addresses drilling and production
considerations unique to a TLP.
12.1.2 These guidelines:
a. Identify interfaces unique to a TLP with regard to:
1. Structures.
2. Production systems.
3. Drilling systems.
4. Hull systems (systems required for life support and
functional operations excluding drilling and production).
b. Emphasize and provide recommendations on the need to
limit and control weight (dry and operating) and center of
gravity (CG) when selecting equipment and determining
equipment arrangements.
c. Identify unique static or dynamic loads which could affect
equipment selection.
d. Identify industry codes, standards or guides which might
be applicable to TLP design and which have acceptance by
industry and governmental bodies.
e. Identify federal regulatory agenciesÕ established requirements and indicate how they might inßuence design and
arrangement of equipment.
f. Provide guidelines for the selection of hull system equipment such as bilge, ballast, machinery, etc.
12.1.3 Detailed specific design guidelines for sizing, ratings, safety factors, etc., for production or drilling equipment
are not provided. The designer should refer to other API publications for this information.
72
API RECOMMENDED PRACTICE 2T
12.2 CONSIDERATIONS
12.2.1 Structural
12.2.1.1 The type of deck structure adopted will affect
facilities design. Plate girder members and bulkheads will
impose constraints on type and quantities of penetrations
which may result in less than optimum routing of services.
Structural design utilizing plate girders and bulkheads require
early service routing agreement to assure that penetration
requirements are identiÞed in time to allow structural design
to proceed.
12.2.1.2 Deck height limitations desired to maintain CG as
low as possible can present facilities design with unique concerns:
a. Restricted height for installation of gravity systems such
as vents, drains, separation trains, etc.
b. Mezzanine level having height restrictions more severe
than for Þxed structure.
c. May dictate that some equipment be installed on main
deck when optimal locations may be on lower decks.
12.2.1.3 Weight restrictions can dictate selection of minimum deck area loading criteria (PSF) and maximum total
load for a given area. Requirements for higher deck area loading for maintenance (egress, setdown and handling of equipment/machinery) need to be established early in design.
12.2.2 Arrangements
The principles of good practice, as applied to any offshore
structure, should be observed in the arrangement of equipment. For planning equipment arrangements, the guidelines
provided in API Recommended Practice 2G, Production
Facilities on Offshore Structures, should be consulted. The
relatively broad column spacing required for stability will
probably permit convenient equipment arrangements on the
available deck area. In addition to the many equipment spacing considerations provided in API Recommended Practice
2G, the following items should be considered:
a. A TLP is sensitive to the effects of weight and CG and the
effects of equipment arrangement/selection must be given
special considerations during the planning stages.
b. Area classiÞcations and the separation of hazardous and
nonhazardous areas need early resolution to minimize the
need for additional bulkheads, long vent ducting or additional
structure.
c. Adequate escape routes and equipment maintenance
access should be given attention since imposed space limitation will require compromises probably greater than those
found on Þxed offshore structures.
d. Installation of production or drilling equipment in hull
spaces will provide greater ßexibility in CG location, but will
require special venting and bilge requirements and may have
other design penalties.
e. The hull structure may provide available space for consumable storage. Location of storage tanks upon or under the
deck presents additional operating weight, load and stability
concerns.
f. Inßuent and discharge caissons must be minimized. Consideration should be given to using sea-chests for both seawater intake and efßuent disposal.
g. Enclosing areas should be minimized. These enclosures
not only add structural weight, but also increase costs for utilities, electrical, HVC, and safety systems.
12.2.3 Weight and Center of Gravity
12.2.3.1 Control of weight and CG location are essential
during design and should be an initial design consideration.
Weight and weight distribution will affect both the steady and
dynamic tensions in the tendons.
12.2.3.2 Preliminary weight estimates should be as accurate as possible and adequate margins should be allowed for
estimating inaccuracies, design growth, fabrication deviations, and platform operating requirements such that, when
completed, the platform will remain within the established
design parameters. Equipment, machinery, and tanks which
present heavy concentrated loads require early coordination
with response analysis disciplines.
12.2.3.3 A strict policy of weight control should be implemented throughout design and fabrication and weight margins reduced as veriÞed weight information becomes
available.
12.2.4 Dynamic/Static Loads
In addition to the static and dynamic loads encountered on
Þxed platforms, a TLP is subject to horizontal accelerations
throughout its operational life. The designer should become
aware of the methods available to determine the effects of
these loads on facilities equipment. Section 7 of this recommended practice provides data on what acceleration forces
may be expected. In addition, special loading conditions
should be anticipated for construction, tow-out and temporary
mooring phases.
12.2.5 Construction, Transportation and
Installation
Methods of construction, transportation, and installation
have a basic inßuence on facility design. The designer should
become aware of the methods planned for construction, transportation, and installation to assure that design criteria
selected supports the total project.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
12.2.6 Environmental and Geographical
Considerations
The degree of environmental protection required is a function of the Þnal geographic location. The personnel and
equipment protection options, such as wind walls, enclosed
structures, heating, ventilation, and air conditioning requirements and their impact on equipment arrangement, stability,
weight, and CG should be considered.
12.2.7 Resupply
Platform location and prevailing weather conditions should
be evaluated to establish an acceptable cycle for consumable
resupply to minimize required consumable storage. The location and the maximum weight of supplies should be considered in the weight estimate. Regulatory requirements could
have an impact on consumable storage requirements and
should be investigated. Ballast adjustments during resupply
should be considered.
12.2.8 Simultaneous Drilling and Production
Weight and CG penalties are associated with simultaneous
drilling and production. Drilling of wells prior to installation
of production equipment could result in a signiÞcant reduction of topside loads. However, weight savings achieved may
be at the expense of future drilling program requirements.
12.2.9 Industry Codes and Standards
Various organizations have developed numerous standards,
codes, speciÞcations, and recommended practices which have
substantial acceptance by industry and governmental bodies.
These documents could be useful references and helpful in
designing TLP drilling and production facilities. Some of the
more commonly accepted documents are listed herein. This
listing is intended to be general in nature and is not all-inclusive. More speciÞc references may be contained within the
listed documents.
a. American Petroleum Institute:
1. API SpeciÞcation 2C, SpeciÞcation for Offshore
Cranes.
2. API Recommended Practice 2G, Recommended Practice for Production Facilities on Offshore Structures.
3. API Recommended Practice 2L, Recommended Practice for Planning, Designing, and Constructing Heliports
for Fixed Offshore Platforms.
4. API Recommended Practice 2Q, Recommended Practice for Design Operation of Marine Drilling Riser Systems.
5. API Recommended Practice 14C, Recommended
Practice for Analysis, Design, Installation and Testing of
73
Basic Surface Safety Systems on Offshore Production
Platforms.
6. API Recommended Practice 14E, Recommended Practice for Offshore Production Platform Piping Systems.
7. API Recommended Practice 14F, Recommended Practice for Design and Installation of Electrical Systems for
Offshore Production Platforms.
8. API Recommended Practice 14G, Recommended
Practice for Fire Prevention and Control on Open Type
Offshore Production Platforms.
9. API Recommended Practice 500B, Recommended
Practice for ClassiÞcation of Areas for Electrical Installation of Production Facilities.
10. API Recommended Practice 520, Recommended
Practice for the Design and Installation of PressureRelieving Systems in ReÞneries, Parts I and II.
11. API Recommended Practice 521, Guide for Pressure
Relief and Depressuring Systems.
b. American National Standards Institute:
1. ANSI B 31.1, Power Piping.
2. ANSI B 31.3, Chemical Plant and Petroleum ReÞnery
Piping.
3. ANSI B 31.4, Liquid Petroleum Transportation Piping
Systems.
4. ANSI B 31.8, Gas Transmission and Distribution Piping Systems.
c. American Society for Testing and Material Annual Book
of ASTM Standards.
d. American Society of Mechanical Engineers ASME Boiler
and Pressure Vessel Code.
e. National Fire Protection Association:
1. National Fire Codes.
2. Fire Protection Handbook.
3. National Electric Code.
f. The Offshore OperatorÕs Committee Manual of Safe Practices in Offshore Operations.
g. FAA Advisory Circular 100/5390-1B, ÒHeliport Design
Guide.Ó
12.2.10 Regulations
Regulatory organizations have established rules which
might inßuence the design. Rules developed for mobile offshore drilling units, offshore installations, marine and electrical engineering are applicable in part. The TLP is a
permanent OCS facility for drilling and/or production, and
has been deÞned as a Òßoating OCS facilityÓ in 33 Code of
Federal Regulations, 140.10 and 33 Code of Federal Regulations, 143.120 which describes the speciÞc application of the
regulations. These regulations establish certain requirements
with respect to safety equipment and the promotion of safety
of life and property at sea.
74
API RECOMMENDED PRACTICE 2T
12.2.10.1 United States Coast Guard Jurisdiction
Applicable regulations include:
a. 33 Code of Federal Regulations, 140-147 (Subchapter N),
ÒOuter Continental Shelf Activities.Ó These regulations stipulate requirements for identiÞcation marks for platforms,
means of escape, guard rails, Þre extinguishers, life preservers, ring buoys, Þrst aid kits, etc.
b. 46 Code of Federal Regulations, 107-109 (Subchapter IA), ÒMobile Offshore Drilling Units.Ó These regulations govern the inspection and certiÞcation design and equipment and
operation.
c. 46 Code of Federal Regulations, 50-64 (Subchapter F),
ÒMarine Engineering.Ó These regulations prescribe the
requirements for materials construction, installation, inspection and maintenance of boilers, unÞred pressure vessels, piping and welding.
d. 46 Code of Federal Regulations, 110-113 (Subchapter J),
ÒElectrical Engineering.Ó These regulations prescribe in detail
the electrical engineering requirements for vessels.
e. 33 Code of Federal Regulations, 67, ÒAids to Navigation
on ArtiÞcial Islands and Fixed Structures.Ó These regulations
prescribe in detail the requirements for installation of lights
and foghorns on offshore structures in various zones.
12.3 DRILLING CONSIDERATIONS
12.3.1 General
When establishing a drilling program, attention should be
given to the potential effects of this program on weight and
center of gravity. Depth and drift angles along with casing,
mud, and completion programs can determine equipment,
storage, utility, and consumable requirements. These requirements may have weight and space impact. Early coordination
of the drilling program with other design disciplines can minimize storage and equipment size. Design criteria which speciÞes simultaneous drilling live loads for two rigs present
weight and CG penalties.
Shared utilities (such as electrical power, utility air, fuel,
etc.) between production, hull systems and drilling should be
considered to minimize equipment/machinery requirements.
12.3.2 Modular Package
A modular package approach is often used when designing
drilling rigs. Alternative approaches such as palletizing equipment and integrated deck design should be considered
because of the TLP sensitivity to weight. Minimum equipment size which meets realistic drilling program requirements should be planned.
12.3.3 Pollution Containment
12.2.10.2 Minerals Management Jurisdiction
30 Code of Federal Regulations, 250. Oil and gas and sulfur operations in the Outer Continental Shelf and Outer Continental Shelf orders for U.S. Waters. These orders govern the
marking, installation, operation and removal of offshore
structures and facilities.
12.2.10.3 International
Applicable international regulations include:
a. International Maritime Organization (IMO), Code for the
Construction and Equipment of Mobile Offshore Drilling
Units [Resolution A.414 (XI)].
b. International Regulations for Preventing Collisions at
Sea, 1972, Rule 24a, ÒTowing and Pushing.Ó Designer is
advised to consult the above organization to determine current rules and regulations.
12.2.11 Classification Societies
A classiÞcation society should be consulted if the TLP is to
be certiÞed or classed as an offshore installation. Applicable
portions of appropriate classiÞcation society rules should be
investigated if the TLP is to be classed.
12.3.3.1 Drilling system discharges (cement slurry, oily
water, clean water, solids, bit cuttings, or chemical discharges) should be integrated into the overall pollution containment and drainage system. Care with the arrangement of
cement discharges is suggested to avoid coating or blockage
of drain lines resulting in additional weight/CG considerations. The close coordination between drilling rig and facility design is recommended to assure efÞcient interfaces.
12.3.3.2 The location of discharge casings for cement
slurry, bit cuttings and other solids should consider the effect
of settlement or cement fouling of subsea equipment and suction sea chests.
12.3.4 Tank Sizing and Arrangement
Mud (wet and dry), cement, drill water, and fuel storage
requirements should be identiÞed after the drilling program
has been established. These consumables require signiÞcant
space and present concentrated loads on the platform. Their
location and effects on CG should be carefully considered
since their relocation after Þnal design is in progress could
result in extensive redesign or use of ballast adjustment
allowances. Horizontal accelerations during operation could
require tank bafßing. CG or weight sensitivity may require
integrating tanks into the deck structure and/or hull.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
12.3.5 Area Classification
When determining the extent and boundaries of hazardous
areas for drilling equipment, the following regulations, standards and codes should be considered since they can inßuence design and arrangement of equipment:
a. National Electrical Code, Article 500. Industry standard
code providing deÞnitions and electrical standards.
b. API Recommended Practice 500B, Recommended Practice for ClassiÞcation of Areas for Electrical Installation of
Production Facilities.
c. 46 Code of Federal Regulations, 111.105-33 (Subchapter
J), ÒElectrical Engineering.Ó USCG requirements for area
classiÞcations.
12.4 PRODUCTION SYSTEMS CONSIDERATIONS
12.4.1 General
12.4.1.1 Initial facility design should emphasize the early
establishment of Þrm design premises, equipment sizing, and
layouts in order to establish accuracy in weight estimates.
12.4.1.2 Detailed speciÞc guidelines for process design
can be found in the referenced industry codes (12.2.9). Where
the process system design and equipment selection and location should stress weight reduction and low center of gravity,
some additional items to be considered are:
a. Minimizing surge and storage capacities.
b. Use of horizontal vs. vertical separators (to minimize
retention time).
c. Use of centrifugal or vane type pumps and compressors
vs. reciprocating units.
d. Use of high strength materials and higher equipment operating speeds.
e. Use of gas turbine vs. reciprocating drivers.
f. Use of central electric power plants vs. individual engine
drivers.
g. Shared use of production and TLP utility systems.
h. Liquid storage integrated into hull and deck structures.
i. Use of plate frame heat exchangers vs. tubular heat
exchangers.
j. Lightweight valves and Þttings.
12.4.1.3 TLPs are subject to vertical, horizontal, and rotational movements which vary in magnitude in both the
moored and tow modes. Such movements and the associated
forces generated should be considered in the design of support structures for piping, vessels, and other facility equipment as well as in the design of riser connections. Installation
of bafßes in storage tanks and process vessels should also be
considered to restrict liquid movement and stabilize process
levels.
75
12.4.1.4 Cooler wellhead temperatures and possible
hydrate formation due to extreme water depths may require
additional equipment considerations.
12.4.1.5 The recommended practices of API Recommended Practice 14C for design and analysis for surface
safety systems should be consulted. API Recommended
Practice 14E and ANSI B31.3 should be consulted for piping
systems.
12.4.2 Packaging
Integrated deck construction should be considered in lieu
of skid packages. This design approach provides potential
weight and space savings but requires close facility/structure
design coordination. Design data provided to outside vendors
should identify speciÞc packaging requirements.
12.4.3 Drain System
12.4.3.1 Two liquid spillage handling systems should be
provided, a bilge system and a drainage system. Liquid spillage within the conÞnes of the decks should be handled by the
drain system. Bilge system recommendations are found in
12.5.1.
12.4.3.2 The drain system guidelines provided in API Recommended Practice 2G and API Recommended Practice 14G
should be consulted. Unique considerations for the TLP are:
a. Liquid accumulations in drain system should be minimum.
b. Draft limitations of hull may not provide structural support
of outside discharge casings.
c. Low deck heights could limit gravity drain system capacity within deck spaces.
d. Vertical segregation of water intakes and facilities outfalls
may be limited by keel draft. Large hoses have been used
from the sea chest to achieve the desired segregation.
e. Acceleration forces may affect ßow of liquids in gravity
drain systems.
12.4.4 Area Classification
12.4.4.1 When determining the extent and boundaries of
hazardous areas on production decks, the following should be
considered since they will inßuence design, arrangement, and
type of equipment:
a. National Electrical Code, Article 500. Industry standard
code providing deÞnitions and electrical standards.
b. API Recommended Practice 500B, Recommended Practice for ClassiÞcation of Areas for Electrical Installation of
Production Facilities.
c. API Recommended Practice 14F, Design and Installation
of Electrical Systems for Offshore Production Platforms.
12.4.4.2 The extent and boundaries of hazardous areas on
production decks is not speciÞcally covered in the Code of
76
API RECOMMENDED PRACTICE 2T
Federal Regulations (CFR). However, the designer should
expect the U.S. Regulatory Agency to examine the plans to
determine the overall effect on general safety.
12.4.5 Utility Systems
12.4.5.1 Utility systems account for a large portion of the
total topside equipment. Sharing of these utilities between
drilling, production and hull systems will provide opportunities for weight savings.
12.4.5.2 Utility demands should be controlled with
demand margins identiÞed and modiÞed as the information
becomes available.
12.4.5.3 Applicable regulations and codes that apply to
individual drilling, production and hull systems could be
imposed on the overall shared utilities.
12.4.6 Riser Connection
The production and pipeline risers present special conditions due to the relative motion between the deck and risers.
In selecting a ßexible connection to accommodate this relative movement, the following should be considered:
a. Vertical pig launcher/receivers may provide a more desirable solution than horizontal, since a vertical launcher can be
mounted on the riser structure.
b. Well shutdown sequences should consider subjecting ßexible connection to well shut-in pressure.
c. Amount of wellhead spacing required because of space
required for ßexible connection.
12.4.7 Vent/Flare System
Vent system design should be studied early in the design.
Since these structures will have signiÞcant effects on weight,
wind loading and center of gravity, it is important to establish
realistic relief rates and system sizing criteria in the initial
design phase. API Recommended Practice 520, Parts I and II,
and 521 provide guidelines for pressure relief systems.
Dynamic loads from platform accelerations should be considered during the design of ßares, vent stacks, and booms.
12.5 HULL SYSTEM CONSIDERATIONS
12.5.1 Bilge
12.5.1.1 With the exception of ballast compartments, all
compartments, passageways, and machinery spaces in the
hull should be serviced by a bilge liquid removal system. Provisions for removal of bilge liquid should be made for installation free-ßoating and fabrication phases. Watertight hull
compartments and hazardous and non-hazardous spaces
should be provided with separate drainage or pumping
arrangements.
12.5.1.2 All valves in machinery spaces controlling the
bilge suctions from the various columns or hull compartments should be the stop check type; where Þtted at the open
ends of pipe, the valves should be of the nonreturn type.
12.5.1.3 Bilge pumps should be of the self or automatic
priming type and capable of continuous operation in the
absence of liquid ßow. Bilge pumping capacity should be
adequate to remove the maximum liquid input from nonfailure operations (e.g., service water washdown, Þrewater from
deluge, or hose reels). For machinery spaces containing
equipment essential to safety, independently powered pumps
should be considered with one supplied from an emergency
source. Any hull compartment containing equipment essential
for the operation and safety of the platform should be capable
of being pumped out when in the extreme inclined damaged
condition (that is maximum incline or list angle).
12.5.1.4 If bilge piping is tied into topside treatment facility, back ßow into the bilge system should be prevented. A system which ensures for gravity free fall should be considered.
12.5.1.5 These regulations should be considered since they
can inßuence the design. However, the designer should determine speciÞc applicability to the TLP.
a. 46 Code of Federal Regulations, 56.50 (Subchapter F),
ÒMarine Engineering.Ó
b. 46 Code of Federal Regulations, 111.101 (Subchapter J),
ÒElectrical Engineering.Ó
12.5.2 Ballast
12.5.2.1 The ballast system design serves numerous functions, including:
a. Adjustment of platform center of gravity during fabrication, towing, installation, and operation.
b. TLP draft changes during fabrication, hull/deck mating,
ßoating-out, sea trial, tow, and installation.
c. Tendon tensioning or tension adjustment.
d. Hull compartment dewatering for inspection, or maintenance, after installation.
e. Damage stability, correction of center of gravity.
12.5.2.2 Redundancy and reliability of utilities, control
and monitoring instruments and equipment during all phases
of TLP operation should be given design emphasis and priority. A single point failure on any piece of equipment, or ßooding of any single watertight compartment, should not disable
the damage control capability of the ballast system. Where it
is apparent that the free-ßoating inclined damaged condition
trim impairs the operability of the ballast system, additional
means are to be provided for this phase of the operation.
12.5.2.3 Ballast pump and controls should be designed for
numerous differential head conditions without damage due to
excessive velocity or cavitation. Dewatering of ballast com-
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
partments may require a separate stripping system to lower
the water below the level set by main ballast pump Net Positive Suction Head (NPSH) requirements. The stripping system may also serve as a partial rate backup to the ballast
system. Provisions should be made to dewater ßooded
machinery spaces with consideration given to the inclined
damage (maximum list of TLP) angle and available NPSH to
remaining pumps. Integrating seawater supply and ballasting
functions into a common system should be considered, but
the reliability of the ballast system for in-place operations
should not be impaired.
12.5.2.4 Control systems should be provided to prevent
accidental opening of ßooding valves for all modes of operation. Blinding off of systems not in use should be considered.
The ballast system design should prevent uncontrolled ßow
of ßuids passing into one compartment from another whether
from the sea, water ballast or consumable storage. Ballast
tank valves should be designed to remain closed except when
ballasting.
12.5.2.5 Remote controlled valves should fail closed and
should be provided with open and closed position indication
at the ballast control station. Position indication power should
be independent of control.
12.5.2.6 Provision for in-situ isolation of the sea chest and
intake system or any discharge below the waterline level
should be provided.
12.5.2.7 The potential for hazardous contamination of the
ballast system and tanks should be considered in the design
and appropriate access should be provided for maintenance.
Selection of tank vents and overßow locations should consider damage stability effects and the location of the Þnal calculated immersion line in the assumed damage condition.
Tank vents and overßows should be located so that they will
not cause progressive ßooding unless such ßooding has been
taken into account in the damage stability review. Arrangement and design of the vent systems should provide for
through tank ventilation, when required and should prevent
liquid accumulation in the vent pipes. All watertight tanks
should be provided with leak detection and level measurement capability.
12.5.2.8 Regulations that are applicable to a TLP should
be determined by the designer. One regulation to be considered is 46 Code of Federal Regulations, 56.50 (Subchapter F),
ÒMarine Engineering.Ó
12.5.3 Riser Tensioner Support System
12.5.3.1 Many tensioning systems utilize high pressure
gases to minimize riser tension ßuctuation in response to platform motions. Such tensioners act as air springs maintaining
nearly constant tension on drilling, production, and pipeline
risers, while the platform moves with the wind, waves, and
77
current. Similar tensioners may be used during tendon installation to apply tendon pretension while also acting as motion
compensators. Tension device guidance can be found in API
Recommended Practice 2Q.
12.5.3.2 As a minimum, the high pressure gas supply system should provide a dew point below the temperature realized with expansion cooling from design pressure and
minimum design temperature to atmospheric pressure. Pressurization of any tensioner should be possible without
recharge of storage. Design of storage volume, standby supply, compression capacity, and redundancy should consider
the potential effects and allowable time of response to partial
or complete depressurization of any single tensioning device.
12.5.3.3 Necessary utilities for supply of high pressure gas
should be available during the installation phase.
12.5.3.4 The potential for ignition or explosion of hydraulic ßuid/high pressure gases should be considered in the
design of tensioning equipment and selection of ßuids.
12.5.4 Utility System
Hull system utilities are those required for life support and
functional operation of the platform excluding drilling and
production. The TLP presents no signiÞcant unique utility
requirements from those found on Þxed structure platforms.
However, as in process design, weight reduction and lowering
of CG should be stressed. The considerations of 12.4.1 should
be investigated for application to utilities.
12.5.5 Electrical
API Recommended Practice 14F provides recommended
practices for electrical design which should be consulted.
The designer is advised to investigate all applicable regulations during initial design because they will inßuence design
of the hull electrical system. The USCG Electrical Engineering Regulations (46 Code of Federal Regulations, Subchapter
J) establish requirements with respect to safe electrical installations and repair aboard vessels and mobile offshore drilling
units. Because of the similarities between the TLP and a
Mobile Offshore Drilling Unit (MODU), the designer should
anticipate that MODU rules may be applied to electrical
installations.
12.5.6 Machinery Area
In the arrangement of machinery, provisions for the safety
of personnel responsible for the repair and maintenance of the
equipment should be considered. Provisions should be made
to ensure that all equipment installed and operated below
water level can be readily serviced or replaced. The equipment should be placed and protected to minimize the probability of mechanical injury or damage by leaks or falling
objects. Clear working space should be provided around the
78
API RECOMMENDED PRACTICE 2T
equipment to enable personnel full access for inspection or
repair of the equipment as required as well as its handling and
operation. Electrical equipment liable to arc should be ventilated or placed in ventilated spaces in which dangerous gases
and oil vapors cannot accumulate. Additionally, the layout of
machinery should incorporate the following provisions:
a. Complete access to the areas as required for manual Þre
Þghting where necessary.
b. Personnel safe escape routes in an emergency.
c. Facilities for the remote shutdown of any equipment during an undesirable event.
d. Equipment handling facilities.
12.5.7 Area Classification
When establishing classiÞcation of hazardous areas for
hull system equipment, the following will inßuence design,
selection and arrangement of equipment:
a. National Electrical Code, Article 500.
b. API Recommended Practice 500B, Recommended Practice for ClassiÞcation of Areas for Electrical Installation of
Production Facilities.
c. 46 Code of Federal Regulations, 111.105 (Subchapter J),
ÒElectrical Engineering.Ó
12.5.8 Subsea Inspection Support
Plans for subsea inspection and maintenance should be
made early in the design process. Space and weight allowances and any utility requirement for diving support/inspection facilities need to be made prior to Þnalizing equipment
arrangements.
12.5.9 Navigation Aids
12.5.9.1 The platform must have obstruction lights and fog
signals installed. Applicable guidance for these requirements
is found in 33 Code of Federal Regulations, 67, ÒAids to Navigation on ArtiÞcial Islands and Fixed Structures.Ó
12.5.9.2 Depending upon the installation site as it relates
to the Outer Continental Shelf line of demarcation, the structure will be classed A, B, or C. Obstruction light and fog signal requirements for these classes are detailed in Subparts
67.20, 67.25, and 67.30, respectively.
12.5.9.3 While being towed to the installation site, the
platform is required to exhibit appropriate navigational lights
as prescribed by the International Regulations for Preventing
Collisions at Sea, 1972 (72 COLREGS). Rule 24a, ÒTowing
and Pushing,Ó is the pertinent section, and it requires a platform being towed to exhibit sidelights, a sternlight, and when
the length of the tow exceeds 200 meters, a diamond shape
where it can best be seen.
12.5.10 Hull Compartment Penetration, Access
and Inspection
12.5.10.1 Penetration plans and locations must be
addressed and Þxed early in the design process since structural analyses and facilities routing plans cannot proceed
without mutually agreed penetrations.
12.5.10.2 The designer should consider the following:
a. Provisions should be made for thermal expansion of piping between watertight bulkheads.
b. Access/egress, independent of all support utilities, should
be provided from all hull access and inspection spaces.
c. Inspection access plans for ballast compartments must
consider damage stability as well as ventilation to remove
potential accumulation of hazardous vapors.
d. Ventilation and access requirements during inspection of
hull compartments might create potential for multiple compartment ßooding.
e. In addition to ventilation provisions, sampling connections
should be provided on all hull compartments for test veriÞcation of a safe atmosphere prior to entry.
12.5.11 Accommodation Area
12.5.11.1 When establishing accommodation needs, the
USCG regulations will inßuence the design. Of interest are
USCG 46 Code of Federal Regulations, 107Ð109, Subchapter
I-A, ÒMobile Offshore Drilling Units,Ó and in particular Subpart B, ÒConstruction and ArrangementÓ (Structural Fire Protection Accommodation Spaces).
12.5.11.2 The accommodation area will probably have
signiÞcant effects on wind loading and center of gravity. Its
size and location should be Þnalized early in design. Installation of the accommodation requirements wholly or partly
within the deck structure should be considered.
12.5.12 Helicopter Facilities
12.5.12.1 Facility design for helicopter operation should
review the requirements of 46 Code of Federal Regulations,
108.231Ð108.241 and 108.486Ð108.489, for USCG considerations. In addition, the following are of use for design
guidelines:
a. API Recommended Practice 2L, Planning, Designing and
Constructing Heliports for Fixed Offshore Platforms
b. FAA Advisory Circular 150/5390-1B, ÒHeliport Design
Guide.Ó This booklet sets forth requirements for marking
towers, poles, and similar obstructions. Platforms with derricks, antennas, etc., are governed by the rules set forth in this
booklet.
12.5.12.2 Refueling requirements for helicopters should
be considered when required. Special attention to Þre Þghting
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
and area classiÞcation requirements of regulatory agencies is
advised.
12.5.13 Cranes
The methods for establishing rated loads for cranes can be
found in API SpeciÞcation 2C. 46 Code of Federal Regulations, 107.258-260 provides additional requirements for
crane certiÞcation, inspection and testing. In addition the
effect of TLP motions on all crane operations should be considered.
12.6 PERSONNEL SAFETY CONSIDERATIONS
12.6.1 General
Regulatory agencies have established certain requirements
for personnel safety which will affect the design. The
designer is advised to consult the regulations identiÞed in this
section during initial project planning.
12.6.2 Means of Escape
12.6.2.1 The space limitations imposed will require early
planning for means of escape for personnel. Each space that
is (1) an accommodation space over 300 square feet, (2) continuously manned, or (3) used on a regular working basis
needs two means of escape. Escape means should be planned
to allow personnel to move from the uppermost level of the
TLP to successively lower levels to lifeboats and, if possible,
the water level. Whenever possible two separate isolated
escape routes from any working or accommodation area
should be provided.
12.6.2.2 When planning/arranging escape routes, the following should be considered since they can inßuence the
design:
a. Outer Continental Shelf ActivitiesÑ33 Code of Federal
Regulations, 142.
b. Requirements for Mobile Offshore Drilling UnitsÑ46
Code of Federal Regulations, 108.151Ð108.167.
12.6.3 Life Saving
12.6.3.1 The following regulatory requirements will inßuence the design criteria for life saving:
a. Outer Continental Shelf ActivitiesÑ33 Code of Federal
Regulations, 144.
b. Requirements for Mobile Offshore Drilling UnitsÑ46
Code of Federal Regulations, 108.501Ð108.527.
12.6.3.2 The above regulations stipulate requirements for
lifeboats, life rafts, ring buoys, preservers, communications,
distress signals, and methods of embarkation and should be
consulted.
79
12.6.4 Alarms
12.6.4.1 A general alarm system is required. The system
should be capable of being activated by manually operated
alarm boxes and by an automatic Þre detection system, if
provided.
12.6.4.2 The alarm system should be continuously powered with an automatic change over to standby power in case
of loss of normal power supply. The alarm system should be
designed to handle simultaneous alarms with the acceptance
of any alarm not inhibiting another alarm.
12.6.4.3 The alarm system is required to be audible in all
parts of the platform. In high ambient noise level working
areas, a visible means of alarm should be provided.
12.6.4.4 The following regulatory requirements will inßuence the design criteria for alarms:
a. Electrical Engineering RegulationsÑ46 Code of Federal
Regulations, 113.25.
b. Outer Continental Shelf ActivitiesÑ33 Code of Federal
Regulations, 146.
The regulations stipulate speciÞc requirements for alarm
systems.
12.7 FIRE PROTECTION CONSIDERATIONS
12.7.1 General
12.7.1.1 API Recommended Practice 2G, API Recommended Practice 14C, API Recommended Practice 14G provide guidelines on design of Þre protection systems and
should be consulted.
12.7.1.2 Regulatory agencies have established certain
requirements for Þre protection which will affect the design.
12.7.1.3 The designer is advised to consult the regulations
speciÞed herein during initial design.
12.7.1.4 Due consideration should be given to 46 Code of
Federal Regulations, 108 requirements which provide guidelines for MODUs. Further guidance can be found in:
a. USCG Navigation and Vessel Inspection Circular NVIC
No. 6-72, ÒGuide to Fixed Fire Fighting EquipmentÓ including Change 1.
b. USCG Navigation and Vessel Inspection Circular No. 680, ÒGuide to Structural Fire Protection Aboard Merchant
Vessels.Ó
12.7.1.5 These circulars provide a USCG interpretation
of regulatory requirements for equipment structural Þre protection.
80
API RECOMMENDED PRACTICE 2T
12.7.2 Structural Fire Protection
12.7.2.1 The USCG Circular NVIC 6-80 provides guidelines for regulatory rules. This circular provides an accurate
interpretation by the USCG of the regulatory requirements.
12.7.2.2 The merits of an active or passive system for protection of the structural steel should be determined. Considerations are:
a. Active systems can increase water system capacity
requirements and demand provisions for drainage for Þre
water run off.
b. Passive system materials such as intumescent coating provide protection but may not represent a minimum weight
solution.
c. Requirements for structural inspection under passive system coating.
d. Testing requirements for active system.
12.7.3 Ventilation
46 Code of Federal Regulations, 108.181Ð108.187 and
ABS Rules for Building and Classing Offshore Installations
provide regulatory requirements for ventilation systems for
enclosed spaces and equipment. The following are considerations:
a. Ventilation requirements for hull inspection and its impact
on multiple compartment ßooding.
b. Increase duct runs for fresh source air and discharge.
c. Increase need for powered air circulation to column/pontoon area.
12.7.4 Detection Systems
Gas and Þre detection systems utilized on Þxed structures
are applicable. ABS Rules for Building and Classing Offshore Installations and 33 Code of Federal Regulations, 144
provide guidelines along with USCG 46 Code of Federal
Regulations, 108.404Ð413. Provisions for portable detection
devices should be planned for hull inspection. Remote air
sampling should be planned for closed compartments requiring inspection access.
c. Use of lightweight piping for Þre water where permitted
by regulations.
d. Maximum use of portable dry chemical and gaseous extinguishers to minimize weight.
e. Hull system protection should consider systems other than
deluge.
12.8 INTERACTING CHECKLIST
An optimized design will require close coordination
between the facilities designer and other design disciplines.
The following drilling and production interacting checklist
will assist in identifying coordination points.
12.8.1 Drilling Rigs
A good working design is often seriously weakened by a
lack of deÞnition between the various design disciplines on
how the drilling rigs interface with the TLP. Drilling rig interface points with TLP are:
12.8.1.1 Structure Layout
Considerations include:
a. Position and strength of beams and trusses on platform
deck(s).
b. Allowable loadings for deck areas between major support
members.
c. Deck layout plans for open areas.
d. Design loads due to wind on drilling packages.
e. Dynamic loads from drilling packages resulting from horizontal accelerations of platform.
f. Loading conditions from drilling packages due to construction, tow out and temporary mooring phases.
g. CG and weight impact due to rig layouts, drilling live
loads, and rig packaging/module design.
h. Rig skid beam spacing, position, and strength.
i. Jacking systems that can be accommodated.
j. Elevation of well heads.
k. Strength and layout of local beams around wellhead area.
l. Strength points available for pulling heavy loads; e.g.,
hanging BOP units.
m. Position of ÒratÓ and Òmouse holes.Ó
12.7.5 Fire Extinguishing
46 Code of Federal Regulations, Part 108 provides regulatory agency established requirements. The USCG Circular
NVIC 6-72 and 6-72 Change 1 provide accurate interpretation of the regulatory rules. The following are considerations:
a. Use of sea chest versus outside casing for Þre water lift
pump.
b. Location alternatives for diesel powered Þre pumps versus
1. use of electric power pumps with separate power
source or
2. diesel hydraulic units.
12.8.1.2 Utilities
Considerations include:
a. Sharing with production systems.
b. Lightweight machinery valving and piping.
c. Area classiÞcation requirements resulting from drilling rig
modules.
d. Liquid storage in hull vs. decks and associated weight and
CG impact.
e. Piping for fuel, water, etc., and transfer to and along the
platform:
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
1. Location distribution, size and number.
2. Access points.
f. Electrical power and communication/instrumentation:
1. Number, distribution and location
2. Remote BOP control points (including prerun hydraulic lines)
3. Drilling instrumentation
12.8.1.3 Rig Services
Considerations include:
a. Drilling drains, sumps, and solids handling to avoid coating or plugging lines, sumps, or other discharge points.
1. Downcomers for overboard disposal of cuttings from
shale shakers, desilters, desanders, and sandtraps.
2. Drilling mud from active and reserve mud pits.
3. Cement and cooling water.
b. Impact of solid discharges on under sea equipment or
installations.
c. Supply barge handling and consumable loading/unloading.
d. Handling and operations of drilling risers, blowout preventers and deep well tools.
12.8.1.4 Safety
Considerations include:
a. Two escape routes from working areaÑfrom rig modules
onto platform then to lifeboats.
b. Coordinated communications.
12.8.1.5 Regulations
Review for impact on design resulting from drilling rig.
81
e. Hazardous area impacts due to equipment location selections (bulkheads, Þrewalls).
f. Dynamic loads from and on production equipment resulting from horizontal accelerations of platform.
g. Loading conditions from and on production systems due
to construction, tow out, and temporary mooring phases of
project.
h. Integrated or palletized construction.
i. Watertight bulkhead penetrations.
j. Deck PSF loading required for maintenance and equipment access/egress.
k. Bulk storage in hull/columns.
l. Ballast tank and compartment arrangements and effect on
ventilation and access for inspection.
12.8.2.2 Production System
Considerations include:
a. Limitation on gravity systems caused by inadequate deck
height.
b. Equipment height limitations.
c. Maximum use of lightweight equipment.
d. Shared utilities with drilling and hull systems.
e. Loads generated by horizontal, vertical, and rotational
movements of TLP during fabrication, tow out, mooring, and
operations.
f. Damping liquid movement and stabilize process levels.
g. Drain system inßuence on buoyancy and CG.
h. TLP hydrodynamics impact from facilities installations.
i. Riser connections and support.
j. Drain/bilge system interfaces.
k. Regulatory requirement impact on design.
l. Cool ßowing wellhead temperatures and possible hydrate
formation due to extreme water depth.
12.8.2 Production Systems
Production equipment and piping can be placed in a variety
of positions. Early coordination between platform designer
and facility designer will result in a more workable optimum
design. The designers should develop good working relationships to avoid lack of interfacing deÞnitions. The following is
provided to assist the facility designer in identifying unique
interaction with facilities and hull systems which may not
exist on a Þxed platform.
12.8.2.1 Structural and Layouts
Considerations include:
a. Deck height limitations.
b. Weight and CG limitations.
c. Plate girder bulkhead design and routing of services.
d. Height restrictions on mezzanine levels.
12.8.3 Hull Systems
The following is provided to assist the facility designer in
identifying requirements which may not exist or are different
on a Þxed platform:
a. Bilge system requirements.
b. Vents and overßow locations.
c. Multi-compartment ßooding during inspection.
d. Tension device redundancy.
e. Shared utilities with production and drilling.
f. Subsea inspection requirements.
g. Ventilation and access for inspection of compartments and
tanks.
h. Accommodation needs.
i. Handling of solids discharges and oily water from bilges
and drains.
82
API RECOMMENDED PRACTICE 2T
13 Fabrication, Installation, and
Inspection
13.1 GENERAL
13.1.1 Scope and Objectives
This section deals with fabricating, installing, and inspection of a Tension Leg Platform. It speciÞcally addresses fabrication, assembly, outÞtting and inspection for the platform,
mooring system, foundation, and well templates. Additionally, installation is addressed, including such items as launching, transporting, stability, positioning and inspection as they
apply to the platform and its foundations and well templates,
respectively. Further, tendon running, connecting, pretensioning, and riser running are discussed.
13.1.2 State of Technology
d. Personnel safety during all phases of fabrication and
installation must be maintained.
e. Consideration should be given to providing temporary
access, lighting, ventilation, Þre Þghting, etc., during all
phases of fabrication, assembly, and installation.
13.2 STRUCTURAL FABRICATION
13.2.1 General
This section addresses fabrication of the hull, deck structures, foundation system, and well template.
API Recommended Practice 2A, Section 4, should be consulted for guidance on splices, welded tubular connections,
and plate girder fabrication.
13.2.2 Welded Stiffened Plates and Shells
Techniques and procedures to be used in the fabrication
and assembly of the various components of a Tension Leg
Platform combine the experience of Þxed platforms and ßoating drilling units, as well as introducing new challenges due
to size, geometry and service requirements. The designer and
builder are encouraged to take full advantage of available
technology as well as ongoing research and development, offshore contractor experience, and innovation by equipment
manufacturers.
Fabrication of large diameter shells stiffened by either ring
frames or a combination of ring frames and longitudinal stiffeners requires consideration of local fabrication tolerances,
global fabrication tolerances, weld details, connection details,
and fabrication sequence.
If localized heating is proposed for straightening or repair
of out of tolerance, its effects on the material properties
should be assessed by the designer. Assembly of substructures
can result in built-in stresses. A construction sequence should
be developed for all structures to minimize this condition.
13.1.3 Practices and Procedures
13.2.2.1 Fabrication Sequence
Fabrication, assembly, and installation procedures for the
platform and seaßoor foundations should be developed during the design process so as to meet work requirements. Close
coordination between the designer, fabricator, installer, and
operator is essential in developing these procedures. The following serves as guidance for acceptable practices:
13.2.2.1.1 A fabrication sequence should be established so
as to minimize the extent of residual stresses. Some recommended guidelines for establishing this sequence are:
a. Fabrication should be in accordance with the ÒSpeciÞcations for the Design, Fabrication and Erection of Structural
Steel for BuildingsÓ AISC, latest edition, and applicable sections of API Recommended Practice 2A, unless otherwise
speciÞed herein. For welding guidance, see 14.6.
b. All work should be carefully executed with proper quality
and testing procedures to assure that the work product meets
design speciÞcations and drawings. All faults and/or deÞciencies should be corrected before the material is painted, coated
or otherwise made inaccessible.
c. Prior to commencement of work, speciÞcation for the fabrication and quality control procedures covering critical
aspects pertinent to the productÕs quality should be developed
and agreed upon by the designer, operator, fabricator, and
applicable regulatory agencies. Further, a program for nondestructive testing (NDT) should be developed and agreed
upon. This program should contain information and documents for planning, controlling, reporting, standards, etc.
a. Welds should progress in a direction from higher to lower
restraint.
b. Joints with expected signiÞcant shrinkage should be
welded before those of lesser expected shrinkage.
c. Joints should be welded with as little restraint as possible.
d. Splices in component parts of built-in members should be
made before welding to other component parts.
13.2.2.1.2 The overall fabrication sequence should be such
that defects and deÞciencies can be found and corrected prior
to completion of the affected part being made inaccessible.
13.2.2.2 Weld Details
In fabricating cylindrical, and non-cylindrical sections
including ßat plate structures, the following recommendations
should be considered in addition to those discussed in 14.6:
a. Weld ProximityÑAll parallel welds (butt or Þllet) should
be separated considering the thickness of the material and the
heat affected zone. However, in no case should this toe to toe
separation be less than 4 times the plate thickness (4t). The
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
most common case is the seam weld in a plate or cylinder
parallel to a stiffener.
Longitudinal butt welds should be offset a sufÞcient distance to avoid having all welds intersecting at the same corner.
b. Weld IntersectionsÑWhere the intersection and overlap of
butt welds by butt or Þllet welds is unavoidable, the intersected (Þrst) weld should be ground ßush for a distance of 2
inches (50 millimeters) where possible on either side of the
abutting plate. Additional NDT may be required.
c. Weld ContinuityÑIntermittent welds are a stress concentration source which could lead to fatigue cracks if oriented in
the direction of varying tensile stresses. At points of intersecting stiffeners, stiffeners with larger varying stress range
should be welded continuously with interruptions in welding
on the secondary stiffeners. Cutouts (mouseholes) or clearances at these intersections should be of adequate size to provide access for complete end welds. The radius of these
cutouts or clearances should be at least 2 inches (50 millimeters). Intermittent welds should not be used where corrosion
is likely.
d. Seal WeldsÑFillet welds in tank spaces should be detailed
so as to limit the possibility of ßuids encroaching behind the
welds. This can be accomplished by use of seal welds.
83
Special consideration should be given to alignment
between welded structural members. Allowable misalignment
depends on stress level and type of loading, as well as type
and importance of the joint. Unless otherwise speciÞed in the
fabrication speciÞcations, the maximum misalignments
should not exceed the values given in 13.2.3.2.
13.2.3.1 Tubular Members
Unless otherwise speciÞed, fabricated tubular members
should conform to the tolerances as given in API SpeciÞcation 2B, Fabricated Structural Steel Pipe, latest edition.
13.2.3.2 Welded Plates
13.2.3.2.1 Misalignment of plate edges in butt welds (see
Þgure 23) should not exceed the following values with a
maximum of 1/8 inch (3 millimeters):
a. Primary structural elements:
0.15 ´ t1.
b. Secondary structural elements: 0.30 ´ t1.
c. t1 = thickness of the thinner plate.
a = min
{
0.15 t1 primary elements
0.30 t1 secondary elements
1
/8 inch (3 millimeters)
13.2.2.3 Fabrication Details
a. DrainageÑAdequate drainage should be provided for the
webs of deep ring frames.
b. Cut-outsÑThe cut-outs where stiffeners pass through
ring-frames should be designed to provide support for the
stiffener, retain adequate ring-frame shear area, and limit the
extent of stress concentration.
c. Plate orientationÑThe direction of rolling of plates
should, where practical, line up with the direction of the primary load path to minimize fatigue effects in critical areas,
such as pontoon or brace connections to columns.
d. TapersÑWhen joining items of different thicknesses and
widths, tapers of 4 to 1 are generally recommended.
13.2.3 Tolerances
Deviations from planeness of unstiffened plating, straightness of plate stiffeners, or roundness of circular members
should not exceed the design assumptions regarding buckling
strength; therefore, each member should be fabricated and
positioned accurately to the Þnal tolerances stated herein. Tolerances not stated herein or referenced to other existing codes
should be in accordance with AISC ÒSpeciÞcations for the
Design, Fabrication, and Erection of Structural Steel for
Buildings,Ó latest edition, and AWS D1.1, latest edition.
,,,
,,,
,,,
,,,
,,,
,,,
,,,,
,,,,
,,,,
,,,,
,,,,
,
,,
When detailing the Þnal construction drawings, consideration should be given to:
t2
a
t1
Figure 23—Misalignment of Butt Joints
13.2.3.2.2 Primary Structural elements refers to primary
load carrying members of a structure where the occurrence of
a fracture could induce a major structural failure, i.e., external
shell plating of a column or pontoon.
13.2.3.2.3 Secondary structural elements refers to less critical members due to a combination of lower stress and favorable geometry, or where an incidence of fracture is not likely
to induce a major structural failure, i.e., internal members
which do not provide continuity at major structural intersections.
13.2.3.2.4 Misalignment, m, (see Þgure 24) of the noncontinuous plates in cruciform joints should not exceed the following values:
a. Primary structural elements:
0.30 ´ t1.
b. Secondary structural elements: 0.50 ´ t1.
c. t1 = thickness of the thinnest of the two noncontinuous
plates.
84
API RECOMMENDED PRACTICE 2T
,
,,,
,,,
,
,,,
,,
t1
e3
CL
e4
,
,,,
,
,,,,,,,,
,,,
See Figure 26. For trusses shorter than 84 inches, use a lower
limit of 1/8 inch (3 millimeters) for e1 and e2.
t3
m
h
A
t2
A–A
A
e1 £ 0.0015 L
e2 £ 0.0015 h
e3 £ 0.0015 h
e4 £ 0.008 h
e3
L
Figure 24—Misalignment of Cruciform Joints
Figure 26—Truss Deflections
13.2.3.3 Beam Columns
13.2.3.5 Girders
The lateral deßection, e1, measured at the midspan of the
beam column should not exceed 0.0015 times the column
length, or the compression ßange length between lateral supports. The inclination of columns, e2, should not exceed
0.0015 times the column length. See Figure 25. For columns
shorter than 84 inches, use a lower limit of 1/8 inch (3 millimeters) for e1 and e2.
e1
e2
The lateral offset, e4, of the top ßange with respect to the
bottom ßange of a built-up girder should not exceed 0.008
times the girder depth, h. The deviation of the centerline of
the web from the centerline of the ßange, e5, should not
exceed 0.015 times the width of the ßange. The slope of the
ßange from its true position (e6/b) should not exceed 0.025.
The lateral deßection of the web, e7, should not exceed 0.01
times its depth. See Figure 27.
e5
e4
L
or
e6
,
,,
,,
e1 £ 0.0015 L
L = member length
L
L = unsupported flange length
e2 £ 0.0015 L
b
,,,
,,
Figure 25—Beam Column Deflections
e7
h
b
13.2.3.4 Trusses
The inclination of a truss, e4, should not exceed 0.008
times the truss depth, h. The lateral deßection, e1, of a chord
member of a truss should not exceed 0.0015 times its length,
L. Similarly, the lateral deßection, e2, of a truss bracing member should not exceed 0.0015 times the depth of the truss, h.
Unless speciÞcally incorporated in the design approach, the
eccentricity of framing members at a truss member intersection, e3, should not exceed 0.0015 times the truss depth, h.
e4 £ 0.008 h
e5 £ 0.015 b
e6 £ 0.012
e7 £ 0.01 h
Figure 27—Girder Deflections
13.2.3.6 Stiffened Plates
The lateral deßection of a plate between longitudinal stiffeners, Wp, should not exceed 0.01 times the width between
the stiffeners, b. The lateral and in-plane deßection of compressed longitudinal and transverse stiffeners, Ws, should not
exceed 0.0015 times the length of the stiffener. See Figure 28.
For stiffeners with lengths less than 84 inches, use a lower
limit of 1/8 inch (3 millimeters) for Ws.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
85
13.2.4.1 Coatings
Guidelines for the installation and inspection of coating
systems can be obtained from the National Association of
Corrosion Engineers (NACE) publication Recommended
Practice-01-76. Unless speciÞed otherwise by the designer,
the applications of coatings should conform to the above referenced publication.
WP
b
Wp £ 0.01 b
Ws £ 0.0015 L
13.2.4.2 Cathodic Protection
WS
WS
WS
L
Figure 28—Stiffened Plate Deflections
13.2.3.7 Cylindrical Shells
13.2.3.7.1 The local deviation of a straight line generator
on a cylindrical shell, eg, should not exceed 1/100 times the
gauge length, Lg; where Lg is deÞned as 4(rt)1/2, but not to
exceed the maximum ring stiffener spacing. The stiffener tolerances should satisfy 13.2.3.6.
13.2.3.7.2 The out-of-roundness, i.e., the deviation of the
actual radius (ra) of a cylinder from the true circle radius (r)
should not exceed 0.005 r. For very large cylinders, the
designer may specify a smaller out-of-roundness. Local deviation from a true circle should not exceed the permissible
deviation, e, obtained from Figures 29 and 30. The bay
length, Lr, is the distance between bulkheads or stiffening
rings. For additional reference, see American Society of
Mechanical Engineers (ASME), ÒBoiler and Pressure Vessel
Code,Ó Section VIII, Division 2 and Section III, Subsection
NE, latest addition.
13.2.3.8 Deck and Cap Beams, Piles, Grating
Handrails, and Fences
Refer to Section 4, Fabrication, of API Recommended
Practice 2A, latest edition, for recommended tolerances.
13.2.4 Corrosion Protection
Generally, corrosion can be prevented by multicoat painting systems. Additional protection can be provided by
cathodic protection systems.
The cathodic protection system components should be in
accordance with drawings and/or speciÞcations and the
guidelines established by NACE RP-01-76 for the platform,
foundation system, and well template and NACE RP-06-75
for the tendons and production risers.
13.3 TENDON SYSTEM FABRICATION
13.3.1 General
Tendons of various structural conÞgurations such as steel,
wire rope, or nonmetallic components like synthetic Þber are
candidates for use.
13.3.2 Manufacturing and Assembly
The designer should require the use of existing industry
codes, where practical, in the manufacture and assembly of
components. The manufacturer should develop and use a
comprehensive manufacturing and assembly system, including a complete quality control procedure.
13.4 PLATFORM ASSEMBLY
13.4.1 General
13.4.1.1 Assembly of subcomponents depends on the
structure design and proposed fabrication technique.
13.4.1.2 Several different methods for fabrication and
assembly may be considered. Some methods include:
a. Hull assembled on land and launched into the water. Deck
assembled at a different site, and loaded onto a barge. Both
hull and deck transported to a preselected mating site. Deck
added by a hull/deck mating operation or by individual modules added to a framework.
b. Hull assembled in dry dock and ßoated out; deck added as
in (a) above.
c. Hull and deck assembled on land and launched into water;
deck modules may or may not be added at a later ßoating
stage.
d. Hull and deck assembled in dry dock and ßoated out.
e. Hull fabricated in sections and joined in free ßoating condition or on barges; deck added as in (a) above.
f. Hull assembled on shore, loaded onto barge and launched
off barge at mating site. Deck assembled as in (a) above.
86
API RECOMMENDED PRACTICE 2T
Outside diameter Ö thickness, Do/t
1000
900
800
700
600
500
400
e=
300
e=
200
e=
150
e=
100
90
80
70
60
50
e=
40
e=
30
25
0.05
0.10
0.2
0.3
0.4 0.5 0.6
1.0
t
0.8
t
0.6
t
0.5
t
0.4
t
e=
0.3
t
e=
0.2
5t
0.2
0t
0.8 1.0
2
3
4
5 6 7 8 9 10
Bay length Ö outside diameter, Lr/Do
Figure 29—Maximum Permissible Deviation From Circular Form, e, For Cylinders
2000
c
=
c
Ar
c=
Ar
Do
D
=
0
c = .08
0. o
A
0.
09
11
Ar rc =
Do
Do
Ar c = 0.1
Ar c = 0.1 3 D
c = 0.1 5 D o
0.2 7 D o
Ar
c=
0D o
Ar
0.2
o
c=
5D
0.3
Ar
o
c=
0D
Ar
o
c = 0.35
Ar
0.4
Do
c=
0D
Ar
0.5
c=
o
0D
0.6
o
0D
Ar
c=
o
0.7
8D
o
c
Ar
7
0
0.
Ar
1000
800
600
500
400
300
=
Do
Ar
Outside diameter Ö thickness, Do/t
6
0
0.
200
100
80
60
50
40
30
20
10
0.01
0.02
0.04 0.06
0.10
0.2
0.4
0.6
1.0
2
3
4 5 6
8 10
Bay length Ö outside diameter, Lr/Do
Figure 30—Arc Length For Determining Deviation From Circular Form
20
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
13.4.1.3 In the selection of a fabricating and assembly
method, some factors to be considered include:
a. Platform size, weight, and draft.
b. Number of pontoons and columns.
c. Type of deck construction, e.g., open truss or plated.
d. Size and type of deck modules.
e. Fabricators facilities (inclusive of size of dry docks, overhead cranes, skidways, etc.).
f. Depth of water at launch site, and connecting waterways
or channels to open sea or mating site.
87
13.4.4 Weight Control
13.4.4.1 The actual weights of the fabricated modules and
structures often vary from the calculated weight. An effective
weight control program should ensure the Òas-builtÓ weight
meets the design requirements.
13.4.4.2 Selected subcomponents should be weighed to
verify the calculated weights and centers of gravity. Timely
corrective or reanalysis action could minimize possible construction delays or major rework.
13.4.1.4 Additional temporary buoyancy may be considered to reduce draft.
13.4.5 Heavy Lifts
13.4.2 Erection Sequence
Refer to API Recommended Practice 2A, Section 2, for
ÒLifting Forces.Ó
The fabricator should develop a detailed erection sequence
showing a step-by-step plan for assembling subcomponents
to make up the hull and/or deck. Careful planning is required
to assure that subcomponents Þt-up within speciÞed tolerances and that overall global dimensions are met.
13.4.6 Hull/Deck Mating Operations
The designer should prepare a detailed plan for this operation. Complete procedures for the intended method should be
included.
13.4.3 Dimensional Control
13.4.3.1 Careful attention to dimensional control is required
to assure that proper Þt of fabricated modules and structures is
achieved during the assembly, mating and installation phases,
so that time delay is minimized and the Òas-builtÓ modules and
structures meet the Òas-designedÓ requirements.
13.4.6.1 Site Selection
If the fabrication sequence of the platform involves separate fabrication of the hull and deck, the mating site selection
should provide, as a minimum, the following:
13.4.3.2 The Òas-builtÓ global geometry of the structure is
not to deviate from the calculation model in a way which
may cause a signiÞcant change in load path. In the absence of
supportive calculations, the recommended practices of Section 4 of API Recommended Practice 2A, latest edition, may
be used.
a. Adequate water depth to allow for the mating considering
ballasting operations and changes in hull draft and transportation vessels.
b. SufÞcient shelter from prevailing environmental conditions to assure that hull/deck motions are acceptable, and that
the structures are not overstressed during critical interfacing
operations.
13.4.3.3 Dimensional control operations should be
planned to suit the design, fabrication and erection plans, and
provide early warning for necessary corrective and/or reanalysis requirements.
13.4.6.2 Mating Hardware
13.4.3.4 The following steps should be considered:
a. IdentiÞcation of control parameters in accordance with
design, fabrication and erection plans.
b. Ongoing survey of fabricated structures.
c. Evaluation of results.
d. Corrective and/or reanalysis requirements.
13.4.3.5 The corrective and/or reanalysis requirements
should be determined based on the survey results and the calculated dimensions of the modules and structures for the
actual support and loading conditions during the particular
phase of construction.
13.4.3.6 For guidance on dimensional tolerances, refer to
13.2.3.
Hardware involved with the mating operation may include
guidance cones, pins or slots, rubber shock pads or absorbers,
and hydraulic jacks.
13.4.6.3 Load Analysis
Detailed deßection and load analysis should be performed
to determine applied forces on structural connections and
mating hardware due to environmental loads, changes in ballasting arrangements, or load transfer during mating operations. SufÞcient clearance between the transportation barge
and the deck after load transfer may be achieved through
deballasting of the hull and/or ballasting of the barge. It may
also be achieved through mechanical means (e.g., pull out
blocks or hinged drop arms). In this manner, dynamic impact
loads between the hull and the barge may be lessened.
88
API RECOMMENDED PRACTICE 2T
13.4.6.4 Equipment Testing
All mating equipment (such as ballasting arrangements,
temporary generators, jacks and control systems, etc.) should
be thoroughly tested before ßoat out or commencement of
operations.
13.4.6.5 Stability
Stability calculations should be performed on both the platform and transportation barge (or vessel) to assure positive
stability during all phases of the ballasting operations and
load transfer to the hull.
13.5 TRANSPORTATION
13.5.1 General
Transportation operations should be planned concurrently
with the structural design in order that loading conditions during loadout, towing, and launching are clearly deÞned. Applicable regulations and/or codes such as those of the U.S. Coast
Guard should be considered.
13.5.2 Platform
13.5.2.1 Launching
Calculations should be made to conÞrm that the platform
can be safely skidded into the water or on a barge or, if built
in a dry dock, that it can transfer from the on-bottom condition to the ßoating mode without instability or overstressing.
13.5.2.2 Ballast Systems
The systems for ballasting and deballasting should be
designed with sufÞcient numbers of valves and pumps to provide a Òfail safeÓ operation during mating, launching, towing,
and installation.
13.5.2.3 Stability
accessible during transit. Fatigue at towing attachments
should also be considered.
13.5.2.5 Towing Vessels
The proper number of seagoing tugs should be provided
with sufÞcient power and size to operate safely in any sea
environment that may develop for each particular transit
route, transportation time, and time of year.
13.5.3 Foundations and Well Templates
Foundations and well templates may be transported and
handled by a variety of methods. Possible operations can
include load-out or launching at the fabrication site, transportation by self-ßoating or as deck cargo, and either lift-off or
launching at the installation site.
For additional guidance in transportation to an installation
site, reference is made to the provisions of API Recommended Practice 2A, Section 5.2, latest revision.
13.5.3.1 Launch
A method of launch should be considered which utilizes
the procedures and criteria established for the launching of
jacket-type offshore platforms. Structural strength, launch
trajectory, and structure equilibrium after launch should be
assessed. A hypothetical damage condition should be considered when making these calculations. Prior to launching, all
watertight closures and valves should be secured.
13.5.3.2 Barge Transport
Foundations and well templates transported as deck cargo
are subject to loads generated by the vesselÕs dynamic
motions. As required, motion analysis should be undertaken
to determine the dynamic load components, which should be
incorporated in the structural and tiedown analyses.
13.5.3.3 Free-Floating Transport
Sea-keeping characteristics along with heeling and righting
moment curves of the platform should be produced for the
various towing conditions anticipated. The mathematical
analyses may be correlated with a series of tank tests on an
accurately scaled model. The designer should perform calculations to show that adequate buoyancy and stability will exist
if damage occurs during transit. Refer to 5.3.3.2 and 5.3.4 for
additional guidance.
Foundations and well templates transported by ßotation
will be subject to drag forces, stillwater bending, wave
induced bending, and hydrostatic forces. Environmental loads
should be predicted on worst case tow criteria and analyzed in
accordance with procedures in 10.5. Points of attachment for
towing hawsers should be designed to limit stress concentrations and crack initiation at these locations. Stability calculations, including a one-compartment damage condition,
should be performed.
13.5.2.4 Forces
13.5.3.4 Offshore Lifts
The platform should be designed to resist all hydrostatic,
environmental and towing forces imposed on it during transit.
Towing attachments to the platform should be stronger than
the breaking strength of the largest towing wire and should be
Structures lifted from transport barges offshore should be
designed following the guidance of API Recommended Practice 2A. Prior to lifting, all watertight closures and valves
should be secured.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
89
13.5.4 Tendons
13.6.1.3 Installation Plan
The transportation and handling of tendons between the
fabrication site and the platform requires careful evaluation to
ensure that the tendons, including the connectors, coatings,
anodes and other appurtenances, are not damaged.
Installation procedural and training plans should be developed to ensure that the installation is accomplished in a satisfactory manner. In addition to deÞning the sequence and
interface for completing the tasks of each major phase of the
installation, it should deÞne conditions for weather, equipment status and logistic support under which installation
operations should be: (a) initiated, (b) suspended, (c) terminated, or (d) reversed for each major phase of the procedure.
13.6 INSTALLATION OPERATIONS
13.6.1 General
Installation can be considered as Þve major activities:
installation of the foundation system; deployment of the temporary mooring system; installation of the tendons; attachment of the tendons to both the foundation and platform,
which includes establishing the desired level of pretension in
the tendons; and installation of risers. The sequence and speciÞc tasks that will occur during each of these activities may
vary depending on a number of factors including:
13.6.1.4 Contingency Plans
a. Geometry of the overall system design and individual
components.
b. Soil, environmental and geographic parameters.
c. Equipment capability and availability.
d. Long-term Þeld development plans and other economic
considerations.
During installation, a temporary mooring system or other
means of station keeping may be required. This system
should be capable of maintaining the platform in position
during the entire installation period including an anticipated
storm condition. Calculations and/or wave tank testing may
be conducted to ensure that this mooring system will handle
the forces that result from platform motions.
Many of the options that may be viable for a speciÞc Tension Leg Platform installation are illustrated in the network
diagram Figure 31.
13.6.1.1 Site Survey
Prior to the initiation of installation operations, a survey of
the proposed site should be carried out. This should include a
bottom survey to ensure that no recent changes to the installation area such as debris and cuttings have occurred that would
prevent installation of the seaßoor structures. After template
installation, an accurate depth survey should be made to determine the Òas installedÓ position and depth of each template.
13.6.1.2 Environmental Envelopes
Based on the environmental conditions anticipated at the
proposed installation site, calculations should be performed
(and conÞrmed by wave tank testing, if necessary) to predict
motion response of the platform. In particular, the designer
should determine the acceptable range of motions from a
combination of wind, wave, current, and swell that the platform can experience while being maintained in position and
installed. These calculations should establish the acceptable
limits of motion response, i.e., heave, pitch, surge, sway, yaw,
and roll. These responses may be critical when the platform is
transferring from a Òfree ßoatingÓ to a Òtension mooredÓ condition.
Comprehensive contingency plans covering all phases of
the installation should be included in the installation plan and
procedures. Each phase of installation operations should be
reversible if a malfunction occurs.
13.6.1.5 Mooring and Station Keeping
13.6.2 Foundations and Well Templates
The means adopted for installing foundations and well
templates may be inßuenced by the following:
a. Type of foundation:
1. Multi-template.
2. Combined base template.
3. Piled structure.
4. Shallow foundation.
5. Hybrid structure.
b. Type of installation vessel:
1. Moored or dynamically positioned.
2. Semisubmersible, shipshape or ßat-bottom barges.
3. Tension Leg Platform (self-installed).
4. Other.
c. Water Depth:
1. Within diver capability or not.
d. Environmental conditions:
1. Mild or hostile area.
2. Length of installation periods.
e. Installation equipment:
1. Underwater hammer.
2. Drilling/grouting tools.
Proposed installation procedures should be considered
early in the design process, as they might impact Þnal
designs.
90
Installed prior
to platform
arrival
Installed
at same
time
Gravity
Multiple
piece
Foundation
system
installation
Staged
installation
Tension
pile
Installed with
platform
at location
Mooring
system
deployment
Single
piece
Accomplished
from or
assisted by
platform
Legs installed
sequentially
Individual
tendons
installed
simultaneously
Legs installed
instantaneously
Individual
tendons
installed
sequentially
A
Installed by
equipment
other than
platform
API RECOMMENDED PRACTICE 2T
A
Hybrid
Installation
assisted or
accomplished
by platform
B
Installed by
equipment
other than
platform
Pretension
by ballast
Legs
interfaced
sequentially
B
Interfacing
and
pretensioning
Individual
tendons
interfaced
simultaneously
Pretension
by pull-down
Legs
interfaced
simultaneously
Individual
tendons
interfaced
sequentially
Pretension
all legs
simultaneously
Pretension
by pull-down
and ballast
Figure 31—Major Activities and Options For Installation Operations
Pretension
individual
tendons
simultaneously
Pretension
individual
tendons
sequentially
Final
installed
condition
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
13.6.2.1 Handling and Lowering
When installation equipment and methods are selected,
calculations should be performed to quantify dynamic loads
and stresses during the lowering and placement of the structures on the seabed. Factors that might impact handling of
seaßoor foundation structures at the surface (e.g., transfer
from ßoating condition to lowering condition) and also lowering will include:
a. Size of structure; large structures might require buoyancy
assistance during surface handling and lowering.
b. Amount of lowering capacity available on installation
equipment.
c. Stability of structure during surface transfer operation.
Structures although stable in a ßoating mode on the surface
might become unstable when negatively buoyant.
d. Type of lowering equipment on installation vessel (e.g.,
whether lowering from a crane, a special winch module, or
drill string).
e. Rotational control and stability of the structure may create
problems during lowering.
f. Dynamic loads due to two-body interaction. This may be
minimized through the use of motion compensators or elastic
synthetic lowering lines.
13.6.2.2 Positioning
13.6.2.2.1 Positioning encompasses the means to monitor
and hold accurate location, azimuth, and levelness. Positioning may be relative to a seaßoor grid (e.g., in the case of combined foundations and well templates) or relative to
independently installed seaßoor foundations (e.g., anchor
templates relative to foundation/well template). Although the
means to monitor positioning tolerances are readily available
with conventional electronic underwater acoustic devices, the
means to achieve the necessary tolerances requires careful
evaluation.
13.6.2.2.2 Possible positioning means available include:
a. Maneuvering installation vessel on conventional (catenary) mooring system.
b. Maneuvering installation vessel with dynamic positioning
system.
c. Maneuvering lowered seaßoor structure with localized
thrusters.
d. Use of a bottom founded positioning structure lowered
separately to the templates. This would act as a guide around
the well template (it may or may not be removed).
e. Use of pin piles (positioning piles).
13.6.2.3 Leveling
The means for obtaining leveling tolerances of seaßoor
foundation(s) depends on: nature of soil conditions, size of
bearing mats, mechanism to operate bearing mats, and other
91
factors. Leveling methods may include hydraulic jacks, rack
and pinion mechanisms, pile elevators, ballasting, and grouting. Generally the leveling adjustments with multi-templates
should be small (this can be achieved through accurate bottom surveys and structure design considerations). Leveling
adjustments of large combined or hybrid structures are likely
to be difÞcult to achieve due to their overall mass.
13.6.2.4 Pile Installation
13.6.2.4.1 Template piles may be installed using underwater driving techniques or by drilling and grouting. With underwater driving, calculations will have been performed to
establish penetration rates and blow count based on soil data,
pile size and hammer energies. If considerable deviations are
noted from the design criteria, these could mean incorrect soil
data or inadequate transfer of energy of the hammer to the pile.
13.6.2.4.2 Drilled and grouted piles depend on the ability
to drill the pilot hole because of possible cave-in problems
and the efÞciency of the grouting operation. Grouting techniques, although well established for deep water oilwell drilling operations, are still somewhat of an unknown technology
with large diameter tension piles. Effective means to monitor
the integrity of the grout in place are available through specialized monitoring tools lowered from the surface vessel or
deployed from underwater remotely operated vehicles.
13.6.2.4.3 For both pile design and installation techniques,
a comprehensive soils survey, engineering analysis and test
program are recommended.
13.6.2.5 Template to Pile Connection
Present technology for the interface of piles to seaßoor
foundations includes grouting and mechanical connections.
Grouting may be performed through drill strings or hoses.
The grout may be monitored with special instrumentation
(e.g., nuclear densimeters) either mounted on the template or
deployed with ROVs. Mechanical connections include means
of deforming the shape of the pile inside the template sleeve
so that a connection is made between the two. This may be
accomplished with high pressure hydraulics or with explosives. It is necessary to ensure that the pile has deformed to
the design speciÞcations.
13.6.2.6 Shallow Foundations
13.6.2.6.1 Shallow foundations may be fabricated from
concrete or steel and may include deadweight or hybrid pile/
deadweight structures.
13.6.2.6.2 It is anticipated that these structures may
include additional buoyancy for lowering operations, and the
items mentioned in 13.5.2 would apply. After installation, the
foundations should be inspected and monitored to ensure that
installation has been achieved in accordance with plans.
92
API RECOMMENDED PRACTICE 2T
13.6.3 Platform
The platform may be installed over previously installed
seaßoor foundations and/or tendons. In this event, careful consideration should be paid to the ballasting system, temporary
moorings, etc., when moving the platform over the location.
13.6.4 Tendons
Developing a concept and a procedure for installation of a
tendon system is intimately linked with the tendon design
process. (See Section 9, Tendon System Design.) It is recommended that the installer consult and work closely with the
designer in developing an installation plan.
In view of the variety of conÞgurations and peculiar design
features that may be involved in a speciÞc tendon systems
design, it is not reasonable to attempt to outline detailed
installation procedures. The ßow chart of Figure 32 deÞnes
some of the designerÕs options that relate the design of both
an individual tendon and the entire tendon system to installation considerations. Regardless of the speciÞcs of the design
of an individual tendon, or the tendon system, the installation
operations will involve the sequential completion of the tasks
discussed below.
13.6.4.1 Preparing to Install Tendons
The following is a partial list of tasks the designer and
installer should consider in developing procedures to be followed in preparation for tendon installation:
Individual tendon
installation
Tendon run
as a single
continuous
piece
Spooled pipe:
Parallel strand
helical wound or
W.R. construction
No intermediate
connections
Tendons run
as several
long segments
Tendons run
as many
short segments
Few
Many
intermediate
intermediate
connections
connections
a. Inventory, inspect and document the conditions of all tendon components.
b. Functionally test all equipment and systems to be used
during installation.
c. Develop contingency plans and alternate procedures to be
followed in the event of damage to tendon components or
installation equipment malfunction or failure.
13.6.4.2 Tendon Installation
13.6.4.2.1 Tendon installation operations will generally
include handling and running operations similar to drill pipe
or casing running procedures. As illustrated in Figure 32,
there are a number of options for equipment utilization,
sequencing and procedure that may be employed depending
on the speciÞcs of the individual tendon and overall mooring
system design.
13.6.4.2.2 The following is a partial list of tasks that
should be considered in developing procedures to be followed
during tendon installation, including landing and connection
operations:
a. DeÞne conditions for weather, equipment status and logistic support under which installation operations will be:
1. Initiated.
2. Suspended.
3. Terminated or reversed.
b. Develop contingency plans and alternate procedures to be
followed in the event of:
1. Damage to tendon components.
2. Installation equipment malfunction or failure.
3. Unexpected deterioration of weather.
4. Interruption of logistic support.
c. Evaluate the need for inspection procedures to be conducted during installation operations.
13.6.4.2.3 A comprehensive plan that includes appropriate
inspection and record keeping procedures to ensure that individual tendons are deployed in a manner consistent with their
design and service requirements should be developed and
form the basis for Þeld operations. In many designs it may be
prudent to conduct deployment operations with surface
equipment offset from the location of previously installed
seaßoor equipment to minimize the damage potential from
dropped objects. Regardless of the speciÞcs of the installation
procedure, the need and potential beneÞts of comprehensive
operator training and equipment familiarization including
installation system trials cannot be overemphasized.
Mech. intermediate
connections
Fused intermediate
connections
13.6.5 Risers
Threads, clamps,
bolted flange, dogs,
collets, etc.
Welded, explosiveformed, etc.
13.6.5.1 Procedures for running risers should be developed
considering the following factors:
Figure 32—Options For Tendon Installation
a. Water depth.
b. Type of riser system, e.g., integrated or nonintegrated.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
c. Surface or subsurface completion.
d. Type of connections and latching devices.
e. Whether buoyancy is included (either internal or external
air cans or foam).
f. Whether guidelines are to be used or not.
13.6.5.2 General recommendations on the running of risers can be found in API Recommended Practice 2K Care and
Use of Marine Drilling Risers, and API Recommended Practice 2Q Design and Operation of Marine Drilling Riser Systems. Previously installed multiple production risers may
introduce clearance and contact problems during running of
riser joints. The stab-in of riser joints into a seaßoor template
from a TLP offers somewhat different problems than a drilling vessel since the station keeping components do not
readily provide lateral platform positioning adjustments as in
the case of drilling vessels. The use of a temporary catenary
mooring system, thrusters, tugs, or other positioning mechanisms may be considered for the stab-in operations.
13.6.6 Special Operations
13.6.6.1 Positioning Systems
The accuracy required to position and align the seaßoor
components is limited by installation equipment but must be
consistent with design tolerances. Consideration should be
given to special alignment appurtenances and monitoring systems such as acoustic positioning equipment, TV, ROVs, etc.,
in performing these tasks.
13.6.6.2 Environmental Monitoring
If installation is to be performed during a time of year and/
or in an area where weather windows are relatively short or
unpredictable, consideration should be given to special
weather monitoring means to ensure that operations may be
completed within the constraints of the design environmental
envelopes.
13.6.6.3 Standby Equipment
Adequate numbers of tugs, anchor handling vessels, etc.,
should be on location at all times during the installation
should it become necessary to secure operations and/or abandon location.
13.7 INSPECTION AND TESTING
13.7.1 General
Inspection and testing throughout the life of the TLP is
necessary to assure the continued performance of the design
goals. The platform, being a buoyant structure, is weight sensitive and, accordingly, inspection during fabrication is necessary to assure weight control in addition to the usual concerns
of fabrication quality and dimensional tolerances. Tendon
93
systems are sensitive to fatigue and, accordingly, fabrication
inspection to detect ßaws which could reduce fatigue life is
essential. Upon installation, the platform will likely remain
onsite throughout the life of the Þeld. The monitoring of the
platformÕs performance and continued inspection of structural components to detect deterioration or damage should be
done to avoid removing the structure for major repairs.
13.7.2 Fabrication
13.7.2.1 Platform/Seafloor Structures
13.7.2.1.1 Inspection and testing undertaken during fabrication of the platform and seaßoor structures components
should cover at least the following:
a. Material quality.
b. Material traceability.
c. Welder performance qualiÞcations.
d. Weld procedure qualiÞcations.
e. Thickness tolerances.
f. Fit-up and edge preparation.
g. Weld inspection, visual and NDT.
h. Weld size.
i. Dimensional and alignment checks.
j. Coating and anode application.
k. Support for handling, shipment and storage.
l. Documentation of all inspection/testing
13.7.2.1.2 The techniques for this inspection and testing
are speciÞcally deÞned in other sections, and in recognized
codes currently being utilized in marine fabrication facilities.
13.7.2.2 Tendon System
13.7.2.2.1 Fabrication inspection should be performed to
ensure adherence to the drawings, speciÞcations, and procedures which contain the detailed instructions necessary to
obtain the desired quality and service in the Þnished product.
Inspection should be performed during both the fabrication
and assembly phases to ensure compliance with the requirements. The most effective quality control system is one which
prevents the introduction of defects into a component rather
than Þnding the defects when they occur. The plans and speciÞcations for a component should clearly indicate which
materials and items are to be inspected and by what method.
To the fullest extent practical, inspection should be performed
as the fabrication progresses.
13.7.2.2.2 The manufacturer should use a system to maintain the traceability of each tendon assembly and its components. This system should assure an adequate level of
traceability for both metallic and nonmetallic components.
Prior to manufacture, the manufacturer should determine the
level of traceability required jointly with the owner, regulatory authority, and designer. The manufacturer should then
94
API RECOMMENDED PRACTICE 2T
maintain the necessary detailed records consistent with the
level of traceability agreed by the parties.
13.7.2.2.3 The manufacturer, designer, and/or owner may
wish to demonstrate the acceptability of the product for its
intended application. Such testing methods should be realistic
and consistent with the factors of safety designed into the
component. The testing of components such as ßex joints
should avoid damage to the component prior to initiation into
service.
13.7.4.3 The buoyancy compartments and the ßooding
control system of the subsea structures should be tested prior
to tow-out.
13.7.5 Installation
13.7.5.1 Upon arrival at the installation site, the platform,
seaßoor foundations, and tendons should be inspected for
damage during transportation, the positioning devices should
be tested for accuracy, and all necessary equipment be available and in good working order.
13.7.3 Assembly
13.7.3.1 The assembly of the structural components of the
platform should maintain the quality control and alignment
control established during the component fabrication as per
13.2. Particular care should be taken when mating cylindrical
sections of the major columns.
13.7.3.2 When two-phase construction is undertaken, a
procedural plan should be prepared which clearly outlines all
steps of the mating. The information to be included in this
plan includes environmental constraints, alignment checks,
weld details and procedures, inspection points and criteria,
platform monitoring equipment, etc. This operation should be
analyzed by the designer as a load condition including allowable limits of misalignment, platform bending due to load and
environmental conditions, and possible misapplications of
load. It should be recognized that, for mating, the platform
may be submerged beyond its design operating draft, and
thus, special damage control precautions may be necessary.
Instrumentation to measure the motions of the deck and hull
components, the alignments, and the stresses at the mating
surfaces throughout the mating process may be considered.
13.7.3.3 Module lift procedures should be developed following current offshore practice with the additional consideration of the platform as a buoyant structure. This will require
that the relative motions of the platform and lift vessel be
included as an aspect of the lift analysis.
13.7.4 Preparation for Tow-Out
13.7.4.1 An inclining experiment should be carried out to
determine the platformÕs center of gravity. The condition of
the platform at the time of inclining should be clearly documented so that an accurate assessment of the effects of added
loads can be made.
13.7.4.2 A Þnal testing program should be undertaken
prior to the transportation of the platform. This program
should verify the operation of the ballast system, ÞreÞghting
system, normal and emergency utility systems, communication systems, alarms (as practical), life saving appliances, etc.
In addition watertight closures and automatic closing doors
should be tested. Functional testing of tendon running tools
and trials of tendon running operations is also recommended.
13.7.5.2 The template installation should be completed
within tolerance and positively connected to the pile foundation. Measuring devices for determining level and position
should be tested for accuracy prior to deployment of the template. ÒAs builtÓ centerline to centerline dimensions of access
tunnels or hawse pipes at the platformÕs vertical columns
where tendons terminate as well as similar dimensions of the
seaßoor foundations should be available to further assist in
the overall installation. Final template position should be
measured and recorded in the platformÕs operating booklet.
13.7.5.3 A functional test of the equipment used to couple
the template to the pile should be undertaken prior to deployment. If grout connections are to be used, grout samples
should be taken for strength tests, grout volume should be
monitored during installation and compared with calculated
volumes, and instrumentation such as nuclear densimeters
deployed to monitor grout quality. Mechanical connections
should be inspected by remote techniques to assure that the
connection is satisfactory.
13.7.5.4 The platform installation requires running and
stabbing the tendons within the anticipated weather window.
During this procedure, inspections should monitor:
a. Tendon damage during handling.
b. Tendon element makeup sequence (identiÞcation).
c. Coating scars.
d. Tendon motions during deployment (monitored by divers,
ROVs, acoustical devices, etc.).
e. Connector makeup.
f. Tensioning.
13.7.6 In-Service
13.7.6.1 Maintaining the platform on station will require a
continuing inspection program to limit the possibility of
requiring major repairs. The design of the platform, seaßoor
structures, tendons and risers should take inspection into
account.
13.7.6.2 All platform compartments should be accessible,
vented, and either temporary or permanent means of lighting,
staging, and cleaning provided to allow complete internal
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
inspection. Sea-chests should be provided with means of
closing off so that they may be dewatered while at sea.
13.7.6.3 Seaßoor structures should be designed such that
underwater inspections of critical members utilizing ROVs or
similar devices can be undertaken.
13.7.6.4 Tendon and riser system components should be
inspected to detect deterioration and allow corrective action,
if required, to be taken in a timely manner. Inspection intervals and methods should take into account design methods
and assumptions, particularly those which concern fatigue
life and corrosion. Innovative inspection methods may be
considered by the designer and operator to meet unique
requirements. The operator may elect to pull tendons and risers, or inspect them in place. A slightly less thorough examination, in place, may provide better information than a
complete examination of a few pulled tendons and risers.
13.7.6.5 General inspection of all components is recommended to check for corrosion and damage. Detailed inspection for cracking or other deterioration of metallic components
is recommended. Areas of geometric discontinuity which
cause stress concentrations should be examined with particular care. The condition of anodes, coatings, and other components of the corrosion protection system should be carefully
inspected. Components having elastomeric or other nonmetallic parts should be inspected for failure or deterioration.
13.7.6.6 A complete examination can be performed on a
tendon or riser pulled from the water after marine fouling has
been removed. This examination typically would include a
thorough visual inspection, appropriate nondestructive testing, and measurements of material loss due to corrosion or
erosion. The entire tendon or riser should be inspected with
attention to areas of stress concentration and accelerated corrosion. Protective coatings may be removed if required to
conduct a thorough examination. A sufÞcient number of tendons should remain in place to withstand environmental conditions likely to occur during the inspection period. Selection
of tendons or risers to be inspected should take into account
load history and any indication of damage. Thorough examination of one or more used as an indication of the condition
of all tendons and risers having an equal operational life.
13.7.6.7 In place or in-situ examination of tendons and risers requires advanced techniques having a high probability of
detecting cracks and other deterioration. Such inspections
may be substituted for pulling tendons. Any inspection program, whether involving pulled tendons or in situ checks,
should include an in place visual examination to check the
condition of corrosion prevention components.
13.7.6.8 Immediately prior to initial installation of tendons, a thorough examination of each tendon component
should be made and the exact location of any ßaws or damage
noted and appropriate corrective action taken. As soon as
practical after installation, an in place visual inspection of the
95
tendons should be performed to check for damage which
might have occurred during installation. Tendon loading history and information on the size and location of cracks and
ßaws may be used to modify the inspection frequency over
the life of the structure.
13.7.6.9 In addition to the regularly scheduled inspections
discussed above, inspections should be considered under the
following circumstances:
a. An appropriate number of additional tendons may need to
be inspected after a failure or damage to a tendon if a similar
problem could have occurred on other tendons.
b. Tendons should be inspected when they are pulled for any
reason.
c. A tendon should be inspected when the maximum allowable stress has been exceeded.
d. All tendons should be inspected if the TLP is relocated to
a new producing or drilling site.
13.7.6.10 After inspection, coatings should be repaired or
reapplied in accordance with the manufacturerÕs recommendations.
13.7.6.11 An inspected tendon should be reinstalled in
accordance with the manufacturerÕs and designerÕs speciÞcations or stored in a protected location if future use is planned.
13.7.6.12 Detailed records should be maintained by the
owner of the inspection history of each component including
the exact location and size of cracks, ßaws, and damage.
14 Structural Materials
14.1 GENERAL
14.1.1 Purpose and Scope
The purpose of this section is to deÞne materials appropriate for use in design and construction of a TLP. Steels are
covered in some depth; cement grout, concrete, and elastomers are discussed in less detail.
Fracture and fatigue considerations are indicated for all
critical components with a yield strength greater than 70 ksi
(480 MPa); for steels with yield strengths below 70 ksi reference is made to API Recommended Practice 2A.
14.1.2 Specifications
Steel should conform to a deÞnite speciÞcation and to the
minimum strength level, group, and class in accordance with
the design. In situations where an appropriate ASTM, API, or
ABS speciÞcation does not exist, a materials speciÞcation
should be developed, subject to preproduction qualiÞcation
(See API SpeciÞcation 2Z) and used as appropriate for each
situation.
CertiÞed mill test reports or certiÞed reports of tests made
by the fabricator or a testing laboratory in accordance with
96
API RECOMMENDED PRACTICE 2T
ASTM A6, A450 or equivalent constitutes evidence of conformity with the speciÞcation.
14.2 STEEL CLASSIFICATION
14.2.1 Steel Groups
Steel may be grouped according to strength level and welding characteristics as follows:
14.2.1.1 Group 1
Designates mild steels with speciÞed minimum yield
strengths of 40 ksi (280 MPa) or less. Carbon equivalent (CE)
is generally 0.40 percent or less, where CE is deÞned:
Mn Ni + Cu Cr + M 0 + V
CE = C + -------- + ------------------- + ----------------------------5
6
15
(47)
These steels may be welded by an appropriate welding
process as described in AWS D1.1.
14.2.1.2 Group II
Designates intermediate strength steels with speciÞed minimum yield strengths of over 40 ksi (280 MPa) through 52 ksi
(360 MPa). Carbon equivalent ranges up to 0.45 percent and
higher, and these steels should be welded utilizing low hydrogen welding processes.
14.2.1.3 Group III
Designates high strength steels with speciÞed minimum
yield strengths of 52 ksi (360 MPa) to 70 ksi (480 MPa). Such
steels may be used, provided that each application is investigated with regard to:
a. Weldability and special welding procedures which may be
required.
b. Fatigue problems which may result from the use of higher
working stresses.
c. Toughness in relation to other elements of fracture control,
such as service stress, service temperature and environment.
Additional guidance is provided in 14.5.
14.2.1.4 Group IV
Designates high strength steels, often quenched and tempered, with speciÞed minimum yield strengths in excess of 70
ksi (480 MPa), and are primarily for use as tendons. Such
steels may be used provided that investigation into application includes the following areas in addition to that for the
Group III materials:
a. Heat treatment procedures necessary to meet mechanical
property requirements, including fracture toughness requirements.
b. Welding procedures which might require preheat and
postweld heat treatment.
c. Susceptibility to hydrogen embrittlement and/or stress
corrosion cracking in seawater and other possible environments which may be present.
Additional guidance is provided in 14.5.
14.2.2 Steel Classes
14.2.2.1 Steels should be selected with toughness characteristics suitable for the conditions of service. For this purpose steels in Groups I and II may be classiÞed as follows:
a. Class A steels are suitable for use at sub-freezing temperatures and for critical applications involving adverse combinations of the factors as cited in Class B. Critical applications
might warrant Charpy testing at 35¡ to 54¡F (20¡ to 30¡C)
below the lowest anticipated service temperature. Steels enumerated herein as Class A can generally meet the Charpy
requirements stated for Class B steels at temperatures ranging
from Ð4¡ to Ð40¡F (Ð20¡ to Ð40¡C).
b. Class B steels are suitable for use where thickness, cold
work, restraint, stress concentration, impact loading, and/or
lack of redundancy indicate the need for improved notch
toughness. Where impact tests are speciÞed, Class B steels
should exhibit Charpy V-notch energy of 15 ft-lbs (20 J) for
Group I, and 25 ft-lbs (34 J) for Group II, at the lowest anticipated service temperature. Steels enumerated herein as Class
B can generally meet these Charpy requirements at temperatures ranging from 50¡ to 32¡F (10¡ to 0¡C).
c. Class C steels are those which have a history of successful
application in welded structures at service temperatures
above freezing, but for which impact tests are not speciÞed.
Such steels are applicable to primary structural members
involving limited thickness, moderate forming, low restraint,
modest stress concentration, quasi-static loading (rise time 1
second or longer) and structural redundancy such that an isolated fracture would not be catastrophic. Examples of such
applications are frame members, and deck beams and trusses.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
14.2.2.2
97
High levels of Charpy energy might be required
Table 4—Structural Steel Plates and Shapes
Yield Strength
Group
Class
I
C
I
SpeciÞcation & Grade
Tensile Strength
ksi
MPa
ksi
MPa
ASTM A36 (to 2² thick)
ASTM A131 Grade A (to 1/2² thick) (ABS Grade F)
ASTM AA285 Grade C (to 3/4² thick)
36
34
30
250
235
205
58-80
58-71
55-75
400-550
400-490
380-515
B
ASTM A131 Grades B, D (ABS Grades E, D)
ASTM A516 Grade 65
ASTM A573 Grade 65
ASTM A709 Grade 36T2
34
35
35
36
235
240
240
250
58-71
65-85
65-77
58-80
400-490
450-585
450-530
400-550
I
A
ASTM A131 Grades CS, E (ABS Grades CS, E)
34
235
58-71
400-490
II
C
ASTM A441 (strength varies w/thickness)
ASTM A572 Grade 42 (to 2² thick)
ASTM A572 Grade 50 (to 1/2² thicka)
ASTM A588 (to 2² thick)
42-50
42
50
50
290-345
290
345
345
63-70 min.
60 min.
65 min.
70 min.
435-485
415 min.
450 min.
485 min.
II
B
ASTM A709 Grades 50T2, 50T3
ASTM A131 Grade AH32 (ABS Grade AH32)
ASTM A131 Grade AH36
50
45.5
51
345
315
350
65 min.
68-85
71-90
450 min.
470-585
490-620
II
A
API SpeciÞcation 2H
Grade 42
Grade 50
Grade 42
Grade 50
Grade 42
Grade 50
42
50
42-62
50-70
42-62
50-70
290
345
289-427
345-482
289-427
345-482
62-80
70-90
62 min.
65 min.
62 min.
65 min.
430-550
485-620
427 min.
448 min.
427 min.
448 min.
Grades DH32, EH32
(ABS Grades DH32, EH32)
Grades DH36, EH36
(ABS Grades DH32, EH32)
Class I (to 21/2² thick)
Grades A, B
Grades C, D
Grade A
Grade B
45.5
315
68-85
470-585
51
350
71-90
490-620
50
42
50
50
50
345
290
345
345
345
70-90
63-83
70-90
70-90
70-90
485-620
435-570
485-620
485-620
485-620
ASTM A537 Class II
ASTM A633 Grade E
ASTM A678 Grade B
60
60
60
415
415
415
80-100
80-100
80-100
550-690
550-690
550-690
API SpeciÞcation 2W Grade 60
API SpeciÞcation 2Y Grade 60
60-80
60-80
415-550
415-550
75 min.
75 min.
517 min.
517 min.
API SpeciÞcation 2W
API SpeciÞcation 2Y
ASTM A131
ASTM A537
ASTM A633
ASTM A678
ASTM A737
III
A
a
To 2² Thick for Type 1, Killed, Fine Grain Practice.
for high strength steels, in Groups III and IV. Additional guidance on selection of toughness requirements is given in 14.5.
14.3.2 Structural Steel Pipe
14.3 MANUFACTURED STEEL
Unless otherwise speciÞed, seamless or welded pipe
should conform to one of the speciÞcations listed in Table
5.Fabrication
Structural pipe should be fabricated in accordance with
API SpeciÞcation 2B, ASTM A139, ASTM A381, or ASTM
A671 using grades of structural plate listed in Table 4 except
that hydrostatic testing may be omitted.
14.3.1 Structural Shape and Plate Specifications
Unless otherwise speciÞed by the designer, structural
shapes and plates should conform to one of the speciÞcations
listed in Table 4.Steels above the thickness limits stated may
be used, provided applicable provisions in 14.2.1 are considered by the designer. In situations where an appropriate ASTM
or API speciÞcation does not exist, a materials speciÞcation
should be developed, qualiÞed and used for each situation.
14.3.2.1 Specifications
98
API RECOMMENDED PRACTICE 2T
Table 5—Structural Steel Pipe
Yield Strength
Group
Class
I
C
I
B
I
A
II
C
II
II
B
A
SpeciÞcation & Grade
API 5L Grade Ba
ASTM A53 Grade B
ASTM A135 Grade B
ASTM A139 Grade B
ASTM A381 Grade Y35
ASTM A500 Grade A
ASTM A501
ASTM A106 Grade B (normalized)
ASTM A524 Grade I (through 3/8Ó w.t.)
ASTM A524 Grade II (over 3/8Ó w.t.)
ASTM A333 Grade 6
ASTM A334 Grade 6
API 5L Grade X42 2% max. cold expansion
API 5L Grade X52 2% max. cold expansion
ASTM A500 Grade B
ASTM A618
API 5L Grade X52 with SR5, SR6 or SR8
See 14.3.2.2
Tensile Strength
ksi
MPa
ksi
MPa
35
35
35
35
35
33-39
36
35
35
30
35
35
42
52
42-46
50
52
240
240
240
240
240
230-270
250
240
240
205
240
240
290
360
290-320
345
360
60 min.
60 min.
60 min.
60 min.
60 min.
45 min.
58 min.
60 min.
60 min.
55-80
60 min.
60 min.
60 min.
66 min.
58 min.
70 min.
66 min.
415 min.
415 min.
415 min.
415 min.
415 min.
310 min.
400 min.
415 min.
415 min.
380-550
415 min.
415 min.
415 min.
455 min.
400 min.
485 min.
455 min.
a
Seamless or with longitudinal seam welds
14.3.2.2 Selection for Service
Consideration should be given to the selection of steels
with toughness characteristics suitable for the conditions of
service. For tubes cold formed to D/t less than 30, and not
subsequently heat-treated, due allowance should be made for
possible degradation of notch toughness, e.g., by specifying a
higher class of steel or by specifying notch toughness tests
run at reduced temperature.
14.3.2.3 Steel Forgings and Castings
In situations where an appropriate ASTM speciÞcation
does not exist, a detailed speciÞcation should be developed
and qualiÞed for the speciÞc application. CertiÞed mill test
reports and mechanical property tests should be in conformance with the appropriate ASTM A6 or A370 speciÞcations.
14.4 SPECIAL APPLICATIONS FOR STEEL
14.4.1 Tubular Nodes
Welded tubular joint intersections are subject to local stress
concentrations which may lead to local yielding and plastic
strains at the design load. During the service life, cyclic loading may initiate fatigue cracks, making additional demands
on the ductility of the steel, particularly under dynamic loads.
These demands are particularly severe in heavywall jointcans designed for high brace loads.
14.4.1.1 Underwater Joints
14.4.1.1.1 Group I and II steels for underwater joints, such
as a tubular joint, cans, or through members in overlapping
joints should meet the following notch toughness criteria at
the temperatures given in Table 6. Charpy V-notch energy
Table 6—Impact Testing Conditions
D/t
Over 30
20-30
under 20
Test
Temperatures
36¡F (20¡C) below LASTa
54¡F (30¡C) below LASTa
18¡F (10¡C) below LASTa
Test
Condition
Flat plate
Flat plate
As fabricated
a
LAST = Lowest Anticipated Service Temperature
should be 15 ft-lbs. (20 Joules) for Group I steels and 25 ftlbs. (34 Joules) for Group II steels (Transverse test). Guidance on toughness selection for Group III and IV steels is
given in 14.5.
14.4.1.1.2 For water temperatures of 40¡F (4¡C) or higher,
these requirements may normally be met by using the Class A
steels listed in Table 11.3.1.
14.4.1.2 Above Water Joints
For above water joints exposed to lower temperatures and
possible impact from boats or dropped objects and for critical
connections at any location in which brittle fractures are to be
prevented, the tougher Class A steels should be considered,
e.g., API SpeciÞcation 2H. Special attention should be given
in developing welding procedures for higher strength steels to
ensure that the required mechanical and toughness properties
are maintained throughout the welded joint. Additional guidance for Group III and IV steels is given in 14.5.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
14.4.1.3 Brace Ends
Although the brace ends at tubular connections are also
subject to stress concentration, the conditions of service are
not quite as severe as for joint-cans. For critical braces, for
which brittle fracture would be catastrophic, consideration
should be given to the use of stub-ends in the braces having
the same class as the joint-can, or one class lower. Similar
considerations may apply where stress risers are encountered
along the member between joints.
14.4.2 Critical Joints and Plate Intersections
Joints formed by the intersection of stiffened plates may
form areas of high restraint, through-thickness shrinkage
strains, high residual stresses and may be subjected to
through-thickness tensile loads in service. Special care should
be given to the design of stiffened intersections or terminations to minimize or avoid the formation of stress intensiÞers,
notches, etc. For these and other highly restrained critical
joints, consideration should be given to the use of castings,
forgings, or steel having improved through-thickness (Zdirection) properties.
14.4.3 Tubular Tendon Materials
This section only considers materials for steel tubular tendons, although other structural conÞgurations are candidates
for use with TLPs. Tendon metallurgy is of utmost importance since this component is the key element in the satisfactory performance of the Tension Leg Platform. The tendon
material should therefore possess optimum mechanical properties including tensile and yield strength, fatigue strength,
toughness, and ductility. Additional guidance is provided in
14.5. These properties should be uniform through the thickness of the tendon. The material selection process should
therefore consider the dimensions and shape of the connectors as well as the tendon body to determine required hardenability of the alloy. The material or tendon joint conÞguration
should also be inspectable. If a connector is welded to the tendon body the material should have satisfactory weldability.
Corrosion control procedures should also be a consideration
in the material selection process. Non-metallic as well as sacriÞcial metallic coatings have been used to control corrosion
in the splash zone and below the water as well as during storage prior to installation. The method(s) of corrosion protection may have a direct bearing on materials selection. High
hydrogen overpotential from the cathodic protection system,
for example, may aggravate stress cracking of high strength
steels.
A quality assurance program is also an important consideration in tendon material selection. Tendon alloy production,
fabrication and testing requirements should be commensurate
with the material quality and properties.
99
The paragraphs below discuss the materials selection considerations for various tendon conÞgurations.
14.4.3.1 Connector Integral With Tendon Body
This conÞguration consists of a single length of tendon
body, probably a tubular, with the end connections machined
into the ends. The connection may be either a thread or ÒdogtypeÓ engagement. The tendon is produced from a single billet or forging. The material should have adequate hardenability to assure uniform properties through the cross section. The
ends of the tendon may be required to be thicker than the
body to provide adequate load carrying capacity, and therefore heat treatment and alloy composition should be balanced
to assure uniformity. A quality assurance program should be
implemented to conÞrm that microstructure and mechanical
properties in the upset and tendon body are uniform. Testing
of a prototype might be desirable to assure conformance to
the tendon speciÞcations. Testing of selected production
pieces for hardness, microstructure, or other required properties by removal of a test ring should be considered.
14.4.3.2 Multiple Piece Tendon Joints
This conÞguration may consist of a tendon body which is a
tubular onto which are welded end connectors. The connector
body might be a forging of heavier size to accommodate a
thread or other mechanical fastening device. In this design,
the weldment between the body and the connector should be
given critical attention. The materials must have adequate
weldability. The weld should be thoroughly inspected to
assure that it meets the speciÞcation requirements, which may
include volumetric and surface examination using radiography, ultrasonic or other techniques.
14.4.3.3 Seam Welded Tendons
This conÞguration involves a welded cylinder, such as
welded line pipe with upsets or joints attached to the ends.
Quality requirements should be speciÞed on the seam welds.
Critical attention should be paid during the fatigue analysis to
the intersections between the longitudinal seam weld and the
end connection girth weldment.
14.4.3.4 Tendon End Connections
The tendons may be connected together with a threaded
integral connection or may be joined with dog-latch type
design. Thickness and strength requirements should be considered in the materials selection process. A fatigue analysis
of the connectors should be performed to assure that the
design is adequate for the intended purpose. Also, the
designer should be aware of possible galling of connections
in the event the tendons are pulled for inspection.
100
API RECOMMENDED PRACTICE 2T
14.5 FRACTURE AND FATIGUE
CONSIDERATIONS
14.5.1 Group I and II Steels
These steels are as deÞned in Tables 4 and 5 and the recommendations in API Recommended Practice 2A should be
followed.
14.5.2 Group III and IV Steels
14.5.2.1 Experience with these steels in offshore applications is limited and little data exists in the public domain.
14.5.2.2 The operator should select materials and fabrication processes that lead to adequate levels of toughness and
fatigue properties under service conditions. Fatigue properties
of tendon materials should be deÞned with appropriate mean
tensile stress.
14.5.3 Toughness Testing
14.5.3.1 The materials and fabrication methods used
should have sufÞcient toughness to avoid brittle failure. For
Group I and II materials, this can be achieved by speciÞcation
of Charpy V-Notch toughness requirements at prescribed
temperatures. Steel with increased thickness or increased
strength may require alternate means for assessing toughness
requirements.
14.5.3.2 CTOD (Crack Tip Opening Displacement) Testing
together with rational target toughness values may be used.
This approach involves testing of specimens of full thickness
in the parent plate, heat affected zone (HAZ) and weld metal.
The target value of CTOD should ensure that readily detectable (and rejectable) fabrication ßaws will not propagate
unstably under service conditions. Effects of stress (or strain)
concentration, residual stress, and loading rate should be
incorporated into the selection of target values. For example,
50 ksi materials, where material thickness exceeds 11/2 inch,
the following target values (average of three) have been speciÞed and achieved at typical seawater service temperatures:
a. 0.012 inch (0.3 millimeter) as welded.
b. 0.008 inch (0.2 millimeter) post-weld heat treated.
14.5.3.3 Application speciÞc threshold thicknesses for
requiring CTOD properties and the target levels should be
selected by the designer.
14.5.3.4 Charpy V-Notch impact values achieved on procedures passing the CTOD requirements can be used as a
quality control indicator in production plate testing and routine qualiÞcations.
14.5.4 Fatigue Resistance
14.5.4.1 This practice recommends fatigue analysis based
either on the Palmgren-Miner S-N approach or the fracture
mechanics approach. API Recommended Practice 2A provides recommended fatigue S-N curves that may be applied
when utilizing materials speciÞed therein. However, when
moving to higher strength material it is recommended that
sound justiÞcation be established before accepting an S-N
curve for design purposes. Such curves should be based on
tests carried out on specimens of the appropriate material
having micro-structures and weld proÞles or notch effects
(where appropriate) that model the general characteristics to
be found in prototype components. Testing should be carried
out under conditions consistent with the actual prototype
operating environment with respect to loading frequency, area
of application (in air, splash zone, submerged), level of
cathodic protection, temperature, bio-organic environment,
and stress level. Curves should cover the range of variables
where they have signiÞcance to design.
14.5.4.2 The fracture mechanics approach to fatigue analysis should have reliable and pertinent fatigue crack growth
data. As with S-N curves, the data should be gathered from
tests on specimens having similar
a. Material chemistry and microstructure.
b. Environment.
c. Loading frequency.
d. Cathodic protection.
e. Temperature.
f. Mean stress.
appropriate to the design situation. In particular, data should
be collected at cyclic stress intensity levels pertinent to
design. Testing should be carried out on specimens with
known KI calibrations. Standard compact and three-point
bend specimens should be considered.
14.6 STRUCTURAL WELDING
14.6.1 Specifications
Welding should be done in accordance with applicable provisions of the AWS Structural Welding Code AWS D1.1 and
other applicable AWS documents as follows:
a. Sections 1 through 6 are applicable and constitute a body
of rules for the construction of any welded steel structure
governed by the AWS D1.1 Code. Part C of Section 6, covering ÒUltrasonic Testing of Groove WeldsÓ should not apply to
tubular nodes. API Recommended Practice 2X provides guidance on ultrasonic testing techniques, procedures, reports and
qualiÞcations of technicians for tubular nodes.
b. Section 8 applies for general structural welding of plates
and structural shapes, e.g., portions of deck sections.
c. Section 10, ÒTubular StructuresÓ may apply to the various
TLP components.
d. AWS D1.1 alone may not be adequate for Group III and
IV steels.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
101
14.6.2 Welding Procedures
14.6.8 Inspection
Written welding procedures should be required for all
work, including repairs, even where prequaliÞed. The essential variables speciÞed in AWS D1.1, Section 5 should be
shown in the welding procedure and adhered to in production
welding.
The degree of inspection required should be speciÞed. As a
minimum a visual inspection of welded joints should conform to the appropriate requirements of the AWS D1.1 code.
14.6.3 Welders
Intersecting and abutting parts should be joined by complete penetration groove welds, unless otherwise speciÞed.
This includes hidden intersections, such as may occur in
overlapped braces and pass-through stiffeners.
Welders should be qualiÞed for the type of work assigned,
and be issued certiÞcates of qualiÞcation stating such limitations as required by AWS D1.1, Section 5 and Appendix E.
14.6.9 Unspecified Welds
14.6.10 Groove Welds Made From One Side
14.6.4 Qualification
Welding procedures, welders, and welding operators
should be qualiÞed in accordance with AWS D1.1 as further
qualiÞed herein.
a. Impact RequirementsÑImpact requirements should be
included in the fabrication or purchase speciÞcation. When
the purchase speciÞcation does not specify impact requirements for Group II, Class A and B, Group III, and Group IV
the as-deposited weld metal and heat affected zone in the
procedure qualiÞcations should meet the minimum toughness requirements speciÞed in 14.2.2. Additional guidance
for the selection of toughness requirements is given in 14.5.
Charpy V-notch tests should be performed in accordance with
ASTM A370. The longitudinal axis of the specimen should
be at a minimum depth of T/2 for T = 3/4 inch or less and T/4
for T > 3/4 inch, from a weld surface.
b. HardnessÑHardness requirements should be by agreement of the manufacturer and the purchaser.
c. Gas Metal Arc WeldingÑThe short arc process should not
be used without prior approval of the purchaser.
d. Large Diameter PipeÑThe procedure for submerged arc
metal welding of girth joints on large diameter pipe should be
qualiÞed on the smallest diameter for which the procedure
will be used during production.
14.6.5 Performance Qualification Tests
QualiÞcation tests should be performed by a competent
testing laboratory.
14.6.6 Prior Qualifications
New qualiÞcations may be waived if prior qualiÞcations
and experience are deemed acceptable.
14.6.7 Weld Size
Welding should conform to sizes of welds and notes on the
drawings.
At intersecting tubular members, where access to the root
side of the weld is prevented, complete penetration groove
welds conforming to AWS Figure 10.13.1A may be used.
When tubular members are large enough to allow welder
access to the inside of the member, consideration may be
given to cutout windows to allow access for welding the back
side of the joint. The cutout should be replaced and rewelded
using a properly Þt back-up bar with all splices in the back-up
bar full penetration welded.
14.6.11 Seal Welds
Unless speciÞed otherwise, all faying surfaces should be
sealed against corrosion by continuous Þllet welds. Seal
welds need not exceed 1/8 inch (3.2 millimeters), regardless of
base metal thickness, provided low hydrogen welding is used.
14.6.12 Post Weld Heat Treatment (PWHT)
Stress relief by PWHT of cylindrical members fabricated
from carbon steels is generally not required where the weld
joint thickness is 2 inches or less. Where post-weld heat treatment is to be used in production it should be included in the
welding procedure qualiÞcation tests. A detailed PWHT procedure should be written for each heat treatment. In specifying PWHT other factors such as high weld joint restraint
should be considered in addition to thickness.
14.6.13 Weld Toughness
Where minimum toughness requirements are speciÞed
they should be applicable to the entire weldment (base material, weld deposit and heat affected zone).
14.6.14 Alternate Specifications
At the option of the operator, hull and deck fabrication may
follow the ABS ÒRules for Building and Classing Mobile
Drilling Units.Ó Riser and tendon fabrication may follow the
ASME Boiler and Pressure Vessel Code.
102
API RECOMMENDED PRACTICE 2T
14.7 CORROSION PROTECTION
14.7.1 General
The steel materials should be protected from the effects of
corrosion by the use of a corrosion protection system that is
in accordance with NACE Standard RP-01-76. The corrosion
protection systems include coatings, cathodic protection, corrosion allowance and corrosion monitoring. Overprotection
which may cause hydrogen embrittlement should be avoided.
14.8.1.6 Water content should be the minimum that will
provide a ßowable mixture and completely Þll the space to be
grouted without segregation, bleeding, or reduction in
strength. The water-cement ratio (by weight) should not
exceed 0.5. Unless recommended by the material manufacturer, the Þnal proportions should be based on the results from
sample mixtures of the grout.
14.8.2 Concrete
14.7.2 Antifouling
The designer should consider the recommendation on concrete material set forth in API Recommended Practice 2A.
In areas where marine fouling is signiÞcant, organisms are
active and the use of antifouling coatings may be considered
to reduce the effects of marine growth.
14.9 ELASTOMERIC MATERIALS
14.8 CEMENT GROUT AND CONCRETE
14.8.1 Cement Grout
14.8.1.1 The designer should consider the recommendation on cement grout set forth in API Recommended Practice
2A. Non shrinking grout should be used when the integrity of
the connection depends solely on the bond strength between
the grout and the surface.
14.8.1.2 Non-shrinking grouts are generally classiÞed into
four types: gas liberating, metal oxidizing, gypsum-forming,
and expansive cements which derive their non-shrink properties from the expansive nature of the cementitious system.
Some types are designed to maintain their as-cast volume
while other types are designed for a continual but programmed expansion with time. The level of expansion and
the force it exerts on adjacent structures and formations can
be controlled and designed accordingly.
14.9.1 Function
Elastomer compounds may be used in the articulating element of a TLP Mooring System. Selection of a material is
highly dependent on the user speciÞcations and the design of
the ßexible joint. See A.Comm.14.9.
14.9.2 Typical Materials Used in Flexjoint Design
Selection of elastomers for use in TLP ßexjoints is dependent upon the laminated structure design approach employed
by the ßexjoint manufacturer. Many of the speciÞc compounds used are proprietary to the manufacturer. Although
literally thousands of elastomeric compositions exist, these
fall within general types including synthetic and natural rubbers. Synthetics include the nitriles, neoprenes, SBRs, butyls
and polysulÞdes. Some blends of two or more polymers are
also used.
14.9.3 Selection Criteria
14.8.1.3 Mixing and placing should be in conformance
with the material manufacturerÕs instructions, if available. In
most instances, the grout should not be mixed for more than 3
minutes after the water is added. Prolonged mixing, while
increasing strength, tends to reduce expansions.
14.9.3.1 The material selection, design, manufacture, and
test of the TLP mooring ßexjoint are normally functions of
the ßexjoint contractor. The selected material should have
sufÞcient successful use history to demonstrate to the userÕs
satisfaction its adequacy for its intended purpose.
14.8.1.4 Batches should be of a size to allow continuous
placement of the freshly mixed grout. Grout not used within
30 minutes after mixing should be discarded. Placing should
be continuous, Þlling the volume to be grouted from the bottom to the top. Grout should not be retempered. Placement
under pressure using a pump is acceptable.
14.9.3.2 The designer should be provided with speciÞcation deÞnition in enough detail to ensure the best design/
material combination is selected. This includes the following:
14.8.1.5 When the material is a prepackaged product
requiring only the addition of water, no additional ingredients
should be added without evaluating the effect of these additions on the non-shrink (expansion) behavior of the grout.
When the grout is formed by the addition of a volume controlling ingredient to a cementitious binder, the ingredient
may be dispensed in solid or liquid form. If in a solid form, it
should be thoroughly dry-mixed before adding water.
a. Tension loads as a function of local leg deßection angle
including normal operating and design maximums and minimums.
b. Maximum angular deßection at design load.
c. Design life.
d. Site long term stress distribution spectrum in terms of ßuctuating tension loads and angular excursions.
e. Internal conduit pressures if applicable.
f. External environment consideration, i.e., sea water temperature and depths.
g. Diameter and weight constraints.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
103
h. Fatigue resistance.
i. Maximum angular stiffness spring rate at operating conditions.
j. Minimum axial stiffness.
k. Corrosion protection requirements. Any special requirements, for instance, compatibility with internal ßuids,
unusual site speciÞc conditions.
l. Proof loads.
design, cure time, temperatures, pressures and should provide
these for review.
14.9.4 Contractor Specifications
14.9.5.1 Acceptance criteria for the molded elastomer
should include the following:
14.9.4.1 The ßexjoint contractor should provide speciÞcations for user approval which include the following
requirements:
a. The type of elastomer to be used.
b. Material mechanical property testing requirements such as:
1. Tension Testing of Rubber ASTMÑD-412
2. Adhesion Test
ASTMÑD-429
3. Tear Resistant Requirement ASTMÑD-624
4. Hardness of Rubber
ASTMÑD-2240
c. As applicable, the shear modulus requirement at a particular set of strain conditions.
d. Bonding agents and surface preparation methods.
14.9.4.2 The ßexjoint contractor should demonstrate
appropriate controls of materials, processing, and testing to
ensure uncured green rubber is delivered to the molding operations. Age and storage controls must be documented.
14.9.4.3 The ßexjoint contractor should have suitable
molding process speciÞcations for molding techniques, mold
14.9.4.4 The ßexjoint manufacturer should provide indepth analysis of design, material selection including documented and demonstrated history of satisfactory operation in
similar design, operational, and environmental situations.
14.9.5 Acceptance Criteria
a. Normal dimensional requirements.
b. Non-destructive examination.
c. Proof loads and angles.
d. Inspection techniques to ensure proper location of reinforcements and adequate rubber coverage.
e. SpeciÞc criteria for voids and surface blemishes.
f. Local interfacing with corrosion protection coatings.
g. Repair methods and limitations.
14.9.5.2 Acceptance criteria for reclamation of metal components of rejected moldings should be deÞned. Reclamation
processesÑchemical, thermal or cryogenicÑshould have no
deleterious effect on the metal.
14.9.5.3 Acceptance criteria for ßexjoint assembly testing
should include the following:
a. Hydro testing (if applicable), axial and spring rate testing.
b. Proof loads (optional).
APPENDIX A—COMMENTARIES
Appendix A includes commentaries on certain sections of Recommended Practice 2T. The paragraph numbers correspond to
numbered paragraphs in the referenced section. References are included in Appendix B.
A.COMM.4 Planning
small an estimate results in insufÞcient weight carrying
capacity which cannot be increased without a complete resizing of the hull.
A.COMM.4.2 THE DESIGN SPIRAL
The design of a TLP system is an interactive process
involving both design and analysis. The TLP system is interdependent among its parts and requires trade-offs and balancing from conceptual design all the way through Þnal design.
The design spiral discussed in 4.2 describes the iteration
which is necessary in performing the design of a TLP. The
system design of a TLP is a small subset of this spiral which
includes some of the most important interactions and tradeoffs. The parameters which are considered primary in this
Þrst level of design are the size and number of columns, the
draft and sizing of pontoons, the tendon pretension, the deck
clearance, maximum tendon loads, number and tension of risers, and the payload. The design process balances operational
requirements of the TLP with constraints of environment,
regulation, and economics. The design of TLPs should
include appraisal of probabilistic risk, including subjective
uncertainties as well as statistical uncertainties, and the use of
spectral and statistical methods of predicting design
responses. The following provides an overview of the system
design process, while subsequent sections provide details on
the steps involved in the design.
A.COMM.4.2.3 Preliminary Design
Because of the nature of the response calculations for the
TLP design, it is important to have a complete design basis
available at the end of the preliminary design cycle, and to
recognize that later changes in the design requirements can
have a very large impact on the global design. The important
factors in a design basis include performance requirements,
the site parameters, and design factors and margins. These are
discussed elsewhere in Sections 4 and 5, but are listed here
for completeness:
a. Performance requirements.
b. Function and payload (space and weight).
c. Riser number, spacing, and tension.
d. Maximum offsets and riser angles.
e. Motion limits.
f. Design life.
g. Site parameters.
h. Location.
i. Water depth.
j. Environmental criteria (operation and extreme).
k. Wind.
l. Wave.
m. Current.
n. Tide/surge.
o. Directionality.
p. Joint statistics of events.
q. Geotechnical criteria.
r. Soil strength/stiffness.
s. Bottom survey/contours.
t. Design factors and margins.
u. Regulatory requirements.
v. Safety factors.
w. Tendon pretension margins.
x. Weight estimating margins.
y. Construction and fabrication tolerances.
z. Stress/load/resistance factors.
aa.Deck clearance margin.
A.COMM.4.2.2 Conceptual Design
The conceptual design and sizing of a TLP centers around
the pretension in the tendon system. The weight of the system, including riser tension and payload, must be balanced
against the pretension requirements for the tendon system as
dictated by the environmental loads. The Þnal weight of the
platform is ultimately determined by the end product of
design, while the pretension requirement is determined by
analysis of the Þnal conÞguration. The relationship between
weight and pretension is a Þne balance which involves most
major aspects of design. The proper balance between weight
and pretension is approached in an iterative manner. The pretension is provided by excess displacement of the hull.
Increased displacement generally increases both weight and
the dynamic response of tension in the tendons to environmental forces. Therefore, in addition to providing additional
pretension, increased displacement also increases the pretension requirements. The estimate of weight at each level of
design is critical, with excessive errors in either direction having a detrimental impact on the design. Weight margins
should be considered carefully. Too large an estimate results
in a signiÞcantly larger and more expensive structure, and too
The design process is shown schematically in Figure A-33.
The design loop within which the system is conÞgured and
sized includes three steps. The Þrst is the conÞguring of the
platform and tendon system and a weight estimate. The second is the analysis of the system extreme responses to environmental forcing, and the third is checking the system
105
106
API RECOMMENDED PRACTICE 2T
responses against the requirements established in the Design
Basis. Any unacceptable performance results in a return to the
conÞguration and sizing step for modiÞcation of the system
and subsequent analysis and performance checks. During the
initial passes through this loop, the designer will be concerned with meeting the fundamental performance requirements and surviving extreme environmental conditions. The
weight estimates will be based on preliminary structural
sketches and/or typical weight densities for similar structures.
In subsequent passes through the design loop, the designer
will include more detailed requirements such as fatigue life of
Performance
requirements
the tendons, and perform a much more complete analysis to
be certain of covering environmental conditions and combinations which will give extreme responses. By the Þnal pass
through the loop, it is important that the weight estimate be
very close to the Þnal weight. Appropriate margins for error
and growth should be included. The result of this phase of the
design should be the system conÞguration with a Þxed hull
displacement and the maximum loads and responses for the
detailed design of the platform tendons, foundation, risers,
and platform systems.
Site
parameters
Tendon
configuration
Design
factors and
margins
Towout
stability
check
Platform
configuration
and weight est.
Global
response
analysis
Model
testing
Performance
checks
Vessel
configuration
and responses
Detailed
structural
design
Detailed
tendon
design
Detailed
foundation
design
Riser/well
system
design
Figure A-33—TLP Global Design Process
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
A.COMM.4.2.4 Final Design
The Þnal design of the various subsystems of the TLP proceed with the results of the preliminary design from the
design loop described above. There continues to be some
interface, primarily at the physical intersection points such as
the tendon attachment to the hull or to the foundation. It
remains critical to monitor the weight, center of gravity,
moments of inertia, and any other factors which may affect
the system responses. It may at some time be necessary to reenter the primary design loop if major changes are required.
The primary resources available to prevent such iterations are
weight margins and weight shedding exercises.
107
terms of the zero and second statistical moments of the wave
height spectrum, and should use an upper cutoff frequency in
its deÞnition. If a cutoff frequency is not used, the spectrally
deÞned zero-crossing periods will be biased to values smaller
than observed by other methods. The criteria for selecting the
cutoff frequency may be based on preserving a percentage of
the zeroth moment of the spectra, or be a multiple of the spectral peak frequency.
Tz =
M o /M 2
(A.COMM-48)
Where:
Tz = Average zero-crossing period.
A.COMM.5 Design Criteria
Mn =
A.COMM.5.4.2 Wind
Steady wind speeds are deÞned in this Recommended
Practice as the average speed occurring for a period of one
hour duration. The steady speeds are considered to be the
mean speed measured at a reference height, typically 30 feet
(10 meters) above the mean still water level. The directionality of the wind may be important in some applications and if
so should be investigated. Wind speeds may be extrapolated
to heights other than the reference height and to other average
time intervals as shown in 6.2.2.
Wind spectra are used to deÞne variable wind speeds
which cause dynamic loadings on the platform. Measured
wind data may be needed to develop an appropriate wind
spectrum for a speciÞc site. The spectrum so deÞned may
then be used to calculate ßuctuating wind forces (see 6.2.5).
There is considerable variability in wind gust characteristics as revealed by measurements. A number of general
empirical formulations for wind spectra have been proposed
(Kareem, 1982; Simiu and Scanlan, 1978). A simple wind
spectra is given in 6.2.2.
f
c
ò f S( f )d f
c
o
(A.COMM-49)
Where:
S(f) = height spectral density, ft2/Hz or m2/Hz.
f = Frequency, Hz.
fc = Cutoff frequency, Hz.
Mn = n-th spectral moment.
Wave SpectraÑThe wave spectrum describes irregular sea
conditions. Measured wave spectra are highly variable in
nature, and smoother parametric spectral models are commonly used for analysis.
Many empirical formulations for wave spectra have been
proposed (Bretschneider, 1959; Hasselmann et al., 1973;
Pierson and Moskowitz, 1964). Various spectral forms have
been developed for different condition such as fully arisen
seas (long duration and fetch or causing winds), short-fetch
seas, combined seas, directionally spread seas, etc.
Among the empirical spectra available, most have the following form:
S(f) = A fÐm exp (ÐBfÐn)
(A.COMM-50)
A.COMM.5.4.3 Waves
The signiÞcant wave height (HS) is often used as the main
parameter to deÞne a seastate. Statistically, the signiÞcant
wave height is four times the standard deviation of the sea
surface elevation about its mean level, or is approximately the
average height of the one-third highest waves.
The distribution of wave heights, including an expected
maximum, can be derived from the signiÞcant wave height
(see A.COMM.7.7 or Recommended Practice 2A).
Wave PeriodsÑIn addition to the signiÞcant wave height, a
characteristic wave period must be given to deÞne a seastate.
This characteristic can be either the spectral peak period, Tp,
or the average zero-crossing period, Tz (the average time
between consecutive up or down crossings of the mean sea
level). Tz is more commonly used, but suffers from having
many differing deÞnitions in use. Tz should be deÞned in
Where:
¥
ò S( f )d f = s
0
2
(A.COMM-51)
Where:
s2 = variance of the sea surface elevation about its
mean level.
s2 = (HS/4)2.
A, B = dimensional constants related to the signiÞcant
wave height and period.
m, n = integers.
Wave KinematicsÑWave induced water particle velocity
and acceleration are functions of wave height, wave period,
water depth, distance above bottom and time. These functions
108
API RECOMMENDED PRACTICE 2T
may be determined by any defensible method for deepwater
waves, e.g., linear wave theory, StokesÕ Þfth order wave theory, stream function wave theory, Chappelear wave theory, or
extended velocity potential wave theory.
Linear theory is discussed in detail by Wiegel, 1964, and is
especially useful when performing spectral analysis. Since
this is a Þrst order approximation to actual wave kinematics,
values are calculated only to the mean water level. To obtain
values up to the free surface, the kinematics from the mean
water level must be either stretched or extrapolated. If a
stretched approach is used the kinematics at the free surface
will be identical to those originally calculated for the mean
water level. Extrapolating kinematics to the free surface consists of applying the velocity potential to the actual free surface. This method could lead to extremely conservative
results for random seas. For this case the stretched method
may be used.
Equations for StokesÕ Þfth order wave theory can be found
in Skjelbreia and Hendrickson, 1961. Equations for the Chappelear wave theory can be found in Chappelear, 1961. The
stream function wave theory equations can be found in Dean,
1974. Lambrakos and Brannon, 1974, contains the equations
for the extended velocity potential wave theory.
A.COMM.7 Global Design and Analysis
A.COMM.7.7 RANDOM PROCESS STATISTICS
For short term Gaussian processes, there are simple formulae for estimating extremes. Wave and wave response statistics are generally Gaussian in nature. The peaks of Gaussian
processes are Rayleigh distributed. The most probable maximum value, gn of a zero-mean narrow-band Gaussian random
process may be obtained by the following formula, for a large
number of observations, n:
gn = (2M01n(n))1/2
(A.COMM-52)
The parameter M0 is the zeroth spectral moment of the process, either calculated or measured.
If the process is non-narrow band, the solution can still be
simply estimated for bandwidth parameter, e, less than 0.90.
That is:
1¤2
2n 1 Ð e 2 ö
g n = 2M 0 1 n æç -------------------------÷
è 1 + 1 Ð e 2ø
(A.COMM-53)
Where:
2
M2 ö
e = æ 1 Ð ---------------è
M 02 M 42ø
1¤2
(A.COMM-54)
M2 and M1 are the second and fourth spectral moments of
the process.
The most probable extreme value can also be expressed in
terms of time instead of the number of observations. The time
for a given number of observations can be derived from the
average number of zero crossings per unit time. Thus, the
above formula can be written as:
æ
ö
T M
g n = ç 2 M 0 1n 3600
----------------- -------2 ÷
è
2p
M0 ø
1¤2
(A.COMM-55)
Where:
T = total time (in hours) of exposure to the sea state in
question.
This relationship holds for any value of e and is not dependent on the bandwidth.
Although Equation A.COMM-55 is the same irrespective
of the bandwidth parameter of the spectrum, the number of
peaks for a broad-banded spectrum is larger than that for a
narrow-banded spectrum for the same period of time.
gn is the most likely extreme to occur in n events. The largest response in these n events has a 63 percent chance of
exceeding gn. In order to obtain an extreme response in which
the probability of being exceeded is small, a risk parameter,
a, may be incorporated in the design extreme response prediction. a is between 0 and 1, and represents a fractional
occurrence in n events. Equation A.COMM-53 becomes:
æ
æ 2 1 Ð e 2 nö ö
g n = ç 2 M 0 1n ç -------------------------- ---÷ ÷
è
è 1 + 1 Ð e 2 aø ø
1¤2
(A.COMM-56)
For a narrow-band assumption, e = 0, Equation A.COMM52 becomes:
n 1¤2
g n = æ 2 M 0 1 n æ ---ö ö
è
è aø ø
(A.COMM-57)
The preceding formulae are for Gaussian stationary processes, and are for short-term probabilistic analyses. For processes with e greater than 0.9, the Gumbel distribution may
be used. For longer term analyses, a number of other techniques can be used. These are generally referred to as extreme
distributions, and include Weibull, Gumbel, and Ochi distributions. Long-term wave statistics are often Þtted to a
Weibull distribution. Further information can be found in
Weibull, 1951, Gumbel, 1954, and Ochi, 1973.
Response analysis often requires the consideration of multivariate processes. In this case, the joint distributions of the
different parameters become important. To predict the
response distributions in a fully probabilistic analysis, the
joint distributions of all relevant environmental events must
be speciÞed. For deterministic analysis, an assumption of full
correlation between different parameters will usually provide
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
a conservative estimate of the extreme combination, but this
is often excessively costly to the design. Further information
on the application of joint statistics to TLP design may be
found in Leverette, 1982.
A.COMM.8 Platform Structural Design
A.COMM.8.4.4.1 Fatigue Life Requirement
API Recommended Practice 2A recommends a design
fatigue life for components of Þxed offshore platforms equal
to twice the intended service life of the structure. For critical
elements whose sole failure could be catastrophic, use of an
additional margin is recommended. Tension leg platforms are
a new structural concept. There is no body of historical data
or extensive analytical studies for TLPs that can be used to
calibrate a fatigue life requirement to assure reliabilities for
TLP structural components like those implicit in API Recommended Practice 2A for Þxed offshore platforms.
The recommendation in this TLP design practice of a
fatigue life requirement for the hull and deck of at least three
times the intended service life of the platform reßects this
immaturity of TLP technology. This recommendation may
change as more information on TLPs becomes available.
A.COMM.8.4.4.2 Fatigue Loading
The wave climate may be described, for fatigue analysis
purposes, by approaches such as described in API Recommended Practice 2A.
A.COMM.8.4.4.3 Fatigue Analysis
There are two main categories of methods for generating
stress range distributions for fatigue life assessment: deterministic and stochastic. Four approaches for generating
stresses are presented. The Þrst three are deterministic and the
fourth is stochastic:
a. A simple fatigue analysis is based on the assumption that
the stresses in the structure have a probability distribution
similar to the probability distribution of the wave height measure (e.g., visual wave height, signiÞcant wave height, etc.).
The parameters of the stress distribution are derived from a
limited number of response analyses of the structure subjected to regular waves. The wave period assigned to each of
these regular waves may be a deterministically deÞned quantity corresponding to a given wave height. Alternatively, this
period may be of stochastic character related to a given wave
height through scatter diagrams that describe the joint probability of wave heights and periods. Dynamic effects should be
taken into account in determining the probability distribution
of stresses if their contribution is expected to be signiÞcant.
The number of cycles is obtained by the return period concept
from the probability distribution of wave height.
b. Instead of assuming the shape of the probability distribution for stresses, the following approach called discrete
109
fatigue analysis may be used. From the probability distribution of the wave height measure, discrete ÒblocksÓ of several
regular waves of different height are formed. The number of
cycles per ÒblockÓ is obtained by the return period concept
from the probability distribution of wave height. The
response of the structure is obtained for a series of single
waves each being representative of one Òblock.Ó
c. Maddox (1974, 1975) presented a deterministic approach
for fatigue analysis. The wave climate is composed of many
sea states. Each short-term sea state is represented by a wave
record (usually generated from a wave spectrum). The structure response and stresses are obtained for each wave record.
Stress range is deÞned from the record. The number of cycles
occurring for a given stress range is obtained Þrst from the
stress record; then it is scaled according to the percent of
occurrence per year for the given sea state and the percent of
occurrence for the corresponding Þnite length record.
d. In a spectral fatigue analysis (see Maddox and Wildenstein
1975, Vugts and Kinra, 1976; Kinrad and Marshall 1979), the
wave climate is composed of many sea states, each described
by a wave spectrum. Transfer functions for response quantities can be developed by either time domain or frequency
domain analysis. The objective is to generate stress response
spectra for critical locations on the platform. Short-term statistics are generated by evaluation of moments of the stress
spectra. The stress response spectral may be used to estimate
the stress range distribution by assuming:
1. Rayleigh distribution in the case of narrow banded
stress response spectra.
2. Rice distribution in the case of broad banded stress
response spectra.
3. Time series simulation and cycle counting via rainßow,
range pair, or some other algorithm.
Long-term statistics are evaluated by considering the probability distribution of the parameters characterizing the wave
spectrum. The stress range distribution is then used to calculate the cumulative fatigue damage ratio, D, according to
Equation 40.
The choice of proper S-N curves is important. The S-N
curves used should be related to the material, construction
detail, and environment. The fatigue of TLPs is a high cycle,
low stress phenomenon. In the high cycle range, S-N curves
are characterized by a degree of uncertainty.
A 95 percent conÞdence level S-N curve should be used.
For welded connections the S-N curve used should reßect
local weld proÞle, and should be used with a stress concentration factor that reßects overall joint geometry. The effect of
mean stress should be considered.
For S-N curves to be used for tubular connections, see API
Recommended Practice 2A. Proper S-N curves should be used
for connections different from tubular, such as tubular to rectangular connections (column to pontoon), stiffened plates, etc.
Fatigue ScreeningÑA simple method to determine the
maximum stress amplitude for fatigue screening during pre-
110
API RECOMMENDED PRACTICE 2T
liminary stages of design is outlined here. The fatigue life of
the Þnal design must be conÞrmed by a detailed fatigue analysis as outlined in 8.4.4.3.
This simple method is based on the assumption of a
Weibull probability density function for the stress range. The
theory behind the method and the derivation of the equation
for fatigue damage is given in Marshall and Luyties, 1982.
The lifetime fatigue damage, D, is:
( S rmax ) m
G ( m/x + 1 )
D = --------------------------- NT ----------------------( 1nN T ) m/x
A
(A.COMM-58)
Where:
D = cumulative damage ratio.
m, A = empirical coefÞcients for the S-N curve.
Srmax = maximum cyclic stress range.
NT = total number of cycles.
x = Weibull shape parameter.
G() = the complete gamma function.
This equation can be solved for the maximum cyclic stress
amplitude Smax (equal to Srmax divided by 2.0), in terms of the
damage D:
1¤m
DA
1nN T ) 1/x
S max = (---------------------- ----------------------------------G ( m/x + 1 ) N T
2
(A.COMM-59)
A.COMM.8.5 STRUCTURAL DESIGN
Deterministic DesignÑIn deterministic design, discrete
values are assigned to each design variable rather than ranges
associated with probability of occurrence. To deÞne loads,
extreme values that have a small chance of being exceeded
are usually adopted. Uncertainty is only indirectly included in
the design process through factors of safety, usually based on
experience or commonly accepted practice.
Probabilistic DesignÑIn probabilistic design all quantities
that enter into design calculations are associated with probability of occurrence. Thus, probabilistic design attempts to
account for all random and systematic uncertainties at the
code development stage. Probabilistic design attempts to
model the mechanics of the structure, loading and material
rather than use a catchall factor of safety. This design
approach is expected to result in a more uniform level of
safety for all structures.
Ultimate Strength DesignÑLimit state design checks the
safety of the structure against criteria for performance and
use. A structure, or part of a structure, is considered unsafe
when its performance or use is seriously impaired. These
Òlimit statesÓ can be placed in two categories:
a. Ultimate limit states, which correspond to the maximum
load carrying capacity.
b. Serviceability limit states, which relate to the criteria governing normal use and durability.
A.COMM.8.5.2 Allowable Stresses
The designer should decide on the appropriate level of
damage for this preliminary screening procedure.
As an example of the calculation of maximum screening
level stress, assume that the damage allowed over a one hundred year period is 1.0, and that the API X fatigue damage
curve is applied with no endurance limit. For this example the
variables in Equation A.COMM-59 are as follows:
NT = 5.0 E+8 number of cycles over 100 years
D = 1.0 damage allowed over 100 years
m = 4.38
ü
From the API X curve
ý
A = 2.44 E + 11 þ
x = 1.0 Weibull shape parameter.
Substituting these variables into Equation A.COMM-59
yields a maximum fatigue screening level hot spot cyclic
stress amplitude of 18.7 ksi in the 100 year event.
A value of 0.5 to 0.8 is often used for x for Þxed platforms.
A value closer to 1.0 may be more appropriate for TLPs. The
value of x is a function of the long-term environment and the
platform response. The designer should develop a basis for x
based on more detailed fatigue analyses.
Tension Leg Platforms are a new structural concept. There
is no body of historical data or extensive analytical studies for
TLPs that could be used to calibrate the allowable stresses
used in this working stress design based practice to assure
reliabilities for TLP structural components like those implicit
in API Recommended Practice 2A for Þxed offshore platforms. The implicit approach to safety embodied in this practice, like any working stress design based practice, will
provide structures that have a great range of component and
system reliabilities.
The allowable stresses used here have been chosen to be
like those used in API Recommended Practice 2A. The onethird increase in allowables has been used here for the
ÒExtremeÓ environmental condition, corresponding to the
increased allowables in API Recommended Practice 2A, Section 2.5.1b, ÒIncreased Allowable Stresses.Ó This allowable
increase was adapted from the AISC provision for wind and
earthquake loading, Section 1.5.6 of the AISC code. The
designer should bear in mind that the behavior of TLPs under
applied loads may not be like that of other types of structures,
and should use appropriate caution when using the allowable
stresses recommended in 8.5.2.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
A.COMM.9 Tendon System Design
111
platform weight and ballasting should be considered in determining minimum tension conditions.
A.COMM.9.1.2 Description of Tendon System
A.COMM.9.3.2.3 Normal Conditions
For some applications it can be useful to consider tendon
system designs where there are substantial differences in the
form, geometry, and intended service conditions of individual
tendons either within a leg or from leg to leg. Examples of
this might include a case where a solid rod or stranded cable
tendon is to be installed inside a previously installed tubular
tendon. It is not mandatory that an individual tendon have an
identical appearance throughout its length.
A.COMM.9.2 GENERAL DESIGN
The general design philosophy of this section is that the
structural failure of a tendon, i.e., parting of a tendon, is
deÞned as a critical failure. This philosophy has been adopted
in light of the high uncertainty in predicting the consequences
of a parted tendon. The goal of this design procedure is to
avoid the parting of a tendon.
A.COMM.9.3 DESIGN LOADING CONDITIONS
Since tendon loadings can be sensitive to the occurrence of
wave energy at a resonant frequency, or to the number of tendons in service, tendon survival analysis should consider
loadings which might arise from conditions other than the
maximum design storm. For example, an annual or 10 year
storm occurring while one or more tendons are removed for
inspection or service, or with a ßooded compartment on the
platform, could result in higher tendon loads than a maximum
design storm with all tendons in place. Selection of the maximum design load should therefore consider the range of possible storms which might occur during the various operational
conÞgurations of the platform. The selection of the maximum
design load should be based on a consideration of the relative
probabilities of each combination occurring.
A.COMM.9.3.2 Loading Conditions
The loading conditions listed in 9.3.2.1 deÞne representative conditions for which tendons need to be designed to preclude overload, buckling and fatigue modes of failure.
A.COMM.9.3.2.2 Extreme Environment
In designing for minimum tension conditions, the designer
should consider the possibility of extreme tidal variations
occurring in conjunction with storms or improper ballasting.
Uneven ballasting could result from a ßooded compartment
or from equipment failure. Note that the minimum tension
condition is likely to occur on a leg other than the one experiencing the maximum tension, hence the loads on all legs
should be considered. Also, some error or uncertainty in the
Lifetime operating load conditions deÞne the expected
magnitude and frequency of occurrence of tendon loads on an
annual or service life basis. These can be used to determine
cyclic stress range data needed for fatigue analysis.
A.COMM.9.3.2.6 Seismic
In considering seismic loads, if time history analysis is performed, the procedures for selecting ground motion described
in API Recommended Practice 2A should be followed.
Where possible, three historic records from sites similar to
the TLP location should be selected, Þltered, and truncated.
Each component on each record should be scaled on the
amplitude and/or time axis so that its damped response spectrum matches the appropriate recommended API Recommended Practice 2A spectrum, with an appropriate extension
to longer periods as discussed above, at the oscillating period
corresponding to the structural response.
A.COMM.9.4.2 Dynamic Analysis Considerations
The importance of non-linear and coupling effects on tendon tensions has been the subject of research in recent years.
Generally any analytical method contains uncertainties which
must be accounted for in design procedures and safety factors.
Uncoupled linear analysis is the easiest method to employ.
It can give adequate results for primary wave fatigue loads
and maximum loads provided a spectral wave input is used
with appropriate statistics applied. A single deterministic
Òdesign waveÓ could give inaccurate results for extreme loads
if the peak of the tension Response Amplitude Operator
(RAO) does not happen to fall at the period of the design
wave.
The importance of coupled tendon analysis may increase
as the mass of tendons approaches a signiÞcant percentage of
platform mass. This would be the case for very deep TLP
applications and/or tendon designs based on very large diameter tendons or large tendon clusters. An important consideration is the amount of hydrodynamic added mass associated
with tendon transverse accelerations.
Although an uncoupled tendon load analysis can be performed using a riser-type program. the designer must use care
in using such a program because of the following two important differences between risers and tendons:
a. Risers normally have constant tension at the top with their
length changing in accordance with vessel heave motions,
with only a small variation in tension due to tensioner
response. Tendons will be rigidly attached (in the axial direc-
112
API RECOMMENDED PRACTICE 2T
tion) to the platform columns and will experience large tension variations due to smaller heave motions.
b. Heave and pitch motions of the platform may occur at resonant frequencies close to the primary wave frequencies, or in
the range of second order wave force frequencies. The analysis needs to consider the effective amplitude of these
responses since they could contribute a high number of
fatigue cycles.
threads in threaded connectors and other locations of stress
concentration are likely to be much higher. These peak or
Òhot spotÓ stresses are principal determinants of tendon
fatigue life and crack growth rates. They should be determined as accurately as possible due to the sensitivity of
fatigue life to variations in cyclic stress range predictions.
A.COMM.9.5.3 Fatigue Analysis
Interaction between axial and hoop stresses should be considered in the collapse check. Both storm conditions and
operating conditions should be considered since safety factors
associated with the operating condition are 33 percent higher
than those of the storm condition.
While well understood in the offshore industry, the S-N
approach assumes the availability of lower bound S-N curves
for the components being analyzed. Further, these curves are
intended to be representative of the material, environment,
cyclic load range and frequency, mean load and level of
cathodic protection. As of 1986, few tendon component
designs have been tested (Salama, et al.), so particular S-N
curves cannot be given.
Fatigue life estimates can also be made via fracture
mechanics, for which some general guidance can be found in
DnV, 1977 (Appendix C). The life is thereby a function of the
range of stress intensity, initial and Þnal ßaw sizes, and material crack growth constants (e.g., Burnside, et al., 1984) from
the Paris equation. However, there are numerous pitfalls in
achieving accurate fatigue life predictions using ÒconventionalÓ fracture mechanics, even if the Þnal ßaw size and
crack growth constants are carefully established. For example, there is difÞculty in establishing accurate stress intensity
expressions for three-dimensional geometries, particularly in
regions of high stress gradient and instances where the peak
stresses are displacement-induced. Also, many components
of interest have non-welded details, and crack initiation periods, during which fracture mechanics is not applicable, can
represent a substantial portion of the overall fatigue life.
Methods for determining stress intensities for ßaws in
notches are discussed in Shah, 1976 (thumb nail cracks) and
Buchalet, et al., 1976 (circumferential cracks). Hammouda, et
al., 1979, discuss the general problem of fatigue crack initiation and propagation from notches, indicating the necessity
for test data for both phases of fatigue life. Given all the
uncertainties with respect to procedures and input values of
key parameters, calibration of analysis techniques to the conservative side of experimental results for each component is
warranted. However, such calibration may fall short of providing a sufÞcient amount of data to establish a lower bound
S-N curve.
A.COMM.9.6.3 Hydrostatic Collapse
A.COMM.9.6.4 Fatigue Life
Since tendons typically consist of many components connected in series, fatigue design requirements should reßect
the fact that the predicted fatigue life of the whole tendon will
be less than the predicted fatigue life of any component.
Several approaches have been suggested for predicting the
tendon fatigue life from individual component lives (e.g., see
Wirsching, 1984). The approaches vary in the sense of
whether both stress and resistance or only resistance is considered and, if stress is included, the degree of correlation
assumed among stresses of various components. Most of the
approaches assume that the predicted fatigue lives of individual components are equal, although fatigue analyses reveal
substantial life variation among points along the length when
bending is signiÞcant. Furthermore, the number of components to assume is questionable, particularly when girth
welds, connectors, and even the main body of the tendon have
comparable fatigue lives. The number increases with water
depth.
All of the approaches to tendon fatigue life make use of
reliability concepts and characteristic values of statistics.
While research into appropriate statistics is ongoing, high
uncertainties exist. High uncertainties are apt to remain until
there is extensive, in-service, TLP experience.
The component fatigue life factor of ten is considered a
reasonable blanket requirement. The factor could be substantially less than ten if the inspection were proven reliable and
continuous or very frequent, and there were an expedient
repair/replacement plan.
A.COMM.9.6.5 Inspection/Replacement Interval
A.COMM.9.6.2 Allowable Stresses
The maximum allowable stress levels of 0.8 Fy for net section and 1.2 Fy for local bending are intended to preclude tendon failure due to gross overload and yielding. These
allowable stress levels were selected with the recognition that
peak or Òhot spotÓ stresses, such as those found in the roots of
Because of their criticality, the tendons warrant regular
inspection. The uncertainty in detecting small cracks in such
a large volume of material suggests the small ratio of inspection interval to time-to-failure. This ratio could be increased
based on the use of a demonstrably reliable in-place inspection system. The inspection interval must allow sufÞcient
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
time for replacement of a damaged tendon including provision for weather windows, bringing out a new tendon, etc.
A.COMM.9.9.1 Load Monitoring
The load monitoring described in 9.9.1 is intended to aid in
operations and ensure that tendon system design and operating limits are not exceeded. Additionally, multichannel simultaneous recording of selected parameters can be used to
correlate theoretical predictions of platform response and tendon tension variations. Data logging and processing of tendon
top tensions can be used to estimate tendon stress histograms
in service. Such information can, in turn, be used to verify
stress-cycle assumptions employed in design fatigue analyses
and crack growth predictions. For validation of analytical predictions, it may also be useful to monitor stress and deßection
along a tendonÕs length.
Selection of a particular instrument to monitor a speciÞc
parameter should be based on the instrumentÕs required service life, accuracy, reliability, maintainability, and its potential detrimental effects on a tendon (e.g., coating damage,
galvanic cell creation, reduced strength, etc.)
Initial qualiÞcation and calibration of each instrumentation
and monitoring system should be performed by the manufacturer. Operating and maintenance manuals should also be
supplied by the manufacturer. Recalibration procedures and
schedules, or methods to identify the need for recalibration,
should also be developed and provided to on-board operating
personnel. Operating personnel should be properly trained on
the use and care of the systems and should understand their
operation and limitations.
The following paragraphs give general descriptions of
instrumentation functions and design considerations:
a. Tendon tension instrumentationÑTendon axial loads
should be monitored during installation to set tendon pretension and during operation to ensure that tendon loads are
maintained within design limitations.
Electro-hydraulic load cells, strain gauges, or other load
sensing instrumentation may be used to monitor tendon tensions.
Strain gauges can be located on the tension members just
below the upper connector to measure top tension. Accessibility for periodic replacement should be provided.
b. Position reference systemÑA platform position reference
system can be provided to monitor horizontal offset and platform oscillatory motions. Example systems which can be
used are an acoustical system, a taut-line system, and a radio
position reference system.
Platform heave, roll, pitch, and yaw can be measured using
an array of accelerometers and vertical axis gyroscopes.
These motions are expected to be small and might not need to
be monitored for operational purposes but intermittent data
collection can be used to compare actual motions with analytical predictions.
113
c. Center of gravity monitoringÑMonitoring of platform
center of gravity location can be done to ensure that a relatively uniform distribution of tendon pretension is maintained
as weights aboard the platform vary with operations. Estimated weight distribution should be periodically compared
with tendon tensions and discrepancies investigated.
This monitoring can be achieved by maintaining accurate
records of ballast volume changes and signiÞcant platform
weight and weight location changes. The latter consideration
requires a system for controlling and recording drilling derrick location and load, drilling and auxiliary consumable
inventories and other signiÞcant variable or movable weights.
Estimated platform weight distributions should be compared
with tendon tension distributions during calm conditions (no
offset) and signiÞcant discrepancies investigated. Shifts in the
platform center of gravity can then be calculated and counteracted by re-ballasting. In this way the center of gravity can be
maintained within pre-determined safe limits. These limits or
envelopes can vary with the severity of environmental conditions, more tendon load distribution non-uniformity being tolerable in mild conditions than in severe storm conditions.
d. Meteorological and oceanographic instrumentationÑA
vast array of meteorological and oceanographic instrumentation is commercially available. Meteorological instruments
normally include a barometer, anemometers, and a wet/dry
thermometer. Oceanographic instruments include wave staffs,
wave rider buoys, and current meters.
e. Additional tendon monitoring instrumentationÑMonitoring lower and upper ßex joint angles and tendon stress and
deßection might be desired to verify in-service performance
with analytical predictions.
Tendon vertical angle and azimuth can be monitored using
ßuid-damped pendulum potentiometers or other systems
developed to monitor drilling riser angles. Such units can be
strapped to tendons adjacent to the upper and lower ßex joints
or deployed down the tendon bore on a wire-line. Data can be
transmitted to the platform either by hard wire or by remote
telemetry.
Strain gauges can be installed at points of predicted high
bending stress, such as adjacent to the upper and lower ßex
joints.
A.COMM.9.9.2 Tendon Retrieval and Replacement
Contingency planning for retrieval in the case of known or
suspected damage should address the feasibility of retrieval
for a variety of damage scenarios; for example, coupling
damage, lower/upper ßex joint damage, template or connector damage, etc. Retrieval equipment and tendon replacement
parts can be maintained onboard the platform or at an onshore
location. When the latter option is selected, consideration
should be given to the time and procedures required to mobilize and install the equipment onboard accounting for
114
API RECOMMENDED PRACTICE 2T
expected environmental conditions and platform motions at
the site.
Planning of retrieval operations should also consider:
a. The need to install and pretension a replacement tendon
into a spare template receptacle prior to removing the tendon
to be retrieved.
b. The selection of guideline or guidelineless retrieval and
the limiting platform offset, oscillation motions, and environmental conditions associated with the selected method.
c. Crack growth predictions of time to failure for various
crack sizes and locations and the ability to retrieve the tendon
within the available time.
d. Time required to install a replacement tendon or reinstall
the retrieved tendon.
A.COMM.10 Foundation Analysis and
Design
A.COMM.10.6.1 Discussion on Safety Factors to
be Applied to the Axial Capacity
of Piled Foundations
a. Background.
Pile design is dependent on past successful practice, that is,
empiricism. Lacking experience with TLP foundations, the
design approach adopted utilizes the jacket type platform pile
design as the baseline for safety consideration.
Factors which could inßuence the safety of a TLP pile
foundation have been identiÞed and compared to the design
inßuence each factor has for a conventional jacket pile.
Listed below are eight factors which were considered
important for TLP pile design. A qualitative comparison or
bias is discussed relating the TLP and jacket pile application.
The last three factors were not included in the body of API
Recommended Practice 2T because their inßuence on design
was deemed the same for the TLP and jacket foundations.
b. Factors considered as having possible inßuence on TLP
piled foundations in comparison to compression piles in
jacket type structures:
1. Uncertainties in understanding soil-pile behavior under
tensile loadings. Considerations include:
a. Potential reduction of near surface soilÕs
effectiveness.
b. Cyclic degradation.
c. Axial ßexibility of the pile-soil system.
d. Effects of sustained tension.
e. Suction.
¥ Item (a)ÑRelative to a jacket structure and driven piling, there appears to be no reason to apply any explicit
penalty for this consideration.
¥ Items (b), (c), and (d) relate to considerations that were
felt to be difÞcult to quantify given the present state of
knowledge. It was also felt that it would not be appro-
priate to suggest testing of calculation methodologies
to help quantify these effects. Instead, these considerations should be explicitly mentioned as needing thorough investigation. Recommended safety factors
should then be applied to the pileÕs ultimate axial
capacity after it is suitably modiÞed to account for
these items.
¥ Item (b) considers the degradation of pile capacity due
to the combination of sustained and cyclic loads. Several proprietary Þeld studies are underway to quantify
clay-pile behavior under sustained loading. These
include a pile study by the Norwegian Geotechnical
Institute at Haga and small diameter model pile segment tests by the Earth Technology Corporation at
ShellÕs Beta pile test site, ConocoÕs Gulf of Mexico
TLP pile test site, and ChevronÕs pile test site at
Empire. In addition, J. L. Briaud at Texas A&M University is studying cyclic axial behavior under APIÕs
sponsorship. While none of the study results have been
published, a generally conservative interpretation of
some of these data indicate pile pullout does not begin
until the sum of the sustained load plus the cyclic component reaches about 80 percent of the static ultimate
load.
¥ Item (c) relates to the development of progressive pile
failure due to the axial ßexibility of the pile-soil system
under cyclic loading conditions. Two-way (i.e., tensioncompression) load tests conducted in the above mentioned studies show an immediate degradation in pile
capacity. Results from the full scale Beta pile test
(Doyle & Pelletier, 1985) showed temporary reductions
of 61 percent to 85 percent of the pre-cyclic pile capacity within 16 fully reversed load cycles. However, other
testing at Haga by NGI suggests that one-way cyclic
loading of the pile relative to the soil causes signiÞcantly less degradation than two-way loading at discrete pile elevations. For long ßexible piles, fully
reversed cycling may occur even though the pile top is
under a sustained bias loading. Thus, pile load capacity
may be reduced due to cyclic loading for ßexible piles.
¥ Item (d) considers the effect of sustained tension loading on soil behavior. Soils under sustained shear stress
may deform in time. This effect should be considered
in determining the long-term capacity of piles under
sustained loading.
¥ Item (e) represents a consideration which can be
expected to aid the foundationÕs load carrying capacity.
Since here again it is not possible to reliably quantify
the effects of suction, it was decided to ignore this consideration.
2. Lack of residual strength of the soil-pile system.
A consideration included under this factor is the relative lack of residual strength for a pile loaded in tension
compared to one loaded in compression. Schematically,
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
the relative residual strength after pile overload in tension
(T), and compression (C) may be viewed as shown in Figure 34.
The potential for dramatic decreases in strength in the
event of pile overload warrants an increased safety factor
when compared to a compression pile.
The assignment of speciÞc numerical values to account
for a tension pileÕs relative lack of residual strength is
uncertain.
3. Load redistribution capacities of the foundation.
Redundancy in the form of clustered or grouped piles
can mitigate concern over the lack of residual strength,
since all piles would not reach their maximum capacity
simultaneously. The bias factor should reward redundancy.
4. Relative difÞculty of foundation installation.
The relative ability to install satisfactory driven piles is
deemed comparable to the skirt piles of a jacket type
structure.
For drilled and grouted piles and for connections
between a pile and a foundation template, it is believed
that these should be attainable in a manner comparable to
a jacket platform. However, it is believed necessary to
explicitly mention that special means should be provided
to verify that grouted piles and pile to template connections are installed in a manner conforming with the design.
(Provided explicit mention was made of the need to provide means to verify the adequacy of grout and pile to
template connection installation.)
5. Relative integrity of soil samples obtained from deep
water.
T
Compression pile
Pile force
Tension pile
Displacement
Figure A-34—Residual Pile Strength
Z
115
In this regard it is believed that adequate precautions
are already mentioned in the text on Òsoils investigation.Ó
It is also felt that the geotechnical consultant in conjunction with the operatorÕs staff, could properly interpret
engineering soil properties resulting from deep water soil
samples.
6. Relative character and reliability of load determination.
The determination of loading is assumed to be comparable to that obtained for a jacket structure.
7. Relative lack of ability to inspect and repair TLP foundation piles.
The ability to inspect and repair TLP piles was deemed
to be very similar to that of jacket type structure.
8. Consequences of a foundation failure to the integrity of
the overall structural system.
Relative to a jacket type structure the consequence of a
foundation failure was deemed to be comparable to that of
a TLP.
A.COMM.11 Riser Systems
A.COMM.11.3 RISER ANALYSIS METHODOLOGY
A.COMM.11.3.1 Structural Model
For the purposes of response analysis, the riser is a simple
structure although in some cases it may comprise multiple
tubulars with the potential for structural interaction. Basically,
it may be represented as one or more tensioned beams which
rarely develop an angle greater than 10 degrees from the vertical. This qualiÞes it for analysis using the fundamental Bernoulli-Euler beam theory. When large angles are possible, the
analysis should be modiÞed accordingly.
The beam equation for the riser is developed by Þrst examining a differential element and the forces which act upon it.
Figure A-35 shows the hydrostatic pressures of sea water
and internal ßuid, the tension in the pipe wall, and the weight.
The internal ßuids may be drilling mud, gas, oil, water, etc.
The Þgure also shows the deformation of the riser pipe over
the elemental length. Finally, the horizontal hydrodynamic
forces are indicated. Imposition of the equations of equilibrium and simple beam theory leads to the equation of motion.
The terms forming the coefÞcient y equal the tension calculated by considering only the wet weight of the riser and the
internal ßuid. If the equation is rewritten with that term represented by To, called the Òeffective tension,Ó it then takes the
form of the classical beam-column equation. This concept has
been thoroughly discussed (Young et al., 1978; McIver, 1983;
Lubinski, 1977; Chakrabarti, 1982). Real riser problems are
solved by converting it to a system of simultaneous equations
for a discretized or lumped parameter representation of the
riser. This allows for variations in riser properties and for the
introduction of such other non-uniformities as joints and soil
restraints.
116
API RECOMMENDED PRACTICE 2T
y« + y«« Æx
Undeformed
riser
position
fp
sp + rp Æp g Æx
di
fy
x+Æx
y
Æx
rw g (hw Ð x)
x
Px
db
y«
sp
Terminology in Equations
Governing Differential Equation
d
s yúú + EI y '' '' Ð ------ [ ( T o + T' x ) y '] = f y
dx
Ap = cross sectional area of the riser pipe.
Cm = hydrodynamic mass coefÞcient.
db, di, dh = bouyancy internal, diameter of riser and hydrodynamic.
Where:
EI = ßexural rigidity.
p
2
2
s = r p Ap + --- [ r i d i + ( C m Ð 1 ) r w d h ]
4
p
2
2
T = --- [ r w g ( h w Ð x ) d b Ð P x d i ] + T p
4
fy = distributed hydrodynamic force acting in y direction.
g = gravitational acceleration.
hi, hw = total depth of internal ßuid, sea water.
Px = internal ßuid pressure at elevation x.
Pt = internal ßuid pressure at top of riser.
P x = Pt + ri g ( hi Ð x )
To = effective tension at bottom of riser.
Tp = actual tension in pipe wall.
and:
T = effective tension.
pg
2
2
f y = Ð ------ ( r i d i Ð r w d b ) + r p A p g y '
4
x = vertical coordinate measured from bottom of riser.
y = horizontal riser translation at station x.
r1, rp, rw = density of internal ßuid, pipe, and water.
s = distributed mass.
d
( ¥ ) = ----- ( )
dt
d
( )« = ------ ( )
dx
Figure A-35—Riser Governing Differential Equation
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
A.COMM.11.3.2 Hydrodynamic Model
Probably the greatest uncertainty in riser response analysis
comes in formulating the hydrodynamic model (Hansen et
al., 1979). This is especially true for the production riser system in an external multiple-tube conÞguration (Bennet and
Wilheilm, 1979). There are three different aspects to be
resolved:
a. Sea surface.
b. Wave kinematics.
c. Force algorithm.
All three are primarily dependent on empirical evidence.
Although extensive data have been gathered in each area
(Sarpkaya and Isaacson, 1981), there is as yet no Þnal resolution as to the most accurate general model. Active research
continues and promises further advances.
Sea SurfaceÑAlthough the surface of the ocean is a random, multi-directional process, most design analyses for offshore structures are based on a unidirectional wave model.
The principal reasons for this are: Þrst, the unidirectional
wave is much simpler to deal with and, second, it is generally
believed to give more conservative loading, especially for
fatigue calculation.
Another consideration that may warrant attention is the
distortion of the wave pattern by the platform (Connolly and
Wybro, 1984). 6.4 provides guidance for predicting the wave
Þeld as altered by the TLP.
It is common practice to use a unidirectional, random wave
model (Hudspeth, 1975; Sexton and Agbezuge, 1976), either
in a linearized frequency domain method, or in the more
accurate time domain solution. In the latter approach, a time
history wave proÞle is synthesized based on the design wave
spectrum, e.g., JONSWAP or Pierson-Moskowitz. A time history solution is carried out long enough to assure that the riser
response has statistical signiÞcance.
Wave KinematicsÑA number of models have been proposed for the ßuid velocity and acceleration proÞle beneath
the wave surface. Several nonlinear models have been developed to satisfy boundary conditions. Each of these is rather
complicated and for practical reasons, is generally used only
with the single, periodic wave model. Recently gathered environmental data indicate that the simple, Airy linear function is
quite adequate for modeling a random surface condition,
especially with the Òstretched kinematicsÓ feature. The effect
of the platform on wave kinematics may need consideration,
since the forces acting on the riser are dependent on wave
particle kinematics.
Hydrodynamic Force AlgorithmÑAlso the subject of extensive study based on empirical results the widely used Morison
equation, described in 6.2.3, has survived intact. There is,
however, extensive debate as to the selection of the drag and
mass coefÞcients, especially in high wave conditions.
117
While available experimental and theoretical hydrodynamic data provide guidelines for the riser design, Þnal
design veriÞcation may require design-speciÞc testing (Rowe
et al., 1978). This is most important for complex riser geometries involving multiple tube arrays.
The following are examples of the complicating factors
that inßuence the hydrodynamic loading on risers:
a. Relative motion between riser and ßuid.
b. Drag variation due to surface roughness, marine growth,
and variation in Reynolds Number and Keulegan-Carpenter
Number.
c. Flow disturbance due to nearby bodies.
d. Wake encounter in oscillating ßow.
e. Fluctuating in-line and transverse forces due to vortex
shedding.
f. Drag ampliÞcation due to vortex-induced vibrations.
A.COMM.11.3.3 Lumped Parameter Model
The partial differential equation which governs riser
behavior is not directly usable for analyzing general problems
(Morgan and Peret, 1976). It is therefore, usually converted to
a system of discrete coordinates.
The two methods presently used are Þnite-element (Gardner and Kotch, 1976) and Þnite difference (Tucker, 1972)
both involve; division of the riser into a series of Þnite length
regions. The behavior of the riser can then be described in
terms of the nodes at which these elements are joined. The
solution involves Þnding the translations and rotations, bending moments, etc., at each node of the riser. While each of
these idealized elements has uniform properties, the non-uniformities of the riser are accounted for by the variation of
properties from element to element. The signiÞcant consequence of this discretization of the riser is that it leads to a
series of simultaneous equations which are conveniently and
rapidly solved on a digital computer.
A critical consideration is the number of elements into
which the riser is divided. The nodes should be closely
spaced in the areas where high bending moments tend to
occur. These are always in the wave zone and near the bottom
of the riser where the tension is the lowest. An important
source of riser excitation is the platform motions. They
should be modeled accurately with emphasis on the phase
relationship between platform motion and the wave.
The upper and lower boundary conditions should reßect
actual support conditions including tensioner forces (Kozik
and Noerager, 1976), ßex-joint stiffness, etc.
Multiline risers may be modeled with a single beam representation having equivalent properties. Depending on the
riser design, it may be necessary to use a multiple beam
model in order to determine detailed structural loads on
multi-tube risers in which spacer frames are included.
118
API RECOMMENDED PRACTICE 2T
A.COMM.11.3.4 Solutions of the Simultaneous
Equations
The discussion in the previous section dealt with the mathematical techniques for converting the spatial derivatives into
discrete translation coordinates for solution as simultaneous
equations. This section deals with solution of the time derivative portion of the equations.
It is the wave action and associated platform motion that
provide the dynamic excitation. The waves impose time-varying hydrodynamic forces on the riser. The platform drives the
riser back and forth, producing additional contributions to the
time-varying forces. The applied riser tension may have timevarying components due to the non-ideal characteristics of
the tensioner system.
Time Domain or Frequency DomainÑThere are two different approaches for solving the riser dynamic equations, the
application of time or frequency domain methods, as applied
to the platform response problem. The direct integration or
time domain solution permits the inclusion of all non-linearities such as the non-linear hydrodynamic force, varying free
surface, and non-linear ßex joint behavior (Hachemi Safai,
1983).
The alternative is the frequency domain method in which
non-linear functions are linearized about a quasi-steady (Krolikowski and Gay, 1980; McIver and Lunn, 1983) or mean
value. An iterative procedure is used whereby the equivalent
linear drag is varied in successive solutions until it gives a
minimum error solution. This method has been shown to
yield reliable results for drilling riser analyses at substantially
lower cost than the time domain solution.
The frequency domain approach leads to a linear transfer
function for the riser which is a mathematical expression of
its dynamic characteristics. This transfer function (sometimes
called the complex frequency response) can be used directly
with the power spectra (wave energy vs. frequency) deÞnition of seastate. The result is riser response amplitude,
including bending stresses, for example vs. frequency. This is
precisely the kind of information which is often used for
fatigue analysis.
Modal AnalysisÑThe riserÕs natural frequencies and
modes of vibration may be determined from the equation of
motion (McIver and Lunn, 1983). This information supplements the dynamic analysis and may be used to evaluate the
riserÕs susceptibility to vortex-induced vibrations.
Regardless of the means of solution, riser response analysis
should result in an accurate description of mean and alternating stresses, deßections, and angles over the length of the
riser.
Reference is made to API Bulletin 2J, Comparison of
Marine Drilling Riser Analysis.
A.COMM.12 Facilities Design
A.COMM.12.2.1 Structural
The type of structure adopted for the deck is of paramount
importance to the facilities designer. The exclusive use of
plate girder bulkheads in the deck may offer certain advantages to the structural designer but can create signiÞcant problems in the routing of services. This type of structural design
will impose constraints on the size, number and location of
penetrations through the stressed plate members to avoid
local overstressing particularly with respect to fatigue. This
may preclude the optimized routing of services and access
routes and will place demands on the facilities designer to
agree to Þnal penetration requirements at an early stage in the
design. For this reason the facility designer should recommend the use of truss girders or a combination of truss and
plate girders for the main deck members.
The proposed method of deck construction can create the
necessity for temporary supports for services. For example,
with a palletized deck construction, individual pallets cannot
receive the beneÞts of overhead supports from the pallet
above until both pallets are installed into the main deck structure. Additional temporary service supports for each discrete
pallet increases the scope of design and fabrication work and
can cause access difÞculties during fabrication.
To maintain the center of gravity as low as possible, limitations may be placed on the depth of the deck structure. The
latter can have a signiÞcant impact on facilities design, and
early coordination between structural and facilities designers
is necessary. InsufÞcient deck depth may cause problems in
the following areas:
a. There may be inadequate height for the installation of
gravity systems within the deck space (vent and drain systems, separation trains, etc.).
b. To achieve adequate vertical separation, some components
of a deck system may have to be installed in the hull. This
may introduce a hydrocarbon hazard into areas of the hull
which would otherwise be free from hydrocarbons.
c. The use of a mezzanine ßoor in the deck may be restricted.
Some equipment may have to be installed on the exposed
weather deck (e.g., HVAC plant/ducting and turbine waste
heat recovery systems) which may increase service runs
thereby adding to weight and wind loads and raising the center of gravity.
Deck height above sea level can impose limitations on the
location of ventilation intakes (which are commonly placed
below deck) due to the ingestion of aerosol salt spray or
even physical contact with the crests of waves under storm
conditions.
The desire of the structural designer to reduce overall
weight will result in the use of minimal PSF deck loading
criteria.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
Maintenance routes for major equipment must be established at an early stage to assure adequate strength for these
areas.
A.COMM.12.2.3 Weight and Center of Gravity
Until equipment arrangements are established, the effect of
equipment weight and location on locating the center of gravity
(CG) at the platform desired coordinations should be considered a facilities design function. Thereafter, further CG adjustments probably will need to be made by ballast adjustments or
accommodated through allowances in the vessel/mooring
design. These ballast adjustments caused by misplacement of
equipment could result in substantial weight penalty.
The amount of rework resulting from relocating major
equipment can be extensive once piping, electrical and instrument detailed design efforts get underway. Once a shift is
made, there is no way to know that subsequent information
will not necessitate rearranging the equipment.
A.COMM.12.2.10 Regulations
The TLP has been deÞned as a Òßoating OCS facilityÓ in
33 Code of Federal Regulations, 140 Subchapter NÑÓOuter
Continental Shelf Activities.Ó The agency assigned to provide
the regulations (CFR) is the Coast Guard. 33 Code of Federal
Regulations, 143.120 deÞnes the applicable regulations for a
ßoating OCS facility and should be consulted at initiation of
project.
The regulations establish certain requirements with respect
to safety equipment and promotion of safety of life and property at sea. However, where unique TLP design or equipment
requirements make regulation compliance impractical, alternate proposals that provide an equivalent level of safety may
be acceptable to the USCG. The designer is advised to
become familiar with Òequivalent requirementsÓ of the
agency involved.
A.COMM.12.4.2 Packaging
Construction methods should provide capability for an
integrated deck/facilities approach providing opportunities
for considerable weight savings.
A common approach to the design of production facilities
for Þxed offshore platforms has been that of prepackaging
equipment items on individual structural skids. Subsequently,
these skids are set on the platform deck structure and piped
together. This approach might result in faster fabrication
times by allowing concurrent facilities equipment packaging
and platform structural fabrication. It might not, however, be
economically attractive for TLP facilities due to the weight
addition resulting from duplication of structural support. As
an alternative, the facilities designer might consider an integrated deck/facilities approach wherein all equipment supports and drain pans are fabricated onto pallets which then
119
become an integral part of the platform deck structure. Each
pallet should be Þtted-out with services (piping, cable, etc.) as
far as is practical. In particular, fabrication tolerances must be
maintained since services run between structures and pallets,
misalignment could cause remedial work when bulkhead
penetrations are involved.
A.COMM.12.4.6 Riser Connection
The relative motion of the deck to the launcher receiver
will be predominantly in the vertical direction. Vertical
launchers may present advantages over horizontal. The
weight of a vertical launcher may be supported by the upper
support of the riser since this will probably be a device maintaining riser tension. In liquid service a vertical launcher
requires additional height for drainage.
Horizontal launchers would require an additional support
under the launcher since the pipe would not support the cantilevered weight of the launcher. If a ßexible connection was
placed downstream of the horizontal launcher, it could be
attached to the deck and loaded in the conventional way. If
the ßexible connection is upstream of the launcher, the
launcher support may need to maintain support while allowing the launcher to ßoat with the riser.
A.COMM.12.5.5 Electrical
The designer should review all applicable electrical
requirements of the U.S. Coast Guard. The Electrical Engineering Regulations (46 Code of Federal Regulations, Subchapter J) establish requirements with respect to safe
electrical installations and repair aboard vessels and mobile
offshore drilling units.
Due to the similarities between the TLP facility and a
mobile offshore drilling unit compliance with Subchapter J
will probably be found to be applicable for hull design. 46
Code of Federal Regulations, 111.107 should be noted for
speciÞc requirements applicable to industrial systems. The
electrical installation for production systems is not speciÞcally covered in Coast Guard regulations. Appropriate industry standards should be considered.
A.COMM.14 Structural Materials
A.COMM.14.9 ELASTOMERIC MATERIALS
The material selection guidelines for the elastomeric structure of TLP mooring ßexjoints must consider the following:
a. Elastomers are both elastic and viscous materials.
b. Various generic elastomers are satisfactory but mechanical
property requirements are dependent on the laminated structure design. Different design approaches for the same application may dictate different mechanical characteristics of the
elastomer(s) selected. More than one elastomer compound
may be utilized in a single composite molding.
120
API RECOMMENDED PRACTICE 2T
In addition to the above two technical differences over normal structural materials, evaluation of elastomer(s) for the
intended application is made more difÞcult because: (1) laboratory data is of limited use to the design engineer, especially
in highly loaded, laminated structures, and (2) although many
rubber compositions exist, for the most part these are proprietary to the manufacturer and limited data is available for
comparative or other technical purposes.
Since a laminated structure is utilized, the ÒmaterialÓ and
other properties of the composite along with compatibility,
bondability, manufacturability of this structure must also be
considered.
Elastic Nature of RubberÑThe word ÒelastomerÓ clearly
notes the one unique property of rubber-like materialsÑthey
are highly elasticÑi.e., they can be repeatedly grossly
deformed in tension, shear, or compression at low stresses
and return to their original condition. These are the properties
that permit bearings such as used in the TLP to ßex to large
angles, without imposing high bending loads on the mooring
system. However, these same highly desirable ßexing properties also present major limitations when used in structural
design. As a result, rubber is seldom used in tension loading.
All tension leg ßexjoints and similar bearings use a laminated
structure design approach such that the mooring systemÕs tension and rotational loads result in compressive and shear
stresses in the rubber. Through the use of high strength laminatesÑe.g., steel, the low compressive (YoungÕs) modulus of
elastomers can be signiÞcantly increased. With a sufÞcient
number of laminates, i.e., increasing the bonded areas to the
nonbonded, edge areaÑthe compressive modulus of the
nearly incompressible elastomer approaches its bulk-modulus, which is thousands of times greater than its YoungÕs modulus. The shear modulus, however, is not affected. It is the
unique combination of these characteristics, the high effective
compression modulus and low shear modulus, that permits
the ßexible elastomeric bearing to work.
The extremely high compressive loads imposed on the
laminated bearings must be taken up by the elastomer and the
reinforcements (often called ÒshimsÓ). Although the mathematics of the bearings are fairly complex, the compressive
loads principally result in elastomer shear stresses. The rotational motion of the spherical bearing segments also results in
shear stresses. These shear stresses must be contained
through bonding, by the reinforcements. It follows then that
the higher the tension leg induced compression loads the
higher the hoop tensile stresses in the reinforcements. It also
follows that a low shear modulus rubber (which results in low
bending stresses on the tendon) creates high tensile stresses in
reinforcements from tendon tension (rubber compression).
The laminate system designer then must match the overall
design approach with characteristics of both the elastomers
and the reinforcement materials. The choice of materials a
TLP ßexjoint designer has to work with often becomes
extremely narrow considering the high performance, rigorous
environments, and long fatigue life requirements imposed
along with state-of-the-art manufacturing capabilities of both
the rubber and metal forming industries.
Viscoelastic ConsiderationsÑSince elastomers are viscoelastic materials, the dynamic response and mechanical
behavior are dependent upon their viscous components. The
stress or strain history, strain amplitude, strain frequency,
rates of loading, and elastomer temperature affect the behavior of the material. This viscous component also determines
the internal energy loss, or hysteresis, which is converted into
heat. Although elastomers are poor heat conductors, even the
high hysteresis rubber compounds do not have heat build-up
problems in TLP bearings because of the low motion energy
spectrum inputs of these systems.
It is important that the mooring system designer as well as
the ßexjoint designer appreciate the signiÞcance of the viscous element of the elastomer. Some examples of viscoelastic
behavior that must be considered in the TLP system are:
a. Inßuence of temperature on rotational spring constant
(increased bending stress with lower temperatures).
b. Non-linearity of shear modulus (higher spring constants at
low and high angular deßection).
c. High degrees of stress relaxation (reduction in rotational
spring constant with time).
d. Rate dependence (higher rotational spring constant at
higher angle rate changes).
Certain peculiarities of carbon black Þlled elastomers
should also be notedÑe.g., the ÒMullinsÓ effect in which the
stress/strain relationship is affected by the immediately preceding stress/strain history. Also certain crystallizing elastomers
such as natural rubber and Neoprene compounds may have a
unique low temperature aging effect on mechanical properties.
Chemical ChangesÑElastomers can be greatly inßuenced
by externally or internally produced chemical changes. It is
assumed that the elastomers selected for the TLP ßexjoint
will have been proven capable of long-term survivability in
the surrounding environments (ßuids, temperatures), under
highly loaded, dynamic conditions. It is also assumed that the
elastomer has been properly compounded and that the adhesive and reinforcement system are such that no internal chemical actions take place that are deleterious to the operation and
reliability of the ßexjoint.
Elastomeric Bearing DesignÑThere are various proprietary and non-proprietary design methods used by the elastomeric bearing industry to determine the structural, fatigue,
and performance adequacy of the bearings. These various
methods can be broken down into three categories:
a. The Òshape factorÓ approach.
b. Closed form mathematical solution approach.
c. Finite element approach where the analysis method is
capable of handling elastomeric materials with PoissonÕs
ratio very nearly 0.5.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
The Òshape factorÓ approach has been the engineering
standard for simple elastomeric bearings such as bridge pads
but is limited to applications in which the strains are very
small, the conÞguration is very simple and the Òshape factorÓ
remains low. It is not considered useable in the design of tension leg platform bearings.
The closed form analysis methods are based on linear theory of elasticity. The derivation of the equations normally
used by the industry are based on the works of Timoshenko1
and Sokolhikoff2. Because of the complex nature of the ßexjoints, i.e., many rubber laminates and reinforcements all of a
different radius and all of a different area, it is normally necessary to go to computerized solutions. Several such computerized solutions are used by the industry, but for the most part
these are proprietary. Although expensive, computerized
Þnite element analysis techniques are seeing more and more
use in highly loaded elastomeric bearings, particularly in
those applications where high rubber and reinforcement
stresses are indicated.
DiscussionÑEither the closed form or the Þnite element
methods are acceptable design analysis techniques providing
the designer can support the speciÞc analysis method(s) with
actual product use and test data. This is necessary because:
(a) it has not been possible to directly measure the actual rubber or elastomer shear stresses; (b) little correlation exists
between methods; (c) differences in elastomers from manufacturer to manufacturer, and (d) poor correlation between
laboratory tests and actual product performance. Thus, correlation of both the structural and fatigue analysis with actual
product use and product test data is mandatory. SufÞcient
data must be presented to demonstrate that the various analytically derived stress levels have performed satisfactorily in
other designs which used both the same analysis technique
and the speciÞc elastomer selected. Stresses in the reinforcements must be determined by analysis and correlated with
data available from actual tests of earlier designs (equivalent
loadings and/or strain gauge data).
The designer must demonstrate that catastrophic form of
failure in the way of column buckling instability will not
occur. This demonstration can be through analysis and laboratory experimental efforts (e.g., sub-scale tests) or in-service
use of data of similar conÞgurations and materials. In those
areas where insufÞcient experience may be available, say at
extremely high angles and high loads, for a particular design
approach, subscale data may be developed to demonstrate
design adequacy.
The service or fatigue life must be determined from the
stresses as determined from the previously discussed analyses
and the load and angular motion requirements speciÞed by
the TLP operator. Material property data used in the fatigue
analysis for both the reinforcements and the elastomer must
121
be based on actual use data in the particular environments
involved.
The terms Òstructural failureÓ and Òfatigue failureÓ must be
deÞned in the TLP userÕs speciÞcation. For instance, the
required fatigue life may be speciÞed by a ÒMinerÕsÓ number.
The number should be consistent with the remainder of the
mooring system, but the deÞnition of ÒfailureÓ in the elastomer must consider the unique characteristics of the laminated rubber systems, i.e., it is Òfail-safeÓ or highly damage
tolerant in most modes.
Elastomer SelectionÑThe material selection, design, manufacture, and test of the bearing normally is the prime responsibility of the ßexjoint contractor. This document is not
intended to place any limitations on the selection of a speciÞc
material or class of materials other than noting that the particular material(s) selected must have sufÞcient successful use
history to demonstrate its adequacy for the intended purpose.
The material selection process will be a function of the details
of the bearing design used, compatibility with the design and
operational environment, manufacturability, and general
experience. This applies to both the elastomer and the reinforcement materials. The selection of the manufacturing
methods for both the reinforcements and the elastomer molding/bonding process and metal surface preparation and adhesive system is nearly inseparable from the materials selected
by a given manufacturer. Here again, demonstrated successful
experience is the key to methods selection.
The speciÞc mechanical characteristics of the materials will
be dictated by the design approach. Because of ever-increasing
knowledge and advancements in the state-of-the-art of elastomers, no speciÞc restrictions should be placed on the choice
of a particular elastomer. Obviously, one would not want to
utilize an elastomer compound that was brittle, incompatible
with the surrounding ßuids, or would not meet the age life or
other critical requirements. However, there is a wide range of
elastomeric compounds when used in compatible designs that
would be suitable for most TLP applications. There are competitive designs and material combinations some of which will
be superior to others. There are combinations which will provide improvements in one area at the expense of the other.
Here it is important that the user provide the designers with
adequate speciÞcation deÞnition to ensure that the best design/
material choice combination is selected. Selection of the reinforcement material may be restricted by strength requirements
and manufacturing as well as heat treating limitations. However, there are few restrictions in this area; low carbon, low
alloy, or stainless steels may be used providing they have the
ability to meet the structural, fatigue, and processing requirements. Aluminum materials for shim stock are not permitted,
but other materials such as titanium may be utilized. In all
cases, demonstrated bondability of the elastomer must have
been proven through long-term service or test.
APPENDIX B—REFERENCES
References for Section 5
3. Chakrabarti, S. K., ÒMoored Floating Structures and
Hydrodynamic CoefÞcients,Ó Ocean Structural Dynamics
Symposium, Corvallis, Ore., Sept. 1984.
4. Daily, J. W. and Harleman, D. R. F., Fluid Dynamics,
Addison-Wesley Publishing Co., Reading, Massachusetts,
1966.
5. DeBoom, W. C., Pinkster, J. A., and Tan, S. G., ÒMotion
and Tether Force Prediction for a Deepwater Tension Leg
Platform,Ó OTC Paper 4437, OTC, Houston, 1983.
6. Det norske Veritas (DnV), Rules for the Design, Construction, and Inspection of Offshore Structures, Appendix B,
Loads, 1977.
7. Eatock-Taylor, R. and Rajagopalan, A., ÒSuperharmonic
Resonance Effects in Drag Dominated Structures,Ó Integrity
of Offshore Structures, Faulker, Cowling and Frieze, editor,
Glasgow 1981, p. 85, Applied Science Publishers, London.
8. Faltinsen, O. M. and A. E. Loken, ÒSlow drift oscillations of a ship in irregular waves,Ó Appl. Ocean Res., Vol. 1,
1979.
9. Faltinsen, O. M., and Michelsen, F., ÒMotions of Large
Structures in Waves and Zero Froude Number,Ó Proc. Government Symposium Dynamics of Marine Vehicles and Structures in Waves, London, 1974.
10. Frank, W., ÒOscillation of Cylinders in or Below the Free
Surface of Deep Fluids,Ó NSRDC Report #2375, October,
1967.
11. GrifÞn, O., ÒOTEC Cold Water Pipe Design for Problems Caused by Vortex-Induced Oscillations,Ó Ocean Engineering, 1981, Vol. 8, No. 2, pp. 129-209.
12. Hoerner, S. F., Fluid Dynamic Drag, published by the
author, 1965.
13. Ippen, A. T., Editor, Estuary and Coastline Hydrodynamics, McGraw-Hill, Inc., New York, 1966.
14. Kareem, A., ÒDynamic Effects of Wind on Offshore
Structures,Ó Proceedings of the Offshore Technology Conference, Houston, Texas, May 1980.
15. MacCamy, R. C. and Fuchs, R. A., Wave Forces on Piles:
A Diffraction Theory, TM 69, Corps of Engineers, Beach Erosion Board, 1954.
16. Macha and Reid, ÒSemisubmersible Wind Loads and
Wind Effects,Ó Paper presented at the Annual Meeting of the
Society of Naval Architects and Marine Engineers, New York,
N.Y., November 7-10, 1984.
17. Mei, C. C., The Applied Dynamics of Ocean Surface
Waves, John Wiley and Sons, New York, 1983.
18. Meyers, Holm, and McAllister, Handbook of Ocean and
Underwater Engineering, McGraw-Hill, 1969.
19. Molin, B., ÒComputation of Drift Forces,Ó Paper No.
3627, OTC, Houston, 1979.
20. Morison, J. R., et al., ÒThe Forces Exerted by Surface
Waves on Piles,Ó Journal of Petroleum Technology, 1950.
1. Bretschneider, C. L. (1959), Wave Variability and Wave
Spectra for Wind Generated Waves, Beach Erosion Board, T.
M. No. 118.
2. Chappelear, J. E., ÒDirect Numerical Calculation of
Wave Properties,Ó Journal of Geophysical Research, Vol. 66,
1961.
3. Dean, R. G., Evaluation and Development of Water Wave
Theories for Engineering Application, Vol. I & II, U. S. Army
Corps of Engineers, Coastal Research Center, 1974.
4. Hasselmann, K., Barnett, T. P., Bouws, E., Carlson, H.,
Cartwright, D. E., Enke, K., Ewing, J. A., Gienapp, H.,
Kruseman, P., Meerburg, A., Muller, P., Olbers, D. J., Richter,
K., Sell, W., and Walden, H., ÒMeasurements of Wind-Wave
Growth and Swell Decay During the Joint North Sea Wave
Project,Ó Deutche HydrograÞca Zeitung, Supplement A, 8,
No. 12, 1973.
5. Kareem, ÒDynamic Effects of Wind on Tension Leg Platforms,Ó OTC Paper No. 4229, 1982.
6. Lambrakos, K. F., and Brannon, H. R., Wave Force Calculations for Stokes and Non-Stokes Waves, OTC Preprints
No. 2039, 1974.
7. Pierson, W. J., Jr., and Moskowitz, L. (1964), ÒA Proposed Spectral Form for Fully Developed Wind Seas Based
on The Similarity Theory of S. A. Kitaigorodskii,Ó Journal of
Geophysical Research, Vol. 69.
8. Saunders, Hydrodynamics in Ship Design, Society of
Naval Architects & Marine Engineers, 1965.
9. Simiu, E. and Scanlan, F. H., Wind Effects on Structures,
John Wiley & Sons, New York, 1978.
10. Skjelbreia, Lars, and Hendrickson, James, ÒFifth Order
Gravity Wave Theory,Ó Proceedings of Seventh Conference
on Coastal Engineering, Vol. 1, Chap. 10, 1961.
11. Wiegel, Robert L., Oceanographical Engineering, Prentice-Hall, 1964.
12. Planning, Designing, and Constructing Fixed Offshore
Structures in Ice Environments, API Bulletin 2N.
13. Planning, Designing and Constructing Fixed Offshore
Platforms, API Recommended Practice 2A, 16th Edition.
14. Rules for Building and Classing Mobile Offshore Drilling Units, American Bureau of Shipping, 1980.
15. Rules for the Construction and ClassiÞcation of Mobile
Offshore Units, Det norske Veritas.
16. Rules for The Design, Construction, and Inspection of
Offshore Structures, Det norske Veritas, 1977.
References for Section 6
1. Blevins, R. D., Flow-Induced Vibration, Van Nostrand
Reinhold Co., New York, 1977.
2. Brebbia, C. A. and Walker, S., ÒBoundary Element Techniques in Engineering, Newnes-Butterworths London, 1980.
123
124
API RECOMMENDED PRACTICE 2T
21. Newman, J. H., ÒSecond-order, slowly-varying forces on
vessels in irregular waves,Ó Proc. Int. Symp. on the Dynamics
of Marine Vehicles and Structures in Waves, University College, London, 1974.
22. Newman, J. N., Marine Hydrodynamics, MIT Press,
Cambridge, Massachusetts, 1977.
23. Ogilvie, T. F., ÒFirst and Second Order Forces on a Cylinder Submerged under a Free Surface,Ó Journal of Fluid
Mechanics, Vol. 16, Part 3, pp. 451-472, 1963.
24. Pearcey, H. H., ÒSome Observations on Fundamental
Features of Wave-Induced Viscous Flows Past Cylinders,Ó
Proceedings, IAHR Symposium on Mechanics of WaveInduced Forces on Cylinders, ed. by T. L. Shaw, September
1978.
25. Pinkster, J. A., ÒMean and Low Frequency Wave Drift
Forces on Floating Structures,Ó Ocean Energy, Vol. 6, pp.
593-615, 1979.
26. Pinkster, J. A., ÒLow Frequency Second Order Wave
Exciting Forces on Floating Structures,Ó NSMB, Wageningen,
1980, Publ. No. 650.
27. Sarpkaya, T. and Isaacson, M., Mechanics of Wave
Forces on Offshore Structures, Van Nostrand Rienhold Co.,
New York, 1981.
28. Simiu, E. and Scanlon, R. H., Wind Effects on Structures,
John Wiley and Sons, New York, 1978.
29. Simiu, E. and Leigh, S. D., ÒTurbulent Wind Effects on
Tension Leg Platform Surge,Ó NBS Building Science Series
151, National Bureau of Standards, U.S. Government Printing OfÞce, Washington, March 1983.
30. Standing, R. G. and N. M. C. Dacunha, ÒSlowly-Varying
and Mean Second-Order Wave Forces on Ships and Offshore
Structures,Ó Proceedings, 14th ONR Symposium on Naval
Hydrodynamics, Ann Arbor, Michigan, 1982.
31. Verley, R. L. P. and Moe, G., ÒHydrodynamic Damping
of Offshore Structures in Waves and Currents,Ó Proceedings
of the Offshore Technology Conference, No. 3798, Houston,
May 1980.
32. Wickers, J. E. W. and Huijsmans, R. M. H., ÒOn the Low
Frequency Hydrodynamic Damping Forces Acting on Offshore Moored Vessels,Ó OTC Paper 4813, OTC, Houston,
1984.
33. Young, R. W. and Bai, K. J., Numerical Solution to Free
Surface Flow Problems, 10th Symposium ONR, 1974.
34. Yue, D. K., H. S. Chen, and C. C. Mei, ÒA Hybrid Element Method for Diffraction of Water Waves by ThreeDimensional Bodies,Ó International Journal for Numerical
Methods in Engineering, Vol. 12, pp. 245-266, 1978.
35. Recommended Practice for Planning, Designing and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, 16th Edition.
36. Chakrabarti, S. K. and Cotter, D. C., ÒFirst and Second
Order Interaction of Waves with Large Offshore Structures,Ó
2nd International Symposium on Offshore Mechanics and
Arctic Engineering. ASME, Houston, Feb. 1983.
References for Section 7
1. Bearman, P. W., ÒWind Loads on Structures in Turbulent
Flow,Ó The Modern Design of Wind-Sensitive Structures,
Construction Industry Research and Information Association,
London, U.K., 1971, pp. 42-48.
2. Bedrosian, E. and Rice, S. O. (1971), ÒThe Output Properties of Volterra Systems (Nonlinear Systems with Memory)
Driven by Harmonic and Gaussian Inputs,Ó Proc. of the IEEE,
Vol. 59, No. 12, December.
3. Bendat, J. S., and Piersol, A. G. (1971), Random Data:
Analysis and Measurement Procedures, Wiley-Interscience,
New York.
4. Beynet, P. A., Berman, M. Y., and von Aschwege, J. T.,
ÒMotion, Fatigue, and the Reliability Characteristics of a Vertically Moored Platform,Ó 1978 OTC 3304.
5. Botelho, D. L. R., Finnigan, T. D. and Petrauskas, C.
(1984), ÒModel Test Evaluation of a Frequency Domain Procedure for Extreme Surge Response Prediction of Tension
Leg Platforms,Ó Offshore Technology Conference, OTC
4658.
6. Burns, G. E., ÒCalculating Viscous Drift of a Tension
Leg Platform,Ó Proc. Second International Offshore Mechanics and Arctic Engineering Symposium, ASME, New York,
1983.
7. Caughey, T. K. (1963), ÒEquivalent Linearization Techniques,Ó The Journal of the Acoustical Society of America,
Vol. 1, No. 35, November 11, 1963.
8. Crandall, S. J., and Mark, W. D. (1963), Random Vibration in Mechanical Systems, Academic Press, New York.
9. Crandall, S. H., Khabbaz, G. R. and Manning, J. E.
(1964), ÒRandom Vibration of an Oscillator with Non-linear
Damping,Ó The J. of the Acoustical Society of America, Vol.
36, No. 7, July.
10. Cummins, W. E., ÒThe Impulse Response Function and
Ship Motions,Ó D.T.M.B. Report 1661, Washington, D.C.,
1962.
11. Doob, J. S. (1953), Stochastic Processes, John Wiley and
Sons, New York.
12. Faltinsen, O. I., Van Hoof, R. W., Fylling, I. J., and
Teigen, P. S., ÒTheoretical and Experimental Investigations of
Tension Leg Platform Behavior,Ó BOSS Proceedings, Third
International Conference, Massachusetts Institute of Technology, 1982.
13. Faltinsen, O. M., ÒStructures at Zero Froude Number,Ó
Proceedings of International Symposium on the Dynamics of
Marine Vehicles and Structures in Waves, University College,
London, 1974.
14. Faltinsen, O. M., and Loken, A. E., ÒSlow Drift Oscillations of a Ship in Irregular Seas,Ó Applied Ocean Research,
Vol. 1, No. 1, 1979.
15. Gelb, A., and Vander Velde, W. E., Multiple-Input
Describing Functions and Non-linear System Design,
McGraw-Hill, N.Y., 1968.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
16. Gumbel, E. J., ÒStatistical Theory of Extreme Values and
Some Practical Applications,Ó National Bureau of Standards
Applied Mathematics Series 33, February 1951.
17. Iwan, W. D. (1973), ÒThe Generalization of the Concept
of Equivalent Linearizations,Ó Int. J. of Non-Linear Mechanics, Vol. 8.
18. Jefferys, E. R., and Patel, M. H. (1982), ÒDynamic Analysis Models of Tension Leg Platforms,Ó Journal of Energy
Resources Technology, Vol. 104, September, 1982.
19. Kan, D. K., and Petrauskas, C., ÒHybrid Time Frequency
Domain Fatigue Analysis for Deepwater Platforms,Ó OTC
3965, 1981.
20. Kareem, A., ÒDynamic Effect of Wind on Offshore
Structures,Ó Offshore Technology Conference, No. OTC 3764,
May 1980.
21. Leverette, S. J., Bradley, M. S. and Bliault, A., ÒAn Integrated Approach to Setting Environmental Design Criteria for
Floating Production Facilities,Ó Behavior of Offshore Structures (BOSS) Conference, Cambridge, Mass., August 1982.
22. MacCamy, R. C., and Fuchs, R. A., ÒWave Forces on
Piles: A Diffraction Theory,Ó U.S. Army Corps of Engineers,
Beach Erosion Board, Technical Memo No. 69, Washington,
1954.
23. Moses, F., ÒUtilizing a Reliability-Based API Recommended Practice 2A FormatÓ API PRAC project 82-22, Final
Report November, 1983.
24. Newman, J. N. (1977), Marine Hydrodynamics, The
MIT Press, Cambridge, Mass.
25. Newman, J. N., ÒSecond Order Slowly Varying Forces
on Vessels in Irregular Waves,Ó International Symposium on
the Dynamics of Marine Vehicles and Structures in Waves,
University College of London, April 1974.
26. Ochi, M. K., ÒOn Prediction of Extreme Values,Ó Journal
of Ship Research, March 1973.
27. Ogilvie, T. F., and Tuck, E. O., ÒA Rational Strip Theory
of Ship Motions,Ó Part I, University of Michigan, Department
of Naval Architecture and Marine Engineering, Report No.
013, March 1969.
28. Papoulis, A. (1965), Probability, Random Variables and
Stochastic Processes, McGraw Hill, New York.
29. Paulling, J. R., ÒTime Domain Simulation of Semi-Submersible Platform Motion with Application to the Tension
Leg Platform,Ó SNAME Spring Meeting, May 25-27, 1977.
30. Paulling, J. R., and Horton, E. E., ÒAnalysis of the Tension Leg Platform,Ó Society of Petroleum Engineers Journal,
Sept., 1971, pp. 285-294.
31. Pinkster, J. A., ÒLow Frequency Second Order Wave
Exciting Forces on Floating Structures,Ó Dissertation, Delft
University, October 1980.
32. Price, W. G., and Bishop, R. E. D., Probabilistic Theory
of Ship Dynamics, John Wiley and Sons, N.Y., 1974.
33. Salvesen, N., Tuck, E. O. and Faltinsen, O., ÒShip
Motions and Sea Loads,Ó Transactions SNAME, Vol. 78,
1970, pp. 250-287.
125
34. Salvesen, N., vonKerczek, C. H., Yue, D. K. and Stern, J.
(1982), ÒComputation of Nonlinear Surge Motions of Tension Leg Platforms,Ó 14th Offshore Technology Conference,
No. OTC 4394.
35. Simiu, E., and Leigh, S. D., ÒTurbulent Wind Effects on
Tension Leg Platform Surge,Ó NBS Building Science Series
151, National Bureau of Standards, U.S. Government Printing OfÞce, Washington, March 1983.
36. Spanos, P-T. D., and Iwan, W. D. (1978), ÒOn the Existence and Uniqueness of Solutions Generated by Equivalent
Linearization,Ó Int. J. of Non-Linear Mechanics, Vol. 13.
37. Thomson, W. T. (1965), Vibration Theory and Applications, Prentice-Hall, Englewood Cliffs, New Jersey.
38. Tickell, R. G. (1977), ÒContinuous Random Wave Loading on Structural Members,Ó The Structural Engineer, Vol.
55, No. 5.
39. Tucker, M. J., Challenor, P. G., and Carter, P. S. T.,
ÒNumerical Simulation of A Random Sea: A Common Error
and Its Effect on Wave Group Statistics,Ó Applied Ocean
Research, Vol. 6, No. 2, 1984.
40. Van Oortmerssen, G., ÒThe Motions of a Moored Ship in
Waves,Ó N.S.M.B. Publication No. 510, 1976.
41. Weibull, Waloddi, ÒA Statistical Distribution Function of
Wide Applicability,Ó Journal of Applied Mechanics, September 1951.
42. Wirsching, P. H., ÒProbability Based Fatigue Design Criteria for Offshore Structures,Ó API Ñ PRAC Project #81-15,
January 1983.
43. Yosida, K., Ozaki, M., and Oka, N. (1984), ÒStructural
Response Analysis of Tension Leg Platforms,Ó Journal of
Energy Resources Technology, Vol. 106, March.
44. Yue, D. K., Chen, H. S., and Mei, C. C., ÒThree Dimensional Calculations of Wave Forces by a Hybrid Element
Method,Ó Proceedings of 11th Symposium of Naval Hydrodynamics, OfÞce of Naval Research, 1976.
45. Recommended Practice for Planning, Designing and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, 16th Edition.
References for Section 8
1. AISC, SpeciÞcation for the Design, Fabrication and
Erection of Structural Steel for Buildings, American Institute
of Steel Construction, Latest edition.
2. Recommended Practice for Planning, Designing, and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, Latest edition.
3. Bulletin on Stability Design of Cylindrical Shells, API
Bulletin 2U, Latest edition.
4. Bulletin on Design of Flat Plate Structures, API Bulletin
2V, Latest edition.
5. NACE Standard RP-01-76, 1983 Revision, ÒCorrosion
Control of Steel, Fixed Offshore Platforms Associated with
126
API RECOMMENDED PRACTICE 2T
Petroleum Production,Ó National Association of Corrosion
Engineers, Houston, Texas, 1983.
6. SSC 266, ÒReview of Ship Structural Details,Ó Ship
Structure Committee, 1977.
7. SSC 272, ÒIn-Service Performance of Structural
Details,Ó Ship Structure Committee, 1978.
8. SSC 294, ÒFurther Survey of In-Service Performance of
Structural Details,Ó Ship Structure Committee, 1980.
9. Kinra, R. K., and Marshall, P. W.; ÒFatigue Analysis of
the Cognac Platform;Ó Proceedings of the 11th Offshore
Technology Conference; 1979; Paper No. OTC 3378, pp. 169187.
10. Maddox, N. R.; ÒFatigue Analysis for Deepwater FixedBottom Platforms;Ó Proceedings of the 6th Offshore Technology Conference; 1974; Paper No. OTC 2051, pp. 191-203.
11. Maddox, N. R.; ÒA Deterministic Fatigue Analysis for
Offshore Platforms;Ó Journal of Petroleum Technology; July,
1975; pp. 901-912.
12. Maddox, N. R., and Wildenstein, A. W.; ÒA Spectral
Fatigue Analysis for Offshore Structures;Ó Proceedings of the
Offshore Technology Conference; 1975; Paper No. OTC
2261, pp. 185-198.
13. Marshall, P. W.; ÒDynamic and Fatigue Analysis Using
Directional Spectra;Ó Proceedings of the 8th Offshore Technology Conference; 1976; Paper No. OTC 2537, pp. 143-157.
14. Marshall, P. W., and Luyties, W. H.; ÒAllowable Stresses
for Fatigue Design;Ó Proceedings of the Third International
BOSS Conference; Boston; 1982.
15. Vugts, J. H., and Kinra, R. K.; ÒProbabilistic Fatigue
Analysis of Fixed Offshore Structures;Ó Proceedings of the
8th Offshore Technology Conference; 1976; Paper No. OTC
2608, pp. 889-906.
References for Section 9
1. Brekke, J. N., and Gardner, T. N., ÒAnalysis of Brief Tension Loss in TLP Tethers,Ó Presented at Offshore Mechanics
and Arctic Engineering Conference, Tokyo, Japan, April,
1986.
2. Buchalet, C. C., and Bamford, W. H., ÒStress Intensity
Factor Solutions for Continuous Surface Flaws in Reactor
Pressure Vessels,Ó Mechanics of Crack Growth, ASTM STP
590, 1976, pp. 385-402.
3. Burnside, O. H., Hudak, S. J., Oelkers, E., Chan, K., and
Dexter, R. J., ÒLong Term Corrosion Fatigue of Welded
Marine Steels,Ó Southwest Research Institute, March, 1984.
4. de Boom, W. C., Pinkster, J. A., and Tan, S. G., ÒMotion
and Tether Force Prediction for a Deepwater Tension Leg
Platform,Ó Paper 4487, Offshore Technology Conference,
1983.
5. Denise, J. P. F., and Heaf, N. J., ÒA Comparison Between
Linear and Non-Linear Response of a Proposed Tension Leg
Production Platform,Ó Proceedings, Offshore Technology
Conference, 1979.
6. GrifÞn, O. M., ÒOTEC Cold Water Pipe Design for Problems Caused by Vortex-Excited Oscillations,Ó Ocean Engineering, Vol. 8, 1981, pp. 119-209.
7. Halkyard, J. E., and Liu, Shin-Lin, ÒCoupled vs. Uncoupled Analysis for the Determination of TLP Tendon Loads,Ó
Proceedings, Oceans Õ83, Marine Technology Society Annual
Meeting, San Francisco, California, 1983.
8. Halkyard, J. E., ÒDamage Tolerance and Inspection Criteria for Tension Leg Platform Tendons,Ó Energy-Sources
Technology Conference & Exhibition, ASME, New Orleans,
February, 1986.
9. Hammouda, M. M., Smith, R. A. and Miller, K. J., ÒElastic-Plastic Fracture Mechanics for Initiation and Propagation
of Notch Fatigue Cracks,Ó Fatigue of Engineering Materials
and Structures, Vol. 2, pp. 139-154, 1979.
10. Isaacson, M., and Maull, D. J., ÒTransverse Forces on
Vertical Cylinders in Waves,Ó Journal of Waterways, Harbors
and Coastal Engineering, ASCE, Vol. 102, No. ww1, February 1976, pp. 49-60.
11. King, R., ÒA Review of Vortex Shedding Research and
Its Application,Ó Ocean Engineering, Vol. 4, 1977, pp. 141171.
12. Larsen, C. M., White, C. N., Fylling, I. J., and Nordsve,
N. T., ÒNon-linear Static and Dynamic Behavior of Tension
Leg Platform Tethers,Ó Proceedings of the Third International
Offshore Mechanics and Arctic Engineering Symposium, Vol.
I, pp. 41-50, 1984.
13. Salama, M. M., and Tetlow, J. H., ÒSelection and Evaluation of High Strength Steel for Hutton TLP Tension Leg Elements,Ó OTC 4449, 1983.
14. Sarpkaya, T., ÒVortex-Induced Oscillations, A Selective
Review,Ó Trans. ASME, J. Applied Mechanics, Vol. 46, 1979,
pp. 241-258.
15. Shah, R. C., ÒStress Intensity Factors for Through and
Part Through Cracks Originating at Fastener Holes,Ó Mechanics of Crack Growth, ASTM STP 590, ASTM 1976, pp. 429459.
16. Stahl, B., and Geyer, J. F., ÒFatigue Reliability of Parallel
Member Systems,Ó Journal of Structural Engineering, Vol.
110, No. 10, October 1984.
17. Stahl, B., and Geyer, J. F., ÒUltimate Strength Reliability
of Tension Leg Platform Systems,Ó 17th Annual OTC, 1984.
18. Wirsching, P. H., ÒA SimpliÞed Approach to Establishing
a Target Damage Level for Fatigue in a Tendon Component,Ó
Technical Report No. 11 to American Bureau of Shipping,
February 1984.
19. Wirsching, P. H., and Chen, Y. N., ÒFatigue Design Criteria for TLP Tendons,Ó Submitted for publication in Journal of
Structural Engineering, ASCE, August, 1986.
20. ÒCriteria of the ASME Boiler and Pressure Vessel Code
for Design by Analysis,Ó Sections VIII, Division 2.
21. Det Norske Veritas (DnV), Rules for the Design, Construction and Inspection of Offshore Structures, 1977
(Reprint 1981), Appendix C, ÒSteel Structures.Ó
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
22. Recommended Practice for Planning, Designing and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, 16th Edition.
23. Design, Rating, and Testing of Marine Riser Couplings,
API Recommended Practice 2R, May 1984.
References for Section 10
1. Recommended Practice for Planning, Designing and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, 16th Edition.
2. Doyle, E. H. and Pelletier, J. H. (1985), ÒBehavior of a
Large Scale Pile in Silty Clay,Ó XI International Conference
on Soil Mechanics and Foundation Engineering, San Francisco, CA.
References for Section 11
1. Agbezuge, L. K., and Noerager, J. A., ÒDeepwater Riser
Flotation Systems,Ó An article in Ocean Resources Engineering, February 1978.
2. Albers, J., and DeSilva, M. L., ÒInnovative Risers, Speed
Drilling, and High Current Areas off Brazil,Ó Oil & Gas Journal, April 18, 1977.
3. Bednar, J. M., Dickson, W. P., and Dumay, W. H., ÒEffect
of Blow-Out Preventor End Connections on the Pressure
Integrity of a Subsea B.O.P. Stack Under Riser Loads,Ó OTC
Paper 2649, May 1976.
4. Bennett, B. E., and Wilhelm, G. P., ÒAnalysis of Production Riser Systems,Ó OTC Paper 3536, May 1979.
5. Chakrabarti, S. K., and Frampton, R. W., ÒReview of
Riser Analysis Techniques,Ó Applied Ocean Res., Vol. 4, #2,
1982.
6. Childers, M. A., and Martin, E. B., ÒField Operations of
Drilling Marine Risers,Ó J. Petroleum Tech., March 1980.
7. Connolly, J. T., and Wybro, P. G., ÒRiser Analysis Methods Comparison with Measured Field Data,Ó OTC Paper
4735, May 1984.
8. Evans, J. L., Ganser, D. A., and Williams, S. J., ÒDevelopment of an Instrumented Marine Riser Joint,Ó Paper presented at the Energy Technology Conference and Exhibition,
ASME, January 18-22, 1981.
9. Fowler, J. R., and Gardner, T. N., ÒCriterion for Allowable Lower Ball-Joint Angle in Floating Drilling,Ó Trans,
ASME, J. of Energy Resources Tech., Vol. 102, December
1980.
10. Gardner, T. N., and Kotch, M. A., ÒDynamic Analysis of
Risers and Caissons by the Finite Element Method,Ó OTC
Paper 2651, 1976.
11. Goldsmith, R. G., ÒTLP Well Design,Ó Paper presented at
the 55th Fall Technical Conference and Exhibition of SPE,
September 21-24, 1980.
12. Hachemi Safai, V., ÒNon-Linear Dynamic Analysis of
Deepwater Risers,Ó App. Ocean Res., Vol. 5, #4, 1983.
13. Hudspeth, R. T., ÒWave Force Predictions from Nonlinear Random Sea Simulations,Ó OTC Paper 2193, 1975.
127
14. Jones, M. R., ÒProblems Affecting the Design of Drilling
Risers,Ó SPE Paper 5268, SPE London, April 1975.
15. Kozik, T. J., and Noerager, J., ÒRiser Tensioner Force
Variations,Ó OTC Paper 2648, May 1976.
16. Krolikowski, L. P., and Gay, T. A., ÒAn Improved Linearization Technique for Frequency Domain Riser Analysis,Ó
OTC Paper 3777, 1980.
17. Loken, A. E., Torset, O. P., Mathiassen, S., and Arnesen,
T., ÒAspects of Hydrodynamic Loading and Design of Production Risers,Ó OTC Paper 3538, May 1979.
18. Lubinski, A., ÒNecessary Tension in Marine Risers,Ó
Revue de lÕInstitute Francais du Petrole, March 1977.
19. McIver, D. B., ÒValidation of Marine Riser Computer
Programs,Ó ASME Energy Technology Conference and Exhibition, 1983.
20. McIver, D. B., and Lunn, T. S., ÒImprovements to Frequency Domain Riser Programs,Ó OTC Paper 4559, May
1983.
21. Morgan, G. W., and Peret, J. W., ÒApplied Mechanics of
Marine Risers,Ó Petroleum Engineering Publishing Company,
Dallas, Texas, 1976.
22. Nikkel, K. G., Cowan, R., and Labbe, J. R., ÒClearance
Problems of Individual Well Risers and Tension Leg Platforms,Ó ASME Energy Technology Conference and Exhibition, February 1982.
23. Ottesen Hansen, N-E, Jacobson, V., and Lundgren, H.
ÒHydrodynamic Forces on Composite Risers and Individual
Cylinders,Ó OTC Paper 3541, May 1979.
24. Rowe, S. J., Fletcher, R. H., and Headley, C., ÒThe
Model Testing of a Tethered Buoyant Platform and Its Riser
System,Ó SUT Symposium on Models and Their Use as
Design Aids in Offshore Operation, May 1978.
25. Sarpkaya, T., and Isaacson, M. de St. Q., ÒMechanics of
Wave Forces on Offshore Structures,Ó Van Nostrand, New
York, 1981.
26. Sexton, R. M., and Agbezuge, L. K., ÒRandom Wave and
Vessel Motion Effects on Drilling Riser Dynamics,Ó OTC
Paper 2650, May 1976.
27. Shanks, F. E., ÒDrilling High Current Locations Requires
Special Preparation,Ó World, Oil, August 1983.
28. Tucker, T. C., ÒA Mathematical Model for the Nondeterministic Analysis of a Marine Riser,Ó Ph.D. Dissertation, University of Illinois, 1972.
29. Watkins, L. W., ÒOperating Experience with Marine
Riser Buoyancy,Ó ASME Paper 78-PET-56.
30. Woodyard, A. H., ÒRisk Analysis of Well Completion
Systems,Ó Paper presented at the 55th Fall Technical Conference and Exhibition of SPE, September 21-24, 1980.
31. Wybro, P. G., and Davies, K. B., ÒThe Dorada Field Production Risers,Ó OTC Paper 4042, May 1981.
32. Young, R. D., Fowler, J. R., Fisher, E. A., and Luke, R.
R., ÒDynamic Analysis an Aid to the Design of Marine Risers,Ó Trans. ASME, J. of Pressure Vessel Tech., Vol. 100, May
1978.
128
API RECOMMENDED PRACTICE 2T
33. Recommended Practice for Care and Use of Marine
Drilling Risers, API Recommended Practice 2K, January
1982.
34. Recommended Practice for Design and Operation of
Marine Drilling Riser Systems, API Recommended Practice
2Q, April 15, 1984.
Supplementary References for Section 11
35. Azar, J. J., and Soltveit, R. E., ÒA Comprehensive Study
of Marine Drilling Risers,Ó ASME Paper No. 78-PET-61.
36. Bennett, B. E., and Metcalf, M. F., ÒNonlinear Dynamic
Analysis of Coupled Axial and Lateral Motions of Marine
Risers,Ó OTC Paper 2776, May 1977.
37. Bernitsas, M., and Kokkinis, T., ÒBuckling of Risers
Under Tension Due to Internal Pressure: Nonmoveable
Boundaries,Ó Trans. ASME, J. of Energy Resources Tech.,
Vol. 105, September 1983.
38. Botke, J. C., ÒAn Analysis of the Dynamics of Marine
Risers,Ó Delco Electronics Report N. R75-67A, September
1975.
39. Brouwers, J. J. G., ÒResponse and Near Resonance of
Non-Linearly Elastic Systems Subject to Random Excitation
with Applications to Marine Risers,Ó Ocean Engineering, Vol.
9, #3, 1982.
40. Burke, B. G., and Tighe, J. T., ÒA Time Series Model for
Dynamic Behavior of Offshore Structures,Ó OTC Paper 1403,
1971.
41. Burke, B. O., ÒAnalysis of Marine Risers for Deepwater,Ó J. Pet Tech., April 1974.
42. Caldwell, J. B., and Gammage, W. E., ÒA Method for
Analysis of a Prototype Articulated Multi-Line Marine Production Riser System,Ó ASME Petroleum Mechanical Engineering Conference, Paper No. 76-PET-46, Mexico City,
Mexico, September 1976.
43. Castela, A., et al., ÒDeepwater Drilling,Ó Ocean Resource
Engineering, Part IÑApril 1978, Part IIÑJune 1978, and
Part IIIÑAugust 1978.
44. Chung, J. S., ÒMotion Analysis of a Riser Joint,Ó ASME
Paper No. 77-PET-40.
45. Dareing, D. W., ÒNatural Frequencies of Marine Drilling
Risers,Ó SPE Paper 5620, Dallas, Texas, September 1975.
46. ÒDynamic Stress Analysis of the Mohole Riser System,Ó
NESCO (National Engineering Science Company) Report
183-2A, (NSF Report PB175258) January 1965.
47. Egeland, O., and Solly, L. P., ÒSome Approaches to the
Comparison of Riser Analysis Methods Against Full-Scale
Data,Ó OTC Paper 3778, May 1980.
48. Etok, E. U., and Kirk, C. L., ÒRandom Dynamic
Response for the Tethered Buoyant Platform Production
Riser,Ó Applied Ocean Res., Vol. 3, #2, 1981.
49. Fischer, W., and Ludwig, M., ÒDesign of Floating Vessel
Drilling Risers,Ó J. Pet. Tech., March 1966.
50. Gardner, T. N., ÒWhatÕs New in Drilling Riser Technology,Ó Ocean Industry, June 1978.
51. Gnone, E., Signorelli, P., and Guiliano, V., ÒThreeDimensional Static and Dynamic Analysis of Deepwater Sea
Lines and Risers,Ó OTC Paper 2326, 1975.
52. Gosse, C. G., ÒThe Marine RiserÑA Procedure for
Analysis,Ó OTC Paper 1080, May 1969.
53. Graham, R. D., Frost, M. A., and Wilhoit, J. C., ÒAnalysis of the Motion of Deepwater Drill Strings,Ó Parts 1 and 3, J.
of Engineering for Industry, May 1965.
54. Harris, L. M., and Ilfrey, W. T., ÒDrilling 1300' of
WaterÑSanta Barbara Channel, California,Ó OTC Paper
1018, May 1969.
55. Hartnup, G. G., Patel, M. H., and Sarohia, S., ÒHydrodynamic Tests on Marine Risers,Ó OTC Paper 4319, May 1982.
56. Huang, T., and Dareing, D. W., ÒMarine Riser Vibration
Response Determined by Modal Analysis,Ó Petroleum Engineering International, May 1980.
57. Huang, T., Dareing, D. W., and Beran, W. T., ÒBending
of Tubular Bundles Attached to Marine Risers,Ó Trans.
ASME. J. of Energy Resources Tech., Vol. 102, March 1980.
58. Kirk, C. L., Etok, E. U., and Cooper, M. T., ÒDynamic
and Static Analysis of a Marine Riser,Ó App. Ocean Res., Vol.
1, #3, 1979.
59. Kozik, T. J., ÒAn Analysis of a Riser Joint Tensioning
System,Ó OTC Paper 2329, May 1975.
60. Kwan, C. T., Marion, T. L., and Gardner, T. N., ÒStorm
Disconnector of Deepwater Drilling Risers,Ó published by
ASME in Deepwater Mooring and Drilling, OED-Vol. 7,
1979.
61. Maison, J. R., and Lea, J. F., ÒSensitivity Analysis of
Parameters Affecting Riser Performance,Ó OTC Paper 2918,
1977.
62. Morgan, G. W., ÒDynamic Analysis of Deepwater Risers
in Three Dimensions,Ó ASME Paper No. 75-PET-20.
63. National Engineering and Science Company, ÒStructural
Dynamic Analysis of the Riser and Drill String for Project
MoholeÓ, NESCO Report 5234, Parts 1 and 2, January 1966.
64. Natvig, B. J., ÒA Large Angle-Large Displacement Analysis Method for Marine Risers,Ó Paper presented at the
InteMaritec, September, 1980.
65. Nordgren, R. P., ÒOn Computation and Motion of Elastic
Rods,Ó J. Applied Mech., Vol. 41, #31, September, 1974.
66. Ortloff, J. E., and Teers, M. L., ÒThe Development of a
Multi-Line Universal Joint for Subsea Applications,Ó OTC
Paper 2328, May 1975.
67. Rajabi, F., Zedan, M., and Mangiavacchi, A., ÒVortex
Shedding Induced Dynamic Responses of Marine Risers,Ó
Trans. ASME Vol. 106, June 1984.
68. Spanos, P., and Chen, T. W., ÒVibrations of Marine Riser
Systems,Ó Trans. ASME Journal of Energy Resources Technology, Vol. 102, December 1980.
RECOMMENDED PRACTICE FOR PLANNING, DESIGNING, AND CONSTRUCTING TENSION LEG PLATFORMS
69. Sparks, C. P., ÒMechanical Behavior of Marine Risers
Mode of Inßuencing Principal Parameters,Ó Trans. ASME, J.
Energy Resources Tech., Vol. 102, December 1980.
70. Sparks, C. P., ÒThe Inßuence of Tension, Pressure and
Weight on Pipe and Riser Deformations and Stresses,Ó Trans.
ASME, J. of Energy Resources Tech., Vol. 106, March 1984.
71. Sparks, C. P., Cabilic, G. P., and Schawann, J. C., ÒLongitudinal Resonant Behavior of Very Deepwater Risers,Ó
Trans. ASME, J. Energy Resources Tech., Vol. 105, September 1983.
72. St. Denis, M., and Armijo, L., ÒOn the Dynamic Analysis
of the Mohole Riser,Ó Proceedings Ocean Science, Ocean
Engineering Conference, Marine Technological Society
ASIO, 2:1240, 1965.
73. Tidwell, D. R., and Ilfrey, W. T., ÒDevelopments in
Marine Drilling Riser Technology,Ó ASME Paper No. 69PET-14.
129
74. Wardlaw, H. W. R., ÒFundamentals of Marine Riser
Design,Ó Prepared for presentation at Joint Petroleum
Mechanical Engineering and Pressure Vessels and Piping
Conference, ASME Paper No. 76-PET-35, Mexico City,
Mexico, September 1976.
75. Recommended Practice for Planning, Designing and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, 16th Edition.
References for Section 13
1. Recommended Practice for Planning, Designing and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, 16th Edition.
References for Section 14
1. Recommended Practice for Planning, Designing and
Constructing Fixed Offshore Platforms, API Recommended
Practice 2A, 16th Edition.
PC-01200—8/97—8C (
)
Additional copies available from API Publications and Distribution:
(202) 682-8375
Information about API Publications, Programs and Services is
available on the World Wide Web at: http://www.api.org
Order No.: G02T02