PROCESS
DATA SHEET
DESIGN DATA
BRANCHES & INTERNALS
1. Equipment No.: T-1201D/E
No. Of: 2 (TWO)
2. Equipment Name: Phosphoric Acid Tanks
3. Type: Fixed Cone Roof (Vertical Cylindrical)
4. Material Handled: Phosphoric Acid1
Sp. Grt.: 1.72
o
5. Vapor Pressure: negligible
at 40
C
6. Op. / Design Pressure:
Atm. /
As per code
o
7. Op. / Design Temp.:
40 /
65
C
8. Corrosion Allow. :
Nil 2
As per code
9. Design Code: API 650
10. Inside Dia.: 22,000
mm
11. St.Height / Length: 10,500
mm
12.
MATERIALS
13. Shell : IS 20623
Lining:Rubber
Thk:10/5mm5
3
14. Heads: IS 2062
Jacket:
15. Internal:
16. Nozzles: Carbon Steel with Rubber Lining.
17. Supports:
Brackets:
18. Pipes, Internal:SS904L
External:
19. Painting, Internals:
External:
20. Insulation Type & Thk.:NA 2
21. Gaskets: PTFE
22. Others (List):
23.
Remarks:
11FT021/15
1.
2.
3.
4.
5.
32644-11-SE-T1201D/E
PAGE 1 OF 1
R2
STORAGE TANK
Phosphoric acid contains 54% P2O5, 2-4% Sulphuric Acid &
1-2% Gypsum Solids.
Specific gravity varies from 1.63 to 1.7
Mild steel as per IS 2062
Nozzles shall be ASTM A 106 Gr.B
10 mm for bottom & 5 mm for shell/roof
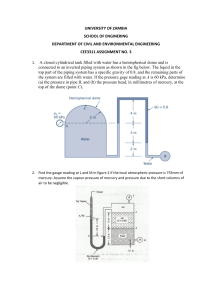
SKETCH
Tag
A1
A2
A3,7
A4
A5,6
B1,2
B3,4
O
S1
L1
L2
D1
V
M1-5
M6-7
Description
Size
Inlet nozzle from sump
80
Inlet nozzle from ship
500
Inlet nozzle for circulation line
100
Inlet nozzle for circulation line
200
Inlet nozzle for circulation line
100
Outlet nozzle
250
Outlet nozzle
250
Overflow nozzle
200
Spare nozzle
150
Level indicator (radar) nozzle
100
Level gauge (float) nozzle
250
Drain nozzle
200
Vent nozzle
200
Roof Manhole
600
600X600
Shell Manhole (Cleanout Door)
INTERNALS & ACCESSORIES
1. Float and scale arrangement for level measurement
2. Deleted 2
No
1
1 2
3
1 2
2
2
2
1
1
1
3 2
1
1
5
2
3. Ship unloading line nozzle A2 shall be provided with dip pipe of 400 NB
size & circulation nozzle A4 shall be provided with dip pipe of 100NB size.
Both the dip pipes shall extend up to centre line of overflow nozzle.
2
Breather Valve
Flame Arrester
Foam Chamber
Nominal Capacity: 3480m3(5900MT)
Actual Capacity: 3064m3 2
2
Comments Incorporated
BV
MR
KVR
01/07/2020
1
Comments Incorporated
BV
MR
KVR
19/06/2020
0
Issued for Comments
GKS
AT
VKS
10/12/2020
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
2
Project: Construction of
Additional
Phosphoric
Acid Storages at Q-10
Berth, WI.
Client: M/s. FACT-CD
PROCESS
DATA SHEET
32644-11-SE-P3202A/B
PAGE 1 OF 1
R2
PUMP
Equipment No.
Equipment Name
No. Of
Type of Equipment
Operating Conditions
Fluid Handled
Analysis
Pumping Temperature, oC
Density &Viscosity at Pumping Temperature
Vapor Pressure at P.T & pH value
Operating Level
Units
Capacity
m3/h
Suction Pressure
kg/cm2G
o
Suction Temperature
C
Discharge Pressure
kg/cm2G
Differential Pressure
kg/cm2
Priming
Net Positive Suction Head
Duty
Drive
Capacity Control
Location
Area
Necessity to start against system pressure
Material of Construction
Casing / Cylinders
Impeller / Pistons
Shaft
Drive Turbine Steam Details
Inlet / Outlet Pressure, kg/cm2G
Inlet / Outlet Temperature, oC
Packing/Mechanical Seal
Flashing Arrangements (From Mfr)
P-3202A/B
Phosphoric Acid Transfer Pumps
1 Working
1 Standby &
Centrifugal
Reciprocating
Phosphoric acid
54% P2O5, 2-4%H2SO4, 1-2% Gypsum solids.
400C
1630 to 1700kg/m3 , 65 cP
Negligible
Min
/
Normal
/
175
0.07
/
0.07
40
/
40
2
/
4.0
/
3.93
MLC Available:6.511
Continuous /
Electric Motor
Local /
Indoor /
Hazardous /
Yes
0 Warehouse Standby
……….
/
/
/
/
/
/
Maximum
175
40
4.0
3.93
MLC Required (From Mfr.) …….
Intermittent
Turbine Using ………..
………………….
2
Remote /
Auto
Outdoor
Non Hazardous
No
CD4MCu
CD4MCu
CD4MCu
Normal
Minimum
Maximum
/
/
/
/
/
/
Mechanical Seal 2
Self Flushing
As per API Plan No. ……………………
Using …………………… at …… kg/cm2G & …..oC
11FT028/15
Minimum Flow Requirements, m3/h (From Mfr.)
Shut-off Head (From Mfr.)
Remarks:
1. NPSH indicated is minimum considering Tank Pad Elevation as 1m,LLLL as 1.1m& Pump suction nozzle CL elevation as
0.8 m.
2
Issued for Comments
BV
MR
KVR
01.07.2020
0
Issue for Comments
BV
MR
KVR
08.06.2020
1
Rev
Issued for Comments
Details
BV
By
MR
Chkd.
KVR
19.06.2020
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Project: Construction of
Additional
Phosphoric
Acid Storage Tanks at
Q-10 Berth, WI
Client: M/s. FACT-CD
PROCESS
DATA SHEET
32644-11-SN-L001
PAGE 1 OF 1
R1
LEVEL INSTRUMENTS
Sl. No.
1
Tag No.
LI-101/2
P&ID No.
32644-11-PD-001
Service / Location
Storage Tank, T-1201D/E
Type
Radar
L (Note:2)& P
Mounting (L/P)
Fluid
Phosphoric Acid (54% Conc.)
Min. & Max. Level, mm
1,100 & 9,160
Pressure, kg/cm2G
Atmospheric
Temperature, oC
Ambient
Density, kg/m3
1630 - 1700
Range, mm
0 – 10,500
Material Of Construction
Nozzle Size & Spec.
1
SS
1
100 NB & ASTM A 106 Gr.B with Rubber Lining
Remarks
11FT005/15
Notes:
1. Level Instrument shall Indicate, Transmit & Alarm.
2. Local indication shall be available at the ground level.
1
Issued for Comments
BV
MR
KVR
01/07/2020
0
Issued for Comments
BV
MR
KVR
08/06/2020
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Project: Construction of
Additional Phosphoric Acid
Storage Tanks at Q-10
Berth, WI.
Client: M/s. FACT – CD
PROCESS
DATA SHEET
32644-11-SE-P3203
PAGE 1 OF 1
R1
PUMP
Equipment No.
Equipment Name
P-3203A/B
1
Phosphoric Acid Sump Pump
1 1 Standby &
1 Working
No. Of
Type of Equipment
Operating Conditions
Fluid Handled
Analysis
Pumping Temperature, oC
Phosphoric acid
54% P2O5, 2-4%H2SO4, 1-2% Gypsum solids.
400C
Density &Viscosity at Pumping Temperature
Vapor Pressure at P.T & pH value
Operating Level
Units
Capacity
m3/h
Suction Pressure
kg/cm2G
o
Suction Temperature
C
1630 to 1700 kg/m3 , 65 cP
Negligible
Min
/
/
0.034
/
40
/
Discharge Pressure
Differential Pressure
Priming
Net Positive Suction Head
Duty
Drive
Centrifugal
Reciprocating
2
kg/cm G
kg/cm2
Normal
25
40
/
/
MLC Available:6.281
Continuous /
Electric Motor
Capacity Control
Location
Area
Necessity to start against system pressure
Material of Construction
Casing / Cylinders
0 Warehouse Standby
……….
4.4
/
/
/
/
Maximum
25
/
/
4.4
4.36
40
MLC Required (From Mfr.) …….
Intermittent
Turbine Using ………..
………………….
Local /
Indoor /
Hazardous /
Yes
Remote /
Outdoor
Non Hazardous
No
Auto
CD4MCu
CD4MCu
Impeller / Pistons
Shaft
Drive Turbine Steam Details
Inlet / Outlet Pressure, kg/cm2G
Inlet / Outlet Temperature, oC
Packing/Mechanical Seal
CD4MCu
Normal
/
/
Mechanical Seal
Flashing Arrangements (From Mfr)
Minimum
/
/
Maximum
/
/
Self Flushing
As per API Plan No. ……………………
Using …………………… at …… kg/cm2G & …..oC
11FT028/15
Minimum Flow Requirements, m3/h (From Mfr.)
Shut-off Head (From Mfr.)
Remarks:
1. NPSH indicated considering minimum submergence level as 200 mm
1
Issue for Comments
BV
MR
KVR
01/07/2020
0
Issue for Comments
BV
MR
KVR
19/06/2020
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Project: Construction of
Additional
Phosphoric
Acid Storage Tanks at
Q-10 Berth, WI.
Client: M/s. FACT-CD
PROCESS
DATA SHEET
32644-11-SN-L002
PAGE 1 OF 1
R1
LEVEL INSTRUMENTS
1Si. No.
1
Tag No.
LS-103
P&ID No.
32644-11-PD-001
Service / Location
Phosphoric Acid/Sump Pit (S-1201)
Type
Float type
Mounting (L/P)
P
Fluid
Phosphoric Acid (54% Conc.)
1
Minimum Level, mm
NA
Pressure, kg/cm2G
Atmospheric
Temperature, oC
Ambient
Density, kg/m3
1630 – 1700
350 mm1 from bottom
Set point
PVC/Equivalent
Material Of Construction
1
Remarks
Notes:
1. Set point indicated is assuming pump minimum submergence level as 200 mm 1
11FT005/15
Project: Construction of
1
Issued for Comments
BV
MR
KVR
01/07/2020
0
Issued for Comments
BV
MR
KVR
15/06/2020
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Additional
Phosphoric
Acid Storage Tanks at Q10 Berth, WI.
Client: M/s. FACT – CD
PROCESS
DATA SHEET
32644-11-SN-P001
PAGE 1 OF 1
R1
PRESSURE INSTRUMENTS
Sl.
No.
Tag No.
P&ID No.
Service/Location
1.
2.
3.
4.
5.
PG-101
PG-102
PG-103
PG-104
PG-105
32644-11-PD-001
32644-11-PD-001
32644-11-PD-001
32644-11-PD-001
32644-11-PD-002
Liquid/200-PA-013A-1G10-NI
Liquid/200-PA-014A-1G10-NI
Liquid/80-PA-018C-1G10-NI
Liquid/80-PA-018D-1G10-NI
Liquid/80-WR-038-1G10-NI
Type
Mounting
(L/P)
Pressure
kg/cm2G
Operating
Temperature
o
C
Range
kg/cm2G
Nozzle/Line
Size & Spec.
Diaphragm
Diaphragm
Diaphragm
Diaphragm
Diaphragm
L
L
L
L
L
4.0
4.0
4.4
4.4
1
40
40
40
40
40
0 - 10
0 - 10
0-10
0-10
0-5
50 NB & 1G10
50 NB & 1G10
50NB & 1G10
50NB & 1G10
50NB & 1G10
11FT003/15
Remarks:
1. For Sl No.1 to 4, Liquid is 54% Phosphoric acid.
2. For Sl No:5 Liquid is water.
1
Issued for comments
BV
MR
KVR
01/07/2020
0
First Issue
BV
MR
KVR
30/06/2020
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Remarks
Project: Construction of
Additional
Phosphoric
Acid Storage Tanks at
Q-10 Berth, WI
Client: M/s. FACT-CD
PROCESS
DATA SHEET
Corrosion
Allowance
1.5 mm
32644-11-SP-001
PAGE 1 OF 1
R0
PIPING SPECIFICATION
Stream / Fluid
Phosphoric Acid 54%
Design
Pressure, kg/cm2(G)
Design
Temperature, OC
Nominal Pipe Size, NB
Piping Class
10.0
Rating
55
150#
50
80
100
150
200
250
300
Wall thickness
Pipe
Sch.40
Sch.40
Sch.40
Sch.40
Sch.20
Sch.20
Sch.20
mm/Schedule/Class
Fittings
Sch.40
Sch.40
Sch.40
Sch.40
Sch.20
Sch.20
Sch.20
Part
Standard
Specification
Pipe
ANSI B 36.10
API 5L Gr.B SMLS for 50 NB to 200 NB, ERW for 250 NB & above.
ANSI B16. 9
ASTM A 234 WPB 50 NB to 200 NB, 3 weld mitre for 250NB & above.
Tee
ANSI B16. 9
ASTM A 234 WPB 50 NB to 200 NB. Fabricated for 250NB & above.
Reducer
ANSI B16. 9
ASTM A 234 WPB 50 NB to 200 NB. Fabricated for 250NB & above.
ANSI B 16.5
ASTM A 105, FF. Lined with 4mm thk Butyl rubber.
ANSI B 16.5
ASTM A 105, FF, 50 NB AND ABOVE
IS 1364/4218
STUD BOLT & HEX. NUTS, ASTM A 193 Gr B7/ A 194 Gr.2H
ANSI B 16.21
EPDM, FF, 5 mm thk
Elbow
R=1.5D
1G1O
Cap
Saddle
Blind
Flange
SW
Slip-on
Bolts&Nuts
Gasket
Gate Valve
Check Valve
SW
FLGD
SW
FLGD
Ball Valve
FLGD
BS 5351
Short pattern, Reduced bore, FF, Body & ball- A 351 Gr.CN7M
Diaphragm
Valve
FLGD
BS 5156
Weir type, FF, Body-IS 210 Gr. FG 200, Lining &Diaphragm-Butyl rubber (Tag No: DV 110)
Remarks:
1. All pipes and fittings shall have flanged ends.
2. Maximum length of flanged pipe shall be 5500mm.
3. Internal surface and face of flange of each section shall be lined with 5 mm thk. Natural rubber.
4. Rubber lining and testing shall conform to IS 4682 (Part 1)
0
For Comments
Rev
Details
BV
MR
Process
By
Piping
Process
KVR
Piping
Chkd.
Process
19/06/2020
Piping
Apprd.
FACT ENGINEERING AND DESIGN ORGANISATION
Date
Project: Construction of
Additional Phosphoric
Acid Storages at Q-10
Berth, WI.
Client: M/s. FACT-CD
PROCESS
DATA SHEET
32644-11-PC-001
PAGE 1 OF 2
R0
PIPING MATERIAL CLASSIFICATION
Designation used for Piping material classification will consists of a four letter code “RBMS” as detailed below:
R
B
M
S
Code for Rating
(See table 1 below)
Code for Base Material
(See table 2 below)
Code forMaterial Standards
(See table 2 below)
Code forSpecial Requirements
(See table 1 below)
Table1
Code for Rating
Code for Special requirements
Code “R”
Rating
Code “S”
0
125 #
O
No. special requirements
1
150 #
S
Seamless
3
300 #
J
Jacketed
6
600 #
B
IBR
T
Tubing
--
--
--
--
X
Special service (Brick Lining)
X
Unclassified (Duct)
Special requirements
Table 2
Code for Base Material
Code “B”
A
B
C
Code for Material Standards
Base Material
Carbon Steel
Low Alloy Steel
Stainless steel
Code “B”
Material Standards
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
ASTM A106 GR.B
ASTM A53 GR.B
ASTM A333 GR.1
IS 226
IS 1239
IS 2002
ASTM A516 GR.70
ATSM A204 GR.B
ASTM A387 GR.2
ASTM A335 GR.P11
ASTM A335 GR.P22
ASTM A312 TP304
ASTM A312 TP304L
ASTM A312 TP316
ASTM A312 TP316L
ASTM A312 TP321
ASTM A312 TP321H
ASTM A240 TP304
11FT038//15
Project: Construction of
Additional Phosphoric
Acid Storage Tanks at Q10 Berth, WI
0
Issued For Comments
BV
MR
KVR
19/06/2019
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Client: M/S. FACT – CD
PROCESS
DATA SHEET
D
Cast iron
1
CHROMIUM C. I.
E
Galvanised iron
1
IS 1239 GALV.
1
2
3
4
5
6
1
2
3
4
5
6
HDPE
PVC
FRP
F
32644-11-PC-001
PAGE 2 OF 2
R0
PIPING MATERIAL CLASSIFICATION
Plastics
RUBBER
PTFE
GLASS
LEAD
G
Lined (Base Material A1O)
H
Non-ferrous metals
1
COPPER
I
Graphite
1
IMPERVIOUS GRAPHITE
J
Glass
1
BOROSILICATE GLASS
Remarks
11FT038//15
Project: Construction of
Additional Phosphoric
Acid Storage Tanks at Q10 Berth, WI
0
Issued For Comments
BV
MR
KVR
19/06/2019
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Client: M/S. FACT – CD
PROCESS
DATA SHEET
32644-11-SE-P3204
PAGE 1 OF 1
R0
PUMP
Equipment No.
Equipment Name
P3204
Rain Water Pit Pump
No. Of
Type of Equipment
Operating Conditions
Fluid Handled
Analysis
Pumping Temperature, oC
1 Working
Centrifugal
0 Warehouse Standby
……….
Water
Water
400C
Density &Viscosity at Pumping Temperature
Vapor Pressure at P.T & pH value
Operating Level
Units
Capacity
m3/h
Suction Pressure
kg/cm2G
o
Suction Temperature
C
Discharge Pressure
Differential Pressure
Priming
Net Positive Suction Head
Duty
Drive
0Standby &
Reciprocating
1000 Kg/m3
0.074Kg/cm2
Min
-0.308
40
2
kg/cm G
kg/cm2
MLC Available:6.50
Continuous /
Electric Motor
Capacity Control
Location
Area
Necessity to start against system pressure
Material of Construction
Casing / Cylinders
Local /
Indoor /
Hazardous /
Yes
/
/
/
/
Normal
25
/
/
1
40
/
/
/
/
Maximum
25
/
/
1
1.308
40
MLC Required (From Mfr.) …….
Intermittent
Turbine Using ………..
………………….
Remote /
Outdoor
Non Hazardous
No
Auto
CD4MCu
CD4MCu
Impeller / Pistons
Shaft
Drive Turbine Steam Details
Inlet / Outlet Pressure, kg/cm2G
Inlet / Outlet Temperature, oC
Packing/Mechanical Seal
CD4MCu
Normal
/
/
Minimum
/
/
Maximum
/
/
Packing
Flashing Arrangements (From Mfr)
Self Flushing
As per API Plan No. ……………………
Using …………………… at …… kg/cm2G & …..oC
Minimum Flow Requirements, m3/h (From Mfr.)
Shut-off Head (From Mfr.)
Remarks:
1. Maximum elevation for discharge head is assumed as 5 meters.
11FT028/15
Project: : Construction of
Additional
Phosphoric
Acid Storage Tanks at Q10 Berth, WI.
0
Issue for Comments
BV
MR
KVR
30/06/2020
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Client: M/s. FACT-CD
PROCESS
DATA SHEET
32644-11-SN-L003
PAGE 1 OF 1
R0
LEVEL INSTRUMENTS
Si. No.
1
Tag No.
LS-104
P&ID No.
32644-11-PD-002
Service / Location
Rain Water Sump Pit (S-1202)
Type
Float type
Mounting (L/P)
P
Fluid
Water
Minimum Level, mm
NA
Pressure, kg/cm2G
Atmospheric
Temperature, oC
Ambient
Density, kg/m3
1000
350 mm1 from bottom
Set point
PVC Equivalent
Material Of Construction
Remarks
Notes:
1. Set point indicated is assuming pump minimum submergence level as 200 mm.
Project: : Construction of
11FT005/15
Additional
Phosphoric
Acid Storage Tanks at Q10 Berth, WI.
0
Issued for Comments
BV
MR
KVR
01/07/2020
Rev
Details
By
Chkd.
Apprd.
Date
FACT ENGINEERING AND DESIGN ORGANISATION
Client: M/s. FACT – CD
TECHNICAL
PROCUREMENT
SPECIFICATION
S.No.
1
PAGE
Description
Doc. No.
32644-02-PS-001 SW
32644-02-PS-001AT
ATTACHMENTS
1
OF
1
R4
Rev. No. with Issue
No. of
pages
1
2
3
4
5
6
2
A
0
0
0
0
0
Scope of Work - Storage Tanks
2
32644-01-PS-001 SW
Scope of Work - Pumps
2
-
0
0
0
0
0
3
32644-02-PS-001 SPL
Special Requirement of the Project - Storage Tanks
5
A
0
0
1
1
1
4
32644-01-PS-001 SPL
Special Requirement of the Project - Pumps
5
-
0
0
0
0
1
5
32644-02-PS-001 VDR
Vendor Data Requirements - Storage Tanks
1
A
0
0
0
0
0
6
32644-01-PS-001 VDR
Vendor Data Requirements - Pumps
1
A
0
0
0
0
0
7
32644-01-PS-001 INS
Scope of Inspection and Tests - Pumps
1
A
0
0
0
0
0
8
32644-02-PS-001 VDI
Vendor Data Index
1
A
0
0
0
0
0
9
32644-02-PS-001 SPR
Spares - Storage Tanks
1
A
0
0
0
0
0
10
32644-01-PS-001 SPR
Spares - Pumps
1
A
0
0
0
0
1
11
32644-01-PS-001 LD
Equipment Lubrication data sheet
1
A
0
0
0
0
0
12
32644-01-PS-001 SV
Sub Vendor List
1
A
0
0
0
0
0
DATA SHEET & DRAWINGS
13
32644-01-DA-001
Data Sheet Phosphoric Acid Transfer Pumps
3
-
0
0
1
1
2
14
32644-01-DA-002
Data Sheet Phosphoric Acid Sump Pumps
5
-
A
A
0
0
1
15
32644-01-DA-003
Data Sheet Rain Water Pit Pump
3
Dwg. for Phosphoric Acid Storage Tank
32644-02-DG-10618
(T-1201 D / E)
ENGINEERING SPECIFICATIONS
16
0
1
A
0
1
2
2
3
17
02 ES 001 / 2010
Vendor Data Submission Procedure
4
-
-
-
-
-
-
18
02 ES 032 / 2010
Storage Tank
11
-
-
-
-
-
-
19
02 ES 023 / 2010
Painting
13
-
-
-
-
-
-
20
02 ES 030 / 2010
Rubber Lining
9
-
-
-
-
-
-
21
02 ES 041 / 2010
Anchor Bolt
2
-
-
-
-
-
-
22
01ES 010 / 94
Centrifugal Pump for General Purpose
7
-
-
-
-
-
-
23
01ES067 / 19
Centrifugal Pump for Heavy Duty Service
5
-
-
-
-
-
-
02 DS 002 / 2010
Anchor Bolt
3
-
-
-
-
-
-
DESIGN STANDARDS
24
25
02 DS 006 / 2010
Earthing Boss
1
-
-
-
-
-
-
26
02 DS 020 / 2010
Name Plate
3
-
-
-
-
-
-
27
02 DS 022 / 2010
Platforms
1
0
0
0
0
0
0
28
02 DS 027 / 2010
Spiral Stairway
2
0
0
0
0
0
0
29
02 DS 029 / 2010
Storage Tanks Accessories
5
-
-
-
-
-
-
30
02 DS 007 / 2010
Float Level Indicator
2
1
1
1
1
1
1
32644-02-PS-001 SIW
Schedule of Items of Work - Mechanical
1
A
0
1
1
2
3
32644-02-PS-001 RN
Rate of Addition/Deletion of Nozzles
1
A
0
0
1
1
1
PRICE BID
31
32
Note : 1. The receipt of all attachments shall be checked and asertained.
2. All attachments of this TPS shall be retained since only revised sheets, if any, shall be issued.
4
06.07.20
Revised as marked
GPG
SK
AAN
3
24.06.20
Revised as marked
GPG
SK
AAN
2
22.06.20
Revised as marked
GPG
SK
AAN
1
17.06.20
Revised as marked
GPG
SK
AAN
0
10.06.20
Tank capacity revised
GPG
SK
AAN
A
05.05.20
For Review
GPG
SK
AAN
REV.NO.
DATE
DESCRIPTION
PREPD
CHKD
APPRD
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
ITEM:
32644-02-PS-001 SW
SCOPE OF WORK
STORAGE TANK
PAGE 1 OF 2
PHOSPHORIC ACID STORAGE TANKS (2 nos.)
R0
(space for vendor’s name, signature & seal)
EQPT. Nos.:
1
T - 1201 D/E
The scope of work for the equipment listed above shall include design, manufacture, supply of material and engineering work as tick
marked below. Vendor shall fill in the column marked as “offer from vendor” and return the same along with the offer, without which the
offer will be considered as incomplete.
Sl.
No
Reqd.
YES
YES
23
24
YES
25
YES
26
5
Detailed design
Drawing Preparation
Submission of
documents as per VDR
Procurement of
materials
Fabrication
6
Testing and Inspection
YES
Equipment components
7
Shop assembly
NO
27
Shell
1
2
3
4
Description
Reqd.
Inspection
Third party inspection
Drawings for CCE
Approval
YES
NO
Calibration
YES
YES
YES
Site assembly
YES
28
Shell stiffeners
YES
9
Equipment erection
External surface
preparation
Painting (CS)
Internal Rubber Lining
Corrosion inhibitor for
internal surface
Corrosion inhibitor for
external surface
YES
29
YES
YES
30
YES
YES
31
32
Roof
Roof Stiffeners / Curb
angle.
Roof support structure
Bottom plate
YES
YES
NO
33
Nozzles
YES
NO
34
Flanges
YES
11
12
13
14
Companion flanges / bolts
/ nuts / gaskets for
nozzles (for Manway &
spare nozzles only)
Bolts, nuts & gaskets
YES
15
Pickling
NO
35
16
Passivation
NO
36
17
Hydrotest at shop
NO
37
Wind girder, if required
YES
18
19
Hydrotest at site
Pneumatic test at shop
YES
NO
38
39
Agitator supports
Platform & Handrails
NO
YES
20
Pneumatic test at site
YES
40
Ladder
NO
NO
41
Spiral Stairway
YES
YES
42
Gauge Hatch
NO
Packing, marking and
forwarding
Supply of spares as
per spare part list
21
22
Offer from
vendor
NO
8
10
00FT013/94
00FT013/94
Offer from vendor
Sl.
No
Description
YES
YES
0
A
09.06.20
05.05.20
Tank capacity revised
For Review
GPG
GPG
SK
SK
AAN
AAN
REV. NO.
DATE
DESCRIPTION
PRPD
CHKD
APPRD
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
Sl.
No
Description
32644-02-PS-001-SW
SCOPE OF WORK
STORAGE TANK
Reqd.
42
Supporting leg/bracket
43
Anchor frame
NO
44
Anchor bolts/nuts
NO
45
Template for base ring
NO
46
Supporting frame for
connected equipments.
NO
47
Wire mesh
NO
48
Demister & supports
Internal pipes, flanges,
supports, bolts, nuts &
gaskets
NO
Offer from
vendor
Sl.
No
PAGE 2 OF 2
Description
NO
Internals:
49
50
51
NO
Baffles
NO
Internal ladder rungs
NO
52
Internal clips / anchors etc.
for lining
NO
53
Refractory / castable lining
NO
54
Insulation clips
NO
55
Fire proofing clips
NO
Platform & ladder clips
YES
56
Pipe support clips
YES
External attachments:
57
58
Support clips & brackets for
other eqpt.
Manhole/hand hole
davit/hinge
NO
YES
59
Name plate
YES
60
Earthing boss
YES
62
Tank bottom/drain noz.
YES
63
Relief valve / Breather valve
with sight glass
NO
64
Wind analysis
YES
65
Seismic analysis
YES
66
Overflow nozzles (As Rqd)
YES
67
Flame Arrestor
NO
68
Foam Chamber
NO
69
Safety Plug
NO
70
Float Level Indicator
YES
FACT ENGINEERING AND DESIGN ORGANISATION
Reqd.
R0
Offer from
vendor
TECHNICAL
PROCUREMENT
SPECIFICATION
SCOPE OF WORK
(Phosphoric Acid Pump)
TPS NO.
32644-
ITEM :
CENTRIFUGAL PUMP
32644-01-PS-001 SW
PAGE
1
OF
2
EQPT. NO.
The scope of work for the equipments listed above shall include design,manufacture ,supply of materials
and engineering work as detailed below.
Sl.
Description
No
Reqd.
Remarks
X
1.0 Pump
2.0 Auxiliary piping within the confines of the baseplate
X
X
X
X
Casing drain and vent piping with valve & flanged connection
Cooling water piping inlet & outlet valves with flanged connection
Self or external flushing piping with flanged connection
Quench water or steam piping with flanged connection & traps
3.0 Coupling with nonspark coupling guard
IF APPLICABLE
IF APPLICABLE
For jacketed pumps
X
Between pump and driver
Between pump and gear
Between gear and driver
4.0 Base
4.1 Common baseplate
X
For pump & driver
MOC: SS 316 L
For pump & gear
For pump, gear & driver
4.2 Separate baseplate
4.3 Mounting flange for pump
X
5.0 Lube oil system
5.1 Common oil system for pump and gear / driver
5.2 Oil system for pump only
5.3 Complete lube oil system including
X
As applicable
01FT010/94-R1
Shaft driven main pump
Motor driven standby pump
5.4 Interconnecting lube oil piping
X
Between oil console and pump
6.0 Gear unit
7.0 Inspection and testing
X
0
09-06-2020
FOR ENQUIRY
LA
SK
AAN
REV.NO.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
Sl.
No
SCOPE OF WORK
(Phosphoric Acid Pump)
Description
32644-01-PS-001 SW
PAGE
Reqd.
2
OF
2
R0
Remarks
8.0 Painting
Prime coating only
Prime coating and finish paint
9.0 Packing
Domestic packing
Export packing
Rust prevention for long term storage
10.0 Special tools
11.0 Spare parts
Construction and commissioning
Mandatory Spares
Two years operation - ( Purchaser reserves full right to
purchase or not to purchase the item fully or partially as per
rate quoted by the vendor.)
12.0 Foundation bolts and nuts
13.0 Driver
Main electric motor for pump
14.0 Mounting driver
Mounting driver on baseplate
Mounting driver half coupling
Provide shim plates and set bolts for mounting driver
15.0 Miscellaneous
Noise attenuation cover
X
X
X
X
X
IF APPLICABLE
6 months
IF ANY
X
X
X
(Shall not be considered for
price bid evaluation)
X
MoC - SS 316L
X
X
X
X
*
* (If required)
X
X
X
X
As per VDR
Level switch for sump pump
Strainer for sump pump suction
Minimum flow recirculation valve
Mechanical Seal
16.0 Erection
17.0 Commissioning
01FT010/94-R1
18.0 Drawings & documents
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SPECIAL REQUIREMENTS OF THE PROJECT
PHOSPHORIC ACID STORAGE TANKS
32644–02–PS–001-SPL
Page 1 of 5
R1
TPS NO.
:
-
ITEM
:
PHOSPHORIC ACID STORAGE TANK (2 NO’S.)
ITEM NO.
:
T 1201 D / E
PROJECT
:
CONSTRUCTION OF PHOSPHORIC ACID STORAGE
TANKS AND ASSOCIATED FACILITIES AT Q10 BERTH,
WI.
CLIENT
:
FACT-CD
LOCATION
:
W.ISLAND
1
22-06-2020
Revised as marked
GPG
SK
AAN
0
10-06-2020
Tank capacity revised
GPG
SK
AAN
A
08-05-2020
For Review
GPG
SK
AAN
REV.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
1.0
SPECIAL REQUIREMENTS OF THE PROJECT
PHOSPHORIC ACID STORAGE TANKS
32644–02–PS–001-SPL
Page 2 of 5
R1
GENERAL DESCRIPTION
FACT-CD has proposes to install 2 nos. additional Phosphoric Acid Storage Tanks &
associated facilities at W. Island adjacent to the existing three tanks for the purpose of
improving the Phosphoric Acid handling capability as a part of new NP Plant.
2.0
SCOPE OF WORK
The EPC Contractor scope includes but not limited to the following:
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
2.10
2.11
2.12
2.13
2.14
2.15
2.16
2.17
2.17
Design of the equipment based on the data sheet, drawing and specifications listed in the
“Attachments” sheet.
Detailed Engineering.
Submission of mechanical design calculations and fabrication drawings for review by
FEDO/FACT-CD
Submission of Drawings / Documents as per Vendor Data Requirements (Doc.No. 32644-02PS-001-VDR).
Vendor shall do the Wind and Seismic analysis and submit the same for review by
FEDO/FACT-CD.
Procurement of all materials and bought-out items such as CS plates and structurals, nozzle
pipes and flanges, anchor bolts and fasteners, material for Rubber lining, materials for
painting, etc.
Preparation and obtaining approval of Welding Procedure Specification, Procedure
Qualification Record and Welder Performance Qualification.
Fabrication and Erection of the equipment at site.
Inspection and Testing of the Tanks including Hydro Testing and submission of Testing
Procedure for approval by FEDO/FACT-CD.
Painting of the storage tank and structurals attached to the tank including supply of materials.
Rubber lining of the Storage Tank including supply of materials.
Pad plates for fixing brackets, pipe supports etc.
Pad plates and cleats required for fixing platforms and stairways.
Structurals such as stairway, hand rails and platforms.
Calibration of the Tanks.
Connected piping including Supply, Fabrication & Erection as per Schedule of Items of
Work, Specifications and Drawings attached.
Supply of Spare Parts as per Spare parts list (Doc.No. 32644-02- PS- 001-SPR).
Any other items covered in Doc. No. 32644-02-PS-001-SW and other documents / drawings
attached with the enquiry but not specifically mentioned above.
3.0
3.1
DESIGN
APPLICABLE CODES & STANDARDS
CODES
DESCRIPTION
IS 803 : 1976(R2005)
Code of Practice for Design Fabrication and Erection
of Vertical Mild Steel Cylindrical Welded Oil Storage
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SPECIAL REQUIREMENTS OF THE PROJECT
PHOSPHORIC ACID STORAGE TANKS
CODES
32644–02–PS–001-SPL
Page 3 of 5
R1
DESCRIPTION
Tanks
th
API 650, 12 Ed. Inc. Add.3 Errata 2
Annex I
IS 4682-1 : 1994
IS 875(Part 3) : 2015 Amendment 1
IS 1893 (Part 1) : 2016
IS 1893 (Part 4) : 2015
IS 2062 : 2011
ASME/ANSI
3.2
3.3
3.4
Welded Steel Tanks for Oil Storage
Code of Practice for Lining of Vessels and Equipment
for Chemical Processes - part 1: Rubber Lining
Design loads (Other than Earthquake) for Buildings
and structures Part 3 -Wind Loads.
Criteria for Earthquake Resistant Design Structures
Part 1 – General Provisions and Building.
Criteria for Earthquake Resistant Design Structures
Part 4 – Industrial structures including Stack like
structures.
Hot Rolled Steel for Medium and High Tensile
Structural Purposes
Pipes, Flanges, Fittings and Valves
3.6
3.7
3.8
Tank shall be designed in accordance with IS 803/IS 800 & Good Engineering Practice.
Tank bottom plate shall be designed in accordance with Annex I of API 650 Twelfth Ed.
The thickness shown in the drawings indicate only the minimum requirements. The EPC
Contractor shall check and satisfy the same before quoting. Any additional claim due to
increase in thickness / weight while doing the detailed design shall not be entertained.
The EPC Contractor shall design roof stiffeners for the tank. The structural for roof stiffeners
for tank shall be provided outside the roof, above the roof plates.
For wind load and seismic calculation actual specific gravity of the product shall be used.
Wind loading in accordance with Indian Standard Code IS: 875 (Part-3) shall be applied.
The Seismic Design shall be as per Indian Standard IS 1893 Part 1 & Part 4.
4.0
MATERIALS
4.1
4.2
4.3
EPC Contractor shall furnish complete, item wise MTO in the drawing.
Structural steel shall conform to IS 2062 or equivalent of weldable quality.
All the materials including CS plates required for shell, roof and bottom of the tank, pipes and
flanges required for nozzles, structurals required for roof and shell stiffeners / wind girders,
ladder, platforms, anchor bolts & fasteners etc, shall be supplied by Contractor.
All internal materials shall be of SS 904L.
All materials supplied by the EPC Contractor shall meet the requirements of applicable codes
and standards. Test Certificates for the materials shall be submitted for approval by
FEDO/FACT-CD.
Prior written permission shall be obtained from FEDO/FACT-CD for any change in the
material specification.
3.5
4.4
4.5
4.6
5.0
TESTING & INSPECTION
5.1
FEDO/FACT-CD or their representative shall carry out inspection at various stages of
fabrication/procurement, including raw material identification.
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
5.2
SPECIAL REQUIREMENTS OF THE PROJECT
PHOSPHORIC ACID STORAGE TANKS
32644–02–PS–001-SPL
Page 4 of 5
R1
5.4
EPC Contractor shall submit a detailed Quality Assurance Plan (QAP) and Inspection Test
Plan (ITP) for review and approval by M/s FEDO/FACT-CD.
Approval of work by M/s FEDO/FACT-CD shall in no way relieve the EPC Contractor of his
responsibility in meeting all the provisions of the Enquiry conditions.
Testing of Tank shall be as per the relevant sections of Design Code.
6.0
RUBBER LINING
6.1
The entire (shell, bottom plate, roof plate and nozzles) inner surface of tank shall be Rubber
Lined.
Internal Rubber lining shall be provided for the tank, 5 mm thick rubber lining shall be
provided for the walls and roof and 10 mm thick rubber lining shall be provided for the
bottom plates and walls up to 1 Metre from bottom.
The lining shall be of soft Butyl Rubber. The cured hardness of the rubber lining shall be 650
+/- 50 Shore A.
For detailed specification of rubber lining refer FEDO Engineering Specification
02ES030/2010.
The tank shall be fabricated in such a manner that it complies with the requirements of IS
4682 – Part 1.
5.3
6.2
6.3
6.4
6.5
7.0
PAINTING.
7.1
7.2
7.2.1
For detailed specification of painting refer FEDO specification for painting 02 ES 023/2010.
Tank (Plates and structural sections) shall be painted as follows.
Primer – Chlorinated Rubber Based High Build Zinc Phosphate–2 coats of 20 microns each
after Shot / Grit blasting.
Finish Paint - Chlorinated Rubber Paint - 2 coats of 20 microns each.
The bottom side (underside) of the bottom plate is painted as follows.
Primer–Chlorinated Rubber Based High Build Zinc Phosphate–2 coats of 20 microns each
after Shot/Grit blasting.
Finish Paint- Bituminous Paint - 2 coats of 20 microns each.
Tank Numbers, Capacities and Name of the products stored shall be painted on the tank at
two locations in yellow color, in suitable sizes as per the directions of M/s FEDO/FACT-CD.
7.2.2
7.3
7.3.1
7.3.2
7.4
8.0
GENERAL
8.1
Relevant IS codes shall be followed. Entire work shall be carried out in accordance with
relevant standards and accepted codes of practices.
All butt welds shall have full penetration. When welding is carried out from both sides of a
joint, the root of first side shall be dressed back to sound metal before commencement of
weld on second side.
Structural items shall not be welded directly to the tank. Pad plates of the same material as the
shell plate shall be provided for this purpose.
All necessary cleats and pad plates required for platforms and ladders and pipe support cleats
are to be provided.
Earthing Boss shall be provided on Tank as per FEDO standard 02 DS 006/2010.
Name Plates shall be provided on Tank as per FEDO standard 02 DS 020/2010.
8.2
8.3
8.4
8.5
8.6
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
8.7
8.8
SPECIAL REQUIREMENTS OF THE PROJECT
PHOSPHORIC ACID STORAGE TANKS
32644–02–PS–001-SPL
Page 5 of 5
R1
All internal weld joints shall be ground smooth before hydro testing is carried out.
Float Level Indicator of Type B shall be provided on Tank as per FEDO Standard
02DS007/2010. Material of construction of Float, Rope & Guide wire shall be SS904L. Level
Indicator Nozzle size shall be selected in such a way that float shall be removed & re-installed
through the nozzle. Preferred float diameter shall be 200 mm.
8.9
Circumferential Handrail, central walkway, central platform for accessing vent nozzle and
Inter-connecting platform between both tanks shall be provided on roof.
9.0
GUARANTEE
9.1
The equipment and parts shall be guaranteed against defects in design, materials,
workmanship and performance for a period stipulated in the commercial conditions of this
enquiry.
10.0 DOCUMENTS TO BE SUBMITTED ALONG WITH THE OFFER
10.1 Dimensioned sketch of the Tank (General Arrangement drg. with detailed MTO) along with
the loading data.
10.2 Quality Assurance Plan.
10.3 Duly filled Scope of Work (Doc. No. 32644-02-PS-001-SW).
10.4 Duly filled Spare Parts List (Doc. No. 32644-02-PS-001-SPR).
10.5 Duly filled Vendor Data Requirements (Doc. No. 32644-02-PS-001-VDR).
***********************
FACT ENGINEERING AND DESIGN ORGANISATION
00FT021A/94
Page 1 of 5
TECHNICAL
PROCUREMENT
SPECIFICATION
32644 -01-SPL-001
SPECIAL REQUIREMENT OF THE PROJECT
(PHOSPHORIC ACID PUMPS)
Page 1 of 5 R1
1.0
INTRODUCTION
1.1
FACT-CD has proposes to install 2 nos. additional Phosphoric Acid Storage Tanks & associated
facilities at W. Island on EPC basis, adjacent to the existing three tanks for the purpose of improving
the Phosphoric Acid handling capability as part of new NP Plant.
1.2
Two numbers of Phosphoric acid truck loading pumps (1W+ 1S) with drive motors, two number of
Phosphoric acid sump pump (1W+1S) with drive motor, and one number of Rain Water pit pump
(1W) with drive motor, with all accessories for these pumps are required as part of aforesaid facility
at Q10 Berth, WI. Kochi.
1.3
The scope of work of the EPC contractor shall include the Design, Manufacture, Inspection, Testing,
Painting, Insurance, Supply, Erection supervision & Commissioning of the equipment with all
accessories, Training of owner’s personnel and Handing over the system to M/s. FACT- Cochin
Division as per the Technical Procurement Specification.
2.0
GENERAL
2.1
All documents as detailed in ‘Vendor Data Submission Procedure” & “Vendor Data Requirements”
shall be submitted by EPC contractor for review by FEDO.
2.2
All items indicated in “Scope of Work” attached shall be included in the Scope of EPC contractor.
Any item required for the safe and efficient operation of the system whether specifically mentioned
or not, shall be provided by the EPC contractor without extra cost.
2.3
Inspection / Tests shall be carried out by Vendor as detailed in “Scope of Inspection and Tests”.
Witnessing of tests where specified will be done by CLIENT/ FEDO or their authorized
representative.
2.4
Data sheets of Pumps are enclosed. EPC contractor shall submit all data sheets duly filled up along
with other documents/drawings indicated in “Vendor Data Requirements”, along with the offer.
Changes if any required for meeting system /operational requirements shall be indicated along with
reasons thereof.
2.5
Bidders or Representative of bidders shall visit the site and familiarize themselves of the site
conditions before submitting their bid with prior permission from CLIENT. The bidder shall collect
the necessary additional data as well as purchaser’s requirements before quoting so that full
coverage of the scope will be ensured in the offer itself.
1
06/07/20
For Enquiry - Revised
LA
SK
AAN
0
09/06/20
Client Review
LA
SK
AAN
REV. No.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
00FT021B/94
TECHNICAL
PROCUREMENT
SPECIFICATION
32644 -01-SPL-001
SPECIAL REQUIREMENT OF THE PROJECT
Page 2 of 5 R1
2.6
First Fill of Lubricant, Mandatory Spares, Start-up and Commissioning spares, spares for two years
normal operation and Consumables for Testing, Commissioning and establishing Guarantees shall
be included in the scope of the EPC contractor.
2.7
Special tools required if any, for the normal operation and maintenance of the equipment shall be
included in the scope of the EPC contractor. Details of such special tools shall be furnished.
2.8
All equipment shall be properly tagged, packed, securely anchored and protected for domestic
shipment by rail / truck or suitable for ocean transport as the case may be. Rust inhibitors shall be
applied to the equipment to prevent rusting during shipment and site storage for minimum of 6
months.
2.9
EPC contractor shall submit a procedure/methodology for the Performance Guarantee Test Run
(PGTR) in the offer stage itself.
2.10
EPC contractor shall submit a Quality Assurance Policy for the system in the offer stage itself.
2.11
The equipment shall be as per the manufacturer’s standard.
2.12
All safety devices to protect the equipment from damage due to conditions of overload shall be
incorporated as per standard practice.
2.13
Corrosion allowance on carbon steel parts of equipment shall be 3 mm on thickness unless
otherwise specified.
2.14
Bought out items shall be from Sub Vendor list attached. Additional Sub Vendors if required by EPC
contractor shall be included only on approval by Purchaser. Any delay due to this shall be to EPC
contractor account.
2.15
Deviations if any from the Specifications shall be clearly spelt out in the “Compliance Statement”
attached failing which it will be taken to understand that there are no deviations from the
Specifications.
3.0
TECHNICAL
3.0.1
Design and documents of the system shall be in accordance with manufacturer’s standard.
3.0.2
Pumps duty shall be continuous.
3.0.3
Pumps shall have stable head / flow rate curves (continuous head rise to shutoff) for all
applications. If parallel operation is specified, the head rise from rated point to shutoff shall be at
least 10%. Unless otherwise specified, discharge orifice shall not be used to achieve required head
rise to shut off in case of parallel operation.
3.0.4
Unless specified otherwise, the maximum permissible sound level shall not exceed 88 dBA
measured at one (1) meter from the complete pump unit, when measured in any direction & from
any point of any equipment surface located on the equipment skid, for the recommended range of
operation.
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644 -01-SPL-001
SPECIAL REQUIREMENT OF THE PROJECT
Page 3 of 5 R1
3.0.5
Data sheets of Pumps are enclosed. All the specifications/ parameters specified in the data sheet
are the minimum requirements to be established by the EPC contractor, any additional
requirements/changes required for the safe and satisfactory functioning of the equipment shall be
indicated along with reasons thereof in the offer stage itself.
3.0.6
Pump shut-off pressure should not exceed 20% of rated discharge pressure.
3.0.7
Pumps offered shall have a minimum margin of NPSHA over NPSHR of 0.6 meter.
3.0.8
By changing the impeller it should be possible to attain 5% increase in discharge head over rated
discharge head.
3.0.9
Pumps shall be tested at shop with job motor in presence of authorized representative of Client
/FEDO.
3.0.10 Base plate shall cover full length of pump and motor.
3.0.11 Pump shall be designed to withstand the external forces and moments calculated in accordance
with API 610.
3.0.12 EPC contractor shall indicate Latest ASTM material designation for the parts used for the
equipment and accessories, etc.
3.0.13 EPC contractor to include any additional accessory and / or material in their scope of supply
required to meet the specified performance and guarantees, for satisfactory operation of
equipment, safe and reliable start up, normal shut down and emergency shut down and state
the same in specification sheet attached to the technical offer
3.0.14 Equipment shall be with direct drive without gear box.
3.0.15 For Electrics, specification indicated elsewhere in this Tender shall be followed.
3.0.16 Unless otherwise specified, equipment shall be designed to be suitable for outdoor installation
without a roof.
00FT021B/94
3.0.17 EPC contractor shall establish all guarantees as specified. Defect or shortfall in performance shall be
rectified by the EPC contractor within reasonable time failing which Purchaser (Owner) will make
arrangements to rectify the same at the risk and cost of the EPC contractor. All Performance
parameters specified in the data sheets, special requirements and engineering specifications
including Head and capacity of the pump at rated point without negative tolerance, NPSHR
requirements, shut off head, power consumption etc shall be guaranteed.
4.0
SPARE PARTS
4.1
General
4.1.1
The bidder shall include in his scope of supply all the start-up and commissioning spares, mandatory
spares and recommended two years operation spares and indicate these in the relevant schedules.
The general requirements pertaining to the supply of these spares is given below:
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644 -01-SPL-001
SPECIAL REQUIREMENT OF THE PROJECT
Page 4 of 5 R1
4.1.2
The EPC contractor shall also indicate the unit wise population of each item and the service
expectancy period for the spare parts under normal operating conditions before order placement.
4.1.3
All spares supplied under this contract shall be strictly interchangeable with the parts for which
they are intended for replacements. The spares shall be treated and packed for long storage under
the climatic conditions prevailing at the site, e.g. small items shall be packed in sealed transparent
plastic bags with dissector packs as necessary.
4.1.4
Each spare part shall be clearly marked or labeled on the outside of the packing with the
description. When more than one spare part is packed in single case, a general description of
contents shall be on the outside of such case and a detailed list enclosed. All cases, containers and
other packages must be suitably marked and numbered for the purpose of identification.
4.1.5
The EPC contractor shall provide the purchaser all the addresses and specification of his subsuppliers while placing the order on vendors for items / components / equipment covered under
purchase order and will further ensure with his vendors that the purchaser, if so desires, will have
the right to place order for spares directly on them on mutually agreed terms based on offers of
such vendors.
4.1.6
No Mandatory spares and recommended spares for 2 years will be used during startup and
commissioning of the equipment
4.2
MANDATORY SPARES PARTS
4.2.1
The mandatory spares, which are considered as essential by the purchaser are listed and attached
with the TPS.
4.2.2
The ƋŽƵƚĞĚprices ƐŚĂůůďĞŝŶĐůƵƐŝǀĞĐŽƐƚŽĨ mandatory spares indicated by the bidder͘
4.3
RECOMMENDED SPARES FOR 2 YEARS OPERATION
4.3.1
The Bidders shall submit the list including unit & quantity of recommended spares for two years
normal operation & maintenance in un-priced part as per format͘
.
4.3.2
The Purchaser reserves the right to buy any or all recommended spares.
00FT021B/94
.
4.4.
START-UP & COMMISSIONING SPARES
4.4.1
Start-up commissioning spares are those spares which may be required during the start-up and
commissioning of the equipment/system. All spares used until the system is handed over to the
Purchaser shall come under this category. The EPC contractor shall procure and supply spare parts
for start-up and commissioning and shall be included in his scope of work without any extra cost to
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644 -01-SPL-001
SPECIAL REQUIREMENT OF THE PROJECT
Page 5 of 5 R1
00FT021B/94
purchaser. The quoted price in the price bid (supply) shall be deemed to be inclusive of provision for
such spares and additional spares.
5.0
TESTING & INSPECTION:
5.1
Pump testing shall be in accordance with API 610.
5.2
All equipment shall be subjected to inspection by Owner / authorized representative at all stages,
before, during and after manufacture.
5.3
Owner or their representative shall have free access to the works of the EPC contractor or his
subcontractors (if any) to carry out the inspection of all items covered under the scope of work. EPC
contractor shall submit a detailed quality assurance plan for review and approval by FEDO/FACT.
5.4
Equipment shall be tested at shop in the presence of authorized representative of FACT / FEDO.
5.5
Approval of work by FEDO / FACT shall in no way relieve the EPC contractor of his responsibility in
meeting all the provisions of the enquiry conditions.
5.6
Bidders shall provide a minimum of 10 days advance notice to Owner to arrange the inspection as
per agreed QAP / Inspection Test Plan (ITP).
5.7
The EPC contractor shall operate the equipment initially under his supervision after mechanical
erection. Once the system is stabilized / commissioned, the system shall be operated by M/s. FACT
in the presence of EPC contractor. The EPC contractor shall impart necessary training and assist the
owner to operate the system under his supervision.
6.0
PAINTING & PROTECTION:
6.1
All exposed parts other than SS / Machined surfaces, prior to painting, shall be blast cleaned to SA
2½ in an environment of relative humidity not exceeding 80%.
6.2
After surface preparation the protective painting shall done on all exposed parts other than SS as
follows,
a)
Primer (at shop)
:
One coat of anti corrosive epoxy primer @ 50 µ DFT (min).
b)
Intermediate coat (at shop)
:
One coat of anti corrosive epoxy paint @ 50 µ DFT(min)
c)
Finish coat ( at site )
:
One coat of anti corrosive epoxy paint @ 50 µ DFT(min).
6.3
All exposed machined surfaces and internals shall be protected against rusting, before dispatch,
suitable for 6 months of storage.
7.0
ERECTION & COMMISSIONING
7.1
Erection of the new equipment shall be under the scope of EPC Contractor.
7.2
Commissioning of the new equipment shall be under the scope of EPC contractor.
**********
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
VENDOR DATA REQUIREMENTS
STORAGE TANK
32644-02-PS-001 VDR
PAGE 1 OF 1
PROJECT
CONSTRUCTION OF PHOSPHORIC ACID
TANKS
AND
ASSOCIATED ITEM : T 1201 D / E
: STORAGE
FACILITIES AT Q10 BERTH, WI (2 NO’S)
CLIENT
: FACT-CD
STATUS
Sl.
No.
Grp
Code
1
2
3
4
A
A
A
B
5
6
B
B
7
8
9
10
11
12
13
B
B
A
A
A
B
B
14
C
Legend :
-
TPS No.
X ENQUIRY
COMMITMENT
Description
Drawing Index
General Arrangement drawing
Foundation loading diagram
Detailed fabrication drawing of the following
Shell and bottom plate
Roof & roof structure
Nozzles and flanges
Internals, pipes, coils, supports etc.
Platforms & ladders
External stiffeners, clips, pipe supports
Internal rubber lining details
Design calculations for the following
Shell, bottom plate
Roof, roof stiffeners & roof structure
Wind girder & wind analysis
Earth quake analysis
Anchor design
Quality Assurance Plan
WPS & PQR
Bar-chart for anticipated activities
Manpower allocation chart for the site work
Site erection / assembly procedure
Hydrostatic test procedure
Rubber Lining application and Test Procedure
R0
P.O No.
Qty.
with
offer
1S
1S
After Commitment
Qty. of final
Lead time in weeks docs. (@@ )
Qty.
Reqd. Propd @ Agrd
1S
4
4
1S
1S
4
4P+1S
1S
4
1S
1S
6
4
4P+1S
1S
1S
4
4
4P+1S
4P+1S
1S
1S
1S
4
8
8
4P+1S
4P+1S
1S
1S
Data folder with the following documents
Drawing Index
As-built drawings
Quality Assurance Plan
WPS / PQR
Material test certificates
Inspection test reports
Hydrostatic test report
FRV Lining test report
Design calculations
Rubbing of name plate
4P+1S
4P+1S
4P+1S
4P+1S
4P+1S
4P+1S
4P+1S
4P+1S
4P+1S
4P+1S
Group code : A - For review and detailed engineering, B - For review, C - For information and record
Document type :
R - Reproducible, P - Print, M - Microfilm. or Floppies
S- Soft copy in Autocad/ MS word/Adobe Acrobat.
Notes : @ Vendor shall fill in proposed lead time if different from the required lead time.
@@ Each set of final documents shall be submitted in a folder. Two such folders shall be packed and despatched
00FT017/00
with the equipment. Balance documents shall be forwarded to FEDO.
0
09.06.20
Tank capacity revised
A
05.06.20
For Review
GPG
GPG
SK
SK
AAN
AAN
REV.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
VENDOR DATA REQUIREMENTS
(Phosphoric Acid Pump)
PROJECT :
Construction of Additional Phosphoric Acid
Storage Tanks at Q10 Berth, WI
CLIENT :
FACT CD
STATUS :
x
Sl.
No
Grp
Code
1.0
2.0
3.0
4.0
5.0
6.0
A
A
A
A
A
B
ENQUIRY
COMMITMENT
Data sheets
Predicted performance curves
Dimensioned G. A drawings
Foundation plan with load details
Foundation bolt details
Cross section drawing with list of parts and
material of construction
B
Mechanical seal drawings
7.0
8.0
B
Auxiliary piping drawing
9.0 B & C Inspection and test procedure
B
Spares list for two years normal operation
10.0
11.0
B
Spares list Mandatory Spares
12.0
B
Coupling drawings
13.0
B
Base plate drawing
14.0
A
Allowable nozzle forces and moments
15.0
A
Utility consumption list
16.0
C
Reference list of previous supplies
17.0
C
Technical literature and catalogues
18.0
C
Lube data sheet
19.0
C
Packing list
20.0
C
Inspection & test reports and material test
certificates
21.0 B & C Installation, operation and maintenance manual
( Routine and preventive )
22.0
B
Compliance statement
PAGE
1
OF
1
ITEM :
CENTRIFUGAL PUMP
TPS No :
32644-
PO No :
Offer
Description
32644-01-PS-001 VDR
Qty
1S
1S
1S
1S
1S
1S
1S
After Commitment
Lead time in weeks
Qty
Reqd Prop@ Agrd
1S
4
1S
4
1S
4
1S
4
1S
4
1S
4
Final@@
Qty
1S
4
1P+1S
1S
4
1S
1S
1S
1S
6
6
4
6
1S
6
1S
1S
1S
1S
1P+1S
1P+1S
1P+1S
1P+1S
1P+1S
1P+1S
1P+1S
before despatch
1P+1S
1P+1S
1P+1S
1S
01FT010B / 94-R1
Legend :
Group code : A - For review and detailed Engineering , B - For review , C - For information and record
Document type : R - Reproducible , P - Print , S - Soft copy
Notes :
'@'
Vendor shall fill in proposed lead time if different from the required lead time
' @@ ' Each set of final documents shall be submitted in a folder. Two such folders shall be packed
and despatched with the equipment.
0
09-06-2020
FOR ENQUIRY
LA
SK
AAN
REV NO
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SCOPE OF INSPECTION AND TESTS
(Phosphoric Acid Pump)
TPS NO.
32644-
ITEM :
CENTRIFUGAL PUMP
32644-01-PS-001 INS
PAGE
1
OF
1
EQPT. NO.
The following inspection and test shall be conducted and records submitted.
Sl
Description
No.
1.0
Casing Inspection
Non-destructive examination
1.1
Inspn. Witness
Reqd.
Remarks
Reqd.
X
Magnetic particle or liquid penetrant on cast casing
X
Magnetic particle or liquid penetrant on repair welds
X
Magnetic particle or liquid penetrant on weld joints, if any
X
Spot radiograph on weld joints
Magnetic particle on forged casing
1.2
Hydrostatic test
1.3
Air leak test
2.0
Rotor inspection
2.1
Non-destructive examination
X
X
X
X
Ultrasonic or forging
X
Magnetic particle or liquid penetrant on shaft
X
2.2
Runout test
2.3
Dynamic balance test
X
3.0
Performance test with job motor
X
4.0
NPSH test
X
5.0
Mechanical running test
X
Sound level test
X
6.0
Dismantling inspection
X
7.0
Clearance check
X
8.0
Appearance and dimensional inspection
X
9.0
Material test and chemical analysis
X
X
X
X
X
X
Bearing check
X
X
10.0 Auxiliary Equipment
Hydrostatic test
01FT010A/94-R1
Appearance and dimensional inspection
0
09-06-2020
FOR ENQUIRY
LA
SK
AAN
REV.NO.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
VENDOR DATA INDEX
SPECIFICATION
PROJECT: CONSTRUCTION OF PHOSPHORIC ACID
STORAGE TANKS AND ASSOCIATED FACILITIES AT Q10 PROJECT NO. : 32644
32644-02-PS-001 VDI
PAGE 1 OF 1
R0
VENDOR:
BERTH, WI (2 NO’S)
ITEM: PHOSPHORIC ACID STORAGE TANKS (T-1201 D/E)
Sl.
No.
Doc. / Drawing No.
Description
P.O NO.:
Rev. 0
Date
DATE:
Rev. 1
Date
ISSUE NO.
00FT020/94
DATE
SIGNATURE
FACT ENGINEERING AND DESIGN ORGANISATION
Rev. 2
Rev. 3
Rev. 4
Rev. 5
Date
Date
Date
Date
Relevant to
This issue
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-02-PS-001-SPR
SPARES
STORAGE TANK
PAGE 1 OF 1
Sl.
No.
1
GASKETS
200%
2
BOLTS, NUTS, WASHERS, CLAMPS
10%
Description
Quantity
Unit Price
R0
Total Price
( MINIMUM 2 NOS. OF EACH SIZE)
ABOVE SPARES SHALL BE APPLICABLE FOR ALL THE
NOZZLES INCLUDING NOZZLES WITH BLIND FLANGES
00FT022 / 94
‐‐PRICES NOT TO BE FILLED IN HERE‐‐
For Review
GPG
GPG
SK
SK
AAN
AAN
DESCRIPTION
PREPARED
CHECKED
APPROVED
0
09-06-20
Tank capacity revised
A
08-05-20
REV.
DATE
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SPARES
(MANDATORY)
32644-01-PS-001 SPR(M)
PAGE
1
OF
1
CENTRIFUGAL PUMPS
Sl
No
Description
Quantity (% )
1 Impeller
2 Impeller nut
3 Mechanical seal ( complete assembly )
Seal parts / kit ( seal faces, secondary
4
seal, gaskets, springs and pins )
5 Gland Packing
Coupling spares ( Flexible elements ,
6
bushes, pins, packings, etc
7 Shaft sleeve
8 Impeller wear ring
9 Casing wear ring
10 Bearings
Pump
Motor
11 Oil Seal
12 Oiler
13 Coupling complete
Unit Price
Total Price
100
100
100
1
100
200
100
‐‐PRICES NOT TO BE FILLED IN HERE‐‐
100
100
100
100
100
100
100
100
01FT010D/94-R1
Note:
1. Spares list shall be furnished separately for each pump.
2. Wherever suggested Quantity is less than 100%, minimum 1 set or 1 No: shall be provided
1
0
06-07-2020
09-06-2020
FOR ENQUIRY - REVISED
FOR ENQUIRY
LA
LA
SK
SK
AAN
AAN
REV NO
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SPARES
(2 Years Operational Spares)
32644-01-PS-001 SPR(OP)
PAGE
1
OF
1
CENTRIFUGAL PUMPS
Sl
No
Description
1 Impeller
2 Impeller nut
3 Mechanical seal ( complete assembly )
Seal parts / kit ( seal faces, secondary
4
seal, gaskets, springs and pins )
Coupling spares ( Flexible elements ,
5
bushes, pins, packings, etc
6 Gland packing
7 Shaft sleeve
8 Impeller wear ring
9 Casing wear ring
10 Throat bush
11 Description
12 Bearings
Pump
Motor
13 Oil Seal
14 Oiler
15 Shaft with keys
16 Coupling complete
17 Gland packing
Suggested
Quantity (% )
Quantity
Unit Price
Total Price
VTA
VTA
VTA
1
VTA
VTA
‐‐PRICES NOT TO BE FILLED IN HERE‐‐
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
Notes:
1. Spares list shall be furnished separately for each pump.
2 Wherever suggested Quantity is less than 100%, minimum 1 set or 1 No: shall be provided.
3
Purchaser reserves full right to purchase or not to purchase the 2 yrs operational spares fully or
partially as per rate quoted by the successful bidder. Quoted rate shall remain firm for 2 yrs from
the date of expiry of warrantee period.
4
Price quoted for 2yrs of operational spares shall not be considered for price bid evaluation.
01FT010D/94-R1
* VTA- Vendor to advice
1
0
06-07-2020
09-06-2020
FOR ENQUIRY - REVISED
FOR ENQUIRY
LA
LA
SK
SK
AAN
AAN
REV No.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SPARES
(Commissioning Spares)
32644-01-PS-001 SPR(CO)
PAGE
1
OF
1
HORIZONTAL CENTRIFUGAL PUMPS
Sl
No
Description
1 Impeller
2 Impeller nut
3 Mechanical seal ( complete assembly )
Seal parts / kit ( seal faces, secondary
4
seal, gaskets, springs and pins )
Coupling spares ( Flexible elements ,
5
bushes, pins, packings, etc
6 Gland packing
7 Shaft sleeve
8 Impeller wear ring
9 Casing wear ring
10 Throat bush
11 Description
12 Bearings
Pump
Motor
13 Oil Seal
14 Oiler
15 Shaft with keys
16 Coupling complete
17 Gland Packing
Notes:
1
2
3
4
Suggested
Quantity (% )
Quantity
Unit Price
Total Price
VTA
VTA
VTA
1
VTA
VTA
‐‐PRICES NOT TO BE FILLED IN HERE‐‐
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
VTA
Spares list shall be furnished separately for each pump.
Wherever suggested Quantity is less than 100%, minimum 1 set or 1 No: shall be provided
In addition to the vendor listed commissioning spares, vendor binds to provide any additional
spare parts required for start-up and commissioning and shall be included in his scope of work
without any extra cost to purchaser.
Price quoted for commissioning spares shall be considered for price bid evaluation
01FT010D/94-R1
* VTA- Vendor to advice
1
0
06-07-2020
09-06-2020
FOR ENQUIRY - REVISED
FOR ENQUIRY
LA
LA
SK
SK
AAN
AAN
REV No.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-01-PS-001 LD
EQUIPMENT LUBRICATION DATA
PAGE
1
OF
PROJECT
: Construction of Additional Phosphoric Acid Storage Tanks at Q10 Berth, WI
PROJECT NO
: 32644
LOCATION
: Q10 Berth, WI
TPS NO
: 32644-
VENDOR
:
CLIENT
: FACT CD
SL
NO
DESCRIPTION
1
ITEM NO
Type of Lubrication System
1 ( State Grease-Gun, Grease Packed, Drip, Splash,
Continuous )
Recommended Lubrication for Break in ( list two
2 Indian alternatives by trade name and number )
3
4
5
6
7
8
9
Quantity of Lubricant required for initial fill
(Litres or Kg )
Recommended Break - in period for
Initial application ( Hours )
Recommended Lubrication for normal operation
( List two Indian alternatives by trade name
and number )
Refill quantities if different from initial charge
( Litres or Kg )
Quantity of Lubricant shipped with initial order
( Litres or Kg )
Recommended time between changes of Lubricant
( Hours )
Expected annual consumption of Lubricant
( Litres or Kg )
01FT304/94-R1
Remarks :
REV NO
DATE
DESCRIPTION
PREPARED
FACT ENGINEERING AND DESIGN ORGANISATION
CHECKED
APPROVED
TECHNICAL
PROCUREMENT
SPECIFICATION
SUB VENDOR LIST
(Mechanical)
SL. NO.
I
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
12.0
13.0
14.0
15.0
16.0
17.0
18.0
19.0
20.0
II
1.0
PAGE
1 OF 2 R 0
Vendor Name
PUMPS-HORIZONTAL CENTRIFUGALCRITICAL PROCESS SERVICES
NUOVO PIGNONE ITALY
SAM TURBO INDUSTRY LIMITED COIMBATORE
EBARA CORPORATION 144-8510, OHTA-KU
OCHSNER & SOHN GmbH & CO GERMANY
POMPE GABBIONETA SPA ITALY
KSB PUMPS LTD BENGALURU
KIRLOSKAR EBARA PUMPS LTD PUNE
SULZER PUMPS INDIA LTD CHENNAI
SULZER PUMPS AG SWITZERLAND
MITSUBISHI HEAVY INDUSTRIES TOKYO
AKAY INDUSTRIES LTD BELUR
SULZER ESCHER WYSS LTD SWITZERLAND
SIHI-HALBERG VERTRIEBSGES GmbH GERMANY
BW/IP INTERNATIONAL INC FLORENCE
NIIGATA WORTHINGTON CO LTD KAWASAKI
GOULDS PUMPS INC NEW YORK
UNION PUMP CO SPRINGFIELD
GILBERT GILKES & GORDON LTD KENDAL
KSB PUMPEN ARMATUREN FRANKENTHAL
FLOWSERVE INDIA CONTROLS PVT LTD COIMBATORE
PUMPS-VERTICAL CENTRIFUGALPHOSPHORIC ACID APPLICATION
8.0
CHAS-S-LEWIS CO INC ST LOUIS
A R WILFLEY INDIA PVT LTD MUMBAI
SULZER PUMPS INDIA LTD CHENNAI
ENSIVAL MORET BELGIUM S.A BELGIUM
PAUL BUNGARTZ GmbH & CO KG GERMANY
FRIATEC AKTIENGESELLSCHAFT GERMANY
SULZER PUMPS AG SWITZERLAND
WILFLEY A R & SONS INC DENVER
0
09-06-2020
FOR ENQUIRY
LA
SK
AAN
REV.NO.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
2.0
3.0
4.0
5.0
6.0
7.0
00FT024/94
32644-01-PS-001 SV
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SUB VENDOR LIST
(Mechanical)
SL. NO.
III
1.0
PAGE
2 OF 2 R 0
Vendor Name
RUBBER LINING OF VESSEL/STORAGE TANKS INCL. SUPPLY OF MATERIALS
9.0
NEO PAINTS & RUBBER INDUSTRIES KOCHI
ALPHA LININGS KOCHI
ELASTOMER LINING WORKS PUNE
K K NAG LTD PUNE
MIL INDUSTRIES LTD CHENNAI
MINI ENTERPRISES KOCHI
O R ELASTOMERS (P) LTD CHENNAI
POLY RUBBER PRODUCTS MUMBAI
LEBRACS RUBBER LININGS PVT LTD PONDICHERRY
0
09-06-2020
FOR ENQUIRY
LA
SK
AAN
REV.NO.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
2.0
3.0
4.0
5.0
6.0
7.0
8.0
00FT024/94
32644-01-PS-001 SV
FACT ENGINEERING AND DESIGN ORGANISATION
32644-01-DA 001 (Mech)
CENTRIFUGAL PUMP
DATA SHEET
1
OF
3
: 32644
Applicable to :
Proposal
Site
Unit
Pump item No.
Service
No. of pumps reqd
Pump mfr.
Pump size & type
Pump model No.
No. of stages
Q10 BERTH, WI, FACT CD
Motor item No.
:
:
Pump vendor
: PHOSPHORIC ACID STORAGE TANK Motor provided by
:
P3202A/B
Motor mounted by
Pump vendor
:
:
Phosphoric Acid Transfer Pump No. of turbines reqd
:
:
2
Turbine item No.
:
:
Turbine provided by
:
:
Horizontal Centrifugal 2
Turbine mounted by
:
:
Service specification::
Remarks :
54% P2O5, 2-4%H2SO4, 1-2% Gypsum solids.
: SINGLE
By Purchaser
By Manufacturer
1 Information to be completed :
Notes :
X
:
As built No of electric motors reqd :
Purchase
2
Units of measurement
SI System
3
VTS- Vendor to specify
4 VTC- Vendor to Confirm.
2
X Metric System
5 VTA Vendor to advice
OPERATING CONDITIONS ( TO BE COMPLETED BY PURCHASER )
Liquid
:
Normal
Pumping
Minimum
temperature
Maximum
Sp. gravity @ PT
Vapor press. @ PT
Viscosity @ PT
Site
temperature
Maximum
Ambient
Minimum
Un usual conditions
Corrosion/erosion caused by
Duty
X Continuous
Remarks :
TPS No
PAGE
32644-
Job N o
Phosphoric Acid
0
40
:
C
0
:
C
0
:
C
1.63 - 1.7
:
Negligible
:
Kg/cm2A
65
:
CP
0
:
Suct. pressure
C
0
C
:
:
:
0
C
Intermittent
Capacity Control: Remote and Auto
NPSH available (NPSHA)
pH Value
Normal
Capacity @ PT
Minimum
Maximum
Discharge pressure
Maximum
2
Minimum
Normal
Differential pressure
Differential head
Hydraulic KW
Indoor
Location
X Outdoor
:
:
:
:
:
:
:
6.51
MLC
175
M3/Hr.
3
M /Hr.
M3/Hr.
Kg/cm2G
2
Kg/cm G
175
4
0.07
Kg/cm2G
:
0.07
:
Kg/cm2G
3.93
:
Kg/cm2
MLC
:
:
Heated
With roof
Unheated X Without roof
PERFORMANCE ( TO BE COMPLETED BY MANUFACTURER )
Proposal curve No.
Minimum
Thermal
:
Speed
RPM
continuous flow Stable
:
NPSH reqd. (NPSHR) *note 1 :
MLC
Rotation ( Viewed
CW
Rated BHP
KW
:
from coupling end )
Max. BHP with rated impeller
KW
Suction sp. Speed
:
Max. head with rated impeller
M
Efficiency (VTS)
:
Necessity to start against system pressure: NO
Remarks :
:
:
CCW
:
:
M3/Hr
M3/Hr
%
CONSTRUCTION ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
Casing
mount
Centerline
X Foot
Near centerline
Vertical
(VTS)
Casing split
(VTS)
Bracket
Casing type
(VTS)
Volute
Single
Diffuser
Pressure Balancing:
Double
Axial
Vert. barrel
In line
Nozzles
Size
Rating
Suction
F.F
Sump pump Discharge
Radial
Facing
F.F
Location
2
Miscellaneous connections
Staggered
Nozzles
Drain
Suction
Discharge
X
Vent
Pressure gauge
X
Note 1 : VTS (Margin between NPSHA and NPSHR should be minimum 0.6 meters.)
2 : MLC- Meters of Liquid column
3 : Also refer to Process data sheet 32644-11-SE-P3202A/B and P&ID 32644-11-PD-001.
01FT010C/94-R3
PROJECT
06-07-2020
2
22-06-2020
1
10-06-2020
0
Rev
DATE
LA
LA
LA
PRPD.
SK
SK
SK
CHKD.
AAN
AAN
AAN
APPRD.
CLIENT
P.O No.
VENDOR
FACT ENGINEERING AND DESIGN ORGANISATION
Construction of Additional Phosphoric Acid
Storage Tanks at Q10 Berth, WI
2
Maximum
0
Kg/cm G@15 C
Bearings
2
Type / No.
allowable pr.
Kg/cm G@PT
Hydro
static test pr.
Kg/cm2G
PAGE
Lubrication
3
Thrust
Ring oil
Flood
Type
OF
Oil mist
Pressure
Flinger
Manufacturer
Maximum
Coupling
Model
Overhung
Between bearings
Closed
Semi-open
X Open
Manufacturer
Type
Driver half
Coupling
Manufactured by
X Pump manufacturer
X Driver manufacturer
Purchaser
Gland plate
taps reqd.
Size/No.of rings
Single
Flexible disc spacer
Type
Minimum
Impeller
mount
Impeller type
2
Radial
Rated
Impeller dia.
( mm )
Packing
32644-01-DA 001 (Mech)
CENTRIFUGAL PUMP
DATA SHEET
Tandem
X Double
Quench
Flush
Drain
Vent
Remarks :
Manufacturer
Mechanical
seal
Model
Manufacturer code
API class code
Gland type / Material
Compatibility of Mechanical seal with respect to Seal Flush/Quench plan (VTC)
AUXILARY PIPING ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
Seal flush piping plan
Cooling water piping plan :
Tubing
Carbon steel
Tubing
Carbon steel
Piping
Stainless steel
Piping
Stainless steel
Auxiliary flush plan
M3/Hr.
Total cooling water reqd. :
Tubing
Carbon steel
Piping
Stainless steel
Aux.flush liquid
Sight flow indicators reqd. :
Packing cooling injection reqd. :
Kg/cm2G
M3/Hr.
Seal flush pipng :
Threaded
Copper
Socket welded
Flanged
Remarks :
External seal flush fluid reqd. :
Kg/cm2G
M3/Hr.
MOC
X Base plate/ Foundation Bolt(material / type) SS 316L
X Casing/Cylinder : CD4MCu
Base plate draining arrangement shall be provided to
prevent ingress of acid beneath the baseplate
X Impeller: CD4MCu
X Case/impeller wear rings:
CD4MCu
API std.610 std. base plate No.
Remarks :
X Shaft : CD4MCu
Other wetted parts : CD4MCu
INSPECTION AND TESTS ( TO BE COMPLETED BY PURCHASER ) As per scope insp.& tests
Tests
Non witnessed
Observed
Inspection required for nozzle welds
Magnetic Particle
Hydrostatic
Inspection required for castings
NPSH
Radiographic
Shop inspection
01FT010C/94-R3
Witnessed
Performance
Material certification
Dye penetrant
Ultrasonic
Inspection required for
Dismantle and inspect after test
Magnetic Particle
Dye Penetrant
Casting repair procedure approval
Radiographic
Ultrasonic
Remarks :
FACT ENGINEERING AND DESIGN ORGANISATION
32644-01-DA 001 (Mech)
CENTRIFUGAL PUMP
DATA SHEET
PAGE
3
MOTOR DRIVER ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
KW @
OF
3
Manufacturer
RPM
Service factor
Type
Frame No.
Bearings
Volts / phase / hertz
Lube
0
Temperature rise
Insulation
C
Full load amps.
Enclosure
Locked - rotor amps.
Remarks:
Vertical shaft
Hollow
Solid
Vertical thrust capacity, Kg
Up
Down
VERTICAL PUMPS ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
(For vertical pumps attach Format No. 01FT010 X)
mm
Carbon steel
Float & rod
mm
Bronze
Pit or sump depth
Pump length
(mount plate to suction flange)
Stainless steel
None
Float switch
mm
Minimum submergence reqd.
Column pipe
Flanged
Threaded
Line shaft
Open
Enclosed
Guide bushings
Guide bushing lube
Water
Oil
Lube fluid
Quantity
Bowl
Line shaft
Pr
At min. flow
thrust, Kg
At design flow
At run out
Up
Down
Remarks :
Grease
M3/hr
Pump
Kg/cm2G
WEIGHTS ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
Weight of pump & base plate
Weight of motor
Weight of turbine
Kg
Kg
Kg
Remarks:
PACKING AND SHIPPING
Packing type
Domestic
Export
Packing specs.
Mfr's standard
Purchaser's specs.
Packed weight
Kg
Packing size
( LXBXH ) mm
Shipping by
Rail
Road
Ocean
Notes: 2
1) Pump shall be capable of running dry for few minutes.
2) Equipment shall be designed to be suitable for outdoor installation without a roof.
3) Bearing must have greasing provision
01FT010C/94-R3
4) The scope of supply include the following items.
a) Pumps, b) Drive Motors, c) Mechanical Seals, d) Minimum flow recirculation valve e) Couplings, f) Coupling Guards,
g)Base Plate, h) Anchor Bolts with nuts, i) Piping confined to battery limit, j) Mating flanges for suction and dischargenozzles k) Mandatory spares, l) Commissioning spares - VTS, m) First-fill of lubricants - VTS.
5) Flange Rating : Flange rating for pump shall have a minimum requirement, confirm to the dimentional requirement
of ISO 7005-1 PN 50 and Equivalent to ANSI/ASME B 16.5 class 150#
6) MAWP: It should be at least the max discharge pressure + 10% of the max differential pressure.
7) Downstream design Pressure is 1.5 Times of Max operating pressure. Maximum Shutoff considering max suction
pressure, including all tolerances shall not exceed this value.
8) Corrossion allowance for MOC other than CD4MCu: 3 mm
FACT ENGINEERING & DESIGN ORGANISATION
DATA SHEET
Job No
: 32644
Applicable to :
Proposal
Site
Unit
Pump item No.
Service
No. of pumps reqd
Pump mfr.
Pump size & type
Pump model No.
No. of stages
Q10 BERTH, WI, FACT CD
Motor item No.
:
: PHOSPHORIC ACID STORAGE TANK Motor provided by
P 3203A/B
Motor mounted by
:
Phosphoric Acid Sump Pump
No. of turbines reqd
:
2 (1 Working + 1 Stand by) 1 Turbine item No.
:
Turbine provided by
: *
Vertical Centrifugal
Turbine mounted by
:
: *
Remarks :
: *
Notes :
32644-01-DA 002 (Mech)
PAGE
1
OF
4
32644-
CENTRIFUGAL PUMP
1
2
5
TPS No
:
As-built No of electric motors reqd :
Purchase
2
: *
:
:
:
:
:
:
Vendor
-
Information to be completed :
By Purchaser
By Manufacturer
* Vendor To Specify (VTS) 3. # Vendor To Confirm (VTC) 4. $ Vendor to advise (VTA)
Units of measurement
SI System
x Metric System
OPERATING CONDITIONS ( TO BE COMPLETED BY PURCHASER )
Liquid
Pumping
temperature
:
Normal
Minimum
Maximum
Density @ PT
Vapor press. VP@ PT
Dynamic Viscosity (cP) @ PT
Site
temperature
Maximum
Ambient
Minimum
Solids in suspension
Un usual conditions
Corrosion/erosion caused by
Duty
X Continuous
NPSH available (NPSHA)
Phosphoric Acid
:
0
40
pH Value
:
:
C
0
40
Normal
:
:
C
0
40
Capacity @ PT
Minimum :
:
C
Maximum :
: 1630 - 1700
Kg/M3
Negligible
:
Kg/cm2 A Discharge pressure(Nor/Max) :
65
cP
Maximum :
:
0
:
C
0
:
C
0
:
C
: 54% P2O5, 2-4%H2SO4,
: 1-2% Gypsum solids.
:
Intermittent
Priming - Flooded suction
Remarks :
Suct. pressure
Minimum
Normal
Differential Pressure (Max)
Suction temperature
Differential head
(VTS)
Hydraulic KW
(VTS)
Indoor
Location
X Outdoor
:
6.28
25
M3/Hr.
M3/Hr.
25
M3/Hr.
4.4 / 4.4 Kg/cm2G
Kg/cm2G
0.034
Kg/cm2G
:
Kg/cm2G
4.36
:
Kg/cm2
0
40
:
C
MLC
:
:
Heated
With roof
Unheated X Without roof
PERFORMANCE ( TO BE COMPLETED BY MANUFACTURER )
Proposal curve No.
Speed
NPSH reqd. (NPSHR) *note 1
Rated BHP
Max. BHP with rated impeller
Max. head with rated impeller
Remarks :
:
:
:
:
:
:
RPM
MLC
KW
KW
M
Minimum
Thermal
continuous flow Stable
Rotation ( facing
CW
coupling end )
Suction sp. Speed
Efficiency (VTS)
MLC
:
:
CCW
:
:
M3/Hr
M3/Hr
%
CONSTRUCTION (TO BE COMPLETED BY PURCHASER & MANUFACTURER)
Centerline
Casing
mount
Foot
Bracket
Near centerline
X Vertical
Vert. barrel
Casing split
Axial
Casing type
X Volute
Single
Diffuser
Double
In line
Nozzles
Size*
Suction
X Sump pump Discharge
Radial
Rating
Facing
ANSI B 16.5,
150#
ANSI B 16.5,
150#
F.F
F.F
Location
1
Miscellaneous connections
Staggered
Nozzles
Drain
Vent
Pressure gauge
Suction
Pressure balancing: Line and disc required
Cooling water Inlet/outlet
*
Discharge
X
Casing Steam Jacket
X
Not Required
X
Note 1 : If not specified elsewhere, margin between NPSHA and NPSHR shall be minimum 0.6 MLC
2 : MLC - Meters of Liquid Column
3 : Suction pressure & NPSH available values indicated are calculated considering a minimum submergrnce
of 200 mm above pump centre line.
4 : Also refer to Process data sheet 32644-11-SE-P3203 and P&ID 32644-11-PD-001.
01FT010C/15
PROJECT
1 06.07.2020
0 22.06.2020
A 10.06.2020
Rev
DATE
LA
LA
LA
PRPD.
SK
SK
SK
CHKD.
AAN
AAN
AAN
APPRD.
CLIENT
P.O No.
Construction of Additional Phosphoric
Acid Storage Tanks at Q10 Berth, WI
FACT CD
VENDOR
FACT ENGINEERING AND DESIGN ORGANISATION
CENTRIFUGAL PUMP
DATA SHEET
Maximum
allowable pr.
Hydro
static test pr.
*
*
Kg/cm2 G @150C Bearings*
Kg/cm2 G @ PT Type / No.
Lubrication*
Kg/cm2 G
Type
*
*
*
*
Rated
Impeller dia
( mm )
Maximum
Minimum
Impeller
mount
Closed
Coupling *
Overhung
X Open
Manufacturer
Gland Packing
Type
X Double
Driver half
coupling to
be supplied
by
Flinger
Flexible disc spacer
X Pump manufacturer
Driver manufacturer
Purchaser
Gland plate
taps reqd.
Size/No.of rings
Single
Oil mist
Pressure
Model
Semi-open
Type
Packing
Ring oil
Flood
Manufacturer
Between bearings
Impeller type*
Radial
32644-01-DA 002 (Mech)
PAGE
2
OF
4
Thrust
Tandem
Quench
Flush
Drain
Vent
Remarks : Mechanical Seal Type: Dry Run
Manufacturer
Mechanical
seal
Model
Manufacturer code
API class code
Gland type / Material
Compatibility of Mechanical seal with respect to Seal Flush/Quench plan
#
AUXILARY PIPING (TO BE COMPLETED BY PURCHASER & MANUFACTURER)
Seal flush piping plan
VTA (If required)$
Cooling water piping plan : VTA (If required)$
Tubing
Carbon steel
Tubing
Carbon steel
Piping
Stainless steel
Piping
Stainless steel
Auxiliary flush plan
Copper
M3/Hr.
Total cooling water reqd. :
Tubing
Carbon steel
Aux.flush liquid
Piping
Stainless steel
Sight flow indicators reqd. :
Packing cooling injection reqd. :
Seal flush piping :
Threaded
Socket welded
Flanged
`
Remarks :
M3/Hr.
Kg/cm2G
External seal flush fluid reqd. :
M3/Hr.
Kg/cm2G
All interface connection shall be terminated with Flanged Block Valves
Size/Rating (ANSI)/Facing
Lantern ring Inlet/Outlet
*
Exit Seal Flush inlet/outlet
*
Seal Quench Fluid Inlet
*
Base plate (material / type)
X MOC:
X Casing/Cylinder :
CD4MCu
API 610 std. base plate No.
X Impeller
CD4MCu
Base plate Drain Pan Type
X Case/impeller wear rings
CD4MCu
Base plate drain (Only flanged)*
X Shaft / sleeve
CD4MCu
Remarks :
INSPECTION AND TESTS ( TO BE COMPLETED BY PURCHASER )
Tests
Non witnessed
Observed
Inspection required for nozzle welds
Performance
Magnetic Particle
Hydrostatic
Inspection required for castings
NPSH
Radiographic
Shop inspection
01FT010C/15
Witnessed
Material certification
Dismantle and inspect after test
Casting repair procedure approval
As per scope inspection & tests attched
Remarks :
Dye penetrant
Ultrasonic
Inspection required for
Magnetic Particle
Dye Penetrant
Radiographic
Ultrasonic
FACT ENGINEERING AND DESIGN ORGANISATION
*
32644-01-DA 002 (Mech)
PAGE
3
OF
4
CENTRIFUGAL PUMP
DATA SHEET
MOTOR DRIVER ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
KW @
Service factor
Frame No.
Volts / phase / hertz
Temperature rise
Full load amps.
*
*
*
*
*
*
RPM
Manufacturer
Type
Bearings
Lube
0
C
Insulation*
*
*
*
*
Enclosure*
Parallel Operation required
Locked - rotor amps.*
Vertical shaft
Remarks:
Hollow
X Solid
Vertical thrust capacity, Kg*
Up
Down
VERTICAL PUMPS ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
(For vertical pumps attached Format No. 01FT010 97) - Shall be filled by vendor.
As per GA attached mm
Pit or sump depth
Carbon steel
Stainless steel
Float & rod
Pump length
mm
Bronze
None
(mount plate to suction flange)
Float switch
Minimum submergence reqd.
mm
Column pipe
Flanged
Threaded
Line shaft
Open
Enclosed
Guide bushings
Guide bushing lube
Water
Oil
Lube fluid
Quantity
Bowl
Line shaft
Pr
At min. flow
thrust, Kg
At design flow
At run out
Up
Down
Remarks :
Grease
M3/hr
Pump
First dry critical speed of pump in vertical condition(rpm)*
Kg/cm2G
WEIGHTS ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
Weight of pump & base plate
Weight of motor
Weight of coupling
Weight of turbine
Packing type*
*
*
*
*
Domestic
Packing specs.*
Packed weight*
Packing size*
Shipping by*
Mfr's standard
Rail
Kg
Kg
Kg
Kg
Remarks:
PACKING AND SHIPPING
Export
Purchaser's specs.
Kg
( LXBXH ) mm
Road
Ocean
NOTES:
1. The scope of supply include the following items.
a) Pumps, b) Drive Motors, c) Mechanical Seals, d) Minimum flow recirculation valve e) Couplings, f) Coupling Guards,
g) Mounting flanges with gasket, h) Anchor Bolts with nuts, i) Piping confined to battery limit, j) Mating flanges for suction and dischargenozzles k) Mandatory spares, l) Commissioning spares - VTS, m) First-fill of lubricants - VTS.
2. Area classification: Non Hazardous
3. Non sparking coupling guard to be provided.
4. MAWP: It should be at least the max discharge pressure + 10% of the max differential pressure.
5.
6
01FT010C/15
7
8
Downstream design Pressure is 1.5 Times of Max operating pressure. Maximum Shutoff considering max suction pressure,
including all tolerances shall not exceed this value.
Process min flow shall be equal to Pump MCF (Minimum Continuous flow)
Flange Rating : Flange rating for pump shall have a minimum requirement, confirm to the dimentional requirement of ISO 70051 PN 50 and Equivalent to ANSI/ASME B 16.5 class 150#
Material of construction for mounting plate shall be minimum IS 2062 Gr. E250C. Material of construction for Mounting fasteners
shall be SS 316L. Mounting Plate shall have 5mm thick rubber lining on the underside. (Rubberlining spec identical to Tank
lining)
FACT ENGINEERING & DESIGN ORGANISATION
DATA SHEET
CENTRIFUGAL PUMP
32644-01-DA 002 (Mech)
PAGE
4
OF
4
9 This pump is to be installed in sump.
10 Pump manufacturer shall furnish dimensional details as per attachement of this data sheet
11 Shaft shall be solid cantilever. Bearings shall be above mounting plate. No intermediate and bottom bearing.
12
Discharge pressure as indicated is at pump discharge flange, bidder shall arrive/calculate the impeller head after accounting for
installation depth, frictional loses etc, so as to generate specified discharge pressure at pump discharge flange.
13 Corrossion allowance for MOC other than CD4MCu: 3 mm
14 Studs / Bolts shall be of minimum SS-316 L.
15 Minimum submergence is to be advised by vendor. Indicate minimum submergence value as per attachement of this data sheet.
16 Mounting plate / flanges along with bolts / nuts & gaskets shall be provided by the vendor.
17 The dimensions for the mounting plate, bolting, gaskets etc. shall be as per the following standards.
For Sizes ≤ 24 inches: ASME B16.5, For Sizes > 24 inches: ASME B16.47 Series B. Vend or to indicate the mounting plate size.
01FT010C/15
18 The thickness of mounting plate shall be minimum 20mm.
FACT ENGINEERING & DESIGN ORGANISATION
DATA SHEET
ITEM
A
CENTRIFUGAL PUMP
B
C
D
E
F
PAGE
NB
01FT010X/97
1
OF
1
(1) VENDOR SHALL CONFIRM ADEQUACY
OF BOTTOM CLEARANCE
01FT010X/97
(2) VENDOR SHALL INDICATE DIMENSIONS
A, B, C, D, E, F & NB
PROJECT: CONSTRUCTION OF PHOSPHORIC ACID
STORAGE TANKS AND ASSOCIATED FACILITIES AT
Q10 BERTH, WI (2 NO’S)
TITLE: GA Phosphoric Acid Sump Pump P 3203
Rev
DATE
DESCRIPTION
DRAWN
CHKD
APPD
DWG NO:
FACT ENGINEERING & DESIGN ORGANISATION
32644-01-DA 003 (Mech)
CENTRIFUGAL PUMP
DATA SHEET
Job N o
: 32644
Applicable to :
Proposal
Site
Unit
Pump item No.
Service
No. of pumps reqd
Pump mfr.
Pump size & type
Pump model No.
No. of stages
Q10 BERTH, WI, FACT CD
Motor item No.
:
: PHOSPHORIC ACID STORAGE TANK Motor provided by
P3204
Motor mounted by
:
STORM WATER
No. of turbines reqd
:
1
Turbine item No.
:
Turbine provided by
:
Horizontal Centrifugal
Turbine mounted by
:
:
Remarks :
: SINGLE
By Purchaser
1 Information to be completed :
Notes :
X
:
PAGE
32644-
1
As built No of electric motors reqd :
Purchase
2
Units of measurement
SI System
3
VTS- Vendor to specify
4 VTC- Vendor to Confirm.
OF
:
Normal
Pumping
Minimum
temperature
Maximum
Sp. gravity @ PT
Vapor press. @ PT
Viscosity @ PT
Site
temperature
Maximum
Ambient
Minimum
Un usual conditions
Corrosion/erosion caused by
Duty
X Continuous
STORM WATER
0
40
:
C
0
:
C
0
:
C
1
:
0.074
:
Kg/cm2A
:
CP
0
:
C
0
:
:
:
:
:
:
:
Pump vendor
Pump vendor
By Manufacturer
X Metric System
5 VTA Vendor to advice
C
:
:
:
0
C
Intermittent
Capacity Control: Local
NPSH available (NPSHA)
pH Value
Normal
Capacity @ PT
Minimum
Maximum
Discharge pressure
Maximum
Suct. pressure
3
1
OPERATING CONDITIONS ( TO BE COMPLETED BY PURCHASER )
Liquid
Remarks :
TPS No
Minimum
:
:
:
:
:
:
:
6.5
MLC
25
:
-0.308
M3/Hr.
3
M /Hr.
M3/Hr.
Kg/cm2G
2
Kg/cm G
25
1
Kg/cm2G
:
Kg/cm2G
1.308
:
Kg/cm2
MLC
:
:
Heated
With roof
Unheated X Without roof
Normal
Differential pressure
Differential head
Hydraulic KW
Indoor
Location
X Outdoor
PERFORMANCE ( TO BE COMPLETED BY MANUFACTURER )
Proposal curve No.
Minimum
Thermal
:
Speed
RPM
continuous flow Stable
:
NPSH reqd. (NPSHR) *note 1 :
MLC
Rotation ( Viewed
CW
Rated BHP
KW
:
from coupling end )
Max. BHP with rated impeller
KW
Suction sp. Speed
:
Max. head with rated impeller
M
Efficiency (VTS)
:
Necessity to start against system pressure: NO
Remarks :
:
:
CCW
:
:
M3/Hr
M3/Hr
%
CONSTRUCTION ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
Centerline
Casing
mount
X Foot
Near centerline
Vertical
(VTS)
Casing split
(VTS)
Bracket
Casing type
(VTS)
Volute
Single
Diffuser
Pressure Balancing:
Double
Axial
Vert. barrel
In line
Nozzles
Size
Rating
Suction
Location
F.F
Sump pump Discharge
Radial
Facing
F.F
Miscellaneous connections
Staggered
Nozzles
Drain
Suction
Discharge
X
Vent
Pressure gauge
X
Note 1 : VTS (Margin between NPSHA and NPSHR should be minimum 0.6 meters.)
2 : MLC- Meters of Liquid column
3 : Also refer to Process data sheet 32644-11-SE-P3204 and P&ID 32644-11-PD-002.
01FT010C/94-R3
PROJECT
06-07-2020
2
22-06-2020
1
10-06-2020
0
Rev
DATE
LA
LA
LA
PRPD.
SK
SK
SK
CHKD.
AAN
AAN
AAN
APPRD.
CLIENT
P.O No.
VENDOR
FACT ENGINEERING AND DESIGN ORGANISATION
Construction of Additional Phosphoric Acid
Storage Tanks at Q10 Berth, WI
2
Maximum
0
Kg/cm G@15 C
Bearings
2
Type / No.
allowable pr.
Kg/cm G@PT
Hydro
static test pr.
Kg/cm2G
PAGE
Lubrication
3
Thrust
Ring oil
Flood
Type
OF
Oil mist
Pressure
Flinger
Manufacturer
Maximum
Type
Coupling
Minimum
Impeller
mount
Impeller type
2
Radial
Rated
Impeller dia.
( mm )
Between bearings
Closed
Overhung
Semi-open
Type
X Open
Gland Packing
Size/No.of rings
Single
Flexible disc spacer
Model
Manufacturer
Packing
32644-01-DA 003 (Mech)
CENTRIFUGAL PUMP
DATA SHEET
Double
Tandem
Driver half
Coupling
Manufactured by
X Pump manufacturer
X Driver manufacturer
Purchaser
Gland plate
taps reqd.
Quench
Flush
Drain
Vent
Remarks :
Manufacturer
Mechanical
seal
Model
Manufacturer code
API class code
Gland type / Material
AUXILARY PIPING ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
Seal flush piping plan
Cooling water piping plan :
Tubing
Carbon steel
Tubing
Carbon steel
Piping
Stainless steel
Piping
Stainless steel
Auxiliary flush plan
M3/Hr.
Total cooling water reqd. :
Tubing
Carbon steel
Piping
Stainless steel
Aux.flush liquid
Sight flow indicators reqd. :
Packing cooling injection reqd. :
Kg/cm2G
M3/Hr.
Seal flush pipng :
Threaded
Copper
Socket welded
Flanged
Remarks :
External seal flush fluid reqd. :
Kg/cm2G
M3/Hr.
MOC
X Base plate/ Foundation Bolt(material / type) SS 316L
X Casing/Cylinder : CD4MCu
Base plate draining arrangement shall be provided to
prevent ingress of acid beneath the baseplate
X Impeller: CD4MCu
X Case/impeller wear rings:
CD4MCu
API std.610 std. base plate No.
Remarks :
X Shaft : CD4MCu
Other wetted parts : CD4MCu
INSPECTION AND TESTS ( TO BE COMPLETED BY PURCHASER ) As per scope insp.& tests
Tests
Non witnessed
Observed
Inspection required for nozzle welds
Performance
Magnetic Particle
Hydrostatic
Inspection required for castings
NPSH
Radiographic
Shop inspection
01FT010C/94-R3
Witnessed
Material certification
Dye penetrant
Ultrasonic
Inspection required for
Dismantle and inspect after test
Magnetic Particle
Dye Penetrant
Casting repair procedure approval
Radiographic
Ultrasonic
Remarks :
FACT ENGINEERING AND DESIGN ORGANISATION
32644-01-DA 001 (Mech)
CENTRIFUGAL PUMP
DATA SHEET
PAGE
3
MOTOR DRIVER ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
KW @
RPM
OF
3
Manufacturer
Service factor
Type
Frame No.
Bearings
Volts / phase / hertz
Lube
0
Temperature rise
Insulation
C
Full load amps.
Enclosure
Locked - rotor amps.
Remarks:
Vertical shaft
Hollow
Solid
Vertical thrust capacity, Kg
Up
Down
VERTICAL PUMPS ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
(For vertical pumps attach Format No. 01FT010 X)
mm
Carbon steel
Float & rod
mm
Bronze
Pit or sump depth
Pump length
(mount plate to suction flange)
Stainless steel
None
Float switch
Minimum submergence reqd.
mm
Column pipe
Flanged
Threaded
Line shaft
Open
Enclosed
Guide bushings
Guide bushing lube
Water
Oil
Lube fluid
Quantity
Bowl
Line shaft
Pr
At min. flow
thrust, Kg
At design flow
At run out
Up
Down
Remarks :
Grease
M3/hr
Pump
Kg/cm2G
WEIGHTS ( TO BE COMPLETED BY PURCHASER & MANUFACTURER )
Weight of pump & base plate
Weight of motor
Weight of turbine
Kg
Kg
Kg
Remarks:
PACKING AND SHIPPING
Packing type
Domestic
Export
Packing specs.
Mfr's standard
Purchaser's specs.
Packed weight
Kg
Packing size
( LXBXH ) mm
Shipping by
Rail
Road
Ocean
Notes:
1) Pump shall be capable of running dry for few minutes.
2) Equipment shall be designed to be suitable for outdoor installation without a roof.
3) Bearing must have greasing provision
01FT010C/94-R3
4) The scope of supply include the following items.
a) Pumps, b) Drive Motors, c) Mechanical Seals, d) Minimum flow recirculation valve e) Couplings, f) Coupling Guards,
g)Base Plate, h) Anchor Bolts with nuts, i) Piping confined to battery limit, j) Mating flanges for suction and dischargenozzles k) Mandatory spares, l) Commissioning spares - VTS, m) First-fill of lubricants - VTS.
5) Flange Rating : Flange rating for pump shall have a minimum requirement, confirm to the dimentional requirement
of ISO 7005-1 PN 50 and Equivalent to ANSI/ASME B 16.5 class 150#
6) MAWP: It should be at least the max discharge pressure + 10% of the max differential pressure.
7) Downstream design Pressure is 1.5 Times of Max operating pressure. Maximum Shutoff considering max suction
pressure, including all tolerances shall not exceed this value.
8) Corrossion allowance for MOC other than CD4MCu: 3 mm
FACT ENGINEERING & DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
VENDOR DATA SUBMISSION PROCEDURE
00ES001/2010
PAGE
1 OF
4
CONTENTS
1.0.0. SCOPE
2.0.0. VENDOR DATA REQUIREMENTS
3.0.0. CLASSIFICATION OF DOCUMENTS
4.0.0. VENDOR DATA INDEX
5.0.0. QUALITY OF VENDOR DRAWINGS
6.0.0. CONDITIONS OF FEDO REVIEW
PRPD.BY:- JC
CHKD.BY:-CK
APPRD. BY:- JK
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:-April 2010
ENGINEERING
SPECIFICATION
VENDOR DATA SUBMISSION PROCEDURE
1.0.0. SCOPE
1.1.0. This
document
together
with
“VENDOR
DATA
REQUIREMENTS
(VDR)” defines FEDO’s requirements
for vendor drawing and data for any
enquiry, work order or purchase
order.
1.2.0. Bidders unable to comply with these
requirements
must
detail
all
exceptions in their proposal. The
timely delivery of quality drawings
and data is as crucial as delivery of
the equipment itself and hence the
same shall be strictly adhered to after
commitment.
1.3.0. Failure
to
provide
adequate
preliminary data / drawing may
render a proposal non-responsive and
hence may be rejected.
After
commitment failure to provide
documents as per purchase order may
delay progressive payments and
adversely affect future invitation to
bids.
2.0.0 VENDOR DATA
REQUIREMENTS (VDR)
2.1.0 FEDO will provide a partially
completed VDR form along with each
enquiry. This form explains group
code of the document, quantity of
each document required and lead time
for submission.
Columns are
available for the vendor to fill in his
deviations, if any, from FEDO’s
requirements.
2.2.0 The vendor shall forward a filled-in
VDR form along with his offer, if he
has got any deviation from FEDO’s
requirements. In the absence of a
filled-in VDR form along with the
offer, it will be presumed that the
vendor
is
accepting
FEDO’s
requirements specified in the VDR.
3.0.0. CLASSIFICATION OF
DOCUMENTS
00ES001/2010
PAGE 2
OF
4
3.1.0. Documents are classified based on
their status and nature of content.
3.1.1. Status of documents:
1.
Preliminary documents
required along with the offer.
2.
Documents to be submitted
after commitment.
3.
Final documents.
3.2.0. The documents are further classified
into Groups A,B and C, depending on
the nature of the documents as
explained below.
3.2.1. Group A requirements
These documents are urgent in nature
and contain information that is
required for proceeding with the
detailed engineering of surrounding /
down stream equipments in the plant
and hence are to be submitted on
priority basis.
3.2.2. Group B requirements
These documents are to be reviewed
by FEDO for compliance with the
purchase order / work order
specifications but are not essential for
other engineering activities of FEDO.
3.2.3. Group C requirements
Documents in this group contains
data / information / records which are
final in nature and that are required
for the equipment user and need not
be reviewed by FEDO.
4.0.0. VENDOR DATA INDEX (VDI)
4.1.0. Vendor shall forward a filled up and
updated VDI along with each vendor
data transmittal. VDI shall list out all
documents that are being prepared for
the particular order, their current
revision status and indicate the
documents included in the present
transmittal. A blank VDI is attached
along with this document, which shall
be used for this purpose.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
VENDOR DATA SUBMISSION PROCEDURE
5.0.0. QUALITY OF VENDOR
DRAWINGS
5.1.0. Vendor drawing and data shall be
supplied in full size drawings,
reproducible and CDs as specified in
the VDR.
5.2.0. All drawings / documents shall be
clear, legible, right reading and made
out of originals prepared in black ink.
English language and metric units
shall be used for the preparation of all
documents.
5.3.0. The documents shall be prepared n
any of the following standard sizes.
5.3.1.
5.3.2.
5.3.3.
5.3.4.
A1: 594 mm x 840 mm
A2: 420 mm x 594 mm
A3: 297 mm x 420 mm
A4; 210 mm x 297 mm
5.4.0. All documents submitted to FEDO
shall be folded into A4 size (210 x
297 mm) except originals / reproducible which may be rolled. All
reproducible shall be in high quality
polyester films. Soft copies shall be
furnished in CD for final drawings /
documents.
5.5.0. Each drawing / document shall have a
title block at the right hand bottom
corner with the following
information.
5.5.1.
5.5.2.
5.5.3.
5.5.4.
5.5.5.
5.5.6.
5.5.7.
Name of Vendor.
Drawing title.
Name of Project, Owner and location.
Name of Consultant: FEDO
FEDO Purchase Order Number.
Equipment name & Number
Drawing number, revision and page
number.
5.6.0. All drawings shall be drawn to some
standard scales only and the same
shall be indicated in the drawing.
5.7.0. The status of the document like
“PRELIMINARY, FINAL, FOR
REVIEW” etc. shall be stamped on
all copies forwarded to FEDO.
00ES001/2010
PAGE 3
OF
4
5.8.0. All documents shall have a block of
100 mm x 100 mm space left vacant
for FEDO to put their stamp after
review.
5.9.0. All drawing/document shall have a
revision block explaining revision
number, revision description, data of
revision, revision authorization etc.
When the revised drawings are
submitted all currently revised area
shall be clearly demarcated by
clouding. Any revisions made on
other parts of the documenting will
not be reviewed by FEDO.
5.10.0. When drawings are received back
from FEDO with comments, vendor
shall incorporate all the comments
and resubmit the same. If the vendor
is not in a position to incorporate
certain comment made by FEDO,
then the reason for such deviation
shall be highlighted in the forwarding
letter to FEDO.
5.11.0 The respective engineering
specification and other purchase order
spec. Will explain the minimum data /
details required in various drawings.
In the absence of any such
information in the purchase order
documents, vendor shall follow the
standard good engineering practices
in detailing the drawing.
6.0.0. CONDITIONS OF FEDO
REVIEW
6.1.0. FEDO and / or its client reserve the
right to review the vendor documents.
FEDO’s REVIEW WITH OR WITHOUT
COMMENTS
OF
THE
VENDOR
DOCUMENTS SHALL NOT RELIEVE
THE VENDOR OF RESPONSIBILITY TO
COMPLY WITH ALL PURCHASE ORDER
TERMS AND CONDITIONS, including
all implied requirements relating to
fitness for service and good
engineering practices. Approval or
acceptance does not imply or infer
any
determination
relating
to
compliance by the vendor with its full
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
VENDOR DATA SUBMISSION PROCEDURE
responsibilities under the purchase
order.
6.2.0. FEDO’s comments are limited to
identifying requirements within the
scope of the purchase order or failure
by the vendor to comply with the
requirements of purchase order, as
revealed by the limited review.
Oversights in the above limited
review cannot be taken as approval
for the vendor to deviate from the
purchase order conditions. FEDO
reserve the right to point out any such
deviations at any stage of the order
execution. The vendor shall comply
with all such requirements without
any price / delivery implications.
6.3.0. FEDO review will be authorized by
an official stamp as given below,
properly filled and signed by the
concerned. Comments if any will be
indicated in red ink or clouded in the
case of copies of commented
drawings.
Appropriate comment in the
‘comments’ column and ‘status of
review’ column will be marked.
Comment
As noted
No
comments
Not
reviewed
00ES001/2010
PAGE 4
OF
4
Status of Review
Revise and resubmit
for review
Proceed as noted and
submit revised docs.
For records
No further review
required
Forward final docs.
As per P.O.
6.4.0. All documents received in FEDO
shall be dispatched after review
within 15 days from the date of
receipt. Vendor shall notify FEDO of
non-receipt of reviewed documents in
time immediately, to take corrective
actions.
6.5.0. The delivery of the equipment shall in
no case be linked with the review of
the vendor drawings and data by
FEDO. It is the sole responsibility of
the vendor to execute the job as per
the purchase order conditions. If
required the vendor shall depute his
technical personnel to FEDO after
submission of documents for timely
finalisation of documents.
***********************
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
STORAGE TANK
02ES032/2010
PAGE 1 OF 11
CONTENTS
1.0.0
GENERAL
2.0.0
DESIGN
3.0.0
MATERIALS
4.0.0
FABRICATION
5.0.0
PREPARATION & SHOP INSPECTION
6.0.0
PLATE TREATMENT
7.0.0
PAINTING
8.0.0
WELDING
9.0.0
TESTING
10.0.0 VENDOR DOCUMENTS
11.0.0 STATUTORY REQUIREMENTS
12.0.0 GUARANTEE
PRPD.BY:- JC
CHKD.BY:- CK
APPRD. BY:- JK
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:- April 2010
ENGINEERING
SPECIFICATION
1.0.0 GENERAL
1.1.0 SCOPE
1.1.1
02ES032/2010
STORAGE TANK
This specification covers the requirements
for the design, selection of materials,
preparation of drawings, fabrication,
erection, inspection, testing, repairing,
painting and calibration of the storage
tanks.
1.1.2 FEDO means FACT ENGINEERING AND
DESIGN ORGANISATION, their authorised
representative or their client.
1.2.0. CODES AND STANDARDS
1.2.1. Tanks shall be designed generally in
accordance with IS-803 or API-650 (latest)
as specified in the respective equipment
specification/data sheet.
2.0.0. DESIGN
2.1.0. CALCULATION
2.1.1. The calculations justifying the size and
plate thickness of the various items like
shell, roof, bottom plates, and accessories
like wind girder, roof rafters/ girders, bleeder
vents, drains, pipe supports etc. shall be
established by the vendor, in conformity
with the codes and the same shall be
submitted for review by FEDO.
2.1.2. Floating roof design calculations shall be
submitted to FEDO for approval along with
the quotation. Central deck and pontoon
shall be stiffened suitably and calculations
for structural stability and strength of the
floating roof shall be submitted for FEDO
review.
2.1.3 General arrangement drawing of the tank
along with an approximate tonnage of plate
requirement, thickness wise, shall be
furnished along with the quotation for
review by FEDO.
3.0.0 MATERIALS
PAGE 2 OF 11
spark-proof rings shall conform to
material specifications IS-226/ IS-2062
and aluminium.
3.5.0 Reinforcement
pads
for
nozzles,
manholes etc. shall conform to same
specifications as that of shell plates.
3.6.0 Gaskets for manholes and nozzles
fitted with blind flanges shall conform to
IS-2712. Thickness of gasket shall be 1.5
mm for nozzles upto 450 NB and 3.2 mm
for nozzles above 450 NB. One set of
gaskets shall be supplied in addition to the
set used during testing at no extra cost to
FEDO.
3.7.0 Bolts and Nuts far all nozzles fitted with
blind flanges shall conform to A-193 Gr
B7, A-194 Gr 2H or equivalent and bolts
and nuts for structurals shall conform to
IS-1363/1367.
3.8.0 Platforms, stairways and gangways shall
all be of gratings.
3.9.0 Floating roof pipe supports and pipe
sleeves shall be of carbon steel
conforming to A-106/ A-53 seamless / IS1978 seamless or equivalent of Sch-80,
unless otherwise specified.
3.10.0 Electrodes used shall meet the minimum
requirements of the applicable code and
appendix. Vendor shall get approval by
FEDO for the list of manufacturers for
procurement
of
electrodes.
Test
procedure as approved by FEDO shall be
carried out by the vendor.
3.11.0 Materials indicated above are to be
considered as minimum quality and
materials of an equivalent or superior
quality may be substituted. No substitution
of material is to be made without the written
consent of FEDO.
3.12.0 Vendor shall submit manufacturers test
certificates for all bought out items, and the
same shall be used only after approval by
FEDO.
3.1.0 All plates for shell, bottom, roof etc. shall
be as specified in the tank drawing.
4.0.0 FABRICATION
3.2.0
4.1.0 BOTTOM PLATE
Nozzle neck thickness shall be as per
code / tank drawing. Nozzle neck made
from rolled and welded plates of similar
grade as the shell to which they are
attached may also be used for nozzles
above 250 NB.
3.3.0 All flanges and couplings should be-as
indicated in the drawing.
3.4.0 Pipes for handrails for tank shall
conform to IS-1239. Gauge hatches with
4.1.1 Bottom slope of tank shall be as indicted in
the drawing.
4.1.2 The plates (except annular plates) shall be
lap welded with overlap not less than 5
times the plate thickness of sketch plates.
For sketch plate to annular plate overlap
shall not be less than 65 mm. Overlaps
shall be properly cleaned using steel
wire brush before welding.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES032/2010
STORAGE TANK
4.1.3 Annular plate shall be assembled by buttwelding with backing strips and it shall be
lap welded to sketch plates.
PAGE 3 OF 11
4.2.7 Wind girder shall be designed and
provided as per the specified design code.
4.2.8
Fixed roof shall be preferably selfsupporting type.
4.2.9
Supported cone roofs may be provided
with internal or external structure supports
as specified in the eqpt. spec/data sheet.
4.3.0
FLOATING ROOF
4.3.1
Floating roof shall be of low deck type.
Type of deck (single or double) shall be as
specified in the eqpt. Spec.
4.3.2
Deck shall have a level surface or be
provided with a slope to the centre to avoid
stagnation of rainwater.
4.3.3
When floating roof is in the highest
position tank shall be capable of holding
the designed capacity.
4.3.4
4.1.7 Welding sequence adopted shall be
shown in vendors drawing and should
give minimum shrinkage and distortion
and shall be got reviewed by FEDO.
Floating roof design calculation shall be
submitted to FEDO for approval along with
quotation.
4.3.5
4.1.8 Reinforcement shall be provided to the
tank bottom where concentrated loads such
as heating coil supports, tank agitator
supports etc. are located.
4.3.6.
Floating roof shall be annular and centre
pontoon with multiple compartment type
or Buoy-roof type, liquid proof with minimum
requirement of IS 803 /API-650 (latest).
Centre deck shall be provided with 2 Nos.
man- holes. One of these manholes should
be provided with a welded ladder for
stepping down to bottom when the roof is in
its lowest position. This shall have suitable
clearance from tank internals. The other
manhole shall allow dismantling of roof
drains from the top of the roof.
4.1.4 First course shell plates shall be
arranged so that the vertical seams do not
coincide with the butt welds of annular
plates. Vertical joints of two consecutive
shell courses shall not coincide and shall be
offset by at least the minimum value for
such occurrence specified in the code.
The weld seams should not pass through
the nozzle openings or reinforcement pads.
4.1.5 Bearing plates shall be centred under
each support attached to the tank bottom
by a 5 mm continuous fillet weld. Plate
shall be minimum 600 mm dia x 20 mm
thick.
4.1.6 Datum plate, of the tank shall be welded on
the pad plate provided on the bottom
vertically below the gauge well pipe after
calibration of the tank.
4.2.0
SHELL & ROOF
4.2.1
All vertical and horizontal shell joints shall
be full penetration and full fusion welds.
4.2.2
Shell joints shall be double welded butt
joints using edge preparation permitted
by API-650 latest
edition. Details of the
weld must be shown in drawings and shall
be approved by FEDO.
4.2.3
4.3.7
Access manholes 600 NB dia. shall be
provided for entry into each of the pontoon.
These shall have waterproof covers.
Pontoons shall be numbered serially.
Wind girders shall be welded to the tank
as shown in the tank drawings. Welding
shall be of the same quality as used for
the shell. Drain holes shall be provided on
the horizontal plates.
4.3.8
Foam dam should be provided along with
pontoon. The minimum height of the foam
dam shall be 610mm.
4.2.4
Curb angle/stiffening ring welds should not
coincide with shell welds.
4.4.0
STAIRWAYS
4.4.1
4.2.5
Vertical plates shall be offset at least one
third of each plate length or 1000 mm
whichever is higher and the internal
weld seams shall be ground smooth and
even, to allow proper movement of roof.
For access to the top from the ground,
spiral stairways may be provided
terminating at the top.
4.4.2
For the floating roof tanks, top-landing
platform shall be provided for the
stairway. The same shall be extended
over the roof to permit easy access to roof
accessories.
4.2.6
Holes shall not be made in shell
plates for erection purposes.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
4.5.0
ROLLING LADDER
PAGE 4 OF 11
4.9.2
Sealing system shall exert sufficient
sealing pressure in all directions to prevent
any evaporation loss and the arrangement
shall touch the product during operation.
Foam seal should have excellent flexibility
and recovery from compression and at the
same time permit the roof movement up
and down freely with the level of tank
contents.
4.9.3
Vendor shall furnish details of seal and
seal cover along with catalogue for FEDO
review, at the
time
of quotation.
Foam seal cover minimum thickness
shall be 3mm.
4.9.4
Guarantee for sealing material for its
durability and its life should also be
furnished.
4.9.5
The weather shield of the foam seal shall
allow entry of foam into the seal space
during fire fighting. The rubbing surface
of the weather shield shall be
coated/covered with resilient material so as
to avoid scoring on the oil side of shell.
Roof seal angle shall be with galvanised
S.S. shunts.
4.5.1 For the floating roof tanks, a rolling ladder
shall be provided for access from the
platform to the floating roof. Rolling ladder
tracks shall permit easy movement of the
ladder.
4.5.2 Brass rollers for the rolling ladder shall be
provided to prevent sparking.
4.6.0
ROOF VENTS
4.6.1
Roof shall be provided with vents as per
eqpt. Spec/drawing.
4.6.2
Floating roof tanks roof shall be provided
with automatic bleeder vents designed to
open before the roof reaches its lowest
position and to close when the roof rises
above this point. The contact surface of
bearing plate of automatic bleeder vent
shall be spark-proof.
4.6.3
Rim vents shall be provided for the floating
roof tanks for venting the space
between stored liquid and the seal.
Pressure-Vacuum vents shall be coupled
with rim vents. The peripheral spacing of
rim vents shall be about 50m.
4.7.0
GAUGEWELL PIPE
4.7.1
Gauge well pipe shall be of size 250 NB.
The gauge well pipe shall facilitate
installation of automatic tank gauging
system and easy usage of dip rod/tape.
4.7.2
Gauge well pipe shall act as anti-rotation
device in floating roof tanks to avoid
the rotational movement of the floating
roof.
4.8.0
GAUGE HATCH NOZZLE
4.8.1
Gauge hatch nozzle size shall be as
indicated in the Eqpt. spec/drawing.
4.8.2
Gauge hatch shall have a quick opening
spark- proof cover and shall be fitted with a
renewable aluminium guide channel for
the dip tape.
4.9.0
02ES032/2010
STORAGE TANK
FLOATING ROOF SEAL
4.9.1 The space between the outer rim of roof
and shell shall be sealed by an approved
sealing device (foam seal). The sealing
material shall be resistant to stored
product and also durable against friction
due to roof movement.
4.10.0 FIXED ROOF SUPPORT
4.10.1 For fixed roof tanks the roofs shall
preferably be of the columnless selfsupporting type.
4.10.2 Column and rafter arrangement is
acceptable for large diameter tanks.
However internally lined tanks shall be
provided with rafter or girder supports on
the out side of the roof.
4.11.0 FLOATING ROOF SUPPORT
4.11.1
Floating roof supports and pipe sleeves
shall be carbon steel pipe with minimum
thickness conforming to schedule 80.
4.11.2 The number of supports shall be
determined so as to ensure that the roof
when it rests on the supports does not
deform the tank bottom and/or the roof.
4.11.3 Bearing plates shall be provided beneath
the roof legs so as to prevent damage to
the bottom during operation of the tank.
4.11.4 Support legs shall permit adjustment of the
roof in two positions. The highest position,
1.8 m from the bottom, shall be for
inspection maintenance and cleaning the
inside of the tank. The lowest operating
position shall not interfere with the internal
accessories.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
PAGE 5 OF 11
4.12.0 EXTERNAL CLIPS
4.12.1 Extension Plates, brackets, clips and
suitable stiffeners for Foam nozzle, Pad
Plates for fixing brackets, Pipe supports,
supports for Foam & Fire Hydrant system
shall be provided.
4.12.2 For Jackup type tank construction, pad
plates for fixing hydraulic jacks and other
fixtures at various elevations shall be
provided earlier.
4.13.0 FLOATING ROOF DRAINS
4.13.1 Water shall be evacuated from the floating
roof by means of articulated pipe drains
with swivel joints, of approved make and
type.
4.13.2 The inlet of each drain shall have a swing
type check valve to prevent product from
flowing on to the roof if the pipe drain fails.
A minimum Clearance of 200 mm between
the valve and the sides of the valve
chamber shall be maintained. All swivel
joints shall be tested to a minimum
2
pressure of 3.5 kg/cm before putting
into roof drain assembly.
4.13.3 The valve chamber
accessible from roof.
shall
be
4.13.4 The drains should be so designed as
to permit the roof to be lowered upto
lowest operating level of roof.
4.13.5 Swivel joints should have double row
ball bearings and Viton 'O' ring at both
ends.
4.13.6 Sufficient clearance shall be kept
between roof drain pipe and roof
supports.
4.13.7 The roof drains must cater to the
design rainfall intensity with 100%
run-off at the lowest level. Flow
calculations for the same shall be
submitted for FEDO review.
4.13.8 Emergency drains shall be provided
in case of failure of drain and also to
prevent backflow of the stored
product. These drains shall be
equipped with water seal sump inside
the tank.
4.14.0 EARTHING
4.14.1
02ES032/2010
STORAGE TANK
The tank shell shall be earthed as
per NEC.
4.14.2 Floating roof shall be provided with
wire cables for earthing rolling ladder
to track and ladder to shell.
4.15.0 TANK ACCESSORIES
4.15.1 All appurtenances and accessories
shown in the tank datasheet/drawing
shall be supplied by the vendor unless
otherwise noted.
4.15.2 All appurtenances shall be supplied
and fitted as per applicable codes.
4.15.3 Additional appurtenances if any
required
for
the
satisfactory
performance of the tank shall be
provided.
4.16.0. SETTLING MARKERS
4.16.1 Markers shall be fitted on the shell
500mm from the bottom, eight in
number, to check tank settlement
during hydraulic testing. These shall
be fitted at 450 equally placed.
Markers shall be 50x50x6x100mm
long angle.
5.0.0 PREPARATION
INSPECTION
AND
SHOP
5.1.0 PLATES
5.1.1 Edges of the plates shall be preferably
sheared or gas cut or m achine cut
as per code. All machined surface
shall be suitably protected before
assembly. Grinding shall be done to
the gas cut edges to the satisfaction of
FEDO site engineer.
5.1.2 All shaped plates shall be match marked with paint on the concave
side with the number shown on the
erection drawings.
5.1.3 The ends to be welded shall be
properly cleaned to remove paint, oil,
grease, rust, oxides, sand, earth and
other foreign matter. The ends shall be
completely dry before the welding
commences.
5.2.0
STRUCTURALS
5.2.1 Structural steel fabrication shall be
done by the vendor to the required
shapes and sections making up the
structure. All items shall be match
marked.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES032/2010
STORAGE TANK
PAGE 6 OF 11
5.3.0
NOZZLES AND OPENINGS
7.3.0. SPECIFICATION FOR PAINTING
5.3.1
Nozzles shall be provided as per the eqpt.
data sheet/drawing.
7.3.1. FEDO reserves the right to change the
specifications of paint and approve the
quality of paint before painting. All painting
materials shall be approved by FEDO site
engineer and if in his opinion any tests are
to be conducted, the same shall be done by
the vendor at his cost. All painting jobs
shall be carried out strictly according to the
paint manufacturer's application procedure.
5.3.2 Nozzles and manholes may be shop
fabricated and assembled at site.
5.3.3 Nozzle reinforcement shall be provided as
per the code requirement.
6.0.0
PLATE TREATMENT
6.1.0 All plates shall be thoroughly cleaned and
freed from rust, scale and grease and
have a good appearance.
6.2.0 It is required that the plates for the shell,
roof and external structures and upperside
of bottom plate of the tank shall be sand
blasted. Plates should have a uniform
matt-grey colour.
7.0.0
PAINTING
7.1.0 Tank shall be painted in accordance with
the data sheet/Equipment specification
and FEDO Engineering specification for
painting.
7.2.0
EXTENT OF PAINTING
7.2.1
The areas that are to be painted for any
tank shall include all such areas that
are made of carbon steel and not in
contact with the process fluid. This shall
include the following
Shell outer surface
Roof top and bottom surfaces
Bottom side of bottom plate.
All structural like roof supports, rafters,
and girders
Platforms, ladders, stairways and
landings
Inside of shell above the maximum
liquid level or overflow level
Nozzles and flanges except flange
facing
All external clips and pipe supports
Top portions of internal column
supports above maximum liquid level
7.2.2 For floating roof tanks, the following
area are also to be painted.
Wind girder
Top of deck/ pontoons / buoys
Inside of pontoons
Portion of shell inside for a height of
900 mm. below curb angle
Pontoon outer rim above product
level.
7.4.0 SURFACE PREPARATION
7.4.1. Dry Sand Blasting
Before sand blasting all greasy substance
shall be removed by means of adequate
washing. Sand blasted surface shall have
a finish of SA 2 ½ grade Swedish and be
rough enough to obtain the best condition
for moisture, oil. Sand blasting shall be
restricted to day time. Sand blasting
should be stopped whenever the blasted
surface appears to be damp or the relative
humidity of the environment exceeds 85%.
7.4.2 Wire Brushing - Where overcoat painting is
carried out on the previously painted shell,
wire brushing shall be carried out to make
the surface sufficiently rough for proper
bonding of the new layer of paint.
7.4.3
The primer must be applied on the sand
blasted surface the same day before sun-set
and in any case before any oxidation takes
place.
7.4.4
When weld joints are left without
painting till hydro test is completed, sand
blasting is to be done along weld joints
before painting.
7.5.0
APPLICATION OF PAINTING
7.5.1
No paint shall be applied without the
approval of FEDO. A coat or paint can be
applied only after the previous one is dry,
FEDO reserves the right to ask for the
suspension of the work when humidity
increases 85% or during rain, fog or dusty
environment. The overall thickness of the
protective coats after drying shall be
checked by FEDO and in case the
thickness of the paint is found insufficient,
the vendor shall be obliged to give further
coat at his own cost. All painting should be
done by brush of width not more than 150
mm.
7.5.2
Machined faces of all flanges shall be
varnished and protected with wooden discs.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES032/2010
STORAGE TANK
PAGE 7 OF 11
the containers shall be kept in ovens at
temperatures recommended by the
electrode manufacturer. Out of the oven
time of electrodes, before they are
consumed, shall not exceed the limits
recommended
by
the
electrode
manufacturer.
8.0.0 WELDING
8.1.0. WELDING PROCESS
8.1.1. Welding of various materials under this
specification shall be carried out using one
or more of the following processes, with the
approval of FEDO.
a. Shielded metal arc welding process.
b. Automatic submerged arc welding
process.
8.1.2 A combination of different welding
processes or a
combination
of
electrodes of different class/makes
could be employed for a particular joint only
after duly qualifying the welding procedures to be adopted and obtaining the
approval of FEDO.
8.1.3 All structural items shall not be welded
directly on the shell. Pad plate of the same
material as the shell shall be provided for
this purpose.
8.2.0 FILLER MATERIALS
8.2.1 The electrode/filler wire shall be suitable for
the welding process recommended and
base metal used. Physical properties of
the welds produced by an electrode/filler
wire recommended for the welding of a
particular base metal shall not be lower
than the minimum values specified for the
base metal and shall correspond to the
physical properties of the class of electrode
used. The choice of electrode shall be
made after conducting the required tests on
the electrodes as per relevant standards
and shall be to the satisfaction of FEDO site
engineer.
8.2.2 Qualification of electrodes as per ASME
Section-II, Part-C is to be carried out for
those electrodes, which have not been
qualified by FEDO. The relevant sections
of the code are given below
SFA 5.1 - Carbon steel covered arcwelding electrodes
SFA 5.5 - Low alloy steel covered arcwelding electrodes.
8.2.3 The vendor shall submit batch test
certificates
from
the
electrode
manufacturers giving details of physical
and chemical tests carried out by them for
each batch of electrodes to be supplied by
the vendor.
8.2.4 All electrodes shall be purchased in sealed
containers and stored properly to prevent
deterioration. The electrodes removed from
8.3.0 WEATHER CONDITION
8.3.1
The parts being welded and the welding
personnel should be adequately protected
from rain and strong winds.
8.4.0 WELDING TECHNIQUE
8.4.1 On completion of each run, craters, weld
irregularities; slags, etc. shall be removed
by grinding.
8.4.2 The weld beads shall not be started at the
same point in different layers.
8.4.3 The weld shall be free from undercuts and
other defects.
8.4.4 Weld identification mark shall be
stamped clearly at each joint, just adjacent
to the weld. Suitable paint shall be used on
thin weld joints for identification instead of
stamping.
8.4.5
No painting shall be done until weld-joint
has been approved.
8.5.0 WELDING PROCEDURE QUALIFICATION
8.5.1 Shielded metal arc welding, Automatic
submerged arc welding or a combination of
the two will be used for welding of various
joints. Any welding process, combination of
welding
processes,
different
classes/makes/combinations of electrodes,
can be employed only after qualifying the
welding procedure. Procedure qualification
is to be carried out as per ASME Section IX
and API 650, Chapter 7, vendor has to
submit procedure for approval before
starting qualification tests. For welds
involving high strength materials (group IV,
IVA, V & VI of Table 2 - 3 of API 650,
procedure qualification shall be carried out
as follows
8.5.2 Test to be conducted for plates of each
specification and grade to be used in the tank
construction. Test plate to be as thick as the
plate of same type used for the tank shell.
8.5.3
Test to be carried out for to each position
and for each process employed for the
tank construction.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES032/2010
STORAGE TANK
PAGE 8 OF 11
8.5.4
The positions requiring qualification are 2G
and 3G to shell and 1G with backing for
annular plates. For nozzle joints
procedure qualification may be conducted
in 5G position.
8.5.5
No welding shall be taken up without
approval of the welding procedure and
welder qualification tests by FEDO.
8.5.6
Welding procedure qualification shall be
carried out in accordance with the
relevant requirements of ASME Sec.IX
latest edition or other applicable codes
and other job requirements. The vendor
shall submit the welding procedure
specifications immediately after the
receipt of order.
8.6.4 If a welder is found to perform a type of
welding or in a position for which he is not
qualified, he shall be debarred from doing
any further work. All welds performed by
an unqualified welder shall be cut and
redone by a qualified welder at the
expense of the vendor.
8.5.7
FEDO will review, check and approve the
welding procedure submitted and shall
release the procedure for procedure
qualification
tests.
The
procedure
qualification test shall be carried out by
the vendor at his own expense. A complete
set of test results shall be submitted to
FEDO for approval, immediately after
completing the procedure qualification
tests and at least two weeks before
commencement of work. It shall be the
responsibility of the vendor to carry out
all the test required to the satisfaction of
FEDO.
8.6.5 Welders engaged by the vendor shall be
tested and classified as follows
a.
'A' Grade welders
8.6.0
8.6.1
a.
b.
WELDER QUALIFICATION
Performance Qualification
All welders employed for the job are to
be qualified as per ASME Section IX.
Each welder shall be qualified for the
particular welding position and the
corresponding class of electrode to be
employed in the job. All welding including
that for temporary fixtures, erection/fit-up
at shall be done only by qualified
welders. Each welder has to qualify
the mechanical tests as per QW 302.1
of ASME Section IX.or other applicable
codes.
FEDO shall witness the test and certify
the qualification of each welder separately.
Only those welders who have been
approved by FEDO shall be employed for
welding. Vendor shall submit the welder
qualification reports in the standard
format and obtain express approval,
before commencement of the work. It
shall be the responsibility of the vendor
to carry out qualification tests of
welders.
8.6.2
The welders shall always have in their
possession the identification card and
shall produce it on demand by FEDO. It
shall be the responsibility of the vendor
to issue the identity cards after they have
been duly certified by FEDO.
8.6.3
No welder shall be permitted to work without
the possession of identity card.
They will be permitted to weld shell. The
welders will be tested by the FEDO
Engineer for horizontal and vertical position
butt welds. Another set of welders will be
given pipe welders test and will be
permitted to weld nozzles, appurtenances and reinforcing pads.
b.
'B' Grade welders
They will be allowed for fillet welding only.
The welders will be tested by the FEDO for
fillet weld and butt-welding on down hand
position only. The vendor shall make
arrangement for such test at his own cost,
in the presence of FEDO.
8.7.0 INSPECTION OF WELDS
Inspection of welds shall follow the steps
given below:
a. Conduct welders’ qualification tests
and certifies their qualification.
b. Verification and development
welding procedure.
of
c. Inspection of welding equipment and
electrodes used.
d. Supervision and inspection of execution
of welds.
e.
Fixing up location and verification of
radio graphs submitted.
f.
Inspection of hydrostatic, bottom and
roof tests and any welding repair.
g. Develop and inspect any special
tests when those carried out by the
vendor are considered insufficient.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES032/2010
STORAGE TANK
PAGE 9 OF 11
h. Stamp the weld identification marks after
the inspection.
i
Prepare inspection reports in accordance
with relevant procedures.
presence of FEDO site engineer and
test certificate will be issu ed
accordingly.
9.1.5
Liquid penetrant examination and
acceptance criteria shall be as per
ASME Sec.VIII Div.l latest edition
wherever specified in the draw ing/code.
9.1.6
Liquid penetrant test shall be
substituted for radiography test for
the annular plates. The annular
plate butt joint root run shall be 100%
dye penetrant tested.
8.8.0 RADIOGRAPHY & INSPECTION OF
WELDS
8.8.1 Tank welds shall be radiographed and
interpreted as per API 650 (latest) and
applicable index.
8.8.2 Quality
control
shall
be
progressively through out the job.
done
8.8.3 Radiograph film length shall be 10 inches
minimum, except if the weld is less than 10
feet long.
8.8.4 Radiograph film shall be of approved
quality.
8.8.5 The vendor shall be responsible for taking
the radiography by his own equipment at
his own cost for the entire job.
8.8.6 Weld areas to be radiographed shall be
designated by FEDO.
8.8.7 Radiographs of the welds shall be taken as
soon as the welding joint is completed. If
repairs are required, they shall be carried
out, before continuing the other welds, by the
contractor at his own cost.
Welds attaching nozzles, manholes etc.
shall be inspected as per API-650 latest
and applicable appendix.
8.8.9 Welds found faulty as a result of
radiographic, visual or other tests must
be chipped off to the satisfaction of
FEDO or his representative and a re
welded as per specifications and
instructions. The weld portion shall be
retested as per the instructions of
FEDO or his representative. No claim
for compensation whatsoever shall be
entertained by FEDO on this account.
9.2.0 SHELL TESTS
9.2.1 Bottom to shell joint testing shall be
a. Inner fillet weld shall be inspected
and tested prior to welding the outside
fillet weld. The leak testing shall be
performed with penetrating oil after
removal of slag. Oil shall be removed
before welding the outer fillet.
b. Examination for inner fillet toe cracks
shall be performed using either liquid
penetrant
or
magnetic
particle
method.
9.2.2
After completion, tanks shall be
thoroughly cleaned. All weld lugs
and brackets used for erection
purposes shall be carefully removed
from outside and inside surface of
the tank to the entire satisfaction of
FEDO or his representative. Parent
metal damaged during removal of
erection lugs, brackets etc. shall be
repaired by filling weld metal and
grinding to the satisfaction of FEDO
site engineer.
9.2.3
The vendor shall hydrostatically test
the tank including filling and
emptying. The approved procedure
shall be used for the hydro-testing. If
salt water is used for testing and will
remain in the tank for more than 30
days, an oxygen scavenger and
corrosion inhibitor shall be added.
After testing, the tank shall be
drained and thoroughly rinsed with
clean fresh water. Water, silt or
other dirt left in the t ank after
hydrostatic testing shall be cleaned
so that the tank interior is "broom"
clean and ready for operation.
9.2.4
The vendor shall furnish, lay and
remove all lines required for testing
8.8.8
9.0.0 TESTING
9.1.0 BOTTOM TESTS
9.1.1
The weld joints along the periphery
shall be tested before erection and
welding of the first shell.
9.1.2
Leak tightness of the bottom will be
checked by vacuum box.
9.1.3
A detailed description of the proposed
method shall be submitted for FEDO
review.
9.1.4
Vendor shall test the tank bottom for
the
entire weld length in the
FACT ENGINEERING AND DESIGN ORGANISATION
02ES032/2010
STORAGE TANK
ENGINEERING
SPECIFICATION
PAGE 10 OF 11
from the water supply source and to
the water disposal point. This sh all
include all pumps, valves etc.
9.2.5
After completion,
thoroughly cleaned.
tanks
shall
9.2.6
All openings not used for the hydrostatic
test or any other test shall be closed by
plugs and blind flanges supplied by the
vendor.
9.5.0
TEST GAUGES
9.5.1
All pressure and vacuum gauges shall be
calibrated and calibration certificates
shall be availability for verification
before their use on tests.
be
9.2.5
After equipment, required for testing, shall
be supplied by the vendor.
9.2.6
Vendor shall perform the hydrostatic test
in the presence of FEDO on each tank
after erection.
Any defects observed
during the testing shall be repaired by the
vendor.
9.2.9
When the tank is full upto the nominal
capacity, all welded joints shall be
hammered by the vendor in the presence
of FEDO. In case of any defect, it shall be
repaired and retested by the vendor as
per the instructions of FEDO.
9.2.10 Tank shall be emptied at a maximum water
level variation rate of 5m per day or as per
the instructions of FEDO.
9.2.11 All weld repairs shall be done with water
level minimum 300mm below the joint being
repaired.
9.3.0
ROOF TESTS
9.3.1
Tank roof shall be tested by vacuum
box or applying internal pressure at the
option of the FEDO. Vendor has to make
arrangements for required tests.
9.3.2
The roof drain is to be pressure tested
at 4.0-kg/cm2 gauge pressure. After fixing
the roof seal there should not be any
clearance between shell and seal at any
location for the entire tank height and this is
to be verified during hydro-testing.
9.3.3
Pressure - vacuum relief valves are to be
tested before installing.
9.3.4
Proof testing of the floating roof
simulating the minimum floating roof
design requirements as per code
requirements shall be done with the
floating.
9.4.0
NOZZLE REINFORCING PLATES
9.4.1
These reinforcing plates shall be air
pressure tested at 3 Kg/cm2 with soap
solution. This test shall be done before
hydrostatic testing of tank.
10.0.0 VENDOR DOCUMENTS
10.1.0 Vendor shall furnish documents as listed in
the Vendor data requirements form in
accordance with the
vendor data
submission procedure.
10.2.0 Type of documents to be submitted shall
include
Fabrication drawings.
Calculation sheets.
Material test certificates
Radiographic results Test reports.
WPS S PQR
Calibration charts.
10.3.0 DRAWINGS
10.3.1 General arrangement drawings of the tank
with
design
data
and
material
specifications are attached with the
Enquiry/P.O documents.
10.3.2
Vendor shall forward the general
arrangement
drawing
and
plate
requirement of the equipment along with
the offer, if called for in the enquiry.
10.3.3 On award of contract, vendor shall design
the tank and prepare detailed fabrication
drawings.
10.3.4
Fabrication drawing of tank
include the following details.
shall
General arrangement with overall
dimensions and plate thickness.
Detailed fabrication drawing of each
component
Weld lines, weld profiles and sizes
Edge preparation and method employed.
Tolerance
Quality, brand name. gauge of electrode
to be used.
Details of reinforcement pads with tell tale
holes
Nozzle details
Details of brackets for supporting pipes,
platforms, ladders/staircase, earthing
connection etc.
Detail of appurtenances
Details of internal fixtures
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES032/2010
STORAGE TANK
PAGE 11 OF 11
Complete bill of materials indicating supply
by FEDO/vendor with item wise weight
Total plate requirement
10.4.2
Design calculation of floating roof tank
shall also include the following item.
Design of Pontoon & structural stability
analysis
Pontoon support calculation
Flotation calculation of floating roof
Design and sizing of vent & drains
All other information and general and
special instructions required as per FEDO
drawings
Plate cutting diagrams
Detail of structure for roof supports
Details of stairway, platforms and handrails
11.0.0 STATUTORY REQUIREMENTS
Development details of shell, roof, floating
roof and bottom
WPS and PQR.
Catalogues / drawings for bought-out
items.
11.1.0 Vendor shall arrange for all necessary
statutory clearances like IBR, CCE approval
etc. for drawings, fabrication and site work
at his own cost, unless other wise
specified in the purchase order.
10.3.5 The following details are also required in
the case of floating roof tanks.
Arrangement drawing and fabrication
details of floating roof tanks
Pontoon support details
Rolling ladder and rack
12.0.0 GUARANTEE
12.1.0 Vendor shall guarantee that all materials
used for the equipment have been
submitted
to
regular
acceptance
procedure and free from any defect
regarding quality, form and appearance,
12.2.0 Vessels must be guaranteed for design;
materials and workmanship for a period as
specified in the Commercial conditions of
the Purchase Order.
Rim vent, bleeder vent, PV valve, foam
bund etc.
Centre drain and articulated drain pipe
Foam seal and fixing detail
Deck nozzles, man ways and other
pontoon accessories
12.3.0
Any vessel, or its part not having been
submitted to wrong operating service or
faulty manipulation and found defective
during erection, test or during operation,
shall be repaired / replaced by the vendor
without delay and free of cost within the
guarantee period.
12.4.0
In case of defective equipment FEDO
shall have the option to repair / replace the
equipment after intimating to the
manufacturer, in order to avoid time delay.
In such an event, FEDO shall been titled to
recover the cost of such repair /
replacement
from
the
vendor.
10.4.0 DESIGN CALCULATIONS.
10.4.1 The design calculations shall include design
of the following items
Shell, roof & bottom plates, Roof structure &
supports
Wind and earthquake analysis
Design of wind girder
Design of anchors
Stress analysis of agitator mounted nozzles.
******************
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE
1 OF 13
CONTENTS:
1.0.0. SCOPE
2.0.0. MATERIALS
3.0.0. SURFACE PREPARATION
4.0.0. STORAGE OF PAINTING MATERIALS
5.0.0. MIXING AND THINNING
6.0.0. PAINTING
7.0.0. SAFETY
8.0.0. INSPECTION
9.0.0. GUARANTEE
10.0.0. CODIFICATION OF PAINTING MATERIALS
11.0.0. SCHEME OF PAINTING
12.0.0. COLOUR CODING & MATERIAL FOR PIPING TABLES
PRPD.BY:- JC
CHKD.BY:- CK
APPRD. BY:- JK
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:- April 2010
ENGINEERING
SPECIFICATION
1.1.0. This
specification
covers
the
requirements for surface preparation,
painting and painting materials for
equipment, structures and piping
(including those painted/primed at shop
and those painted at Field/Site.
1.2.0. Requirement of painting for any item
shall be as specified in any of the
following documents.
d)
Equipment Data Sheet
Piping line schedule
Design Basis for package
items
Painting schedule
1.3.0. The purpose of painting described in
this specification is generally for
protection against corrosion.
1.4.0. Painting for other reasons shall be as
indicated in the respective equipment
data sheets or painting schedule.
1.5.0. The following surfaces exposed to
atmosphere are covered by this
specification, which are not provided
by any other form of covering/coating.
a)
b)
c)
d)
PAGE 2 OF 13
a)
1.0.0. SCOPE
a)
b)
c)
02ES023/2010
PAINTING
Pressure vessels, Tanks, Heat
Exchangers and other process
equipment with Carbon steel
and low alloy steel as material
of construction.
Machinery items including
motors.
Steel structures
Carbon and low alloy steel
piping
1.6.0. The following items shall not be
painted unless otherwise specifically
required by respective equipment Data
Sheets/Painting schedule
b)
c)
d)
e)
f)
g)
h)
i)
j)
Non ferrous surfaces, stainless
steel and High Alloy steel
surfaces.
Glass, tile or ceramic surfaces
Name plates and identification
tags
Valve stems
Machined contact surfaces
Galvanised surfaces
Insulation covers
Plastics
Underground / buried piping
and equipments which are
provided with special type of
protective coatings.
Surfaces / Items which are
excluded from painting due to
specific reasons.
1.7.0. This specification also covers painting
of “Markings” and color-coding of
carbon steel, low/high alloy steel,
stainless steel, galvanized iron and
insulated pipes.
2.0.0. MATERIALS
2.1.0. All painting materials shall be of good
quality as covered by respective IS or
other international specifications
2.2.0. Special paints and painting materials
shall have proven quality and shall
meet the requirements laid down in the
respective data sheets for equipment
and piping.
2.3.0. All painting materials shall not have
passed the date of expiry or shelf life as
recommended by manufacturer.
3.0.0 SURFACE PREPARATION
3.1.0 All surfaces to be painted shall be free
from rust, oil, grease, dust, stain,
moisture or any other foreign
material/contamination, as per IS 1477
Part I.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 3 OF 13
3.2.0
Surfaces to be
completely dry.
be
or when the relative humidity of air
exceeds 90%.
3.3.0
Oil, grease, stains and other similar
contaminants shall be completely
removed by using proper solvents and
removers, After cleaning, the surfaces
shall be free from even traces of
contaminants and solvents/removers.
3.9.3. Blasting operations shall not be carried
out during rain, snow, or strong winds.
3.4.0
3.5.0
painted
shall
Dust shall be removed by air blowing
or vacuum cleaning.
Hard and caked dust, mud, mill scale
and rust shall be removed by
mechanical means like wire brushing,
sand blasting , shot blasting or grit
blasting.
3.6.0
Wet surfaces shall be dried by blowing
warm air.
3.7.0
All surfaces cleaned by different
methods shall be painted immediately
with out allowing the clean surfaces
togather dust, rust and other external
substances.
3.8.0
During the course of painting if it is
found
that
the
surfaces
are
contaminated due to any reason, the
same shall be cleaned by any of the
methods described earlier, before
further proceeding with painting.
3.9.4. Blasting medium viz. Slag, grit, or shot
shall be completely dry and shall be
free from any sort of contaminants like
dust, oil, grease etc.
3.9.5. Blasting air shall be completely dry
and shall have minimum pressure of
3.5 kg/cm2.
3.10.0 Surfaces which are not suitable for
blast-cleaning or could not be blastcleaned due to practical reasons shall
be thoroughly wire brushed to exhibit a
pronounced metallic sheen, equivalent
to St 3 as per IS 9954.
3.10.1 Absence
of
compressed
air,
slag/shot/grit and/or blasting equipment
and accessories shall not be a reason
for not carrying out blast cleaning.
4.0.0. STORAGE OF PAINTING
MATERAILS
4.1.0. Paints, varnishes, thinner, additives and
other volatile substances shall be stored
in a flame proof enclosure, away from
heat.
3.9.0
All surfaces to be painted after sand,
grit or shot blasting shall exhibit almost
clean white metal and shall have
surface finish of SA 2 ½ as per IS
9954.
4.2.0. Fire extinguishers or sand and water
for emergency fire fighting operations
shall be provided near storage area at
easily accessible place for use, in case
of fire.
3.9.1
Blast cleaned surfaces shall be primed
within 2 hrs, after blasting, before rerusting starts and before contamination.
4.3.0. Warning Boards and signs shall be
exhibited around the storage area.
5.0.0. MIXING AND THINNING
3.9.2. Blast cleaning shall not be carried out
when temperatures are less than 20C
5.1.0 Mixing and thinning of paints shall be
carried out as per manufacturer’s
recommendations.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
5.2.0
Mixing and thinning operations shall
be carried out in well ventilated rooms.
5.3.0
Only that quantity of paint which is
sufficient to cover the required area
within the specified painting time, shall
be mixed at a time.
5.4.0
Mixed paints shall be used with in the
time span as recommended by
manufacturer. Mixed paints, for which
standing time specified has elapsed,
shall not be used.
5.5.0
5.6.0
Ready-mixed paints containers shall
be opened only at the time of painting.
Containers shall be closed air tight
after drawing paint from it.
Ready-mixed paints shall be stirred
well before drawing from the storage
container as well as during painting
operations.
5.7.0
Ready-mixed paints shall be thinned
only if absolutely necessary by using
thinners commended by manufacturer.
5.8.0
Balance of ready-mixed paints shall not
be poured back into the main container
after use, but shall be kept in a separate
air tight container.
6.0.0
PAINTING
6.1.0
General Requirements.
6.1.1
Painting of equipment, piping and
structurals shall be carried out at shop
or site as prescribed in the respective
eqpt. data sheets, piping line schedule
or structural detail drawing.
.
6.1.2
6.1.3
02ES023/2010
PAINTING
Painting shall not be carried out on
surfaces not prepared and not meeting
the requirements of clause 3.0.0.
Painting shall be carried out only under
favourable conditions. Painting shall
PAGE 4 OF 13
not be carried out in dusty and draught
conditions in damp areas and during
rainy seasons or cold atmosphere.
6.1.4 During painting, adjacent equipments
or surfaces shall be protected from
paint sprays, splashes or drips.
6.1.5 Painting shall be carried out only by
using brushes, rollers, air/airless spray.
6.1.6 Caution boards indicating ‘wet paint’
shall be posted after painting is over
and kept till the curing time is
completed.
6.1.7 For painting of multiple coating, each
coat shall be applied only after
sufficient curing time has elapsed after
the previous coat, as recommended by
manufacturer.
6.1.8 All painted surfaces shall have a
uniform and smooth regular finish.
The surfaces shall be free from foreign
particles, brush marks, bristles, ridges,
waves, laps wrinkles etc. If such
surface defects occur, the same shall be
removed by using abrasive paper/cloth
and re-painted.
6.1.9 Surfaces inaccessible after assembly
shall be painted to requirement before
assembly.
6.1.10 Any imperfect or damaged layer/coat
shall be repaired before subsequent
coating.
6.1.11 At places where welding is to be
carried out at field after assembly, a
space of 100 to 200 mm width shall be
left unpainted on both sides of the
welding joint.
6.1.12 Field welded areas shall be thoroughly
cleaned as required in clause 3.0.0 and
painted in the same manner as the
remaining area.
6.2.0 Shop Painting/Priming.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
6.2.1
PAINTING
Shop painting/priming shall be carried
out as specified in the respective data
sheets/line schedule etc. and shall meet
all
the
requirements
of
this
specification.
6.3.0
Painting at Field /Site.
6.3.1
Field/site painting shall be carried out
as specified in the data sheets/painting
schedule and shall meet all the
requirements of this specification for
painting.
6.3.2
Where
equipments/piping/structures
have
already
received
shop
painting/priming, the painted/primed
surfaces shall be thoroughly cleaned
and inspected for any damage or
defects. Such damages or defects shall
be repaired before starting the filed/site
painting.
7.0.0. SAFETY
7.1.0. Sufficient safety precautions shall be
taken to ensure protection of Personnel,
equipments, piping structures and
buildings in the vicinity, where
painting
materials are stored and
painting and blasting operations are
carried out.
7.2.0. Open flames and exposed elements or
sources of ignition of any kind shall be
prohibited in the area where painting
materials are stored and painting
operations are carried out.
7.3.0. ‘Warning’ or ‘Caution’ boards
indicating chances of fire shall be
displaced around the paint storage and
painting areas.
7.4.0
Electrical fittings and appliances shall
be spark proof and shall not cause a
fire in the painting storage and painting
areas.
7.5.0
Cleaning agents with flash point less
than 400C shall be used.
02ES023/2010
PAGE 5 OF 13
7.6.0 Adequate ventilation shall be ensured
during painting and storage of paints.
7.7.0 Painting workmen shall wear face
masks, gloves and protective clothing
during painting and mixing operations.
In addition, workmen engaged in
blasting operations shall be earmuffs
also.
7.8.0 Area where painting is carried out, as
well as materials are stored shall be
clean, After work, the areas shall be
cleared of all scaffoldings, balance
materials etc. in order to prevent fire
hazards and hinder fire fighting
operations.
7.9.0 Painting materials shall be stored and
painting and blasting operations shall
be carried out only in areas where fire
fighting
equipments/vehicles
and
personnel evacuation vehicles can have
easy access. In areas where such easy
access is not available suitable
precautions are to be ensured.
8.0.0 INSPECTION
8.1.0. All painting materials and related items
shall be inspected to check the
suitability of the same for the specified
purposes.
8.2.0. Painting surfaces are to be inspected
after cleaning operation, to ensure that
the surfaces are fit for painting.
8.3.0. Finished surfaces shall be checked for
uniformity in colour, finish and
appearance as well as for defects.
8.4.0. Thickness of each coat of paint shall be
checked after curing time. The total
thickness of multiple coats shall be as
specified in the data sheets/piping line
schedules/painting schedules.
8.5.0. Paint thickness gauge shall be either
mechanical or electronic. The gauges
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
shall be calibrated regularly. Defective
gauges shall not be used.
8.6.0. Absence of paint thickness gauge shall
not be made for each eqpt/line/structure
separately.
PAGE 6 OF 13
D.02
10.5.0. Polyurethane Coating. (For low temp.
application)
E.01
8.7.0. A detailed quality / inspection report
shall be made for each eqpt / line /
structure separately
9.0.0. GUARANTEE
Guarantee shall cover materials and
workmanship.
10.0.0. CODIFICATION OF PAINTING
MATERIALS
10.1.0. Primers
A.01
A.02
A.03
A.04
A.05
A.06
Synthetic
Zinc
Phosphate
Primer
Epoxy based Zinc Phosphate
Primer
Epoxy based Zinc Rich Primer
Alkyd High Build Zinc
Phosphate Primer
Inorganic Zinc Silicate Primer
Chlorinated Rubber based High
Build Zinc Phosphate Primer
10.2.0. Finish Paints
B.01
B.02
B.03
B.04
B.05
Epoxy Resin based Enamel
Epoxy Resin based Micaceous
Iron Oxide Paint
Epoxy Resin based High Build
Paint
Coal Tar Epoxy Resin based
Paint
Chlorinated Rubber Paint
Single Pack High Temperature
Silicon Aluminium Paint (upto
600oC)
E.02
Two-Pack Polyurethane Holding
Primer
High Build Polyurethane Coating
10.6.0. General Purpose Paints
F.01
F.02
F.03
Synthetic Resin based Enamel
Chemical Resistant Enamel
Alkyd,
Antiskid
Abrasion
Resistant Synthetic Floor Paint
10.7.0. Special Applications
G.01
G.02
G.03
Bituminous Mastic Coating
Asphalt doping as per IS 10987
App-B
Thermocolour Paint
10.8.0 As an alternative, in place of one coat
of E.01 – Two pack Polyurethane
Holding Primer, one coat of Epoxy
Zinc Phosphate Primer A02 (20
microns) followed by one coat of High
Build Epoxy containing Micaceous
Iron oxide-Bo2 (20 microns) shall be
applied before applying finish paint E02-High build Polyurethane coating.
11.0.0 SCHEME OF PAINTING
11.1.0. Scheme of painting of equipment,
piping, structures and other items shall
conform to class 1, class II or class III
as specified in the equipment data
sheet/ piping line schedule/ painting
schedule/ structural drawings.
11.2.0 Representation of painting
10.3.0. Bituminous Coating
C.01
Nontoxic Inert Coating for
drinking water tanks
C.02 Acid Alkali and Heat Resisting
Coating
10.4.0. Heat Resistant Paints
D.01
Dual Pack Aluminium Paint
(upto 250oC)
Requirement of painting of an item
shall be indicated in respective
drawings/ data sheets/ line schedule/
painting schedule as follows. Indicate
primer or finish or both as required
followed by subclass indicated in Table
1, Table 2 or table 3 as the case may
be.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
PAINTING
Eg
Primer
Finish
Primer & Finish
Primer
Primer & finish
Primer
Finish
Primer & Finish
Class I
(1)L
Class I
(1)L
Class I
(2)M
Class II
(2)O
Class II
(3)O/P
Class III
(1)
Class III
(1)
Class III
(3)
02ES023/2010
PAGE 7 OF 13
12.0.0 COLOUR CODING AND MARKING
FOR PIPING
12.1.0 In addition to the requirements of
painting as per 11.0 the finish painting
of the piping shall have the specified
colors as per Table 4 – Color coding
for pipes, for purposes of identification
of service.
12.2.0 All pipes and pipe lines covered under
1.7 shall be provided with “Markings”
such as color bands, hazard markings,
line identification markings, flow
arrow markings etc. at specified
locations/intervals and dimensions as
indicated in Table 5 – Marking of
pipes.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 8 OF 13
TABLE 1 – CLASS I – Pressure Vessels, Heat Exchangers, Reactors, Towers, Tanks and Piping
Sl.
No.
SERVICE
CONDITIONS
OPERAT PAINT
ING
SUBTEMP.
CLASS
1
UN
INSULATED
NON
CORROSSIVE
ATMOSPHERE
UN
INSULATED
CORROSSIVE
ATMOSPHERE
INSULATED
CORROSSIVE
ATMOSPHERE
=/< 15
=/< 65
=/< 125
=/< 400
=/< 15
=/< 65
=/< 125
=/< 400
=/< 15
=/< 65
=/< 125
=/< 400
INSULATED
=/< 15
CORROSSIVE
=/< 65
ATMOSPHERE =/< 125
=/< 400
SUPPORTS
=/< 15
FOR
ALL =/< 65
EQPTS.(INSUL =/< 125
ATED/UN
=/< 400
INSULATED)
EQPT.
AND =/< 15
STRUCTRURE =/< 65
S SUBJECTED =/< 125
TO
SALINE =/< 400
ATMOSPHERE
UN
INSULATED
2
3
4
5
6
PRIMER
(1) L
(1) N
(1) M
(1) H
Type No.of
coats
E.01 1
A.01 2
D.01 2
D.02 2
(2) L
(2) N
(2) M
(2) H
(3) L
(3) N
(3) M
(3) H
(4) L
(4) N
(4) M
(4) H
(5) L
(5) N
(5) M
(5) H
E.1
A.06
A.02
D.02
E.01
A.04
D.01
D.02
E.01
A.06
D.01
D.02
E.01
A.01
D.01
D.02
(6) L
(6) N
(6) M
(6) H
E.01
A.06
A.02
D.02
*DFT
FINISH
30
20
20
20
Type No.of
coats
E.02 2
F.01 2
D.01 2
D.02 2
30
20
20
20
1
2
2
2
1
2
2
2
1
1
1
1
1
2
2
2
30
20
20
20
30
25
20
20
30
30
30
30
30
20
20
20
E.02
B.05
B.02
D.02
E.02
F.01
D.01
D.02
2
2
2
2
2
2
2
2
20
20
20
20
30
20
20
20
1
2
2
2
30
20
20
20
E.02
B.05
B.01
D.02
2
2
2
2
30
30
30
20
* DFT – Dry film Thickness per coat microns
Notation:
L – Low Temperature
N – Normal Temperature
M – Moderate Temperature
H – High Temperature
:
FACT ENGINEERING AND DESIGN ORGANISATION
*DFT
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 9 OF 13
TABLE 2 – CLASS II – OTHER EQUIPMENTS
PRIMER
PAINT
SUB
CLASS
Sl.
No. TYPE OF ITEM
1
2
3
4
5
6
7
8
9
10
11
Chimneys,Stacks,
Furnaces,heaters
(fired
and
unfired)operating
Temp upto450oC
D.M.Water
Storage Tanks
Fresh Water/fire
Water
Storage
Tanks
Drinking Water
Storage Tanks
Acid/alkali
Storage Tanks
Storage
Tanks/Vessels for
Petroleum
Products
Floating
Roof
Tanks:Inside of
shell, top of
bottom
plate,topside and
underside
of
deck, inside of
pontoon
Underside
of
Bottom Plate of
Tanks
Underground
Tanks (buried)
Below Ground
(submersible)
Tanks
Secondary
Reformer&Simila
r Eqpt.(Thermo
colour paint)
*DFT :
**
:
Notation:
FINISH
Type
No.of
coats
*DFT
Type
No.of
coats
*DFT
Outside
(1)
A.05
2
25
D.02
2
20
Outside
Inside
Outside
(2)O
(2)P
(3)O
A.01
A.03
A.01
2
2
2
20
35
20
F.01
B.03
F.01
2
2
2
25
35
25
Inside
Outside
Outside
(3)P
(4)O
(4)P
A.03
A.01
A.01
2
2
2
35
20
20
B.04
F.01
C.01
2
2
3
75
25
20
Outside
(5)
A.04
2
30
C.02
3
25
Outside
(6)O
A.04
2
50
D.01
2
25
Inside
(6)P
A.02
2
30
B.03
2
75
Outside
(7)O
A.04
2
50
D.01
2
25
(7)P
A.02
2
30
B.03
2
75
(7)Q
A.01
2
25
(8)
A.01
1
20
G.01
1
80
Outside
(9)
A.01
1
20
G.02
Outside
(10)
A.06
2
35
B.05
3
35
(11)
G.03
2
**
G.03
1
**
Dry Film Thickness per coat microns
As per Manufacturer’s recommendations
O- Outside
P-Product Side
Q-Specified Side
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 10 OF 13
TABLE 3 – CLASS III – MISCELLANEOUS
Sl. TYPE OF ITEM
No.
1
Steel structures, Platform
Supports
PAINTING
SUB
Type
CLASS
PRIMER
No.
of
*DFT
coats
FINISH
Type
No.of
coats
*DFT
(1)
A.04
2
20
B.01
2
25
2
Chequered
Plate,Floorplanks&Gang
ways
(2)
A.04
2
20
F.03
2
25
3
Handrails
Posts,Railings,Ladders
and Stairways
(3)
A.04
2
20
B.01
2
25
* DFT – Dry Film Thickness per coat microns
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 11 OF 13
TABLE 4 – COLOUR CODING FOR PIPES
Sl.
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
Identification
Ground / Finish Colour
Instrument Air0
Sky Blue
Service Air
Sky Blue
Plant Air
Sky Blue
Cooling Water
Sea Green
Service Water
Sea Green
Demineralised Water
Sea Green
Boiler Feed Water
Sea Green
Steam Condensate
Sea Green
Boiler Blow Down
Sea Green
Turbine condensate
Sea Green
Process Condensate
Sea Green
Low Pressure Steam
Silver Grey
Medium Pressure Steam
Silver Grey
High Pressure Steam
Silver Grey
Very High Pressure Silver Grey
Steam
Naphta Liquid
Light Brown
Naphta Vapour
Light Brown
Fuel Oil
Light Brown
Antifoam Solution
Black
Phosphate
Black
Hydrazinc
Black
Waste Water
Black
Oily Water
Black
Ammonia Liquid
Dark Violet
Ammonia Water
Dark Violet
Ammonia gas
Dark Violet
MDEA Solution
Dark Violet
Process Vent
Canary Yellow
Carbondioxide
Canary Yellow
Hydrogen
Canary Yellow
Nitrogen
Canary Yellow
LPG
Canary Yellow
Fuel gas
Canary Yellow
Process Gas
Canary Yellow
Synthesis Gas
Canary Yellow
Effluent
Black
Drinking Water
Sea Green
Service
Colour Band - 1
Colour Band - 2
White
Light Brown
French Blue
French Blue
French Blue
Light Orange
Light Brown
White
White
Black
Light Orange
Light Brown
Signal Red
Signal Red
Signal Red
French Blue
Signal red
French Blue
French Blue
French Blue
White
Sea Green
Signal Red
Signal Red
Sea Green
White
French Blue
French Blue
French Blue
Black
Light Grey
Light Grey
Signal Red
Black
French Blue
Light Brown
Sea green
White
Sea Green
Light Orange
White
Sea Green
Signal Red
Sea Green
Canary Yellow
White
Signal Red
Signal Red
-
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 12 OF 13
TABLE 5 – MARKING FOR PIPES
1.0.
GROUND COLOUR
UNIT OF MEASUREMENT
Insulated Line – all
(excludes buried line)
1.1.
Un-insulated Lines–Stainless : Ground colour for a length Per Marking as per para 6.0
Steel,GI ,Alloy steels &
of 2 meters
below including pipe supports
Other non-ferrous pipelines
(excludes buried line)
___________________________________________________________________________
1.2.
Un-insulated carbon steel
: Ground colour applied
Run length in Meters along
Lines (excluded buried
throughout entire length
centreline including Markings
Lines)
as per Para 6.0 below &
pipe supports
___________________________________________________________________________
2.0.
COLOUR BANDS MARKINGS
2.1
Colour band(s)and its width,Band 2 downstream of Band 1(ie.after band 1
along the direction of flow)
Pipe size NB
(D-pipe size in inches)
80 NB and below
Above 80 NB(3”) up to 100 NB(4””)
Above 100 NB(4”) up to 300 NB(12”)
Above 300 NB(12”)
3.0
4.0
5.0
Band 1
mm
75
D x 25
D X 20
D x 15
B and 2
mm
¼ of Band 1
(Rounded to the
nearest mm)
Diagonal strips of Black and golden Yellow as per IS2379
superimposed on the ground color. If color bands exists, the hazard
marking shall be painted downstream of the bands (ie. after bands in
the direction of flow)
Color shall be Black or White to contrast with the color on which
LINE
IDENTIFICATION they are painted. It shall consist of Line No., Line size, Fluid code
& Pipeline Spec. No. The lettering dimensions shall be as per
MARKINGS
IS2379.
Color shall be Black or White to contrast with the color on which
FLOW ARROW
they are painted. The dimension of the arrow shall be as follows and
MARKINGS
is based on the size of the pipeline.
HAZARD
MARKINGS
d
a
c
b
a
b
c
d
150NB &
below
65
30
95
20
FACT ENGINEERING AND DESIGN ORGANISATION
200NB &
above
90
50
125
30
ENGINEERING
SPECIFICATION
6.0
02ES023/2010
PAINTING
PAGE 13 OF 13
LOCATION OF MARKINGS
Marking includes 2M long ground
color, color band(s), hazardous
marking, Line No. & flow direction
arrow which shall be located at the
following points with proper visibility
as per IS2379.
a. Battery Limit Points
b. Either side of walls & dyke walls
c. For long yard piping – at 30M
interval
d. Inter-section on pipe bridge
e. Any other location indicated by the
Engineer-in-charge at site
7.0
PIPE SUPPORTS
7.1
This includes base springs, hanger
springs, shoes and trunnions etc. and
excludes pipe bridge structures,
platform, equipment support structures
and such structures which do not
actually support the pipeline.
The painting of pipe supports forms
part of the pipelines and a separate rate
will not operate.
7.2
7.3
The painting specification for pipe
supports shall be same as that for pipe
ground colour.
****************
FACT ENGINEERING AND DESIGN ORGANISATION
02ES030/2010
ENGINEERING
SPECIFICATION
RUBBER LINING
PAGE 1 OF
CONTENTS
PRPD.BY:- JC
1.0.0
SCOPE
2.0.0
GENERAL
3.0.0
DESIGN OF LINING
4.0.0
MATERIAL
5.0.0
SURFACE PREPARATION
6.0.0
APPLICATION
7.0.0
TESTING
8.0.0
INSPECTION
9.0.0
REPAIR
10.0.0
STORAGE
11.0.0
TRANSPORTATION
12.0.0
GUARANTEE
CHKD.BY:- CK
APPRD. BY:-JK
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:- April 2010
9
ENGINEERING
SPECIFICATION
02ES030/2010
RUBBER LINING
PAGE 2 OF
9
1.0.0
SCOPE
2.2.0
SPECIAL REQUIREMENTS
1.1.0
This specification covers the
requirements for design, supply of
materials,
surface
preparation,
application of rubber lining, curing,
inspection, testing and repairs of
lining with rubber for vessels, tanks
etc. made out of carbon steel
material.
2.2.1
Special requirements pertaining to
specific application shall be adhered
to strictly.
2.2.2
It shall be the responsibility of the
vendor to ensure that all aspects of
design, fabrication, inspection and
testing conform to the requirements
of the specified codes, standards and
legal requirements.
2.2.3
Conflicts, if any between the eqpt.
Datasheet / drawing / this
specification / codes and other
enquiry
/
purchase
order
specifications shall be referred to
FEDO for clarification, prior to the
work. Changes in price and delivery
due to such clarification shall be
resolved and settled immediately. In
any case the vendor is bound to
accept the stringent of the
conflicting clauses without any price
/ delivery change.
2.3.0
STATUTORY APPROVAL
2.3.1
Vendor shall obtain approval from
the statutory bodies for equipment
falling under such categories.
2.4.0
FEDO DRAWINGS AND
SPECIFICATIONS
2.4.1
FEDO will furnish the vendor the
drawing which are prepared based
on FEDO’s basic design work
containing information such as the
shape, basic dimension, design
conditions
and
material
of
construction etc. required by the
vendor to do the estimate of the
work and to make detailed
application drawings. Subsequent
revision, if any, in FEDO drawings
which will be communicated to the
vendor shall also be considered.
1.2.0
Rubber lining shall be provided to
the equipment on all portion
indicated in the respective data
sheet / drg. of the equipment.
1.3.0
The items shall be rubber lined at
site or at the vendor’s shop as per
the order.
1.4.0
FEDO means FACT
ENGINEERING AND DESIGN
ORGANISATION, their authorised
representative or their client.
2.0.0
GENERAL
2.1.0
CODES AND STANDARDS
2.1.1
The applicable codes, standards and
legal regulations shall be as
indicated in FEDO drawings, data
sheets and specifications. Such
codes and standards shall be of
latest editions, unless otherwise
specified.
2.1.2
The vessel to be rubber lined shall
in general confirm to the
requirements of Part-I of Indian
standards 4682-1968 “Code of
practice for lining of vessels and
equipments for chemical processes
Part1-Rubber lining”.
2.1.3
Vessels and Tanks to be rubber
lined shall be fabricated in such a
manner that it complies with the
requirements of IS4682-Part-I.
2.1.4
The lining shall be as per this
specification and confirm to the
requirements of IS 4682 Part-I.
FACT ENGINEERING AND DESIGN ORGANISATION
02ES030/2010
ENGINEERING
SPECIFICATION
RUBBER LINING
2.5.0
VENDOR DRAWINGS /
DOCUMENTS
2.5.1
The drawing furnished to the vendor
generally will not be a detailed
application drawing. Hence it is the
responsibility of the vendor to furnish
detailed application drawings. Refer
Vendor Data submission procedure
(VDSP),
and
Vendor
Data
Requirement (VDR) for FEDO
requirement.
3.0.0
DESIGN OF LINING
3.1.0
The selection lining and its method
application shall be based on the
following information’s supplied by
FEDO.
1.
Full analysis of operating medium
including constituents present in
traces.
2.
Maximum,
operating
conditions
variation.
minimum and normal
temp: and pressure
including
cycle
of
3.
Cycle of operation, whether batch or
continuous process.
4.
Details of the amount, particle size
and physical characteristics of the
suspended matter together with rates
of flow.
5.
MATERIAL
4.1.0
The quality of the rubber shall be
such that it should withstand the
chemical and physical conditions
specified during its service life. It
shall withstand deterioration by
prolonged contact with the contents
of the vessel.
4.2.0
Thickness and hardness of the lining
specified by FEDO is the minimum
requirements and for general
guidelines only. The vendor is at
9
liberty to change the thickness and
also the hardness to suit the service
condition specified. Such changes
shall be explained in the offer with
the reasons for the changes.
4.3.0
Lining shall be designed taking into
account the proposed vulcanising
method (autoclave vulcanisation /
site vulcanisation / and with pressure
steam or open steam).
4.4.0
The rubber sheet should be free from
blisters and other imperfections
which would affect the performance
pf the lining. The thickness tolerance
of the lining shall not exceed plus or
minus 10%.
4.5.0
The lining shall be done with nature
rubber which shall be vulcanised
thereafter or with pre-vulcanised
rubber of suitable grade and
hardness of the service mentioned in
the enquiry / order.
4.6.0
Only virgin rubber shall be used for
the lining and the vendor shall
provide an identification number for
the approved mix and supply
samples of vulcanised sheets for test
and reference in case of any dispute
which may arise in future.
4.7.0
Alternate materials such as synthetic
rubber equal or superior in quality
may be offered as an alternative
when called for in the enquiry and
the properties and suitability of such
materials shall be established by the
vendor. Such materials shall be used
only with the approval of FEDO.
4.8.0
Care should be taken in the
manufacture of the sheets to ensure
minimum of stress in the material
which could cause shrinkage during
vulcanisation.
4.9.0
Care should be taken to see that the
rubber sheets used on the job are not
semi-vulcanised due to exposure to
outside temperatures / long storage.
Probable
anticipated
mechanical
damage, if any during construction or
operation.
4.0.0
PAGE 3 OF
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES030/2010
RUBBER LINING
4.10.0 VULCANISATION
4.10.1 Generally vulcanisation of the lining
shall be done by steam curing. This
shall be achieved by keeping the lined
equipment in autoclaves for the
desired duration and temperature.
4.10.2 The equipment itself shall be used as
the autoclave by admitting steam
directly into the vessel, provided that
all parts of the equipment is designed
to withstand the applied steam
pressure. Vendor shall submit
calculation to establish this aspect
along with such offer. However this
method shall be adopted only with
prior approval form FEDO.
4.10.3 When the above two alternatives are
impractical and the equipment is
larger than 2m diameter prevulcanised (pre-cured) rubber sheets
shall be used for lining job. However
this aspect shall be mutually agreed
upon before placement of order /
application.
5.0.0
SURFACE PREPARATION
5.1.0
All surface to be rubber lined shall
be thoroughly cleaned using a
solvent or with live steam.
5.2.0
The cleaned surface is then
sandblasted to SA 2 ½ to remove
rust and scale. The sand / grit used
for the job shall be 30-40 mesh size
5 to 60 Kgs/cm2 g air pressure shall
be used for blasting to prepare the
surface fit for lining. The sand used
for the job shall have sharp edges
and shall be preferably mountain
sand. Sand used once shall not be
reused. After each days sandblasting
is over the surface blasted is cleaned
and first coat primer applied
immediately
to
prevent
rust
formation.
5.3.0
Sharp changes in contours in the
surface to be covered shall be
avoided wherever possible. Edges
formed by the junctions of plates etc
in different planes and external
angles
including
misalignment
should be welded and finished by
grinding to a suitable radius. Internal
angles should be fillet welded and
ground concave so as to provide
adequate radius. The radius should
be as great as possible. The
minimum radius shall be equal to the
thickness of lining vendor shall
ensure that all the surface / contour /
welds etc are prepared to his
satisfaction before taking over the
equipment for lining work.
5.4.0
All surfaces which are to be covered
with rubber shall be free from pit
holes
and
other
physical
imperfections. Pittings, corrosion,
cavities, depressions, laminations etc
shall be filled by welding and
ground to a smooth curvature.
4.10.5 Alternate vulcanisation methods shall
be employed when called for by the
design and overall dimensions of the
equipment and depending on the
facilities available at site, without
risking the performance of the lining
to the required service with mutual
agreement of vendor and FEDO.
4.10.7 During vulcanisation abrupt increase
and decrease of pressure and
temperature shall strictly avoided.
4.10.8 The temperature difference between
the inside and outside of the shall be
limited to less than 10BC during
9
vulcanisation by providing suitable
insulation.
4.10.4 In any case during lining by
compartments or in parts is not
acceptable
as
the
resultant
vulcanisation will not be uniform.
4.10.6 If the edges of flanges are blanked
off, a satisfactory method shall be
resorted to, to avoid under
vulcanisation of the flanges faces.
PAGE 4 OF
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
5.5.0
02ES030/2010
RUBBER LINING
All weld spatters should be removed
from surface to be rubber lined.
5.6.0
Any projections that are objectionable
to soundness of lining shall be
removed by grinding.
5.7.0
An initial sandblasting may be
resorted to, if necessary to assess the
repairs to be done for the vessel to
make it fit for rubber lining.
5.8.0
Only after complete repairs have been
carried out and vessel made fit for
rubber lining, final sandblasting as
mentioned above shall be done and
first coat primer applied.
6.0.0
APPLICATION
6.1.0
GENERAL
6.1.1
All the surface of the vessel shall be
lined as shown in the data sheets /
drawings with rubber sheets of
specified thickness secure by bonded
to the metal surface.
6.1.2
Before applying the second coat of
rubber solution the surface on which
the first prime coat has been given
after sand blasting shall be cleaned
with cloth moistured in petrol or other
suitable cleaning agent to remove the
possible dust accumulation due to
blasting. The surface shall be
thoroughly checked for any rust
formation also. After cleaning petrol /
suitable cleaning agent sufficient time
lag shall be given for the vapour to
evaporate and to get a dry surface.
Subsequent coats of rubber solution
shall be applied after the solvent has
evaporated from the previous layer.
The rubber coatings shall be applied
in a thin uniform continuous layer
using brush. Care shall be taken not
to for air bubbles while applying the
coating. Drips or clots if any shall be
carefully rubbed into the metal with a
brush. The coating film shall be
protected against contamination by
dust, fibres and hairs from the brush.
PAGE 5 OF
9
6.1.3
The calendered rubber sheets shall
be made to fit the surface to be lined.
The edges of the rubber sheets shall
be chamfered with the maximum
inclination of the knife to get a
proper overlapping joint. That side
of the sheet which will be in contact
with the adhesive shall be wiped
with the rubber solvent to clean its
surface and increase its tack. As
soon as the solvent evaporates and
the surface still retains its tack the
sheet shall be applied to the metal.
6.1.4
Any pre-shrinking of the rubber
sheet shall be done at shop / site
before hand tailoring the sheet to fit
the surface to be lined.
6.1.5
The air trapped between the rubber
sheets and the metal surface shall
then be thoroughly and carefully
forced out by using suit able rollers.
6.1.6
Extreme care shall be taken during
rolling to avoid air entrapping. In
unvulcanised sheets if air bubbles
are noticed, the same shall be
punctured at a suitable inclination,
with a needle / knife dipped in
rubber solution and the air pressed
out through the hole formed and the
puncture / cut rolled with the roller.
6.2.0
JOINING OF SHEETS
6.2.1
Unvulcanised sheets shall be joined
by using overlap bevel joints and
vulcanised sheets by strapped joints
as detailed in IS4682-Part I.
6.2.2
The staggering of the joints of the
first and second layer rubber lining
shall not be less than 100mm.
6.2.3
Overlap joints shall be made in such
a way that the overlap flow the
direction of liquid flow.
6.2.4
Joints at corners and at the edge of
rings shall be strictly avoided.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES030/2010
RUBBER LINING
6.3.0
SAFETY AND PRECAUTIONARY
ASPECTS
6.3.1
All safety precautions as per the
Factories Act shall be strictly
followed while working inside the
vessels.
6.3.2
6.3.3
6.3.4
a.
All naked light shall be avoided 24
volts safety lamps shall be used.
While applying solution, frequent
check shall be conducted with a gas
tester to ensure that no inflammable
or explosive gasses exist within the
limit.
The following precautions shall be
adhered to while testing for continuity
of lining with a spark tester.
Remove moisture from inside the
tank or other object being tested
and from the surface of the rubber
so as to prevent electric shock.
b.
Remove oil, dust, wood, metal etc
from the rubber lining surface.
c.
For vessels, tanks, ducts, pipe lines
in open areas sparks test shall not
be conducted while it is raining.
d.
Inflammable objects shall be kept
away from the test area.
e.
Confirmation shall be obtained
from the Owner that no flammable
or explosive gasses or other
materials exist in the test area.
6.3.5
Smoke inside or near the rubber
lining area or near the area where the
compound adhesive etc and stored
shall be strictly forbidden.
6.3.6
Workers of inside the vessel shall be
instructed to wear only rubber shoes.
There shall not be any nail or other
sharp objects in the shoes which can
damage the rubber lining.
6.3.7
Metal scaffolding shall be avoided
inside the vessel.
PAGE 6 OF
9
6.3.8
Bamboo or wooden scaffolding /
platforms used shall be sufficiently
strong and shall not have sharp
edges which may damage the rubber
lining.
6.3.9
Ladder used for the job shall have
the bottom covered with rubber shoe
to prevent any possible damage to
the lining.
6.3.10 Any site cutting of the rubber sheets
required shall not be allowed inside
the vessel.
6.3.11 Knives or sharp objects shall not be
allowed inside the vessel except for
any repairs of the rubber lining
being done.
6.3.12 Care shall be taken to ensure that
semi-vulcanised rubber sheets are
not used on the job.
6.4.0
SPECIAL REQUIREMENTS FOR
LINING OF VACCUM VESSELS
6.4.1
The vendor shall decide the lining
material and application procedure
only after complete study of the
working conditions.
6.4.2
Triplex rubber lining with soft-hardsoft layer is preferred for vacuum
service rubber lining.
6.4.3
For vessels which operate under
vacuum,
pre-vulcanised
rubber
sheets shall not be used since it has
less bond strength.
6.4.4
Since peeling of rubber from metal
surface can be due to improper metal
surface, surface preparation is one of
the most important factors in lining
of vacuum vessels.
6.4.5
Wherever possible the rubber lining
of vessels under vacuum should be
done in the vendor’s shop so that
special attention can be given during
application,
vulcanised
in
an
autoclave.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
6.4.6
02ES030/2010
RUBBER LINING
Wherever the rubber lining of vessel
under vacuum are done at site the
vessel shall be vulcanised by pressure
vulcanisation method by using the
equipment as an autoclave by sealing
openings with blind flanges and
taking all design / application
precaution. Adequacy of strength of
the equipment against the steam
pressure and temperature shall be
ensured before proceeding this
method.
6.4.7
The equipment shall be provided with
outside insulation to limit the
temperature
difference
between
inside and outside within 10BC.
6.4.8
Each rubber sheet shall be spark
tested to detect defects / pinholes
before application. Spark testing
should be done before and after
vulcanisation.
6.4.9
Peel test shall be conducted for each
batch of material and only after
ensuring that the bond strength is as
per IS 4682 Part I the lining job shall
be carried out.
6.4.10 Wherever the lining thickness is more
than 3mm, lining shall be done in
different layers with the maximum
thickness of the single layer being 2.5
mm. All vertical and horizontal joints
should be staggered and should have
proper overlaps.
6.4.11 After completion of the lining,
before vulcanisation the lining shall
be subjected to positive air pressure
(as limited by the design of the
equipment), which ensures even
bondage between metal surface and
rubber.
6.4.12 After completion of the rubber
lining, the vessel shall be kept for a
period of minimum 2 days for
natural
drying
before
being
vulcanised.
PAGE 7 OF
9
6.4.13 Sample rubber pieces shall be put
inside
the
vessel
during
vulcanisation and checks shall be
made on the sample piece at the end
of vulcanisation to ensure that
uniform proposed hardness has been
obtained.
6.4.14 Care shall be taken to see that the
pressure and temperature inside the
vessel is raised / lowered slowly at a
uniform rate and any abrupt increase
/ decrease shall be strictly avoided.
6.4.15 Steam traps and drain holes shall be
provided at the lowest point of the
vessel to drain the condensed water
to prevent under vulcanisation of the
rubber in those areas.
6.4.16 A hammer test shall be conducted
with a wooden mallet to detect any
separation of rubber from metal
surface.
6.4.17 During testing, if the rubber lined
surface shows defects in more than
10% area, the vessel shall be
completely relined and retested at
free of cost.
7.0.0
TESTING
7.1.0
Inspection and testing of rubber
lining shall be carried out at all
stages.
7.2.0
The
physical
properties
/
composition of the rubber lining
shall be tested when specified by
FEDO as per the requirements of IS
3400.
7.3.0
Peel test shall be conducted on
samples of each batch of compound
and adhesive and the values
obtained shall be as per IS 4682-Part
I.
7.4.0
The vendor shall give test results
conducted on samples of hard rubber
for bond strength as per ASTM-429
and the values shall be as per IS
standards.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
7.5.0
7.6.0
02ES030/2010
RUBBER LINING
Continuity of the lining shall be
ensured by visual inspection and
high frequency spark test as per IS
4682-Part I. Spark test shall be
conducted
before
and
after
vulcanisation. The voltage used shall
be as per IS 4682- Part I.
Hammer test with wooden hammer
shall be conducted before and after
vulcanisation to detect any possible
air gaps / separation of sheets from
metal surface.
7.7.0
Hardness test shall be conducted on
completion of vulcanisation as
specified in IS 4682-Part I.
7.8.0
The thickness of the lining shall be
checked by direct measurement or by
using a thickness metre as the case
may be.
7.9.0
A hydraulic test, wherever required at
an agreed pressure and for an agreed
duration of times shall be conducted
in a manner specified by FEDO and
there shall be no leakage past the
lining.
7.10.0 A vacuum test shall be carried out
maintaining the specified vacuum for
a period of 8 hour and by an agreed
method wherever specified by FEDO.
7.11.0 Wherever contamination of the
contents of the equipment by the
lining material in detrimental, check
shall be conducted on samples of the
compound.
8.0.0
INSPECTION
8.1.0
FEDO or its representative shall
have free access to the works of the
vendor during execution of the job.
The vendor shall furnish all facilities
to the buyer or his representative to
satisfy himself that the materials
used and the quality of workmanship
are in conformity with this
specification.
PAGE 8 OF
9
8.2.0
The vendor shall also notify FEDO
the test schedule sufficiently in
advance as to enable them to witness
the tests.
8.3.0
All expenses in connection with
taking specimens and samples and
subsequent testing shall be borne by
the vendor.
9.0.0
REPAIRS
9.1.0
Any minor defects noticed on testing
and inspection shall be rectified by
the vendor in a manner mutually
agreed by the vendor and FEDO.
The repair shall be done as per good
engineering practice and to the entire
satisfaction of FEDO site engineer.
9.2.0
After the repair, the vendor shall
conduct further test and satisfy
FEDO regarding the suitability of
the lining.
9.3.0
After conducting tests, if the lining
again shows major defects, the
vendor shall replace the complete
lining to the satisfaction of FEDO
representative.
9.4.0
In case of any dispute regarding the
degree of the defect as to major
defect or minor defect and the areas
to be replaced, the decision of
FEDO shall be final.
10.0.0 STORAGE
10.1.0 STORAGE OF LINING
MATERIALS
10.1.1 The rubber sheets and adhesives
shall be transported from the works
of the vendor and stored at site at the
required temperatures.
10.1.2 The air conditioned / cold storage
facilities provision required at site
and during transportation shall be
mutually discussed and arranged
between the vendor and owner prior
to placement of order. However it
shall be the responsibility of the
vendor to arrange all facilities for the
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES030/2010
RUBBER LINING
safe transport and storage of the
sheet and adhesives at his own cost.
10.1.3 The vendor shall ensure that the work
area is properly protected against
unfavourable weather conditions such
as rain, wind dust etc.
10.2.0 STORAGE OF LINED VESSELS
10.2.1 The lined vessels shall be kept
preferably in cool and dark place. In
case of large equipment the outside of
the vessel shall be covered to protect
from direct sunlight.
10.2.2 The rubber lined vessels may be filled
with water until it is commissioned.
10.2.3 The rubber lined equipment shall be
kept away from fire.
11.0.0 TRANSPORTATION OF
RUBBER LINED EQUIPMENT
11.1.0 Rubber lined equipment shall be
properly crated to prevent possible
impact and mechanical damage
during transportation.
11.2.0 Extreme care shall be taken while
loading and unloading of rubber lined
equipment to prevent damage.
PAGE 9 OF
9
12.0.0 GUARANTEE
12.1.0 Vendor must guarantee that all
materials used for the lining have
been submitted to regular acceptance
procedureand free from any defect
regarding composition, strength,
quality, form and appearance.
12.2.0 Rubber lining must be guaranteed
for
design,
materials
and
workmanship for a period as
specified
in
the
commercial
conditions of the purchase order.
12.3.0 Any vessel lining or part not having
been submitted to wrong operating
service or faulty manipulation and
found defective during test after
installation or during operation, shall
be repaired / replaced by vendor
without delay and free of cost within
the guarantee period.
12.4.0 During guarantee period, in case of
defective equipment, FEDO shall
have the option to repair / replace
the equipment after intimating to the
vendor, in order to avoid time delay.
In such an event, FEDO shall be
entitled to recover the cost of such
repair / replacement from the
vendor.
********************
FACT ENGINEERING AND DESIGN ORGANISATION
02ES041/2010
ENGINEERING
SPECIFICATION
ANCHOR BOLT
PAGE 1 OF 2
CONTENTS
PRPD.BY:- JC
1.0.0
SCOPE
2.0.0
CODES AND STANDARDS
3.0.0
MATERIAL
4.0.0
IDENTIFICATION MARKS
5.0.0
INSPECTION
6.0.0
PACKING AND FORWARDING
7.0.0
VENDOR DOCUMENTS
8.0.0
GUARANTEE
CHKD.BY:- CK
APPRD. BY:- JK
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:- April 2010
02ES041/2010
ENGINEERING
SPECIFICATION
ANCHOR BOLT
1.0.0 SCOPE
1.1.0 This
specification
covers
the
requirement
for
manufacture,
inspection, testing and supply of
anchor bolts for static equipment.
1.2.0 The vendor shall quote for all the items
in the anchor bolt schedule. The
requirement given in the schedule is
indicative only. The purchaser reserves
the right to delete/increase/decrease the
number of bolts in each category. The
quoted rates shall be firm even after
such change in scope. The final
requirement will be intimated during
the time of placing the order.
2.0.0 CODES AND STANDARDS
2.1.0 Bolt shall be Metric sizes as per the
anchor bolt schedule and threads shall
be as per IS 4218.
2.2.0 The threads shall be 2 pitch series for
bolts below M24 size and 3 pitch series
of sizes M24 and above.
3.0.0 MATERIAL
3.1.0 The material of construction of bolt
shall be as specified in the anchor bolt
designation. Anchor bolt designation
is as explained below.
PAGE 2 OF 2
4.0.0 IDENTIFICATION MARKS
4.1.0
Anchor bolts supplied shall be
provided with proper identification
marks indicating the bolt designation
listed in the schedule. The designation
shall be clearly stamped with low
impression punching on the shank of
each anchor bolt. In addition to this all
the anchor bolts shall be individually
provided with suitable leather tags with
the designation printed on it.
5.0.0 INSPECTIION
5 . 1 . 0 Anchor bolts shall be subjected to
inspection / acceptance by FEDO /
Purchaser.
6.0.0 PACKING AND FORWARDING
6.1.0 All items shall be properly packed so as
to enable easy identification of each
type of bolts. The packing shall be
done as per the FEDO engineering
spec. 02ES022/2010. Threading of
bolts and nuts shall be coated with
suitable lubricant to prevent galling,
before despatch.
Eg.M24TP3A
7.0.0 VENDOR DOCUMENTS
M24
Size
TP3 A
Type Material code
3.2.0 Refer FEDO standard 02DS002 for
details and dimensions of various types
of anchor bolts. Material code shall be
as specified below.
Bolt
Nut
A
SA 193 B7
SA 194 2H
Plates IS-2062
B
IS-2062
SA 194 2H
C
SS-304
SS-304
IS-2062
SS-304
Relevant material test certificates,
certificate of manufacturing and
inspection shall be forwarded along
with supply.
8.0.0 GUARANTEE
8.1.0
Material
Part
7.1.0
Vendor shall guarantee against
defective
materials
and
faulty
workmanship for the period and terms
as specified in the commercial
conditions of the enquiry/order.
**********************
FACT ENGINEERING AND DESIGN ORGANISATION
iso2.sty
ENGINEERING
SPECIFICATION
CENTRIFUGAL PUMPS
FOR GENERAL PURPOSE SERVICES
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
SCOPE
REFERENCES
DEFINITIONS
DESIGN AND MANUFACTURE
SHOP INSPECTIONS AND TESTS
ASSEMBLY & PREPARATION FOR SHIPMENT
APPENDICES
1.0.0
SCOPE
————————————
This specification covers the engineering requirements for horizontal and vertical centrifugal
pumps for general purpose services.
Special requirements of the project.
Special requirements of the project attached to
this specification cover modifications to this
specification, customer’s special or local requirement as well as specific job data pertinent
to this specification. Where special requirements of the project are in contradiction to this
specification, special requirements of the
project shall govern.
1.2.0
2.0.0
REFERENCES
The requirements contained in the latest editions (unless otherwise indicated) of the following specification, standards and code shall form
part of this specification, in the manner and to
the extent indicated herein.
1. ANSI B1.1
: Unified Inch Screw Threads (UN
and UNR Thread Form)
2. ANSI B2.1
: Pipe Threads (Except Dryseal)
3. ANSI B4.1
: Preferred Limits and Fits for
Cylindrical Parts
4. ANSI B16.5 : Steel Pipe Flanges, Flanged Valves and Fittings
5. ANSI B31.3 : Chemical Plant and Petroleum
Refinery Piping
6. ASME Boiler and Pressure Vessel Code
a. Section III, Division 1
b. Section V, Nondestructive Examination
c. Section VIII, Divisions 1 and 2
7. Hydraulic Institute Standards for Centrifugal ,
Rotary &Reciprocating Pumps.
8. AFBMA (Anti Friction Bearing Manufacturers’
Association ) Standards for Ball and Roller Bearings and Steel Balls.
9. MSS (Manufacturers Standardisation Society of
the valve and fittings industry) Standards.
3.0.0 DEFINITIONS
The following terms as used in this specification
shall have the meanings denoted:
PRPD. BY:B.K
CHKD. BY:N.R.N
01ES010 / 94
PAGE 1 OF 7
1. Max. Allowable Casing Working Pressure
The greatest discharge pressure at the
specified pumping temperature for which
the pump casing is designed. Designs shall
conform to the requirements of this
specification. The pressure shall be equal
to or greater than max. discharge pressure.
2. Maximum Discharge Pressure
The maximum possible suction pressure to
be encountered, plus the maximum differential pressure the pump is able to
develop when operating at the specified
conditions of speed, specific gravity and
pumping temperature with the furnished impeller. For vertical pumps, the pressure shall
be referenced to bottom of base plate.
3. Rated Discharge Pressure
The discharge pressure of the pump at the
guarantee point related to rated capacity,
speed, suction pressure and liquid specific
gravity. For vertical pumps, the pressure
shall be referenced to bottom of base plate.
4. Maximum Suction Pressure
The highest suction pressure to which the
pump is subjected during operations. For
vertical pumps, the pressure shall be referenced to bottom of base plate .
5. Rated Suction Pressure
The suction pressure for the operating conditions at the guarantee point. For vertical
pumps, the pressure shall be referenced to
bottom of base plate.
6. Rated Speed
The normal operating speed (in rpm) on
which the pump performance ratings and
guarantees are based. For motor-driven
pumps, rated speed shall be the actual
speed of motor based on test report or
drawings of the motor.
7. Rated Brake Horsepower
The horsepower required by the pump at the
specified rated operating conditions, including capacity, pressures, specific gravity and
viscosity.
8. Pressure Casing
All major stationary pressure containing
components of the pump unit, including all
attached nozzles and other components,
but excluding the shaft and shaft sleeves.
9. Net Positive Suction Head Available
NPSHA is determined by the purchaser
based on the pumping system requirements. NPSHA is the total suction head in
metres of liquid absolute - referred to the
pump centerline for horizontal pumps and
to the top of the foundation for vertical
pumps - minus the vapor pressure of the
liquid at pumping temp. in meters absolute.
10. Net Positive Suction Head Required
NPSHR i s d e t e r mi n e d b y t h e p u m p
manufacturer and is expressed as metres
APPRD. BY:A.N.J
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON: MAR ’94
ENGINEERING
SPECIFICATION
CENTRIFUGAL PUMPS
FOR GENERAL PURPOSE SERVICES
of liquid (water) required at the pump centerline for horizontal pump or at the top of the
foundation for vertical pumps for the
specified capacity.
11. Submergence
The minimum liquid level above the suction
port necessary to prevent vortexing or
cavitation.
12. Minimum Flow
Based on the fluid characteristics, the lower
flow rate at which the pump can continuously operate without danger of failure.
4.0.0
DESIGN AND MANUFACTURE
4.1.0
4.1.1
Pump Selection
Pump head - capacity curves shall continuously
rise from rated capacity to shutoff unless otherwise approved by the purchaser. The rated
capacity point shall be at or to the left of the peak
efficiency point on the head - capacity curve for
the rated impeller diameter unless otherwise
approved by the purchaser.
The correction factors given in the 13th edition
of the Hydraulic Institute standards shall be
used for sizing pumps handling liquids more
viscous than water. An NPSH correction factor
shall not be used.
Turbine-driven pumps shall be designed to
operate continuously at 105% of rated speed
and, under emergency conditions, at 120% of
rated speed (turbine overspeed trip setting).
All equipment shall be designed for operation
outdoors totally unprotected from the elements.
All instruments and valves, including auxiliary
systems, shall be securely mounted and supported to avoid damage during shipment,
storage, operation and maintenance.
For pumps with vertical sumps, the pump
manufacturer shall state the minimum submergence required and the minimum clearance
from the sump bottom.
Pump shall be designed so that the maximum
allowable sound levels are not exceeded while
operating at specified conditions.
Pump selection shall be such that it shall be
possible to obtain an increase in differential
head to the order of 105% for the rated head by
changing the impeller with the same casing.
Pumps shall be suitable for continuous duty
unless otherwise specified.
MECHANICAL DESIGN
Pump Casing
1. Pressure casings shall be sufficiently thick
to withstand the maximum discharge pressure at pumping temperature and hydrostatic test pressure at ambient temperature.
All casings shall have a minimum 3.2mm
corrosion allowance unless otherwise
specified.
2. The design stress, temperature restrictions
and other requirements for materials shall
conform to the limitations in the ASME code,
Section VIII, Division 1 for similar material.
4.1.2
4.1.3
4.1.4
4.1.5
4.1.6
4.1.7
4.1.8
4.1.9
4.2.0
4.2.1
4.2.2
4.2.3
01ES010 / 94
PAGE 2 OF 7
3. Pressure containing components shall be
manufactured in accordance with the ASME
c od e, Se ct ion VII I, Divis ion 1. Th e
manufacturers’ data report forms and
stamping specified in the ASME Code are
not required.
4. All vertical and horizontal pumps shall be
furnished with flanged suction and discharge nozzles that conform to ANSI standards unless otherwise specified. Pump suction and discharge nozzle of 32NB, 65 NB,
125 NB and 225 NB are not preferred. If the
pump manufacturer’s standard design offers a flange thickness and diameter greater
than necessary for the specified rating, the
heavier flange may be furnished, but it shall
be faced and drilled as specified. Flange
bolt holes shall straddle the centrelines.
5. Each stage of a pump shall be self venting
by arrangement of the nozzles or be
provided with a vent connection. All horizontal pumps and vertical in-line pumps shall
be provided with a drain connection. Vent
and casing drain connections shall be 15NB
minimum.
6. Pumps shall be provided with suitable
means, such as eyebolts, lugs or jackscrews, to facilitate disassembly of gasketed joints.
7. The casing shall be supported by feet
beneath the casing or any other suitable
support between the casing and the
baseplate.
Impellers
1. Impellers shall be of one piece fabrication.
Major components of rotating elements,
such as the impellers and balancing drums,
shall be individually statically balanced. In
addition to static balancing, impellers shall
be dynamically balanced if the pump is to
be operated under any of the following conditions:
a. At speeds over 1,800 RPM, where the
rated capacity exceeds 60 M3 /hr and the
impeller diameter exceeds 152 mm (6 in.)
b. At speeds over 1,800 RPM for two or
more stages.
For pumps with impellers mounted between the
bearings, the shaft and impellers shall first be
individually balanced and then finally balanced
as an assembled unit. After balancing, vibration
shall be according to the limits specified in Subsection 4.2.4.
2. Impeller shall be fixed to the shaft using
keys. Screwed type fixing is not recommended unless specifically accepted by
purchaser.
Shafts and Shaft Sleeves
1. Replaceable shaft sleeves are required for
all pumps. Shaft sleeves shall extend
beyond the outer face of the gland and
inward past the throat bushing.
2. The pump shaft or shaft sleeve runout
measured by a dial indicator at the stuffing
box face shall not exceed 0.05 mm total
indicator reading.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
4.2.4
Vibration
Peak-to-peak vibration limits shall apply to
pumps with anti-friction bearings and sleeve
bearings. The limits shall cover rotor vibration
during shop and field tests at rated speed and
throughout the full operating capacity.
Peak-to-peak limits in micrometers are as follows:
Anti-Friction
Bearings *
Sleeve
Bearings*
1,800 and below
75
75
1,801 to 3,600
50
50
Rated Speed(RPM)
4.2.5
4.2.6
4.2.7
CENTRIFUGAL PUMPS
FOR GENERAL PURPOSE SERVICES
* Measured on the bearing housings.
Critical speeds shall be at least 20% above or
below the normal operating speed for pumps
with flexible shafts and at least 20% above the
maximum operating speed for pumps with stiff
shafts.
Mechanical Shaft Seals
1. Mechanical seals shall be as specified in
pump data sheets. If mechanical seal
manufacturer has any alternate recommendation for seals, same shall be submitted for
purchaser’s consideration.
2. Seal end plates shall be of the same
material or better as the pump casing, except that carbon steel plates shall be furnished for a cast iron, ductile iron or bronze
casing. Seal end plates shall be retained by
a minimum of four stud bolts.
3. Mechanical seal flush piping shall conform
to Appendix 2. Seal flush piping shall be of
18 Cr- 8 Ni stainless steel material.
4. Heat exchangers used for cooling mechanical seal flushing streams shall have 15NB
minimum size tubing for the process liquid.
The tube material shall be a continuous
fabrication. Material for the product side
shall be 18Cr-8Ni stainless steel or as
specified.
5. Horizontals pumps with impellers mounted
between the bearings and vertical turbine
type pumps shall be furnished with cartridge
type mechanical seals.
Stuffing Boxes for Conventional Packing
1. Stuffing boxes shall have adequate number
of rings of packing plus the lantern ring.
Lantern rings shall have inlet and outlet
liquid connection.
2. Stuffing box glands shall be easily removable and must permit replacement of packing without removal or disassembly of any
other part of the pump. Glands shall
preferably have complete bolt holes. Slotted
holes, open at one side are acceptable only
if studs are provided for securing the glands.
Drivers
1. Drivers and gears for vertical pumps shall
be designed for the maximum up and down
thrusts that the pump may develop during
starting or stopping or while operating at any
capacity.
01ES010 / 94
PAGE 3 OF 7
2. Gear losses and transmission losses shall
be added to the pump power consumption
before driver rating factors are applied.
3. Motors for pumps covered by this specification shall have horsepower ratings at least
equal to the following percentage of pump
rated brake horsepower.
Motor Nameplate Rating, KW
4.2.8
4.2.9
Percent of Rated BHP
18.5 and less
125
Above 18.5 & below 75
115
75 and above
110
4. Motor or steam turbine drivers that are
specified on the individual pump specification sheets as operating in parallel or
without discharge control valves shall have
a nameplate rating not less than the maximum power required by the pump when
furnished with the specified diameter impeller.
5. The rated power of steam turbine drivers
shall be 110% of the rated pump power,
based on the guaranteed pump efficiency.
The steam turbine power rating shall be
based on the specified minimum initial
steam conditions at the turbine inlet and the
maximum exhaust pressure.
Couplings
1. Horizontal pumps shall have flexible couplings. Vertical pumps shall have rigid adjustable, spacer-type couplings when the
pump thrust load must be carried by the
bearings of a solid-shaft motor. Vertical
pumps designed with integral thrust bearings shall be supplied with suitable all metal,
nonlubricated couplings. (A spacer is required if it is possible to service the
mechanical seal without completely disassembling the pump). Couplings for in-line
pumps need not be adjustable.
2. The pump manufacturer shall mount the
pump half-coupling. Gear and driver half
couplings shall be furnished and mounted
by the pump manufacturer unless otherwise
specified.
3. Couplings shall be mounted on shafts with
a cylindrical fit and keyed in place. Cylindrical fits shall conform to ANSI B4.1, Class
FN-1.
4. Couplings shall be dynamically balanced
when the size-speed relationship is such
that balancing is recommended by the coupling manufacturer.
5. Removable all-metal coupling guards are
required. They shall be sufficiently rigid to
avoid contact with the coupling or shaft due
to body contact.
6. Type of couplings shall be as specified in
pump data sheet.
Bearings
1. Radial bearings shall be the standard available design (ball, roller, sleeve or pivoted
shoe) unless otherwise specified by the pur-
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
CENTRIFUGAL PUMPS
FOR GENERAL PURPOSE SERVICES
chaser.
Anti-friction bearings shall be the standard
type and selected to give three years
(25,000 hrs) minimum (AFBMA) rating life
with continuous operation at rated pump
conditions and not less than 16,000 hrs at
maximum axial and radial loads and rated
speed. The rating life is the number of hours
at constant speed that 90% of a group of
identical bearings will complete or exceed
before the first evidence of failure.
2. Horizontal pump bearings shall be arranged
for oil lubrication.
3. Thrust bearings for vertical pumps shall not
be located in the drivers.
4. Non pressure oil-lubricated bearings shall
be equipped with 60 cc (minimum) constant
level oilers. Constant level oilers shall be
provided with protective wire cages.
5. If a complete lube oil system is required, it
will be specified by the purchaser.
4.2.10 Piping
Piping shall terminate with a flanged connection.
Piping shall be in accordance with ANSI B31.3
and flanges and flanged fittings in accordance
with ANSI B16.5. Tapped openings and piping
threads shall con form to ANSI B2.1 and B16.5.
1. Cooling Water
a. The cooling water systems shall be arranged for flow through the jacket, coolers,
and glands specified on the individual pump
specification sheet by a letter code from
Appendix 3.
b. The system inlet and outlet shall be at the
edge of the baseplate opposite the driver
unless otherwise specified. The system
shall be arranged for easy disassembly to
permit maintenance and cleaning and shall
be properly supported to prevent vibration
and damage. Complete drainage is required. Closed sight flow indicators and inlet
and outlet shut off valves are required for all
closed cooling water systems.
c. If cooling water is required for a pump and
driver, the pump manufacturer shall provide
single inlet and outlet connections for the
cooling water piping.
d. Cooling water jackets or housings shall be
designed for a minimum 5.3 Kg/cm2G working pressure unless otherwise specified.
e. Piping shall be 15NB minimum for pumps
with discharge openings smaller than 80NB
and 20NB minimum for pumps with discharge openings 80NB and larger. Pipe wall
thicknesses shall be schedule 80 for
nominal pipe sizes 15NB through 50NB and
schedule 40 for nominal pipe sizes 80NB
and larger.
f. Copper tubing conforming to ASTM B88,
Type K (soft annealed) and brass fittings
may be furnished for cooling water, if
specified by purchaser. If copper or its alloy
are specified as not suitable for the service,
then AISI 316 tubing shall be used.
g. Cooling water systems shall be furnished by
01ES010 / 94
PAGE 4 OF 7
the pump manufacturer. They shall be fully
assembled and installed on the pumps.
Piping shall be thoroughly cleaned before
connection to a pump. Piping on vertical
pumps may be separately boxed for shipment.
2. Seal Flushing
a. Seal flushing systems shall be as specified
on the individual pump specification sheet
by a numeric code from Appendix 2. Systems shall be arranged for easy disassembly to permit maintenance and cleaning and
shall be properly supported to prevent vibration and damage. The temperature and
pressure rating of the system shall not be
less than the pump casing maximum discharge pressure at the maximum pumping
temperature.
b. If alloy pump casings are specified, all
flushing system components shall be of
equal specification or better than the casing
material.
c. 18Cr-8Ni stainless steel tubing shall be
used for flushing fluids to mechanical seals.
The minimum size of tubing shall be 15NB.
The minimum tubing wall thickness for
15NB and 20NB sizes shall be 1.65mm
(0.065 inch). Tubing fittings shall be 18Cr8Ni stainless steel.
d. Seal flushing systems, including all accessories such as gauges and valves, shall be
furnished by the pump manufacturer. They
shall be fully assembled and installed on the
pumps. Piping shall be thoroughly cleaned
before connection to a pump. Piping on
vertical pumps, except in-line pumps, may
be separately boxed for shipment.
4.2.11 Auxiliary Connections
1. Tapped openings and threads shall conform
to ANSI B2.1 and B16.5. Auxiliary piping
connections that are supplied but not piped
shall be plugged with solid plugs. Carbon
steel plugs shall be used for cast iron castings; otherwise, the materials for the plugs
and casing shall be identical.
4.2.12 Baseplates and Mounting
1. All horizontal pumps shall be furnished with
s t urdy drai n rim or drai n pan-ty pe
baseplates with a raised lip. Baseplates
material shall be as specified. They shall
extend the full length and width of the pump
and driver unit and shall be fully machined
to receive pump and driver.
2. Basic requirements for baseplates are as
follows:
a. Connections for drain shall be tapped 25NB
in the raised lip at the pump side and shall
be located to effect complete drainage. The
pan or upper surface of the baseplate shall
be sloped at least 10 mm per meter toward
the drain.
b. A minimum of two 100 mm grout holes shall
be provided in each baseplate. They shall
be positioned to allow grouting with all the
components in place and have vents to
promote even grout distribution. Grout
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
CENTRIFUGAL PUMPS
FOR GENERAL PURPOSE SERVICES
holes shall have raised lips to prevent liquid
accumulating on the exposed grout.
3. The centerlines of pump shafts shall be
sufficiently high above baseplates for correct installation of all auxiliary piping connections such as pump drains, steam turbine inlet end drain and leakoff connections.
4. All vertical in-line pumps shall have a flatbottomed casing.
4.2.13 Materials
1. Materials shall be as specified on the individual specification sheet.
2. Casings shall be sound, free from shrinkage
holes, blowholes, scale, blisters and other
defects. Surfaces shall be cleaned by the
pump manufacturer’s standard methods.
All casting burrs shall be filed or ground
flush with the surface of the casting.
3. Leaks and defects in pressure casings must
not be repaired by plastic or cement compounds. When casting repairs are
authorized by the material specifications,
repair welding shall be according to the
applicable ASTM specifications. Welding
repairs shall be made with a welding rod that
will give the same composition as the
deposited material and of the same nominal
chemical composition.
4. Cast iron materials are limited to a maximum design temperature of 1210C .
4.2.14 Nameplates and Rotation Arrows
1. A corrosion-resistant nameplate shall be
permanently attached to each pump. The
nameplate shall be stamped with the following information.
a.Equipment number
b.Manufacturer’s name
c.Serial number of pump
d.Model number of pump
e.Rated capacity
f. Pumping head
g.Specific gravity of fluid
h.Speed in RPM
i. Driver rating.
2. Each pump shall be provided with a cast-in
or permanently attached arrow indicating
the direction of rotation.
5.0.0
SHOP INSPECTIONS AND TESTS
5.1.0
Test procedures and correction factors shall be
agreed by purchaser and manufacturer. For this
purpose detailed test procedure write up shall
be submitted by manufacturer well in advance
of test after placement of order. Typical calculations shall form part of the write up.
Nondestructive examinations shall be carried
out according to the individual pump specification sheet. All results must be certified by the
purchaser’s inspector. Other requirements are
as follows.
1. The magnetic particle method shall be used
5.1.1
01ES010 / 94
PAGE 5 OF 7
for superficial examination, if the material is
ferromagnetic and the surface is accessible.
2. The liquid penetrant method shall be used
for superficial examination, if the material is
nonmagnetic or inaccessible for a magnetic
particle examination.
3. The procedure and acceptance criteria (as
per ASME, except as noted) for the various
nondestructive examinations are:
Method
Procedure
Acceptance
criteria
Radiography
Sect V, Art 2
Sect VIII, Div 1
Magnetic particle
Sect V, Art 7
Liquid Penetrant
Sect V, Art 6
Sect VIII, Div 1,
App VI
Sect VIII, Div 1,
App VIII
Welds
Castings
Radiography
ASTM E 94
MSS-SP-54
Magnetic Particle
Sect V, Art 7
Liquid Penetrant
Sect V, Art 6
Sect VIII, Div
1,App VII
Sect VIII, Div
1,App VII
Forgings
5.2.0
5.2.1
5.2.2
5.2.3
5.2.4
5.3.0
5.3.1
5.3.2
5.3.3
Magnetic Particle
Sect V, Art 7
Liquid Penetrant
Sect V, Art 6
Ultrasonic
ASTM A 368
Sect III,
NB-2545
Sect III,
NB-2546
Sect VIII, Div 2,
AM 203.2
HYDROSTATIC TEST
Each pressure casing shall be hydrostatically
tested with water at 160C or above. The minimum test pressure shall be 1 1/2 times the
maximum allowable casing working pressure.
Cooling water jackets shall be hydrostatically
tested at a pressure of 1 1/2 times maximum
cooling water system design pressure.
Auxiliary piping shall be hydrostatically tested
with water at 16 0C or above. The minimum test
pressure shall be 1 1/2 times the design pressure of the auxiliary piping or 8.0 Kg/cm2G,
whichever is greater.
All hydrostatic tests shall be maintained for a
minimum of 30 minutes.
PERFORMANCE TEST
Each pump shall be performance tested with
water and job motor. The purchaser’s driver
shall not be used for shop running tests if there
is any possibility of serious overload.
Unless otherwise mutually agreed upon, the
test speed of all pumps shall be the rated speed.
Allowable deviations are as follows.
1. Normal fluctuations of motor speed.
2. Pumps manufactured for 50 Hz service may
be tested at a standard 60 Hz speed and
vice versa.
The certified test curve shall be corrected to
actual speed of the job driver.
The performance test shall include a minimum
of five test capacities extending from zero flow
to at least 125% of capacity at peak efficiency.
Capacity test points shall generally be equally
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
spaced and include one capacity not more than
+ 5% from rated capacity.
The complete pump assembly shall be guaranteed for head, capacity, power consumption and
water NPSH at the specified rated operating
conditions and satisfactory application to all
operating conditions specified on the individual
pump specification sheet.Permissible deviations from the specified performance ( in percent
of rated ) are as follows or as otherwise specified
in the specification.
5.3.4
Condition
Rated
capacity
Plus
Zero
capacity*
Minus Plus
6.3.1
6.3.2
6.3.3
Minus
Rated differential head
5.3.6
5.3.7
5.4.0
6.0.0
6.1.0
6.2.0
6.2.1
6.2.2
6.3.0
1. 0 to 150M
5
2
10
10
2. 151M & above
3
2
8
8
Power consumption
(KW)
NPSH required
4
-
-
-
0
-
-
-
Guaranteed efficiency
-
0.5%
-
-
* A minus tolerance on the head-capacity curve
at zero capacity (shut off) is allowed only if the
continuously rising characteristic is maintained.
Each pump shall be checked for acceptable
vibration during the shop performance test in
accordance with subsection 4.2.4.
Mechanical seals shall be used during the shop
performance test if so specified, but are not
required for the hydrostatic test.
Pumps that are dismantled after the shop test
solely to machine the impellers and achieve the
tolerances for differential head need not be
retested unless the reduction in impeller
diameter exceeds 5 percent of the original
diameter.
NPSH TEST
An NPSH test is required, if the difference between the NPSH available indicated on the
pump specification sheet and the NPSH required by the pump is 1.0 metre or less.
5.3.5
01ES010 / 94
CENTRIFUGAL PUMPS
FOR GENERAL PURPOSE SERVICES
ASSEMBLY & PREPARATION FOR SHIPMENT
GENERAL
Assembly and preparation for shipment shall be
according to the pump manufacturer’s standard
and this specification. The pump manufacturer
shall be solely responsible for packing and shipping the pumps.
EQUIPMENT TRAIN ASSEMBLY
Pumps, drivers and all furnished auxiliaries (except coupling spacers and bolts) shall be
shipped fully assembled on the baseplates, except where it is not possible or advisable to ship
the pump in fully assembled condition. Coupling
spacers and bolts shall be separately boxed and
securely attached to the base plate.
Metal filter elements and screens shall be
cleaned and reinstalled prior to shipment.
PAINTING
6.3.4
6.3.5
6.3.6
6.3.7
PAGE 6 OF 7
Unpainted Surfaces
Stainless steel surfaces, interiors and finished
surfaces such as flange faces, shafts and couplings, shall not be painted.
Painted Surfaces
The exteriors of pumps, drivers, baseplates,
accessories and piping, except where otherwise
prescribed in subsection 6.3.1., shall be painted
before the equipment is shipped from the pump
manufacturer’s shop.
Painting shall be carried out under the following
conditions.
a. Ambient temp. shall be above + 50C.
b. Relative humidity shall be below 80%.
c. Surface to be painted shall be dry.
Painting shall not be done during raining conditions.
Surface preparation is to be performed generally in accordance with SSPC standards so as to
remove all rust, oil and foreign particle.
Painting shall be performed by spray gun.
Shop painting requirements.
Service
conditions
Coat
Type of
Paint
Epoxy
Extremely
Primer based red
corrosive
oxide
environment like
splash &
spillage of
High build
acids,
urea
upto
Finish epoxy
1300C
based paint
Corrosive
High build
environment like Primer chlorinated
exposure to salt
zinc
dust, acid, acid
phosphate
fumes
etc upto
650C
Finish Chlorinated
rubber paint
Corrosive
Epoxy
environment like
based red
exposure to salt Primer oxide / zinc
dust, acid, acid
chromate
fumes
/zinc
0 etc 65 to
120 C
phosphate
Finish Epoxy
based paint
Corrosive
Primer
environment like
exposure to salt
dust, acid, acid
Silicon
fumes etc 0
Finish based paint
above 120 C
Ordinary
Red oxide
environment
Primer zinc
upto 1200C
chromate
( IS2074 )
Synthetic
Finish enamel
( IS2952 )
Epoxy
Saline
based zinc
environment
Primer chromate /
upto 1250C
zinc phosp
hate primer
Finish Epoxy
based paint
6.3.8
6.3.9
6.4.0
6.4.1
Dry Film
No. of
Thk.
coats (microns /
Coat )
2
25
2
35
2
25
2
35
2
25
2
35
2
35
2
35
2
25
2
35
2
25
2
35
Colour of finish paint for pumps and accessories
shall be sea green shade No. 217 of IS-5. If any
of the catogories of paint are not available in
seagreen colour, then prime and finish coats can
be given in avaiable colours. A final colouring
coat of enamel paint in sea green colour shall
be given over the finish coats in such cases.
Motors shall be painted as specified in motor
spec.
Other Protection
Interiors
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
6.4.2
6.4.3
6.5.0
6.5.1
6.5.2
CENTRIFUGAL PUMPS
FOR GENERAL PURPOSE SERVICES
1. Bearings, bearing housings and oil systems
shall be thoroughly cleaned and coated with
a suitable rust preventive.
2. Surfaces that were in contact with fluids,
including the stuffing boxes and flushing
piping, shall be thoroughly dried. Surfaces
that are susceptible to corrosion shall be
coated with a suitable rust preventive.
3. Mechanical seal assemblies shall be fully
protected from corrosion and ingress of
foreign materials.
Exteriors
1. Unpainted exteriors, except stainless steel,
but including bolting and flange faces, shall
be coated with a suitable rust preventive.
2. Afterwards exposed shafts and shaft coupling shall be wrapped with waterproof moldable waxed cloth or VPI barrier paper. The
seams shall be sealed with adhesive tape.
Openings
1. All threaded openings shall be plugged with
long shank pipe plugs. The plug material
shall be equivalent to the material being
plugged, except that carbon steel plugs
shall be used for openings in cast iron.
2. Flanged openings shall be provided with full
flange diameter protective covers. The
cover material shall be 4.5mm (minimum)
thick metal plate. A full diameter gasket shall
be supplied between the flange and the
cover. The cover shall be secured to the
flange by a minimum of four full diameter
bolts and nuts.
Identification
Markings
1. Each major piece of equipment having an
equipment number as per the purchase
order or specification sheet shall have a
permanently attached nameplate. The
nameplate shall comply with the project
specifications.
2. Connections furnished on the equipment
shall be die-stamped or permanently
tagged to agree with the pump
manufacturer’s connection table or general
arrangement drawing.
3. Each coupling half and spacer shall be
electrically etched or die-stamped with the
equipment number of the pump for which it
is intended.
Tags
6.6.0
6.6.1
6.6.2
7.0.0
01ES010 / 94
PAGE 7 OF 7
1. Each pump component shall be identified
by its purchase order number and equipment number. Tags shall be corrosion-resistant metal (not aluminum) and die- stamped
with the purchase order number and equipment number.
2. Tags shall be attached to each pump component with stainless steel wire (The tags
are in addition to the equipment nameplate).
Equipments shipped in fully en closed containers shall also have the purchase order
number and equipment number marked on
the outside of the container.
3. Miscellaneous components shall be tagged
or marked with the equipment number of the
pump for which they are intended.
4. Equipment containing insulating oils, antifreeze solutions or other fluids shall be
prominently tagged at openings to indicate
the nature of the contents and shipping and
storage precautions.
Packing
All equipment shall be packed, securely
anchored (skid-mounted when required) and
protected for domestic shipment by rail or truck.
All unmounted components, except drivers,
shall be suitably crated and firmly attached to
the main pump unit for shipment. Export boxing,
if required, shall be mutually agreed upon by
purchaser and manufacturer.
One complete set of installation, operation and
maintenance instructions shall be packed and
shipped with the equipment, if required.
APPENDIXES
Appendix 1: Classification codes for Mechanical
seals
Appendix 2: Piping for Seals
Appendix 3: Cooling Water Piping
*********************************
FACT ENGINEERING AND DESIGN ORGANISATION
CENTRIFUGAL PUMPS FOR HEAVY
DUTY SERVICE
ENGINEERING
SPECIFICATION
4.0.0
CONTENTS
1.0.0
SCOPE
2.0.0
REFERENCES
3.0.0
DEFINITIONS
4.0.0
MODIFICATIONS TO API STANDARD 610 8TH
EDITION
1.0.0
SCOPE
-------------------------------------
Reference is made in this section only to those
paragraphs of API 610 – 8th Edition where additions
or modifications are made and to wholly new
paragraphs which are inserted in alphanumeric order
in API 610 – 8th Edition. Other paragraphs of API
610 – 8th Edition which are not mentioned in this
section are to be followed without change.
4.1.1
The word in parenthesis following the
number or title of a paragraph indicates the
following:
( Addition ) An addition of a part, section or
paragraph referred to.
(Modification) An amplification or rewording has
been made to a part of the corresponding
section or paragraph but not a substitution
replacing the entire
section
or
paragraph.
(Substitution) A substitution has been made for
the corresponding section or paragraph of the
standard in its totality.
(New) A new section or paragraph having no
corresponding section or paragraph in the
Standard.
(Delete) The paragraph is deleted.
4.2.0
SECTION 1 : GENERAL
1.1.0
This
specification
covers
the
engineering
requirements for horizontal and vertical centrifugal
pumps for heavy duty service.
1.2.0 Special requirements of the project, if attached to
this specification, cover modification to this
specification,
customer’s
special
or
local
requirements as well as specific job data pertinent to
this specification. Where special job requirements
are in contradiction to this specification, special job
requirements shall govern.
1.3.0 This specification does not supersede API standard
610 8th Edition, but modifies it as required in
following paragraphs.
2.0.0
REFERENCES
2.1.0
The requirements contained in the latest editions
(unless otherwise indicated) of following standards
shall form part of this specification in the manner
and to the extent indicated.
Hydraulic Institute Standard - Centrifugal Pump
Section.
3.0.0
DEFINITIONS
3.1.0
Following terms as used in this specification shall
have the meanings denoted.
Heavy duty centrifugal pump
a. Multi stage centrifugal pumps (more than 3
stages)
b. Single or two stage, horizontal and vertical
centrifugal pumps having either of following
rated service conditions.
0
0
Temperature : Below -10 C or above+150 C
2
Discharge pr. : 21 Kg/cm G or higher
4.2.1
Para 1.1 Scope (Substitution)
4.2.1.1 Para 1.1.1 The entire paragraph is substituted by
paragraph 1.0.0 herein above, excepting the note
contained in the para.
4.2.1.2 1.1.3 (Modification)
Unless otherwise specified, the pump types listed in
Table 1.1 of API shall not be offered.
4.2.2 Para 1.2 Alternative Designs (Deleted)
4.2.3 Para 1.3 Conflicting Requirements (Substitution)
All conflicts between this specification, data sheets
and specifications/codes/standards referred herein
shall be referred to the purchaser for clarification
prior to the manufacture of the affected part.
4.2.4
Para 1.5.1 (Modification)
The editions of referenced publication that are in
effect at the time of inquiry or at a date specified in
the inquiry documents shall be applicable.
3
Capacity
: 150 M /h or higher
Speed
: More than 3000RPM
4.3.0
4.3.1
c. Any other centrifugal pump specifically include in 4.3.1.1
the heavy duty classification by Purchaser.
PRPD. BY:
01ES067 / 19
PAGE 1 OF 5
MODIFICATIONS TO API STANDARD 610 8TH
EDITION
Centrifugal pumps shall conform to API 610 – 8th
edition, except as modified in this section.
CHKD. BY:
SECTION 2 : BASIC DESIGN
Para 2.1 General
Para 2.1.8 (Addition)
Pumps where margin between NPSHA and
NPSHR from quoted minimum flow to rated flow
is less than 0.6 meter are not acceptable. The said
NPSHR value shall correspond to the maximum
APPRD.BY:
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:
ENGINEERING
SPECIFICATION
CENTRIFUGAL PUMPS
FOR HEAVY DUTY SERVICE
01ES067 / 19
PAGE 2 OF 5
Regions of double-casing and horizontal multistage
value of NPSHR from rated flow down to the
pumps (pumps with three or more stages) that are
recommended minimum continuous stable flow
subject only to suction pressure shall also be designed
specified by the vendor. However in case of parallel
for the maximum allowable working pressure.
operation or auto-start against open discharge valve 4.3.2.2 Para 2.2.8 (Substitution)
conditions, NPSHR at End of the Curve shall not
The pump's pressure casing shall be suitable to
exceed specified NPSHA in addition to above margin
Withstand twice the forces and moments in Table
requirement. Pumps fitted with inducers for reducing
2-1A
(2-1B) applied simultaneously to the pump
NPSHR are not acceptable.
through each nozzle, plus internal pressure, without
4.3.1.2
Para 2.1.10
(Addition)
distortion that would impair operation of the pump
Refer Performance Correction Chart of
or seal.
Hydraulic Institute Standard. Correction factors
Note: Vendor to note that the above criteria shall be
as applicable shall be indicated by the
used for design of purchaser's associated piping system.
manufacturer on the filled-in data sheet.
4.3.1.3
Para 2.1.11 (Substitution)
4.3.3
Para 2.3 Nozzle & Pressure Casing Connections
Pumps shall have stable head/flowrate curves 4.3.3.1 Para 2.3.3.10 (Addition)
(continuous head rise to shutoff) for all
Casing shall be provided with drain connection with
applications. If parallel operation is specified,
nipple, threaded and seal welded and provided with a
the head rise from
rated point to shutoff
socket welded gate valve terminated at edge of the
shall be at least 10%. Unless otherwise
base plate. Gate valve shall be of 800# rating with
specified, discharge orifice shall not be used to
material of construction (MOC) equal or superior to
achieve required head rise to shut off in case of
the pump casing. For multistage pumps with more
parallel operation.
than one drain point, block valves at each drain
4.3.1.4
Para 2.1.12 (Substitution)
point shall be provided and the piping shall be
Pumps shall have preferred operating region of
terminated at edge of the base plate with a flange.
70% to 120% of best efficiency flow rate of the
Unless made self venting design, vent connections
pump as furnished. Rated flow shall be within
shall also be provided with a nipple, threaded and
110% of best efficiency flow rate of the pump as
seal welded and terminated with a gate valve.
furnished. Vendor shall indicate "Preferred
Pressure gauge connection shall not be provided
Operating Range" and " Allowable Operating
unless specifically required in the inquiry. Nipples
Range "on the characteristic curve.
shall meet the requirements of 2.3.3.5 & 2.3.3.6.
4.3.1.5
Para 2.1.14 (Substitution)
Unless specified otherwise, the maximum 4.3.4
Para 2.6 Wear Rings And Running Clearances
permissible sound level shall not exceed 88 dBA 4.3.4.1 Para 2.6.3 (Modification)
measured at one (1) meter from the complete
The sentence " Other methods including tack
pump unit, when measured in any direction &
welds, requires purchaser' s approval" stands
from any point of any equipment surface located
deleted.
on the equipment skid, for the recommended 4.3.4.2 Para 2.6.4.1 (Addition)
Vendor shall also furnish in the proposal the
range of operation.
maximum permissible running clearances which in
4.3.1.6
Para 2.1.20 (Modification)
Maximum inlet temperature 33°C, maximum
no case shall be less than twice the running
clearances as specified in this clause.
temperature rise 17°C, fouling factor water side
maximum
allowable
0.0004
m2h°C/Kcal,
working pressure 8 kg/cm2g.
4.3.5
Para 2.7 Mechanical Shaft Seals
4.3.1.7
Para 2.1.29 (Modification)
4.3.5.1 Para 2.7.3.19 (Modification)
Unless otherwise specified, equipment shall be
For the applicable flushing and cooling plans, the
designed to be suitable for outdoor installation
vendor shall also include in his scope of supply, all
without a roof.
items marked with an asterisks (*)and shown as
4.3.1. 8 (New)
optional items in Appendix D - Mechanical Seal
For balancing axial thrust in multi-stage pumps,
and Piping Schematics along-with all other
only the following arrangements shall be used:
specified/ required items.
- Opposed arrangements of impellers.
4.3.6
Para 2.8 Dynamics
- A balancing piston
4.3.6.1 Para 2.8.2.6 (Modification)
Replace the words " when specified" by "If torsional
4.3.2
Para 2.2 Pressure Casings
analysis
is performed".
4.3.2.1 Para 2.2.4 (Modification)
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
CENTRIFUGAL PUMPS
FOR HEAVY DUTY SERVICE
01ES067 / 19
PAGE 3 OF 5
operation shall not be less than the max. BKW
4.3.7
Para 2.9 Bearings & Bearing Housings
indicated on pump data sheet (Power at End of the
4.3.7.1 Para 2.9.2.6 (Modification)
curve for the rated impeller) and the pump motors
Bearing housings shall be equipped with
shall be suitable for start-up under open discharge
replaceable non contact type bearing isolators
valve condition.
where shaft passes through the housing.
2. The motor nameplate rating for applications where
4.3.7.2 Para 2.9.2.9 (Modification)
Requirement of oil heaters for bearing oil shall be
the specific gravity of pumped fluid is less than 1.0
as per vendor's standard practice and shall be
shall either be 100% of the BKW of pump at
provided by the vendor when the ambient or
minimum continuous stable flow with clean cold
operating temperature dictates.
water of sp. gravity 1.0 or shall have the specified
4.3.7.3 (New)
margin as per this clause, whichever is greater.
Bearing housing shall be equipped with magnetic 4.4.1.2 Para 3.1.9 (Modification)
Unless otherwise specified, steam turbine drivers
drain plug.
shall be sized to deliver continuously 110% of
pump rated power at minimum inlet and maximum
4.3.7
Para 2.11 Materials
exhaust steam conditions. The steam turbine rating
4.3.7.1 Para 2.11.1.1 (Modification)
(with minimum inlet and maximum exhaust steam
The material of construction of pump parts shall be
conditions) for pumps under parallel operation or
in accordance with the data sheet.
for pumps with auto-start operation shall not be less
4.3.7.2 2.11.1.4(c)(Modification)
than the max. BKW indicated on pump data sheet
Unless specified otherwise, Casing in Cast Iron
(maximum power at any point on the pump
construction shall not be offered.
performance curve from shutoff to end of the curve
4.3.7.3 Para 2.11.1.7 (Modification)
for the rated impeller). The turbine shall also be
The words ' when specified' stand deleted.
suitable for start-up under open discharge valve
4.3.7.4 Para 2.11.1.11 (Modification)
condition. In any case, Turbine Rating shall be at
Requirements indicated in the referred clause are
least equal to the Motor Rating of the standby
applicable even if only trace quantity of wet H2S is
pump.
indicated to be present.
4.3.7.5 2.11.2.5 (Modification)
4.4.2
Para 3.2 Couplings & Guards
The words " when specified" stand deleted.
4.4.2.1 Para 3.2.2 (Addition)
The coupling service factor shall not be less than
4.4.0
SECTION 3 - ACCESSORIES
1.5 over the driver rating.
4.4.1
Para 3.1 Driver
4.4.2.2 Para 3.2.12
(Addition)
4.4.1.1 Para 3.1.4 (Modification)
Coupling
guard
shall
be non-sparking and shall be
Electric motor drivers shall have a maximum
open
at
the
bottom
to
permit manual shaft rotation.
continuous rating (MCR) (i.e. service factor equal
The
guard
shall
be
sufficiently
rigid to withstand
to 1) not lower than the following:
deflections as a result of bodily contact of
nominally 100 kgs.
Motor Name Motor MCR (% of Pump
4.4.2.3 (New)
plate Rating
Rated BKW)
Unless otherwise specified, all couplings required
for multistage pump package(s) (greater than two
Upto 22 kW
To suit maximum BKW
stages) shall conform to API standard 671 where
indicated on pump data sheet or
either the driver rating is greater than 160 kW or
125% of rated pump BKW,
the maximum continuous speed is greater than
whichever is higher.
3000 rpm. However in case of gear box driven
multistage pump units, both low speed and high
The electric motor shall be suitable for the
speed couplings shall conform to API standard 671
electrical area classification specified on the data
if any of the above criteria of speed or power is
sheet.
satisfied.
Note:
1. Over and above the requirements specified in
Table 3- 1 and the above modifications, the motor
nameplate rating for pumps under
parallel
FACT ENGINEERING AND DESIGN ORGANISATION
`
ENGINEERING
SPECIFICATION
01ES067 / 19
CENTRIFUGAL PUMPS
FOR HEAVY DUTY SERVICE
PAGE 4 OF 5
4.4.3
Para 3.3 Baseplates
4.4.3.1 Para 3.3.6 (Modification)
4.4.5
The vendor shall furnish the results of the pipe load 4.4.5.1
test data for the proposed pump model(s) along
with their proposal indicating the shaft deflections
at coupling end.
4.4.5.2
- Cables between transmitters and junction box.
Para 3.5 Piping & Appurtenances
Para 3.5.2.4 (Addition)
Auxiliary process fluid piping material shall be SS316 as a minimum.
3.5.2.10.1 (Modification)
Flanges are required in places of socket welded
4.4.3.2 Para 3.3.20 (Modification)
unions.
Anchor bolts & suitable washers shall be furnished 4.4.5.3 (New)
by the pump manufacturer.
Material for seal flushing liquid cooler shall be as
4.4.3.3 (New)
under:
Pumps in corrosive service shall have provision to
Tube or Coil : Type 316 stainless steel or Monel.
collect and drain the leakage from mechanical seal
Casing (or Shell): Carbon Steel.
or packing, through a drip pan of metallurgy
Cooling water shall be on the casing (Shell) side.
equivalent or superior to pump casing. Leakages 4.4.5.4 3.5.4.3 (Modification)
from drip pan shall be piped to baseplate with a
Sight flow indicator shall have ball or flag for easy
flanged connection for onward disposal by
verification of water flowing through pipes.
purchaser. Where the design of bearing prohibits
Thermal Relief valves in each isolatable CW circuit
provision of drip pan, the material of bearing
shall also be provided.
bracket shall be suitable for the corrosive
service.
4.5.0 SECTION 4 - INSPECTION TESTING AND
4.4.3.4 (New)
PREPARATION FOR SHIPMENT
Skid layout of pump trains along-with their
4.5.1
Para 4.1 General
auxiliary systems (i.e. seal flushing plans) shall be
4.5.1.1
Para
4. 1 .5 (Addition)
designed in a manner so as to ensure that there is
Prior
to start of test, manufacturer shall furnish
enough space within the skid for maintenance and
the
certificate
of latest calibration / recalibration
operation. Special care shall be taken for pumps
of
driver
and
measuring instruments for review
provided with seal flushing plans 23 and 52 so that
by
purchaser'
s
inspection agency.
couplings and seals can be attended for
maintenance without disturbing any seal
Unless electrical or mechanical failure occurs,
piping/cables/other items located on the skid. As
driver used for shop testing need not be
far as possible, area on motor terminal box side
recalibrated and original calibration certificate
shall be left clear of all piping and accessories for
shall remain valid.
ease of maintenance.
Duration of recalibration for all measuring
4.4.4
Para 3.4 Instrumentation
4.4.4.1 3.4.3.1 (Modification)
The words ' when specified' stand deleted.
4.5.2
4.4.4.2 Para 3.4.3.2 (Modification)
4.5.2.1
The words `when specified' stand deleted.
4.4.4.3 4 (New)
Horizontal multistage pumps intended for pumping
temperature above 120°C shall be provided with
pump casing skin temperature monitoring system
consisting of the following:
- Four thermocouples along-with yoke mounted
temperature transmitters with integral indicator for
each thermocouple.
- One Junction Box (JB) to be mounted on the
pump base-plate.
- Cables between the thermocouples and
transmitters.
instruments
shall
be
as
recommendations of HI Standards.
per
the
4.3 Testing
Para 4.3.3.3.3 (Modification)
The tolerances for guaranteed characteristics stand
modified as under:
-Rated Head : Zero negative tolerance @ rated flow
rate & rated speed
-Shut-off Head Following criteria shall apply:
a) Positive tolerance permitted as long as maximum
shutoff pressure corresponding to shut-off head (as
observed during the shop performance test) and the
maximum suction pressure (as specified on pump
data sheet), does not exceed the downstream design
pressure (as specified on pump data sheet).
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
01ES067 / 19
CENTRIFUGAL PUMPS
FOR HEAVY DUTY SERVICE
PAGE 5 OF 5
b) Negative tolerance (as per Table 4-2 of API Std. 4.6.2
Para 5.3 Vertically Suspended Pumps
610,8th edition) may be permitted only if test curve 4.6.2.1 5.3.1 PRESSURE CASINGS
still shows rising characteristics.
4.6.2.1.1 Para 5.3.1.2 (Addition)
c) Negative tolerance is not permitted for pumps
Bowls and columns shall be flanged and bolted.
required for pumps under parallel operation.
[Note: Generally shutoff head should be limited 4.6.2.2 Para 5.3.2 ROTORS
within 120% of rated head.]
4.6.2.2.1 Para 5.3.2.3 (Addition)
-NPSHR Zero positive tolerance.
Multi-piece vertical pump line shaft shall not be
-Rated BKW Zero positive tolerance.
joined by threaded couplings.
4.5.2.3 Para (New)
4.6.2.3 Para 5.3.5 GUIDE BUSHINGS AND BEARINGS
During the performance test, the equipment shall be
checked for its sound level at minimum flow, at 4.6.2.3.1 Para 5.3.5.2 (Modification)
rated flow, at flow at best efficiency point and at
Pump thrust shall not be transferred to driver
120% BEP flow.
motor. Vertical pumps shall be provided with their
The maximum allowable value shall not exceed the
own thrust bearing to carry rotor weight and pump
value specified under clause 2.1.14 or as specified
generated axial forces. Thrust bearing shall be
in the datasheet, whichever is lower, when
positively locked on the pump shaft (shouldered
measured at one (1) meter from pump surface.
shaft) and the bearing housing.
Where complete unit test is specified, vendor is
required to demonstrate the noise levels within the 4.6.2.4 Para 5.3.6 LUBRICATION
maximum permissible sound level for the complete 4.6.2.4.1 (New)
For self lubrication pumps, guide bushing shall be
unit. Recorded sound levels during shop test shall
be taken for reference only & not for final
suitable for dry running during startup.
acceptance or rejection. However sounds level as 4.6.2.5 Para 5.3.7 ACCESSORIES
specified in the inquiry document shall be 4.6.2.5.1Para 5.3.7.1.2 (Modification)
guaranteed at site.
For vertical pumps, not provided with non-reverse
racket, vendor shall describe the precaution taken,
4.5.3
Para 4.4 Preparation for Shipment
to prevent damage due to reverse rotation.
4.5.3.1 (New)
4.6.2.6 Para 5.3.9 SINGLE CASE DIFFUSER (VS1) AND
Unless otherwise specified, the equipment shall be
VOLUTE (VS2) PUMPS
protected for a storage of 12 months at site. If any 4.6.2.6.1 Para 5.3.9.7 (Modification)
extra precaution is to be taken by the Purchaser for
The words " when specified" stand deleted.
storage beyond 12 months the same shall be 4.6.2.7 Para 5.3.12 DOUBLE CASING DIFFUSER (VS6)
explicitly indicated in the operation and
AND VOLUTE (VS7) PUMPS
maintenance manuals.
4.6.2.7.1 Para 5.3.12.6 (Modification)
The words " when specified" stand deleted.
4.6.0
SECTION 5 - SPECIFIC PUMP TYPES
4.6.1
Para 5.2 Between Bearing Pumps (TYPES BB1 - 4.7.0
SECTION 6 - VENDOR' S DATA
BB5)
This section is deleted.
4.6.1.1 Para 5.2.8 TESTING
4.6.1.1.1 Para 5.2.8.5 (Modification)
Submission of vendor’s data shall be in
The words " when specified" stand deleted.
accordance with the requirements stipulated in
the procurement specification vide documents
4.6.1.2 Para 5.2.9 PREPARATION FOR SHIPMENT
VDS & VDR.
4.6.1.2.1 Para 5.2.9.2 (Modification)
The words " when specified" stand deleted.
*****************************************
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-03-PS-001 ATT
ATTACHMENTS
PAGE
1
OF 1
R0
TPS No.
SL.
No.
Doc. No.
No. of Rev. No. with issue
Pages
1
2 3
4
Description
1
32644-03-PS-001 VDR
VENDOR DATA REQUIREMENT
1
0
2
32644-03-PS-001 SPL
SPECIAL REQUIREMENT (PIPING)
3
0
3
03ES001/10
PIPING DESIGN
11
0
4
03ES010/10
PIPING TURNKEY PACKAGE
2
0
5
03ES014/15
RUBBER LINING FOR PIPES& PIPE FITTINGS
14
0
6
03DS003
PIPING SPACING
1
0
7
03DS013
VENTS & DRAINS FOR PIPE LINES
1
0
8
03DS202
PIPING TRUNNION SELECTION
6
0
9
03DS305
TABLE OF BASIC SPANS AND UNIT LIGHT
3
0
WEIGHT WITHIN BATTERY LIMITS
10
02ES023/10
PAINTING
13
0
11
25ES205/10
FABRICATION , ERECTION OF STEEL PIPING
28
0
12
32644-03-PS-001 SV
SUB VENDOR LIST
3
0
13
32644-03-OP-00001_Rev.0
OVERALL PLOT PLAN
1
0
1. The receipt of all attachments shall be checked and asertained.
Note:
00FT011/10
2. All attachments of this TPS shall be retained since only revised sheets, if any, shall be issued
0
05.06.2020
FOR ENQUIRY
AMN
JTG
KK
REV.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
PROJECT
VENDOR DATA REQUIREMENTS
: CONSTRUCTION OF ADDITIONAL PHOSPHORIC
ITEM
32644-03-PS-001
VDR
PAGE 1 OF 1
R0
PIPING SYSTEM
ACID STORAGE TANKS AT Q10 BERTH, WI
CLIENT
: M/s. FACT
STATUS
:
√
TPS No
ENQUIRY
COMMITMENT
Sl.
No
Grp
Code
1.0
2.0
3.0
4.0
4.1
4.2
4.3
5.0
5.1
5.2
5.3
6.0
7.0
7.1
7.2
8.0
8.1
8.2
8.3
9.0
9.1
10.0
10.1
10.2
10.3
A
Specific plot plan
A&C Piping Layout drg.
A&C Quality control procedure & plan for piping system.
Design data and layout.
A&C Design basis
A&C Piping material specification
A&C Valve material specification ( with filled data sheet)
Issued for construction (IFC) Drawing.
C
Piping GA DRGS.
Isometrics
C
Piping supports, operating platforms drg.
C
C
Material Take-offs
Material and Purchase Requisitions
Pipes
A
A
Valves
Design calculation / Documents.
B
Pipe stress analysis (CEASAR II ) report
A
Flexibility Analysis of Piping
A
Support and load data
Vendor Drawings
B&C Valves
As Built Drgs
C
Piping GAD’s
C
Isometrics
C
All inspection, testing & NDT Records.
PO No
Offer
Description
After Commitment
Lead time in weeks
Final@@
Qty
Qty
Qty
3P+1S
3P+1S
4
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
Reqd Prop@ Agrd
3P+1S
4
3P+1S
3P+1S
4
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
4
1S
4
1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
3P+1S
4
3P+1S
4
3P+1S
3P+1S
4
3P+1S
4
3P+1S
03FT044B / 2015
Legend :
Group code : A - For review and detailed Engineering , B - For review , C - For information and record
Document type : R - Reproducible , P - Print , M - Microfilm, S - Soft Copy
Notes :
'@'
Vendor shall fill in proposed lead time if different from the required lead time
' @@ ' Each set of final documents shall be submitted in a folder. Two such folders shall be packed
and despatched with the equipment.
0
05.06.2020
For Enquiry
REV No
DATE
DESCRIPTION
AMN
PREPARED
FACT ENGINEERING AND DESIGN ORGANISATION
JTG
KK
CHECKED APPROVED
PIPING
DEPARTMENT
SPECIAL REQUIREMENTS
(PIPING)
32644-03-PS-001 SPL
Page 1 of 2
1.
Associated piping for the construction of 2nos. of Phosphoric acid (P2O5) sto rage
tank each having capacity of 5900 MT at W.Island, FACT CD m ainly consist of inlet
line to new tanks, line from new ta nks to pu mp suction, recirculation lines , line to
barge, erection of new truck load ing bay and its associated p iping, utility piping etc.
Process and Utility pipin g system for this project shall be in a ccordance with Process
piping code ASME B 31.3.
2.
Piping and its com ponents shall be designed as per the attached engineering
specification 03ES001/10 (Piping Design)
3.
Bidder shall follow the attach
ed engine ering specification 03ES010/10 (Piping
turnkey package) for the piping scope, desi gn consideration, battery limits for piping,
details of drawing and documents, general requirements etc.
4.
Bidder shall submit documents as per attached Vendor Data Requirement.
5.
General design, m aterial, procedure, testin g etc. for rubber lining shall be as per
attached rubber lining specification 03ES014/15.
6.
All piping (Process lin es, Utilities etc.) with in the battery lim its are under the scope
of bidder
7.
Piping scope includes design, detail engineer ing, procurem ent, testing at vendor' s
shop and supply of all piping’s as per the a pproved material classes and specification.
8.
Design of piping system shall be as per the relevant codes and regulations specifies in
the engineering specifications .
9.
Bidder shall furnish drawings & docum ents necessary for approval from statutory
bodies and that all m aterials used sh all be accompanied by the necessary certificates
as per the applicable codes.
10. Detailed painting specifica tions will be as per 02 ES023/2010 (FEDO). Sand blasting
will not be allowed under any circumstances.
11. All lines ter minating at the ba ttery limit shall be provided with a flange and m ating
flange, gasket, bolt & nuts.
12. Bidder shall provide break flanges on pipe lines where ever required for m aintenance
access.
13. Bidder shall provide temporary piping for blow-out. Blank & spacers’ gaskets etc. for
isolation during the line testing and temporary & permanent strainers.
0
REV
05.06.2020
DATE
ORIGINAL ISSUE
DESCRIPTION
FACT ENGINEERING AND DESIGN ORGANISATION
AMN
PRPD
JTG
CHKD
KK
APPRD
PIPING
SPECIAL REQUIREMENTS
DEPARTMENT
(PIPING)
32644-03-PS-001 SPL
Page 2 of 2
14. For pressure relief valve and safety valve, reaction load calculation shall be carried out
and provide adequate supporting. Outlet vent shall be provided to safe height without
pockets.
15. If the pipe line at the floor level, bottom of the pipe shall be at the height of 500 mm
from the floor level.
16. Piping stress analysis and equipment nozzle loading analysis shall be in accordance
with ASME B31.3 and relevant API codes.
17. Nozzle analysis shall follow the guide lines of ASME Section VIII, Division 1, and
WRC 297 & 107 (Latest editions). Nozzle stresses shall fall within the allowable as
per ASME
18. Bidder shall use latest version of CEASAR II for the pipe stress analysis of critical
piping.
19. The procedure and conditions for hydro test will be followed as per the descriptions
given in engineering specification 25ES205. Sea water/ saline water shall not be used
for hydro testing and contractor shall arrange water for hydro testing at no extra cost.
Suitable corrosion inhibiters should be added.
20. All alloy steel and higher alloyed piping material shall be subjected to Positive
Material Identification (PMI) inspection.
21. Sufficient number of safety showers & eye wash shall be provided in the ISBL area.
FACT ENGINEERING AND DESIGN ORGANISATION
iso2.sty
ENGINEERING
SPECIFICATION
PAGE 1 OF 11
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
GENERAL
DESIGN
MATERIALS
FABRICATION, HEAT TREATING, INSPECTION AND PRESSURE TESTING
————————————————————
1.0.0
GENERAL
1.1.0
1.1.1
SCOPE
This specification together with the Piping
Specification and design data sheets is applicable for the piping located within the Plant
Battery limits.
No variation shall be permitted unless approved
in writing.
MODIFICATIONS
Piping which is furnished as a regular part of
proprietary or standardized equipment shall be
in accordance with the equipment
manufacturer’s standards for the design conditions.
1.1.2
1.2.0
1.2.1
2.0.0
DESIGN
2.1.0
2.1.1
GENERAL
The design of piping shall conform to the requirements of the ASME Process
Piping B31.3 except as modified by Paragraph
2.12.4. When a code, rule, or regulation is speciied in the Piping Specification Sheets, the
design shall conform to such specified requirements and to such portions of this specification
as do not conflict.
a. Snubbers shall be furnished as proprietary
piping equipment, designed and fabricated
in accordance with Section VIII of the ASME
Boiler and Pressure Vessel Code.
b. Knockout pots and like items shall be furnished as piping equipment designed and
fabricated as follows.
1. Sizes 600NB outside diameter and
smaller in accordance with ASME B31.3.
2. Sizes greater than 600NB outside dia.
in accordance with ASME section VIII
c. Piping, snubbers, knockout pots, and like
items with design pressures below those
covered by the applicable listed code shall
be designed and fabricated in accordance
with ASME B31.3.
Piping connected to power boilers, waste heat
boilers, dowtherm boilers or unfired steam
generating equipment shall be designed in accordance with section I of the ASME Boiler and
Pressure Vessel Code, with all addenda, Power
Piping ASME B31.1 and IBR to the extent required thereby.
DESIGN PRESSURES & TEMPERATURES
2.1.2
2.2.0
PRPD. BY:
03ES001 / 10
PIPING DESIGN
CHKD. BY:
2.2.1
2.2.2
2.2.3
2.2.4
2.3.0
2.3.1
2.3.2
2.3.3
The expected continuous operating conditions
shall be specified on the process flow sheets /
line schedule.
The design pressure and metal temperature
shall be in accordance with ASME B31.3 /
ASME B31.1 and the following.
a. In vacuum service, the normal design pressure shall be the lowest value which the
vacuum producing means is capable of attaining.
b. Piping circuits on the upstream side of control valve shall be designed for pressures
resulting from minimum flow conditions
(closed or throttled control valve) and
downstream of the control valve shall be
designed for the downstream terminal pressure plus friction losses (pressures due to
closed or throttled block valves shall not be
considered except as short time conditions)
and head losses.
c. The design metal temperature of the piping
conveying fluids with temperatures below
15 deg.C shall be equal to the minimum,
normal operating tempera ture of the fluid in
the pipe or fluid temperature during normal
startup or shutdown. Metal temperatures
resulting from emergency conditions
caused by equipment failures such as ruptured tubes, etc. or operational errors shall
not be considered.
The short time design pressure and design
metal temperature shall be those of higher value
which are expected to occur during starting-up,
shutting-down, or in any other short time operating condition.
A freezing climate shall be defined as one with
a January average temperature of 4 deg.C or
lower.
LOADS
The design for wind and earthquake shall be
based on and considered to the extent required
by the Bureau of Indian Standards.
Piping shall be designed to resist the effects of
the following combinations of loads within the
limits of stress specified herein. Wind and
earthquake loads shall not be assumed to occur
simultaneously.
a. Operation
: The design pressure, the
operating dead load, and the maximum
operating contents load, combined with or
without wind or earthquake load.
b. Test
: The test pressure, the test
dead load, and the fluid test load.
c. Short time : The operating condition
without wind or earthquake load but
modified or supplemented by the changes
resulting from the short time conditions
defined in 2.2.3.
For the design conditions given, the calculated
principal stresses for pressure parts shall not
exceed the following.
a. Operation and short time condition stresses
are covered by ASME B31.3/ ASME B31.1.
APPRD. BY:
ISSUED ON: APR ’10
.
FACT ENGINEERING AND DESIGN ORGANISATION
CONTROLLED COPY
ISO 9001 : 2015
ENGINEERING
SPECIFICATION
2.3.4
2.3.5
2.4.0
2.4.1
2.4.2
2.4.3
2.5.0
2.5.1
2.5.2
03ES001 / 10
PIPING DESIGN
b. Test: Based on the test thickness and the
test temperature, the basic allowable stresses increased by 50%.
The basic allowable stresses for non-pressure
parts, including attachments (except threaded
parts and attachment welds to pressure parts)
and devices for supporting or bracing piping,
shall be one-third of the ultimate tensile
strength, two-thirds of the yield strength, or the
stress producing a creep rate of 0.01% in
1000 hours, whichever is lower.
a. The maximum allowable tensile stress for
carbon steel threaded parts, such as anchor
bolts and rods, based on the root area of the
thread, shall be 15,000 psi (1055 kg/sq.cm)
The calculated principal stresses for non-pressure parts shall not exceed the basic allowable
stresses for the operating conditions; the basic
allowable stresses increased by 20% for the test
or short time conditions; and the basic allowable
stresses in creased by 33 1/3% when combined
with wind or earthquake.
CORROSION ALLOWANCE & THK. OF PIPE
The allowance for corrosion or erosion in piping
shall be determined by the intended service and
material of construction. This shall be added to
all surfaces exposed to the flowing medium. In
general, beyond that inherent in the thickness
of the pipe selected, a minimum allowance of
1.3 mm (0.05 inches) shall be provided for carbon steel in process service and no allowance
provided for carbon steel in utility service or for
alloy steel and non-ferrous materials.
For threaded or grooved pipe the greater of
either the corrosion allowance or the threading
or grooving allowance, shall be added to the
pipe wall thickness.
The corrosion allowance may be more than the
above based on severity of service.
SIZING OF PIPING
Piping shall be sized on the basis of the operating conditions and, when required, with an allowance for normal control of approximately
25% of the design friction losses in pipe and
equipment, except for the following.
a. Pump, compressor, and blower piping shall
be sized on the basis of maximum pump,
compressor, and blower design capacities
(at the equipment normal design speeds)
with allowance for control reduced, to zero
if necessary.
b. Circulating fuel oil systems shall be sized to
supply 125% of the specified equipment
design requirements with 25% being recirculated.
c. Piping in intermittent service (such as starting- up and bypass lines) shall be sized on
the basis of the available pressure differentials.
d. Inlet and outlet piping at pressure-relieving
safety devices shall be sized in accordance
with the requirements of 2.6.0.
Gravity flow oil-water sewers shall be sized to
carry all normally flowing streams plus the maximum rainfall in one hour when running at three
PAGE 2 OF 11
2.5.3
2.5.4
2.6.0
2.6.1
- quarters depth of flow or to carry all normally
flowing streams plus the maximum expected fire
water in the area, with an upper limit of 2840
litres (750 gpm), when running full, whichever
results in the larger line size.
Sanitary sewers and chemical sewers shall be
sized to carry the design quantity when running
at three-quarter depth of flow.
The minimum nominal size of underground
sewer mains shall be 100 NB (4 inches).
OVER PRESSURE PROTECTION
Over pressure protection (relief valves, safety
valves, rupture discs, open vents, and design
for maximum pressure) shall be provided for
pressure equipment (pressure systems when
units are connected without intervening block
valves) as outlined in the following paragraphs.
These provide the protection required by API
RP520 though it is not followed in detail.
a. Vessels and heat exchangers shall be
protected in accordance with Table 1 when
pressures greater than the stamped maximum allowable working pressure of the
equipment may be produced by the causes
indicated.
b. Pumps, compressors, and blowers shall
be protected with relief valves or other
automatic shut down devices when pressures greater than the casing design pressure may be produced at normal equipment design speeds.
c. Steam ends of reciprocating pumps and
steam turbines shall be provided with relief
valves when the casing design pressure
may be exceeded.
d. Piping systems shall be protected when
pressures may be produced which are
greater than 133 1/3% of line equipment
(separators, etc.) design pressures or more
than 133 1/3% of the service rating of
fittings, valves, etc., or when the pressure
stress in the pipe may exceed 133 1/3% of
the basic allowable stress.
e. Vacuum exhaust systems shall be provided
with atmospheric relief valves when the
system may be over pressured during a
loss of vacuum.
f. Vents shall be properly sized so that no
additional protection need be provided
against vacuum caused by emptying
water after a hydrostatic test or condensing steam after steaming out the equipment.
g. Fired furnace coils shall not be provided
with separate over pressure equipment except as required for steam generators and
superheaters by Section I of the ASME
code.
h. Pumps, compressors, blowers, and piping
systems shall not be provided with over
pressure protection for pressures caused
by fire.
i. Fixed roof atmospheric tanks shall be
provided with open vents or vacuum
breakers.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
2.6.3
2.7.0
2.7.1
2.7.2
2.8.0
2.8.1
2.8.2
2.8.3
2.8.4
2.9.0
2.9.1
Airfin condensers and coolers shall be
protected by water fog nozzles with a
remote, manually operated valve. A means
shall be provided for remotely shutting off
fan motors.
Relief valves may be of the conventional, back
pressure, or spring pilot operated type.
Relief valves, safety valves, rupture discs and
vents shall be sized in accordance with the
following.
a. For vessels and heat exchangers, the initial and maximum relieving pressures of
relief and safety valves and the relieving
pressure of rupture discs shall be as
specified in Table 1. Values are given as
functions of the equipment maximum allowable working pressure, P, stamped on the
vessel.
b. For pumps, compressors, turbines, and
blowers, the initial and maximum relieving
pressures shall not exceed the values
recommeded by the manufacturer.
c. For piping the maximum relieving pressure
shall be as determined from 2.6.1.d. with
the initial relieving pressure 90% of this
value.
d. It is mandatory that the nominal size of the
inlet and oulet piping be same as, or greater
than, the nominal size of the pressure relief
valve inlet and outlet connection.
Refer Table I and Notes - Page 11 of 11.
SUPPORTS
Piping sections requiring frequent dismantling
such as for removal of burners, etc., shall be
provided with permanent supports for the dismantled condition.
All piping with insulation, and piping operating
at temperatures 343 deg.C (650 F) and higher
shall have steel shoes with bearing surfaces
outside the insulation. Insulated piping in low
temperature service shall have the insulation
locally reinforced at the point of support. All
other piping may rest directly on the supporting
members. Small diameter lines may be supported by, or suspended from larger diameter
lines.
CLEARANCES
The clear headroom over platforms, walkways,
passage ways, and working areas shall be at
least 2 metres.
The clear headroom over outside areas designated for use as truckways shall be at least 3.6
metres. Clear headroom over pump access
roads shall be at least 3 metres.
The clear headroom over railroads as measured
from the top of rails shall be at least 6.7 metres.
Walkways shall be at least 750 mm.
ARRANGEMENT OF PIPING
When located below grade, piping provided with
protective heating and piping in acid, caustic,
phenol, and similar services requiring inspection
and servicing shall be in trenches; other piping
shall be buried in earth with at least 300 mm
PAGE 3 OF 11
j.
2.6.2
03ES001 / 10
PIPING DESIGN
2.9.2
2.9.3
2.9.4
coverage except that trenches may be used at
changes in direction to provide for thermal expansion of hot lines. The center line of underground water lines shall be located below the
frost line or furnished with other means to
prevent freezing. Minimum cover for water
pipelines not in trenches is 900 mm.
Burner fuel piping shall conform to the following
requirements.
a. Valves used to adjust the flame shall be
located at the side of low floor - fired furnaces convenient to peep holes, and adja
cent to the burners of elevated floor fired
furnaces and wall- fired furnaces.
b. Fuel oil supply piping shall be arranged as
a circulating system for continuous recirculation through the headers.
c. Fuel gas supply piping shall be arranged to
produce equal distribution of flow to allow
condensate drainage.
Relief and safety valves shall discharge to a
closed system when the valves release lethal
vapors, mixtures of hydrocarbon vapors and
other vapors (such as steam) with a molecular
weight of the mixture greater than 80, or lethal,
hazardous, or hydrocarbon liquids; and to atmosphere when they release mixtures of hydro
carbon vapors and other vapors (such as steam)
with a molecular weight of the mixture of 80 or
less, non-hazardous liquids, or non-hazardous
vapors. Bonnet vents of back pressure type
relief valves may discharge to atmosphere.
a. Lethal vapors or liquids shall be defined as
poisonous gases or liquids of such a nature
that a very small amount of the gas or of the
vapor of the liquid mixed or unmixed with air
is dangerous to life when inhaled. It is the
intent of this specification that the following
are not lethal: chlorine, ammonia, natural or
manufactured gas, any liquefied petroleum
gas (propane, butane, butadiene, etc.), and
vapors of any other petroleum products.
This corresponds to the definition contained
in Paragraph UW-2 of the ASME Code,
Section VIII.
Relief and safety valve piping shall conform to
the following requirements:
a. All relief and safety valves on towers shall
preferably be located in the overhead line.
b. Relief and safety valves discharging vapor
to the atmosphere in hydrocarbon service
shall have the outlet piping extend to at least
3 metres above the highest working level or
building roof within a radius of 12 metres.
The requirements of the local pollution control board shall be followed if its more stringent.
c. Relief valve header shall not be pocketed.
Wherever this requirement cannot be met,
a drain line discharging to a knockout pot
shall be provided, with the vent from knockout pot connected back to the header.
d. There shall be no isolation valves on the
inlet lines to pressure safety devices. Isolation valves if provided at inlet lines to pressure safety devices shall be locked open.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES001 / 10
PIPING DESIGN
2.10.0 MAINTENANCE & OPERATION REQUIREMENTS
2.10.1 Means shall be provided in the piping at pump
and driver nozzles to permit the removal of the
pump or driver without removing the block valves. For this purpose, a flanged valve, fitting, or
strainer against the nozzle shall be considered
satisfactory.
2.10.2 Piping requiring removal of coke shall be
provided with flanged clean out points and
bends of a radius suitable for the cleaning tool
or with flanged fittings at turns. The run of pipe
between clean out points shall be limited as
follows.
a. Straight runs:
Cleaning from one end
- 12 metres.
Cleaning from both ends
- 24 metres.
b. Bends:
Cleaning from both ends - 12 metres
developed length.
2.10.3 All piping equipment requiring frequent attention
of the operating personnel shall be readily accessible. Equipment such as automatic control
valves preferably shall be grouped at main
operating levels. Equipment such as motor
operated valves and relief valves shall be accessible from platforms or grade.
a. Man ua lly op erat ed val ves requiring
manipulation during operation or an emergency shall be located so that hand wheels
are convenient to operate from a platform or
grade and so that the bottom of the hand
wheel is not higher than 2 metres above a
platform or grade, otherwise such valves
shall be equipped with chain operators or
exten sion ste ms. Valves with ch ain
operators shall be located or have stems
turned so that chains do not hang in passageways.
2.10.4 Driver steam exhaust lines shall be provided
with exhaust heads when discharging to the
atmosphere.
2.10.5 Funnels and drain lines shall be provided at
sampling connections, gauge glasses, level
controllers, etc..
2.10.6 Access shall be provided for heat exchanger
tube removal, tower tray removal, catalyst
removal and for crane access to compressors.
2.11.0 VALVING
2.11.1 Block valves shall not be provided at vessel
nozzles, except as required for operating and
process control and for storage vessels containing hazardous or toxic materials.
2.11.2 Block valves shall be provided on the water side
of exchanger units as follows:
a. Exchangers that are essential for the operation of the unit shall have one valve.
b. Exchangers provided with process isolation
valves for frequent inspection and cleaning
during operation of the unit shall be
provided with block valves in the inlet and
outlet piping. All water cooled exchangers
will have isolating valves on the inlet and
PAGE 4 OF 11
outlet water lines. In freezing climates, an
antifreeze bypass from the inlet to the outlet
piping or other means to prevent freezing
shall be furnished.
2.11.3 Block valves shall be provided at the following
locations in pump, turbine, and compressor
piping.
a. In suction and discharge piping to pumps.
b. At the equipment in auxiliary piping for gland
oil, flushing oil, and cooling water.
c. At the header in overhead water supply
branches located outdoors in freezing
climates and in all auxiliary piping when
necessary to allow removal of the equipment during operation of the unit.
2.11.4 Block valves shall be provided at the following
locations in steam piping.
a. At the steam main: In steam headers serving
grouped equipment such as steam drivers
located in a pump room.
b. At the equipment: In steam piping to steam
driven equipment.
c. At the steam header: In steam piping to
steam driven equipment when the steam
pressure exceeds 21 kg/sq.cm g.(300 psig)
d. At the equipment: In pressure exhaust steam
piping from steam driven equipment.
e. Adjacent to the equipment: In vacuum exhaust steam piping from steam driven
equipment when the equipment may be
shut down for sustained periods during
operation of the unit.
2.11.5 Arrangements for block valves at spare equipment that is to be isolated for maintenance and
equipment that may be removed from service
during the operation of the unit shall conform to
the following.
a. In chemical and other process liquid services, single block valves shall be used for
all pressure temperature ratings up to and
including 600 # ANSI. In services of higher
ratings, double block valves shall be considered for each individual case.
b. In gas or vapor services block valves shall
be as indicated in the following table.
Pressure
Temperature
Valve size
Selection
o
Upto 300 NB
Single Gate
Valve
350 NB and
above
Single Plug
Valve
All sizes
Single Gate
Valve
All sizes
Single Plug
Valve
All sizes
Double Gate
Valve
232
C
o
Upto and ( 450
F) and
including
below
300 psig
( 212
kg/cm g )
o
Above 232
C
( 450 oF)
232oC
( 450 oF) and
Above
below
300 psig
( 21
o
kg/cm2g ) Above 232
C
( 450 oF)
2.11.6 A block valve shall be provided for the fire steam
system. Other utility systems shall be provided
with valves at service connections only.
2.11.7 Block valves shall be provided and located as
required for bleed and aeration systems.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES001 / 10
PIPING DESIGN
PAGE 5 OF 11
2.11.8 A block valve shall be provided in the main line
of fuel oil and fuel gas piping to furnaces or fired
heaters, be located remote from the equipment,
and be accessible for rapid operation in an
emergency.
2.11.9 Block valves shall be provided for piping crossing the unit limits as follows.
a. In outgoing lines only when required to
divert product streams.
b. In all steam lines except exhaust steam
lines.
2.11.10 Automatic control valves shall be furnished with
either block valves for isolating the control valve
and a bypass for hand control, the sizes of which
shall conform to Table given below,or an
auxiliary means for manual operation.
Control Valve
Size
Line Size
By-Pass & Block
Valve Size
50 NB and
smaller
50 NB and
smaller
Line size
50 NB and
smaller
65 NB and larger
50 mm
65 NB and larger 65 NB and larger Control valve size
a. All three-way control valves shall be furnished with an auxiliary means for manual
operation.
b. Control valves in lethal, phenol, and
ethanolamine services shall be furnished
only with block valves located adjacent to
the control valves and an auxiliary means of
manual operation.
c. Control valves in services containing
abrasive solids or viscous material (viscosity at ambient temperature so high that
one-half the design flow rate cannot be
attained with the pressure available for
starting circulation), boiler feed water services, services with a pressure drop across
the control valve greater than 14 kg/sq.cm
(200 psi), and steam services with a pressure of 5 kg/sq.cm (75 psig) or higher shall
be furnished with block and bypass valves
except that when control valves are paired
(separate control valves furnished for
drivers and their standbys) neither block
and bypass valves nor auxiliary means of
manual operation shall be furnished.
d. When the pressure drop across the control
valve is over 70 kg/sq.cm (1000 psi) two
by-pass valves in series shall be furnished.
2.11.11 Two block valves with a bleeder shall be
provided in piping connecting systems in services in which contamination cannot be
tolerated.
2.11.12 Two valves shall be provided in connections
used during operation for venting, draining, or
sampling in liquid hydrocarbon services with a
vapor pressure over 4.5 kg/ sq cm-a (65 psia) at
37 deg.C (100 F) for venting or draining in all
services with an ANSI rating of 900 # or higher;
and for sampling in all services with an ANSI
rating of 400 # or higher.
2.11.13 Block valves shall generally be gate valves except as follows.
a. Lubricated plug valves shall be used in
vacuum and caustic services and in fuel
gas piping except burner leads and may be
used in gas compressor services and services with an ANSI rating of 600 # and over.
b. Non-lubricated mechanical lift plug valves
shall generally be used in services containing abrasive solids in a gas or liquid. Branch
line block valves, however, shall be of the
type required for the branch line service.
c. Non-lubricated plug valves shall be used at
service air hose connections.
d. Globe valves shall be used in furnace blowdown lines, for venting and sampling connections in caustic services and may be
used in services with an ANSI rating of
2500 #.
e. Butterfly type valves with resilient seats may
be used in water services.
2.11.14 Check valves shall be provided for the common
discharge of centrifugal and rotary pumps and
centrifugal compressors when the pumps or
compressors discharge into a system whose
pressure or volume is likely to cause backward
rotation of the pump or compressor.
2.11.15 Check valves shall be provided in process
steam and steaming out services connected to
process equipment or lines when such services
are subject to contamination from the process
equipment or lines. The check valve shall be
located between the block valves required by
Section II, Part M, Paragraph 11 and adjacent
to the valve nearest the process equipment or
line.
2.11.16 Hand control valves shall generally be of the
type specified in Table below with the following
exemptions.
a. Globe valves shall be used for all sizes
when the operation pressure differential
across the valve is greater than 35 kg/sq cm
(500 psi).
b. Angle type globe valves shall be used for all
ratings and sizes in slurry services.
c. Gate valves shall be used in services containing abrasive solids in a gas.
d. Non-lubricated reducing port plug valves
shall be used for regulating fuel oil to
burners, gate valves for fuel gas.
Valve size
NB
150#, 300#,
400# & 600#
900#
1500# &
2500#
150 & larger
Gate
Gate
Gate
100 & larger
Globe
Gate
Gate
80 & larger
Globe
Globe
Gate
65 & smaller
Globe
Globe
Globe
2.11.17 The following flanged and butt welded valves 65
NB and larger shall be bossed, if required, and
drilled, tapped and plugged at the locations
indicated, in accordance with MSS SP-45, latest
revision.
a. In water and steam service, all gate valves
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES001 / 10
PIPING DESIGN
PAGE 6 OF 11
at locations “A” and “G” and all globe valves
at location “C”.
b. In services containing abrasive solids, in a
gas all gate valves at locations “G” and “H”.
c. All ball check valves above the seat and all
swing check valves at location “G”.
2.11.18 Steel valves shall have the following construction.
a. Flanged and butt welded valves of the gate,
globe, and angle type shall have bolted
bonnets and glands, and of the check type,
bolted bonnets. Threaded and socket
welded valves of the gate, globe, and angle
type shall have gasketed union bonnets and
bolted glands, and of the check type, gasketed union bonnets. Pressure sealed,
welded or integral bonnet for threaded and
socket welded gate, globe and angle valves
may be used for corrosive or high pressure
services.
b. Gate, globe and angle valves shall be of the
outside screw and yoke type.
c. Gate valves shall be provided with pressure
equalizing by-passes and by-pass valves of
the minimum sizes and ratings listed in
Table below when a differential pressure
approximately equal to the pressure rating
of the valve may exist across the closed
valve (eg. 600 lb across a 600 lb valve).
By-pass and By-pass Valve Size, NB
GateValve
Size
NB
150#
300#
400#
600#
100
-
-
-
-
15
15
15
150
-
-
-
20
20
20
20
200
-
-
20
20
20
20
20
250
-
25
25
25
25
25
25
300
25
25
25
25
25
25
25
350
25
25
25
25
25
25
()
400
25
25
25
25
25
()
()
450
25
25
25
25
25
()
()
500
25
25
25
25
()
()
()
600
25
25
25
25
()
()
()
Gate and By-pass Valve Pressure Rating
900# 1500# 2500#
d. Globe and angle valves shall be selected for
the required sensitivity of control. Specially
designed plugs may be used when the
operating differential pressure is greater
than 35 kg/sq.cm (500 psi). Geared
operators shall be furnished for the valves
listed in Table below.
ANSI Rating
Valve size
150#
300 NB and over
300#
200 NB and over
400# & 600#
150 NB and over
900 #
100 NB and over
1500# & 2500#
80 NB and over
e. Threaded and socket welded check valves
shall be of the ball type. Flanged and butt
welded check valves shall be of the swing
-non-slam type in sizes 350 NB and over
and of the swing type in sizes 300 NB and
under except that valves with ANSI ratings
of 900 and 1500 # shall be of the ball type
in sizes 100 NB and under.
f. Lubricated plug valves shall be wrench
operated in the sizes listed and gear
operated in larger sizes.
125 # ANSI - 250 NB size and smaller
150, 250 and 300 # ANSI - 200 NB size and
smaller
400 to 1500 # ANSI - 100 NB size and smaller
2500 lb ANSI - 50 NB size and smaller
Such valves shall be fitted with giant button-head
lubrication.
g. Non-lubricated mechanical lift plug valves
for use in services described in Section II,
Part M, Paragraph 13 b. shall be of the
single operation mechanical lift type,
designed to permit sealing the plug and
blowing or flushing the seat. Such valves
shall be wrench operated in sizes 150 NB
and smaller and gear operated in sizes 200
NB and larger except that for chain operation, valves in sizes 150 NB and larger shall
be gear operated.
h. Control valves shall have flanged or
threaded end connections.
i. Gate valves in the 150 # and 300 # ANSI
ratings may be reduced port.
2.11.19 Cast iron valves shall have the same construction as steel valves except as follows.
a. Flanged gate valves used in buried lines
shall be of the inside screw non-rising stem
type.
b. Threaded gate valves shall have a clamp
type bonnet and be of the inside screw
non-rising stem type.
c. Threaded check valves shall have a
threaded bonnet and be of the swing type.
2.11.20 Bronze and brass valves shall have threaded
end connec tions. Gate, globe and angle valves
shall be of the inside screw rising stem type,
check valves shall be of the swing type. Plug
valves shall be manufacturer’s standard.
2.12.0 PIPES AND BENDS
2.12.1 In general, for all except alloy steel pipe, seamless and fusion welded pipe shall be used.
Welded pipe may be used for services with an
ANSI rating of 300 # or less, and for utility
services with a temperature of 175 deg.C (350
F) or less. For alloy steel pipe, only seamless
shall be used.
2.12.2 Pipe, in sizes 32 NB, 65 NB and 125 NB shall
not be used.
2.12.3 Changes in direction shall be made with fittings
preferably or bends. Bends shall be used for
u nlined pipe conveying abrasive solids
suspended in gas or liquid.
a. One weld miter elbows: atmospheric air
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES001 / 10
PIPING DESIGN
co mp re ss or i nt a ke l in es whe n f low
straightening vanes are used. Vent lines
from compressor and sewer lines.
b. Two weld/ three weld miter elbows: process
lines larger than 600 NB in diameter with an
ANSI rating of 125, 150 or 250 # and all
utility (water, steam, air, etc.) and auxiliary
(vent, flare, etc.) lines.
c. Four weld miter elbows: process lines larger
than 600 NB in diameter with an ANSI rating
of 300 # and over and internally lined pipe
conveying abrasive solids in gas or liquid.
2.12.4 The minimum radius for pipe bends shall be 5
times the nominal pipe size for upto 350 NB
inclusive and 6 times the nominal pipe size for
pipe over 350 NB size. When bends are required with smaller radius or of any radius in pipe
operating at temperatures above 400 deg.C
(700 F), the possible thinning in the wall of the
outer periphery due to bending shall be taken
into account.
2.12.5 Equal size 90 degree intersections, except in
low pressure utility piping (ANSI rating of 250 #
or less and temperature of 232 deg.C less (450
F)) shall be made with tee fittings. In general,
all other intersections and all intersections in
low pressure utility piping shall be made by
welding. When reinforcement is required for
branches, branch welding fittings may be used.
2.13.0 FITTINGS END CONNECTIONS, FLANGE
FACINGS AND GASKETS
2.13.1 Fittings and end connections in carbon and alloy
steel piping shall be as follows:
a. In austenitic steel pipe at service temperatures over 400 deg.C (750 F) butt welded or
flanged for sizes 25 NB and larger. Socket
welded or threaded in smaller sizes.
b. In galvanized steel pipe - flanged in sizes
150NB and larger, threaded in smaller
sizes.
c. In all other services - butt welded or flanged
for sizes 50 NB and larger, threaded or
socket welded in 40 NB and smaller.
2.13.2 Threaded connections shall be made up with
Teflon taped threads when the temperature is
260 deg.C (500 F) and below. Threaded connections shall be seal welded when the
temperature is above 260 deg.C (550 F). When
so required in vent, drain, or sample piping
discharging to an open system or in instrument
leads, seal welding shall be done only to the
upstream side of the first block valve.
2.13.3 Except for removable sections of pipe, erection
requirements, and piping requiring dismantling
for clean ing, the use of flanges in piping shall
be limited to connections at flanged equipment.
2.13.4 Raise faced flange shall be used for ANSI
ratings of 900 # and below and ring joint flanges
for process services with ANSI ratings of 1500
# and higher. All steam systems with ANSI ratings of 150 to 2500 # shall have raised face
flanges when flanges are used.
2.13.5 Gaskets for ring joint flanges shall be of the
octagonal type.
PAGE 7 OF 11
2.14.0 BLANKS
2.14.1 Blanks shall be provided in the piping at the
following locations only.
a. At inlet and outlet connections of equipment, other than pumps, compressors, and
blowers, which must be periodically taken
out of service for maintenance, inspection,
or alternate operation without interfering
with the operation of the unit and when the
omission of such blanks would present a
hazard to personnel.
b. In furnace piping at locations which will
permit the simultaneous testing of the furnace and as much of the piping as may be
sub ject to the test pressure.
c. At the unit limits in utility piping conveying
hydrocarbons and in process piping connected to other plant piping which may be
in use during a shut down of the unit.
2.14.2 The selection of the type of blank shall be in
accord ance with Table VI and the following
subparagraph:
a. Blanks for piping in service at temperatures
below -18 deg C (zero degrees F) shall be
of the circular type with spades for rigid
connections and without spacers for flexible
connections.
Nominal size of
pipe (NB)
Rigidity of connection
Rigid
Flexible
100 and smaller
Figure 8
Circular
without spacer
150 and 300 incl.
Figure 8
Figure 8
Larger than 300 NB
Circular with
spacer
Circular with
spacer
2.14.3 Circular type blanks and spacers shall be
provided with attach ments for handling.
2.15.0 UTILITY OUTLETS
2.15.1 Utility steam, air, and water service outlets of
25NB minimum size for hose and fittings shall
be provided as required at such locations that
working areas at grade, in structures, and in
buildings can be reached with 15000 mm
length of hose.
a. The steam supply to hose connections shall
be limited to a pressure of 8.75 kg/sq.cm g
(125 psig).
b. Service outlets for water shall be located at
grade for furnaces and at grade and the
lowest main operating level in structures.
c. Hose and fittings will not be furnished.
2.16.0 VENTS, DRAINS AND SAMPLE OUTLETS
2.16.1 Valved vent and drain connections shall be furnished on all equipment not self venting or self
draining. Connections shall be located on
equipment if practicable but may be located in
connected piping when there are no valves or
blocks between the vent or drain connections
and the equipment. Vents and drains for pumps
in services containing abrasive solids shall be
located in connected piping.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
PIPING DESIGN
PAGE 8 OF 11
2.16.2 Valved vent connections shall be furnished for
trapped high points of piping 65 NB and larger
except that when the connection is used for test
purposes only, the valve shall be omitted and a
plug substituted. Valved drain connections shall
be furnished for the low points of lines located
above grade.
2.16.3 Vent connections shall be 20 NB minimum size
drain connections and sample outlet connections shall be 20 NB minimum size, except as
follows.
a. All piping connections from equipment shall
be the equipment connection size.
b. All connections from piping in services involving abrasive fluids or materials which
are of high viscosity when cold shall be 25
NB minimum size.
2.16.4 Vent and drain connections from vessels shall
be at least the sizes given in Table given below.
Volume of Vessel
(liters)
03ES001 / 10
Nominal size of vents and
drains (NB)
Vents
Drains
1400 and smaller
25
25
1400 to 5650
25
40
5650 to 17000
25
50
17000 to 70800
40
80
over 70800
50
80
2.16.5 All single valved vents and drains in process
services only shall be provided with plugs or
blind flanges except for the following.
a. Casing vents and drains for pumps in nonvolatile services shall be piped to the pump
base plate or into a gutter or sewer.
b. Casing vents for pumps in services handling
materials near the auto-ignition point shall
be piped to a cooler and from the cooler to
a sewer.
2.16.6 Vent and drain connections used during operation in fuel gas supply piping and in services with
a vapor pressure over 4.5 kg/sq.cm-g (65 psig)
at 37 deg.C (100 F) shall discharge to a closed
system or to a sealed and vented sewer inlet.
2.16.7 Sample outlets in piping or equipment in hot
services shall be provided with means for cooling the sample. One cooler may be used for
grouped sample outlets.
2.16.8 Means shall be provided for clearing sampling
lines and coolers with steam in services involving materials which are of high viscosity when
cold and in all services when grouped sample
outlets use the same cooler.
2.17.0 EMPTYING, STEAMING OUT AND WATER
FILLING
2.17.1 Means shall be available for removing the
operating liquid contents from all vessels and
heat exchange units and the connected piping.
Process lines and pumps shall be used for this
purpose as far as practicable; or steam or other
medium shall be used to remove the liquid by
pressure; otherwise, an auxiliary pumping out
system shall be provided.
2.17.2 Connections for emptying vessels shall be at
least the drain sizes given in table 2.16.4: and
on heat exchanger units they shall be 40NB
when provided.
2.17.3 When required by the service, means shall be
available for purging process equipment with
steam or inert gas. Unless steam or inert gas is
otherwise available, the following provisions
shall be made:
a. Vessels of volume from 2832 to 141600
liters (100 to 500 cu.ft.) and all sizes of
vessels of low temperature service, shall be
provided with a 25NB connection to which
a steam hose may be at tached. Other
vessels of volume greater than 141600
liters (5000 cu.ft.) shall be serviced by a 40
NB line connected to a source of steam.
b. Furnace coils shall be serviced by piping
permanently connected to each coil inlet
line and to a source of steam.
2.17.4 When required by the service, means shall be
available for filling process equipment with
water for washing out.
a. Vessels requiring frequent maintenance
shall be serviced by piping permanently
connected to a source of water.
b. Vessels not requiring frequent maintenance
shall be serviced by hose connected between a service water outlet and the vessel
drain connection.
2.18.0 FIRE, SMOTHERING, SERVICE, SNUFFING
AND PROTECTIVE HEATING SYSTEM
2.18.1 Smothering system shall be provided to furnace
combustion chambers, header boxes, and to
the spaces above the furnace arch and shall be
controlled by valves remote from the furnace
area.
2.18.2 Smothering steam shall be provided to enclosed
rooms housing pumps or compressors in flammable liquid or gas service and shall be controlled from outside the building.
a. Flammable liquids shall be defined as liquids having a flash point below 93 deg.C
(200 F) as determined by ASTM D56-70 or
D93- 66.
b. Flammable vapors shall be defined as
vaporized flammable liquids with molecular
weights greater than 80.
2.18.3 Snuffing steam shall be provided to relief valve
outlet piping discharging hydrocarbon vapors to
the atmosphere and shall be controlled from
grade.
2.18.4 The steam supply for fire smothering, fire fighting, snuffing, service hoses and protective
heating shall be from a separate steam system
connected to the plant steam header on the
supply side of the unit limit block valve.
a. A separate fire steam header shall not be
required if steam is normally available at a
pressure 3.5 and 8.75 kg/ sq.cm-g (50 and
125 psig) in the plant steam system.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES001 / 10
PIPING DESIGN
2.19.0 STEAM TRAPS AND SEPARATORS
2.19.1 Steam traps shall be provided for the removal of
condensate from collection points in steam
system.
2.19.2 Steam traps discharging to the atmosphere
shall be provided with upstream block valves.
Steam traps discharging to a condensate collecting system shall be provided with upstream
block valves and downstream block valves except that steam traps for unit heaters shall be
provided with downstream block valves only.
2.19.3 Condensate from vacuum steam systems shall
be re-evaporated into the system by means of
a condensate flash pot.
2.19.4 A steam separator shall be provided in the
steam piping to each group of steam turbines
and to each group of steam driven reciprocating
compressors.
2.19.5 Drip legs shall be provided on steam headers
for collecting condensate.
2.20.0 STRAINERS AND FILTERS
2.20.1 Permanent strainers shall be provided in the
piping for the protection of the following equipment when not furnished as part of the equipment.
a. All pumps - in suction line.
b. Steam turbines and steam jet ejectors - in
steam inlet line.
c. Pumps and compressors - in sealing, gland,
and flushing oil and cooling water supply
piping.
d. Reciprocating compressors taking suction
from process equipment in suction line.
e. Burners - in main fuel oil supply piping.
f. Hydraulically actuated equipment - in
hydraulic oil supply piping.
g. Pneumatically actuated equipment - in air
supply piping.
h. Restriction orifices in bleed gas or air service - in gas or air piping.
2.20.2 In addition to permanent strainers, temporary
strainers with a mesh finer than the permanent
strainer mesh shall be placed over the permanent strainers, for use in preliminary operation in the suction piping to all pumps.
2.20.3 Reciprocating compressors taking suction from
process equipment shall be furnished with temporary strainers.
2.20.4 A filter shall be provided in the air piping
upstream of air driers.
2.20.5 Screened intakes shall be provided for air compressors and air blowers.
2.21.0 SEWERS
2.21.1 An underground oil water sewer system shall be
provided to collect and convey all oil drainage,
waste water, and storm water from paved areas
to the unit limits. Sewers, if required for raw
sanitary and chemical waste, shall be run
separately to the unit limits. Treated chemical
and sanitary waste may be conveyed through
the oil water sewer system.
PAGE 9 OF 11
2.21.2 The oil water sewer system shall conform to the
following:
a. Paved areas at grade, the bottoms of
trenches, and the floors of pumps or compressor rooms shall be provided with drains
for the collection of surface drainage except
that drains shall not be furnished for concrete floors of elevated open sided com
pressor rooms. The floors of control rooms,
switch rooms and lavatories shall not be
provided with drains. Drains located within
enclosed buildings shall be provided with
drain fittings of the sealed type.
b. All equipment such as pumps, compressors, and vessels shall be provided with
sewer inlet receptacles as required..
c. Roof areas upon which process equipment
is located shall be connected to the sewer
system through the down spouts.
d. Sewers discharging from seperately
defined areas such as pump rooms, furnaces, and grouped equipment shall connect to the system through sewer boxes
having sealed inlets. When it is not prac
ticable to connect trench drains individually
to sewer boxes, such drains shall be sealed
by means of “P” traps. Sewer boxes in
hazardous areas, such as around furnaces,
shall have sealed covers and be vented to
a safe location.
2.22.0 EMERGENCY FIXTURES
2.22.1 Eye wash fountains and emergency showers
shall be provided near equipment or pipe
manifolds in acid, caustic, phenol service and
any other lethal service.The fixtures shall be
installed at locations conveniently accessible for
emergency use. Emergency showers shall be
arranged for overhead delivery of water spray.
2.22.2 Water for eye washing fountains and emergency showers shall be taken from the drinking
water system. Self closing valves shall be used.
2.22.3 Eye washing fountains & emergency shower
heads shall be as per the relevant IS codes only
3.0.0
MATERIALS
3.1.0
3.1.1
GENERAL
The selection of materials for a given piping
system shall be based on the fluid conveyed and
the design temperature and pressure. The
materials of special elements, such as steam
traps and separators shall conform to the
manufacturer’s standards for the operat ing conditions. The material and corrosion allowance
for a particular service will be specified in the
design data sheets.
Low temperature piping (design metal temperatures below -28.9 deg.C (-20 F) shall have
materials for pressure containing parts in accordance with the applicable code. Materials for
non- pressure parts shall be as follows.
a. Structural attachments which are welded
directly to any pressure part and which normally will be subject to dynamic loads while
the pipe is at operating temperature such as
vacuum stiffener rings, pipe supports,
3.1.2
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
PIPING DESIGN
guides, anchors, platform and ladder clips.
b. Structural attachments which are welded
directly to any pressure part but which are
not normally subject to dynamic loads while
the pipe is at operating temperature such as
davit clips,. lifting lugs, Nelson studs, insulation clips and rings, etc.. mild carbon steel
(not impact tested) for piping of carbon or
ferrite alloy steel and AISI Type 304 steel for
piping of austentitic alloy steel.
Valve body materials shall be steel conforming
to the relevant codes / manufacturer’s standards for the valve type and pressure ratings
except as follows. Generally all valves 40 NB
and below shall be forged and 50 NB and above
shall be of cast material.
a. For water and low pressure air service, cast
iron and bronze or brass shall be used.
b. For low pressure steam, cast iron may be
used but not within 7.5 metres of furnaces.
Bronze and brass shall not be used.
c. For corrosive and high temperature service,
the material will be comparable to that indicated on the Design Specification Summary
Sheet.
Valve body material may be ductile iron in 150
# and 300 # ANSI ratings. However, ductile iron
shall not be used in compressor piping.
Valve trim material shall be as per code or as
per the manufac turer’s standards for the service
conditions.
Bolting and gasket materials shall conform to
the relevant code/ IS/ ASTM standards.
In selecting materials the following are special
considerations.
a. When piping systems or equipment are
inter- connected by a valve, the valve shall
be suitable for the services connected.
However should the particular service require the use of alloy valves because of high
temperature or corrosion, the block valve
located in connected piping which normally
is deadened or in which the service
temperature is lower may be of carbon steel
of the required pressure rating if suitable.
b. When a change in pressure or temperature
occurs at equipment such as a control
valve, a heat exchanger unit, or a trap, the
up stream block valve and the by-pass
valve (if any) shall be suitable for the
u p s t r e a m co n d i t i o n s wh e r e a s t h e
downstream block valve need be suitable
for the downstream design conditions only.
All steel pipe and fittings 100 NB and under for
drinking water service and air transmission
service to air motor operated valves shall be
galvanized.
3.1.3
3.1.4
3.1.5
3.1.6
3.1.7
3.1.8
4.0.0
FABRICATION, HEAT TREATING, INSPECTION AND PRESSURE TESTING
4.1.0
Fabrication, heat treating, inspection and pressure testing shall be as per the specification for
Fabrication And Installation of Steel Piping
25ES205.
FACT ENGINEERING AND DESIGN ORGANISATION
03ES001 / 10
PAGE 10 OF 11
ENGINEERING
SPECIFICATION
03ES001 / 10
PIPING DESIGN
PAGE 11 OF 11
TABLE 1 FOR CLAUSE 2.6.0 - OVER PRESSURE PROTECTION FOR EQUIPMENT
EQUIPMENT
SELECTED
Towers, Drums &
Kettle Type
Evaporators
CAUSE OF OVER PRESSURE
(NOTE 1)
PROTECTIVE
DEVICE
Open Inlet (Control valve opens
wide)
Closed Outlet
Failure of Cooling Medium
Top or Side Stream Reflux Failure
Lean Oil Failure to Absorber
Failure of Tower Pressure
Controller in the Closed Position
Driver Electric Failure
Steam Power Failure
Chemical Reactions Exclusive of
Explosions
Relief Valve or
Safety Valve or
Rupture Disc
RELIEVINGPRESSURE
Initial
Maximum
1.00 P
1.10 P
External fire (Note 2)
Heat Exchanger
(Shell & Single Type)
1.20P
Thermal Expansion of Liquid when
closure of a Single Valve isolates
contents or if exchanger can be
dispensed with or is spared.
Relief Valve
( Min size )
Light hydrocarbon service-blocked
inlet & outlet when the pressure
exceeds the Design Pressure
Safety Valve
( Min size )
External Fire ( Channel Side)
Safety Relief
Valve ( Min size
except when dealing with large exchangers)
External Fire ( Shell Side )
1.00 P
1.20 P
Safety Relief
Valve or Safety
Valve
Heat Exchangers
Relief Valve or
Ruptured Tube ( Note 3 )
Safety Relief
Open Inlet (Contro Valve opens wide)
Valve
or Rupture
Closed Outlet
Disc
Exchangers
(Double Pipe )
Thermal Expansion of Liquid when
closure of a single valve isolates
contents or if Exchanger can be
dispensed with or is spared.
Relief Valve
(Min. Size)
1.10 P
1.00 P
P - Maximum available working pressure ( MAWP ) of equipment
NOTES:
1.
Each cause of overpressure shall be considered individ ually.
2.
The heat input shall be calculated in accordance with the formula
0.82
Q=
——
FA
21000
3.
In which
Q = the total heat input to the wetted surface in Btu per hour
F = 1.0 for uninsulated vessels and 0.3 for insulated vessels.
A = the total wetted surface exposed to fire in square feet. The surfaces of vessels or heat exchangers
up to 25 ft. above grade or other fire supporting level shall be considered subject to fire expo sure.
Area of rupture assumed equal to the flow area of two tubes. Relieving device will not be required when
sufficient quantities of material can be discharged through the low pressure connecting system (with block
valves assumed thro’ open) to prevent an overpressure of more than 1.10 P.
FACT ENGINEERING AND DESIGN ORGANISATION
iso1.sty
ENGINEERING
SPECIFICATION
PIPING TURNKEY PACKAGE
PAGE 1 OF 2
and forwarding.
e. Insulation of all insulated lines and Painting
of all uninsulated CS / AS pipes and ducts
shall be as per specification attached. Color
coding shall be as per FEDO color coding.
f. All piping items covered by Indian Boiler
Regulations (IBR) shall be supplied along
with IBR certificate
g. Any other work related to the completion of
the Package.
h. All items included in the vendor’s scope may
be subjected to inspection by FEDO / Client.
The items are to be cleared by the designated inspector before dispatch.
i
All piping larger than 50 NB shall be
prefabricated. Pipes smaller than 50 NB
shall be delivered in commercial lengths,
properly marked with type and material.
10% excess pipe shall be supplied for all
sizes and materials.
j. All vents shall be at a safe location and shall
include necessary supports.
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
SCOPE
DESIGN CONSIDERATIONS
BATTERY LIMITS FOR PIPING
DETAILS OF DRAWINGS/ DOCUMENTS
GENERAL
————————————
1.0.0
SCOPE
1.1.0
1.1.1
GENERAL
The scope of work includes but is not limited to
basic design, detailed engineering, supply,
fabrication, erection, testing, painting, insulation, commissioning and guarantee run of the
Piping / Ducting on turnkey basis.
The supply of hardware and engineering shall
be completed as there will be no other supplier
other than the vendor within the battery limit
indicated.
IDENTIFICATION
The scope of work includes but not limited to:
a. Basic engineering for the piping / ducting
for the Package.
b. Detailed engineering for piping/ducting
within the Package. This includes preparation of plot plan, piping layouts, isometrics,
support drawings, bill of materials, procurement, special instructions for storage, special instructions for identification of pipe
lines and components, special instructions
for erection, special instructions for testing,
special instructions for pickling of oil lines if
any, blowout procedure etc.. Submission of
these drawings to FEDO, incorporating
comments made by FEDO and obtaining
necessary IBR / Statutory approvals.
c. Stress Analysis of all pipe lines and ducts
above 100 deg.C, all IBR lines and all lines
connected with rotating equipments.
These stress analysis reports shall be submitted to FEDO for review and comments.
Compensators and spring supports shall be
finalized and provided based on the stress
analysis reports.
All pipe lines shall be anchored at the Battery Limit.
Nozzle loads on rotating equipments, viz,
turbines, etc., shall comply to API/ NEMA
codes and the reports shall be submitted to
FEDO for review.
d. Supply of all materials based on the piping
bill of materials and any additional material
required for the satisfactory completion of
the system. Supply includes all materials for
piping such as pipes & ducts, pipe & duct
fittings, flanges, gaskets, bolts and nuts,
pipe supports, valves, expansion bellows,
spring supports, shut-off plates, safety valves, etc. as per approved piping layouts and
P&IDs. Supply inclusive of testing, packing
1.1.2
1.2.0
1.2.1
PRPD. BY:
03ES010 / 10
CHKD. BY:
2.0.0
DESIGN CONSIDERATIONS
2.1.0
Design of all piping systems, except those listed
below, shall be as per ANSI / ASME B 31.3.
a. All boiler feed water and steam lines shall
be as per the latest issue of IBR and ANSI
/ ASME B31.1.
All dimensions and elevations shall be given in
metric units.
Flange and valve ratings shall be as per class
designation in ANSI B16.5 and ANSI B16.34
respectively.
32, 65 & 125 NB pipe sizes shall not be used.
Traps & strainers shall be provided wherever
necessary. Normally a shut off valve shall be
provided ahead of each strainer /trap. Union or
flanges shall be provided for removal of traps.
The clear headroom over platforms, walkways,
passage ways and working areas shall be at
least 2.2 m.
All pipes shall have a slope of minimum 1 in
1000 and shall be provided with drain line at the
lower most point.
All equipment location, layout, design and
general arrangements shall conform to the
relevant statutory requirements.
Valves shall be located where there is ease of
operation and maintenance. Gear arrangement
shall be provided for all valves as per clause 5.5.
2.2.0
2.3.0
2.4.0
2.5.0
2.6.0
2.7.0
2.8.0
2.9.0
3.0.0
BATTERY LIMITS FOR PIPING
3.1.0
All incoming and outgoing lines shall be terminated at the Battery Limits specified in the
battery limit list attached.
4.0.0
DETAILS OF DRAWINGS/ DOCUMENTS
This is only a general guide line for preparing
various drawings / documents, highlighting the
APPRD. BY:
ISSUED ON: APR ’10
FACT ENGINEERING AND DESIGN ORGANISATION
CONTROLLED COPY
ISO 9001 : 2015
ENGINEERING
SPECIFICATION
03ES010 / 10
PIPING TURNKEY PACKAGE
PAGE 2 OF 2
minimum details to be furnished. The vendor is
obliged to include any other details found to be
wanting in the drawing/document, after review
of the same by FEDO.
4.1.0 GENERAL LAYOUT DRAWING
4.1.1 The Layout should be of A1 size and should give
the following details using the coordinate system to locate each item.
a. Size Location and Point Of Support (POS)
elevation of all equipments, location and
size of buildings.
b. Battery Limits.
c. Pipe Bridge Locations.
d. Sewer and Drain Details.
e. Free area required around equipment / exchangers for maintenance / tube removal.
f. Paved area and elevations.
g. Plant North.
h. The Layout shall also contain a table showing the complete list of equipments with
location and point of support details.
4.2.0 PIPING LAYOUT
4.2.1. The Piping Layout shall be drawn on a scale of
3:100. The layout shall give the following
details using the coordinate system to locate
each equipment and line.
4.2.2. Routing of all pipelines and ducts showing all
fittings, valves, strainers, springs, bellows, line
Nos., direction of flow, location and elevations,
pipe supports etc.
4.2.3. Nozzle schedule of all equipments giving the
following details of all nozzles on each equipment.
a. Size and Rating
b. End Connection
c. Orientation
d. Elevation
e. Standout
f. Description
4.2.4 Separate details for lines / areas which cannot
be clearly drawn on the layout.
4.2.5 All platforms on vessels and structural platforms.
4.2.6 All instruments, control valves, MOV, PSV,
traps, etc.
4.2.7 Any other detail required by FEDO during
review.
4.3.0 ISOMETRICS:
4.3.1 Isometrics shall be drawn for all lines irrespective of size, including isolation valves on equipments. The isometric shall include a Bill of
Materials showing the complete list of materials
and quantity required for fabrication and erection of the line.
4.3.2
4.3.3
4.4.0
4.4.1
4.5.0
4.5.1
4.6.0
4.6.1
4.7.0
4.7.1
The isometric drawings shall indicate the
relevant line numbers, flow direction, pipe
specification, insulation / painting details, stress
analysis requirements, pipe supports like trunnions, line fluid conditions such as pressure,
temperature, hydrotesting pressure, etc.
Steam tracing isometrics:
This shall be produced from the relevant
isometrics with details of steam tracing incorporated. However the bill of materials will be that
for the steam tracing line.
PIPE SUPPORT PLAN
This drawing should indicate the location and
type of all supports used and should also give
the pipe support detail sheet number to be
referred for getting details of the support.
PIPE SUPPORT DETAIL SHEETS
This detail sheet should give all the data required for the fabrication and erection of a particular pipe support.
LINE SCHEDULE
This document should give all line numbers, the
detail of connecting equipment lines, operating
conditions, service and insulation details.
VALVE SCHEDULE
This document should furnish tag numbers,
type, pressure rating, size, material of construction and service of all valves.
5.0.0
GENERAL
5.1.0
All piping items shall be procured from the attached sub vendor list of approved vendors for
indigenous vendors. For any deviation, prior
approval from FEDO shall be obtained before
placement of order.
Operating spares for valves, steam traps,
strainers etc. for two years of trouble free service
be included in the offer.
A layout shall be included in the package for
reference.
Bypass, drain and vent connections for valves
shall be as specified in MSS-SP 45.
Geared Operators for valves shall be provided
as per the following table.
5.2.0
5.3.0
5.4.0
5.5.0
ANSI Rating
Valve Size
150 #
300 NB and over
300 #
200 NB and over
400 # & 600 #
150 NB and over
900 #
100 NB and over
1500 # & 2500 #
80 NB and Over
————————————————————————-
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
PAGE 1 OF 14
CONTENTS :
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
SCOPE
PIPE AND FITTINGS
LINING GUIDELINES
3.1.0 METAL PREPARATION
3.2.0 CEMENTING
3.3.0 LINING THICKNESS
3.4.0 LINING MATERIAL SELECTION
LINING PROCEDURE
4.1.0 PREPARATION
4.2.0 LINING PROCEDURE FOR STANDARD FLANGED PIPE
4.2.0 LINING PROCEDURE FOR LARGE DIAMETER PIPE
PROTECTING RUBBER LINED PIPES
5.1.0 SOURCES FOR POTENTIAL PROBLEMS
5.2.0 MEANS FOR PROTECTION
TESTING AND INSPECTION
6.1.0 ADHESION
6.2.0 VISUAL INSPECTION
6.3.0 SPARK TEST
MAINTENANCE
REQUIREMENTS FOR RUBBER LINING
ANNEXURES:
TABLE 1 RECOMMENDED MAXIMUM LINING THICKNESS
TABLE 2 CHEMICAL RESISTANCE OF VERIOUS LINING
PRPD BY : KR
CHKD BY : AMN
APPRD BY : KKK
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON : SEPT ' 15
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
1.0.0 SCOPE
1.1.0 This specification covers general requirements for
3.2.4
lining of pipes, ducts. Piping fittings etc. including
fabrication, installation and testing.
3.3.0
1.2.0 Shop and field lined pipe are both included.
1.3.0 The thickness of rubber and areas to be covered shall 3.3.1
be in accordance with each data sheet and
specifications.
1.4.0 The lining must be resistant to the chemicals shown 3.3.2
under the conditions listed on data sheet and
specifications
2.0.0 PIPE AND FITTINGS
2.1.0 Pipes and fittings shall confirm to piping 3.3.3
specifications and to the requirements of this
standard.
2.2.0 Pipe is to be seam-welded or seamless steel pipe 3.3.4
unless otherwise specified. Wall gauge is to be
specified if not shown or called for on purchase 3.3.5
orders or drawings.
2.3.0 Where welding is used, internal welds shall be
ground flush with the parent metal to ensure a
continuous smooth surface, all fittings shall be
flanged type.
2.4.0 Flanges shall be flat-faced, Class 150 forged steel
slip-on, weld neck, or boiler plate. Raised face
flanges shall not be used. Class 125 cast-iron flanges 3.4.0
or cast-iron pipe are not recommended for use with
3.4.1
rubber lining.
2.5.0 The weld on the front face shall be continuous and
rounded convex to a radius of 3.0 mm or 4.5 mm.
3.4.2
PAGE 2 OF 14
Sufficient drying time between cement coats is
required.
LINING THICKNESS
Lining thickness may vary from ¹∕₈" to ¹∕₄" in (3 to 6
mm). In some very abrasive conditions, up to 1"(25
mm) has been applied.
Experience has proved that not only the rate of
abrasion must be considered but temperature also.
For temperatures greater than 140 F (60 C), ¹∕₄ in (6
mm) thick lining will provide better service.
The most commonly used and economical lining
thickness is ¹∕₄ in (6 mm). It offers long life for a
wide range of applications.
Recommended maximum lining thicknesses for
different pipe sizes are shown in Table-1.
Table-1 show that the smallest pipe size which can
be lined is NPS 2 (DN50); however, NPS 1 nozzles
can be lined per the following specifications:
1. Maximum length of nozzle is 25mm
2.Maximum thickness of rubber is ¹∕₈" (3 mm)
3.Maximum distance from end of pipe is 450mm
4.Nozzle is attached to a minimum of 150NB pipe
LINING MATERIAL SELECTION
The most important factor in selecting the right
lining material is specific chemical resistance that
will be required.
In-service testing may be needed to confirm the
suitability of the material selected.
3.0.0 LINING GUIDELINES
3.4.3 Table-2 lists some common chemicals and the
3.1.0 METAL PREPARATION
general polymer used for a lining.
3.1.1 All metal surfaces to be lined shall be blasted to a
white metal finish. White metal blasting is the 4.0.0 LINING PROCEDURE
process of removing all foreign matter (such as rust, 4.1.0 Sheets of rubber shall be unrolled and cut to the
scale, and paint)by the use of abrasives propelled by
desired size and shape on a clean heated table and
using 100 psi (690 kPa) of air. The surface finish
shall be taken so that the tie gum (sticky) side of the
will become a metallic gray-white color, with a
lining is facing out for cementing.
roughened anchor pattern providing a 1.5 to 3 mil
4.2.0 The edges can be cut with a skive (30 to 45-degree
(37.5 to 75 micron) profile.
angle) to aid forming the seam.
3.1.2 Other acceptable standards are provided by the
Structural Steel Painting Council (SSPC) or 4.1.0 LINING PROCEDURE FOR STANDARD
NationalAssociation Corrosion Engineers(NACE).
FLANGED PIPE :
4.1.1 A tube shall be formed with lining stock using
3.2.0 CEMENTING
longitudinal skived seams by wrapping the lining
3.2.1 Primer shall be applied immediately after removal of
stock around a mandrel, using a liner inside the tube,
dust and sandblasting to prevent rusting.
or any other method to facilitate the making of a
3.2.2 Additional coats of primers and cements may need
tube.
tobe applied as specified by the lining manufacturer. 4.1.2 The spliced tube’s outside circumference shall be
slightly smaller than the inside circumference of the
3.2.3 Primers and cements are normally applied on the
pipe to be lined.
inside of pipe with a swab, spray, or roller.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
PAGE 3 OF 14
4.1.3 When forming the tube, the seam is formed by using 4.2.2 Large diameter pipes shall be lined in the same
steady, firm, and overlapping strokes with a roller
and when rolling, always work toward the edges 4.2.3
forcing all the air out from behind the overlapping
layers of lining or along the butt skive.
4.1.4 The spliced tube’s length is longer than the pipe’s 4.2.4
length.
manner as tanks or ductwork.
The stock is flared over the flange face and trimmed
or buffed flush after the cure and a covering is
applied to the full face of flange.
Bleeder strings are used at the applicators option, to
facilitate the escape of gases during curing.
4.1.5 Twisted multifilament strings (called bleeder strings) 4.2.5 The I.D. of the flange stock is then skived to slightly
are then applied lengthwise to permit proper air
venting between pipe and lining. String made from
synthetic yarns is not to be used. Stringing is done
after cementing the pipe, and the individual strings
are spaced equally around the circumference.
4.1.6 Normally, four strings are used on pipe of sizes up to
4.1.7
4.1.8
4.1.9
4.2.0
4.2.1
less than the I.D. or lining and stitched firmly to the
tube stock. On larger-sized pipe, the flange stock is
lapped into the pipe lining instead of applying the
skive technique used on smaller pipe or applying
lining to flange first. The lined pipe is cured as
specified by the lining manufacturer.
and including NPS 6 (DN 150). Larger-sized pipe 4.2.6 After curing, the ends of the pipe are buffed to
normally requires the use of additional strings. The
remove any excess rubber. This provides a smooth
use of strings is optional with applicators
fit during installation at the plant site.
The tube is enclosed in a liner and a tow rope is 4.2.7 The best cure results will be obtained by using a
attached to it. The tube is then pulled into the pipe
steam autoclave.
with a slow constant pull.
One of two methods is used to seal the liner against 5.0.0 PROTECTING RUBBER LINED PIPES
5.1.0 SOURCES FOR POTENTIAL PROBLEMS
the inside surface of the pipe.
METHOD 1 : The liner is removed and the tube 5.1.1 Ozone from welding: Ozone can and will cause
expanded against the pipe wall by using air pressure.
severe cracking of natural rubber in linings, and the
A mechanical extension and flange arrangement is
corrosion barrier may be breached permanently.
used to seal the pipe ends and a minimum of 100 psi
5.1.2 Portable generators, power relay stations, and
(690 kPa) internal pressure is maintained in the
electric motors are a potential source of ozone.
expanded tube for at least 5 minutes. If any air
blisters are found after the air pressure is removed, 5.1.3 Fumes from generators, such as nitrous oxide, are
detrimental to rubber linings.
they are punctured, vented, and repaired with a 2 in
5.1.4 Arcing from electrical equipment and hook-ups
(50 mm) patch.
generate a corona (ozone) environment.
METHOD 2 : After the liner is removed, an air bag
or balloon is pulled through the pipe, with stops at 5.1.5 Oils and liquids of many types cause softening and
intervals where it is alternately inflated and deflated.
deterioration of the rubber.
Next, the extension is removed, the excess stock
5.1.6 Problems may occur from any one or more of the
flared over the flange face, and trimmed flush. A
above sources and can occur either inside or outside
covering is then applied to the full face of the flange.
of the structure being erected. Suitable protection
The inside diameter (I.D.) of the flange stock is
must be provided.
skived to slightly less than the I.D. of the lining and
stitched firmly to the tube stock or folded out and 5.2.0 MEANS FOR PROTECTION
onto the flange surface. When using hard rubber 5.2.1 Installation of rubber lining should be done as near
lining on flanges, it is important that the pipe
the end of the construction phase as possible.
installer/user understand that soft rubber gaskets are 5.2.2 Openings to rubber-lined equipment should be
required over the face lining.
closed as much as possible to prevent attack from
On pipe sizes larger than NPS 6 (DN 150), the
hazards such as those noted.
flange stock is lapped onto the lining instead of the 5.2.3 The ends of rubber-lined pipe should be blanked off
skive used on smaller sizes. This lapping technique
and kept that way until ready for use. Lining on
makes a stronger joint and is the preferred method.
flanged faces should be protected during shipment or
LINING
PROCEDURE
FOR
LARGE
storage by covering with plywood or other suitable
DIAMETER PIPE
material.
Piping that is too large to safely line by inflating a 5.2.4 All portable rubber-covered items should be covered
tube, but large enough to allow personnel to enter
up for protection.
will be considered in this section.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
5.2.5 Each piece should be identified by stamping on a
ground area in such a manner that numbers will
remain visible. Stencil: ‘‘Rubber Lined—Do Not
Cut or Weld.’’
5.2.6 Additional protective measures are available from
rubber lining manufacturer publications.
6.0.0 TESTNG AND INSPECTION
6.1.0 ADHESION
6.1.1 The adhesion of rubber bonded to metal shall be
satisfactory strong.
6.2.0 VISUAL INSPECTION
6.2.1 The inspection for visual defects should be carried
out over the entire surface in a good light the entire
surface shall be free of cracks, traces of bubble, lack
of adhesion, hollow spaces etc.
6.3.0 SPARK TEST
6.3.1 A high voltage. High- frequency spark test should be
carried out over the entire surface
6.3.2 Surface of the lining should be clean and dry when
the test is carried out.
6.3.3 The voltage shall be 5kV/mm thickness to 6kV/mm
thickness of lining unless the lining contains
considerable amount of carbon black filter in which
the voltage shall be 1.5kV/mm thickness.
7.0.0 MAINTENANCE
7.1.0 Rubber-lined pipe can be a large investment for a
company. Thus, proper care and maintenance are
always recommended. An experienced applicator
can offer many detailed suggestions.
7.2.0 Some basic considerations of maintenance are: avoid
impact, such as can occur from dropped tools;
prevent exposure to sunlight and outdoor
weathering; and protect from sudden temperature
changes, which may cause thermal stresses that
result in cracking, especially in hard rubber linings.
8.0.0 REQUIREMENTS FOR RUBBER LINING
8.1.0 The standards and requirements for rubber lining
shall be as per the figures and tables given in this
section.
8.2.0 When manufacturers intend not to apply this
standard, he shall submit his standard or practices in
order to get approval of purchaser.
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 4 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 5 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 6 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 7 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 8 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 9 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 10 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
FACT ENGINEERING AND DESIGN ORGANISATION
PAGE 11 OF 14
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
PAGE 12 OF 14
ANNEXURES
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
PAGE 13 OF 14
TABLE 1
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
03ES014/15
RUBBER LINING FOR PIPES , DUCTS & PIPE FITTINGS
PAGE 14 OF 14
TABLE 2
FACT ENGINEERING AND DESIGN ORGANISATION
CONTROLLED COPY
ISO 9001 : 2015
CONTROLLED COPY
ISO 9001 : 2015
CONTROLLED COPY
ISO 9001 : 2015
CONTROLLED COPY
ISO 9001 : 2015
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE
1 OF 13
CONTENTS:
1.0.0. SCOPE
2.0.0. MATERIALS
3.0.0. SURFACE PREPARATION
4.0.0. STORAGE OF PAINTING MATERIALS
5.0.0. MIXING AND THINNING
6.0.0. PAINTING
7.0.0. SAFETY
8.0.0. INSPECTION
9.0.0. GUARANTEE
10.0.0. CODIFICATION OF PAINTING MATERIALS
11.0.0. SCHEME OF PAINTING
12.0.0. COLOUR CODING & MATERIAL FOR PIPING TABLES
PRPD.BY:- JC
CHKD.BY:- CK
APPRD. BY:- JK
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:- April 2010
ENGINEERING
SPECIFICATION
1.1.0. This
specification
covers
the
requirements for surface preparation,
painting and painting materials for
equipment, structures and piping
(including those painted/primed at shop
and those painted at Field/Site.
1.2.0. Requirement of painting for any item
shall be as specified in any of the
following documents.
d)
Equipment Data Sheet
Piping line schedule
Design Basis for package
items
Painting schedule
1.3.0. The purpose of painting described in
this specification is generally for
protection against corrosion.
1.4.0. Painting for other reasons shall be as
indicated in the respective equipment
data sheets or painting schedule.
1.5.0. The following surfaces exposed to
atmosphere are covered by this
specification, which are not provided
by any other form of covering/coating.
a)
b)
c)
d)
PAGE 2 OF 13
a)
1.0.0. SCOPE
a)
b)
c)
02ES023/2010
PAINTING
Pressure vessels, Tanks, Heat
Exchangers and other process
equipment with Carbon steel
and low alloy steel as material
of construction.
Machinery items including
motors.
Steel structures
Carbon and low alloy steel
piping
1.6.0. The following items shall not be
painted unless otherwise specifically
required by respective equipment Data
Sheets/Painting schedule
b)
c)
d)
e)
f)
g)
h)
i)
j)
Non ferrous surfaces, stainless
steel and High Alloy steel
surfaces.
Glass, tile or ceramic surfaces
Name plates and identification
tags
Valve stems
Machined contact surfaces
Galvanised surfaces
Insulation covers
Plastics
Underground / buried piping
and equipments which are
provided with special type of
protective coatings.
Surfaces / Items which are
excluded from painting due to
specific reasons.
1.7.0. This specification also covers painting
of “Markings” and color-coding of
carbon steel, low/high alloy steel,
stainless steel, galvanized iron and
insulated pipes.
2.0.0. MATERIALS
2.1.0. All painting materials shall be of good
quality as covered by respective IS or
other international specifications
2.2.0. Special paints and painting materials
shall have proven quality and shall
meet the requirements laid down in the
respective data sheets for equipment
and piping.
2.3.0. All painting materials shall not have
passed the date of expiry or shelf life as
recommended by manufacturer.
3.0.0 SURFACE PREPARATION
3.1.0 All surfaces to be painted shall be free
from rust, oil, grease, dust, stain,
moisture or any other foreign
material/contamination, as per IS 1477
Part I.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 3 OF 13
3.2.0 Surfaces to be painted shall be
completely dry.
or when the relative humidity of air
exceeds 90%.
3.3.0 Oil, grease, stains and other similar
contaminants shall be completely
removed by using proper solvents and
removers, After cleaning, the surfaces
shall be free from even traces of
contaminants and solvents/removers.
3.9.3. Blasting operations shall not be carried
out during rain, snow, or strong winds.
3.4.0 Dust shall be removed by air blowing
or vacuum cleaning.
3.5.0 Hard and caked dust, mud, mill scale
and rust shall be removed by
mechanical means like wire brushing,
sand blasting , shot blasting or grit
blasting.
3.6.0 Wet surfaces shall be dried by blowing
warm air.
3.7.0 All surfaces cleaned by different
methods shall be painted immediately
with out allowing the clean surfaces
togather dust, rust and other external
substances.
3.9.4. Blasting medium viz. Slag, grit, or shot
shall be completely dry and shall be
free from any sort of contaminants like
dust, oil, grease etc.
3.9.5. Blasting air shall be completely dry
and shall have minimum pressure of
3.5 kg/cm2.
3.10.0 Surfaces which are not suitable for
blast-cleaning or could not be blastcleaned due to practical reasons shall
be thoroughly wire brushed to exhibit a
pronounced metallic sheen, equivalent
to St 3 as per IS 9954.
3.10.1 Absence
of
compressed
air,
slag/shot/grit and/or blasting equipment
and accessories shall not be a reason
for not carrying out blast cleaning.
4.0.0. STORAGE OF PAINTING
MATERAILS
3.8.0 During the course of painting if it is
found
that
the
surfaces
are
contaminated due to any reason, the
same shall be cleaned by any of the
methods described earlier, before
further proceeding with painting.
4.1.0. Paints, varnishes, thinner, additives and
other volatile substances shall be stored
in a flame proof enclosure, away from
heat.
3.9.0 All surfaces to be painted after sand,
grit or shot blasting shall exhibit almost
clean white metal and shall have
surface finish of SA 2 ½ as per IS
9954.
4.2.0. Fire extinguishers or sand and water
for emergency fire fighting operations
shall be provided near storage area at
easily accessible place for use, in case
of fire.
3.9.1 Blast cleaned surfaces shall be primed
within 2 hrs, after blasting, before rerusting starts and before contamination.
4.3.0. Warning Boards and signs shall be
exhibited around the storage area.
5.0.0. MIXING AND THINNING
3.9.2. Blast cleaning shall not be carried out
when temperatures are less than 20°C
5.1.0 Mixing and thinning of paints shall be
carried out as per manufacturer’s
recommendations.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
5.2.0 Mixing and thinning operations shall
be carried out in well ventilated rooms.
5.3.0 Only that quantity of paint which is
sufficient to cover the required area
within the specified painting time, shall
be mixed at a time.
5.4.0 Mixed paints shall be used with in the
time span as recommended by
manufacturer. Mixed paints, for which
standing time specified has elapsed,
shall not be used.
5.5.0
Ready-mixed paints containers shall
be opened only at the time of painting.
Containers shall be closed air tight
after drawing paint from it.
5.6.0 Ready-mixed paints shall be stirred
well before drawing from the storage
container as well as during painting
operations.
5.7.0 Ready-mixed paints shall be thinned
only if absolutely necessary by using
thinners commended by manufacturer.
5.8.0 Balance of ready-mixed paints shall not
be poured back into the main container
after use, but shall be kept in a separate
air tight container.
6.0.0
02ES023/2010
PAINTING
PAINTING
6.1.0 General Requirements.
6.1.1 Painting of equipment, piping and
structurals shall be carried out at shop
or site as prescribed in the respective
eqpt. data sheets, piping line schedule
or structural detail drawing.
.
6.1.2 Painting shall not be carried out on
surfaces not prepared and not meeting
the requirements of clause 3.0.0.
6.1.3 Painting shall be carried out only under
favourable conditions. Painting shall
PAGE 4 OF 13
not be carried out in dusty and draught
conditions in damp areas and during
rainy seasons or cold atmosphere.
6.1.4 During painting, adjacent equipments
or surfaces shall be protected from
paint sprays, splashes or drips.
6.1.5 Painting shall be carried out only by
using brushes, rollers, air/airless spray.
6.1.6 Caution boards indicating ‘wet paint’
shall be posted after painting is over
and kept till the curing time is
completed.
6.1.7 For painting of multiple coating, each
coat shall be applied only after
sufficient curing time has elapsed after
the previous coat, as recommended by
manufacturer.
6.1.8 All painted surfaces shall have a
uniform and smooth regular finish.
The surfaces shall be free from foreign
particles, brush marks, bristles, ridges,
waves, laps wrinkles etc. If such
surface defects occur, the same shall be
removed by using abrasive paper/cloth
and re-painted.
6.1.9 Surfaces inaccessible after assembly
shall be painted to requirement before
assembly.
6.1.10 Any imperfect or damaged layer/coat
shall be repaired before subsequent
coating.
6.1.11 At places where welding is to be
carried out at field after assembly, a
space of 100 to 200 mm width shall be
left unpainted on both sides of the
welding joint.
6.1.12 Field welded areas shall be thoroughly
cleaned as required in clause 3.0.0 and
painted in the same manner as the
remaining area.
6.2.0 Shop Painting/Priming.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
PAINTING
6.2.1 Shop painting/priming shall be carried
out as specified in the respective data
sheets/line schedule etc. and shall meet
all
the
requirements
of
this
specification.
6.3.0 Painting at Field /Site.
6.3.1 Field/site painting shall be carried out
as specified in the data sheets/painting
schedule and shall meet all the
requirements of this specification for
painting.
6.3.2 Where
equipments/piping/structures
have
already
received
shop
painting/priming, the painted/primed
surfaces shall be thoroughly cleaned
and inspected for any damage or
defects. Such damages or defects shall
be repaired before starting the filed/site
painting.
7.0.0. SAFETY
7.1.0. Sufficient safety precautions shall be
taken to ensure protection of Personnel,
equipments, piping structures and
buildings in the vicinity, where
painting
materials are stored and
painting and blasting operations are
carried out.
7.2.0. Open flames and exposed elements or
sources of ignition of any kind shall be
prohibited in the area where painting
materials are stored and painting
operations are carried out.
7.3.0. ‘Warning’ or ‘Caution’ boards
indicating chances of fire shall be
displaced around the paint storage and
painting areas.
7.4.0 Electrical fittings and appliances shall
be spark proof and shall not cause a
fire in the painting storage and painting
areas.
7.5.0 Cleaning agents with flash point less
than 400C shall be used.
02ES023/2010
PAGE 5 OF 13
7.6.0 Adequate ventilation shall be ensured
during painting and storage of paints.
7.7.0 Painting workmen shall wear face
masks, gloves and protective clothing
during painting and mixing operations.
In addition, workmen engaged in
blasting operations shall be earmuffs
also.
7.8.0 Area where painting is carried out, as
well as materials are stored shall be
clean, After work, the areas shall be
cleared of all scaffoldings, balance
materials etc. in order to prevent fire
hazards and hinder fire fighting
operations.
7.9.0 Painting materials shall be stored and
painting and blasting operations shall
be carried out only in areas where fire
fighting
equipments/vehicles
and
personnel evacuation vehicles can have
easy access. In areas where such easy
access is not available suitable
precautions are to be ensured.
8.0.0 INSPECTION
8.1.0. All painting materials and related items
shall be inspected to check the
suitability of the same for the specified
purposes.
8.2.0. Painting surfaces are to be inspected
after cleaning operation, to ensure that
the surfaces are fit for painting.
8.3.0. Finished surfaces shall be checked for
uniformity in colour, finish and
appearance as well as for defects.
8.4.0. Thickness of each coat of paint shall be
checked after curing time. The total
thickness of multiple coats shall be as
specified in the data sheets/piping line
schedules/painting schedules.
8.5.0. Paint thickness gauge shall be either
mechanical or electronic. The gauges
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
shall be calibrated regularly. Defective
gauges shall not be used.
8.6.0. Absence of paint thickness gauge shall
not be made for each eqpt/line/structure
separately.
PAGE 6 OF 13
D.02
10.5.0. Polyurethane Coating. (For low temp.
application)
E.01
8.7.0. A detailed quality / inspection report
shall be made for each eqpt / line /
structure separately
9.0.0. GUARANTEE
Guarantee shall cover materials and
workmanship.
10.0.0. CODIFICATION OF PAINTING
MATERIALS
10.1.0. Primers
A.01
A.02
A.03
A.04
A.05
A.06
Synthetic
Zinc
Phosphate
Primer
Epoxy based Zinc Phosphate
Primer
Epoxy based Zinc Rich Primer
Alkyd High Build Zinc
Phosphate Primer
Inorganic Zinc Silicate Primer
Chlorinated Rubber based High
Build Zinc Phosphate Primer
10.2.0. Finish Paints
B.01
B.02
B.03
B.04
B.05
Epoxy Resin based Enamel
Epoxy Resin based Micaceous
Iron Oxide Paint
Epoxy Resin based High Build
Paint
Coal Tar Epoxy Resin based
Paint
Chlorinated Rubber Paint
Single Pack High Temperature
Silicon Aluminium Paint (upto
600oC)
E.02
Two-Pack Polyurethane Holding
Primer
High Build Polyurethane Coating
10.6.0. General Purpose Paints
F.01
F.02
F.03
Synthetic Resin based Enamel
Chemical Resistant Enamel
Alkyd,
Antiskid
Abrasion
Resistant Synthetic Floor Paint
10.7.0. Special Applications
G.01
G.02
G.03
Bituminous Mastic Coating
Asphalt doping as per IS 10987
App-B
Thermocolour Paint
10.8.0 As an alternative, in place of one coat
of E.01 – Two pack Polyurethane
Holding Primer, one coat of Epoxy
Zinc Phosphate Primer A02 (20
microns) followed by one coat of High
Build Epoxy containing Micaceous
Iron oxide-Bo2 (20 microns) shall be
applied before applying finish paint E02-High build Polyurethane coating.
11.0.0 SCHEME OF PAINTING
11.1.0. Scheme of painting of equipment,
piping, structures and other items shall
conform to class 1, class II or class III
as specified in the equipment data
sheet/ piping line schedule/ painting
schedule/ structural drawings.
11.2.0 Representation of painting
10.3.0. Bituminous Coating
C.01
Nontoxic Inert Coating for
drinking water tanks
C.02 Acid Alkali and Heat Resisting
Coating
10.4.0. Heat Resistant Paints
D.01
Dual Pack Aluminium Paint
(upto 250oC)
Requirement of painting of an item
shall be indicated in respective
drawings/ data sheets/ line schedule/
painting schedule as follows. Indicate
primer or finish or both as required
followed by subclass indicated in Table
1, Table 2 or table 3 as the case may
be.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
PAINTING
Eg
Primer
Finish
Primer & Finish
Primer
Primer & finish
Primer
Finish
Primer & Finish
Class I
(1)L
Class I
(1)L
Class I
(2)M
Class II
(2)O
Class II
(3)O/P
Class III
(1)
Class III
(1)
Class III
(3)
02ES023/2010
PAGE 7 OF 13
12.0.0 COLOUR CODING AND MARKING
FOR PIPING
12.1.0 In addition to the requirements of
painting as per 11.0 the finish painting
of the piping shall have the specified
colors as per Table 4 – Color coding
for pipes, for purposes of identification
of service.
12.2.0 All pipes and pipe lines covered under
1.7 shall be provided with “Markings”
such as color bands, hazard markings,
line identification markings, flow
arrow markings etc. at specified
locations/intervals and dimensions as
indicated in Table 5 – Marking of
pipes.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 8 OF 13
TABLE 1 – CLASS I – Pressure Vessels, Heat Exchangers, Reactors, Towers, Tanks and Piping
Sl.
No.
SERVICE
CONDITIONS
OPERAT PAINT
ING
SUBTEMP.
CLASS
1
UN
INSULATED
NON
CORROSSIVE
ATMOSPHERE
UN
INSULATED
CORROSSIVE
ATMOSPHERE
INSULATED
NON
CORROSSIVE
ATMOSPHERE
INSULATED
CORROSSIVE
ATMOSPHERE
=/< 15
=/< 65
=/< 125
=/< 400
=/< 15
=/< 65
=/< 125
=/< 400
=/< 15
=/< 65
=/< 125
=/< 400
=/< 15
=/< 65
=/< 125
=/< 400
SUPPORTS
=/< 15
FOR
ALL =/< 65
EQPTS.(INSUL =/< 125
ATED/UN
=/< 400
INSULATED)
EQPT.
AND =/< 15
STRUCTRURE =/< 65
S SUBJECTED =/< 125
TO
SALINE =/< 400
ATMOSPHERE
UN
INSULATED
2
3
4
5
6
PRIMER
(1) L
(1) N
(1) M
(1) H
Type No.of
coats
E.01 1
A.01 2
D.01 2
D.02 2
(2) L
(2) N
(2) M
(2) H
(3) L
(3) N
(3) M
(3) H
(4) L
(4) N
(4) M
(4) H
(5) L
(5) N
(5) M
(5) H
E.1
A.06
A.02
D.02
E.01
A.04
D.01
D.02
E.01
A.06
D.01
D.02
E.01
A.01
D.01
D.02
(6) L
(6) N
(6) M
(6) H
E.01
A.06
A.02
D.02
*DFT
FINISH
30
20
20
20
Type No.of
coats
E.02 2
F.01 2
D.01 2
D.02 2
30
20
20
20
1
2
2
2
1
2
2
2
1
1
1
1
1
2
2
2
30
20
20
20
30
25
20
20
30
30
30
30
30
20
20
20
E.02
B.05
B.02
D.02
E.02
F.01
D.01
D.02
2
2
2
2
2
2
2
2
20
20
20
20
30
20
20
20
1
2
2
2
30
20
20
20
E.02
B.05
B.01
D.02
2
2
2
2
30
30
30
20
* DFT – Dry film Thickness per coat microns
Notation:
L – Low Temperature
N – Normal Temperature
M – Moderate Temperature
H – High Temperature
:
FACT ENGINEERING AND DESIGN ORGANISATION
*DFT
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 9 OF 13
TABLE 2 – CLASS II – OTHER EQUIPMENTS
PRIMER
PAINT
SUB
CLASS
Sl.
No. TYPE OF ITEM
1
2
3
4
5
6
7
8
9
10
11
Chimneys,Stacks,
Furnaces,heaters
(fired
and
unfired)operating
Temp upto450oC
D.M.Water
Storage Tanks
Fresh Water/fire
Water
Storage
Tanks
Drinking
Water
Storage Tanks
Acid/alkali
Storage Tanks
Storage
Tanks/Vessels for
Petroleum
Products
Floating
Roof
Tanks:Inside
of
shell,
top
of
bottom
plate,topside and
underside of deck,
inside of pontoon
Underside
of
Bottom Plate of
Tanks
Underground
Tanks (buried)
Below Ground
(submersible)
Tanks
Secondary
Reformer&
Similar
Eqpt.(Thermo
colour paint)
*DFT :
**
:
Notation:
FINISH
Type
No.of
coats
*DFT
Type
No.of
coats
*DFT
Outside
(1)
A.05
2
25
D.02
2
20
Outside
Inside
Outside
(2)O
(2)P
(3)O
A.01
A.03
A.01
2
2
2
20
35
20
F.01
B.03
F.01
2
2
2
25
35
25
Inside
Outside
Outside
(3)P
(4)O
(4)P
A.03
A.01
A.01
2
2
2
35
20
20
B.04
F.01
C.01
2
2
3
75
25
20
Outside
(5)
A.04
2
30
C.02
3
25
Outside
(6)O
A.04
2
50
D.01
2
25
Inside
(6)P
A.02
2
30
B.03
2
75
Outside
(7)O
A.04
2
50
D.01
2
25
(7)P
A.02
2
30
B.03
2
75
(7)Q
A.01
2
25
(8)
A.01
1
20
G.01
1
80
Outside
(9)
A.01
1
20
G.02
Outside
(10)
A.06
2
35
B.05
3
35
(11)
G.03
2
**
G.03
1
**
Dry Film Thickness per coat microns
As per Manufacturer’s recommendations
O- Outside
P-Product Side
Q-Specified Side
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 10 OF 13
TABLE 3 – CLASS III – MISCELLANEOUS
Sl. TYPE OF ITEM
No.
1
Steel structures, Platform
Supports
PAINTING
SUB
Type
CLASS
PRIMER
No.
of
*DFT
coats
FINISH
Type
No.of
coats
*DFT
(1)
A.04
2
20
B.01
2
25
2
Chequered
Plate,Floorplanks&Gang
ways
(2)
A.04
2
20
F.03
2
25
3
Handrails
Posts,Railings,Ladders
and Stairways
(3)
A.04
2
20
B.01
2
25
* DFT – Dry Film Thickness per coat microns
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 11 OF 13
TABLE 4 – COLOUR CODING FOR PIPES
Sl.
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
Identification
Ground / Finish Colour
Instrument Air0
Sky Blue
Service Air
Sky Blue
Plant Air
Sky Blue
Cooling Water
Sea Green
Service Water
Sea Green
Demineralised Water
Sea Green
Boiler Feed Water
Sea Green
Steam Condensate
Sea Green
Boiler Blow Down
Sea Green
Turbine condensate
Sea Green
Process Condensate
Sea Green
Low Pressure Steam
Silver Grey
Medium Pressure Steam Silver Grey
High Pressure Steam
Silver Grey
Very High Pressure Silver Grey
Steam
Naphta Liquid
Light Brown
Naphta Vapour
Light Brown
Fuel Oil
Light Brown
Antifoam Solution
Black
Phosphate
Black
Hydrazinc
Black
Waste Water
Black
Oily Water
Black
Ammonia Liquid
Dark Violet
Ammonia Water
Dark Violet
Ammonia gas
Dark Violet
MDEA Solution
Dark Violet
Process Vent
Canary Yellow
Carbondioxide
Canary Yellow
Hydrogen
Canary Yellow
Nitrogen
Canary Yellow
LPG
Canary Yellow
Fuel gas
Canary Yellow
Process Gas
Canary Yellow
Synthesis Gas
Canary Yellow
Effluent
Black
Drinking Water
Sea Green
Service
Colour Band - 1
Colour Band - 2
White
Light Brown
French Blue
French Blue
French Blue
Light Orange
Light Brown
White
White
Black
Light Orange
Light Brown
Signal Red
Signal Red
Signal Red
French Blue
Signal red
French Blue
French Blue
French Blue
White
Sea Green
Signal Red
Signal Red
Sea Green
White
French Blue
French Blue
French Blue
Black
Light Grey
Light Grey
Signal Red
Black
French Blue
Light Brown
Sea green
White
Sea Green
Light Orange
White
Sea Green
Signal Red
Sea Green
Canary Yellow
White
Signal Red
Signal Red
-
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
02ES023/2010
PAINTING
PAGE 12 OF 13
TABLE 5 – MARKING FOR PIPES
1.0. GROUND COLOUR
UNIT OF MEASUREMENT
Insulated Line – all
(excludes buried line)
1.1.
Un-insulated Lines–Stainless : Ground colour for a length Per Marking as per para 6.0
Steel,GI ,Alloy steels &
of 2 meters
below including pipe supports
Other non-ferrous pipelines
(excludes buried line)
___________________________________________________________________________
1.2. Un-insulated carbon steel
: Ground colour applied
Run length in Meters along
Lines (excluded buried
throughout entire length
centreline including Markings
Lines)
as per Para 6.0 below &
pipe supports
___________________________________________________________________________
2.0.
COLOUR BANDS MARKINGS
2.1
Colour band(s)and its width,Band 2 downstream of Band 1(ie.after band 1
along the direction of flow)
Pipe size NB
(D-pipe size in inches)
80 NB and below
Above 80 NB(3”) up to 100 NB(4””)
Above 100 NB(4”) up to 300 NB(12”)
Above 300 NB(12”)
3.0
4.0
5.0
Band 1
mm
75
D x 25
D X 20
D x 15
B and 2
mm
¼ of Band 1
(Rounded to the
nearest mm)
Diagonal strips of Black and golden Yellow as per IS2379
superimposed on the ground color. If color bands exists, the hazard
marking shall be painted downstream of the bands (ie. after bands in
the direction of flow)
Color shall be Black or White to contrast with the color on which
LINE
IDENTIFICATION they are painted. It shall consist of Line No., Line size, Fluid code
& Pipeline Spec. No. The lettering dimensions shall be as per
MARKINGS
IS2379.
Color shall be Black or White to contrast with the color on which
FLOW ARROW
they are painted. The dimension of the arrow shall be as follows and
MARKINGS
is based on the size of the pipeline.
HAZARD
MARKINGS
d
a
c
b
a
b
c
d
150NB &
below
65
30
95
20
FACT ENGINEERING AND DESIGN ORGANISATION
200NB &
above
90
50
125
30
ENGINEERING
SPECIFICATION
6.0
02ES023/2010
PAINTING
PAGE 13 OF 13
LOCATION OF MARKINGS
Marking includes 2M long ground
color, color band(s), hazardous
marking, Line No. & flow direction
arrow which shall be located at the
following points with proper visibility
as per IS2379.
a. Battery Limit Points
b. Either side of walls & dyke walls
c. For long yard piping – at 30M
interval
d. Inter-section on pipe bridge
e. Any other location indicated by the
Engineer-in-charge at site
7.0
PIPE SUPPORTS
7.1
This includes base springs, hanger
springs, shoes and trunnions etc. and
excludes pipe bridge structures,
platform, equipment support structures
and such structures which do not
actually support the pipeline.
The painting of pipe supports forms
part of the pipelines and a separate rate
will not operate.
7.2
7.3
The painting specification for pipe
supports shall be same as that for pipe
ground colour.
****************
FACT ENGINEERING AND DESIGN ORGANISATION
iso2.sty
ENGINEERING
SPECIFICATION
FABRICATION & ERECTION OF
STEEL PIPING
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
GENERAL
FABRICATION
WELDING
HEAT TREATMENT
THREADED AND FLANGED JOINTS
PROTECTION & SIZE OF PREFABRICATED
PIPE SPOOLS
7.0.0 INSTALLATION OF PIPE SUPPORTS
8.0.0 PIPING INSTALLATION
9.0.0 TESTING AND INSPECTION
10.0.0 PRESSURE TEST AND OTHERS
11.0.0 APPENDICES
——————————-
1.0.0
GENERAL
1.1.0
1.1.1
SCOPE
This specification covers the general requirements for fabrication and installation of steel
piping (including carbon steels, low-alloy steels,
and stainless steels) within petroleum refineries
and chemical plants.
When conflict occurs between this specification
and the piping drawings or the individual
specification, the order of precedence shall be
piping drawings, individual specification, and
this specification.
REFERENCES
The requirements contained in the latest editions of the following standards shall form a part
of this specification, in the manner and to the
extent indicated herein:
1. Indian Boiler Regulation (IBR)
2. ANSI B2.1, Pipe Threads
3. ANSI / ASME B31.3, Chemical Plant and
Petroleum Refinery Piping
4. ASME, Boiler and Pressure Vessel Code:
Section V- Non-destructive Examination,
Se c t i o n VI I I - D i v i s i o n 1 , U W- 5 1 Radiographic Examination of Welded Joint,
Section IX- Welding and Brazing Qualifications.
DEVIATIONS
When piping cannot be fabricated and installed
as shown on the piping drawings, or when it is
deemed to be more appropriate to fabricate and
to install the piping in a manner other than as
shown on the drawings, the FEDO Engineer /
Representative shall be consulted and the
piping shall be fabricated and installed in accordance with his instructions.
1.1.2
1.2.0
1.2.1
1.3.0
1.3.1
2.0.0
FABRICATION
2.1.0
2.1.1
MATERIAL CONTROL
Packages of piping materials delivered to the
jobsite shall be opened immediately, and the
quantities, specifications, sizes, and identifica-
PRPD. BY:
CHKD. BY:
2.1.2
2.1.3
2.1.4
2.1.5
2.1.6
2.1.7
2.2.0
2.2.1
2.2.2
2.2.3
2.3.0
2.3.1
23.2
2.3.3
25ES205 / 10
PAGE 1 OF 28
tion ( color identification and die stamp ) shall be
checked and recorded in the material ledger.
The materials shall be stored promptly and neatly in the designated warehouse or storage yard.
When the identification is inadequate, the
material shall be marked according to the colour
identification or an identification mark such as
die stamp shall be applied before storing the
material.
Piping materials shall be issued only upon
presentation of Material Issue Slips signed by
the FEDO Engineer / Representaive. Piping
materials shall be issued only against the
relevant isometrics.
Issued materials shall be indicated on the drawings or material use charts, etc., to prevent
duplication of issues.
Any surplus materials found on the job - site
shall be returned promptly to the warehouse or
storage yard.
When more material is needed as a result of
faulty fabrication or other similar reasons, the
FEDO engineer shall promptly be in formed of
the matter so that he can give further directions
and advice.
Special precautions shall be taken to keep
electrodes and gaskets dry during storage.
PRECAUTIONS FOR PREPARATI ON &
FABRICATION
When the location of piping connections by field
welding is not shown on the piping drawings,
consideration shall be given to preparation and
fabrication of piping materials so that the field
welding position is flat or horizontal as far as
possible.
The minimum clearance between the edges of
two adjacent welds shall exceed 25mm or 4
t imes the pipe n ominal wall t hickness,
whichever is greater.
When both welded pipes and piping components having a longitudi nal welded joint are
joined at the end, in the girth butt welds the
dimension between the longitudinal welded
joints shall exceed 5 times the nominal pipe wall
thickness of the thicker of those being joined. In
unavoidable circumstances when the dimension is less than 5 times, both longitudinal
welded joints in the girth butt welds shall be
examined by radiography over 100mm. In addition, Section 8.1 (14) shall be considered in
the preparation and fabrication.
CUTTING
Pipes shall be marked accurately and then cut
according to the dimensions shown in the piping
drawing or the dimensions most suitable for the
conditions of field installation.
When irregular cutting is required for single and
multiple branch connections and for curved and
mitred segments of pipe, the cutting shall be
performed by using a template.
In principle, pipes shall be cut mechanically with
a pipe cutter or a high speed cutter. When
cutting ss pipe using a high speed cutter, an
APPRD. BY:
ISSUED ON: JAN 10
FACT ENGINEERING AND DESIGN ORGANISATION
CONTROLLED COPY
ISO 9001 : 2015
ENGINEERING
SPECIFICATION
2.3.4
2.4.0
2.4.1
2.4.2
2.4.3
2.4.4
FABRICATION & ERECTION OF
STEEL PIPING
abrasive wheel for stainless steel shall be used.
When pipe is of a large diameter, or when a pipe
cutter or a high speed cutter cannot be used the
following methods may be used.
a) Carbon Steel
Carbon steel pipe may be cut with automatic
or manual oxygen- acetylene gas apparatus. However, base metal with a carbon
content of more than 0.35% shall not be cut
with oxygen-acetylene gas apparatus.
b) Low-alloy steel pipe
Only when unavoidable, low-alloy steel pipe
may be cut with oxygen-acetylene gas apparatus pursuant to Subitem (a) above.
c) Stainless steel pipe
Only when unavoidable, stainless steel pipe
may be cut by plasma arc cutting or arc air
gouging. In this case, the pipe shall be
coated with spatter deposit prevention paint
to avoid adhesion of spatter.
END PREPARATION
Shape of Grooves
1. In principle, grooves for butt welding ends
shall be shaped in accordance with ANSI
B16.25 However, the grooves shall be in
accordence with the approved Procedure
Qalification Records(PQR).
2. Unless otherwise specified, the grooves
shall be in accordance with the requirements shown in Table below which conform
to ANSI B16.25.
PIPE WALL THICKNESS (t)
GROOVE
3 mm or less (stainless
steel) and
4mm or less (carbon steel
and low alloy steel)
Square groove
or slightly
bevelled
Over 4mm (but over 3mm
for stainless steel ) to 22mm
Single v groove
asper figure 1a
Over 22 mm
Double v groove
as per figure 1b
Shape of Internal Trimming and Misalignment
1. Radial misalignment at the joining ends of
piping components shall be such that full
penetration can be attained.
2. Where component ends have an internal
misalignment over 1.6mm, the thicker component with the wall extending internally
shall be trimmed internally to an angle less
than 300C as shown in Figure2. However,
such trimming shall not result in a finished
wall thickness less than the required minimum design thickness plus corrosion and
erosion allowances.
End Preparation method
In principle, the end preparation shall be performed by machine. However, when the
preparation is other than by machine, any
cracks, flaws, burrs or oxidation scale (rust)
shall be removed from the surface with a grinder.
Treatment after End Preparation
2.5.0
2.5.1
2.6.0
2.6.1
2.6.2
25ES205 / 10
PAGE 2 OF 28
When carbon or low-alloy steel pipes and piping
components with the ends prepared are to be
stored for an extended period, a groove face rust
preventive that will not damage the welding shall
be applied to the ends (Appendix I). The rust
preventive shall be removed prior to welding, as
far as possible.
BENDING
In principle, ready-made elbows shall be used
for bends of piping. However, when bends of a
large radius are required due to fluid characteristics or plant performance, the pipe may be
bent to shape.The procedure for bending shall
be as follows:
1. In principle, pipe shall be cold bent with a
pipe bender. However, when the pipe
bender cannot be used because of the large
pipe diameter, the pipe may be bent by
heating or by high frequency induction.Lowalloy and stainless steel pipes shall not be
bent by heating.
2. Pipe bends shall be made of one piece of
pipe with no welds at the bend.
3 The pipe shall be smooth on both the exterior and interior, and shall be bent so as
not to form any cuts, cracks, wrinkles, dents,
etc.
4 Flattening of a bend shall not exceed the
requirements shown in Section 2.8 figure 6.
5 The minimum bending radius shall be
greater than 1.5 times the nominal diameter
of pipe, unless otherwise specified on the
piping drawings or the individual specification.
6 Low-alloy and stainless steel pipe shall be
heat treated in accordance with the individual specification to relieve residual
stress and work hardening of the bend.
However, the heat treatment may not be
applied to austenitic stainless pipe or to
nickel-alloy steel pipe.
7. For carbon steelpipe of 25 NB and smaller,
steam tracing, or discharge-end piping of
vents, drains, etc., the pipe may be bent to
the required angle by heating with an
oxygen-acetylene gas torch. However,
precautions shall be taken to prevent
damage to the pipe by overheating and to
ensure that the roundness of the steel pipe
is maintained.
MITRE BENDS
Unless otherwise specified, mitre bends shall be
used for piping 350NB and larger. For piping of
300 NB and smaller, ready-made smooth elbows shall be used.
Mitre bends shall be fabricated as follows unless
otherwise stated in the piping drawings or the
individual drawings.
1 Mitre bends to be used at bends greater
than 450C shall consist of not less than three
segments. The minimum distance (l) between alternate segments of the mitre bend
shall be 4 times the pipe nominal wall thickness or 25mm, whichever is greater (Figure3)
FACT ENGINEERING AND DESIGN ORGANISATION
25 ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
PAGE 3 OF 28
FIGURE 1 B
FIGURE 1 A
WHEN t > 22 mm
WHEN t - 4mm to 22 mm
33 1/2° ± 2 1/2°
R 3.2mm
37° ± 2.5°
19
t
10°± 1°
1.6 ± 0.8
t
ENGINEERING
SPECIFICATION
1.6 ± 0.8
3.2 ± 0.8
3.2 ± 0.8
FIGURE 2
TRIMMING AND PERMITTED MISALIGNMENT
OVER 1.6 mm
THIS PORTION SHALL BE FINISHED
SMOOTHLY SO AS NOT TO HAVE A
SHARP EDGE, WHICH MAY HINDER
RADIOGRAPHIC EXAMINATION
30° MAX
FIGURE 3
SHAPES OF MITRE BENDS
15°
30°
1.5 D
30°
1.5 D
FIGURE 4
ANGLE OF MITRE BENDS
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
2
3
4
FABRICATION & ERECTION OF
STEEL PIPING
The radius of the mitre bend shall be greater
than the nominal diameter of the pipe.
The maximum mitre angle (ß of Figure 4) of
each segment shall be as follows:
When design pressure is
8kgf / cm2G or less
: β ≤ 22030’
2.7.7
When design pressure is 28
kgf / cm2 G or less
: β ≤ 15000’
2.7.8
When design pressure exceeds 28 kgf / cm2G
: β ≤ 11 015’
The segments shall be neatly cut so that
they will closely fit with each other when
assembled. Cutting and end preparation of
pipe shall be in accordance with the requirements (Sections 2.3 and 2.4)
5 When designing the shape of a groove, the
mitre angle shall be considered and the
shape of the groove shall be suitable for the
welding process used.
6 When assembling the mitre bend, the segments shall be laid out and tack welded on
a surface plate or other flat surface to keep
the centers of the segments aligned.
7 After welding is completed, the interior of the
pipe shall be inspected and any internal
weld protrusions shall be removed.
8 Welding and heat treatment shall be performed in accordance with the requirements
specified in Sections 3.0.0 and 4.0.0 of this
specification.
2.7.0. BRANCH CONNECTIONS
2.7.1 Branch connections shall be fabricated by assembling the fittings that have dimensions and
configurations shown in the piping drawings.Unless otherwise specified, branch connections
shall be made in accordance with Figure 5 and
as follows:
2.7.2 Branch connections, which are made by providing a hole in the main run pipe and inserting a
branch pipe or a coupling, shall be as follows:
a The hole provided in the main run pipe shall
conform to the requirements of Section 6.
b When the main run pipe is welded pipe, the
welds of branch connections shall be made
so as to avoid the welds of the main run
pipe.
2.7.3 Branch connections shall be made by means of
fully penetrated groove welds. The groove
welds shall be made in accordance with the
same welding procedure as for girth butt welds.
2.7.4 In no case shall scraps of metal resulting from
making the hole be left inside the pipe.
2.7.5 When making branch connections, a jig or a
metal fitting shall be attached to the main run
pipe to prevent distortion of the main run pipe or
bending of the branch pipe due to welding. The
material of the metal fitting shall be similar to the
main run pipe.
2.7.5 If reinforcement pads are used, unless otherwise specified, a 3.0mm dia vent hole shall be
provided (at the side and not at the crotch) in the
reinforcement pad to reveal leakage in the weld
2.8.0
2.8.1
2.8.2
2.9.0
2.9.1
25ES205 / 10
PAGE 4 OF 28
between branch and main run, and to provide
vent ing during welding and heat treatment
operations. If the reinforcement pad is made in
more than one piece, each piece shall be
provided with a vent hole.
The material of reinforcement pads shall be the
same as the main run pipe.
An examination of the welds joining reinforcement pad to the branch shall be made by FEDO
Engineer/ representative before installing the
reinforcement pad.
FABRICATION TOLERANCES
To avoid misalignment when joining a pipe or
fitting to a pipe, the pipe or fitting shall be turned
to check for any irregularities and shall be joined
correctly.
Unless otherwise specified, tolerances for
fabrication shall be in accordance with the requirements shown in Figure 6.
GALVANISED PIPING
Galvanised carbon steel piping shall be completly cold worked so as not to damage galvanised surfaces
3.0.0
WELDING SPECIFICATION
3.1.0
3.1.1
GENERAL
This specification shall be adopted to all welded
pipe joints of carbon steel, alloy steel and stainless steel piping system.
The welded pipe joints are defined as under:
1. All line joints of the longitudinal and circumferential butt welded and socket welded
type.
2. Attachments of castings, forgings, flanges
and other supporting attachments to pipes.
3. Welded manifold headers and other sub assemblies
4. Welded branch connections with or without
reinforcement pads.
5. Manufacture of welded / fabricated piping
components.
6. The attachment of smaller connections for
vents, drains, drips and other instrument
tappings.
All welding, and heat treatment, shall be in
accordance with the applicable codes and
specifications.
3.1.2
3.1.3
a.
codes for petroleum
refinery piping
ANSI B31.3
b.
Welding Qualifications.
ASME Sec. IX.
c.
Code of procedure for
metal arc welding of mild
steel (structural work only)
IS : 823
d.
The Indian Boiler Regulations
IBR
All codes referred shall be the latest editions. In
adition to the codes mentioned above, other
relevant international codes such relating to the
work, shall also be applicable. In case of conflicts between different codes or between codes
FACT ENGINEERING AND DESIGN ORGANISATION
25ES205 / 10
25ES205 / 10
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
3.2.0
3.2.1
a.
b.
c.
d.
e.
f.
b. To supervise welding procedure & welders
performance qualification tests.
c. To ensure that only qualified welders are
engaged for welding.
d. To check that shop / field welding is in conformity with the relevant specification and
codes of practice followed in pipe line construction.
g.
h.
i.
j.
e. To carry out Non Destructive Examination
of welds.
3.2.3
3. Contractor shall intimate sufficiently in advance the commencement of qualification
tests and welding work to enable the
owner’s inspector to be present to supervise
them.
Welding procedure qualification
Welding procedure qualification shall be carried
out in accordence with the job requirements and
relevant requirements laid down in the standard
ASME Sec. IX and other relevant applicable
codes. The contractor shall submit the welding
procedures in QW — 482 format given in ASME
Sec. IX. immediately on receipt of work order.
Owner’s inspector will review, check and approve the welding procedure after conducting
the necessary tests. It shall be the responsibility
of the contractor to carry out the tests, at his
costs. All the necessary arrangements for the
procedure qualification i.e. supply of material for
assembly welding consumables, welding equipments, preparation of test coupons, welding,
heat treatment, machining of test specimen,
conducting N.D.T, mechanical & chemical test
and maintaining qualification records, shall be
by the contractor at his cost. He shall submit the
test results to the Engineer-in-charge in QW483 format given in ASME Sec. IX. for approval.
Welder’s Qualification
1. Welder’s qualification shall be in accordance with the relevent codes specified in
scope of work. Owner’s inspector shall witness the test and certify the qualification of
each welder. Contractor shall submit the
welder qualification report as per Format
before the commencement of work. It shall
be the responsibility of the contractor to
carry out the qualification tests of welders.
PAGE 7 OF 28
For piping covered by Indian Boiler Regulations, welders with valid IBR certificate,
qualified by Boiler Inspectors and acceptable to the local Boiler Authority shall only
be employed.
2. The welders shall always have in their possession the identification card as per Format
and shall produce it whenever demanded
by owner’s Inspector. It shall be the responsibility of the contractor to issue the identity
cards after duly certified by the Inspector.
3. The identity card shall contain the following
minimum details.
and tender specifications the more stringent
shall be applicable.
INSPECTION & TESTING
General
1. The owner’s inspector shall have free access to all concerned places, where the
actual work is being performed. The contractor shall also provide the owner’s inspector all means and facilities necessary
for carrying out inspection.
2. The owner is entitled to depute his own
inspector to the field or shop where prefabrication and erection of pipe lines are
being done with ( but not limited to ) the
following functions :
a. To check the quantity, consumables and
welding equipments used on the job
3.2.2
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
3.3.0
3.3.1
3.4.0
3.4.1
3.4.2
3.4.3
Name of Contractor
Name of welder
Stamp No.
Address
Recent passport size photograph
Details of qualifications
i
Welding process and P numbers
ii
Range of pipe diameters
iii Range of thickness
iv Welding positions
Date of qualification test
Period of validity
Signature of manufacturer
Signature of Engineer —in—charge
4. No welder shall be permitted to work without
the possession of identify card.
5. If a welder is found to perform a type of
welding or in a position for which he is not
qualified, he shall be debarred from doing
any further work. All such welds so performed shall be cut and redone at the expense of the Contractor.
6. Engineer-in-charge reserves the right to ask
the contractors to perform requalification
test at their cost for welders whose
workmanship technique etc. are found unsatisfactory during the execution of the job.
SELECTION OF WELDING MATERIALS
Selection of welding electrodes shall be as per
Appendix - II
Table - I : Selection of welding electrodes & rods
for joining similar materials except Aluminium
Table - II : Selection of welding electrodes & rods
for joining dissimilar materials except Aluminium
STORAGE AND ISSUE OF ELECTRODES
Electrodes shall be stored and issued as follows:
Electrodes shall be stored indoors free from
moisture as far as possible.
Electrodes shall be dried in a heating cabinet in
accordance with the manufacturer’s recommendation before welding.
Immediately after drying, electrode shall be
stored in a portable dryer, or in a heating cabinet
at the following temperature, and shall then be
used.
a.
Illumenite
FACT ENGINEERING AND DESIGN ORGANISATION
: 70 - 1000C
ENGINEERING
SPECIFICATION
b.
3.4.4
3.4.5
3.4.6
3.4.7
3.5.0
3.5.1
3.5.2
3.6.0
3.6.1
3.6.2
Others
FABRICATION & ERECTION OF
STEEL PIPING
: 100 - 1500C
During welding, electrodes shall be kept in a
portable dryer or equivalent. The electrodes
shall not be laid down directly on the ground or
any other damp places.
Electrodes exposed to the atmosphere for more
than 4 hours shall be redried. However, only two
redryings are permitted.
When the day’s work has been completed, the
electrodes shall be collected and stored in a
heating cabinet at the temperature specified in
3.3.2 above.
Issue of electrodes shall be controlled by the
assigned person.
SURROUNDING CONDITIONS FOR WELDING
Welding shall not be performed under the following climatic conditions.
1. In the rain
2. In winds of 8 m/s or more
3. In snow
However, welding may be performed if the area
is fully protected from the inclement weather.
When the item to be welded is wet with rain or
covered with snow or ice, the snow or ice shall
be removed and the surface dried completely
before welding.
GENERAL FOR WELDING
Welding shall be performed in accordance with
welding procedure specification (WPS), which
has been approved by FEDO/Representative.
Before welding, the WPS shall be prepared
which has been qualified by the welding procedure qualification test based on the specification
for welding procedure qualification, according to
this specification and ASME Section IX.
As a general rule, welding for steel pipes shall
be performed as follows.
1. The welding process used shall be SMAW,
GTAW, or GMAW (MIG Welding). Any other
welding process may be used only when
approved by FEDO / Representative.
2. Preferably, the first layer of butt welded joint
shall be made by GTAW. For the first layer
on 3Cr. and higher low-alloy steel pipe, or
stainless steel, GTAW shall be performed
with back shielding gas such as argon.
3. The surface to be welded shall be cleaned
thoroughly and any paint, rust, scale, oil,
dust, moisture, or any other foreign matter
that would be detrimental shall be removed
at least within the extent of 50mm from the
groove end before welding.
4. The welding position shall be performed in
flat position as far as possible.
5. Full consideration shall be given to the welding progression to keep distortion to a minimum.
6. In multi-layer welding, before welding the
following layer, the surface of each layer
3.7.0
3.7.1
3.7.2
3.7.3
3.7.4
3.7.5
25ES205 / 10
PAGE 8 OF 28
shall be removed of any slag or other foreign
matter with a chipping hammer, a grinder, or
a wire brush. To prevent spatter adhering to
the base metal, a spatter deposit prevention
paint may be applied around the outside of
the groove. Wire brushes and abrasive
wheels shall be distinguished so that those
for stainless steel shall not be confused with
those for carbon steel or low-alloy steel.
Moreover, any arc starts, craters, or inferior
beads of each layer shall be removed
before the welding is continued.
7. Peening on the welds is prohibited.
8. Unless required, the external surfaces of
welds shall not be finished with a grinder or
any other tool. However, when finishing the
end of weld beads with a grinder, special
precautions shall be taken not to reduce the
thickness of base metal by over grinding.
9. Arc strike shall not be generated on the pipe
surface. Care shall be taken not to lay down
the electrode holder or move it around by
the electrode.
10. To prevent damage from sparks, care shall
be taken to ground the welding equipment
by strict use of ground clips and to ground
each piece of material.
11. When welding galvanized steel, the coating
shall be removed from the surface to be
welded, 50mm on either side.
12. For the joints of P-Number 5 materials,
when welding is unavoidably interrupted,
postheating shall be applied and the welds
shall be cooled gradually by the use of
insulation or other suitable materials. ( Para
4.3.0 ).
BUTT WELDS
When welding a pipe to a pipe, fitting, valve, etc.,
the components shall be placed on a revolv ing
stand, aligned accurately within the tolerances
specified in Section 2.8. of this specifica- tion by
the use of tack weld pieces (fit-up pieces), lineup clamps, etc., and shall then be welded.
Backing rings shall not be used unless otherwise specified.
The number of tack welds made shall be the
minimum required to secure the pipe, and a
minimum of three shall be made for pipes of 50
NB and larger.
When tack weld pieces are used for pipe
materials of stainless steel,the material of the
pieces shall be similar to that of the pipe. When
the pipe material is low-alloy steel, carbon steel
may be used for the pieces unless otherwise
specified.The welding for the tack weld pieces
shall be performed with electrodes equivalent to
those used for the base metal and shall be
performed by a welder or welding operator
qualified for fillet welds.
Tack welds, which are made directly at the root
of the joint, shall be made by a qualified welder
or welding operator specified in Section 3.2.3
and shall be made by the same welding procedure as the product welding. Tack welds that
are cracked or not fused properly shall be
removed.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
3.7.6
FABRICATION & ERECTION OF
STEEL PIPING
Pieces for tack welds shall be removed with a
grinder. If a concave surface due to overgrinding, etc., is produced on the pipe, the repair
welding shall be performed in accordance with
WPS, which has been approved by FEDO Engineer / Representative. Any convex weld beads
formed on the pipe surface shall be removed.
When defects are found while removing tacks /
cleats they shall be fully removed, repaired by
welding, and a magnetic particle or liquid
penetration examination shall be performed to
confirm that there are no defects.
3.7.7. Internal weld protrusions of butt welds for orifice
flanges shall be finished smoothly to the pipe
inside diameters with a grinder.
3.7.8. The root pass of all buttwelds on pipe of size
less than 50NB shall be made in GTAW grove
only.
3.8.0 FILLET WELDS
3.8.1 Fillet welding shall be performed as follows:
1. Fillet welds shall be multi-layered and of
sufficient strength.
2. Fillet welds shall be as shown in Figures 7A
and 7B.
3. Fillet welds for socket welding flanges shall
be as shown in figure 7C.
4. Fillet welds for socket welding components
shall be as shown in figure 7D.
3.9.0 SEAL WELDS
3.9.1 Seal welding shall be performed as follows:
1. Threaded joints to be seal welded shall not
be coated with a compound or covered with
a seal. After any oil on the threads has been
fully removed, the threads of joint shall be
screwed in securely in accordance with
Section 5-1.0, and shall then be welded.
2. If threaded joints are seal welded, all exposed threads shall be covered by a seal
weld.
3. Seal welding shall be performed by a
qualified welder.
4. Electrodes of 3.2 mm dia or less shall be
used.
3.10.0 FLANGE ATTACHMENT WELDS
Flange attachment welding shall be performed
as fol lows:
3.10.1 Unless otherwise shown on the drawings, in
principle, flange bolt holes shall straddle the
established centerlines. The only exception is at
equipment flanges required for matching orientation.
3.10.2 When installing flanges, flange square or other
jig shall be used, and the center line of the pipe
and the perpendicular of the flange face shall be
within the tolerances specified in Section 2.8.
3.10.3 Joining welding neck flanges to the pipe shall be
performed in accordance with the requirements
of Section 3.7.
3.10.4 Front welding shall be performed on slip-on
flange joints except for pipes class less than
50NB (Figure 8). Care shall be taken so that the
weld reinforcement does not protrude on to the
25ES205 / 10
PAGE 9 OF 28
gasket contact face and that the gasket contact
face is not damaged by welding. If the gasket
contact face is damaged,or weld reinforcement
protrudes onto the gasket contact face, such
defects shall be removed by polishing the gasket contact face.
3.10.5 When welding flange joints, care shall be taken
to handle the flanges carefully so that the gasket
contact face will not be damaged. The gasket
contact face shall not be in direct contact with
the ground, and grounding shall not be taken
directly from the gasket contact face.
3.10.6 In the case slip-on flanges which are to be heat
treated, and also require to be front welded,they
shall be provided with a 3mm dia vent hole at
the hub as shown in FIG.8.
4.0.0
HEAT TREATMENT
4.1.0
4.1.1
PREHEATING
Unless otherwise specified, the preheating applies to gas cutting and welding (all welds including butt welds, fillet welds, socket welds, repair
welds, tack welds, and seal welds of thread ed
joints ). Preheating shall be performed as follows:
1. Materials to be pre heated and preheating
temperature shall be in accordance with
relevant codes as a rule, but for steam lines
fallen under the purview of IBR, the same
shall be followed.
2. If the maximum specified carbon content is
more than 0.38, or if the material is under a
high degree of restraint (weld-all- around
such as pipe shoe), carbon steel shall be
preheated to a minimum of 800C and maintained at that temperature for surface welding.
3. When welding dissimilar metals, unless
o th er wise sp eci fied , the preh eatin g
temperature shall be that for the higher
grade steel
4. The width of the heated circumferential
band shall be 4 times the pipe nominal wall
thickness or 100mm, whichever is greater,
extending on both sides of the welds.
5. Heat shall be applied by the use of a gas
burner or a heating coil. The use of a gas
burner for cutting shall not be permitted
since it tends to heat locally.
Temperature measurements of preheating, interpass temperature, and postheating shall be
performed by a temperature crayon ( tempil
stick), thermocouple temperature indicator, etc.,
and it shall be confirmed that the specified
temperature is maintained.
INTERPASS TEMPERATURE
The following items shall be confirmed for interpass temperature:
1. Interpass temperature of the materials that
require to be preheated shall be the same
as the preheating temperature and shall be
maintained until welding has been completed.
2. Interpass temperature of austenitic stainless steel pipe shall not exceed 1500C.
4.1.6
4.2.0
4.2.1
FACT ENGINEERING AND DESIGN ORGANISATION
25ES205 / 10
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
4.3.0
4.3.1
4.4.0
4.4.1
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
POSTHEATING
When postheating is required it shall be carried
out for more than 30 minutes within the temperature range of 300 to 4000C, and the material
shall be cooled gradually by the use of insulation, etc. However, when post weld heat treatment is performed immediately after welding,
post - heating is not necessary.
POST WELD HEAT TREATMENT
Procedure
Unless otherwise specified, post weld heat
treatment shall be performed in accordance with
the following procedure. However, post weld
heat treatment for dissimilar metals shall be in
accordance with the individual specification.
1. The requirements for heat treatment shall
be in accordance with applicable codes. But
for steam lines IBR shall be followed. Heat
treatment of welded joints between dissimilar ferritic metals shall be within the
temperature ranges for the higher grade
steel.
2. Al l th e m ach ine d surf aces sha ll be
protected adequately by the use of paint or
compound to prevent damage from scaling
during heat treatment.
3. In case of furnace heat treatment, all the
pipes shall be supported properly during
heat treatment to minimize warps and other
distortions.
4. In principle, after heat treatment has been
completed, neither rewelding nor reheating
shall be performed. However, if rewelding is
performed because of repairs, etc., heat
treatment shall be performed again.
5. If welding is intrrupted before completion or
the weldment is allowed to cool prior to heat
treatment, adequate heat treatment or controlled rate of cooling shall be applied to
ensure that no effects detrimental to the
piping shall result. The pre-heat temperature in the welding must be applied before
welding is resummed.
6. When heat treatment is performed, the holding temperature, holding time, rate of heating and cooling, and the hardness after heat
treatment required shall be recorded and
the records shall be submitted to FEDO
Engineer / Representative.
7. The measurement of heat treatment
temperature shall be performed by measuring the metal temperature by the use of a
thermocouple,or by other suitable methods.
Ho w e ve r, w he n t he h e at t r ea t me n t
temperature is measured by the furnace
temperature, the relation between the
temperature of metal and furnace shall be
considered.
8. A hardness test shall be performed in accordance with Section 9.4.0 to determine if
the heat treatment has been performed
satisfactorily.
9. Throughout the cycle of heat treatment, the
portion out side the heated band shall be
suitably wrapped under insulation so as to
avoid any harmful temperature gradient at
PAGE 11 OF 28
the exposed surface of pipe. For this purpose temperature at the exposed surface of
pipe should not be allowed to exceed
4000C.
10. All online pipe item ( eg. Valves, Instruments
etc. )within 500mm of the weld which is
beingheat treated, shall be dismantled prior
to commencement of heat treatment of
weld.
11. The no. of thermocouples to be used for the
monitoring of tempreature shall be as follows.( HAZ - Heat Affected Zone )
DIA OF
PIPE
NOS. OrientatIO
N(0)
LOCATION
15NB &
below
2
0 , 180
One on weld & one
in HAZ
200 to
500 NB
3
0 , 120 ,
240
one on weld & rest in
HAZ on either side
of weld
600 Nb &
above
4
& rest in
0 , 90 , two on weld
either side
180 , 270 HAZ on
of weld
4.4.2
Heating Methods
For heat treatment, application of heat in a
furnace is preferable, however, heat may be
applied locally by the following methods:
1. Heating by electrical resistance
This is a method where a programmed movable automatic heater applies heat by
means of nickel-chrome wire applied
around the welds. Special attention shall be
given to the following items:
a.
Protective measures shall be taken to
prevent damage to the pipe surface or injury to the workers due to a short circuit
of the lead wire, and to prevent persons
other than the operator entering the work
area.
b.
The width to be heated shall extend
25mm beyond the edges of the weld on
each side
c.
The width to be insulated shall extend at
least 150mm on each side of the weld.
d.
The heating and cooling rates above
3150C shall be determined by the following formula, but in no case shall the rate
exceed 2200C per hour.
25 x 220
( oC ⁄ h)
wall thickness (mm)
2. Heating by gas burner
a.
This is a method where heat is applied
by a propane or butane gas burner. This
method shall not be used unless
specified by FEDO Engineer/ Representative.
5.0.0
THREADED AND FLANGED JOINTS
5.1.0
THREADED JOINTS
Threading of joints shall be as follows.
Taper pipe threads shall be as per ANSI B2.1,
5.1.1
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
FABRICATION & ERECTION OF
STEEL PIPING
ANSI Standard Taper Pipe Thread (NPT).
Unless otherwise specified, when threading on
pipes of NPS 11/2 or smaller, the pipe thickness
shall be Schedule 80.
5.1.3 In principle, all threads shall be cut with a threading machine or lathe. When threading with hand
dies such as an oster or reed type, a lubricant
shall be used to avoid an irregularity of screw
thread or scratches due to coarse machining.
5.1.4 All the threads shall be cleaned thoroughly.
5.1.5 In principle, teflon seal tape shall be used for
threaded joints used in services of 1500C and
lower. Once the joints are screwed, they shall
not be unscrewed. Fillers such as hemp, jute,
lead scraps, and white paint shall not be used.
5.1.6 Seal welding of threaded joints shall be in accordance with Section 3.9
5.1.7 In no case shall threaded joints be made with a
length of engagement less than specified.
5.1.8 When pipe is screwed into a threaded flange,
the pipe end shall not extend beyond the gasket
contact face. If the pipe end protrudes even
slightly, the pipe end shall be ground off with a
grinder or a file so that the gasket contact face
is not scratched.
5.1.9 When screwing a pipe into a threaded bronze
valve, the pipe shall be gripped by a pipe vice
and the valve shall be screwed on by clutching
the end of the valve with a wrench. Threading
and screwing shall be carried out carefully so
that the pipe does not enter the valve too far and
damage the valve due to the threads being
overcut on the pipe.
5.1.10 Scraps of metal due to threading and oil used
for cutting shall be removed before screwing on
instrument air piping.
5.1.11 Any compound or lubricant used on the threads
shall be suitable for the service conditions, and
shall not react unfavourably with either the service fluid or piping material.
5.2.0 FLANGED JOINTS
Flanged joints shall be made as follows:
5.2.1 In principle, Class 125 and 250 flanges of valves
and other equipment made of gray cast iron
shall be of flat face with full contact area gaskets.
5.2.2 Steel to gray cast iron flanged joints shall be
assembled with care to prevent damage to the
cast iron flange.
5.2.3 Unless otherwise specified, gasket paste shall
be applied uniformly on the gasket contact face
of the flange when a metal jacketed gasket or a
metal gasket is used. However, when the flange
material is austenitic stainless steel, the use of
gasket paste shall be approved by FEDO Engineer / Representative. As the choice of paste
is limited by the fluid handled, the paste shall be
suitable for the service fluid. The gasket paste
shall be kept in a container with a lid and handled
with care to prevent entry of sand, dust or other
foreign matter.
5.2.4 For asbestos-sheet gasket, gasket paste may
not be applied.
5.2.5 For spiral-wound gaskets or ring-joint gaskets,
gasket paste shall not be applied.
5.1.2
25ES205 / 10
PAGE 12 OF 28
5.2.6
The thread and bearing surfaces of bolts and
nuts to be used on piping at temperatures of
2500C or higher shall be coated thinly and
uniformly with a lubricant to prevent them becoming burnt and stuck.
5.2.7 Lubricant shall not be applied to machine bolts
unless other wise specified.
5.2.8 Bolts shall be of material and length as
specified. In principle, all the bolts shall extend
2 or 3 threads through their nuts.
5.2.9 Flanges shall be tightened with a wrench or
spanner of the specified length and with a hammer if required, or with a torque wrench. Care
shall be taken so that the bolt is not tightened
excessively or unevenly.
5.2.10 As the tightening force varies according to the
flanges, gaskets, and bolts used, the tightness
shall be controlled with care. In particular, flanges of piping for low temperature and dangerous
services shall be tightened only with a torque
wrench. For large diameter bolts, the use of an
impact wrench with torque control or a power
machine ( hydraulic torque wrench ) is preferred.
5.2.11 Bolts of flanged joints shall be successively and
evenly tightened in a symmetrical pattern ( Appendix IV ).
5.2.12 Cast iron flanges of equipment such as pumps,
turbines, compressors, or other similar equipment shall be tightened carefully so that the
flange does not break.
5.2.13 The flange clearance with connections of
pumps, compressors, or other similar equipment, and ring-joint flanges shall be measured
by the use of a clearance gauge and the parallelism shall be checked, and then the bolts shall
be tightened evenly.
5.2.14 Ring-joint gaskets shall be ground with the
groove of the flange for a tight fit prior to installation. The grinding shall be performed by using
a compound (coarse, intermediate, or fine), and
red paste shall be applied to confirm the roughness of the contact face between the ring and
the groove of the flange. The paste shall be
removed completely before the ring is installed.
5.2.15 If the gasket contact face of the flange is
damaged, the defects shall be removed by
polishing evenly the gasket contact face, or the
flange shall be replaced.
6.0.0
PROTECTION OF PREFABRICATED PIPE
SPOOLS AND SIZE
6.1.0
PROTECTION OF PREFABRICATED PIPE
SPOOLS
All prefabricated pipe spools that have been
inspected shall be protected as follows until they
are installed in a plant.
1. All dust, rust, weld slags, or other foreign
matter in the pipe shall be removed carefully
by brushing or by flushing with compressed
air, or by other suitable means. After cleaning, all openings of austenitic stainless steel
shall be blanked.
2. Pipe spools to be stored temporarily shall
be laid on suitable sleepers and not directly
on the ground.
6.1.1
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
6.1.2
6.1.3
6.2.0
6.2.1
6.2.2
FABRICATION & ERECTION OF
STEEL PIPING
3. Pipe spools shall be marked with the area
number (major divisions such as offsite,
onsite), line number, and piece number.
After cleaning the pipe spool surface and
applying rust preven tive, it shall be marked
clearly with paint by the use of a stencil.
When specified, in showing the line number,
etc., a color code identification or tag plate
(die stamped to the sheet metal) for each
area shall be made, and it shall be attached
with coated iron wire. However, zinc coated
iron wire shall not be used for austenitic
stainless steel.
4. If hydrostatic test is performed, the water
shall be removed completely.
When prefabricated pipe spools are to be stored
for a long period of time or are to be shipped,
the pipe interior shall be checked to see that it
is clean, and the openings of pipe ends shall be
protected as follows:
1. When the pipe ends are prepared, the ends
shall be coated with rust preventive ( Appendix — 1 ) and covered with a plastic cap, etc.
2. When the pipe ends are flanged, the gasket
contact face shall be coated with rust
preventive and be protected with a wooden
or plastic cover bolted on to the flange. In
case of a wooden cover, poly ethylene or
other suitable film shall be inserted between
the flange and the cover.
3. When the pipe ends are threaded, the
threads shall be coated with rust preventive
and threaded end connections shall be
covered with wooden or plastic plugs or
caps.
4. When masking tape is intended to be used
instead of the protection mentioned above,
it shall be subject to FEDO Engineer’s/ Representative’s approval.
However, austenitic stainless steel pipes and
prefabricated pipe spools that may be affected
by chlorine ions, shall be protected in accordance with the individual specification.
SIZE OF PREFABRICATED PIPE SPOOLS
The size of prefabricated pipe spools shall be
determined by consideration of the conditions of
transportation, etc. Consideration shall be given
to the conditions of inland transportation, size of
the carrier’s hatch, means of transportation, traffic regulations in the country and the economy.
The standard size of a package to transport
prefabricated pipe spools is limited to 2.5 meters
width by 2.5meters height by 13 meters length
with a weight of 5 tons per package.
7.0.0
INSTALLATION OF PIPE SUPPORTS
7.1.0
7.1.1
PIPE SUPPORTS
Pipe supports whose materials & dimensions
conform to fabrication drgs, shall be installed
accurately at the positions shown on the drawings prior to piping installation. When installing
the pipe supports, pay attention to the following:
1. Each support shall be fabricated and assembled so that piping does not become
disengaged from the support by movement
of the piping itself due to operation.
7.2.0
7.2.1
7.3.0
7.3.1
7.3.2
7.4.0
7.4.1
7.5.0
7.5.1
25ES205 / 10
PAGE 13 OF 28
2. Stanchions requiring foundations shall have
anchor bolts of the correct size, position,
projection, etc.
3. Before installing the supports, the finished
conditions of the cut ends of all members
and welded conditions shall be checked.
4. Pipe supports shall be made level and
plumb to facilitate alignment during piping
installation.
5. In principle, when the main run pipe is lowalloy steel or ss, either a pad plate or support
members of the same material as the main
run pipe shall be used, and carbon steel
supports shall not be welded directly to
these. In this case, when welding the pipe
to the support, the same electrodes as applied to the pipe shall be used, and the
qualified welder specified in Section 3.1.0
shall perform the welding in accordance
with WPS. When the main run pipe requires
heat treatment, the welds for attachment of
pipe supports shall be heat treated if required,as per ANSI B31.3.
6. Welds for anchor supports shall be doublelayer welds to provide a bond of sufficient
strength.
7. When welding dummy pipe to elbows, tees,
etc., the welding shall not melt through to
their interior.
SLIDING SUPPORTS
Sliding supports shall be assembled so that the
expected movement of the supported piping due
to thermal expansion and contraction or other
design requirements is possible.
SPRING HANGERS
The lock-pin or preset-piece of spring hangers
shall not be taken off until pressure testing and
flushing have been completed, except only
when a high temperature fluid such as flushing
steam is streamed.
Adjustment of spring hangers shall be performed by taking off the lock-pin or preset-piece
prior to ini tial operation. It shall be confirmed
that spring hangers operate on the expected
movement according to temperature increase in
the initial operation.
ADDITIONAL SUPPORTS
If additional supports are required to prevent
shaking of piping in the field, they shall be
installed in accordance with the instructions of
the FEDO Engineer’s / Representative’s Engineer in consideration of the effects due to
thermal expansion of the piping.
INSULATION SUPPORTS
The configuration, material, and installation procedure of support rings for hot or cold insulation
of vertical piping shall be in accordance with the
individual specification.
8.0.0
PIPING INSTALLATION
8.1.0
GENERAL ITEMS FOR PIPING INSTALLATION
The general items for attention relating to piping
installation shall be as follows:
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
8.1.1
FABRICATION & ERECTION OF
STEEL PIPING
Pipes shall be stored in accordance with each
category of material, and stacked on sleepers
with wedges or stakes provided to prevent the
stack from collapsing.
8.1.2 Before installation, pipe spools shall be checked
with the piping drawings as to dimensions,
material, class, etc. In principle, the installation
of pipe spools shall start from elevated lines or
larger size lines. The precedence for installation
shall be determined after confirming that all
equipment has been installed and aligned, and
steel structures and pipe racks are ready for
installation of the piping. The part which cannot
be painted after piping installation shall be
painted beforehand.
8.1.3 In principle, underground piping shall be installed before above ground piping.
8.1.4 Before installation, the pipe spool shall be
suspended at one end by a crane, etc., and ham
mered to remove the dust inside.
8.1.5 Supports such as stanchions shall be checked
for the accuracy of position, dimensions, elevation, levelness and plumbness.
8.1.6 When temporary supports are installed unavoidably to the piping, welding shall not be
performed on the main run pipe.
8.1.7 Temporary work for piping installation shall be
planned in advance, and the necessary equipment and materials shall be selected and
prepared in time with the schedule. Moreover,
the scaffolding required for field connections
shall be checked, and whether the required
number of scaffold pipes and boards shall be
sufficient.
8.1.8 Scaffolding shall be provided to permit safe
operation, and the use of small size piping,
pumps, instruments, etc., in lieu of scaffolding
shall be prohibited. All scaffold boards shall be
securely tied to the scaffold pipes or piping with
metal connectors or iron wire.
8.1.9 The primary cards, cables, and grounding wires
of all welding equipment shall be of sufficient
size, and any conductors with damaged insulation shall not be used. They shall be inspected
periodically.
8.1.10 Piping components such as pipe spools and
valves shall be lifted with the designated wire
rope slings, and the use of iron wire shall be
prohibited.
8.1.11 Piping components shall be hauled by mechanical equipments as far as possible. Even for a
short haul, the components shall be securely
tied to prevent them from falling.
8.1.12 Piping requiring cold spring may become
misaligned during field welding, therefore, the
dimensions shall be checked thoroughly in accordance with the piping drawings. After it has
been confirmed that guides and anchors have
been installed at the specified location, the
piping shall be installed. Furthermore, when
there are flanged joints in the same direction
requiring cold spring, a spacer with the same
thickness as the dimension of cold spring shall
be inserted between the flanges, and when the
entire piping system has been assembled, the
spacer shall be removed and the flange fastened.
25ES205 / 10
PAGE 14 OF 28
8.1.13 Alignment tolerances of flange connections installed in piping shall be as per Figure 9 ( Page
28 of 28 ). However, alignment tolerances of
pipe flanges for the rotational equipment nozzle
shall be as per Section 8.3.0 ( Item 6 ).
8.1.14 In principle, the longitudinal welded joint of
welded pipe shall be located above the horizontal centerline, if the pipe is installed horizontally.
8.2.0 PIPING AROUND COLUMNS, DRUMS AND
HEAT EXCHANGERS
The piping installation around columns, drums,
and heat exchangers shall be as follows:
8.2.1 Piping for columns shall be installed in the order
of the overhead line and the risers, and the
installation of instrument take-off nozzles, supports, spring hangers,etc. The levelness and
plumbness of piping shall be complete and true.
8.2.2 For piping installed at high elevations at the top
of columns, drums, etc., assembly and nondestructive examination and pressure testing
shall be performed on the ground, as far as
possible, to minimize work at high elevations.
When piping installation is unavoidably performed at high elevations, the area below shall
be fenced in with a safety rope and “MEN AT
WORK ABOVE” signs shall be posted.
8.2.3 When piping components are to be lifted into
place at high elevations by means of large
cranes, in advance, the work data such as the
weight, position of center of gravity, reach of
crane, crane boom length, and other vital data
shall be ob tained, and they shall be studied
sufficiently.
8.2.4 Temporary supports shall not be taken from the
shell (body) of equipment.
8.2.5 After the pipe spool has been installed accurately to the nozzle of the equipment, field welding
shall be performed. In such cases, blinds shall
not be inserted for purposes of pressure testing,
etc.
8.3.0 PIPING AROUND PUMPS AND COMPRESSORS
The piping installation around pumps and compressors shall be as follows.
8.3.1 All piping except for the connections to the
nozzle of rotating machinery shall be assembled
on the ground.
8.3.2 Before installation of piping to rotating
machinery, the required heat treatment, pressure test ing, interior cleaning, etc., shall be
completed. Pressure testing shall not be performed by inserting the blinds directly between
the nozzle of rotating machinery and the flange
of the connected piping.
8.3.3 The protective cover placed on the nozzle of
rotating machinery shall not be removed until
the piping is to be connected.
8.3.4 The preset-piece of spring hangers shall be
taken off and spring hangers shall be adjusted,
so that piping is located accurately.
8.3.5 It shall be confirmed that alignment work of
rotating machinery and measurement preparation for inspecting misalignment has been completed.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
8.3.6
8.3.7
8.3.8
8.3.9
8.4.0
8.4.1
8.4.2
8.5.0
8.5.1
8.5.2
FABRICATION & ERECTION OF
STEEL PIPING
Pipe flanges shall be aligned with all the nozzles
of rotating machinery. The alignment shall be
performed by the adjustment of pipe supports
and flange connections. Unless otherwise speci
fied, the misalignment between flanges shall be
within the following permissible limits:
a.
Flange face separation
( space for gasket )
: ± 0.8mm
b.
Flange face parallelism
: 0.2mm
c.
Rotational offset
: 0.8mm
d.
horizontal and vertical bolt
hole offset
: 0.8mm
If the piping alignment specified in Item (6)
above is not within the permissible limits, it shall
be corrected. The correction of piping alignment
or the adjustment work of supports shall be
performed by dismantling piping from rotating
machinery. Care shall be taken so that expansion or distortion due to welding, etc., does not
have a detrimental influence on the rotating
machinery.
When connecting piping to a rotating machine,
if the machine misalignment is more than the
values specified, alignment work of the machine
and piping shall be performed again by dismantling the piping from the machine.
After piping is connected to rotating machinery,
the rearrangement of pipe supports or retightening of flange bolts shall not be performed without
permission.
PIPING AROUND FIRED HEATERS
Piping installation around fired heaters shall be
as follows:
Since piping around the burner tends to become
complicated, piping for one or two burners shall
be installed first, and after confirming operability,
clearance, safety, and other matters, other
piping shall be installed.
Drain piping around the burner shall not be
placed on the ground or in such a way as to
obstruct passage of persons.
PIPING ON PIPE RACK
Piping installation on pipe rack shall be as follows:
Generally, since air cooled heat exchangers are
placed on top of the pipe rack, and pumps are
placed underneath, the precedence for installing piping shall be determined in consideration
of the time of installing such equipment, the
number of stages of the pipe rack itself, etc. In
principle, piping installation will be performed
from the bottom to the top level. When installing
piping, a check shall be performed to ensure that
the pipe rack beams have been painted.
Before connecting piping to other equipment,
piping on pipe racks shall be laid down accurately in the places specified beforehand, and then
slide shoes and stoppers shall be installed accurately in accordance with the drawings, so
that baseline for dimensional adjustments in
field installation may be made. However, elbows, tees, etc., required for take-off connections to outside the pipe rack may be left in place
temporarily since it may be re quired to perform
8.5.3
8.5.4
8.6.0
8.6.1
8.6.2
8.6.3
8.6.4
8.6.5
8.6.6
8.6.7
8.7.0
8.7.1
8.7.2
8.7.3
8.7.4
8.7.5
25ES205 / 10
PAGE 15 OF 28
adjustments.
After the pipe has been laid on the rack, the pipe
shall be tied with wire to prevent it from falling
off until the weld joints are made.
The pipe fittings and welded lines shall be installed so as not to be positioned on the beams.
OFFSITE PIPING
Installation of offsite piping shall be as follows:
Piping installation inside the dike shall be performed after a thorough study of the work
schedule has been made, with consideration
given to other related work such as the confirma
tion of time of tank water filling and of access for
handling materials.
Pipe sleepers and support footings inside the
dike shall be installed after confirming that the
levelness of the ground has not been disturbed
by the water filling test of the tank.
Piping to be connected to the tank nozzle shall
be installed after checking that the valve and
accessories installed on the tank are in accordance with the specification.
Flexible hoses and expansion joints to the tank
nozzle shall be installed accurately in accordance with the drawings.
When laying pipe on sleepers, the sleepers shall
be checked to confirm that they are at the
specified elevation, level in line, and painted.
Piping on pipe sleepers shall be laid on sleepers
that have been marked off. Slide shoes and
stoppers shall be installed accurately in accordance with the drawings. The pipe fittings and
welded lines shall be installed so as not to be
positioned on the sleepers.
For piping penetrating an oil dike, the flanged,
threaded, or welded joints shall not be embedded in the dyke.
INSTALLATION OF VALVES
The installation of valves shall be as follows:
The valve shall be installed accurately so that
its location and the orientation of the handle is
in accordance with the piping drawings. However, when the orientation of the handle is
deemed inappropriate from the viewpoint of
operation or passage, the FEDO engineer shall
be contacted for directions.
The valve shall be checked for its class, body
materials, and trim materials to prevent any
misuse.
Before installing the valve, the flange faces of
the valve and the connected piping shall be
checked to see that they are not damaged or
dirty, and that they are parallel with each other.
Valves shall be installed in the closed position,
except for plug valves and ball valves. After
being installed, valves shall not be opened except for pressure testing. Especially, welding for
installation of the butt weld and socket weld type
valves shall be performed in the closed position,
to prevent the valve seat being damaged.
For lubricant plug valves, the disc shall be left in
the open position and the lubricant shall be
replenished to prevent loss of the sealant.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
8.7.6
FABRICATION & ERECTION OF
STEEL PIPING
Globe valves, check valves, control valves, and
other similar valves shall be installed in accord
ance with the marked direc tion by checking the
flow direction.
8.7.7 To prevent the stem threads from rusting,
grease shall be applied prior to installation of the
valve.
8.8.0 INSTALLATION OF SAFETY VALVES
The installation of safety valves shall be as
follows:
8.8.1 Until line pressure testing has been completed,
in principle, the safety valves shall not be in
stalled with the piping. If safety valves are
necessary to assemble the piping, a spool of the
same face-to face dimension shall be fabricated
and installed. For threaded safety valves, the
piping shall be capped. However, the safety
valve with test gag may be installed with piping
and subjected to line pressure testing.
8.8.2 All safety valves shall be installed after the
specified set pressure has been tested in the
field.
8.8.3 The seal securing the cap to the safety valve
body shall not be removed without FEDO /
Representative’s approval.
8.8.4 The safety valve with a lever shall be installed
with the lever oriented as shown on the drawing.
8.9.0 Installation of expansion joints
The installation of expansion joints shall be as
follows:
8.9.1 Expansion joints shall be installed accurately
and shall be at the location and of the dimensions shown on the piping and detailed drawings, and in a manner so as not to be connected
eccen tric with the pipe.
8.9.2 Expansion joints shall be installed after confirming that the line has been completely assembled
with all anchors, guides, and stoppers installed
in place as shown on the piping drawings.
8.9.3 Expansion joints shall be installed so that no
stress except in the direction intended occurs.
8.9.4 After pressure testing and flushing, all shipping
bolts and fixtures shall be removed and the
joints shall be checked to ensure that nothing
obstructs the expansion movement.
8.9.5 Prior to installation, expansion joints with inner
sleeves shall be checked to ensure that the
sleeve inlet (fixed) is on the upstream side.
8.9.6 Bellows of expansion joints shall be handled
with utmost care, so that no objects will be
dropped upon it.
8.9.7 Each expansion joint shall be blown free of dust
/ foreign matter with compressed air or shall be
cleaned with a piece of cloth.
8.9.8 For handling and installation of expansion joints,
great care shall be taken while aligning. An
expansion joint shall never be slinged with bellows corrugations/external shrouds, tie-rods,
angles etc.
8.9.9 An expansion joint shall preferably be slinged
on the end pipes/flanges or on the middle pipe.
8.9.10 The pipe ends in which the expansion joint is to
be installed shall be perfectlyaligned or shall
25ES205 / 10
PAGE 16 OF 28
have specified lateral deflection as noted on the
relevent drawings.
8.9.11 The pipe ends / flanges shall be spaced at a
distance specified in the drawings.
8.9.12 The Expansion Joint shall be placed between
the mating pipe ends/flanges and shall be tack
welded/bolted. The mating pipes shall again be
checked for correct alignment.
8.9.13 Butt welding shall be carried out at each end of
the expansion joint. For flanged Expansion
Joint, the mating flange shall be bolted.
8.9.14 After the Expansion Joint is installed the contractor shall ensure that the mating pipes and
Expansion Joint are in correct alignment and
that the pipes well supported and guided.
8.9.15 The Expansion Joint shall not have any lateral
deflection. The contractor shall maintain parallelism of restraining rings or bellows convolutions.
8.10.0 INSTALLATION OF INSTRUMENTS
8.10.1 Kinds of instrument handled
1. The following instruments shall be installed
in the scope of piping installation work:
a. Flow meters to be installed directly on the line
(area type, volume type, magnetic type, etc.).
b. Orifice flanges and orifice plates
c. Displacer type or ball float type level meters
d. Control / self control valves & safety valves
e. Other instruments installed directly on the line
2. In addition, instruments up to the first valve
or flange in the nozzle take-off connections
for the instrument lead piping are included.
8.10.2 General Procedure : General installation procedure for instruments shall be as follows:
a. All instruments shall be checked as to instrument number and shall be installed true
to level, plumbness, or the specified angle
b. The instruments and the associated piping
(excluding instrument piping) shall be supported so that problems will not result due
to distortion or vibration
c. It is preferred to have all the instruments
installed after the interior of piping, columns
and drums have been cleaned. When instruments are to be installed unavoidably
during piping construction, measures shall
be taken to prevent the instruments from
being damaged and to prevent foreign matter from entering the instruments. Orifice
plates shall be installed only after testing
and flushing of pipes.
d. Flow control valves shall be installed after
checking the flow direction mark.
8.10.3 Installation of Flow Meters : The installation of
flow meters shall be as follows:
a. When installing orifice flanges, the straight
lengths of pipe required upstream and
downstream shall be checked to see that
they comply with the piping drawings. In
principle, the upstream straight pipe length
shall be of one piece. When there is an
unavoidable welded line in the length, the
distance between the orifice and the weld
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
FABRICATION & ERECTION OF
STEEL PIPING
line shall be not less than 14 times the pipe
diameter. The straight lengths of pipe shall
not be provided with a vent, drain, or other
similar branch.
b. Jack screws for orifice flanges shall be installed so that they are 180O apart from
each other.
c. When taps are to be taken off from a pipe,
the holes shall be drilled where shown on
the drawings, the burrs removed and the
holes made smooth. Sockets shall not be
embedded in the pipe.
d. The orientation for pressure differential taps
shall be accurate as shown on the drawings
e. Orifice plates shall not be installed until the
pipe interior has been cleaned.
f. When installing orifice plates, the orifice
plate number and the flow direction shall be
checked. In general, the handle is pointed
upwards and the inlet die stamp mark end
is pointed upstream.
g. An orifice plate shall be installed with its
center coinciding with the center of the pipe
and with the gasket not protruding into the
pipe.
g. An orifice plate shall be installed with its
center coinciding with the center of the pipe
and with the gasket not protruding into the
pipe.
h. Installation of flow meters such as area
type, column type, and magnetic type shall
be in accord ance with the instructions of the
FEDO Engineer.
8.10.4 Installation of Control Valves : The installation of
control valves shall be as follows:
a. Control valves shall be installed by checking
the flow direction and, except for special
cases, with the diaphragm at the top in a
vertical position.
b. To prevent internal and external damage
and entry of foreign matter during construction, control valves shall be installed during
the last stage after pressure testing and
flushing of the line. In this case, a spool
having the same face-to-face dimension as
the control valve shall be inserted to keep
the distance during construction. Further
more, after the piping around the control
valve has been installed, the dimensions
shall be checked to confirm that the valve
can be fit in place.
c. When installing control valves unavoidably
during construction, a blind gasket, galvanized iron sheet, or other suitable
material of the same thickness as the main
gasket shall be inserted to prevent entry of
foreign matter. During construction, control
valves shall be covered with vinyl sheet or
other suitable material, and care shall be
taken not to damage the valves. During
pressure testing and flushing of the line, the
valve shall be removed and the end flanges
of the valve shall be covered up.
25ES205 / 10
PAGE 17 OF 28
9.0.0
INSPECTION AND TEST
9.1.0
DOCUMENTS
The Contractor shall submit the following inspection records for each items of test and
inspection:
Non-destructive inspection
9.1.1
9.1.2
9.1.3
9.2.0
9.2.1
a.
Record of radiographic inspection
b.
Record of magnetic particle inspection
c.
Record of liquid penetrant inspection
d.
Record of ultrasonic inspection
e.
Records of stress relieving
f.
Records of hardness test
g.
Records of hydrostatic & pneumatic pr. tests
Destructive inspection
Record of welding procedure qualification test
Others specifically instructed
Following are to be indicated on the test and
inspection record
1. Name of customer
2. Job number and name of work
3. Name of contractor
4. Line number
5. Date of test and inspection
6. Name(s) of attendant (FEDO, Customer, or
third party)
ITEMS OF INSPECTION AND TEST
Prior to, during and after completion of the
works, the following tests and inspections shall
be performed.
ITEMS FOR INSPECTION AND TEST
PRIOR TO COMMENCING WORK
Checking
materials
Legal qualification certificate
Welding procedure test
Welder’s technique qualification
test
welder’s techniqe qualification certificate
Welding rod
check
PRIOR TO WELDING WORK
Edge preparation
Angle, Root opening, Thickness of land, Cleanliness
Shape of pipe
end
Out of roundness, Thickness, Uneven thickness
Bending
Degree of flattening at bent
part, Radius of curvature,
Thickness reduction at bent
part
Tack welding
Bevelled end misalignment,
Root opening
Preheating
Method of preheating,
Temperature of preheating,
width of heating, Temperature measurement, Heating
temperature, Others
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
Welding rod
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
Drying temperature, Drying
time
DURING WELDING WORK
Welding parameters, Flow
rate of sealing gas, ProtectWelding condition
ing measure for welding,
Condition of ambient
temperature
PAGE 18 OF 28
6
Under cut
No under cut is allowed for piping of
cold or high temperature service.
7
Over lap
8
Height of reinforcement
Inter-layer temperature
: Within 0.8mm or
12.5% of thickness
whichever smaller
: 1.5mm or less
Nominal Wall Thk.
Re-examination of welder
Up to 6.4mm
: 1.6mm or less
Inside surface misalignment,
Outer surface misalignment,
Inside surface weld
Visual approtrusion, Wave irregularity,
pearance inspec- Uneven leg length, Irregular
tion
height of bead, Undercut,
Overlap, Bead centre shift,
Height of reinforcement
welds
Over 6.4mm up to
12.7mm
; 3.2mm or less
over 12.7mm up to
24.5mm
: 4.0mm or less
Over 24.5mm
: 4.8mm or less
Non-destructive
inspection
Throat thickness of
fillet welds
AFTER COMPLETION OF WELDING WORK
Radiography, Dye penetrant,
Magnetic particle
: 70% of thickness of
the inner plate or
more
Stress relieving temperature and method
Hardness test
DURING OR AFTER COMPLETION OF
WELDING WORK
Product inspection
9.4.0
9.4.1
Dimension, Condition of connection to equipment, Visual
apperance inspection
Non-destructive inspection
Non-destructive inspection shall be performed
according to the grade of inspection stipulated
in the next table. (Pressure classes in accordance with ANSI B16.5)
Grade of Inspection
Treatment of pipe inside
Material
Thread
Seal welding of threaded portion
AFTER COMPLETION OF WORK
Pneumatic pressure test
Carbon
steel
Removal of temporary supports / scafoldings
AT TRIAL OPERATION
Appearance inspection
9.3.0
9.3.1
VISUAL APPEARANCE EXAMINATION
Following shall be met, checking visually or in
using measuring instrument
1
2
3
Inside surface
: 1.5mm or less
misalignment
Outer surface
misalignment due to
difference of
: 3.0mm or less
diameter of thickness
Inside surface weld protrusion
Nominal Wall Thk.
Up to 6.4mm
: 1.6mm or less
Over 6.4mm to
12.7mm
: 3.2mm or less
Over 12.7 up to
25.4mm
: 4.0mm or less
Over 25.4mm
: 4.8mm or less
4
Wave irregularity
; 2.5mm or less
5
Irregular height of
bead
: 2.0mm or less
II
III
P - NO: 1
Completion of work w.r.t piping drawings
Flushing
I
Pressure classes - ANSI B16.5
(psig.)
Service
temp.
below 3500C
Less
than 300
lb
400 lb 1500 lb
2500 lb
and
above
Service
temp.
3500C or
more
-
150 lb 900 lb
1500 lb
and
above
-
150 lb 900lb
1500 lb
and
above
-
150 lb 900 lb
1500 lb
and
above
-
150 lb 900 lb
1500 lb
and
above
A312 Gr.
TP304
Less
than 150
lb @
300 lb 600 lb
900 lb
and
above
Other than
above
-
150 lb 300 lb
400 lb
and
above
Al-killed Steel
P - NO: 3, 4, 5
C- 0.5 Mo Steel
Cr- Mo Steel
P - NO: 9
3.5 Ni steel
P - NO: 8
Austenitic
stainless
steel
Note:
9.4.2
@ When A312 Gr. TP304 is used for cold or
high temperature service, the grade II of inspection shall be applied even if it is not above 150
lb.
Items of non-destructive inspection and number
of samples for the random inspection shall be
as follows:
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
FABRICATION & ERECTION OF
STEEL PIPING
ITEM OF INSPECTION
R - Radiographic Inspection
M - Magnetic particle Inspection
L - Liquid PenetrantInspection
Object of inspection
Material
Peri
phery
Nozzle
(1)
Soc
ket
Non
pressure
part
GRADE - I
R
Carbon
steel
Less
than 150
lb
A312 Gr. TP304
-
-
-
-
-
-
10 %
(2)
10 %
10 %
10 %
(4)
100 %
-
-
-
9.4.3
10 %
GRADE - II
R
All materials
20 %
Carbon steel
-
M
(3)
C-0.5 Mo steel
Cr-Mo steel
Al-killed steel
3.5-Ni steel
L
(3)
Austenitic
stainless steel
Non-ferrous metals
GRADE - III
R
All materials
M
(3)
All materials except
for austenitic stainless steel, non-ferrous metals &
non-magnetic metal
L
(3)
Austenitic
Stainless steel
Non-ferrous metal
%
20 % 100 % 100 % 20
(4)
Notes
(1)
In “nozzle welding”, welded parts of reinforcing
plate and slip-on flange are included.
(2)
This inspection shall be performed for the
welded parts other than those to which
radiographic inspection was applied.
(3)
Either magnetic particle inspection or liquid
penetrant inspection shall be performed.
(4)
This inspection shall be performed for Cr-Mo
steel (A335 Gr. P5 or over grade) and 3.5Ni
steel.
Remarks
1. Radiographic inspection for peripheral joint
shall be performed for pipes of nominal
diameter of 2" or more having the same
condition.
2. Number of random sampling test shall be at
least one, when less than one is obtained in
percentage of sampling
3. Number of photographs to be taken for one
peripheral joint at radiographic inspection
shall be as follows:
PIPE SIZE NB
NO. OF
PHOTOGRAPHS
50 to 80
150 x 2 sheets
100 to 150
300 x 3 sheets
9.4.4
PAGE 19 OF 28
200 to 300
300 x 4 sheets
350 to 400
300 x 5 sheets
450
300 x 6 sheets
500
300 x 7 sheets
600
300 x 8 sheets
650 & above
With film overlap of
25mm or more, no of
photographs shall be
equivalent to peripheral
length of the pipe
3%
Over 150
lb to 300 10 %
lb
25ES205 / 10
Radiographic examination
Unless otherwise specified, radiographic examination shall be as follows:
1. Radiographic inspection shall be performed
in accordance with Article 2, Section V of the
ASME Boiler and pressure vessel code.
2. The welds to be examined shall be selected
based on the number of work products of
each welder and welding operator engaged
in all welding operations. A minimum of one
weld per sample shall be examined.
3. All welded joints in a designated lot of piping
shall be radiographed over the complete
circumference.
4. When a random type examination reveals a
defect, additional examination shall be performed in accordance with the requirements
of appendix IV.
5. The radiation source shall, in principle, be
x-ray or Gama-ray.
6. Film such as Sakura RR, Fuji #100, Kodak
AA, or Equivalent shall be used.
7. Identification mark as shown in Figure 10
( Page 28 of 28 ) shall be marked on every
radiograph, and radiographs of repair weld
shall be marked with repair mark (R).
8. The image quality indicator (IQI) specified
in B UB-51, ASME Section VIII, Division 1,
or equivallent shall be used.
9. Limitations on imperfection shall be in accordance with ANSI B31.3 TABLE 327.4.1
(A) for the degree of radiography involved.
Magnetic Particle/Liquid Penetrant Examination
Liquid penetrant or magnatic particle examination shall be as follows:
1. Liquid penetrant inspection shall be performed in accordance with Article 6, section
V of ASME Boiler and pressure vessel code.
2. Limitations on imperfection shall be in accordance with ANSI B31.3 Table 327.4.1 (A)
3. The weld surface, to which liquid penetrant
or maganetic particle examination is applied, shall be finished smoothly with a
grinder as necessary.
4. If a defect is found in welds, the defect shall
be removed, and liquid penetrant examination or maganitic particle examination shall
be performed again to confirm that no more
defects exist., and then rewelding shall be
performed. After rewelding has been completed, liquid penetrant examination or
maganetic particle examination shall be
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
FABRICATION & ERECTION OF
STEEL PIPING
performed again to confirm that the rewelds
are sound.
a. Magnetic particle inspection shall be performed in accordance with Article 7, Section
V of the ASME Boiler & pressure vessel code
b. Limitations on imperfection shall be in accordance with ANSI B31.3 Table 327.4.1 (A)
9.5.0
9.5.1
9.5.2
9.6.0
9.6.1
9.6.2
9.6.3
HARDNESS TEST
After stress relieving (SR) is performed, hardness shall be tested as follows:
1. If SR is performed by heat coil, the hardness
test shall be carried out for all welds.
2. If SR is performed in furnace, hardness test
shall be performed for 10% of all welds (at
least one-when 10% of all is less than one)
3. Point to be tested shall be finished flat with
file before the test.
4. The hardness points shall be tested to weld
and to heat affected zone. Hardness test of
the heat affected zone shall be made at a
point as near as practicable to the edge of
the weld. When dissimilar materials are
welded, both heat affected zones shall be
tested.
Hardness limit is given in following table ( Hardness In Brinell Max. )
P-No.
MATERIAL
HB
(MAX)
P-3
A335 Gr.P1 (STPA12)
225
P-4
A335 Gr.P12 (STPA22)
A335 Gr. P11 (STPA23)
225
P-5
A335 Gr. P22 (STPA24)
A335 Gr. P5 (STPA25)
241
PRODUCT INSPECTION
Inspection for the finished product shall be performed as follows:
Dimension: Right angle, perpendicularity, parallelness, dimension, etc. shall be measured
visually and by measuring tools and checked
against the drawings. Dimensional tolerances
are as follows:
1. Length + 0 ; -3.2mm or less
2. Inclination of flange surface: less than 0.5o
against the surface perpendicular to the
axis of pipe. (but, not to exceed 2mm at
outside circumference of flange).
3. Perpendicularity of vertical line: 2/1000 or
less.
4. Horizontality: 2/1000 or less
5. Misalignment between flange center and
pipe center: 1.6mm or less
6. Shift of bolt hole center: 1.0mm or less.
Inspection of connection to equipment: For
those pipings which are connected with pump,
compressor, turbine, etc., the above dimensional tolerance shall be submitted by the
tolerances required by each of such machinery.
Appearance inspection:
1. Correction for jig mark.
9.7.0
9.7.1
25ES205 / 10
PAGE 20 OF 28
2. Removal of spatter and slag
3. Any harmful flaw on the flange face, inner
and outer surface of pipe.
4. As-erected condition
5. Shape and size of branches and other attachment shall comply with drawings.
Inspection for treatment of pipe inside
Inspection shall be performed visually and
touching by hand to confirm that no rust, slag,
spatter, sand, or other foreign matters are left.
Inspector must confirm whether sufficient flushing was performed.
10.0.0 PRESSURE TEST AND OTHERS
10.1.0 GENERAL
10.1.1 Prior to initial operation, the installed piping shall
be pressure tested under witness of FEDO Engineer/ Representative.
10.1.2 Prior to the pressure test, a line check shall be
performed based on P&I diagrams and the
piping draw ings, in accordance with the instructions of the FEDO Engineer/ Representative.
10.1.3 Types of pressure test are as follows, however
the test shall be performed in accordance with
the individual specification:
1. Pressure tests
Hydraulic test (using water or other liquids)
Pneumatic test
2. Leak test
Overall air tightness test
10.1.4 Before filling it with the test fluid, the entire line
to be pressure tested shall be examined in the
manner described in Section 9.0.0, and any
faults shall be repaired. The piping affected by
any repairs or additions made after the pressure
test shall be retested.
10.1.5 In principle, piping shall be pressure tested at a
metal temperature not less than 20C. However,
carbon and alloy-steel piping exceeding 25mm
in thickness shall be pressure tested at a
temperature not less than 160C.
10.1.6 The following equipment and instruments shall
not be connected to the piping before completion of the pressure test:
1. Rotating machinery such as pumps, turbines, and compressors.
2. Pressure relieving devices, such as rupture
discs and pressure relief valves.
3. Equipment that has a castable or lining
material .
4. Instruments.
5. Piping which is normally open to the atmosphere such as drains, vents, and discharge
piping from pressure relieving devices.
6. Any other designated equipment.
10.2.0 TEST FLUID
Test fluid shall be as follows:
10.2.1 In principle, the fluid for hydrostatic testing shall
be fresh water. Unless otherwise specified, the
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
chlorine ion concentration in the fluid used for
austenitic stainless steel piping shall not exceed
30 ppm. After completion of the test, the water
shall be drained immediately, and the interior of
the pipe shall be dried by an air blower, etc.
10.2.2 For piping systems having strong acids and So2
where water may become corrosive, or piping
systems operated at a temperature of 00C or
less, kerosene or similar light oils (with a flash
point not less than 500C) or air is preferred as
the test fluid.
10.2.3 The air to be used for pneumatic testing shall be
compressed air from a portable compressor.
However, for instrument air lines or where
specifically specified, oil-free dry compressed
air or inert gas shall be used. For high pressure
piping (not less than 100 kgf/cm2G), the use of
inert gas is preferable. When pneumatic testing
is performed by the use of an air compressor,
precautions against combustion shall be taken
by blowing clean the oil separator thoroughly so
that no lubricant enters the air.
10.3.0 TEST PREPARATION
The preparation for pressure test shall be as
follows:
10.3.1 All joints (including welds) are to be left uninsulated and exposed for examination during the
test. However, joints previously tested in accordance with this standard may be insulated.
10.3.2 When filling water into piping that is designated
for vapor, gas, etc., not filled with water during
operation, temporary supports or other reinforcements shall be provided beforehand.
10.3.3 Special fittings in piping components, such as
expansion joints, filters, and flame arrestors,
shall be disconnected from the piping.
10.3.4 Equipment which is not to be subjected to the
pressure test shall be either disconnected from
the piping or isolated by blinds or other means
during the test.
10.3.5 If a pressure test is to be maintained for a certain
period and the test liquid in the system is subject
to thermal expansion, precautions shall be
taken to avoid excessive pressure. In particu lar,
for hydrostatic testing, care shall be taken to
ensure that the water will not be subject to
thermal expansion so that the piping is not
damaged during the test.
10.4.0 TEST PRESSURE
10.4.1 Hydraulic Testing of Internally Pressured Piping
1. The test pressure for piping subject to internal pressure shall be as follows:
a. Not less than 1.5 times design pressure
b. For a design temperature above the test
temperature, the minimum test pressure
shall be calculated by the following formula.
PT =
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
1.5PST
S
Where
PT= minimum hydrostatic pressure in
kgf/cm2 G
PAGE 21 OF 28
P = internal design pressure in kgf/cm2 G
ST= allowable stress in kgf/cm2 at test
temperature
S = allowable stress in kgf/cm2 at design
temperature
3. If the test pressure as defined in Item (2)
above produces a stress in excess of the
yield strength at the test temperature, the
test pressure may be reduced to the maximum pressure that will not exceed the yield
strength at test temperature.
10.4.2 Hydrostatic testing piping with vessels as a system
1. Where the test pressure of piping attached
to a vessel is the same as or less than the
test pressure for the vessel, the piping may
be tested with the vessel at the test pressure
of the piping. However, the test pressure
shall be controlled carefully so as not to
exceed the test pressure of the vessel.
2. Where the test pressure of piping exceeds
the vessel test pressure, the piping shall be
tested by isolating it from the vessel.
10.4.3 Hydrostatic testing of externally pressured
piping : The test pressure for piping subjected
to external pressure shall be as follows:
a. Lines in external pressure service shall be
subjected to an internal test pressure of 1.5
times the external differential design pressure, but not less than a pressure of1.0
kg/cm2G (15 psig).
b. In jacketed lines, the internal line shall be
pressure tested on the basis of the internal
or external design pressure, which ever is
critical. The jacket shall be pressure tested
on the basis of the jacket design pressure
unless otherwise specified.
10.4.4 Pneumatic testing
1. In principle, pressure tests shall be performed hydraulically, however, when it is
inappropriate to fill piping with water, the test
may be performed with air or inert gas. The
test pressure shall be 1.1 times the design
pressure.
2. Any pneumatic test shall include a preliminary check at not more than 1.75 kgf / cm2G
(25 psig) pressure. The pressure shall be
increased gradually in steps providing sufficient time to check for leaks.
10.5.0 TESTING METHOD
The method of pressure testing shall be in accordance with the instructions of FEDO. However, the general method by using water shall
be as follows:
10.5.1 In principle, pressure tests shall be performed
for each piping system. However, when design
conditions do not permit testing in such a manner, the system may be tested in sections.
10.5.2 Test blinds shall have a handle extending out
from the flange. The handle shall be painted in
red, to ensure removal of blind after testing.
10.5.3 Installation and removal of blinds shall be performed in accordance with the instructions of
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
FEDO. The number or all the blinds used and
the location of the insertion shall be recorded at
all times.
10.5.4 Test pressure gauges with graduations up to two
times the prescribed test pressure shall be
provided. All the pressure gauges shall be certified by the national authority, and the calibrations shall be checked by periodic inspections.
10.5.5 Two or more pressure gauges shall be installed
so that they are easily observed. When the
piping system to be tested extends from a low
to a high level, pressure gauges shall be installed at both the lowest and the highest points.
10.5.6 For each piping system, an outlet for discharging the pressure in case of emergency shall be
designated and marked to that effect.
10.5.7 During pressure testing of piping, operation of
valves shall be prohibited and the valves shall
be marked to that effect.
10.5.8 Prior to pressure testing, it shall be confirmed
that a strainer is provided at a designated location to remove foreign matter.
10.5.9 Vents on piping subjected to hydrostatic testing
shall be opened to remove the air when filling
the piping with water.
10.5.10 Prior to hydrostatic testing, the piping shall be
checked to confirm that it is free from air pockets
and if necessary, temporary vents shall be
provided to eliminate the air pockets until testing
is completed.
10.5.11 For piping systems with a check valve, the pressure shall be applied from upstream of the valve.
If this is impractical, the check valve shall either
be reversed or shut off with blinds. However,
when reversed, the valve shall be reinstalled
correctly after testing.
10.5.12 When the test pressure is not less than 50 kgf /
cm2G, pressure shall be increased gradually.
10.5.13 The test pressure during a pressure increase
shall be read by the pressure gauge installed at
the lowest point of the piping in consideration of
the water head pressure.
10.5.14 The check for any leaks during the pressure test
shall be performed after the prescribed pressure
is maintained for a time not less than 10 minutes.
All connections and all welded joints shall be
inspected thoroughly.
10.5.15 After the completion of pressure testing, the
water shall be drained immediately from the line
to prevent the piping system from being
damaged by freezing or thermal expansion.
Also to prevent vacuum forming in the piping,
the vents shall be opened when the water is
being drained.
10.5.16 On completion of pressure testing, the line shall
be checked to see that no residual pressure is
present, and the line shall be drained. All blinds
shall be removed.
10.5.17 Short pieces of pipe, which must be removed for
installing blind plates and blind flanges, shall be
tested separately.
10.5.18 All valves, orifice plates, expansion joints, short
pieces of pipe, and other items removed or
installed for the test, shall be reinstalled with the
prescribed gaskets in the correct position.
PAGE 22 OF 28
10.6.0 REPAIR OF DEFECTS
The repair of defects found during test and
inspection of piping systems shall be as follows.
In principle, the repair shall be performed under
witness of FEDO after the approval of the FEDO
Engineer has been given.
10.6.1 Repair of welds
a. Repair welding shall be performed after the
pressure and liquid remaining in the pipe
have been removed.
b. The defects to be repair welded shall
be removed completley with a grinder, etc.
c. The welding, the heat treatment, and the
test and inspection shall be the same as
required for the initial welding, and performed in accordance with the applicable
provisions of this specification.
d. In principle, repair welding of the same portion shall not be performed more than twice.
10.6.2 Repair of Threaded Joints
All defective threaded joints shall be replaced
with complete new ones.
10.6.3 Repair of Flange Joints
All defective flange joints shall be replaced with
complete new ones, except those which can be
repaired in accordance with Section 5.2 (15).
10.7.0 FLUSHING AND CLEANING
10.7.1 Selection of cleaning method
Cleaning method shall be selected in the following methods considering kind of fluid, pipe
material and condition of internal surface of
piping to be cleaned. Cleaning method and extend of cleaning shall be as per specific Project
Requirements.
a.
b.
c.
d.
e.
f.
Water Flushing
Air Blowing
Steam Blowing
Acid Cleaning
Oil Cleaning
Others
10.7.2 Procedure of cleaning in general
1. Cleaning of fabricated pipings
Inside surface and face of weld of fabricated
piping shall be made free from slag, chamfer, scale and other foreign matter, with
grinder, chisel, wire brush, etc., and be airblown. After completion of air blowing and
checking, ends of the piping shall be
covered with vinyl or veneer cap, etc. till the
installation in the field.
2. Temporary Strainers
Temporary strainers shall be used as follows:
a.
After installation of piping, and before
commencement of flushing/cleaning.
b.
The temporary strainers shall be installed
at pump suction piping, upstream of control valve and other locations as specified.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
FABRICATION & ERECTION OF
STEEL PIPING
c.
Mark plate shall be attached to the temporary strainers to distinguish from other
strainers.
d.
After a constant period of initial operation,
all temporary strainers shall be removed,
cleaned and reinstalled.
10.8.0 WATER FLUSHING
10.8.1 Cleaning method by water
1. As a rule, pure water, service water, steam
condensate, industrial water, etc. shall be
used. If there is any requirement about the
quality of water to be used, it shall be observed.
2. After flushing, drying by compressed air or
natural drying shall be carried out. Drying by
superheated steam shall be carried out with
agreement between Customer and FEDO.
3. Flushing shall be performed till the water
becomes free from foreign matter, scale,
etc. This shall be decided by observing turbidity of water taken out ( into beaker or
cup).
4. Water flushing shall be performed by the
method of running by pressurised water and
hammering, or rapid draining with water
filled. Hammering shall, however, not be
performed for austenitic stainless steel
pipe, copper pipe, aluminum pipe.
5. The primary cleaning shall be performed for
each assembled piping system including
the equipment.
6. Where instruments are included in piping
system to be cleaned, the instruments shall,
as a rule, be disconnected and spool pipe
(distance piece) shall be inserted instead.
7. When cleaning is carried out in the condition
that control valve is connected, the procedure shall be as follows:
a. Disconnect companion flange at upstream
side of the control valve and cover opening of the control valve.
b. Clean the piping of upstream side.
c. Connect the control valve and the piping
of upstream side after cleaning.
d. Close the control valve, open by-pass
valve, and then clean the piping of down
stream side. Where the by-pass valve is
not installed, the temperory strainer
having austenitic stainless steel screen of
No. 50 specified in ASTM E-11 shall be inserted.
10.8.2 Air blowing
1. Air blowing shall be performed by the
method of blowing by pressurized air and
hammering. Hammering shall, however, not
be performed for austenitic stainless steel
pipe, copper pipe and aluminum pipe.
2. Blowing shall be performed till there
remains no scale in the piping. FEDO personnel in charge shall make judgement of
whether the result of the cleaning is statis-
25ES205 / 10
PAGE 23 OF 28
factory or not
3. The primary cleaning shall be performed for
each assembled piping. The secondary
cleaning shall, as a rule, be performed for
piping from eqpt. to adjacent eqpt. Whether
or not the equipment is included shall be
determined considering shape, internal
construction & packing of the eqpt. and
according to overall cleaning planning.
10.8.3 Steam blowing
1. Execution of steam blowing
Steam blowing shall be executed after completion of pressure test and insulation work.
2. Preparation of steam blowing
a. Temporary piping work, countermeasure
for safety & confirmation of preparation
shall be done according to blowing plan.
b. Support shall be attached to exhaust
piping to prevent accident caused by the
reaction force during blowing.
3. Procedure of steam blowing
a. Warm up the piping with cooperation by
operator
b. Check expansion joints, spring hangers,
etc., for expected thermal expansion.
c. Steam blowing shall be performed at the
temperature near to the operating temperature, considering operating condition of
boiler.
d. To remove the scale effectively by temperature change, it is required to perform flushing and cooling cyclically, having
temperature difference as large as possible between the flushing and cooling.
4. Judgement criteria of steam blowing
a. Judgement on result of steam blowing
shall generally be done by checking color
or quantity of foreign material present in
the drain sampled.
b. If necessary, especially for suction line of
steam turbine etc., result of flushing shall
be judged by observing whether scratch
was produced or not on the test piece inserted in the line.
10.8.4 Acid cleaning
1. Applicable piping of acid cleaning
Unless otherwise specified in specific job
requirements, acid cleaning shall apply to
oil piping system of rotating machinery.
2. Cleaning method by acid
As a rule, acid cleaning procedure shall be
as follows:
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
a. Ten-percent hydrochloric acid solution or
Ten-percent sulphuric acid solution with
temperature 30 to 400 C shall be used, and
piping shall be pickled in the acid solution
for 1 to 6 hours.
b. After pickling, the piping shall be washed
sufficiently to remove the acid solution by
water.
c. And the piping shall be rinsed for
neutralization of the acid solution by
sodium hydroxide solution, followed by
water flushing.
d. The piping shall be well dried by superhaeted steam or dry air and the inside of
pipes given a coat of the oil of the same
quality as specified to be used in the oil
piping.
Remarks: Oil piping of stainless steel shall not be acid
cleaned.
10.8.5 Oil cleaning
1. Applicable piping of oil cleaning
Oil cleaning shall apply to the oil piping
system after the acid cleaning specified in
par. 10.8.4 has been performed.
2. Cleaning method by oil
The procedure shall be as follows:
PAGE 24 OF 28
10.10.0Disposition
10.10.1All construction equipment used for the piping
work, and all surplus, scrap and debris shall be
disposed of in accordance with the instructions
of the FEDO Engineer.
10.11.0 Test record
10.11.1 All inspection and test results shall be made into
re cords in accordance with the instructions of
FEDO. The records shall be submitted for approval to FEDO.
11.0.0 APPENDICES
11.1.0 The following Appendices shall form a part of
this manual:
TITLE
REFER TO:
Grove face Rust Preventive
APPENDIX I
Selection of welding electrodes
APPENDIX II
Procedure for Flange Bolt up
APPENDIX III
Additional Random Type
Examination for weld defects
APPENDIX IV
a. Oil to be used shall have good quality
suitable for the machinery, and shall be
completly replaced with the specified oil
after cleaning.
b. The cleaning shall be performed by the
method of circulation of the oil and hammering. Hammering shall, not be performed for copper pipe.
c. After completion of cleaning, it shall be
checked that no foreign matter is present
in temporary strainer screen of No.200
specified in ASTM E- 11 for oil pipings of
centrifugal compressor, and screen of
No.100 specified in ASTM E-11 for other oil
pipings.
10.8.6 Other cleaning method
1. Cleaning method by pig or cushion ball
Cleaning by the use of pig or cushion ball
shall confirm to specific job requirements.
2. Cleaning method by sodium hydroxide
Cleaning by sodium hydroxide solution shall
conform to specific job requirements.
3. Special cleaning
Special Cleaning, if specified for special
piping components or systems, shall conform to specific job requirements.
10.9.0 Overall airtightness test
10.9.1 When specified, an overall airtightness test shall
be performed for the piping of process line by
the use of air or inert gas after completion of
flushing.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
FABRICATION & ERECTION OF
STEEL PIPING
APPENDIX — I
GROOVE FACE RUST PREVENTIVE
Features of Product
1.
As rust preventive applied to the groove face, in
general, deoxialuminite is used as it is not
detrimental to the weld. Deoxialuminite is the
brand name of a product of Special Chemical
Co., Ltd.of USA. This was first produced in
Japan by Nippon Oil & Fats Co., Ltd. and is sold
under the brand name of Tasteto Silver.
2.
The composition of the product is 40% resin,
50% solvent, 5% pigment, etc., and the percentage of resin in the compound is high to reduce
the amount of gas produced during welding.
3.
This product is recommended for both marine
and overland transportation. The thickness of
the applied product shall not be more than 30
microns.
4.
The adherent durability is not more than three
months.
Directions for Use
5.
Before applying the rust preventive, it shall be
confirmed that the groove face is clean.
6.
After the rust preventive has been applied, welding shall not be performed within two weeks.
7.
In principle, the application shall be sprayed by
maintaining a distance not less than 30 cm from
the spray nozzle to the object. Unless otherwise
specified, the product shall not be applied with
a brush.
25ES205 / 10
PAGE 25 OF 28
Procedure for Bolt Up
Procedure for flange bolt up shall be as follows
5.
Hand tighten bolts with a short wrench by the
procedure shown in Figure 11.
6.
Tighten bolts a second time with a spanner
wrench and light hammer (about 1 kg), again by
the procedure shown in Figure 11.
7.
Continue tightening gradually by the procedure
shown in Figure 11, using a heavy hammer
(about 2 kg) until bolts are completely drawn
tight. This may take two or three additional
rounds by the same procedure.
8.
For bolts larger than 25mm in diameter, a final
round or two with a heavier hammer (about 3.5
kg) is recommended to reach the correct bolt
tension.
Precautions
Special precautions shall be taken for the following items for bolt up:
9.
Never draw up tight on one or two bolts only.
This will cause local gasket crushing or pinching, which will result in leaks.
10.
After each round of tightening, the alignment
may be checked by measuring the distance
between flange faces.
11.
The bolts should be gradually and evenly
tightened with a wrench and hammer until the
hammer begins to “bounce” with a distinct ring.
APPENDIX — IV
APPENDIX — II
SELECTION OF WELDING ELECTRODES & RODS
Table - I : Selection of welding electrodes & rods
for joining similar materials except Aluminium
Table - II : Selection of welding electrodes & rods
for joining disimilar materials except Aluminium
( Tables overleaf )
APPENDIX — III
PROCEDURE FOR FLANGE BOLT UP
Confirmation Prior to Bolt Up
The following items shall be confirmed prior to
bolt up:
1.
The gasket has been inserted and centered.
2.
Bolts and nuts have been lubricated.
3.
Bolts have been inserted and are finger tight.
4.
There are at least two threads extending beyond
the nut on either side.
ADDITIONAL RANDOM TYPE EXAMINATION FOR
WELD DEFECTS
(Taken from ANSI / ASME B31.3b-1982, 336.5)
When the required examination of a spot or
random type reveals a defect requiring repair,
two additional examinations of the same type
shall be made on the same kind of item (if of a
weld, others by the same welder or welding
operator). If the second group of items examined is acceptable, all items represented by
these additional examinations shall be accepted.
For each of the second group of items which
reveals defects requiring repair, two additional
items shall be examined. If all of the third groups
of items examined are acceptable, the items
requiring repair shall be repaired or replaced to
meet the requirements of the code, and all items
represented by the examined items shall be
accepted.
If any of the third group of items examined reveal
defects requiring repair, all comparable items
may be replaced or they shall fully examined
and repaired as necessary to meet applicable
quality requirements.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
PAGE 26 OF 28
TABLE - I : SELECTION OF WELDING ELECTRODES & RODS FOR SIMILAR MATERIALS EXCEPT ALUMINIUM
MATL.
NO.
BASE
MATERIAL
1
UTS UNDER 60,000psi
2
carbon
steel
COVERED ELECTRODES
AWS SPEC PREFERRED ELECTRODE
WELDING RODS
AWS SPEC.
CLASSIFICATION
A 5.1
E6010/E6013 (1)
(2) (3) (4)
—
UTS 60,000psi & above
A 5.1
E6010/ E7018 (1)
(2) (3) (4)
—
2a
A333 Gr - 1
A 5.1
E7018 -1(5)
(5)
--
3
carbon-molybdenum
A 5.5
E70XX-A1
(2) (3) (4)
—
1
4
2 /4 nickel
A 5.5
E80XXC1
(2)
—
5
31/2 nickel
A 5.5
E80XX-C2
(2)
—
6
9 nickel
A 5.11
ENi Cr Fe - 3
A5.14
ER Ni Cr -3
7
1
/2Cr–1/2Mo
A 5.5
E8015-B2L
(2)
0.05C max.
8
1
1Cr– /2Mo
A 5.5
E8015-B2L
(2)
0.05C max.
9
11/4Cr–1/2Mo
A 5.5
E8015-B2L
(2)
0.05C max.
2 /4Cr–1Mo
A 5.5
E9015-B3L (0.05C max.)
(2)
0.05C max.
1
5Cr– /2Mo
A 5.4
E502-I5 (0.05C max.)
A5.9
ER502(0.05C max)
7Cr–1/2Mo
A 5.4
E7Cr-I5 (0.05C max.)
(2)
(0.05C max.)
10
11
low
chromium
ferrtic
steels
12
1
13
9Cr–1Mo
A 5.4
E505-I5 (0.05C max.)
A5.9
ER505(0.05C max)
14
AISI Type405
A 5.4
E410-I5 (0.05C max.)
A5.9
ER410(0.05C max)
AISI Type 410S
A 5.4
E410-I5 (0.05C max.)
A5.9
ER410(0.05Cmax)
15
16
ferrtic
stainless
steels
AISI Type410
A 5.4
E410-I5 (0.05C max.)
A5.9
ER410(0.05C max)
17
AISI Type430
A 5.4
E430-I5
A5.9
ER430
18
AISI Types 304&304H
A 5.4
E308-I5 or 16
A5.9
ER308
19
AISI Type 304L
A 5.4
E308L-I5 or 16
A5.9
ER308L
20
AISI Types321&321H
A 5.4
E347-I5 or 16
A5.9
ER347
AISI Types 347 & 347H
A 5.4
E347-I5 or 16
A5.9
ER347
AISI Types 316 & 316H
A 5.4
E316-I5 or E 16 -8 -2
A5.9
ER316
AISI Type 316L
A 5.4
E316L-I5 or 16
A5.9
ER316L
AISI Type309
A 5.4
E309-I5 or 16
A5.9
ER309
21
22
23
austenitic
stainless
steels
24
25
AISI Type310
A 5.4
E310-I5 or 16
A5.9
ER310
26
Incoloy(32Ni46Fe20Cr)
A 5.11
ENi Cr Fe-2
A5.14
ERNiCr -3
27
AluminiumBronze
A 5.6
ECu Al-A1
A5.7
RCu Al-A2
28
Phosphor Bronze
A 5.6
ECuSn-C
A5.7
RCuSn-A
29
Copper
A 5.6
ECu
A5.7
RCu
30
31
32
non–
ferrous
metals &
alloys
67Ni-30Cu Monel
A 5.11
ENiCu-4
A5.14
ERNiCu-7
Hastalloy(60Ni-28Mo-5Fe)
A 5.11
ENiMo - 1
A5.14
ERNiMo-4
Inconel(75Ni 15Cr8Fe)
A 5.11
ENiCrFe -1
A5.14
ERNiCrFe-5
33
70Cu-30Ni
A 5.6
ECuNi
A5.7
RCuNi
34
Nickel
A 5.11
ENi-1
A5.14
ERNi-3
35
20Cr-29Ni-21/2Mo-3Cu
-
Alloy 20 Cb - 3
—
Alloy 20Cb3
Notes:
(1) For materials Nos.1 and 2 (Carbon steel) where SMAW is followed, the root run shall be with E 6010 electrodes.
(2) Where no AWS specification exists for base wire, it is acceptable to use wire or rods of the same nominal composition as
the base material with substantially neutral flux or inert gas, provided they have been qualified in the procedure test.
(3) MIG wire shall conform to AWS A5.18 and A5.20
(4) SAW wire and flux shall conform to AWS A5.17
(5) The root run of butt welds for material No. 2a shall be made in GTAW process using ER70S - 2 wires.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
25ES205 / 10
FABRICATION & ERECTION OF
STEEL PIPING
PAGE 27 OF 28
TABLE II — SELECTION OF WELDING ELECTRODES & RODS FOR WELDING DISSIMILAR MATERIALS EXCEPT ALUMINIUM
Lower
base
mat’l
No.
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 35
1
A
A
A
A
A
B
B
B
B
B
B
B
B
B
B
B
C
C
C
C
C
C
D
D
E
C
2
3
4
5
6
7
8
9
Higher base material number
A
A
A
A
B
B
B
B
B
B
B
B
B
B
B
C
C
C
C
C
C
D
D
E
C
@
@
@
B
B
B
B
B
B
B
B
B
B
B
C
C
C
C
C
C
D
D
E
C
A
A
@
@
@
@
@
@
@
@
@
@
@
C
C
C
C
C
C
D
D
E
@
A
@
@
@
@
@
@
@
@
@
@
@
C
C
C
C
C
C
D
@
E
@
@
@
@
@
@
@
@
@
@
@
@
E
E
E
E
E
E
E
@
E
@
A
A
A
A
A
A
A
A
A
A
C
C
C
C
C
C
D
E
C
@
A
A
A
A
A
A
A
A
A
C
C
C
C
C
C
D
E
C
@
A
A
A
A
A
A
A
A
C
C
C
C
C
C
D
E
C
@
A
A
A
A
A
A
A
C
C
C
C
C
C
D
E
C
@
A
A
A
A
A
A
C
C
C
C
C
C
D
E
C
@
A
A
A
A
A
C
C
C
C
C
C
D
E
@
@
A
A
A
A
C
C
C
C
C
C
D
E
@
@
A
A
A
C
C
C
C
C
C
D
E
@
@
A
A
C
C
C
C
C
C
D
E
@
@
A
C
C
C
C
C
C
D
E
@
@
C
C
C
C
C
C
D
E
@
@
A
A
A
A
A
A
A
A
C
F
F
A
F
F
F
C
A
A
A
A
A
A
C
A
A
A
A
A
C
A
A
A
A
C
A
A
A
C
C
E
C
E
C
10
11
12
13
14
15
16
17
18
19
F
20
21
22
23
24
25
26
C
DESCRIPTION OF CODE LETTERS IN ABOVE TABLE
A
As specified in table I for material corresponding to either the higher or lower base material number
B
ASME SFA-5.5, E8015-82L electrode
C
ASME SFA-5.4, E309 electrode. Acceptable alternatives shall be as specified in table I for the higher base
material number
D
As specify in table I for the material with the higher base material number
E
ASME SFA-5.11, ENiCrFe-2 electrode and ASME SFA-5.4. ERNiCr-3 rods shall be used where design
temperature exceeds 10000F (5380C). ASME SFA-5.4, E310 electrodes are to be used where service
temperatures are below 10000F (5380C) and expected to be relatively constant after start up. All rods, excluding alternatives shall require written approval from designated authority.
F
ASME SFA-5.4, E308 electrode or as specified in table I for the material with the higher base material number
@
Welding of these material combinations are not permitted without written approval from designated authority.
FACT ENGINEERING AND DESIGN ORGANISATION
25ES205 / 10
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-03-PS-001 SV
SUB VENDOR LIST
PAGE 1 OF 3 R 0
A) CS & SS PIPES
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
M/s Surindra Engg. Mumbai
M/s Indian Seamless Metal Tubes, Bangalore
M/s Ajantha Tubes, N.Delhi
M/s Bharat Steel, Mumbai
M/s Sreevatsa Tube Corpn, Chennai
M/s Sanghvi Metals, Mumbai
M/s Nagardas Kanjishah, Mumbai
M/s M.J.Patel & Co. Mumbai
M/s Maharashtra Seamless, Mumbai
M/s Madras Steels & Tubes, Chennai
B) CS & AS PIPING FITTINGS
1.
2.
3.
4.
5.
6.
7.
8.
M/s Tube Products, Baroda
M/s Metal Forge, Mumbai
M/s Sivananda Pipe Fittings, Chennai
M/s Teekay Tubes, Mumbai
M/s Eby Industries, Mumbai
M/s Precision Forgings, Mumbai
M/s M.J.Industries, Mumbai
M/s Tube Weld Engg., Mumbai
C) FLANGES
00FT024/94
1.
2.
3.
4.
5.
6.
7.
8.
M/s Abassi Engg. Works, Chennai
M/s Echjay Industries, Mumbai
M/s Metal Forge, Mumbai
M/s M.J.Industries, Mumbai
M/s Precision Forging Industries, Mumbai
M/s Punjab Steel Works, N.Delhi
M/s Golden Iron & Steel Works, N.Delhi
M/s Britex Engg. Works, Mumbai
0
26.05.2020
REV.NO.
DATE
FOR ENQUIRY
DESCRIPTION
AMN
JTG
KK
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-03-PS-001 SV
SUB VENDOR LIST
PAGE 2 OF 3 R 0
D)
NON METALLIC PIPES & FITTINGS
1.
2.
3.
4.
5.
6.
7.
8.
E)
M/s Chemplast, Mumbai
M/s Emco General Plastic Industries, Kochi
M/s Kodoor Engrs., Kochi
M/s Manikya Plastichem,Mysore
M/s National Organic Chemical Industries, Mumbai
M/s Polyplast, N.Parur, Kochi
M/s Sunrise Polymers & Industries, Vadodara
M/s Sangir Plastics P.Ltd., Mumbai.
DUCTILE IRON PIPES & FITTINGS
1.
2.
F)
M/s Electrosteel Castings Ltd., Thiruvananthapuram
M/s LANCO Industries Ltd., Thiruvananthapuram
GATE, GLOBE & CHECK VALVES
1.
2.
3.
4.
5.
6.
7.
8.
G)
M/s BDK Marketing, Hubli
M/s Fouress Engg., Mumbai
M/s Intervalve (I), Mumbai
M/s Kirloskar Brothers, Pune
M/s Larsen & Toubro, Chennai
M/s Neco Schubert & Salzer, Nagpur
M/s Nitone Valves, Mumbai
M/s VIP Valves, Mumbai
CAST IRON VALVES
1.
2.
3.
4.
5.
6.
7.
M/s H. Sarkar & Co., Calcutta
M/s Upadhyaya Valvesmanufacturers, Calcutta
M/s Kirloskar Brothers, Pune
M/s Ronex Engg.Co., Howrah
M/s Geeta Valves, Baroda
M/s Intervalve India Pvt. Ltd
M/s Ajay Valves, Bhavanagar
00FT024/94
0
26.05.2020 FOR ENQUIRY
REV.NO.
DATE
DESCRIPTION
AMN
JTG
KK
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-03-PS-001 SV
SUB VENDOR LIST
PAGE 3 OF 3 R 0
H)
BOLTS & NUTS
1.
2.
3.
4.
5.
6.
7.
8.
M/s Echjay Industries, Mumbai
M/s Fasteners & Allied Products, Hubli
M/s Fasteners India Manufacturers, Mumbai
M/s Hardwin Fasteners, Mumbai
M/s Nagabhushanam Industries, Bangalore
M/s Pacific Forgings, Mumbai
M/s Vaibhav Industries, Mumbai
M/s Fix fit Fasteners, Kolkota
I)
GASKETS
00FT024/94
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
M/s Industrial Minerals And Mill Store Traders, Calcutta
M/s Plastofab, Madras
M/s Mechanical Packaging Industries Pvt. Ltd.,Bombay
M/s Metro Agencies, Kochi
M/s Popular Mill Stores, Cochin
M/s Reinz-Talbros Pvt. Ltd. New Delhi
M/s Southern Gasket Products, Madras
M/s Sealings And Jointings, Kalamassery
M/s SUJAYA RUBBER INDUSTRIES,PALAKKAD
M/s High Tech Seals (P) Ltd., Aluva
M/s Igp Engineers Ltd., Chennai
M/s Spiraseal Gaskets Pvt. Ltd., Chennai
M/s Unique Industrial Packings, Mumbai
M/s Vircap Sealing Tech, Pvt, Ltd, Chennai
0
26.05.2020
REV.NO.
DATE
FOR ENQUIRY
DESCRIPTION
AMN
JTG
KK
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL PROCUREMENT SPECIFICATION
FOR CIVIL & STRUCTURAL WORKS – CONSTRUCTION OF
ADDITIONAL PHOSPOHORIC ACID STORAGE TANKS AT Q10
BERTH, WI
TPS NO.
32644-12-PS-003
STATUS
ENQUIRY
ORIGINATING DEPT.
32644-12-PS-003
PAGE 1 OF 1
R1
COMMITMENT
CIVIL
P.O / W.O NO.
PROJECT
CONSTRUCTION OF ADDITIONAL PHOSPHORIC ACID STORAGE
TANKS AT Q10 BERTH, WILLINGDON ISLAND
LOCATION
WILLINGDON ISLAND, KOCHI, KERALA
CLIENT
M/S. FACT-CD
PURCHASER
M/S. FACT-CD
VENDOR
00FT004 / 94
ITEM:
CIVIL & STRUCTURAL WORKS
1
0
22-06-2020
09-06-2020
SECOND ISSUE
ORIGINAL ISSUE
AVR
AVR
NJ
NJ
ASOK
ASOK
REV.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
CIVIL
DEPARTMENT
S.No.
CONTENTS
TECHNICAL PROCUREMENTSPECIFICATION FOR
CIVIL & STRUCTURAL WORKS – CONSTRUCTION
OF ADDITIONAL PHOSPHORIC ACID STORAGE
TANKS AT Q10 BERTH, WI
Doc. No.
No. of
Pages
Description
32644-12-PS-003
Page 1 of 1
Rev. No. with Issue
1
2
1.0
TECHNICAL DOCUMENTS
1.1
32644-12-DA-003
Specific Requirements of Work
4
0
1
1.2
32644-12-PS-003-DB
Design Philosophy and Basis for Civil &
Structural Works
69
0
1
1.3
32644-12-PS-003-SIW_A
Schedule of Items of Work (Unpriced)
3
0
1
1.4
12ES001/18
Engineering Specification-Civil & Structural
Works
14
0
0
2.0
DRAWINGS
2.1
32644-12-DG-00001
1
0
0
2.2
32644-12-DG-00002
1
0
1
2.3
32644-12-DG-00010
1
0
0
1
0
22-06-2020
09-06-2020
REV.
DATE
Construction of Phosphoric Acid Storage
Tanks at Q10 berth,WI Details Of Dyke Wall, Pipe Rack And Drains
Construction of Phosphoric Acid Storage
Tanks at Q10 berth,WI Layout And Details Of Pile And Foundation
Details Of Phosphoric Acid Tanks
Construction of Phosphoric Acid Storage
Tanks at Q10 berth,WI Truck Loading Platform-Plan,Elevation And
Section
SECOND ISSUE
ORIGINAL ISSUE
DESCRIPTION
FACT ENGINEERING AND DESIGN ORGANISATION
3
4
AVR
AVR
NJ
NJ
ASOK
ASOK
PREPARED
CHECKED
APPROVED
CIVIL
DEPARTMENT
32644-12-DA-003 R1
PAGE 1 OF 4
SPECIFIC REQUIREMENTS OF WORK
CIVIL WORKS FOR THE CONSTRUCTION OF ADDITIONAL PHOSPHORIC ACID
STORAGE TANKS AT Q10 BERTH, WILLINGDON ISLAND
1. INTRODUCTION
FACT Cochin Division proposes to construct additional PhosphoricAcid Storage
Tanks and its allied facilities such as dyke wall, drains, pipe supports, stairs and
truck loading platforms at Q10 berth in Willingdon Island.
The work to be performed under this contract includes Detailed Engineering,
preparation of Good for construction drawings, Procurement, Supply and
construction activities as defined in this document and prepared with reference to
the Tender drawings and design basis (32644-12-PS-003-DB)
2. SCOPE OF WORK
As part of the construction of additional Phosphoric Acid Storage Tank, following
civil &structural works are in the scope of the contractor:
2.1
Design Engineering and preparation of good for Construction drawings for the
various Structure and Foundation as indicated in the scope of this document
satisfying the requirements mentioned in Doc-32644-12-PS-003-DB and Tender
drawings.
2.2
Demolition of existing sheds like service station, mechanical workshop and light
tower inside the dyke enclosed area of proposed tanks. .
2.3
Filling up the area consumed by crossing cable trench inside dyke with red earth
as per specification.
2.4
Dismantling of existng drain in dyke enclosed area and rerouting the drain as per
32644-03-OP-00001.
2.5
Arranging and Conducting routine pile load test on Single pile.
2.6
Casting of bored castin-situ concrete piles in appropriate depth and dimension for
the proposed tank foundation
2.7
Construction of Pile cap and Grillage beams over the pile cap
2.8
Construction of Dyke wall for the proposed Phosphoric Acid Storage Tank
1
0
REV
22/06/2020
09/06/2020
DATE
Second Issue
First Issue
REVISION DESCRIPTION
FACT ENGINEERING AND DESIGN ORGANISATION
12FT011/18
AVR
AVR
PRPD
PT
NJ
CHKD
ASOK
ASOK
APPRD
CIVIL
DEPARTMENT
2.9
SPECIFIC REQUIREMENTS OF WORK
32644-12-DA-003 R1
PAGE 2OF 4
Construction of Acid spill drain around tanks and from tank to drain pitwith
appropriate length and dimensions along with required drain pipes
2.10 Construction of drain pit inside dyke wall for meeting contingency
2.11 Construction of Pipe rack from tank area to shore side, Truck loading piping, Barge
loading piping
2.12 Construction of Pipe sleepers as Utility supports within and around dyke for laying
suction lines and unloading lines
2.13 Construction of crossover platforms, approach ladders, stairs for providing
access to the tank from outside the dyke wall
2.14 Construction of truck loading platforms and roof
All the works mentioned above shall be executed strictly as per detailed, design,
specifications & good for construction drawings reviewed and approved by FEDO.
The above referred work is not conclusive. Any other items of work as provided in
the schedule of items of work and items for the successful completion of the project
shall be under the scope of the Contractor.
3. GENERAL CONDITIONS
3.1
All Tools / tackles/ materials/scaffolding /machinery/ manpower, all incidental items
not specified but implied necessary for the successful completion of the work etc
shall be arranged by the Contractor.
3.2
Tenderers are advised to visit the site and get a clear idea of the work before
quoting. The offers shall be, deemed to have been made with full knowledge of all
features of the area as well as the procedures to be followed for executing the
work.
3.3
All materials shall be subject to approval of Owner / Consultant and if any material
is rejected the same shall be removed from site by the Contractor at his own cost.
3.4
The tender purpose drawings enclosed with the tender document are preliminary to
indicate the scope of the job and are for tender purpose only which are not
complete and final and do not show the full range of the work under the scope of
the contract.
3.5
Work shall be carried out only on the basis of drawings marked “Good for
Construction” with addition, alteration, modifications, if any made to aforesaid
drawings as required from time to time and also according to other drawings that
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
CIVIL
DEPARTMENT
SPECIFIC REQUIREMENTS OF WORK
32644-12-DA-003 R1
PAGE 3OF 4
would be supplied from the contractor side (after getting approval from FEDO),
from time to time.
3.6
The schedule of items of work attached indicates the quantities of various items of
work and the work shall be executed as per the detailed specification issued for
each item of work.
3.7
Tenderer should consider that the entire job has to be carried out in the operating
plant and the required safety measures shall be considered so that the work is
completed without disturbing the routine operations.
4
TIME OF COMPLETION
4.1
The time of completion for the work shall be as per work order
5
MATERIALS
All materials used for construction shall be bought by the contractor with the
approval of Engineer in-charge. The contractor shall furnish the product manual
with full specification and application methods of materials to the Engineer incharge and obtain his/her approval in writing before commencement of work
a.
Due to time and space constraints, contractor is advised to use Ready mixed
concrete of specified grade for reinforced concrete works. ULTRATECH / ACC /
NEPTUNE are the recommended vendors for supply of ready-mix concrete to site.
In case of machine mixed concrete, the contractor should get the design mix done
through approved agencies/institutions and approval of Engineer-in-charge shall be
obtained.
b.
ULTRATECH / SANKAR / COROMANDAL / MALABAR / ACC / AMBUJA / BIRLA
are approved brands of cement.
c.
SAIL / RINL / TISCON / JINDAL / JSW are the only approved brands for HYSD
reinforcement bars of Fe500D grade steel
d.
SAIL / RINL / TISCON / JINDAL / JSW are the only approved brands for
structural steel
e.
ASIAN / BERGER / JOTUN / ICI DULUX / SHALIMAR are the approved brands
of Paint products. Thinner used for the painting work shall conform to the brand
specified by the manufacturer in the product literature.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
CIVIL
DEPARTMENT
f.
SPECIFIC REQUIREMENTS OF WORK
32644-12-DA-003 R1
PAGE 4OF 4
FOSROC / ACC / BASF / SIKA / CERA are approved brands for Epoxy bonding
agents, Non-shrink grouts& Epoxy based chemical resistant coatings (Acid
resistant)
g.
HILTI is the only approved brand for post installation rebars / bolt anchoring
using chemical or mechanical anchoring
The contractor shall provide samples of all materials mentioned in the list of makes
as required by the Engineer-in- charge. A written approval of these samples shall be
sought prior to commencement of any work. Engineer-in-charge reserve the right to
enquire the genuineness of any material used at site directly from the manufacturer /
Dealer. If the material of approved make is not available in the market, the choice
and the approval of the equivalent makes shall be made by Client.
6
GUARANTEE PERIOD
6.1
Guarantee period of the above work shall be as per work order
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FOR CIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS AT
Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 1 OF 42
TPS No.
:
32644-12-PS-003
Item
:
DESIGN PHILOSOPHY AND BASIS FOR
CIVIL& STRUCTURAL WORKS
Item No.
:
32644-12-PS-003-DB
Project
:
CONSTRUCTION OF ADDITIONAL
PHOSPHORIC STORAGE TANKS AT Q10
BERTH, WI
Client
:
M/s. FACT-CD
Location
:
WILLINGDON ISLAND, KOCHI
R1
1
Second Issue
22-06-2020
AVR
NJ
ASOK
0
First Issue
09-06-2020
AVR
NJ
ASOK
Rev.
Description
Date
Prepared
Checked
Approved
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FOR CIVIL&
STRUCTURAL WORKS -CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS AT
Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 2 OF 42
CONTENTS
1. INTRODUCTION
2. SCOPE
3. SITE INFORMATION
4. REFERENCED STANDARDS & PUBLICATIONS
4. 1 Indian Standards – General
4. 2 Indian Standards ­ Foundation
4. 3 Indian Standards ­ RCC
4. 4 Indian Standards – Steel
4. 5 Special Publications
5. CATALOGUE OF STRUCTURES, MOC & STIPULATIONS
6. CATALOGUE OF BUILDING UNITS & ITEMWISE SPECIFICATIONS
7. CATALOGUE OF MATERIALS & STANDARDS
8. DESIGN PHILOSOPHY
8. 1 Site Arrangement
8. 2 Tank foundations
8. 3 Dyke wall & Yard
8. 4 Utility supports / Crossings
8. 5 Drain & pit
8. 6 Truck loading Bay
8. 7 Clearance above Structures
8. 8 Soil Investigation Report
9. UNITS OF MEASUREMENT
10. ORDER OF PRECEDENCE
11. DESIGN LOADS
11. 1 Dead Loads
11. 1. 1 Dead Load on utility/Equipment Supports
11. 2 Imposed loads
11. 2. 1 General
11. 2. 2
Imposed Loads for Piperacks
11. 2. 3
Piping/ Equipment Loads for Foundation
11. 2. 4
Miscellaneous Imposed Loads
11. 3 Wind Loads
11. 3. 1 Dynamic Effects of Wind
11. 4 Seismic Loads
11. 5 Erection Loads
11. 6 Load Combinations
12. ANALYSIS AND DESIGN OF RCC STRUCTURES
12. 1 General
12. 2 Design of RCC Slab
12. 3 Design of RCC Beam
12. 4 Design of RCC Column
12. 5 Design of RCC Foundation
12. 6 Minimum thickness for RCC elements
12. 7 Minimum clear cover to main reinforcement
12. 8 Design of RCC Liquid Retaining Structures
12. 9 Reinforcement Detailing
FACT ENGINEERING AND DESIGN ORGANISATION
4
4
4
5
5
6
6
6
7
7
8
10
12
13
13
14
14
15
16
16
17
17
19
19
19
20
21
21
21
23
23
24
25
26
26
27
30
30
30
31
31
31
32
33
33
35
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
12. 10 Expansion Joints
13. ANALYSIS AND DESIGN OF STEEL STRUCTURES
13. 1 Minimum thickness of steel sections
13. 2 Deflection Control for structural steel members
13. 3 Connections
14. Design – FACTORS OF SAFETY
15. DELIVERABLES
ANNEXURE A
FACT ENGINEERING AND DESIGN ORGANISATION
32644-12-PS-003-DB
PAGE 3 OF 42
35
35
36
36
36
37
38
42
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 4 OF 42
1. INTRODUCTION
FACT Cochin Division proposes to construct an additional Phosphoric Acid Storage Tanks of
capacity 5900 MT and its allied components such as dyke wall, drains, pipe supports, stairs and
platforms for truck Loading with Roofing at Q10 berth in Willingdon Island.
2. SCOPE
This specification summarises the standards, design criteria and practices that shall be taken in
to account for detailed structural design, engineering, construction and commissioning of all
industrial structures, buildings and foundations for the proposed project of additional
phosphoric acid tanks at Q10 berth, WI.
The design considerations given hereunder establish the minimum basic requirements of
reinforced concrete structures, structural steel works and masonry structures. However, all
structures shall be designed for the satisfactory performance of the functions for which the same
are to be constructed.
3. SITE INFORMATION
Proposed Site for constructing additional Phosphoric Acid Storage Tanks shall be sited within
OWNERs existing Ship unloading and Material Storage facility at Q 10 berth, Willingdon Island,
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 5 OF 42
Cochin Division (CD) located at Willingdon Island with in Kochi city limits inErnakulam district
of Kerala state. The site is connected with road and inland waterways.
Village/ Tehsil :
Willingdon Island/ Kochi
Nearest Railway Station :
ErnakulamJn ­ 8 km approx.
Nearest Airport :
Cochin International Airport Ltd. Nedumbassery ­ 40 km approx.
Nearest Water bodies :
Island location within the Cochin backwaters.
4. REFERENCED STANDARDS & PUBLICATIONS
The design shall be in accordance with the latest editions and revisions of established codes,
sound and economical engineering practices and shall conform to the statutory regulations
applicable in India.
The main codes, standards and statutory regulations considered as minimum requirements are
as follows. Latest revision of these shall be followed.
4. 1Indian Standards – General
IS 875 Parts (1 to 4)
Design Loads (Other than earthquake) for Buildings and structures – Code
of Practice
IS 1893Parts (1 to 4)
Criteria for Earthquake Resistant Design of Structures
IS 816
Code of Practice for use of Metal arc welding for General Construction in
mild steel
IS:4326
Code of Practice for earthquake resistant design & construction of buildings
IS:1172
Code of basic requirements for water supply, drainage & sanitation IS:1742 ­
Code of practice for building drainage
IS:1905
Code of practice for structural use of unreinforced masonry
IS:2212
Code of practice for brick work
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
IS:2065
Code of practice for water supply in buildings
IS: 8835
Guidelines for design of surface drains
32644-12-PS-003-DB
PAGE 6 OF 42
4. 2Indian Standards ­ Foundation
IS 1904
Code of practice for design and construction of foundations in soils : general
requirements
IS 2911 (Part 1 to Part Code of Practice for Design and Construction of Pile Foundation
4)
IS 2950 (Part 1)
IS 2974
Part 5)
Code of Practice for design and construction of Raft foundation
(Part 1 to Code of Practice for design and construction of Machine Foundations
IS 6403
Code of practice for determination of bearing capacity of shallow foundations
IS 8009 (Part 1)
Code of practice for calculation of settlements of foundations: shallow
foundations subjected to symmetrical static vertical loads
4. 3Indian Standards ­ RCC
IS 456
Plain and reinforced concrete – Code of Practice
IS 1786
Specification for High strength deformed steel bars and wires for concrete
reinforcements
IS:13920
Code of Practice for ductile detailing of reinforced concrete structures
subjected to seismic forces
IS:3370
Code of Practice for Concrete Structures for storage of liquids
4. 4Indian Standards – Steel
IS 800
General Construction in Steel ­ Code of Practice
IS 801
Code of Practice for use of light gauged steel structures
IS 2633
Methods for testing uniformity of coating of zinc coated articles
IS 2062
Hot rolled medium and high tensile structural steel — Specifications
IS 2629
Recommended practice for hot dipped galvanizing on iron and steel
IS 4923
Hollow sections for structural use
IS 1161
Code of Practice for Circular hollow sections/pipes
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 7 OF 42
4. 5Special Publications
SP 6 Parts (1 – 7)
Handbook for Structural Engineers
SP 7
National Building Code of India: 2005
SP 38
Handbook of Typified Designs for Structures with Steel Roof Trusses
SP 34
Handbook on Concrete Reinforcement and Detailing
SP 16
Design Aids for Reinforced Concrete to IS: 456
SP 24
Explanatory Handbook on Indian Standard Code of Practice for Plain and
Reinforced
SP 20
Explanatory Handbook on Masonry Design and Construction
4. 6
Note: The above list is suggestive and not exhaustive. Apart from these basic codes any other
related codes shall also be followed wherever required.
5. CATALOGUE OF STRUCTURES, MOC & STIPULATIONS
Following are the tentative list of buildings and structures envisaged for the proposed project.
Sl.
1
2
3
4
Building / Structure
Tank foundations
MOC
RCC
Storm water Drain
Requirement
Pile foundation, Sizing as per
Loading
RCC drains on sides of Dyke Minimum depth – 300mm
wall in slope 1: 600
Minimum width – 300mm
Cable trench / Utility RCC
Sizing
as
per
electrical
trench
requirement
Road crossing culverts RCC culverts with precast cover Minimum
width
600mm,
for drains
slab
Maximum width 1200mm
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
PAGE 8 OF 42
5
Utility Crossings below RCC Hume pipe
ground:
encased in concrete
6
Utility Crossings above Structural steel pipe racks on Sizing as per utility requirement
ground:
RCC foundations
7
8
9
10
11
12
13
14
/
32644-12-PS-003-DB
HDPE Sizing as per utility requirement
Platforms,
Ladders, Structural Steel with FRP Sizing as per utility requirement
Crossovers, Stair
gratings founded on RCC
pedestals and foundation
Pipe supports / Overhead Structural Steel with RCC Sizing as per utility requirement
cable tray supports
footings
Pipe sleepers on ground
RCC
Sizing as per utility requirement
Yard inside dyke
RCC
Equipment foundations
RCC
Dyke wall
RCC
Truck Loading bay
Reclamation Pit
Sizing as per volume to be
encased
Sizing as per Loading
Sizing as per volume to be
encased
Structural Steel roof with RCC Sizing as per utility requirement
footings. Platforms shall be RCC
RCC
Sizing as per volume to be
encased
Note: This list is not conclusive and any additional building or structure if required as per the
requirement of the contractor/vendor for the successful installation of Acid Storage tank and
pumping of Phosphoric acid shall be included with this list and shall be binding to the entire
project.
6. CATALOGUE OF BUILDING UNITS & ITEMWISE SPECIFICATIONS
Following are the minimum requirements for the building components / elements. For
components not mentioned here within, the requirement shall be as per CPWD specifications /
best engineering practices for the durability of the structure.
Sl.
1
Building Component
Requirement
Equipment
/
Tank M30 grade RCC with cement content not less than 330kg/cum
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
2
3
4
5
6
7
8
9
10
11
12
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
foundations
RCC piles / pile cap
32644-12-PS-003-DB
PAGE 9 OF 42
M35 grade RCC with cement content not less than 400kg/cum
Underground sump tanks
M30 grade RCC with cement content not less than 350kg/cum
with waterproofing compound mixed with concrete. Additional
water proofing on concrete surface – surface coating / membrane
application shall be done to make underground structures water
tight.
Masonry work below Minimum 230 thick solid cement block (200 thick brick) or First­
ground
class bricks plastered on both sides
Masonry work in super Minimum 100 thick half brick partition walls. 230 thick walls for
structure
exterior. 100/150/200thick walls are permitted for interior walls as
required. Use of Solid Cement Concrete blocks / Clay bricks are
permitted
Plastering
15mm thick plaster in CM 1:4 over rough / exterior face of
masonry
12mm thick plaster in CM 1:4 over fair / interior face of masonry
6mm thick plaster in CM 1:3 over / under RCC elements
Concrete
Columns
/ M30 grade RCC with cement content not less than 330kg/cum
beams / slabs/ Lintels /
Sunshades
Lean concrete
Cement concrete mix 1:3:6 with an average thickness of 75mm
under foundations / grade beams etc.
Cement concrete mix 1:5:10 for site grading / site levelling
Handrails
In plant buildings / External: MS or FRP
Inside building: Stainless steel SS304 grade, brushed finish
Anti­termite treatment
Pre­construction anti­termite treatment of soil with chemical
agents
Fire proofing
Fire proofing to steel structures wherever required as per Tariff
Advisory Committee (TAC) rules and regulations and other Codes
/ requirements asapplicable.
Painting
Masonry / RCC work (dry Area) exposed to corrosive environment
to be painted with Corrosion resistant epoxy paint.
Steel structures in corrosive environment shall be painted as
follows:
Surface shall be prepared by shot blasting to near white metal
grade SA 2.5 as per IS 9954. Two coats of red oxide zinc
chromate primer (one shop coat and one coat after fixing
/erection) shall be applied. One intermediate coat of Micaceous
Iron Oxide epoxy paint of 70­micron DFT. One coat of two pack
polyamide cured epoxy finish paint of 40­microns DFT and one
coat of aliphatic acrylic polyurethane finish paint of 40­microns
DFT.
Any parts of structure which are prone to aggressive alkali / acid
FACT ENGINEERING AND DESIGN ORGANISATION
R1
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-12-PS-003-DB
PAGE 10 OF 42
substances shall be protected by suitable protective membranes or
methods (including cathodic protection, if required)
Other RCC / Masonry structures to be painted with two coats of
acrylic / plastic emulsions over one coat of cement primer
Pre­cast Cover slabs
13
Grouting
14
Roofing / Cladding
14
Epoxy Coating
15
Wood work shall be painted with two coats of enamel paint over
two coats of wood primer.
RCC M25
Non­Shrink cement Grout with minimum strength of 40 N/mm²
at 28 days, 25mm thick or as specified by equipment
manufacturer for Structural bases of Columns and static
equipment
Non­Shrink cement Grout with minimum strength of 40 N/mm²
at 28 days, 50mmthick or as per vendor’srequirements for
Dynamic Equipment, Reactors / Process Columns
Non­Asbestos cement sheets / High impact resistant Polypropylene
roofing sheets shall be used for roofing/ cladding
high build epoxy based chemical resistant coating for outer
surface of tank foundation (CERACOTE EP CR of CeraChem or
equivalent) with a minimum dry film thickness of 500 microns
7. CATALOGUE OF MATERIALS & STANDARDS
Specifications of materials used for construction are as follows:
Sl.
1
2
3
4
5
6
7
Specification
Material
Cement
Aggregates
OPC 53 grade conforming to IS 12269 or PPC conforming to
IS 1489 – Part 1
HYSD bars of grade Fe500 with 14% elongation conforming
to IS 1786. Binding wires shall conform to IS 280
Conforming to IS 383
Water
Conforming to IS 456
Reinforcement steel
Admixtures
concrete
Structural steel
in
Structural
hollow
sections / tubes
Conforming to IS 9103
Conforming to IS 2062 (Fe250 Grade A)
Minimum thickness of plates 5mm
Conforming to IS 4923 / IS 1161 with YST310 grade. Tubes
used shall be medium class.Structural pipes shall be either
seamless or mild welded. Spiral welded pipe is not acceptable.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
8
9
10
11
12
13
14
15
16
17
18
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 11 OF 42
Stainless steel
SS 304 Grade
Bitumen
Bitumen grade VG – 10 conforming to IS 73
Non­shrink grouts
Paints
Curing compounds
MS anchor bolts,
Rungs, metal inserts,
grating
Hexagonal head bolts,
screws and nuts of
product Grade C.
Plain washers
conforming to ASTM C 1107
Plastic emulsion paint Type 1 for interior use and Type 2 for
exterior use conforming to IS 15489
ASTM C309­19
Conforming to IS 432
Conforming to IS:1363
Conforming to IS:2016
Steel
Chequered
Conforming to IS:3502
plates
Hexagonal Bolts and
Conforming to IS:3138
nuts (M42 to M150)
Non­Asbestos
Non­asbestos high impact Polypropylene reinforced cement 6 mm
Polypropylene sheets
thick corrugated sheets conforming to IS: 14871
Note: The materials list is not conclusive and for the materials required and not mentioned in
the list shall conform to relevant IS codes / ISO / ASTM / Engineering standards as per nature of
use of the material.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 12 OF 42
8. DESIGN PHILOSOPHY
Preparation of detailed design and drawings, sketches, specifications for all civil & structural
works, shall be in the scope of contractor’s work. List of various facilities given are only
indicative. Therefore, sizing, nos., location etc. of various facilities viz. Tank foundations, Dyke
floor and wall sections, Utility supports, drains, etc. shall be in the scope of the bidder, with
approval and satisfaction of FACT CD/FEDO.
All the facilities shall conform to all Local Rules and Regulations, Factory Inspector Rules, TAC
rules, etc. whichever is more stringent.
The vendor shall carryout Analysis and Design of the structures required for this document and
prepare all the required Civil and Structural drawings needed for correct and accurate
construction as per the Design Specifications given in this document.
It shall be the responsibility of the vendor to accommodate all the functional requirements such
as access, cut outs, clearances, interference etc. while designing / detailing of various structures
/facilities. Complete analysis, design and all drawings of each independent structure / facility
shall be submitted in one lot so as to facilitate overall systematic review by FEDO.
Preparatory and site clearing jobs (as enlisted in Drawing No 32644­03­OP­00001) will be
executed by FACT CD, in a span of time organized in such a way that jobs for construction of
PA tanks will be executed unhindered.
The philosophy for the design of individual structures is as follows:
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 13 OF 42
8. 1Site Arrangement
The site arrangement shall conform to applicable laws, regulations, Layout drawings issued from
Piping dept. and environmental standards. Utility interconnections will be optimized as much as
practical. Spill containment measures shall be provided.
The following criteria shall be followed regarding site arrangement:
Tank yard and dyke shall be designed to contain spills
Storm water drains along the Dyke wall shall be constructed to take out rain water
accumulated in the Dyke floor to the nearest drain with control arrangement as per the
scheme indicated in the Drg­32644­03­OP­0001
Locations and requirements for piping supports shall conform to piping requirements
8. 2Tank foundations
Proposed phosphoric acid tank foundation shall be RCC pile group with a system of grillage and
drain above the pilecap ( below the tank base plate), designed for the worst case ofloads and
their combinations. The clear Spacing between each grillage beam running below tank plate shall
be kept to a max of 300mm, so that the thickness required for bending action of base plate is
optmised.
Piles of sufficient depth and number shall be accommodated to resist base shear from seismic
action or wind, whichever is critical.
Portions of pile cap exposed to yard area, or area where chances of acid leak or spill is there,
shall be protected with acid proof lining, wherever possible.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 14 OF 42
8. 3Dyke wall & Yard
Dyke wall shall be of RCC. The dyke wall shall be designed as liquid retaining structure in the
inside face.
Suitable drainage arrangements shall be provided within curbed areas around pumps, for
drainage leaks.
Finish of 50 thick concrete screed, with non­metallic (Quartz based) hardener topping shall be
provided on paving after erection and commissioning of tank is over.
Paving within Tank farm& Utility areas for maintenance compatible to crane 200 mm thick, M30
movements / dropout / Loading / Unloading areas / Vehicular movement areas grade RCC
Non­vehicular movement areas
150 mm thick M20
grade RCC
Under Pipe rack & foot paths
100mm thick PCC
1:3:6
Expansion joints & Contraction joints shall be as per relevant IS codes and standards.
8. 4Utility supports / Crossings
For all utility supports 500mmabove Paved level, RCC sleeper supports resting on RCC isolated
foundations shall be provided with spacing of 3m c/c for the pipes. For all Supports at 3.5m or
7m or at any specified elevation above paved/Ground level, Structural steel supports shall be
raised from RCC pedestals supported on RCC foundation slab, at a spacing of 6 to 18 m c/c
depending on the crossings and obstructions enroute.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 15 OF 42
8. 5 Drain & pit
The proper surface drainage of rain water from all parts of the scope area shall be envisaged.
All drain work shall be in RCC. The drainage system shall be bygravity.
Rain water falling on such portion of paved areas of layout where it is not likely to get
contaminated in regular usage other than a tank burst, shall be collected in open rectangular
RCC drains provided in floor paving. These drains shall be covered by FRP gratings and shall be
generally connected to peripheral storm water drains as per the scheme indicated in the layout
drawing No 32644­03­OP­00001.
Proposed Project mainly include following different types of drain system:
Drain below tank surface towards cleanouts (Coating as indicated in tender drawing)
Drain around Tank for accommodating acid leaks, if any (Acid proof lined)
Drain from tank to Reclamation pit / Drain pit (Acid proof lined)
Drain inside dyke for routing for storm water
Grillage beams shall be provided with a minimum height of 900mm and with maximum clear
spacing of 300mm below tank base plate for facilitating leakages from the tank bottom, if any.
The top of pile cap shall be constructed to be sloping towards the outer corners from the center
so that spillage flows towards the surrounding drain.
Cleanouts to be kept diametrically opposite corners at minimum 2 locations or as per the
Mechanical requirement for the tank cleaning..
These cleanout drainshall be connected to circular drains provided around tank (above pile cap).
Spills/ Leaks in thesedrains shall be further routed towards the drain pit.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 16 OF 42
Runoff from possible chemical contamination areas, such as the acid storage and handling areas,
will be contained. Small neutralization pits may be provided near drain around tank to treat
floor wash in yard areas as per process requirement. Water from these pits will further be
routed to storm water drains.
8. 6Truck loading Bay
Truck loading bay with RCC platform for mounting the loading arm shall be provided for acid
loading to the trucks. The proposed location of truck loading has been indicated in drawing No
32644­03­Op­0001. The roof shall be with Non Asbestos fibre reinforced corrugated sheets over
steel roof truss. The minimum clear height for the loading platform for Phosphoric acid loading
shall be 4500 mm from the pavement.
An additional bay at +4.0m lvl shall be provided with platform at same level as existing platform
as in Sulphuric acid an additional requirement as indicated in the Tender drawing no 32644­12­
DG­00010
8. 7Clearance above Structures
Minimum overhead clearances shall be as follows:
Above platforms and walkways
2100 mm
Clearance below Truck Loading Platform
4500 mm
Vertical head room for stairs
2400 mm
Safety gauge for ladders
2400 mm
Access for forklift trucks
2800 mm
Above main roads, crane access and Conveyor crossings
7000 mm
FACT ENGINEERING AND DESIGN ORGANISATION
R1
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
TECHNICAL
PROCUREMENT
SPECIFICATION
Above other plant roads and truck access
32644-12-PS-003-DB
PAGE 17 OF 42
4200 mm
The guidelines of NBC 2005 shall be followed for all offsite buildings.
8. 8Soil Investigation Report
The recommendations from the investigation conducted in the nearby area is summarised as
follows:
The land is previously dredged fill area near the Product Handling Berth(Q10) in Cochin Port
area at Willington Island. The soil profile for a considerable depth is marine clay with shallow
pockets of decayed wood at random depths. Hence it is advised to found heavy loaded
structures at denser strata available at deeper depth. Water table was met at 0.50m to 1.0 m
depth below ground level in the bore holes at the time of investigation during April 2014.
For heavily loaded structures pile foundation of sufficient depth and number shall be
accommodated to resist vertical and uplift load including base shear from seismic / wind,
whichever is critical.
Piles shall be bored cast in situ DMC type with depth ranging from 60 to 65m resting the pile
in the very dense silty sand layer with minimum 2 times the diameter penetration in the layer.
Safe load carrying capacity of bored cast in situ piles of depth 65m below cut off level, arrived
from the soil investigation conducted nearby area for design are as follows:
Pile diameter (mm)
Vertical capacity (kN)
Shear capacity (kN)
Uplift capacity (kN)
750
2350
105
500
900
3400
135
680
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
1000
4250
155
32644-12-PS-003-DB
PAGE 18 OF 42
850
Portions of pile cap exposed to yard area, or area where chances of acid leak or spill are
expected, shall be protected with acid proof lining.
For lightly loaded structures safe bearing capacity of soil for different size of shallow footings
shall be considered as follows:
Type of
foundation
Size of
footing
Depth of footing below the
E.G.L (m)
Safe Load carrying
capacity (kN/m2)
(m x m)
Isolated
2x2
2
50
Isolated
3x3
2
40
Isolated
2x2
4
55
For structures with light loading aforementioned Safe bearing pressures can be adopted with
due consideration to settlement criteria.
The soil Investigation report conducted in the nearby area is enclosed as Annexure­A for
information.
9. UNITS OF MEASUREMENT
Units of measurement shall be in SI system and shall be as follows:
Entity
Unit of measurement
Elevations
millimeter (mm)
Dimensions
millimeter (mm)
Force
kilo Newton (kN)
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
Mass
kilogram (kg)
Moment
kilo Newton meter (kNm)
Stress
Newton/square millimeter (N/mm2)
Pressure
kilo Newton/ square meter (KN/m2)
32644-12-PS-003-DB
PAGE 19 OF 42
10. ORDER OF PRECEDENCE
In case of any conflict / deviations amongst various documents, the order of precedence shall be
as follows:
Statutoryregulations
Job specifications
Engineering designbasis
Standard specification
11. DESIGN LOADS
11. 1Dead Loads
Dead load is the vertical load due to actual weight of all permanent structural and non­
structural components of building such as floors, roofs, walls, staircases, fixtures etc. Dead loads
shall be estimated for purposes of design using the actual weights of material of construction
and finishes on the basis of unit weights given in IS 875­ Part 1.
The following unit weightsshall be considered for computation of dead loads:
Material
Unit weight (kN/m3)
Plain concrete
24.00
Reinforced concrete
25.00
Structural Steel
78.50
Soil
18.00
FACT ENGINEERING AND DESIGN ORGANISATION
R1
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
TECHNICAL
PROCUREMENT
SPECIFICATION
Saturated soil
20.00
Water
10.00
Solid Brick masonry
20.00
11. 1. 1
32644-12-PS-003-DB
PAGE 20 OF 42
Dead Load on utility/Equipment Supports
The following dead loads shall be included in the design of support structures:­
Weights of fixed process equipment and machinery, piping, valves, electrical cable trays,
and the contents of these items
Fireproofing on structural steel, vessel skirts and equipment.including all internals,
refractory linings and hydrotest.
Insulation installed on piping and equipment
Steel platform framing and floor plate.
Weight of platforms, piping and ladders on towers shall be as specified onthe vessel
drawings.
any other permanent load if applicable.
Following super imposed loads shall also be considered (if not stated otherwise) along with dead
loads as applicable:
Item
Loading
Cable tray single tier
1.00kN/m2
Cable tray two tier
1.90kN/m2
Piping load (for pipes less than 300mm dia)
1.90 kN/m2
FRP gratings
0.50 kN/m2
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 21 OF 42
11. 2
11. 3Imposed loads
11. 3. 1 General
Imposed loads are the greatest loads assumed to be produced by the intended use of the
structure. For the design of each structural element the imposed loads shall be applied in the
least favourable pattern. Imposed loads on floors shall be the actual loads when these are known,
but shall not be less than the distributed loads given below:
Pump and compressor houses
7.5 kN/m2
Warehouses and open storage areas
7.50 kN/m2
Sheeted roofs with access for maintenance only
0.75 kN/m2
Main Access Platforms and Floors
5.0 kN/m2
Platforms subject to storage of heavy equipment
7.0 kN/m2
Walkways and Minor Platforms used for access to equipment only
2.5 kN/m2
Piping load (for pipes less than 300mm dia)
0.75kN/m2
Crane beams and supports for travelling cranes shall be designed in accordance with IS 800/ IS
807/ IS 3177.
11. 3. 2 Imposed Loads for Piperacks
Pipe racks shall be designed for live load only if permanent accesses (walkways) are provided. If
the width/height of pipe rack is equal or more than 7 m, provide a walkway of min width 0.8m.
In such cases, loadings shall be given as follows:
Loading for maintenance bay: Min. 1.0 kN/Sqm
Loading for Equipment bay : Min. 2.5 kN/Sqm
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 22 OF 42
When individual pipe loads are not available for racks with pipes exceeding 300 mm diameter,
but not exceeding 400 mm diameter, the piping shall be considered as a distributed load of not
less than 1.2 kN/m2 for the operating condition and 2.5 kN/m2 for the test conditions.
Note that piping loads for the operating condition are considered as live loads since they do not
represent the “pipe full” condition.Test loads (“pipe full”) may be applied with a reduced load
factor equivalent to a dead load.Test loads should not be applied to more than one tier
simultaneously.
The location and magnitude of anchor forces for all pipes over 400mm diameter shall be
established before the design is started.
Point loads from pipe supports on piperacks shall be the actual loads when they are known. In
the absence of known point loads from pipe supports each piperack member (excluding bracing)
shall be checked for a single point load of 4.5 kN in the least favourable position in addition to
the distributed loads specified above.
A longitudinal thermal force of 10 per cent of the operating load per tier shall be assumed to act
uniformly distributed at each bent. The piperack shall be checked when the actual pipe stress
anchor forces are known.
Transverse anchor or guide forces equivalent to 0.75 kN per metre of rack width per tier shall
be assumed to act on each bent, applied as a single force at each tier level. The piperack shall be
checked when the actual pipe stress anchor forces are known.
When considering the erection load combination, piping shall be considered as a distributed load
not greater than 0.5 kN/m2 irrespective of pipe diameter.The piperack structure self weightshall
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 23 OF 42
be considered as a distributed load of 0.5 kN/m2 per tier unless the pipe rack is fireproofed
prior to erection, when the actual weight of fireproofing shall be included.
11. 3. 3 Piping/ Equipment Loads for Foundation
Consideration shall be given to loads on the foundation from pipework where the configuration,
operating loads and operating temperatures may give rise to significant horizontal forces due to
friction at supports.Pipe anchor forces and thermal forces on equipment and vessels shall be
included under normal operation and test conditions, whichever gives the most severe effects.
The contents of equipment shall be considered as live load and shall be applied in the least
favourable pattern. Ensure the correct specific gravity is applied when calculating the
load.Exchanger and horizontal vessel foundations shall be designed for thermal forces due to
vessel expansion.
The following coefficients of static friction shall be used to determine forces at sliding surfaces:­
a) Teflon on Teflon
0.10
b) Steel on steel
0.30
c) Steel on concrete
0.45
11. 3. 4 Miscellaneous Imposed Loads
Consideration shall be given to loads of a special nature such as piping counterweights, spring
hangers, thrusts from expansion joints, expansion loads from horizontal vessels and exchangers,
purpose made handling equipment such as counterbalanced crane hooks, and thermal expansion
of the structure.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 24 OF 42
In the absence of any suitable provision for live loads in this specification or relevant IS codes
for any particular type of floor or structure, the assumed loading shall be got approved. Apart
from the specified live loads, any other equipment load or possible overloading during
maintenance/ erection shall also be considered in the design.
11. 4Wind Loads
Design wind loading shall be in accordance with IS 875: Part 3­ “Code of practice for design
loads for buildings and structures­Wind loads” and as per clause given below. Basic wind speed
shall be 39 m/sec for a 50­year return period for structural and equipment design.
Wind load design should be done as per IS: 875 (Part 3) ­2015
Design wind pressure,
Pd = Kd x Ka x Kc x pz N/m2 Ref Clause 7.2 of IS: 875 Part­3
Where wind pressure pz = 0.6Vz2
Design wind speed, Vz = Vb x k1 x k2 x k3 x k4 Ref IS: 875 Clause 6.3
Basic wind speed, Vb = 39 m/s
Probability factor, k1 = 1.0 Risk coefficient
Terrain height and k2 Ref. Table 2 of IS: 875 Part­3, based structure size factor on terrain
category 2
Topography factor k3 = 1.0
Cyclonic factor k4 = 1.0
The values of Pd, however shall not be taken as less than 0.70 Pz
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 25 OF 42
The effective exposed area of open framed structures which support piping and equipment shall
be estimated as a percentage of the gross projected area.Vessels or other large equipment
supported on a structure shall be calculated separately and be additive in computing the total
wind load.
Transverse forces due to wind acting on pipes in racks shall be calculated in accordance with IS
875. The effect of wind on all pipes shall be considered, but the shielding effect shall be taken
into account. Wind forces on longitudinal beams shall also be included, but shielding effect shall
be neglected.
11. 4. 1 Dynamic Effects of Wind
Structures such as, but not limited to, heater stacks, chimneys and tall towers, may be sensitive
to wind gust effects and/or vibrations due to vortex shedding. In general, the following
guidelines may be used for examining the problems of wind induced oscillations:
Building and closed structures with a height to minimum lateral dimension ratio of more than
about 5.0,
Or
Buildings and structures whose natural frequency in the first mode is less than 1.0 Hz.
Any building or structure which satisfies either of the above two criteria shall be examined for
dynamic effects of wind.
If vortex shedding analysis results indicate that unacceptable levels of vibrations can occur, then
helical strakes, dynamic vibration absorbers or other means shall be adopted provided prior
approval is obtained from Owner.All calculations for gust or vibration analysis on purchased
equipment shall be submitted for review prior to release for fabrication.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 26 OF 42
11. 5Seismic Loads
The plant structures must be designed for design basis earthquake (DBE) as per clause no. 7.0
and the design spectra given in IS: 1893 (Part­IV), Annex B for Type­2 medium soil.
The design value of horizontal seismic coefficient Ah shall be computed by the following
expression:
Ah = (Z/2) . (I/R) . (Sa/g)
Seismic load on the structures shall be calculated as per IS 1893 by taking Zone factor Z
corresponding to Zone III.
Response reduction factor “R” shall be taken as per Table 4
Importance factor I should be considered as per Table­3, IS­1893, Part­4 based on the category
of structure defined in Table­6 of IS­1893: pt­4). Equipment support structures/ pipe racks/ /
storage tanks ­ Category­2, so Importance factor I = 1.5
Sa/g is the average Response acceleration coefficient to be taken from Annex B corresponding to
the natural period of the structure. Damping (for DBE) 5% (for concrete) 2% (for steel).
Ductile detailing of reinforcement is mandatory for moment resisting RCC frames and hence
response reduction factors corresponding to special moment­resisting frame shall be considered.
11. 6Erection Loads
All loads to be carried by the structure or any part of it due to storage or positioning of
construction material and erection of equipment including all loads due to operation of such
equipment shall be considered as erection load. Proper provision shall be made including
temporary bracings to take care of stresses due to erection loads. The structure as a whole and
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 27 OF 42
all part of the structure in conjunction with temporary bracings shall be capable of sustaining
this erection load without exceeding the permissible stresses subject to the allowable increase of
stresses. Dead loads, wind loads and all such parts of live load as would be imposed on the
structure during the period of erection shall be taken as acting together with the erection load.
11. 7Load Combinations
All buildings, structures, equipment, and foundations shall be investigated for each of the loading
combinations given in Table below and the most severe shall determine the final design.
LOADING
LOADING COMBINATIONS
Normal
Abnormal
Empty
DEAD
Erection
Test
Operation
Operation
Shutdown
Structures
Include (7)
Include
Include
Include
Include
Equipment
Include (7)
Include
Include
Include
Include
Internals
Include (6)
Include (3)
Include
Include
Include
linings
Include (6)
Include
Include
Include
Include
Piping
Include
Include
Include
Include
Include
Include
Include
Include
Include
Include
Internals
Floors/
Platforms
FACT ENGINEERING AND DESIGN ORGANISATION
or
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 28 OF 42
Insulation
Include
Include
Include
Include
Include
Fireproofing
Include (6)
Include
Include
Include
Include
Include
Include
Include
Include
Include
platforms
­
Modified (4)
Include (9)
Include
Include
Normal Fluids
­
­
Include
Maximum(1)
­
Test Fluids
­
Include (5)
­
­
­
­
Modified (4)
Include
Include
Include
­
­
Include
Include
­
­
­
Include
Include
­
Modified
Greater of
Modified
Greater of
wind (2)
two
wind (2)
two
Vessel
Platforming
IMPOSED
Floors/
Vessel
Platforming
Surge (normal
contents)
Thermal
(piping)
Wind
Earthquake
or
Greater
two
of
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 29 OF 42
Construction
Equipment
IInclude (8)
Include (8)
­
­
Include (8)
Notes below refer to numbers in brackets shown in Table :­
(1) Load shall be computed due to faulty unit operation from items such as catalyst or liquid
backup.
(2) Wind loading shall be based on a wind speed of 0.77 times the design wind speed, but not
greater than 39 m/sec.
(3) Loads shall be included only if in place during the future test condition.
(4) Include only 50% of the platform live load for the test condition.
(5) Load for vertical vessels includes only the test fluid as permitted by the vessel design for the
hydrostatic field test.
(6) Include only if installed in shop or before lift.
(7) The erection load shall be calculated in conjunction with the clause of this Specification.
(8) The construction equipment load shall only be included if it is greater than the operating
load or increases the overturning moment.
(9) Live load reduction may be considered as defined in this Specification.
Following Load factors in limit state of strength shall be applied for the design:
Load cases
Dead
Erection
1.2
1.2
Live
Wind /
Seismic
Erection / Construction
1.2
1.5
0.6
1.2
1.2
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
0.9
1.5
Test
1.2
0.5
Operation
1.5
1.5
1.5
1.2
32644-12-PS-003-DB
PAGE 30 OF 42
1.0
1.2
1.5
1.2
0.9
1.2
1.5
12. ANALYSIS AND DESIGN OF RCC STRUCTURES
12. 1General
Main RCC structures under this scope comprises of Tank Foundation, drains, truck loading bay,
dyke wall, drain pits etc. Frame analysis shall be carried out for all structures for all load
combinations using structural analysis and design software STAAD Pro.Limit state design shall
be adopted for design of all structural elements.However, water retaining structures may be
designed using working stress method.
While considering earthquake effects, EL shall be substituted in place of WL and appropriate
portion of IL shall be considered as stipulated by IS 1893. Ductile detailing of RCC frames shall
be done as stipulated in IS 13920 for RCC structures in Zone 3.
12. 2Design of RCC Slab
Two­way slabs shall be designed based on the Bending moment coefficients given in annexure D
of IS 456. For continuous one­way slabs moment coefficients given in Table 12 of IS 456 shall be
used. Deflection check of the slabs as envisaged in IS 456 shall also be done.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 31 OF 42
12. 3Design of RCC Beam
Beam reinforcement steel shall be provided for the required moment of resistance obtained from
the analysis of frames. Shear stirrups shall be provided to withstand balance shear after
deducting the shear capacity of concrete section based on the percentage steel provided to resist
Bending Moment. Spacing of stirrups shall be detailed in accordance with IS 13920.
12. 4Design of RCC Column
Columns shall be designed for the combined effect of axial loads and biaxial moments due to
frame action obtained from the analysis for the worst load combination and the detailed design
output specifying the percentage steel to be provided and the interaction ratios shall be
furnished.
12. 5Design of RCC Foundation
All foundations shall be designed to suit the existing soil conditions. Where available, drawings
showing existing buildings, foundations, underground services and any other information
pertinent to the design and construction of foundations shall be used to assist in establishing the
foundation design criteria. Information obtained from such drawings shall be verified on site
preferably before finalising the new designs.
The sizing of foundations & design shall be done as per recommendations given in the soil
investigation report. The bearing capacity / safe pile capacity shall satisfy strength as well as
settlement criteria. The permissible increase in bearing capacity/ pile capacity in wind and
seismic load combinations shall be as per IS 875 ­ part5 and IS 1893 respectively. Foundation
design for major structures shall be verified by a Geo Technical expert. While designing
foundations at various levels, effect of uplift/ subsoil water table shall also be considered.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 32 OF 42
All underground pits, sumps, etc. shall be designed to take care of the uplift forces due to
buoyancy, if required.If the sub soil is of aggressive nature, suitable precautions are to be taken
as recommended in the soil investigation report in respect of type of cement, concrete cover etc.
for foundations / underground structures.
PCC 1:3:6 is proposed for levelling course for all RCC structures. The thickness of levelling
course shall be 80mm and when used as a structural element, the minimum thickness shall be
150mm.
12. 6Minimum thickness for RCC elements
Footings (All types, with or without beams)
300 MM
(Note : Tapered footings shall not have thickness less than 150mm at the
edges, minimum average thickness shall not be less than 300 mm)
PileCap
500 MM
Basement
a)
walls
150 MM
b)
Base Slab with beams
200MM
c)
Base Slab without beams
300 MM
Slab thickness in raft foundations with beam & slab construction
150 MM
Floor/Roof Slab, Walkway and CanopySlab
150 MM
Cable/ Pipe Trench / Launder Walls & baseSlab
125 MM
Parapet
100 MM
Louvre /Fin.
100 MM
Precast Trench Cover / Precast FloorSlab
125 MM
Louvre (in contact withliquid)
125 MM
Liquid Retaining / Leak proofStructure
a)
Walls
150 MM
b)
Base Slab with beams
200 MM
c)
Base Slab without beams
300 MM
UndergroundPit
a)
Walls
FACT ENGINEERING AND DESIGN ORGANISATION
150 MM
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 33 OF 42
b)
Base slab with beams
200 MM
c)
Base slab without beams
300 MM
a)
Pedestal / encasements of structural columns in open area
300 MM
b)
Pedestal / encasements of structural columns in yard area
150 MM
c)
Pedestal / encasements of equipment in open area
300 MM
d)
Pedestal / encasements of equipment in yard area
150 MM
Pedestals
For all other Sleeper supports, corresponding thickness mentioned in drawing shall be used
12. 7Minimum clear cover to main reinforcement
As otherwise stated, minimum thickness to main reinforcement for RCC members shall be as
follows:
STRUCTURAL MEMBER
CLEAR COVER
Floor / Roof / stair waist
20 mm
Grade Slab
40mm
Roof beams / Floor beams / Lintels
30mm
Columns and pedestals
50mm
Basement walls, retaining walls & pit walls
40 mm
Water /liquid retaining structure
40mm
Foundation slab /plinth beams
75 mm
Pile
60mm (Sides), 150mm (Bottom)
Pile cap
100 mm (Bottom), 75 mm (Sides)
12. 8Design of RCC Liquid Retaining Structures
1.
Design shall conform to IS 3370 Part I to IV. All elements of water retaining structures or
similar structures in contact with water shall be designed as uncracked section.
2. M30 grade concrete shall be used.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 34 OF 42
3. For tanks resting on grounds cement concrete 1:3:6 mix levelling course shall be provided.
4. The provisions regarding expansion joints, contraction joints, construction joints, bitumen
sliding layer above levelling course, etc. shall be provided as recommended in the standards.
5. Hydro swelling gasket kept in place by a single component hydro swelling polyurethane
sealant for sealing or other approved treatment shall be provided at construction joints in
concrete both at vertical and horizontal construction joints of water retaining structures to
make it leak proof.
6. For underground storage tanks, pits, trenches etc. where protection against uplift due to
buoyancy from subsoil water is to be considered, a min. factor of safety of 1.2 shall be
ensured. For purpose of calculating downward load due to overburden, only the mass
located vertically over the projected area of the base shall be taken into account.
7. All liquid retaining/ storage structures shall be designed assuming liquid up to the full
height of wall irrespective of provision of any overflow arrangement.
8. The walls and base slab of liquid retaining/ storage structure shall be provided with
reinforcement on both faces irrespective of any thickness.
9. All embedded parts such as nozzles, pipes, bolts, etc. shall be provided at the time of
concreting.
10. Plastering with cement mortar 1:4, 10 mm thick, mixed with integral waterproofing
compound like Conplast X4211C of M/s. FOSROC or equivalent shall be provided for inside
surface after hydro test.
11. All leaks or wetting noticed during hydro tests shall be rectified as per approved methods,
using approved materials.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 35 OF 42
12. 9Reinforcement Detailing
1.
All requirements governing quantum of reinforcement and detailing of reinforcement as
per clause 26 of IS 456 and as detailed in SP 34 for detailing of reinforcement shall be adhered
to while preparing the construction drawings.
2. The recommendations for detailing for earthquake resistant construction given in IS 13920
shall also be followed.
12. 10Expansion Joints
1.
Expansion joints in concrete structures shall be provided as per IS 456/ IS 3414 Code
provisions.
2. Bitumen impregnated fibre boards of approved manufacture as per IS 1838 Part 1 shall be
used as fillers for expansion joints.
3. The gap between the expansion joints shall be thoroughly cleaned and the bitumen fibre
boards placed in position as per manufacturer’s specification and the surface shall be sealed
with elastomeric silicone rubber sealants.
4. All expansion/ separation joints in ground floor slabs shall be filled with sand for the full
depth of the slab except top 25 mm, which shall be filled with approved mastic sealing
compound.
13. ANALYSIS AND DESIGN OF STEEL STRUCTURES
Basic consideration of structural framework shall primarily have strength to withstand the
various loads mentioned above. Ease of fabrication, erection and overall economy satisfying IS
stipulations shall also be a criterion for design. Design shall be done in accordance with IS
800.The deflection limits specified in IS 800 shall also be complied with.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 36 OF 42
13. 1Minimum thickness of steel sections
Trusses, Purlins, side girts & bracings
6mm
Columns & beams
7mm
For gussets, stiffeners, plate guides, etc.
8mm
For base plates
10mm
Chequered plates
6mm
Grating
5mm
The minimum thickness of tubes shall be as specified in IS 1161 for medium class tubes. The
minimum thickness for rolled beams and channels shall be mean flange thickness regardless of
web thickness. The slenderness limits of sections shall conform to IS 800.
13. 2Deflection Control for structural steel members
The permissible vertical and lateral deflection for structural steel members shall be as specified
in IS 800:2007.The lateral deflection of Conveyor supporting Trestles shall be as per IS­11592.
Permissible deflections of members shall be as follows:
Member
Purlin
Purlin
Truss
Monorail
Column
Type of deflection
Loading
Maximum Deflection
Vertical
DL+WL
Span /180
Lateral
DL+WL
Span/180
Vertical
DL+WL
Span/120
Vertical
DL+IL+CL
Span/500
Lateral
DL+WL
Height/150
13. 3Connections
As far as possible, all the shop connections shall be welded and site connections shall be bolted.
Minimum thickness of any structural weld shall be 6mm. Field connections shall be made with
black bolts for ladders, hand rails posts, stair stringers, removable members and floor plates,
platform forming members 200mm and under in size, purlins, girts and minor pipe support
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 37 OF 42
members that require not more than three bolts per connection. The minimum size of bolts
shall be 16mm unless limited by the size of the connected parts. Any connection shall have at
least two bolts.
Expansion joints in steel structures shall be provided as per the guidelines in IS 800.
Roofing over steel trusses shall be with non­Asbestos fibre reinforced cement corrugated sheet
(as per IS: 14871) roofing 6 mm thick up to any pitch and fixing with polymer coated J, or L
hooks, bolts and nuts 8 mm dia. G.I. plain and bitumen washers or with self­drilling fastener and
EPDM. All accessories like flashing, capping, shall be made of the above specified material. The
gutter shall be of 180mm dia half round moulded PVC.
Roofs shall generally have a slope of 1:3. Rain water gutters and pipes shall be provided for
proper roof drainage and collection of rainwater in accordance with SP 35.
14. DESIGN – FACTORS OF SAFETY
All structures above ground shall be designed for Limit state of strength and shall be checked
for serviceability conditions. In case of foundations, following factor of safety shall be adhered to
in different load combinations to establish the most economical design that is compatible with
life expectancy and service life of structures.
Minimum Factor Of Safety
Against Overturning
Type Of Structure
With Wind Without
Or Seismic Wind
Seismic
Minimum Factor Of Safety
Against Sliding
With Wind Without
Wind
Or Or Seismic
Or Seismic
All structures/Eqpmnt Supports
1.5
2
1.5
1.5
Pipe rack
1.5
2
1.5
1.5
Retaining / Dyke wall
1.5
2
1.5
1.75
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 38 OF 42
Minimum Factor of safety against UPLIFT shall be 1.2 for all structures. (Note: In case of
sumps/pits, lining weight shall not be included)
For machine foundation design IS 2974 shall be strictly followed and additional safety checks for
frequency and mass ratio shall be performed depending upon the vibration range of machinery
above it.
In addition to stablitiy ratio check, foundation settlement shall also be restrained to the limits
specified in IS 1904. Long­term and differential settlement criteria shall be determined while
designing and special consideration shall be given to differential settlement of foundations
supporting interconnected, settlement­sensitive equipment or piping systems.
15. DELIVERABLES
The CONTRACTOR shall prepare and submit the following:
1.
Architectural drawings, Civil & structural design & construction drawings based on the
standard accepted practice and guidelines
2.
Bar bending schedules
3.
Fabrication drawings
4. As­built drawings
5. Design calculations based on the standard accepted practice and guidelines
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 39 OF 42
All design calculations shall be written or typed systematically in MS Excel, legibly and submitted
for approval as per standard accepted practice. For structures, analysis and design shall be done
on latest version of STAAD.pro software.
Detailing / drafting shall be done on latest version of CAD software only. Drawing size used shall
be preferably of A1 size only. For foundation layout, drainage plans and paving plans, A0 size
drawings can be used if necessary
All Drawings shall be in metric units showing dimensions and elevations in millimetres.
Drawings shall indicate quantities of concrete grade wise and or nominal mix wise,
reinforcement bars diameter wise and structural steel section wise and or thickness wise as
detailed therein.
The contractor shall submit requisite number of prints (as mentioned elsewhere) of the
supporting design calculations along with explanatory notes/ sketches, computer inputs &
outputs and Drawings (complete in all respects) to Owner/ Consultant for review and checking
purposes. All the above design calculations and Drawings submitted by the Contractor shall be
completed in all respects and thoroughly checked, Approved, stamped as "Approved for
Construction" and signed by the Contractor's authorised representative (irrespective of the fact
that whether the same are prepared in the Contractor's own Design Office or by an Approved
Agency to ensure accuracy and correctness) before submission to the Owner/ Consultant.
Incomplete, unchecked and unsigned Drawings and design calculations shall not be accepted for
review/ checking and will be returnedforthwith.
The design calculations and Drawings prepared for this works shall have to be got checked and
Approved by the Owner/ Consultant as per mutually agreed time schedule and the Contractor
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 40 OF 42
should strictly adhere to these Approved Drawings and specifications. Construction work shall
be carried out only with the Approved Drawings and specifications. Correctness / soundness of
the designs/ Drawings and their execution at site shall be the sole responsibility of the
Contractor irrespective of the fact whether the same has been Approved by Owner/ Consultant
or not. Any defect, observed during construction or during the defect liability period of works,
shall be rectified and removed by the Contractor. The contractor shall carry out whatever
modification or re­construction is needed for the purpose, to the entire satisfaction of the
Engineer­in­Charge / Owner without any extra cost to the Owner. But this will not in any way
absolve Contractor of the final responsibility for fulfilment of all Guarantee Clauses specified
elsewhere.
If due to any un­avoidable reason, the contractor wishes to use any other software, other than
mentioned in the Tender, he shall indicate the names of the computer software to be used for
drafting and analysis/design work. The Contractor must get the approval of the Owner/
Consultant for the computer software prior to their use. The Contractor shall forward to
Consultant four prints of design calculations and Drawings preferably for the whole work at a
time along with all the concerned civil scope Drawings and load data sheets. After reviewing the
above design calculations and Drawings, Consultant will send comments to the Contractor
within four weeks’ time from the date of receiving the above. The Contractor will send their
designer, if required, to Consultant's office for clarifications /modifications/ incorporations and to
finalize designs/Drawings across the table. The design calculations and Drawings for each
independent building/structure along with scope/load data shall be submitted by the Contractor
in one lot so as to facilitate systematic review/ checking and approval. The contractor shall start
submitting such first set of design calculations and Drawings within thirty days from the date of
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
32644-12-PS-003-DB
PAGE 41 OF 42
issue of Letter of Intent and complete the submission of the same for all the items/ units to
Consultant's Office within the period mutually agreed upon depending on the volume of job.
Any delay in submission of design calculations and/ or Drawings with complete data and getting
the same Approved from Consultant shall not absolve the contractor of their responsibility to
complete the work within the completion time.
If at a later stage, the contractor feels the necessity for any addition or alteration, prior approval
of Owner / Consultant must be taken for effecting the changes. The contractor shall also be
bound to incorporate any addition and alteration which Owner/ Consultant may suggest at a
later stage.
FACT ENGINEERING AND DESIGN ORGANISATION
R1
TECHNICAL
PROCUREMENT
SPECIFICATION
DESIGN PHILOSOPHY AND BASIS FORCIVIL&
STRUCTURAL WORKS - CONSTRUCTION OF
ADDITIONAL PHOSPHORIC ACID STORAGE TANKS
AT Q10 BERTH, WI
ANNEXURE A
FACT ENGINEERING AND DESIGN ORGANISATION
32644-12-PS-003-DB
PAGE 42 OF 42
R1
SCHEDULE OF RATES
Name of Work:
General Notes:
Sr. No.
A
PARTICULARS
QTY.
UNIT
RATE
(Rs.)
SCHEDULE OF RATES
AMOUNT
IGST
Total Amount
(Rs.)
(%)
(Rs.)
DESIGN, DETAIL ENGINEERING, PREPARATION OF DRAWINGS GOOD FOR CONSTRUCTION, SUPPLY, DELIVERY AT SITE, UNLOADING ,FABRICATION, INSTALLATION, THIRD PARTY
INSPECTION, TESTING AND COMISSIONING OF INTAKE SCREEN SYSTEM AS PER TECHNICAL SPECIFICATIONS MENTIONED IN THE TENDER DOCUMENT.
A
Mechanical ERECTION OF TANK
1
Tank
2
PA Pumps
SUB TOTAL
B
PIPING
SUB TOTAL
C
CIVIL
1
2
3
4
5
Demolishing R.C.C. work manually / by mechanical means including cutting and stacking of reinforcement bars and disposal of unserviceable material with in premises of FACT
at Q10 as per direction of Engineer in‐charge.
Demolishing stone rubble masonry in cement mortar manually / by mechanical means including stacking of serviceable material and disposal of unserviceable material within
premises of FACT at Q10 as per direction of Engineer in‐charge
Dismantling doors, windows and clerestory windows (steel or wood) shutter, of area 3sqm and below, including chowkhats, architrave, holdfasts etc. complete and stacking
within premises of FACT at Q10
Dismantling doors, windows and clerestory windows (steel or wood) shutter, of area beyond 3 sq. metres , including chowkhats, architrave, holdfasts etc. complete and
stacking with in premises of FACT at Q10
Dismantling steel work manually/ by mechanical means in built up sections without dismembering and stacking within premises of FACT at Q10 as per directions of Engineer in‐
charge.
6
Dismantling Asbestos sheet roofing including ridges, hips, valleys and gutters etc, and stacking the material within premises of FACT at Q10 as directed by Engineer in‐charge.
7
Surface dressing of the ground including removing vegetation and inequalities not exceeding 15cm deep and disposal of rubbish, with in premises of FACT at Q10 and lift up to 1.5m
in all kinds of soil
Felling trees of girth (Measured at a height of 1m above ground level) including cutting of trunks and branches, removing the roots by uprooting, stacking of serviceable material
and disposal of unserviceable material ‐ Beyond 60cm girth up to and including 120cm girth.
Felling trees of the girth (measured at a height of 1m above ground level), including cutting of trunks and branches, removing the roots and stacking of serviceable material and
disposal of unserviceable material ‐ Beyond 120cm girth up to and including 240cm girth
Disposal of moorum / building rubbish / malba / similar unserviceable, dismantled or waste material by mechanical transport including loading, transporting, unloading to
approved municipal dumping ground for lead up to 30km for all lifts, complete as per directions of Engineer in‐charge. Note ‐ Item to be applicable in urban areas having
directions for restricted hours for movement/ plying of load carrying motor vehicle of 3.5cum or more.
Casting 750mm diameter bored cast in‐situ reinforced cement concrete piles in M35 grade ready mix concrete after boring through Direct mud circulation method as per IS 2911‐
Part 1/sec 2, having minimum cement of 400 kg/cum of concrete, using Portland Pozzolana cement conforming to IS 1489, river sand / manufactured sand conforming to IS 383,
20mm or less size graded hard granite broken stones, admixtures to concrete as per IS 9103, water as per IS 456 and reinforced with High strength deformed bars of 500D grade
conforming to IS 1786 for the entire length of piles. All the materials used in the casting of concrete shall be done with the approval of Engineer in‐charge.
The rate shall include the cost for all plants, tools, materials labour and other services for boring the piles including mobilisation and de‐mobilisation of piling rigs, boring to the
required depth and stabilisation of hole with bentonite slurry or other required material to suit site conditions, making channels in the ground, making service roads and
arrangements for transportation and disposal of muck (The muck will be treated as owned by the contractor and it will be the responsibility of the contractor to dispose the muck
without causing environment damage with necessary permission from the concerned authority and consultant / client to be informed well in advance on the disposal methodology
before starting the work), cleaning the bores with water, lowering the reinforcement cages, concreting, excavating and levelling the ground exposing piles to a depth of 100mm
below cut‐off level after curing and gaining sufficient strength. Rate of reinforcement alone shall be paid extra ‐ For piles of length 65m below cut‐off level. (payment shall be made
Chipping and removing weak concrete at the top of RCC piles to the cut off level in line and levels carefully, manually / mechanically without damaging the remaining portion of pile
and exposing the reinforcement, cleaning the reinforcement off any loose concrete particles and removing the debris to places pointed out within the project premises as directed
by the Engineer in‐charge.
8
9
10
11
12
102
Cum
48
Cum
5
Each
5
Each
1678
kg
23
Sqm
2000
Sqm
3
Each
3
Each
206
Cum
8450
Rm
60
Cum
13
Charges for empty boring through various strata to the required diameter of pile specified in the Item above, clearing the area, collecting, conveying and disposal of muck of all
types such as liquid, fluid, solid and spoil earth (The muck will be treated as owned by the contractor and it will be the responsibility of the contractor to dispose the muck without
causing environment damage with necessary permission from the concerned authority and consultant / client to be informed well in advance on the disposal methodology before
starting the work) including hire charges for tools and plants, rigs, cost of labour, etc. complete for all depth. (Payment will be made for abandoned pile due to reasons attributable
to owner and for empty boring involved in between ground level at the time of casting the piles and cut‐off level of piles.) 500 mm dia. piles
130
Rm
14
Arranging and conducting routine tests on single pile of diameter 750mm and length up to 65m below cut off level described in Item above as per IS: 2911 (Part‐IV) latest revision
including all required arrangements materials, machineries such as test cap, loading platform, hire and labour for kentledges, cost of all materials, tools and plants, instruments for
loading and recording settlements with dial gauge / LVDTS (calibrated), and labour charges, submitting reports etc complete as per technical specifications for 750mm dia piles for a
maximum load of 3525kN or the load at which the maximum settlement of test loading in position exceeds the permissible value.
1
15
Earth work in excavation by mechanical means (Hydraulic excavator) / manual means in foundation trenches or drains , in all kinds of soil, including dressing of sides and
ramming of bottoms, lift up to 1.5m, including getting out the excavated soil and disposal of surplus excavated soil as directed with in premises of FACT at Q10 and close
timbering in trenches including strutting, shoring and packing cavities wherever required and bailing out water to keep the excavated trenches suitable for concreting.
16
17
‐‐PRICES NOT TO BE FILLED IN HERE‐‐
Filling available excavated earth (excluding rock) in trenches, plinth, sides of foundations etc. in layers not exceeding 20cm in depth, consolidating each deposited layer by
ramming and watering
Supplying and filling contractor's own good quality earth to the required levels and grades to level uneven areas at site in layers of 200 mm including watering, ramming, etc
complete with all leads and lifts as directed by Engineer in charge (Measurement will be given for consolidated filled volume as per initiasl and final levels as approved and
certified by Engineer ‐ in ‐ charge)
Charges for conveying the surplus earth to places approximately 30 kms away and dumping at low lying places as directed by the Engineer in‐charge. Note ‐ Item to be
applicable in urban areas having directions for restricted hours for movement/ plying of load carrying motor vehicle of 3.5cum or more.
Providing hard core layer of required thickness using 40mm Nominal size graded hard granite broken stones after compacting the underlying soil, spreading and levelling the stones
and then spreading a layer of 6mm downgraded crushed aggregates on top of the broken metal layer and it shall be watered in order to force the crushed fine aggregates into the
void spaces of the broken stone and repeat the process till all the voids are filled with crushed fine aggregates right up to the edges of hard core layer, including cost of all materials
and labour charges etc., complete
Providing 50mm thick bitumen sand mix with blown type bitumen of penetration 85/25 and clean river sand (120kg. bitumen/cum of sand) over a tack coat (total industrial asphalt
to be used at 62.5kg /10sqm of surface (including 2.5 kg/10sq.m. of tack coat) including all charges for cleaning the surfaces, heating bitumen, mixing, laying, consolidating, finishing,
etc. complete.
Supplying and providing high build epoxy based chemical resistant coating for outer surface of tank foundation (CERACOTE EP CR of Cera Chem or equivalent) as per manufactures
specification to achieve a minimum dry film thickness of 500 microns
Each
3450
Cum
1039
Cum
9
cum
2411
Cum
345
Cum
1010
Sqm
2600
Sqm
315
Sqm
220
Cum
1308
Cum
25
Providing and laying in position ready mixed M‐35 grade concrete for reinforced cement concrete work, using fly ash and cement content as per approved design mix, and
manufactured in fully automatic batching plant and transported to site of work in transit mixer for all leads, having continuous agitated mixer, manufactured as per mix design of
specified grade for reinforced cement concrete work, including pumping of R.M.C. from transit mixer to site of laying, excluding the cost of centering, shuttering, finishing and
reinforcement, including cost of admixtures in recommended proportions as per IS : 9103 to accelerate / retard setting of concrete, improve workability without impairing strength
and durability as per direction of the Engineer ‐ in ‐ charge.
NOTE‐ (1) Cement content considered in this item is @ 350 kg/cum. Excess/ less cement used as per design mix is payable/ recoverable separately.“ (2) Fly ash conforming to grade I
of IS 3812 (Part‐1) only be used as part replacement of OPC as per IS : 456. Uniform blending with cement to be ensured in accordance with clauses 5.2 and 5.2.1 of IS:456 ‐2000 in
the items of BMC and RMC ‐ All works above plinth level upto and including floor V level
322
Cum
26
Providing and laying in position ready mixed M‐30 grade concrete for reinforced cement concrete work, using fly ash and cement content as per approved design mix, and
manufactured in fully automatic batching plant and transported to site of work in transit mixer for all leads, having continuous agitated mixer, manufactured as per mix design of
specified grade for reinforced cement concrete work, including pumping of R.M.C. from transit mixer to site of laying, excluding the cost of centering, shuttering, and
reinforcement, including cost of admixtures in recommended proportions as per IS : 9103 to accelerate / retard setting of concrete, improve workability without impairing strength
and durability as per direction of the Engineer in ‐ charge. NOTE‐ (1) Minimum Cement content shall be @ 340 kg/cum. Excess/ less cement used as per design mix is payable/
recoverable separately. “(2) Fly ash conforming to grade I of IS 3812 (Part‐1) only be used as part replacement of OPC as per IS: 456. Uniform blending with cement to be ensured in
accordance with clauses 5.2 and 5.2.1 of IS:456 in the items of BMC and RMC – for all works up to plinth level except pile cap. Approved make of materials are furnished in Specific
requirements of work – 32644‐12‐DA‐003
260
Cu.m
27
Providing and laying in position ready mixed M‐30 grade concrete for reinforced cement concrete work, using fly ash and cement content as per approved design mix, and
manufactured in fully automatic batching plant and transported to site of work in transit mixer for all leads, having continuous agitated mixer, manufactured as per mix design of
specified grade for reinforced cement concrete work, including pumping of R.M.C. from transit mixer to site of laying, excluding the cost of centering, shuttering and reinforcement,
including cost of admixtures in recommended proportions as per IS : 9103 to accelerate / retard setting of concrete, improve workability without impairing strength and durability
as per direction of the Engineer in ‐ charge. NOTE‐ (1) Minimum Cement content shall be @ 340 kg/cum. Excess/ less cement used as per design mix is payable/ recoverable
separately. (2) Fly ash conforming to grade I of IS 3812 (Part‐1) only be used as part replacement of OPC as per IS: 456. Uniform blending with cement to be ensured in accordance
with clauses 5.2 and 5.2.1 of IS:456 ‐ in the items of BMC and RMC – for all works above plinth level . Approved make of materials are furnished in Specific requirements of work –
32644‐12‐DA‐003
114
Cu.m
18
19
20
21
22
23
24
Acid proof lining after cleaning the cement finished surface well with water and allowing to dry, brushing and removing all dust, apply two coats of approved quality bitumen based
primer conforming to IS. 1580 as per manufacture's specification, applying 12 mm thick asphalt membrane with hot melt asphalt free from filler conforming to IS. 1580, then laying
acid resistant tiles of class II quality conforming to IS. 4860 over a bed of 6 mm thick potassium based silicate cement mortar conforming to IS. 4832 ‐ part. I & 4441 and joints 5 mm
thick, raking the joints to full depth from the top surface, removing the raked‐out mortar and filling the entire depth of joints with Furan base resin cement mortar conforming to IS.
4832 ‐ part. II including acid washing curing etc. complete as per relevant IS. 4443 specifications at all heights. ‐ 230X112X38 mm or nearest size tile
Cement concrete work in 1:3:6 mix (1 Portland Pozzolana cement: 3 coarse river sand/manufactured sand: 6 20mm nominal size graded hard granite broken stones) including all
charges for mixing concrete, necessary shuttering, laying, consolidating, curing, removal of shutters, cost for bailing out of water, oil, liquid mud etc. from all sources in excavated
pits, trenches, etc. complete at all levels as per standard specifications and as directed by the Engineer in‐charge for foundation / levelling course etc. Approved make of materials
are furnished in Specific requirements of work – 32644‐12‐DA‐003.
Providing and laying in position ready mixed M‐35 grade concrete for reinforced cement concrete work, using fly ash and cement content as per approved design mix, and
manufactured in fully automatic batching plant and transported to site of work in transit mixer for all leads, having continuous agitated mixer, manufactured as per mix design of
specified grade for reinforced cement concrete work, including pumping of R.M.C. from transit mixer to site of laying, excluding the cost of centering, shuttering, and
reinforcement, including cost of admixtures in recommended proportions as per IS : 9103 to accelerate / retard setting of concrete, improve workability without impairing strength
and durability as per direction of the Engineer in ‐ charge. NOTE‐ (1) Minimum Cement content shall be @ 350 kg/cum. Excess/ less cement used as per design mix is payable/
recoverable separately. “(2) Fly ash conforming to grade I of IS 3812 (Part‐1) only be used as part replacement of OPC as per IS: 456. Uniform blending with cement to be ensured in
accordance with clauses 5.2 and 5.2.1 of IS:456 in the items of BMC and RMC – for pile caps . Approved make of materials are furnished in Specific requirements of work – 32644‐12
DA‐003
28
Providing and laying in position ready mixed M‐20 grade concrete for reinforced cement concrete work, using fly ash and cement content as per approved design mix, and
manufactured in fully automatic batching plant and transported to site of work in transit mixer for all leads, having continuous agitated mixer, manufactured as per mix design
of specified grade for reinforced cement concrete work, including pumping of R.M.C. from transit mixer to site of laying, excluding the cost of centering, shuttering, and
reinforcement, including cost of admixtures in recommended proportions as per IS : 9103 to accelerate / retard setting of concrete, improve workability without impairing
strength and durability as per direction of the Engineer in ‐ charge. NOTE‐ (1) Minimum Cement content shall be @ 300 kg/cum. Excess/ less cement used as per design mix is
payable/ recoverable separately. “(2) Fly ash conforming to grade I of IS 3812 (Part‐1) only be used as part replacement of OPC as per IS: 456. Uniform blending with cement to
be ensured in accordance with clauses 5.2 and 5.2.1 of IS:456 in the items of BMC and RMC – for yard concreting, drains, stairs. Approved make of materials are furnished in
Specific requirements of work – 32644‐12‐DA‐003
381
Cum
29
Reinforced cement concrete work of M25 grade for precast cover slab using Portland pozzolana cement containing more than 25% of fly ash, river sand / manufactured sand
conforming to IS 383 and 20mm nominal size graded hard granite broken stones including all charges for designing the mix, weigh batching, including installation of batching
plant at the designated location in the site premises or arranging RMC, mixing concrete, cost of adding concrete admixtures as required, transporting, formwork, laying,
vibrating, consolidating, curing with minimal use of potable water subject to provision of IS 456, handling, transporting, loading, unloading, keeping and fixing in position, at all
levels etc., complete but excluding cost of providing reinforcements. (Exposed surfaces of pre‐cast elements shall have good finish with no blemish or mark on the finished
surfaces) NOTE‐ (1) Minimum Cement content shall be @ 330 kg/cum. Excess/ less cement used as per design mix is payable/ recoverable separately. (2) Fly ash conforming to
grade I of IS 3812 (Part‐1) only be used as part replacement of OPC as per IS: 456. Uniform blending with cement to be ensured in accordance with clauses 5.2 and 5.2.1 of IS:456
in the items of BMC and RMC ‐for cover slabs (50mm to 100mm thick) on drain. Approved make of materials are furnished in Specific requirements of work – 32644‐12‐DA‐003.
18
Cum
30
Add for using extra cement in the items of design mix over and above the specified cement content therein.
31
Providing form work to cement concrete and RCC works with necessary plywood / steel sheet, steel joists, runners, struts, posts etc with adjustable spans and telescopic posts,
wooden planks for beam sides etc. including removal after completion /curing at all levels ‐ foundation footings, bases of columns and walls. for mass concrete with straight sides
32
158625
kg
635
Sqm
Providing form work to cement concrete and RCC works with necessary plywood / steel sheet, steel joists, runners, struts, posts etc with adjustable spans and telescopic posts,
wooden planks for beam sides etc. including removal after completion /curing at all levels ‐ foundation footings, pile caps, RCC kerb wall around pile cap, bases of columns and
walls. for mass concrete with circular sides
210
Sqm
33
Providing form work to cement concrete and RCC works with necessary plywood/steel sheet, steel joists, runners, struts, posts etc with adjustable spans and telescopic posts,
wooden planks for beam sides etc. including removal after completion / curing at all levels – Drain wall (any thickness).
1642
Sqm
34
Providing form work to cement concrete and RCC works with necessary plywood/steel sheet, steel joists, runners, struts, posts etc with adjustable spans and telescopic posts,
wooden planks for beam sides etc. including removal after completion /curing at all levels ‐ Suspended floors, roofs, landings, balconies and access platform
50
Sqm
35
Providing form work to cement concrete and RCC works with necessary plywood/steel sheet, steel joists, runners, struts, posts etc with adjustable spans and telescopic posts,
wooden planks for beam sides etc. including removal after completion /curing at all levels ‐ Lintels, beams, plinth beams, girders, bressumers and cantilevers
1113
Sqm
36
Providing form work to cement concrete and RCC works with necessary plywood/steel sheet, steel joists, runners, struts, posts etc with adjustable spans and telescopic posts,
wooden planks for beam sides etc. including removal after completion / curing at all levels ‐ Columns, Pillars, Piers, Abutments, Posts and Struts
46
Sqm
37
Providing form work to cement concrete and RCC works with necessary plywood / steel sheet, steel joists, runners, struts, posts etc with adjustable spans and telescopic posts,
wooden planks for beam sides etc. including removal after completion /curing at all levels ‐ Stairs, (excluding landings) except spiral‐staircases
11
Sqm
38
Supplying , fabricating, conveying and fixing reinforcement to RCC works at all levels with high strength deformed bars Fe500D grade Thermo Mechanically Treated (TMT) bars
conforming to IS 1786 including all charges for uncoiling and straightening rods, cutting rods, bending cold, placing in position and supplying & tying with black annealed tying
wire of 16 gauge, etc. complete. Approved make of materials are furnished in Specific requirements of work – 32644‐12‐DA‐003
469487
kg
39
Supplying, conveying fabrication and erection of MS single section members such as channels, guard rail, MS angle hand rails verticals, etc. with fixtures such as end stops, clamps,
bolts and nuts etc. including charges for cutting, splicing, drilling holes as required, fixing to lines and levels and cleaning thoroughly with power tools and painting with two coats of
red oxide zinc chromate primer ( one shop coat and one coat after fixing / erection) Approved make of materials are furnished in Specific requirements of work – 32644‐12‐DA‐003,
Refer painting specs for applying priming coats
99377
kg
40
Supplying and fixing MS inserts of all types fabricated out of MS plates, angles, channels, flats, rods, fabricated pieces, etc. in RCC / masonry works at all levels including all charges
for cutting, welding, fixing to lines and levels and painting the exposed surfaces with two coats of chemical resistant enamel paint of approved quality and colour over two coats of
red oxide zinc chromate primer, etc. complete Approved make of materials are furnished in Specific requirements of work – 32644‐12‐DA‐003, Refer painting specs for applying
priming coats
1337
kg
41
Providing and fixing mild steel round holding down bolts with nuts and washer plates complete to all lines and levels and applying petroleum jelly / grease after erection on exposed
surface of bolts to prevent corrosion
190
kg
42
Painting of structural steel work over priming coats (paid with the steel supply item) as follows:
a) One intermediate coat of Micaceous Iron Oxide epoxy paint of 70‐micron DFT
b) One coat of two pack polyamide cured epoxy finish paint of 40‐microns DFT
2778
Sqm
43
Supplying and fixing pultruded GRP gratings made of Isophthalic polyester resin containing glass fibre content not less than 60% and having fire retardant characteristics, of 38mm
height with I bar spacing not exceeding 40mm c/c and crossbars not exceeding 90 mm c/c, suitable for imposed load of 500kg/sqm of colour grey and designed for a max support
span of 1300mm over cable trenches / drains / stairs with bonded grit antiskid surface including fixing to the existing structural steel frames / RCC walls by means of SS hold down
clamps, locking arrangement etc. For step ladders, gratings have to be fabricated as per site measurement and shall be rigidly fixed to the existing structural by suitable locking
arrangement. 2 Piece locking system of size 700 wide (I‐bar) x 1mtr (Cross Rod) Length. The GRP material shall be fire retardant meeting ASTM E84 Class A with Flame Spread less
than or equal to 25 & Smoke Density ±200 and UV resistant meeting ASTM G154 with flexural strength not reducing by more than 7% on accelerated UV radiation exposure.
Approved make of materials are furnished in Specific requirements of work – 32644‐12‐DA‐003.
183
Sqm
44
Supplying and grouting pockets, base plates, etc. at all levels for static equipment / structural steel supports using non‐shrink grouts. Approved make of materials are furnished in
Specific requirements of work – 32644‐12‐DA‐0032.
2
Cum
45
Civil & Structural Design,Detailed Engineering and preparation of Good for Construction Civil & Structural drawings for the Phospohoric Acid tanks and Allied facilities as per the
Design philosophy and Design Basis for Civil & Structural Works and Tender Specifications.
1
LS
‐‐PRICES NOT TO BE FILLED IN HERE‐‐
SUB TOTAL
D
Elecrtical
SUB TOTAL
E
Instrumentation
SUB TOTAL
SUB TOTAL
TOTAL PROJECT COST
QUALITY
MANAGEMENT
SYSTEM
12ES001/18
CIVIL & STRUCTURAL WORKS
PAGE 1 OF 14
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
9.0.0
10.0.0
11.0.0
12.0.0
13.0.0
14.0.0
15.0.0
16.0.0
17.0.0
CONTENTS
SCOPE
CLASSIFICATION OF BUILDING AND GENERAL REQUIREMENTS
CODES AND DESIGN LOADS
SITE CLEARING, EARTH WOK, BACK FILLING
FOUNDATIONS
CONCRETE WORK
STRUCTURAL STEEL WORK
MASONRY WOK
ROOFING AND ROOFING TREATEMENT
DOORS, WINDOWS, VENTILATORS
FLOORING AND FLOORING FINISHES
FINISHING WORK
PROTECTIVE LINING
SANITARY AND WATER SUPPLY
ROADS
DRAINAGE SYSTEM AND CABLE TRENCHES
LIQUID RETAINING STRUCTURES
1.0.0
SCOPE
1.1.0
This document gives the engineering specification pertaining to Civil Engineering works.
This document is meant for attaching along with the turn key package for various works in
order to get uniform bid from the bidders to the extent possible. These specifications give the
general requirements for design and material classification for different works.
1.1.1
The specifications given are not conclusive an additions required in the specifications shall be
supplemented to suit to be project require meant by bidder mentioning the deviations and
additions in separate statement to be attached along with the bids.
1.2.0
1.3.1
1.3.2
1.3.3
1.3.4
1.3.5
1.3.6
1.3.7
1.3.8
1.3.9
1.3.10
1.3.11
1.3.12
1.3.13
1.3.14
1.3.15
The engineering specifications covered in this document are listed below.
Classifications of buildings and general requirements
Codes and design loads
Site clearing earth work, back filling
Foundations
Concrete works
Structural steel works
Masonry works
Roofing and Roofing treatment
Doors, Windows, Ventilators
Flooring and Flooring finishes
Finishing work
Protective lining
Sanitary and water
Roads
Drainage system and cable trenches
0
REV
01/09/2018
DATE
Revised & Issued for ISO 9001:2015
REVISION DESCRIPTION
FACT ENGINEERING AND DESIGN ORGANISATION
HOD (C)
PRPD
GM (E)
CHKD
GM (F)
APPRD
QUALITY
MANAGEMENT
SYSTEM
CIVIL & STRUCTURAL WORKS
12ES001/18
PAGE 2 OF 14
1.3.16 Liquid retaining structures
1.4.0 The contractor shall be responsible for the complete design of all civil structures of the project
mentioned in the bid document. Issue these specifications do not absolve responsibility of the
contractor with respect of the structural stability a suitable adoption of the engineering
specifications.
1.5.0 A brief specialization of the work along the approximate bill of quantities of major items of
work viz. RCC, Brick and rubble masonry and concreting ,doors and windows etc are to be
submitted by the bidder along with the offer.
1.6.0 Whenever civil scope drawings are issued along with these specifications all designs shall be
carried out to suit the civil scope drawing in addition to the engineering specification
1.7.0 In case civil scope drawing details and engineering specifications differ the details given in the
civil scope drawings shall be followed for the design.
1.8.0 The specification for different work / structures pertaining to a particular project shall be
provided in the data sheet “civil and structural works” (Ref. format No.12FT018) and shall
attached.
2.0.0
2.1.0
2.1.1
CLASSIFICATION OF BUILDING AND GENERAL REQUIREMENTS
CLASSIFICATIONS OF BUILDING
Type A
RCC Framed structure with masonry walls
2.1.2 Type B
Building with RCC floor /roof supported on load bearing wall
2.1.3 Type C
Building with steel column steel roof trusses with AC sheet roofing Masonry walls etc.
2.1.4 Type D
As per Type a but with AC sheet cladding.
2.1.5 Type E
As per Type C but with RCC columns
2.1.6 Type F
As per Type C but with AC sheet cladding.
2.2.0 GENERAL REQUIREMENTS FOR BUILDINGS
2.2.1 The clear height of building shall not be less than 2.75 m generally. The size of a building
shall not be less than 9.50m² where there is only one room and where there are two rooms
one shall not be smaller than 9.50m² and other not less 7.50m². Minimum width shall be 2.4m.
2.2.2 The size of bath rooms shall not be less than 1.5m x1.20 or 1.8m² the combined bath room
and water closet shall have a floor area of not less than 2.80m² with a minimum width of 1.2
m a water closet area of 1.1 m². The height of bath room or water closet shall not be less than
2.2 m.
2.2.3 Every bath room or water closet shall have at least one wall open to external air and shall not
open in to a kitchen by a door or any other opening.
2.2.4 Rooms used as control rooms, MCC, compressor rooms etc. shall be provided with two doors
2.2.5 Minimum width of stairs shall be 1 m
2.2.6 The minimum width of treads without nosing shall be 25 cm for internal stairs.
2.2.7 Minimum rise for stairs shall be15cm for stairs of public building and residential building and
18 cm for stairs of plant buildings.
2.2.8 Minimum treads of stairs shall 30cm for public buildings and 25cm for plant buildings
2.2.9 The minimum clear head room in a passage under a stair case landing and the minimum
clear head room in stair case shall be 2.20m.
2.2.10 Hand rails shall be provided with in a minimum height of 100cm and shall be firmly supported
2.2.11 Sump, Tank, Pit, or openings in ground or in a floor shall be covered or fenced securely.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
QUALITY
MANAGEMENT
SYSTEM
CIVIL & STRUCTURAL WORKS
12ES001/18
PAGE 3 OF 14
2.2.12
2.2.13
2.2.14
2.2.15
Minimum width of steel ladder shall be 45 cm.
Maximum spacing of rungs for steel ladder shall be 200 mm.
where the height of steel ladder exceeds 2.4m cages shall be provided.
all rails on which a travelling crane moves shall be of proper size and adequate strength. The
rail shall have an even running surface .Every such rail or track shall be properly laid and
adequately supported.
2.2.16 General requirements of building are not conclusive and shall satisfy the prevalent
municipal/statutory bodies’.
3.0.0
3.1.0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
3.2.0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
CODES AND DESIGN LOADS
The design of structures foundations, etc. shall be as per latest relevant IS codes. Items not
covered in the IS codes can be designed based on other international codes like BS codes
American codes etc. or other accepted engineering practices some of the relevant IS codes
for designs are listed below.
Structural safety of buildings loading standards
IS 875(Part I to IV)
Earthquake resistant design of buildings
IS1893
Plain and Reinforced Concrete
IS 456
Concrete structures for storage of liquid
IS 3370(Part I to IV)
Design of reinforced concrete shell structures and folded plates
IS 2210
Designs of reinforced concrete chimneys
IS 4998
Design of reinforced concrete bins (silos) for Bulk food grain storage
IS 4995
Structural safety of buildings masonry walls
IS 1905
Structural safety of building foundations
IS 1904
Design and construction of spread o foundation
IS 1080
Design and construction of machine foundation
IS 2974(Part I to V)
Design and construction of raft foundation
IS 2950
Design and construction of pile foundation
IS 2911 (Part I to IV)
Basic requirement of water supply, drainage and sanitation
IS 1172
Water supply in buildings
IS 2065
Design and construction of septic tanks
IS 2470
Building drainage
IS 1742
Structural steel in general building construction
IS 801
The materials used, construction practices, testing procedures etc. shall also conform
relevant IS codes. Only tested quality material shall be used. Some of the relevant codes for
commonly used materials and construction practices are listed below.
earthquake resistant construction of building
IS 4326
Cold twisted steel bars
IS 1786
Mild steel and medium steel bar for reinforcement
IS 432(Part I)
Fabric for concrete reinforcement
IS 1556
Structural steel
IS 226
Burnt clay building bricks
IS 3495(Part I to IV)
Hollow light weight concrete block
IS 2185(Part I)
Specifications for concrete masonry unit
IS 2185 (Part II)
Construction of stone masonry
IS 1597(Part I & V)
Brick work
IS 2212
Preparation and use of masonry mortars
IS 2572
Construction of hollow concrete bock masonry
IS 2572
Plastic pipe work for water supply
IS 7634(part I to III)
LDPE pipe for portable water supply
IS 3076
HDPE pipe for portable water supply
IS 4984
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
QUALITY
MANAGEMENT
SYSTEM
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
3.30
3.4.0
3.4.1
3.4.2
3.4.3
3.4.4
3.4.5
3.4.6
CIVIL & STRUCTURAL WORKS
12ES001/18
PAGE 4 OF 14
Unplasticised PVC pipes for portable water supply
IS 4985
Construction of refuse duct for malty storied Building
IS 6924
Cement and cement lime plastic finishes
IS 1661
Painting concrete masonry and plastered surface
IS 2395(Part I & II)
Painting in ferrous metals in buildings
IS 1477(Part I&II)
White washing & colour washing
IS 6278
Laying in situ concrete flooring
IS 2571
Selection of industrial floor finishes
IS 4971
Aluminium doors, windows and ventilators
IS 1948
Aluminium doors for industrial building
IS 1949
Steel door, windows and ventilators
IS 1038
Steel windows for industrial building
IS 1361
Timber door, windows and ventilators frame
IS 4021
Timber panelled and glazed shutters
IS 1003 (Part I&II)
Acid resistant bricks
IS 4860
Chemical resistant mortars
IS 4832(Part I to II)
The list of given is not conclusive. Related codes and other relevant codes published by the
Burro of Indian standards shall be used along with the engineering specifications.
DESIGN LOADS
Design loads
In addition to dead ,live, wind or earth quake loads as per Indian standard codes, the building
and structures shall be designed for additional loads due to cranes mono rails equipment
(including impact and vibrations if any) platforms etc.., as per actual requirements.
Load combinations
Load combinations shall be as started in a relevant Indian standard and recommendations
and combinations specified by the equipment supply if any.
Wind and Earth quack loads
Unless otherwise specified wind and earth quack effect on structures on structures shall be
analysed based on relevant Indian standard codes and necessary modification factors may
be applied according to specific recommendations , if any
Dynamic loads
Whenever dynamic loads act on a structure the effect same shall be considered in the design
along with the static live and wind or earth quack load.
Analysis of Structures
Frame analysis shall be carried out for all framed structures. All connections shall be moment
connections. However bracing may be provided wherever deemed necessary incase of the
above.
In case of computer aided analysis /designs all relevant backups such as load calculation
flow charts , computer dates etc.., shall be furnished . Computer outputs shall be in clear
easily understanding able formats and shall be submitted in proper bound volumes.
4.0.0
4.1.0
4.2.0
4.3.0
SITE CLEARANCE, EARTH WORK AND BACK FILLING
The specification covers the requirements regarding site clearances, earth work back filling
etc. to be done at site.
Excavation shall be carried out to true line and levels in all type of soil except hard rock
requiring blasting.
When hard rock is encountered the surface shall be levelled/benched as directed by the
engineer- in- charge
All arrangements for drainage to keep the pits dry and required dewatering to be included in
the quoted rate.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
QUALITY
MANAGEMENT
SYSTEM
4.4.0
4.5.0
4.6.0
CIVIL & STRUCTURAL WORKS
12ES001/18
PAGE 5 OF 14
All shoring and strutting required for holding the size of excavation from collapse to be
included in the quoted rate
Removal of rubbish, slush, etc. from site to be included in the rate.
Back filling to be carried out using selected earth from excavation of good sand brought from
outside.
5.0.0
FOUNDATIONS
This specification covers the requirement governing design of foundations of varies
structures.
5.1.0 All designs shall be done based on relevant Indian standard codes.
5.2.0 All foundations shall be done designed to suit the soils conditions. For this purpose the bidder
may visit the site and get familiarized with soil conditions by conducting soil exploration work,
if necessary. When soil investigation reports are available, the design is to be done as
recommended in the report.
5.3.0 All underground pits, slumps, etc, shall be designed to take care of the uplift forces due to
buoyancy.
5.4.0 All foundations shall rest on firm original ground.
5.5.0
Unless otherwise recommended in the soil investigation report, all foundations shall extend
at least 60 cm below natural ground level. On rock or weather resisting natural ground,
removal of top soil may be all that is required. Foundations in any type of soil shall go below
the zone significantly weakened by root holes or cavities produced by burrowing animals or
worms.
5.6.0
If the sub soil is of aggressive nature sulphate resisting cement shall be used for
foundations/ underground structures.
5.7.0
The size, thickness and concrete mix for building and equipment foundations shall be
capable to transfer the load on the sub soil.
5.8.0
PCC 1:4:8 shall be used for leveling course, except for liquid retaining structures. The
thickness of leveling course shall be 80mm and minimum 150mm thick when used as
structural element. Leveling course below liquid retaining structures shall be of 1:3:6 mix
5.9.0
The minimum cover of 75mm shall be provided for foundations pockets to the edge of
foundations.
5.10.0 The foundations for machinery and allied equipment shall be designed as recommended by
equipment suppliers. Provision for isolation pads, vibration dampeners, bearing pads,
springs etc, shall be provided as per equipment manufacturers drawing.
5.11.0 For dynamic loaded foundations grouting shall be with non-shrink, high strength, free flow,
cementitious grout like Conbextra GP1, Shrinkkomp, etc. for static loaded foundation,
grouting shall be with cement grout or jelly concrete sand grout.
6.0.0
6.1.0
6.2.0
6.3.0
CONCRETE WORKS
This specification covers the requirements governing the design of concrete structures for
buildings, equipment foundations, storages, chimneys, etc.
All design shall be done based on the relevant Indian standard codes.
DESIGN CRITERIA
All design shall be carried out based on relevant IS codes and sound engineering practices.
The structure shall be designed based on the correct evaluation of all loads imposed on the
structure. The static equilibrium of the structure must be adequate against the different type
of loading.
MINIMUM THICKNESS AND DIMENSIONS
Minimum thickness of various components of the structure is given below.
Floor slabs including slabs on ground
10cms
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
QUALITY
MANAGEMENT
SYSTEM
6.4.0
6.5.0
6.6.0
6.6.1
6.6.2
6.6.3
6.7.0
6.7.1
6.7.2
6.7.3
6.8.0
6.8.1
6.9.0
6.9.1
6.9.2
7.0.0
7.1.0
CIVIL & STRUCTURAL WORKS
PAGE 6 OF 14
Column footing
15cms
Underground pit slab walls
50cms
Minimum dimension of beam / column
200mm
Levelling course
80mm
Minimum cover reinforcement shall be as per provisions in relevant IS codes. However for
works against earth faces, corrosive environment, etc., the cover shall be increased by
30mm than the code provisions.
MINIMUM HEIGHT OF PLINTH / PEDESTAL.
The minimum height of plinth / pedestal above finished grade or floor level shall be as
follows.
1. Building plinth
300mm above nearest road or pavement level
2. Pedestals / encasements for structural columns
Open area
300mm
Covered area
150mm
3. Pedestals for all equipment
Open area
as required but not less than 300mm
Cover area
as required but not less than 150mm
4. Stair pedestal
150mm
5. Ladder pedestal
150mm
GROUTING
For structural columns as required but not less than 25mm
For equipment as required but not less than 25mm
The specification for grout shall be either 1:1 cement grout or readymade non shrink grout to
suit the type of equipment to be grouted.
CONCRETE MIX
Levelling course of mix not leaner than1:4:3 shall be provided under foundations other than
water retaining structures.
M 15 or higher grade concrete shall be used for RCC works. When nominal mix is adapted
minimum concrete mix shall be1:2:4. Under any circumstances minimum cement content
shall not be less than 330 kg/m^3.
Richer concrete mix shall be adopted wherever required to suit the design requirement.
REINFORCEMENT RODS
The reinforcement rods for concrete shall be as follows.
Main bars in columns, footings,
Cold twisted steel bars.
slabs, foundations, etc.
Lateral ties, stirrups, etc
Cold twisted steel bars/mild steel
bars.
Reinforcement for floors
Mild steel bars/steel fabric
EXPANSION JOINTS
Expansion joints in concrete structures shall be provided as per relevant IS code provisions
at suitable intervals. Bitumen impregnated fiber boards of approved manufacture as per IS
1838 shall be used as fillers for expansion joints. The gap between the expansion joints
shall be thoroughly cleaned and the bitumen fiber boards placed in position as per
manufacturer’s specification.
The expansion, contraction and construction joints, etc. for water retaining structures shall
be provided as per the codal provisions. All water bars specified shall be PVC.
STRUCTURAL STEEL WORKS.
This specification covers the requirements governing the design of steel structures.
All design shall be done based on the relevant Indian standard code.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
12ES001/18
QUALITY
MANAGEMENT
SYSTEM
7.2.0
7.3.0
7.4.0
7.5.0
7.5.1
7.5.2
7.5.3
7.5.4
7.6.0
7.7.0
7.8.0
7.9.0
7.9.1
7.9.2
8.0.0
8.1.0
CIVIL & STRUCTURAL WORKS
PAGE 7 OF 14
MINIMUM THICKNESS OF STEEL
For gussets, stiffeners, plate guides, etc.
8mm
For base plates
10mm
SLENDERNESS AND DEPTH RATIO.
The slenderness ratio of main members in tension and compression shall be in accordance
with IS 800. The following limiting ratios of depth to span shall be considered as general
guide.
Trusses
1/10
Rolled beams and girders for ordinary Floors and rafters
1/24
Supporting floor beams for vibrating Machinery
1/15
Roof purlins and girts
1/45
Cable columns
1/30
Gantry girders (rolled sections)
1/15
Gantry girders (built up)
1/12
CONNECTIONS
The connections shall be welded as far as possible. Field connections shall be made with
black bolts for ladders, hand rail posts, stair stringers removable members and floor plates,
platform forming members 200mm and under in size, purlins, girts and minor pipe support
members that require not more than three bolts per connection. The minimum size of bolts
shall be 16mm unless limited by the size of the connected parts.
MATERIAL
Unless otherwise specified, steel or hot rolled structural shapes and plates shall conform to
IS 226 / 2062.
Steel tubes for structural purpose shall conform to IS 1161.
High Strength bolts shall conform to IS 3757.
Bolts shall conform to IS 1367.
ERRECTION LOADS
All loads to be carried by the structure or any part if it due to storage or positioning of
construction material and erection equipment including all loads due to operation of such
equipment shall be considered as erection load. Proper provision shall be made including
temporary bracings to take care of stresses due to erection loads. The structure as a whole
and all part of the structure in conjunction with temporary bracings shall capable of
sustaining this erection load without exceeding the permissible stresses. Dead loads, wind
loads and all such parts of live load as would be imposed on the structure during the period
of erection shall be taken as acting together with the erection load.
TEMPERATURE EFFECTS
Expansion and contraction due to changes in temperature on the material of a structure
shall become decisive in design and adequate precautions shall be made for such effects.
FLOOR COVERING
Gratings or chequered plates shall be used for covering .gratings / chequered plates shall
be designed for a full live load plus a point load of 500kg minimum.
PAINTING, GALVANIZING, FIRE PROOFING
All fabricated structural steel, unless galvanized shall receive a shop coat of primer and
painted as per specification.
Steel which is to be fire proofed (marked FP on design drawings) shall be fabricated
unpainted and shall be given a coat of cement wash before encasement in fire proofing
material.
MASONRY WORKS
This specification covers the requirements governing design of masonry structures.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
12ES001/18
QUALITY
MANAGEMENT
SYSTEM
8.2.0
8.3.0
8.3.1
8.3.2
8.3.3
8.3.4
8.3.5
8.4.0
8.4.1
8.4.2
8.4.3
8.4.4
8.4.5
8.5.0
8.5.1
8.5.2
8.5.3
9.0.0
9.1.0
9.1.1
9.1.2
9.2.0
9.2.1
9.2.2
CIVIL & STRUCTURAL WORKS
PAGE 8 OF 14
All design shall be based on relevant Indian standard codes.
RANDOM RUBBLE MASONRY
The minimum thickness of wall / foundation shall be 38 cms.
The thickness shall be determined based on the loading and its slenderness ratio as per the
codal provisions.
The mortar for the masonry shall be 1:6 cement mortar.
All exposed faces of rubble masonry shall be pointed with cement mortar 1:3.
Wherever plastering is required the same shall be of cement plaster 1:4 mix, 15 mm thick.
BRICK MASONRY
The minimum thickness of wall shall be 20cm for load bearing walls and 10cm for partition
walls.
The thickness shall be determined based on the loading and slenderness ratio as per codal
provisions.
The mortar for the masonry shall be in cement mortar 1:6 for thickness 20cm and above and
1:4 for thickness 10cm.
All fair faces of masonry shall be plastered with cement mortar 1:4 mix 12mm thick and
rough surfaces with cement mortar 1:4, 15mm thick.
Minimum strength of bricks used shall be of class 35.
GENERAL REQUIREMENTS.
Points of concentrated stress involved such as corners, openings and interesting where
cracking is likely to occur shall be strengthened with steel reinforcement or PCC 1:2:4 mix.
The thickness of load bearing walls shall be sufficient at all points to keep the combined
stresses due to live, dead and other loads within permissible limits.
Where high strength bricks are used richer mix cement mortar shall be used.
All doors, windows and ventilator openings shall be provided with RCC lintels of required
thickness.
ROOFING AND ROOF TREATMENT.
This specification covers the specification to be followed for providing roofing ad roof
treatments for different structures.
ROOFING
RCC roof
Minimum thickness 10cm and grade M 15. Slope of 1/200 shall be provided for flat roofs. An
integral coat of cement plaster in cement mortar 1:3 average 6 mm thickness to be done on
the top of slab.
AC sheet roofing
Unless otherwise mentioned the thickness of roofing sheet shall be 6 mm. Slope of the roof
shall not less than 18 degrees. Half round a cave gutter with down shall be provided. Bolts
for fixing AC sheets shall be GI with rubber capping to prevent seepage. Wherever
necessary specials such as barge board, corner pieces apron piece, north light curve,
ventilation curve, etc., shall be provided. Where natural lighting is required not less than 2%
of the area shall be provided with translucent FRP sheets (1mm thick).
WATER PROOFING OR WEATHER PROOFING.
Type 1
Provide six course water proofing treatment using tar felt (type 3, gade1) and residual blown
bitumen and provided with 50 mm thick hollow clay tiles set in cement mortar and joints
sealed with bitumen compound grade A.
Type 2
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
12ES001/18
QUALITY
MANAGEMENT
SYSTEM
CIVIL & STRUCTURAL WORKS
12ES001/18
PAGE 9 OF 14
Water proofing treatment using admixtures like “ALGIPROOF” as per manufacturer’s
specification and provided with 50mm thick hollow clay tiles and joints sealed with bitumen
sealing compound.
10.0.0
10.1.0
10.1.1
10.1.2
10.2.0
10.2.1
10.2.2
10.2.3
10.3.0
10.3.1
10.4.0
10.4.1
11.0.0
11.1.0
11.2.0
11.3.0
11.4.0
DOORS / WINDOWS / VENTILATORS.
This section covers the specification to be followed for various types of Doors, Windows and
Ventilators.
STEEL DOORS, WINDOWS AND VENTILATORS.
This shall be made of standard section conforming to IS 1038 or hollow metal frames
sections confirming to IS 4351. Necessary fixtures such as mortice lock for door closers etc
shall be provided.
For control rooms like MCC, control room, etc., minimum 2 doors shall be provided on
opposite sides.
ALUMINIUM DOORS, WINDOWS AND VENTILATORS.
This shall be made of aluminum box or Z section confirming to relevant IS codes. The
sections used shall be of approved brand and design. Necessary fixtures like mortice lock,
handles, peg stays, floor spring, etc. shall be provided.
For control rooms, MCC and operations area like pump house, compressor house, DG set
room etc. glazing provided shall be of 5.5 mm thick wire glass.
For air conditioned rooms air lock facility shall be provided if specified.
ROLLING SHUTTERS.
For storage god owns, ware houses and plants where equipment are to be taken, steel
rolling shutters of required size confirming to IS 6248 shall be provided.
WOODEN DOORS, WINDOWS AND VENTILATORS.
The timber shall be used as specified. Only well-seasoned timber shall be used. The frames
shall be of minimum 100 x 70mm. The shutters used shall be one of the followings.
1.
Panelled shutters for doors with 100 x 35 mm frames, 18 mm panel and bottom rail
with 150x35mm. There shall be a minimum of 5 panels per shutter.
2.
Flush door shutter of block board core construction, 35 mm thick with teak veneered
face.
3.
For windows and ventilators the shutter shall be glazed with 70 x 80 mm frames and
4 mm thick plain or ground glass. When specified, necessary window bars / grills of
approved design shall be provided.
4.
For toilet PVC doors (PVC frames and shutter) of approved make or steel paneled
shutter doors shall be used as specified.
FLOORING AND FLOOR FINISHES.
This section covers the specification to be followed for different flooring and floor finishes
works.
Type 1
150 mm thick macadam sub base, over which 150 mm thick PCC 1:3:6 mix finished with
20mm cement mortar 1:3.
Type 2
150 mm thick macadam sub base over which 100 mm thick PCC 1:3:6 finished with 25 to 40
mm thick IPS.
Type 3
150 mm thick macadam sub base and 100 mm thick RCC floor with reinforcement of 20
kg/m^3 and finished with 6 mm integral coat of cement mortar 1:3.
Type 4
150 mm thick PCC 1:4:8 mix, finished with 20 mm thick plastering 1:3 and a floating coat.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
QUALITY
MANAGEMENT
SYSTEM
11.5.0
11.6.0
11.7.0
12.0.0
12.1.0
12.1.1
12.1.2
12.1.3
12.2.0
12.3.0
12.3.1
12.3.2
12.3.3
12.3.4
12.3.5
12.3.6
12.3.7
12.3.8
12.3.9
CIVIL & STRUCTURAL WORKS
PAGE 10 OF 14
Type 5
100 mm thick PCC 1:4:8, finished with 20 mm thick. terrazzo tiles of approved design
(minimum mosaic thickness 6 mm) set in cement mortar 1:5, 18 mm thick.
Type 6
100 mm thick PCC 1:4:8 finished with 7 mm thick approved brand ceramic tiles set in
cement mortar 1:3 and using cement grout and joints finished with tile mate or equivalent.
Type 7
100 mm thick PCC 1:4:8 finished with 20 mm thick cement plaster in two coats mixed with
red oxide at 3.5 kg/bag of cement and polished.
FINISHING WORKS
This section gives the specification to be followed fir various finishing works.
PLASTERING
Type 1
Plastering to brick masonry, minimum 12 mm thick, using cement mortar 1:4.
Type 2
Two coats plastering to brick masonry works, minimum 20 mm thick and 3 mm second coat
Type 3
Plastering to underside of RCC with cement mortar 1:3, 10 mm thick
DADOING
7 mm thick ceramic tile dadoing over plastering for a height of 15 m from floor level using
approved brand tile.
PAINTING
Type 1
Painting with two or more coats of water proof cement paint approved brand and shade over
a coat of cement primer.
Type 2
Two coat of plastic emulsion paint (medium quality) of approved brand and shade over a
coat of primer.
Type 3
Two coats of oil bound washable distemper of approved brand and shade over a coat of
primer.
Type 4
Two or more coats of white washing / color washing with quick lime mixed with strainer.
Type 5
Two coats of Zinc chromate primer and two coats of approved quality and shade synthetic
enamel paint for steel structure.
Type 6
Two coats of Zinc chromate primer and two coats of approved quality and shade chemical
resistant enamel paint for steel structures.
Type 7
Two coats of Zinc chromate primer and two coats of approved quality and shade chlorinated
rubber paint for steel structures including surface preparation by sand blasting / rubbing with
emery paper.
Type 8
Two coats of approved quality epoxy paint over two coats of primer as per the
manufacturer’s specification for steel structure including surface preparation using sand
blasting / rubbing with emery paper.
Type 9
Two coats of approved quality wood primer and two coat approved quality and shade
synthetic enamel paint for wood work including surface preparation.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
12ES001/18
QUALITY
MANAGEMENT
SYSTEM
CIVIL & STRUCTURAL WORKS
12ES001/18
PAGE 11 OF 14
12.3.10 Type 10
Two coats of poly Urethane (clear) mat finish over primer coat as per manufacturer’s
specification including surface preparation.
12.4.0 FALSE CEILING
12.4.1 Type 1
False ceiling using 4 mm thick plain AC sheets on steel frame work
12.4.2 Type 2
False ceiling using 4 mm thick plain AC sheet on Aluminum frame work
12.4.3 Type 3
False ceiling using 4 mm thick plain AC sheet on wooden frames
12.4.4 Type 4
False ceiling using 12 mm thick pre laminated phenol formaldehyde bonded particle board.
12.4.5 Type 5
False ceiling using enameled aluminium folded panels 5 mm thick using panel carries panel
clips, suspenders etc, of approved make like ‘LUXALOL’ and approved shape.
13.0.0
13.1.0
13.2.0
13.3.0
13.4.0
13.5.0
14.0.0
14.1.0
14.1.1
14.1.2
14.1.3
14.1.4
PROTECTIVE LINING
This section covers the specification for various types of protective linings used for different
purposes.
TYPE 1
40 mm thick acid/alkali resisting lining (class 2) over bitumen primer 10 mm mastic
membrane, potassium base silicate cement molten base and joints filled with phenolic resin
cement 20 mm depth.
Type 2
40 mm thick acid/alkali resisting lining (class 2) over bitumen primer 10 mm mastic
membrane, potassium base silicate cement molten base and joints filled with CNSL.
Type 3
Epoxy lining 3 mm thick with hardener resin filled mix of approved make as per
manufacturer’s specification
Type 4
50 mm thick mastic lining over bitumen primer
Type 5
Bitumen sand mix lining 25 mm to 50 mm thick using residual blown type bitumen and
course sand
WATER SUPPLY AND SANITARY WORKS.
This section covers the general requirements regarding the design of water supply and
sanitary works.
WATER SUPPLY
All external water lines shall be of HDPE class 4 quality with required fittings laid through
trenches with earth cushion.
All internal water lines shall be of PVC class 4 quality pipes. Wherever possible internal
water lines shall be concealed
The size of various pipes shall be designed taking n to account the water required, pressure
at supply point, minimum residual pressure at a discharge of (0.35 kg/cm^2), height of
building pressure drop due to various losses, etc. The C valve of the pipe may be taken as
per supplier’s specification.
Isolation valve, gun metal wheel valve, confirming to IS shall be provided for isolating the
water mains at branching points and at different floor levels so that repair works can be
attended by isolating such portion.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
QUALITY
MANAGEMENT
SYSTEM
14.1.5
14.1.6
14.2.0
14.2.1
14.2.2
14.2.3
14.2.4
14.2.5
14.2.6
14.2.7
14.2.8
14.2.9
14.2.10
14.2.11
14.2.12
14.2.13
14.2.14
14.2.15
14.2.16
14.2.17
14.2.18
14.2.19
15.0.0
15.1.0
15.1.1
15.1.2
15.1.3
15.1.4
CIVIL & STRUCTURAL WORKS
PAGE 12 OF 14
When uninterrupted water supply is not available, overhead water tank (PVC) of required
capacity (minimum 1000 liters) shall be provided. Provision of scour, over flow, etc. shall be
provided.
Where sufficient pressure is not available for water necessary sump tank with pumping
arrangement shall be provided with overhead water tank.
SEWAGE LINES
All sewage lines outside the building shall be of glazed stone ware with a minimum diameter
of 100 mm.
Inspection chambers with RCC cover slabs shall be provided at all junctions.
The outlets for closets and urinals shall be connected to inspection chambers located as
close as possible to the building.
Building outlets from water closet and urinals only shall be taken to the septic tank.
Outlet from washbasins, sinks, bath rooms, etc. shall be connected to the drains through a
chamber.
When separate drainage scheme is provided all effluents can be connected to the same.
All internal outlets of washbasin, closets, sinks, etc. shall be of PVC Class 1 minimum 75
mm.
Necessary floor traps, gully traps (PVC shall be provided for all fittings like wash basin,
urinal, toilet, bath room, etc.)
Necessary ventilation pipe 75 mm dia. PVC with ventilating cowls and mosquito proof net
shall be provided.
External sewage lines shall be provided with manholes located not more than 30 m and at
all junctions/change of directions.
When the change of elevation is more than 1.5 m drop man holes shall be provided.
Wherever necessary septic tanks of required capacity provided as per the relevant IS codes
with provision for soak pit/dispersion trench.
All toilet fittings required like water closet, urinals, wash basin, low level flush tank, etc., shall
be of approved quality and make vitreous chinaware. Unless otherwise specified all fitting
shall be of white colour.
Necessary fittings such as pillar cock, stop cock, waste coupling of basin shower heads and
connection pipes with nuts shall be of best quality chromium plated brass.
Towel rails shall be of anodized aluminium.
Wash basin shall be provided with 4 mm thick mirror (size 450 mm x 300 mm) with plywood
backing.
Soap trays of vitreous china ware to be provided for bath rooms.
Urinals shall be of wall mounted front lipped urinal. Where urinal partitions are required it
shall be of marble slab 25 mm.
The finished floor level of toilet shall be kept 20 mm below the adjoining floor level by
providing necessary sunken slabs.
ROAD WORK
This specification covers the requirement governing the design and specification for roads.
All design shall be done based on the relevant Indian standard codes and high way
manuals.
ROAD DIMENSIONS
Width of primary roads
:
as specified
Width of secondary roads
:
as specified
Inside edge turning radius for primary roads
:
6500 mm
Road camber
a
IBM road
1/30 to 1/48
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
12ES001/18
QUALITY
MANAGEMENT
SYSTEM
15.1.5
15.1.6
15.1.7
15.1.8
15.1.9
15.2.0
15.2.1
15.2.2
15.3.0
15.3.1
15.4.0
15.5.0
15.5.1
15.6.0
16.0.0
16.1.1
16.1.2
16.1.3
16.1.4
16.1.5
CIVIL & STRUCTURAL WORKS
PAGE 13 OF 14
b
Bituminous road
1/48 to 1/60
c
Concrete road
1/70 to 1/80
Maximum drop of from centre to edge : 150mm
Ruling gradient on plan ground
: 1/30
Limiting gradient on plain ground
: 1/20
In embankments RCC guards stone 250mm dia shall be provided on either side of the road
at minimum spacing of 3 meters.
Culverts shall be designed for IRC loading depending on the type of road.
WATER BOUND MACADAMSUB BASE (SOILING)
In filled up soil and black cotton soil WBM sub base shall be done using 90 mm to 40mm
size stone for a thickness of 230 mm
In cutting area where soil is loose WBM sub base shall be done using 90mm to 40mm size
stone aggregate for a thickness of 150 mm. WBM sub base need not be provided where soil
is ordinary rock/ hard laterite/hard rock.
WATER BOUND MACADAM BASE COURSE (METALING)
Provide and lay water bound macadam base course with stone aggregate 63mm to 40mm
including sorting spreading to template and consolidating with road roller complete including
spreading and consolidating blinding material 115 mm thick.
WBM BASE COURSE (REMATALLING)
Provide and lay WBM base course over scarified metalled surface with stone aggregate 50
mm to 20mm size, 75 mm thickness
BITUMEN SURFACE FINISHING
Bitumen concrete surfacing
Provide and lay 50 mm thick bitumen concrete surfacing using stone aggregate 4.8 m³
(60% 25 mm nominal size ) per 100m² and course sand 40% 20mm nominal size per 100
m² and course sand 2.4 m³ per 100m² provided. With host S90/A90 or equivalent bitumen
approved quality at 56 kg/m³ of stone aggregate and 128 kg/ m³ of sand over a tack coat
of 0.75kg/m³ including finishing, etc. complete.
CONCRETE SURFACE FINISH
The reinforced cement concrete surfacing shall be done using M15 mix concrete, 150 mm
thick. The concrete shall be reinforced using welded fabric if the width of the carriage way is
more than 4.5 the concreting shall be done strip viz a longitudinal joints shall be provided in
the centre. Along the length of the road joints shall be provided every 15 m. The joints shall
be20mm wide and shall be filled with the pre moulded expansion joints strips. A levelling
course of 80mmthick shall be provided below the reinforced slab using 1:4:8 concrete
mixes. The surface of the road shall be rough finished.
BUILDING AND STORM WATER DRAINAGE
The rain water collected from the roof shall be connected to the storm water drainage
system.
Sufficient number of down water pipes shall be provided to drain out the water from the roof
depending upon the roof area and intensity of rain fall.
The minimum diameter of down water pipes shall be 100mm and shall be of PVC.
Drains shall be laid under the building only in unavoidable circumstances.
Where it is necessary to lay drain under a building, following conditions shall be satisfied
A
Pipe shall be of cast iron
B
The drain shall be laid in a straight line at a uniform gradient
C
Means of access in the form of materials shall be provided at each and immediately
outside the building.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
12ES001/18
QUALITY
MANAGEMENT
SYSTEM
CIVIL & STRUCTURAL WORKS
12ES001/18
PAGE 14 OF 14
16.1.6
All drain pipes shall be designed to discharge three times of the dry weather flow flowing
half full with a minimum self-cleaning velocity of 0.75 m/second.
16.1.7 Storm water drains outside the building shall be rubble or brick with 15 mm thick cement
plastering of 1:4 mix two coats for rubble masonry and 12 mm thick cement plastering of
1:4 mix two coats for brick masonry drains RCC drains of mix 1:2:4 can also adopted.
16.1.8 Effluent drains shall be suitably lined if required based on process requirement.
16.1.9 The minimum slope of drains shall be 1/300. Cover slabs with adequate thickness and
reinforcement shall be provided at road crossing and at places specified to suit project
requirement.
16.1.10 Reinforced cement concrete or cast iron pipe of suitable diameter with sufficient earth
custom can also be provided depending on the conditions outside the building.
16.2.0 CABLE TRENCHES
16.2.1 Cable trenches shall be provided inside the plant building and outside the plant buildings to
suit the Electrical requirements.
16.2.2 The cable trenches are usually constructed either in brick masonry or reinforced cement
concrete depending on the size of cable trenches and space availability. For brick masonry
cable trenches the bed slab shall be of cement concrete 1:3:6 mix 150mm thick.
16.2.3 For fixing cable racks in cable trenches 150 x 150 x 8 mm thick MS insert plate shall be
provided in the side wall of RCC cable trenches in brick masonry cable trenches the insert
shall be provided by giving by giving 200 x 200 mm size
16.2.4 Reinforced cement concrete cover slabs or chequered plate of suitable size and thickness
shall be provided as specified.
16.2.5 A bed slope of 1/400 provided
17.00
17.1.0
17.2.0
17.3.0
17.4.0
17.5.0
17.6.0
17.7.0
17.8.0
LIQUID RETAINING STRUCTURES
This section covers the requirements governing the specifications to be followed for design
and construction of liquid retaining structures
Design be conforming to IS 3370 Part I to IV (latest)
M20 grade concrete with minimum cement concrete of 363 kg/m³ or 1:1 ½:3 nominal mixes
shall be used.
for tanks resisting on grounds 1:3:6 mix levelling course shall be provided.
The provisions regarding expansion joints, construction joints bitumen painting above
levelling course etc. shall be made as per code.
PVC water bars 230 mm wide shall be used where ever necessary.
All embedded parts such as nozzles, pipes, bolts, etc shall be provided at the time of
concreting.
Plastering with cement mortar 1:4, 10 mm thick mixed with admixtures like impermo, acco
proof, etc shall be provided for inside hydro test only.
All leaks or wetting noticed during hydro test shall be rectified as per approved methods,
using approved materials.
FACT ENGINEERING AND DESIGN ORGANISATION
12FT012/18
NOTES:-
32644-13-PS-001
TECHNICAL SPECIFICATION FOR ELECTRICAL INSTALLATION
PAGE 1 OF 1
TPS NO.
32644 - 13 - PS - 001
STATUS
ENQUIRY
ORIGINATING DEPT.
R0
COMMITMENT
ELECTRICAL
P.O / W.O NO.
PROJECT
Construction of Phosphoric Acid storage tank at Q10 berth W. Island
LOCATION
WILLINGTON ISLAND
CLIENT
M/s.FACT-CD
PURCHASER
M/s.FACT-CD
VENDOR
00FT004 / 14
ITEM:
SUPPLY AND INSTALLATION OF ELECTRICS
0
06-06-2020
Original issue
SM
IK
IK
REV.
DATE
DESCRIPTION
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
CONTENTS
TECHNICAL SPECIFICATION FOR ELECTRICAL
INSTALLATION
ELECTRICAL
DEPARTMENT
S.No.
00FT011 / 14
1.0
Doc. No.
32644-13-PS-001
Page 1 of 2
No. of
Pages
Description
Rev. No. with
Issue
1
2
3
TECHNICAL
DOCUMENTS
1
32644-13-PS-001 SIW
Schedule of work- supply and installation of
electrics
1
1
2
32644-13-PS-001 SW
Scope of work & special requirements
4
0
3
32644-13-PS-001 SPL
Specification for erection, testing & commissioning
10
-
4
32644-13-PS-001-INS
Scope of Inspection and Tests
4
0
5
00ES001/01
Vendor Data Submission Procedure
3
-
6
32644-13-PS-001-VDI
Vendor Data Index
1
7
32644-13-TS-001VDR ELEC
Vendor Data Requirements
4
0
8
13ES900/14
Engg Specification – General Requirements for
Electrics
4
-
9
32644-13-DA-90001
Data sheet – General Requirements for Electrics
1
0
10
13ES924/14
Engg Specification-Electric for Turnkey Installation
10
-
11
32644-13-DA-924-01
Data Sheet- Turnkey installation
5
0
12
32644-13-TP-924-01
Technical particularsinstallation
Electric
6
0
13
13ES906/14
Engg
Specification
Switchboards
–
16
-
14
13ES 930/14
Engineering Specification-Cables
2
-
15.
13ES 911/14
Engg. Specification-Push button station
3
16.
13ES910/14
Engg. Specification-Medium Voltage Induction
Motor
6
-
17
13ES914/14
Engg specification for fabrication of cable trays
and structural steel
2
0
18
13ES915/14
Engg. Specification – Cabling Installation
4
-
19
13ES916/14
Engg. Specification – Earthing
4
-
20
13ES927/14
Engg. Specification-Lighting Installation
6
-
21
32644-13-PS-001 SV
Sub Vendor List
2
0
22
32644-13-PS-001 CS
Compliance Statement
1
-
0
06.06.20
REV.
DATE
ORIGINAL ISSUE
DESCRIPTION
for
Turnkey
Medium
Voltage
SM
IK
IK
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
4
ELECTRICAL
DEPARTMENT
CONTENTS
TECHNICAL SPECIFICATION FOR ELECTRICAL
INSTALLATION
32644-13-PS-001
Page 2 of 2
2.0
Drawings
1
32644-13-SD-00101
Single Line Diagram of Power Distribution(typical)
1
1
2
32644-13-PL-00501
Overall Power Layout (typical)
1
1
3
32644-13-GE-00251
Typical arrangement of cable riser
1
0
4
32644-13-GE-00252
Typical arrangement of over head cable tray
1
0
5
32644-13-GE-00253
Typical arrangement of earthing junction plate
1
0
6
32644-13-GE-00254
Typical details of buried cables
1
0
7
32644-13-GE-00255
Typical details of cable trench section
1
0
8
32644-13-GE-00256
Earthing connection details(typical)
2
0
9
32644-13-GE-00257
Arrangement of canopies for outdoor devices
(Typical)
2
0
10
32644-13-GE-00258
Typical arrangement of copper bonded electrode
earth pit
1
0
FACT ENGINEERING AND DESIGN ORGANISATION
SCHEDULE OF ITEMS OF WORK
ELECTRICAL
DEPARTMENT
32644‐13‐PS‐001SIW R0
TECHNICAL SPECIFICATION FOR ELECTRICAL INSTALLATION
SL No
DESCRIPTION OF ITEM
AMOUNT
QTY UNIT
Rate
(₹)
1.0.0
415V,35MVA.TPN, Motor Control Centre(MCC)
2
415V, 4Way 3phase Lighting Distribution board in cast aluminum enclosure, light fittings
including all accessories and welding socket outlets
1
LS
1
LS
1
LS
1
LS
4
Local Control Stations for ON/OFF control of MV motors in , weather proof, cast Aluminium
enclosure with canopies .
Cables and Cabling
5
Earthing and lightning protection
6
GRP/FRP cable trays and structural steel items
Excavation and back filling for cable trenches and supply of brick and sand for cable laying
purposes.
1
LS
1
LS
Miscellaneous items like GI pipes, insulation mats , danger notice plates, resuciation charts
cable router marker testing of motors,cutting of roads, concrete, etc
1
LS
7
8
Total
Amount(₹)
1
LS NOT TO BE FILLED IN HERE‐‐
‐‐PRICES
TOTAL
Say
0 06.06.20 SREENATH.M-DM(Elec)
REV DATE
PREPARED
Page 1 of 1
IGST
(₹)
ELECTRICAL
Supply, Erection, Testing, Commissioning and Handing over of following electrical equipment
as per scope of work detailed below.
1
3
Amount
(₹)
INDULEKHA.K-DGM(Elec)
CHECKED
INDULEKHA.K-DGM(Elec)
APPROVED
FACT ENGINEERING AND DESIGN
ORGANISATION
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
SCOPE OF WORK & SPECIAL REQUIREMENTS
32644-13-PS-001SW
R0
Page 1 of 4
DEPARTMENT
1.0
INTRODUCTION
1.1
M/s.Fertilizers and Chemicals Travancore Ltd (FACT) a Govt. of India Undertaking is planning for
constructing two numbers of Phosphoric acid tanks and associated facilities at Q10 berth area
Willington Island.This requisition is issued for the supply and installation of electrics envisaged for
above work
2.0
SCOPE OF WORK
2.1
The scope of work of this requisition covers the design, and detailed engineering, procurement,
manufacturing, testing at works, supply, dispatch, storage, handling erection, testing and
commissioning of all electrics required for the package, fully conforming to standards and
specifications.
Scope of work shall also cover preparation and submission of documents and handing over of the
installation as per enclosed details, specifications, data sheets, schedule of items of work,
drawings, etc. Power supply at 415V,250A,TPN,50Hz will be made available by the client at the
existing MCC/ MV Switch board located in the substation building. Further distribution of power
supply shall be carried out by the contractor. Cables shall be laid though over head GRP cable
trays inside substation building. Cables shall be laid through GRP cable trays wherever pipe
supports,building walls etc are available. Cables shall be laid through buried cable trenches
wherever pipe bridges are not available. Cables to drive motors shall be taken through GI conduits
in paved area.RCC hume pipes shall be used for laying cables at road crossings.MV switch
board/MCC under the scope of contactor shall be located in the Heavy equipment workshop.Drive
motors for acid transfer pumps and sump pump,feeders for lighting and two numbers of welding
socket outlets for tank area etc. shall be fed from above switch board.ON,OFF and trip indications
of pumps shall be made available at the existing control room.
Bidder shall furnish Load list, single line diagram of power distribution, cable schedule, cable sizing
calculations, power layout, earthing layout and lighting layout drawings etc for the approval of
consultant/client.
All the drawings shall be submitted to Owner/ Consultant for approval. However, approval of the
drawing shall not relieve the LSTK contractor from its responsibility of delivering the project as per
tender terms & conditions.
Weather proof and acid resistant well glass LED type light fittings shall be provided for the stairs
and hand rails of tanks.WP and acid resistant type LED flood lights shall be provided on the top of
the tanks for illuminating area around dyke wall and roads.
Two numbers of copper bonded type earth electrodes shall be provided near heavy equipment
workshop for earthing MV switch board and lighting distribution boards.Local Control stations ,drive
motors ,Junction boxes etc shall be earthed in duplicate and shall be connected to earthing system
. All steel structures, tanks, vessels, pipes, pipe joints, valves etc. shall be earthed against
static charge accumulation .Separate earth pits shall be provided for tanks.Earth pits shall
be interconnected and shall be connected to nearest existing earth pits using 150 sq.mm
PVC covered Aluminium conductor cable. Hoods (using aluminium sheet) shall be
provided for drive motors and local control station located in outdoor area as per the
drawing enclosed with the tender documents.
2.2
The Electrics include the following but not limited to the following
0
2-6-‘20
ORIGINAL ISSUE
SM
IK
IK
REV
DATE
DESCRIPTION
PRPD
CHKD
APPRD
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
SCOPE OF WORK & SPECIAL REQUIREMENTS
DEPARTMENT
32644-13-PS-001SW R0
Page 2 of 4
Supply and installation of MV switch boards/MCC.
Testing and commissioning of MV motors
Supply and installation of Local control stations (push button stations), welding receptacles etc.
Supply and installation of 650/1100V,XLPE insulated,PVC sheathed armoured,FRLS aluminium &
650/1100V,XLPE insulated PVC sheathed armoured FRLS copper cables ,
Earthing and lightning protection
Lighting including supply and installation of lighting fixtures, DBs etc.
Supply and installation of GRP cable trays and steel structural supports
Miscellaneous civil works
Supply and installation of miscellaneous items
Providing service personnel
Preparation of detailed drawings and documents for approval
Furnishing vendor drawings for approvals for supply items
Preparation of drawings
Site test reports
Rendering necessary assistance and preparation of documents for statutory approval covering all
Electrical installation
2.3
Installation work is inclusive of supply of erection materials, hardware, consumables and sundry
items required for the installation.
It is the responsibility of the bidder to supply and install all items, that are incidental and
necessary for the completion of the installation, whether specifically mentioned or not, so that
the installation complies with the standards and regulations specified.
2.4
Associated civil and structural works such as chipping, plastering, grouting, minor brick and
concrete works, excavations, fabrication, painting and any other work necessary for completion
of the installation shall be included in the scope of work. Separate charges shall not be applicable
for the above unless otherwise indicated in Schedule of items of Work.
2.5
The bidder shall furnish all labour (supervisory, skilled, unskilled and administrative), transport
vehicles, generator sets, welding machines, gas cutters, erection tools and tackles, cleaners,
crimping devices, blow lamp, handling equipment, testing equipment, etc, and any other
such equipment necessary for installation, testing and commissioning, at no extra cost to the
purchaser.
2.6
It is the responsibility of the bidder to pay wages and salaries to the persons employed and ensure
that all labour rules and acts are complied with. Contributions, fees, etc. necessary in this
regard shall be paid and the bidder shall maintain all necessary records.
2.7
All consumable materials such as insulation tape, cleaning and paint brushes, welding
electrodes, rust preventive materials, jute, cotton waste, hacksaw blades,
bolts, nuts,
corrosion inhibitive grease, fuel, lubricants, etc and any other material required for carrying out
the work shall be included in the scope of the bidder.
2.8
Work shall be started and carried out in accordance with the terms and conditions, approved
drawings, specifications and requirements as set forth in this document and instructions of the
purchaser or his authorised representative from time to time.
2.9
Where supply of materials are involved, the scope shall include design, manufacture, assembly,
testing, and inspection at works, packing and delivery at site.
2.10
Testing and commissioning works include calibration, all pre-commissioning tests, checking of all
wiring and connections for power, control, metering,
protection, alarm, annunciation, lighting, and earthing. Testing and commissioning of all the
equipment covered in this contract shall be carried out as per relevant standards or as directed by
the purchaser.
2.11
Bidder shall carry out clearing of all construction waste materials and loose earth, which might
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
SCOPE OF WORK & SPECIAL REQUIREMENTS
DEPARTMENT
32644-13-PS-001SW R0
Page 3 of 4
have collected in and near the work site consequent to execution of the work under this
contract. Also all temporary structures erected by the bidder shall be removed.
3.0
STATUTORY APPROVAL
3.1
It shall be the responsibility of the bidder to ensure that complete installation supplied and/or
erected by him fully meets with the relevant standards, Acts, Rules, Regulations, etc applicable.
Also it shall be the responsibility of the bidder to obtain approval of statutory authorities like
Electrical Inspectorate.
3.2
Preparation of any additional drawings/documents required for obtaining statutory approvals
including those of Electrical Inspectorate, Central Electrical Authorities(CEA,Chennai), etc other
than what is supplied along with this specification shall be included in the scope of the bidder.
Any major deviation in the power distribution scheme envisaged for the project, which may not be
acceptable for the statutory bodies, shall be pointed out in the offer submitted.
3.3
Any modification/rectification required by the Purchaser/ Electrical Inspectorate resulting from the
improper installation by the bidder or to make the same in full conformity with the relevant
standards, Acts, Rules, Regulations, etc applicable for the installation shall be carried out by the
bidder, without any extra cost to the Purchaser.
4.0
DRAWINGS AND DETAILS ENCLOSED WITH THE TENDER
4.1
The drawings enclosed are only typical for the guidance of the bidder to formulate the bid and to
furnish his rates and prices
4.2
Preparation, completion and handing over the documents and updating the drawings to "AS BUILT"
status as per requirement and direction of purchaser/Engineer-In-Charge shall be included in the scope
of bidder
4.3
All the available data have been furnished in this requisition. If any other
required, the bidder shall obtain the same from purchaser
data is additionally
5.0
CONSTRUCTION POWER
5.1
The bidder shall make their own arrangement for construction power, unless otherwise stated
elsewhere.
6.0
CONTRACTOR'S LICENSE
6.1
The bidder shall possess a valid and competent Electrical Contractor License (class
A)issued by the State Electricity Licensing Board for carrying out electrical installation
works in the State where project site is situated.
6.2
True copies of the relevant pages of the Electrical Contractor License possessed by the
Bidder shall be furnished along with the technical offer for substantiating the validity and
scope of the license.
6.3
The license shall be produced for verification on request by the purchaser.
6.4
All wiremen, electricians, and supervisors engaged by the bidder for the above work shall
possess necessary valid license issued by State Electricity Licensing Board. These shall be
made available for scrutiny of the Purchaser.
7.0
SPECIAL NOTES
7.1
All exposed MS parts included in the supply scope of the bidder shall be painted with two coats of
epoxy based paint over suitable primer at no extra cost to the purchaser.
The scope of work shall include painting feeder names, equipment numbers, circuit numbers,
etc., with suitable sized characters as directed by the Site-In-Charge on equipment,
7.2
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
SCOPE OF WORK & SPECIAL REQUIREMENTS
Page 4 of 4
DEPARTMENT
devices associated with this work at no extra cost.
shall be supplied free of cost by the bidder.
7.3
32644-13-PS-001SW R0
All materials required for the above
All mounting hardwares and external hardwares of electrical item shall be of stainless steel
considering installation in corrosive/saline atmospere near sea shore.
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 1 of 10
1.0
SCOPE
1.1
This specification covers the engineering requirements for erection/installation,
testing and commissioning of electrical equipments/items and its associated works.
2.0
3.0
STANDARDS
Erection, testing and commissioning of the equipment covered shall be done as per
standard codes of practice and shall comply with requirements of following Indian
standards and other relevant standards. Indian Electricity Rules and acts and also to
the regulations that are in force at the place of installation.
IS:335 : Specification of new insulating oil
IS :900 : Code of practice for installation and maintenance of induction motors
IS: 1255: Code of practice for installation and maintenance of power cables up to and
including 33KV rating
IS: 1866: Code of practice for maintenance and supervision of mineral insulating oil
In equipment.
IS: 5216 : Guide for safety procedures and practices in Electrical work
IS: 6792: Method for determination of electric strength of insulating oil.
IS: 9124: Code for maintenance and field testing of electrical relays.
IS:10028: Code of practice for selection ,installation and maintenance of
Transformers-part-2 installation
IS:10118:Code of practice for selection ,installation and maintenance for switch gear
And control gear-part-3 installation.
IS: 13408: Code of practice for the selection, installation and maintenance of
Electrical apparatus for use in potentially explosive atmospheres (other than
mining application of explosives Processing and manufacture).
REFERENCES
3.1
Following documents shall be read in conjunction with this specification:
- Scope of work and special requirements
- Engineering specification and Data Sheets of General Requirements
of Electrics.
- Engineering specification and Data Sheets of Cabling and earthing installation,
installation of outdoor switchyard equipments.
- Engineering specification of Lighting Installation and fabrication of cable trays and
structural steel.
- Drawing and other documents enclosed with the specification.
4.0
00F121A/14
4.1
GENERAL
The erection/installation testing and commissioning shall be carried out in accordance
with specifications ,data sheets, drawings, manufacturer’s recommendations, relevant
standards or as directed by Owner/Engineer-in-Charge. Requirements regarding
erection/installation, testing and commissioning of switch boards, transformers, motors,
0
06.06.2020
REV.
DATE
ORIGINAL ISSUE
DESCRIPTION
SM
IK
PRPD.
FACT ENGINEERING DESIGN ORGANISATION
IK
CHKD.
APPRD.
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 2 of 10
13F121A/14
push button stations, battery and battery charger etc. are generally explained herein. It
is the responsibility of the contractor to supply all equipments, items, accessories,
materials, tools, tackles, transporting and lifting vehicles, consumables etc. required for
unpacking, checking, transportation, storage, safe custody, installation, erection,
testing, commissioning, return of unused equipment/items which are supplied from
owner’s stores and handing over of the electrics to the entire satisfaction of the owner.
4.2
The erection scope shall include supply of all hardwares and accessories such as bolts,
nuts, washers, gaskets, cable termination accessories, lugs, paint, primer, sand etc.
required for completeness of the work. All consumable materials such as insulation
tape, cleaning and paint brushes, welding electrodes, rust preventive materials, jute,
cotton waste, hack saw blades, bolts, nuts, inhibitive grease, fuel, lubricants, etc. and
any other material required in carrying out the work but not for incorporation in to the
permanent work, shall also be included in the scope of contractor.
4.3
The equipment/items erected shall be handled with care by experienced riggers under
the guidance of a competent supervisor. Proper handling and transporting equipments
are to be used and dragging is to be avoided.
4.4
The equipment/items supplied by the Owner shall normally be kept at their stores. The
contractor shall inspect these items at the stores by unpacking the containers, if
necessary. Damages and short supplied items, if any found shall be reported to the
Owners representative in writing prior to taking delivery. The responsibility of safe
custody of these items after taking delivery and till handing over shall rest with the
contractor. Unused materials and containers shall be returned to the stores.
4.5
The items supplied by the Owner shall be transported from the point of storage to the
point of erection/installation using proper capacity transporting vehicles. The scope
shall include unpacking the containers, assembling parts, fixing loose items,
components, etc.
4.6
Materials supplied by the contractor or issued by the Owner shall be given suitable
protection against weather, dust and vermin. In storage places, equipments shall be
placed over wooden sleepers to keep them above ground.
4.7
Before carrying out erection/installation works of any item, proper care regarding
levelling, alignment, access to working parts, facilities for removing the items for repair,
statutory clearance, etc. shall be taken.
4.8
Foundation bolts, nuts, lock nuts, washers, etc. will normally be supplied by the
equipment supplier. Any further requirement of these items shall be under the scope of
contractor. The equipment shall be installed on the foundation bolts firmly such that
there will not be any vibration during operations.
4.9
The push button stations, power junction boxes, switches, isolators, etc. if any, shall be
mounted at convenient places like walls, columns, pedestals, cable rack supports, etc.
Pedestals where ever required shall be fabricated from the steel sections used for
fabrication of cable supports, racks, etc. and installed.
4.10
For mounting of equipment/items on the walls/columns/ supports, suitable MS/GI
brackets shall be fixed/ grouted.
4.11
Electrical connections shall be done with great care using spring washers, bimetallic
strips, conducting grease , etc. wherever required to ensure good contact without
creating undue stresses. Copper busbar joints shall be made after tinning the contact
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 3 of 10
13F121A/14
area. Supply of all required accessories or electrical connections shall be included in
the contractor’s scope.
4.12
Discrepancies if any found between drawings/statutory requirements and actual
conditions at the site, shall be immediately brought to the attention of owners
representative.
4.13
If any modification is found required in the wiring or to suit site condition the same shall
be carried out as per the instruction of the Engineer-in-Charge without any extra cost.
4.14
All equipments under erection shall be kept properly cleaned and free of dust, vermin,
moisture, etc.
4.15
After erection it shall be ensured that no foreign materials, tools or tackles are left in the
equipment. All unused cable entries, cutouts, etc. shall be sealed properly. For
hazardous area blanking plugs suitable for the area classification applicable shall be
used.
4.16
All tests shall be carried out in the presence of Owner’s representative and test shall be
recorded on an approved proforma duly certified. The records of all tests shall be
submitted to the purchaser’s representatives.
4.17
All interconnected wiring shall be checked thoroughly for correct connection with the
wiring, and schematic drawings of the manufacturer and the drawings supplied by
owner before energising.
4.18
All power and busbar connection shall also be thoroughly inspected and checked for
connections, foreign materials, tightness, etc. before energising the equipments.
4.19
All components within the main equipment shall be tested for proper performance and
correct operation before commissioning the equipment.
4.20
All labelling shall be checked for correctness.
4.21
All nuts, bolts, clamps, joints, connections, etc. shall be checked for tightness and
tightened wherever required.
4.22
All moving parts shall be checked for its correct movement and proper lubrication.
Apply lubrication wherever required.
4.23
All equipment containing liquid shall be checked for correct quantity filling and all
gaskets, walls, etc. shall be checked for leak proofness. Oil filling, if found required,
shall be done dry and clean oil. Gaskets shall be replaced if found required. The
condition of the oil shall be tested in accordance with I.S. 335.
4.24
It shall be ensured that all CT leads are loaded or shorted prior to testing and
commissioning.
4.25
Insulation tests shall be carried on all electrical devices, whether specifically mentioned
or not, as per this work after properly cleaning these devices.
4.26
All the relays and its settings after commissioning shall be furnished to owner detailing
relay type no., panel no. etc.
4.27
In case of any component of an equipment supplied by the owner is found to
faulty/unsuitable, the same shall be replaced by the new one issued by owner.
4.28
Parts of relays blocked for transportation should be released
manufacturer’s instruction.
FACT ENGINEERING AND DESIGN ORGANISATION
according to
13F121A/14
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 4 of 10
4.29
All relays, before installation, the rating, range and auxiliary supply voltages for the
relay should be checked against drawings/schematic/schedule.
4.30
Relays shall be checked and tested for insulation, pickup value, dropout value, timing,
polarity, directional unit sensitivity, stray torque check, slop characteristic, etc.
4.31
Local control stations, Distribution Boards (DBs), welding receptacles, etc. shall be
mounted at a height of 1.5M from operational floor, on pedestals/walls/structures etc.
by grouting/fixing suitable frames.
4.32
Polarisation test shall be conducted, wherever specified. The polarisation index is the
ratio of the 10 minutes resistance value to the 1 minute resistance value.
5.0
CIVIL AND STRUCTURAL WORKS
5.1
Miscellaneous civil works associated with the erection/ installation work such as
excavation, dewatering and refilling of earth work for earth pits and cable trench,
chipping, grouting, small cutting, etc on floors/walls/columns/structures and bringing
back the same to original finish, grouting of supports, providing suitable fixing
arrangements for cables, push button stations, DBs etc shall be included in the
rates quoted for erection of the respective items, unless specifically excluded in the
‘Schedule of Items of Work’.
5.2
All structural works associated with cabling, earthing, lighting, equipment erection
and supporting arrangements shall be included in the scope of the contractor. All the
welding and cutting works shall be carried out by certified welders.
5.3
Painting shall be done on all MS materials provided by the contractor such as base
channels, frames, supports,
pedestals, cable
trays/racks/risers, enclosures,
boxes, conduits, chequered plates, etc. Before painting the surface should be
thoroughly scrapped and cleaned to remove dust, grease, plaster or any other
foreign materials. It is the responsibility of the contractor to supply and install all
the required materials for painting including paint.
5.4
Cement concrete footing shall be provided for push button stations, cable
trays/racks/risers, pedestals, supports, etc. Footing shall be provided using 1:2:4 PCC
with 20mm broken stone. It is the responsibility of the contractor to supply and install all
materials such as cement, river sand, reinforcement rods, 20 mm broken stone, etc
without any extra cost to owner.
5.5
All concrete works and grouting shall be cured for a minimum period of 48 hours.
5.6
Necessary MS plate inserts will generally be provided by the purchaser on walls,
concrete slabs, beams columns, etc. Any additional requirement of MS plate inserts,
as required by Owner, on walls, concrete slabs, beams, columns, etc shall be under
the scope of the contractor. The inserts shall be provided by using MS plates properly
hooking using MS rods of sufficient diameter and welding this to the reinforcement
rods of concrete slabs, beams, columns, etc., as the case may be.
5.7
Chipping, grouting, etc., as recommended shall be done for completion and
installation work on the finished floor, wall, roof, etc. It is the responsibility of the
contractor to supply all necessary materials and to bring the disturbed surface to
the original finish.
5.8
Touch up painting of scratches found on equipment, other painted metallic surfaces,
galvanised structures, etc associated with this work is also included in the
scope of the contractor without any extra charge for same. Base steel structures shall
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 5 of 10
13F121A/14
be painted with 2 coats of epoxy primer and 2 coats of epoxy paint.
6.0
TRANSFORMERS
6.1
While taking delivery, transformers shall be examined for any sign of damage in transit.
Also ensure that all nuts/clamps are tightened properly. Transformers shall be handled
carefully. Transportation shall be done either by truck or trailer of sufficient capacity.
6.2
The transformers installation shall be carried out in accordance with IS:10028.
Transformer foundation/plinths will be constructed by purchaser/owner. Loose items
supplied along with the transformer shall be fixed in position as per manufacturer’s
drawings/documents/instruction manuals.
6.3
The transformer shall be transported or erected only with suitable capacity
vehicles/equipments. While lifting a transformer, ensure proper balance and that lifting
change does not interfere with any part of the transformers.
6.4
The transformer shall never be placed directly on the ground nor left without putting in
wheel stoppers.
6.5
The transformer shall be installed on the channels/plates/racks grouted to the floor.
6.6
The transformer shall be levelled, aligned and checked for free movement on the
wheels and stoppers shall be fixed to stop further free movement.
6.7
Verify whether all accessories supplied loosely are fitted up as per manufacturer’s
recommendations. Fix up loosely supplied CTs, if any as part of REF protection,
Earth leakage, etc. while fixing the cooling tubes, ensure that these tubes are flushed
with hot oil.
6.8
Whenever blanking plates are removed to fix detached parts such as bushing,
components, etc. a new gasket shall be used while fixing the same.
6.9
When the oil is despatched to site separately, it is usually in sealed drums. At the time
of filling the oil, it shall be ensured that the oil is filtered, clean and dry. The oil used for
filling or topping up shall comply with IS:335.
6.10
The condition of oil should be checked before use. Samples of oil from the
transformers should be taken from the bottom of the tank. When samples are taken
from drum, they should be taken from the bottom after the oil has been allowed to settle
at least for 24 hours.
6.11
Test the oil contained in the transformer and extra oil supplied for topping up for
dielectric strength and acidity as described in IS:335 and IS:6792.
6.12
Top of the transformer without the oil getting contaminated with dust and
moisture. Oil filling shall be done through the bottom drain valve with all air vents
opened to prevent formation of air pockets. The oil shall be filled through a stream
line oil filter using flexible metallic hoses. Flow of oil shall be reduced towards the final
stage to prevent internal pressure build up. After completion of oil filling, sufficient time
shall be allowed for the oil to spread all over and air bubbles to escape.
6.13
Ensure the electrical and earth connection are proper, Whenever gasketted flanges
are provided earth connection between flanges shall be provided to by pass fault
current flow.
6.14
Ensure that the valves in the oil path are open and drain valves are closed.
6.15
Ensure that
Buchholz,
temperature
and
level protections are operative and
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 6 of 10
13F121A/14
settings are proper.
6.16
Measure IR values of Transformer windings and control circuits using suitable Megger.
6.17
Identify the vector group of transformer, if necessary.
6.18
Conduct polarity test, insulations test, dielectric test, volume resistivity, acidity and
water content test, ratio tests on all tap positions, load tests, magnetic balance test, etc.
6.19
Measure polarisation index for transformers.
6.20
Conduct simulation test on Buchholz, temperature, oil level trip/alarm circuits.
6.21
Verify calibration of temperature and oil level indicators.
6.22
Complete details regarding the preparation of the transformer before initial charging
shall be supplied by the transformer manufacturer and design has to be strictly followed
by contractor. Transformer rated above 1MVA, when energised for the first time the
voltage should be built up gradually.
6.23
After energisation of the transformer, the following observation shall be made/recorded
for 24 hours on hour basis at no extra cost.
1. Current and voltage for each phase.
2. Over heating of any part of transformer
3. Abnormal noise or humming
4. Events of alarm and trip
5. No load and magnetising in rush current
6.24
If the transformer oil is found to have poor dielectric strength, the oil shall be
dried out as described in IS 10028. Normally the streamline filter shall be used for
drying up. The curve, Insulation Resistance and Temperature vs Time shall be
furnished. Before drying out check any oil leakage through bushings and radiators,
transformer tank is connected to earth temperature indicators are suitably calibrated,
capillary tube connection made to respective temperature indicators, etc. The dielectric
strength of oil should be tested using a standard oil test kit. The oil should withstand at
least 40 KV for one minute with the spear gap of 4mm as per IS:335. If the dielectric
strength is less than that specified above, oil should be cleaned, heated, filtered and
reconditioned properly till the above result is archived. Charges for filtering specified
“schedule of items of work” shall included charges for filtering unit provided by
contractor at site.
7.0
SWITCHBOARDS
7.1
The details of switch boards such as, appropriate overall dimension and weight etc. are
specified in the “Schedule of items of work”.
7.2
For convenience of packing and transportation, switch boards are sent from
manufacturer’s works in convenient shipping sections. Breakable items like meters,
relays etc. are sent separately. The contractor shall list out the items received and
listing out any damaged or short supplied items and furnish the same to
owner/Engineer-in-charge.
7.3
Grouting pockets are generally provided on the respective floors by owner. The
channels/bolts shall be rigidly grouted on the pockets of floor by contractor. Necessary
chipping, grouting, filling, painting etc. shall also be done by the contractor. Where
grouting pockets are not provided by the owner required pockets shall be made by
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 7 of 10
13F121A/14
contractor by chipping the floor at no extra cost.
7.4
The switch boards shall be installed on the foundation firmly such that there is no
vibration during tripping or closing of breaker/isolating devices. Interconnect the
terminals of cubicles/shipping section. Cable glands holes shall be drilled if required.
Blocking of moving parts provided for transportation shall be removed.
7.5
Great care shall be taken to ensure that the equipment has been installed correctly and
levelled properly before the holding down bolts are grouted to, thereby ensuring correct
operation of isolation mechanisms and jointing together the bus bars of the various
shipping sections.
7.6
The base channel required for mounting the panels shall be levelled and grouted to the
floor by chipping the floor to make a proper bonding surface, if required.
7.7
The switch boards shall be placed on the base channel, assembled, aligned and
levelled, so that bus bar jointing, breaker operation, inter-panel bolting, etc., can be
carried out freely. The fixing /grouting of the bolt shall be carried out only after
alignment and levelling. The foundation bolts shall be either grouted in the pocket
holes or tightened to the groove provided on the base channels as per manufactuer’s
recommendations.
7.8
Fix all loosely supplied components. Plug cut outs/opening in panels and seal off all
gaps by way of vermin proofing. All joints and connections shall be tightened.
7.9
All moving parts where required shall be lubricated. Petroleum jelly shall be applied to
all electrical contact surface at connection.
7.10
On no account should a power operated mechanism be operated by power until
operation by hand has proved it completely satisfactory.
7.11
While making connection to terminals, care should be taken to avoid undue strain on
insulators, bushings, etc. Joints and connections shall be checked for tightness and
tightening, if required. During connection, check should be made to ensure that the
ratings of current transformers and ratings of meters and relays should match. If
required necessary multiplying factor shall be stenciled on meters and adjustment of
setting made on the core of instrument transformers.
7.12
Verify name plates, wiring and components with drawings/bill of materials.
Discrepancies if any noticed shall be brought to the attention of the Engineer-InCharge.
7.13
Check breaker operation mechanism for proper operation.
Circuit breaker
mechanism should be checked against manufactures drawing to ensure that the setting
at works have not been distorted during transportation.
7.14
Internal cleaning of all panels and chambers of switch board thoroughly with the help of
vacuum cleaners and blowers.
7.15
Continuity of wiring, phase sequence and polarity of CTs and PTs shall be checked and
verified.
7.16
Wiring shall be checked thoroughly and done, if required, for correct connection with
wiring/schematic drawings of manufacturer/purchaser. Minor modifications, if any,
required in feeder wiring, providing shorting wires for unused remote stop/interlock
terminals etc. as per individual feeder interconnection wiring diagrams shall be done, at
no extra cost.
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
Page 8 of 10
7.17
All components including relays shall be tested for proper performance and correct
operation.
7.18
Test continuity, insulation, primary and secondary injection test on metering
instruments, protective relays, auxiliary contacts, etc. and calibrate meters according to
the instruction of the Engineer-in-Charge. Services of Testing Engineers, if required by
owner, shall be made available by contractor without any extra
7.19
Conduct primary injection test on Over current, Earth fault, REF, Differential Protection,
etc.
7.20
Conduct simulation tests on all protection, alarm, annunciation, interlock, breaker
and motor control circuits.
7.21
Megger test bus bars, breakers, insulators, PTs, control wiring, etc. using suitable
meggers.
7.22
High voltage tests on HV breakers and switchboards as per relevant IS.
7.23
If the insulation resistance value of switchboards are found to be lower than
acceptable limits dry out the switchboards in accordance with IS 10118 till the IR value
improves to safe value.
7.24
Set all the relays properly as per setting furnished by the Engineer-in-Charge.
7.25
Ensure that all the equipment has checked for assembly of circuit breaker and
mechanism, alignment of the complete unit, grouting of foundation, fixing of loose
instruments, adjustment of circuit breaker, contact travel, connection of interlocks, main
circuit and earth connection, wiring, etc. and its insulation thoroughly dried before
commissioning and energising.
8.0
MOTORS
8.1
Unless otherwise specified elsewhere, motors will be erected by other agencies.
8.2
Ensure that all accessories supplied along with the motors such as Temperature
sensors, Temperature indicators, Speed sensors, limit switches, pressure switches,
etc. are properly fixed and Ventilation and Cooling System of the motor are working
smoothly.
8.3
Conduct Mechanical and Electrical checks as per IS:900
8.4
As the motors are idle for a long period, the bearing covers should be removed and
grease in the housing pressed with thumbs between the racers of the bearing. If the
deterioration of greases is found, old grease should be removed and new grease
pressed in the bearing housings.
8.5
The contractor shall test the insulation resistance of the motor winding and direction of
rotation in the presence of Engineer-in-charge and ensure they are as per
requirements. Insulation resistance, currents on coupled and decoupled runs shall be
measured and recorded.
8.6
If motors are found to have low insulation value, the following methods shall be adopted
as instructed by Engineer-in-Charge, for improving the resistance value.
a) By applying low voltage with rotor locked
b) By blasting hot air from external source
8.7
13F121A/14
32644-13-PS-001SPL
Set right the motor protection relay correctly.
FACT ENGINEERING AND DESIGN ORGANISATION
13F121A/14
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 9 of 10
8.8
Run motors on no load for a period of 4 hours or as instructed by the Engineer-InCharge. During no load run record voltage, current, bearing temperatures at one-hour
intervals. The starting current shall be also be recorded.
8.9
If the no load runs are found satisfactory, run the motor on load and record
observations as mentioned above for 8 hours or as instructed by the Engineer- InCharge. In case of variable speed motors, variation of speed shall be checked and
regulation of speed noted. In case of motor operated valves (MOV’s), control panel
and all checking, testing, etc. shall be for the total unit as per manufacturer’s instruction
manual.
8.10
On completion of installation, the contractor has to submit a completion report as per
proforma given in Annexure-E of IS:900.
8.11
Any other test recommended by the manufacturers for special type of equipment like
variable speed motors, etc. shall be done.
8.12
All HV motors and MV motors rating 37 KW and above are provided with space
heaters, unless otherwise specified. HV motors are provided with main and star
terminal boxes. Motors rating 55KW and above are provided with star delta
starting/auto transformer starting.
8.13
For special type of equipment like variable speed motors, motor operated valves, etc.
any other special test and commissioning by the manufacturers shall be done without
extra cost to the owner.
8.14
Polarisation index test shall be conducted on HV motors.
9.0
BUS TRUNKING
9.1
The details of Bus Trunking such as rating, numbers off, etc. are specified in the
‘Schedule of items of work’. The details such as accessories, weight, etc. also
specified unless the supply of same is covered in contractor’s scope.. Bus trunking
shall be erected, tested and commissioned as per manufactures instruction manual or
as directed by their service engineers, as the case may be without any extra cost to
owner.
9.2
Bus trunking shall be supported from walls/roof slabs using hanger supports, tie rods,
wall brackets etc. Ensure proper supporting and levelling by checking with spirit level
and pendulum weight.
9.3
The bus duct shall properly meggered before starting installation.
9.4
Necessary cutout on walls, if required, shall be under the scope of the contractor. After
installation bus duct entry shall be completely sealed off.
9.5
Earth loops/earth coupler plates shall be provided between flanges/matting surfaces to
allow fault current to freely flow.
10.0
BATTERY SET & BATTERY CHARGERS/UPS SYSTEM
10.1
The battery erection scope shall include assembling the mounting frame, fixing
batteries, battery interconnections, etc.
10.2
Each shell shall be inspected for any damage of its positive plates, negative plates,
containers, etc. Cell shall be cleaned, properly reused with distilled water.
10.3
All the inter cell/inter tier connections, contact surfaces shall be applied with petroleum
jelly.
FACT ENGINEERING AND DESIGN ORGANISATION
13F121A/14
ELECTRICAL
DEPARTMENT
SPECIFICATION FOR ERECTION TESTING AND
COMMISSIONING
32644-13-PS-001SPL
Page 10 of 10
10.4
The testing and commissioning of the battery set shall include filling of electrolyte,
charging discharging, etc. as per manufacture’s recommendations.
10.5
Erection, testing and commissioning of UPS panels, battery charger panels, distribution
panels, etc. shall be carried out generally as per the requirements furnished for switch
boards.
10.6
Necessary distilled water required during charging to be supplied by the contractor.
10.7
All necessary safety precautions shall be taken while preparing electrolyte, ie. Goggle,
rubber, apron, gloves, etc.
10.8
Battery should discharged at specific rate after initial charging and recharge the battery
there after. Lamp load/resistance bridge required for discharge shall be under
contractor’s scope.
Record all battery voltage of each cell, specific gravity,
temperature, current during charging/discharging, after final charging the battery shall
be put on float charge. All the batteries shall numbered serially on the surface of
container with suitable red colour paint./acrylic sheet with black numbers engraved.
10.9
During the period of charging, unit shall not be overloaded and cells must be topped up
as often as necessary to prevent the electrolyte falling below.
10.10
The manufacturer will supervise testing and commissioning if so mentioned elsewhere
as desired by owner.
11.0
OTHER EQUIPMENTS
11.1
Other equipment such as capacitors, reactors, control panels, push button stations,
NGR, EHV switchyard equipments, circuit breakers, Isolators, Current Transformers,
Potential Transformers, Lightning Arresters .etc. shall be installed listed and
commissioning as per manufacturer’s instructions
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
SCOPE OF INSPECTION AND TESTS
(ELECTRICAL)
32644-13-PS-001INS
Page 1 of 4
R0
TPS NO: 32644-13-PS-001
ITEM
: Construction of Phosphoric Acid storage tank at Q10 W. Island
EQPT. NOS.:
The following inspection and test shall be conducted and records submitted
Sl.
No.
1.0
13FT924D/14
2.0
Description
Routine tests at Manufacturer’s works on all electrics (Motors,
cables,MV Switchboard/ Control panel,LCS etc) as per relevant
standards.
Physical verification at Manufacturer’s works for compliance with
purchase order specifications and approved drawings/
documents
Ins./test
Reqd.
Witness
Reqd.
Reqd
Reqd
Reqd
Reqd
3.0
Verification of CMRI certificates for electrics of Hazardous area
4.0
Tests at site
4.1
Pre-commissioning tests and commissioning tests as per
relevant standards
Reqd
Reqd
4.2
Insulation Resistance test
Reqd
Reqd
4.3
Primary and secondary injection tests on CTs and Relays
Reqd
Reqd
4.4
Checking power, control and earthing system and connections.
Reqd
Reqd
5.0
Other specific tests
5.1
Checking The Lightning Protection System
Reqd
Reqd
0
06.06.20
ISSUED FOR ENQUIRY
REV.
DATE
DESCRIPTION
Reqd
SM
SM
IK
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
Remarks
TECHNICAL
PROCUREMENT
SPECIFICATION
TPS NO.
ITEM
32644-13-PS-001 INS
SCOPE OF INSPECTION AND TESTS
Page 2 of 4
R0
32644-13-PS-001
: MEDIUM VOLTAGE SWITCH BOARDS
EQPT. NOS.:
The following inspection and test shall be conducted and records submitted
Sl.
No.
Description
Ins./test
Reqd.
Witness
Reqd.
1.0
Physical verification for compliance with P.O. spec., scope,
approved drawings & BOM
Reqd
Reqd
2.0
Routine tests
Reqd
Reqd
2.1
Power frequency Voltage dry tests on main circuits.
Reqd
Reqd
2.2
Voltage tests on control and auxiliary circuits
Reqd
Reqd
2.3
Measurement of resistance of main circuit
Reqd
Reqd
2.4
Mechanical operation test
Reqd
Reqd
2.5
Tests of auxiliary electrical and pneumatic devices
Reqd
Reqd
2.6
Verification of wiring
Reqd
Reqd
2.7
Electrical operation test
Reqd
Reqd
2.8
Megger test
Reqd
Reqd
2.9
Safety interlocks and protection against electric shock and short
circuits
Reqd
Reqd
2.10
Verification of CT ratio and polarity of CTs
Reqd
Reqd
2.11
Verification of nameplate information & marking
Reqd
Reqd
Reqd
Reqd
Reqd
Reqd
2.12
2.13
2.14
Remarks
Relay operation tests
Primary and secondary injection tests on panels and protective
gears
Separate testing of breaker operating mechanism and other
accessories
Type test certificates to
be furnished
3.0
Type tests
3.1
Impulse voltage dry test
3.2
Power frequency voltage dry test
3.3
a) Temperature rise tests of Switchboard
b) Temperature rise tests of Circuit breaker
0
REV. NO
02.06.2020
DATE
ISSUED FOR ENQUIRY
DESCRIPTION
SM
PREPARED
FACT ENGINEERING AND DESIGN ORGANISATION
IK
CHECKED
IK
APPROVED
TECHNICAL
PROCUREMENT
SPECIFICATION
TPS NO.
ITEM
32644-13-PS-001 INS
SCOPE OF INSPECTION AND TESTS
Page 3 of 4
32644-13-PS-001
: MEDIUM VOLTAGE SWITCH BOARDS
EQPT. NOS.:
The following inspection and test shall be conducted and records submitted
Sl.
No.
Description
3.4
Verification of dielectric properties
3.5
Verification of making and breaking capacity of breaker
3.6
Verification of temp. limits and characteristics of relays
3.7
Short time current tests on main circuits
3.8
Short time current test on earthing circuits
3.9
Mechanical operation test
3.10
Verification of degree of protection
Ins./test
Reqd.
Witness
Reqd.
FACT ENGINEERING AND DESIGN ORGANISATION
Remarks
R0
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-13-PS-001INS
SCOPE OF INSPECTION AND TESTS
Page 4 of 4
TPS NO.. 32644-13-PS-001
ITEM
: MEDIUM VOLTAGE INDUCTION MOTOR
EQPT. NOS.:
The following inspection and test shall be conducted and records submitted
Sl.
No.
Ins./test
Reqd.
Witness
Reqd.
Remarks
1.0
Physical verification for conformity with P.O. specifications and approved drawings
2.0
Routine test (as per IS), including the following:
2.1
Insulation resistance test
Reqd
2.2
High voltage test
Reqd
2.3
No load running test
Reqd
2.4
Locked rotor test
Reqd
2.5
Reduced voltage running test at no load
Reqd
2.6
Measurement of resistance of windings of stator
Reqd
2.7
Open circuit voltage ratio test
-
3.0
Type tests
Required test certificates shall be furnished
3.1
Dimensional check
3.2
Measurement of stator resistance and rotor resistance
3.3
No load running test at rated voltage
3.4
Open circuit voltage ratio test
3.5
Reduced voltage running test at no load
3.6
Locked rotor test
3.7
Full load running test
3.8
Temperature rise test
3.9
Momentary overload test
3.10
Over speed test
3.11
Tan delta test & polarization index test
3.12
Vibration & noise measurements
3.13
High Voltage test
4.0
Special tests (optional)
0
REV.
13FT910D/14
Description
08.06.20
DATE
ORIGINAL ISSUE
DESCRIPTION
SM
Required test
certificates shall be
furnished
-
IK
PRPD.
FACT ENGINEERING AND DESIGN ORGANISATION
IK
CHKD.
APPRD.
TECHNICAL
PROCUREMENT
SPECIFICATION
00ES001 / 01
VENDOR DATA SUBMISSION PROCEDURE
PAGE 1 OF 3
SCOPE
This document together with “VENDOR DATA REQUIREMENTS (VDR)” defines FEDO’s requirements for
vendor drawing and data for any enquiry, work order or purchase order.
Bidders unable to comply with these requirements must detail all exceptions in their proposal. The timely
delivery of quality drawings and data is as crucial as delivery of the equipment itself and hence the same shall
be strictly adhered to after commitment.
Failure to provide adequate preliminary data / drawing may render a proposal non-responsive and hence may
be rejected. After commitment failure to provide documents as per purchase order may delay progressive
payments and adversely affect future invitation to bids.
VENDOR DATA REQUIREMENTS (VDR)
FEDO will provide a partially completed VDR form along with each enquiry. This form explains group code of
the document, quantity of each document required and lead time for submission. Columns are available for the
vendor to fill in his deviations, if any, from FEDO’s requirements.
The vendor shall forward a filled-in VDR form along with his offer, if he has got any deviation from FEDO’s
requirements. In the absence of a filled-in VDR form along with the offer, it will be presumed that the vendor is
accepting FEDO’s requirements specified in the VDR.
CLASSIFICATION OF DOUCMENTS
Documents are classified based on their status and nature of content.
Status of documents:
Preliminary documents required along with the offer.
Documents to be submitted after commitment.
Final documents.
3.2.0. The documents are further classified into Groups A,B and C, depending on the nature of the
documents as explained below.
Group A requirements
These documents are urgent in nature and contains information that are required for proceeding with the
detailed engineering of surrounding/down stream equipments in the plant and hence are to be submitted on
priority basis.
Group B requirements
These documents are to be reviewed by FEDO for compliance with the purchase order / work order
specifications but are not essential for other engineering activities of FEDO.
Group C requirements
Documents in this group contains data / information / records which are final in nature and that are required for
the equipment user and need not be reviewed by FEDO.
PRPD.BY:
CHKD BY:
FACT ENGINEERING AND DESIGN ORGANISATION
APPRD BY:
ISSUED ON : SEPT
03
TECHNICAL
PROCUREMENT
SPECIFICATION
00ES001 / 01
VENDOR DATA SUBMISSION PROCEDURE
PAGE 2 OF 3
VENDOR DATA INDEX (VDI)
Vendor shall forward a filled up and updated VDI along with each vendor data transmittal. VDI shall list out all
documents that are being prepared for the particular order, their current revision status and indicate the
documents included in the present transmittal. A blank VDI is attached along with this document which shall be
used for this purpose.
QUALITY OF VENDOR DRAWINGS
vendor drawing and data shall be supplied in full size drawings, reproducibles and CDs as specified in the VDR.
All drawings / documents shall be clear, legible, right reading and made out of originals prepared in black ink.
English language and metric units shall be used for the preparation of all documents.
The documents shall be prepared n any of the following standard sizes.
A1: 594 mm x 840 mm
A2: 420 mm x 594 mm
A3: 297 mm x 420 mm
A4; 210 mm x 297 mm
All documents submitted to FEDO shall be folded into A4 size (210 x 297 mm) except originals/ reproducibles
which may be rolled. All reproducibles shall be in high quality polyester films. Soft copies shall be furnished in
CD for final drawings/documents.
Each drawing / document shall have a title block at the right hand bottom corner with the following information.
Name of Vendor.
Name of Project, Owner and location.
Name of Consultant: FEDO
FEDO Purchase Order Number.
Equipment name and number.
Drawing title.
Drawing number, revision and page number.
All drawings shall be drawn to some standard scales only and the same shall be indicated in the drawing.
The status of the document like “PRELIMINARY, FINAL, FOR REVIEW” etc. shall be stamped on all copies
forwarded to FEDO.
All documents shall have a block of 100 mm x 100 mm space left vacant for FEDO to put their stamp after review.
All drawing/document shall have a revision block explaining revision number, revision description, data of
revision, revision authorization etc. When the revised drawings are submitted all currently revised area shall be
clearly demarcated by clouding. Any revisions made on other parts of the documenting will not be reviewed by
FEDO.
When drawings are received back from FEDO with comments, vendor shall incorporate all the comments and
resubmit the same. If the vendor is not in a position to incorporate certain comment made by FEDO, then the
reason for such deviation shall be highlighted in the forwarding letter to FEDO.
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
00ES001 / 01
VENDOR DATA SUBMISSION PROCEDURE
PAGE 3 OF 3
The respective engineering specification and other purchase order spec. will explain
the minimum data / details required in various drawings. In the absence of any such information
in the purchase order documents, vendor shall follow the standard good engineering practices
in detailing the drawing.
CONDITIONS OF FEDO REVIEW
FEDO and / or its client reserve the right to review the vendor documents. FEDO’s REVIEW WITH OR
WITHOUT COMMENTS OF THE VENDOR DOCUMENTS SHALL NOT RELIEVE THE VENDOR OF
RESPONSIBILITY TO COMPLY WITH ALL PURCHASE ORDER TERMS AND CONDITIONS, including
all implied requirements relating to fitness for service and good engineering practices. Approval or
acceptance does not imply or infer any determination relating to compliance by the vendor with its full
responsibilities under the purchase order.
FEDO’s comments are limited to identifying requirements within the scope of the purchase order or
failure by the vendor to comply with the requirements of purchase order, as revealed by the limited
review. Oversights in the above limited review cannot be taken as approval for the vendor to deviate
from the purchase order conditions. FEDO reserve the right to point out any such deviations at any
stage of the order execution. The vendor shall comply with all such requirements without any price /
delivery implications.
FEDO review will be authorized by an official stamp as given below, properly filled and signed by the
concerned. Comments if any will be indicated in red ink or clouded in the case of copies of commented
drawings.
Appropriate comment in the ‘comments’ column and ‘status of review’ column will be marked.
Comment
Status of Review
As noted
Revise and resubmit for review
No comments
Proceed as noted and submit revised docs.
For records
Not reviewed
No further review required
Forward final docs. as per P.O.
All documents received in FEDO shall be dispatched after review within 15 days from the date of receipt.
Vendor shall notify FEDO of non receipt of reviewed documents in time immediately, to take corrective
actions.
The delivery of the equipment shall in no case be linked with the review of the vendor drawings and data
by FEDO. It is the sole responsibility of the vendor to execute the job as per the purchase order
conditions. If required the vendor shall depute his technical personnel to FEDO after submission of
documents for timely finalisation of documents.
FACT ENGINEERING AND DESIGN ORGANISATION
32644- 13 - PS - 001 VDI
VENDOR DATA INDEX
PROJECT: Construction of Phosphoric Acid storage tank at
Q10 W. Island
PROJECT NO. : 32644
ITEM:
Sl.
No.
Doc. / Drawing No.
DATE:
Rev. 0
Rev. 1
Rev. 2
Rev. 3
Rev. 4
Rev. 5
Date
Date
Date
Date
Date
Date
Description
DATE
SIGNATURE
FACT ENGINEERING AND DESIGN ORGANISATION
R0
VENDOR:
P.O NO.:
ISSUE NO.
00FT020/14
PAGE 1 OF 1
Relevant to
This issue
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-13-PS-001 VDR-ELEC
VENDOR DATA REQUIREMENTS
Page 1 of 4
PROJECT: Construction of Phosphoric Acid storage tank
at Q10 W. Island
ITEM: ELECTRICS FOR TURNKEY
INSTALLATION
CLIENT : M/s. FACT-CD
TPS. NO: 32644-13-PS-001
PO NO:
ENQUIRY
STATUS :
COMMITMENT
VENDOR:
Offer
Sl.
No.
Group
code
@@
Final
After commitment
Lead time in weeks
Description
Qty.
Qty.
Re
qd
Qty.
@
Agreed
Proposed
1.0
A
Item wise deviations, if any, from specification.
1S+1P
2.0
A
Technical particulars as per prescribed proforma
1S+1P
1S+1P
4
4P+1S
3.0
A
Single Line diagram of Power Distribution
1S+1P
1S+1P
4
4P+1S
1S+1P
1S+1P
4
4P+1S
1S+1P
1S+1P
4
4P+1S
List of Electrical loads with rating (kW/Amps) and
quantity
General layout of the system indicating location
of all electrics and substation building
4.0
A
5.0
B
6.0
B
7.0
B
8.0
C
9.0
C
Power Layout
1S+1P
4
4P+1S
10.0
C
Cable Schedule
1S+1P
4
4P+1S
11.0
C
Earthing Layout
1S+1P
4
4P+1S
12.0
C
Dimensioned GA drawing of individual electrics
1S+1P
4
4P+1S
13.0
C
1S+1P
4
4P+1S
14.0
C
1S+1P
4
4P+1S
15.0
C
1S+1P
4
4P+1S
16.0
C
Manufacturer’s Routine test certificates
1S+1P
4
4P+1S
17.0
C
Manufacturer’s Type test certificates
1S+1P
4
4P+1S
Harmonics calculations for VFD
1S+1P
Dimensioned foundation plan showing floor cut
outs for cable for major electrical equipments.
Technical literature, installation ,operation and
maintenance manual of major electrical
equipments.
1S+1P
1S+1P
Schematic wiring diagram of controls of the
,HV/MV switch boards MCC
Schematic wiring diagram of controls and
interlocks for HV/MV motors if any
Bill of Materials for all electrics indicating make,
type, quantity, rating, catalogue ref details etc.
Legend: Group code: A-For review and detailed Engineering, B-For review, C- For information and record
Document type: R-Reproducible, P-Print, S-Soft copy in properly secured media.
Notes:
0
13FT924C/14
REV.
1. @ Vendor shall fill in proposed lead time if different from the required lead time.
2. @@ Each set of final documents shall be submitted in a folder. Two such folders shall be
packed and dispatched with the equipment.
06.06.20
DATE
Original Issue
SM
DESCRIPTION
FACT ENGINEERING AND DESIGN ORGANISATION
IK
PRPD.
IK
CHKD.
APPRD.
DATA
SHEET
C
19.0
B
20.0
B
CIMFR certificates for electrics in hazardous
areas.
List of spares for two years trouble free operation
of major electrical equipments.
Design calculations of Electrical system including
cable sizing, earthing, lighting, etc.
1S+1P
13FT924C/14
18.0
32644-13-PS-001 VDR-ELEC
VENDOR DATA REQUIREMENTS
FACT ENGINEERING AND DESIGN ORGANISATION
Page 2 of 4
1S+1P
4
4P+1S
1S+1P
4
4P+1S
1S+1P
4
4P+1S
TECHNICAL
PROCUREMENT
SPECIFICATION
Page 3 of 4
R0
PROJECT: Construction of Phosphoric Acid storage tank
at Q10 W. Island
ITEM: MEDIUM VOLTAGE SWITCH BOARDS
CLIENT :M/s FACT-CD
TPS. NO: 32644-13-PS-001
STATS
:
ENQUIRY
COMMITMENT
P.O. NO.:
Offer
Sl.
No.
Grp.
code
Duly filled in Technical particulars of Medium
voltage switch boards , as per format attached
Foundation plan, showing cutouts/ floor
openings, foundation pockets, etc. along with out
line dimensions and static & dynamic loading
Dimensioned general arrangement drawing internal & external, including busbar disposition
B
2.0
A
3.0
A
4.0
A
Sectional view showing fixing details
5.0
A
Drawing of Bus trunking flange, with complete
dimensions including bolt hole locations & sizes
and bus bar arrangement
6.0
A
Single line diagram of switch boards
7.0
B
8.0
B
9.0
B
10.0
B
11.0
B
12.0
B
Notes:
Lead time in weeks
Qty.
1.0
Schematic diagram and wiring diagrams
(including inter panel wiring diagrams), with
ferrule nos, terminal nos, arrangement of
terminals, etc.
Schedule of materials / components, with
quantity, rating, type, make, etc.
Relay co- ordination details, with recommended
settings, calculation etc
Qty.
1S+1P
Req
d.
1S+1P
@
Propd
Qty.
Agrd.
4
1S+4P
1S+1P
1S+4P
4
1S+1P
1S+1P
1S+4P
4
1S+4P
4
1S+4P
1S+1P
1S+4P
4
1S+1P
1S+4P
4
1S+1P
1S+1P
1S+4P
4
1S+4P
1S+1P
Calculation sheet proving busbar capacity
1S+1P
Calculation sheet proving capacity of control
transformers
Certificates / records of routine & type tests
conducted as per scope of Inspection and tests
@
@@
@@
Final
After commitment
Description
Legend:
13FT906C/14
32644-13-PS-001-VDR
VENDOR DATA REQUIREMENTS
1S+1P
1S+4P
4
1S+4P
4
1S+4P
4
Group code: A - For review and detailed Engineering, B - For review, C - For information and
record
Document type: R -Reproducible, P - Print, S- Softcopy in properly secured media
Vendor shall fill in proposed lead time if different from the required lead time.
Each set of final documents shall be submitted in a folder. Two such folders shall be packed and
despatched with the equipment.
0
02.06.2020
REV.NO.
DATE
Issued for Enquiry
DESCRIPTION
SM
IK
IK
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32644-13-PS-001-VDR
VENDOR DATA REQUIREMENTS
Page 4 of 4
R0
ITEM: MEDIUM VOLTAGE SWITCH BOARDS
Offer
Sl.
No.
Description
Grp.
code
Lead time in weeks
Qty.
13.0
B
Type test certificates of breakers, switches,
MCCB etc.
14.0
B
Certificate of short circuit rating of breakers
15.0
B
16.0
B
17.0
B
18.0
C
19.0
C
20.0
C
21.0
C
22.0
B
Spare parts list
23.0
B
Duly filled and signed Compliance statement as
per format attached
24.0
B
Unpriced copy of price bid
25.0
B
Testing procedure for temperature rise test
26.0
C
Quality Assuarance Plan (QAP)
CPRI test certificate for similar switchboard
assembly
Test Certificates of brought out items like
protective relays, CTs, energy meters, etc.
Characteristic curves of fuses and thermal
overload relays, with range of adjustment relays.
Technical literature / catalogues of relays, MCCB
KWH / KW / PF meters, etc. With its wiring
diagrams.
Technical catalogue & internal wiring diagrams of
circuit breakers
Technical literature, pamphlets and brochures
relating to the various equipment used.
Erection , Operation & Maintenance manuals of
breakers and complete switchboard
@@
Final
After commitment
Qty.
Req
d.
1S+1P
1S+1P
4
4
@
Propd
Qty.
Agrd.
1S+4P
1S+4P
1S+4P
1S+4P
1S+1P
4
1S+1P
1S+4P
1S+4P
4
1S+1P
1S+1P
4
4
1S+4P
1S+4P
1S+4P
1S+1P
1S+1P
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
GENERAL REQUIREMENT OF ELECTRICS
13ES900/14
Page 1 of 4
00FT006
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
9.0.0
10.0.0
11.0.0
12.0.0
13.0.0
14.0.0
15.0.0
16.0.0
17.0.0
18.0.0
19.0.0
SCOPE
REFERENCE
COMPLETENESS OF CONTRACT
COMPONENTS AND CONSTRUCTION
STANDARDS & REGULATIONS
SERVICE CONDITIONS
EARTHING
POWER SUPPLY DETAILS
NAME PLATES
PAINTING
INTER CHANGEABILITY
DANGER NOTICE PLATES
TOOLS AND APPLIANCES
SERVICES OF MANUFACTURER’S TECHNICAL EXPERTS
TRAINING
PERFORMANCE OF EQUIPMENT
TESTS
DOCUMENTS
INSTRUCTIONS TO THE BIDDER
1.0.0
SCOPE
1.1.0
This specification covers the general requirements for supply and installation of all electrical items
as applicable.
2.0.0
REFERENCE
2.1.0
The following documents shall be read in conjunction with this specification:
2.1.1
Data sheet of General Requirements for Electrics.
2.1.2
Engineering specifications, Data sheets and Technical Particulars of individual equipment / items.
2.1.3
Scope of work, Scope of Inspection and Tests, Special requirements of the project, Vendor Data
Requirements, etc attached with the Technical Procurement Specifications.
3.0.0
COMPLETENESS OF CONTRACT
3.1.0
The electrics supplied / installed shall be complete with all accessories for the safe, smooth and
efficient operation of the system. Such parts shall be deemed to be within the scope of this
specification whether specifically mentioned or not.
4.0.0
COMPONENTS AND CONSTRUCTION
4.1.0
Each and every component shall be of reputed make and be of proven design for best
performance, reliability and durability. They shall be brand new. Workman ship shall be of the
highest grade and the entire construction shall be in accordance with the best modern
engineering practice.
5.0.0
STANDARDS & REGULATIONS
5.1.0
All electrical equipment / installations shall fully comply with the requirements laid down in the
following rules / regulations / acts / standards / codes as amended up to date.
PRPD. :
CHKD. :
APPRD. :
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON SEPT 2014
ENGINEERING
SPECIFICATION
GENERAL REQUIREMENT OF ELECTRICS
5.1.1
Indian Electricity Rules.
5.1.2
Indian Electricity Act.
5.1.3
Indian Electricity Supply Act.
5.1.4
Indian Factories Act.
5.1.5
Fire Insurance Act.
5.1.6
Petroleum Rules.
5.1.7
OISD Standards.
5.1.8
Pollution control norms as per Environmental Regulations.
5.1.9
Standards / regulations of statutory bodies applicable for the place of installation.
13ES900/14
Page 2 of 4
5.1.10 Relevant Indian / International standards and in their absence, the standards of the country of
manufacture.
Vendor shall furnish all necessary assistance & documents for obtaining approval from statutory
bodies. Making whatever additions/ modifications considered necessary by the Electrical
Inspectorate and other authorities to bring the equipment / installation in conformity with the
above rules, Regulations, acts and standards shall be in the scope of the vendor.
5.3.0
All equipment shall be of tropical design according to relevant Indian / International Standards.
5.4.0
All electrics shall be suitable for the hazardous / non-hazardous area involved and /or specified.
Electrics suitable for the hazardous area involved shall be selected as per the relevant Indian
Standards and shall be of proven design approved by CIMFR / relevant statutory bodies. In such
cases copies of relevant certificates shall be furnished for Purchaser’s approval.
6.0.0
SERVICE CONDITIONS
6.1.0
All equipment shall be suitable for the service conditions specified in the Data sheet of General
Requirements for Electrics attached.
7.0.0
EARTHING
7.1.0
Duplicate earthing terminals, suitable for terminating earthing conductors of sizes indicated in the
data sheets of individual equipment, shall be provided on the body of the equipment apart from
those, if any, provided inside the terminal boxes.
8.0.0
POWER SUPPLY DETAILS
8.1.0
The equipment shall be suitable for the power system details furnished in the Data sheet of
General Requirements for Electrics unless otherwise specified in the data sheets of individual
equipment.
8.2.0
The equipment shall perform satisfactorily even with variation in supply voltage and frequency as
detailed in the data sheets. The equipment shall operate at the specified rating without exceeding
the permissible temperature rise as per the relevant I.S. in spite of the variation in supply voltage
and frequency.
00FT006
5.2.0
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
GENERAL REQUIREMENT OF ELECTRICS
13ES900/14
Page 3 of 4
9.0.0
NAME PLATES
9.1.0
Necessary nameplates, conforming to standards, giving relevant details of the equipment, shall
be provided on individual equipment. Any additional details shall also be indicated in the
nameplate, if so specified in the specifications / data sheets of individual equipment.
10.0.0 PAINTING
10.1.0 Unless otherwise specified in the specifications / data sheets of individual equipment / items,
painting procedure described in this clause shall be adopted.
10.2.0 All exposed metal parts shall be subjected to at least the following pretreatment before painting to
suit the material and environment involved.
10.2.1 De-greasing.
10.2.2 Rust removing.
10.2.3 Phosphating/ equivalent chemical treatment.
10.2.4 Giving two coats of corrosion resistant primer suitable for final coating.
10.3.0 Two coats of anticorrosive painting shall be given after the above process so as to render the
materials suitable for the highly corrosive environment specified.
10.4.0 Final Colour and finish of the equipment shall be Dark Admiralty Grey (shade no: 632) as per
IS: 5 unless otherwise specified in the data sheet for individual equipment/item.
10.5.0 Vendor shall furnish detailed painting procedure proposed, along with the bid.
11.0.0
INTER-CHANGEABILITY
11.1.0 All similar parts shall be inter-changeable with each other.
12.0.0 DANGER NOTICE PLATES
12.1.0 Danger Notice plates conforming to IS: 2551 and other statutory requirements shall be affixed on
equipment wherever required.
13.0.0 TOOLS AND APPLIANCES
13.1.0 The vendor shall supply one set of special tools and appliances that may be required for carrying
out the maintenance, special inspection etc. of the equipment offered, without any extra cost.
13.2.0 Vendor shall also furnish list of tools and appliances required for the maintenance of different
equipments.
14.0.0 SERVICES OF MANUFACTURERS’ TECHNICAL EXPERTS
14.1.0 Services of the manufacturer’s technical experts shall be made available to the Purchaser, if
found necessary, during erection, testing, and commissioning and during the guarantee period.
00FT006
15.0.0 TRAINING
15.1.0 The vendor shall render all facilities free of cost for imparting training to purchaser’s technical
personnel at manufacturer’s works, if required, for the proper assembly, installation, testing,
commissioning, operation and maintenance of the equipment supplied. The travel and living
expenses of the personnel deputed for training will be borne by the Purchaser.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
GENERAL REQUIREMENT OF ELECTRICS
13ES900/14
Page 4 of 4
16.0.0 PERFORMANCE OF EQUIPMENT
16.1.0 Duly filled in Technical Particulars of individual equipment / item shall be furnished as per
formats attached. Performance figures of the equipment as per Technical Particulars furnished
along with the offer shall be guaranteed.
17.0.0 TESTS
17.1.0 All the tests specified in Scope of Inspection & Tests attached along with the Technical
Procurement Specification shall be performed.
18.0.0 DOCUMENTS
18.1.0 Drawings and documents shall be furnished as per Vendor Data Requirements (VDR) attached
with Technical Procurement Specification.
19.0.0 INSTRUCTIONS TO THE BIDDER
19.1.0 All the drawings and documents as per Vendor Data Requirements shall be furnished along with
the offer. Offers without these details will be treated as incomplete and are liable for rejection.
19.2.0 In the absence of clearly spelt-out item wise deviations from purchaser’s specification, it will be
presumed that the equipment offered are in conformity with the specification.
00FT006
19.3.0 The Vendor shall supply all equipments and items of make specified in the vendor list attached
with the specification. The Vendor shall obtain Purchaser’s approval before placement of
purchase order for electrical items / components wherever makes are not specified in the
respective data sheets.
FACT ENGINEERING AND DESIGN ORGANISATION
Page 1 of 1
1.0
Project
Construction of Phosphoric Acid storage tank at Q10 W.
Island
2.0
Owner
FACT-CD
3.0
Location
Willington Island, Kochi
4.0
Service conditions
4.1
Altitude
< 1000m above mean sea level
4.2
Humidity Min
64%
4.3
Humidity max.
93%
4.4
Humidity design
100% at 40 C
4.5
Ambient temperature C-Min.
4.6
0
19.2
0
34.3
0
Ambient temperature C-Max.
4.7
Ambient temperature C-Design
40
4.8
Rain fall – Max . Record in an hour
40mm
4.9
Rain –fall Max record in 24 Hours
169.5mm
5.0
Environment
Coastal area. Presence of salts and corrosive gases
6.0
Wind velocity for structural design
124 km/h
7.0
Seismic factor for design
Within seismic Zone 3 as per IS 1893
8.0
Soil data
8.1
Soil resistivity
8.2
Type of soil (hard / loose)
9.0
Power system
9.1
Voltage (V) & Variation (± %)
433V +/- 10%
9.2
Frequency (Hz) & Variation (± %)
50Hz +/- 5%
9.3
No of phases
Three
9.4
No. of wires
Four
9.5
Fault level (MVA)
31/15
9.6
Method of neutral earthing
Solid earthing
0
06-06-20
REV.
DATE
R0
0
PROJECT
Construction of Phosphoric Acid
storage tank at Q10 W. Island
CLIENT
FACT-CD
P.O. NO.
13FT900A/14
32644-13-DA-90001
GENERAL REQUIREMENT FOR
ELECTRICS
DATA SHEET
SM
PRPD.
IK
IK
CHKD.
APPRD.
VENDOR
ENGINEERING
SPECIFICATION
13ES924/14
ELECTRICS FOR TURNKEY INSTALLATION
Page 1 of 10
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
9.0.0
10.0.0
11.0.0
12.0.0
13.0.0
14.0.0
15.0.0
16.0.0
SCOPE
REFERENCE
STANDARDS
GENERAL REQUIREMENTS
MOTORS
VARIABLE SPEED DRIVES
M.V.SWITCHBOARDS/ MOTOR CONTROL CENTRES (MCC)
LOCAL CONTROL STATIONS
CABLES AND CABLING
EARTHING
SAFETY ITEMS
HAZARDOUS AREA CLASSIFICATION FOR SELECTION OF ELECTRICS
ERECTION, TESTING AND COMMISSIONING
APPROVAL FROM ELECTRICAL INSPECTORATE
LIGHTING
MAKE OF ELECTRICAL EQUIPMENT/ ITEMS
1.0.0
SCOPE
1.1.0
This specification covers the requirements for design, engineering, supply, receiving materials at
site, inspection at site, storage, transportation at site, erection, testing and commissioning of all
electrics required for the safe, efficient and smooth running of the turnkey installation / package.
2.0.0
REFERENCE
2.1.0
The following documents shall be read in conjunction with this specification
2.1.1
2.1.2
2.1.3
Engineering specification and Data Sheet of General Requirements for Electrics
Data Sheet of Electrics for Turnkey Installation.
Technical Particulars of Electrics for Turnkey Installation.
3.0.0
STANDARDS.
3.1.0
Requirements laid down in the latest revisions of the following Indian Standards and other relevant
standards shall be strictly adhered to.
IS: 325
IS/IEC:60034
IS/IEC:60947
IS: 8623
IS: 1248
Three phase Induction Motors.
Rotating Electrical Machines.
Low voltage switchgear and control gear.
Low voltage switchgear and control gear assemblies
Direct acting indicating analogue Electrical measuring instruments and
accessories
IS: 2705
Current transformers.
IS: 13703
Fuses for voltages not exceeding 100V AC or 1500V DC
IS: 10118
Code of practice for selection, installation and maintenance of switchgear and
control gear.
IS: 732
Code of practice for electrical wiring installation.
IS: 694
PVC insulated cables for working voltage upto and including 1100 volts.
IS: 1554
PVC insulated (Heavy duty) Electric cables.
IS: 3043
Code of practice for earthing.
IEC:62305-P-1 to 4 Protection against lightning.
IS: 7689
Guide for control of undesirable static electricity.
PRPD. :
CHKD. :
APPRD. :
00FT001
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON SEPT 2014
ENGINEERING
SPECIFICATION
IS: 5571
IS: 5572
00FT001
IS:12615
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 2 of 10
Guide for selection of electrical equipment for hazardous areas.
Classification for hazardous areas (other than mines) for
installations.- Part 1 - Areas having flammable gases and vapors.
Energy Efficient Induction Motors- Three Phase Squirrel cage
electrical
4.0.0
GENERAL REQUIREMENTS
4.1.0
The scope of work for electrics shall be complete in all respects and shall include necessary Medium
Voltage switchboards / Motor Control Centres, Motors, Local Control Stations, Cables, Earthing
Materials, Safety items and interlocks, Cabling, Earthing, Lighting, etc. required for the installation,
as specified in the data sheets.
4.2.0
The Purchaser will be providing adequate power supply at 415 Volts, 50 Hz, 3 phase and neutral
A.C. to the MV switch boards / Motor control centres provided by the vendor. The incoming cables
shall be connected to the MV Switchboard / MCC by the purchaser. Voltage and frequency variation
shall be +10%and +5%, unless otherwise specified in the Data Sheet.
4.3.0
For Motors/Equipments suitable for voltage rating above 415Volts, purchaser will arrange power
supply through purchaser’s circuit breakers. Necessary power cabling upto the motors /equipments
and control cabling upto the local control stations of motors as well as termination of the above
cables at both ends shall also be arranged by the purchaser in such cases. The interconnecting
cabling for protection/ alarm required, between HV motors and purchaser’s HV switch board is
included in the scope of purchaser.
4.4.0
The purchaser will be terminating the main earth bus at single point within battery limit (size and
material of main earth bus shall be as per Data Sheet). Further earthing within battery limit shall be
included in the scope of the vendor.
5.0.0
MOTORS.
5.1.0
All drive motors required for the system shall be included in the scope of the vendor unless
otherwise specified in the Data Sheet.
5.2.0
Motors shall be suitable for the voltage ratings indicated in the Data Sheet and shall conform to the
following specifications.
5.2.1
Motors provided shall have adequate performance characteristics such as starting torque pull out
torque, etc. and rating for meeting the driving and starting duty of the driven equipment.
5.2.2
All motors shall be squirrel cage induction type with insulation Class B / F with temperature rise
limited to Class B and totally enclosed fan cooled enclosure with IP 55 / IPW55 degree of protection;
except in cases of special types of motors such as slip- ring motors, variable speed motors, etc.
required to meet special drive requirements, and environmental conditions. In all such cases,
motors with necessary special features shall be provided and approval for the same shall be
obtained from the purchaser. Degree of protection for the enclosure shall be as specified in the Data
Sheet.
5.2.3
Motors shall be provided with 240V,50Hz, single phase anti- condensation heaters, if so specified in
data sheet and shall be wired up to separate terminal box with cable glands suitable for the cable
sizes specified in Data Sheet.
5.2.4
Motors shall be provided with terminal boxes (where in all six winding ends are brought out), cable
glands, etc. suitable for the type and sizes of cables selected by vendor. In addition, the motor shall
have the largest terminal box possible in the frame size.
5.2.5
All motors are envisaged to be started on Direct-On-Line unless otherwise specified in the Data
Sheet.
5.2.6
All motors shall be suitable for number of starts specified in the Data Sheet.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 3 of 10
5.2.7
Motor frame sizes shall be in accordance with IEC recommendations / relevant Indian Standards.
5.2.8
For unidirectional motors, the direction of rotation shall be clearly marked on the body of the motor.
5.2.9
Motors shall have a starting time, which is less than hot locked rotor withstand time of motor by at
least two seconds at the rated conditions of voltage and frequency specified with driven machine
coupled.
5.2.10
Motors shall be suitable for starting at 80% of the rated voltage against torque speed characteristics
of the driven equipment.
5.2.11
The terminal box of Medium Voltage motors shall be capable of withstanding the calculated fault
level in terms of the let through energy of combination starter unit at the place of installation.
5.2.12
An indelible warning inscription shall be provided on the motor to indicate that switching of
anticondensation heater supply shall also be ensured before carrying out any work on the motor.
5.3.0
In addition to the above requirements high voltage motors shall conform to the following:
5.3.1
Ensure that starting current is not more than 600% of full load current at rated voltage and
frequency.
5.3.2
All the six winding ends shall be brought out and marked, three to one terminal box for power supply
connections and three to another terminal box on the opposite side for star connection. Further main
terminal box shall be phase segregated type and terminal boxes shall be suitable for system fault
level for 0.25 seconds or as indicated in the Data Sheet.
5.3.3
If temperature detectors / oil level indicators etc. are provided as per Data Sheet, the same shall be
wired upto a terminal box with cable gland suitable for the cable sizes indicated in the Data Sheet.
5.3.4
Additional protection features such as zero speed switches for loads with high starting time,
embedded resistance temperature detectors for windings and bearings, oil temperature detectors
and level indicators (with alarm and trip contacts) for oil lubricated bearings etc. shall be provided, if
specified, in the Data Sheet. For resistance type winding / bearing temperature detectors suitable
temperature scanner / monitoring relays with alarm and trip contacts shall be provided, in a weather
proof enclosure, if specified in the data sheet.
6.0.0
VARIABLE SPEED DRIVES
6.1.0
The Variable Speed Drive System shall be suitable for the load characteristics and operation duty of
the driven equipment, the equipment shall be suitable for continuous operation.
6.2.0
The converter design shall impose minimum harmonics on the electrical power system in
accordance with the relevant standards and shall be acceptable to the Owners electrical network.
6.3.0
The Converter Vendor shall advise the percentage of current harmonics over the full range of
frequencies. Filters shall be fitted within the converter to minimise harmonic currents.
6.4.0
The converter shall incorporate a programmable microprocessor based control system allowing
updating / modifying of the logic functions of the converter by a simple programme procedure using
a control panel keypad/ and panel display.
6.5.0
The converter shall be provided with self-check facilities including failure reporting and signalling.
The programme shall be protected against loss of supply voltage with back-up for the programme
memory and the fault diagnostic and indication shall be equipped with a memory function to
retain information with regard to tripping of the Converter.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 4 of 10
6.6.0
If requested in the requisition, the converter shall be able to communicate with a remote
control/diagnostic system by means of a serial communication interface
6.7.0
The converter shall accurately control the driven equipment speed and torque of any standard
induction motor and shall be suitable for pump, fans, mixers, agitator applications etc., as specified
in the requisition.
6.8.0
A reference signal of 4mA shall correspond with the minimum operational speed and the reference
signal of 20mA shall correspond with the maximum speed.
6.9.0
The Variable Speed Drive System shall be capable of running through voltage dips of up to 20% and
equipped with an automatic restart facility which will restart the system with voltage dips greater than
20% less than 4 seconds. Restart shall only take place with voltage recovery greater than 90%.
Upon restart the converter shall be capable of synchronising onto rotating motor “flying restart” and
develop full acceleration torque.
6.10.0
If the speed exceeds 105% of the maximum operational speed the VSDS shall trip, if the speed
reduces to 95% of minimum speed for more than 10 seconds the VSDS shall trip. The converter
shall have available critical speed function where it is necessary to avoid certain speeds due to
mechanical resonance problems.
6.11.0
Speed control will be carried out either manually for maintenance, or automatically via 4-20mA
signal from the process control.
6.12.0
Depending on operational requirements the motor start/stop will be either carried out manually by
push buttons or automatically via the process control system.
6.13.0
Emergency stop located at each motor shall trip the supply contactor, removal of power by an
emergency shall not cause damage. All stop buttons shall operate at all times.
6.14.0
When the converter is switched on, the drive shall breakaway at a minimum frequency consistent
with the slip of the motor. Once motor rotation is established the drive shall ramp up to the set point
speed at a controlled rate. Set point speed having been established, change of set point speed shall
also be at a controlled rate superimposed on the rate of change demanded by the operator or
controller.
6.15.0
During all starting operations, the rate of increase of torque, up to the maximum limited by the
protection, shall also be at a controlled rate. The drive shall be suitable for a "windmilling" start with
the motor being rotated by the driven equipment in either direction.
6.16.0
Programmable converter relay outputs shall be included with volt free contacts for control and alarm
functions.
6.17.0
VFD’s shall comply with IEEE 519 for total harmonic distortion calculation and measurement. If
harmonic filters are required to meet this specification, the VFD manufacturer must provide the filter
and is fully responsible for the design, manufacturing and installation of the filter as an integral part
of the VFD package.
6.18.0
The variable frequency drive shall provide near sinusoidal voltage and current waveforms
to the motor at all speeds and loads. Output current THD shall be less than 5%. Standard
induction or synchronous motors shall not require derating or upgraded turn-to-turn
insulation and shall not require additional service factor.
6.19.0
Variable frequency drive induced torque pulsations to the output shaft of the mechanical
system shall be less than 1% to minimize the possibility of exciting a resonance.
7.0.0
M.V. SWITCHBOARDS / MOTOR CONTROL CENTRES (M.C.C.)
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES924/14
Page 5 of 10
7.1.0
The control gear for all Medium Voltage loads shall be housed in centralized MCC's installed in a
suitably located electrical room.
7.2.0
MCC's shall be rated for minimum 25 MVA symmetrical fault level with switch fuse/ MCCB incomers
and shall conform to the following stipulations:
7.2.1
Number of MCCs shall be selected in such a way to limit the incomer rating to 630 Amps, unless
otherwise specified in the Data Sheet.
7.2.2
MCC shall be of self-standing, dust, damp and vermin proof construction in fully compartmentalized
cubicle type execution. The MCC shall be single / double front, draw out / non draw-out type as
specified in Data Sheet. The enclosure shall be of folded sheet steel construction. Thickness of
sheet steel shall not be less than 2 mm except for certain non load bearing members like instrument
mounting plates, partitions, doors, etc. for which a minimum thickness of 1.6 mm shall be ensured.
7.2.3
The construction of MCC shall be in such a way that each vertical row of modules shall have
separate vertical bus bars, vertical bus bar chamber and cable alleys. The width of the cable alley
shall be sufficient to accommodate all the cables and shall have free access for cable terminations
and in any case shall not be less than 150 mm.
7.2.4
For draw out type MCC the following stipulations shall also be adhered to:
(i)
Power and control contacts shall be of fully draw out, self aligning type which get automatically
disconnected when the module is withdrawn.
A distinct and stable “TEST” position for each module shall be provided. Test push button for
checking the control circuitry shall be provided, if specified in Data Sheet.
Identical feeder types shall be interchangeable with each other. Also all modules shall carry labels
identifying KW rating & type of control wiring.
Necessary earthing arrangements shall be provided for the draw out module in TEST and SERVICE
positions.
(ii)
(iii)
(iv)
00FT001
ELECTRICS FOR TURNKEY INSTALLATION
7.2.5
The bus bar supports shall be of non-hygroscopic glass reinforced plastic material with anti-tracking
features.
7.2.6
Bus bars shall be provided with insulating sleeves and bus bar joints shall be shrouded.
7.2.7
MCC including dropper bus bars to each module shall be rated for the minimum symmetrical short
circuit level of 25 MVA at 415V.
7.2.8
MCC shall be provided with incoming feeders comprising of suitably rated AC 22 duty switch fuse
units/ Moulded Case Circuit Breakers, voltmeter with 3 way and off selector switch & fuses
(connected on the incoming cable side) , CT fed ammeter with necessary CTs & 3 way and off
selector switch and CT operated KWh meter. CTs & meters shall be of accuracy class 1.5 and
meters shall be of size 96mm x 96mm.
7.2.9
Outgoing motor starter feeders shall comprise of suitably rated AC 23 duty load break
switches/MCCBs, HRC fuses, 100% capacity AC 3 category Air break contactors and bimetal
overload relays. Feeder switches shall have AC 23 rating corresponding to the full load current of
the motors connected. Rating of load break switch shall not be less than the rating of the HRC
fuses.
7.2.10
The bi-metal overload relays shall be manual / auto reset type as specified in the data sheet. For
manual reset type, reset push button shall be provided on the door. These relays shall have single
phasing protection feature. If built-in feature is not available, separate current operated type single
phasing preventor shall be provided.
7.2.11
Overload relays for motor of blowers, fans, agitators, compressors, crushers & mills shall be of
heavy-duty - delayed action type to allow more starting time.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 6 of 10
7.2.12
Ammeters shall be provided for outgoing feeders, if so specified in the Data Sheet.
7.2.13
CTs of ratio and VA capacity suitable to connect remote ammeters (in one phase) shall be provided
for all motor feeders of 15 kW and above unless otherwise specified in the Data Sheet. Secondaries
of these CTs shall be of 1A rating. Minimum VA capacity shall be 7.5 and class of accuracy 1.5
unless otherwise specified in Data Sheet.
7.2.14
Control supply for the motor starters shall be 110V AC, 50 Hz, single phase AC unless otherwise
specified in Data Sheet. In case of 240 V control supply, each circuit shall be provided with
individual control fuses and links.
7.2.15
For control voltages less than 240 volts separate control transformers (cast resin insulated type) for
each modules or common for each bus section shall be provided as specified in the Data Sheet. In
case common control transformer for each bus section is envisaged, it shall have adequate capacity
and provisions to feed entire control loads of both bus sections of switchboard, when required. The
control transformer shall have +5% taps on primary side and with center tap of secondary winding
earthed & having fuse protection on primary side and double pole MCB on secondary side.
Common control transformers shall also have suitable switch fuse unit on primary side and
additional tapping of +2.5% on secondary side. It shall be ensured that control supply of each feeder
gets isolated automatically when power supply to that particular feeder is switched off.
7.2.16
If anti-condensation heaters are provided for motors, provision shall be made to feed the same
through isolator with HRC fuse protection/ MCB and NC contact of Main contactor of respective
motor starter.
7.2.17
All power and control fuses shall be of the HRC link type, with operation indicators.
7.2.18
In each motor feeder module, at least one Normally Open and one Normally Closed auxiliary contact
shall be wired up to the terminal block as spare. The terminal block shall have at least 10% spare
terminals, subject to a minimum of two.
7.2.19
All feeders controlled by contactors shall be provided with OFF buttons. Indicating lamps and Reset
button shall be provided, if specified, in the Data Sheet.
7.2.20
Providing pressure switches, limit switches, safety switches etc. wherever required for the safety of
the equipment and facilitating interlocking shall be the responsibility of the supplier. Interlock defeat
switches, as required shall be provided on the control panel (where such panels are provided) or on
local control station near the motor and not on the MCC.
7.2.21
All outgoing switch fuse feeders shall be provided with AC 22 load break switch, HRC fuses and
neutral link.
7.2.22
The incomer switch fuse unit shall have single phasing annunciators wired up to a terminal block, if
so specified in the Data Sheet.
7.2.23
In MCCs having two incomers each shall be of 100% capacity.
between incomers / bus coupler to prevent paralleling.
7.2.24
Facility shall be provided for padlocking feeder switches in the OFF position.
7.2.25
Necessary switch-to-door interlock shall be provided in all compartments so that the door of a
compartment can be opened only when the switch is in OFF position.
7.2.26
Space heater/ anti condensation heaters (suitable for 240 V, single phase AC) shall be provided for
each vertical panel if so specified in the Data Sheet. For double front MCC's space heaters shall be
provided on both fronts. Space heaters shall be controlled through isolator with HRC fuse protection
/ MCB, thermostat etc.
FACT ENGINEERING AND DESIGN ORGANISATION
Interlocks shall be provided
00FT001
ENGINEERING
SPECIFICATION
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 7 of 10
7.2.27
Continuous earth bus of 70 sq. mm. bare Copper Conductor, or 120 sq. mm. bare Aluminium
conductor or 240 sq. mm. GI strip or as specified in the Data Sheet shall be provided for the entire
length of the MCC. Duplicate earth terminals shall be provided for external connection.
7.2.28
Maximum allowable current density for bus bar sizing shall be 1.25 Amps/ sq. mm for copper or 0.78
Amps /sq. mm for Aluminium.
7.2.29
Horizontal busbars shall be of uniform cross section throughout the length of the switchboard.
Vertical busbars of all vertical panels of the switchboard shall also be of uniform cross section.
7.2.30
Power wiring shall be carried out with PVC insulated, stranded copper / aluminium conductors of
650 Volts grade having adequate current carrying capacity. Minimum size of conductor for power
wiring shall be 4Sq.mm copper. Control wiring shall be carried out with 650 V grade, PVC insulated,
copper conductor of size not less than 2.5 Sq.mm.
7.2.31
For draw out MCC, provision of control supply in the test position of draw out modules shall be
available. In draw out switchboards with module control supply, required test control supply feeder
(complete with switch fuse/ and test control supply transformer with double pole MCB on secondary,
centre tap of secondary winding earthed, etc. as in clause 6.2.15 above), associated test supply bus
/ wiring, etc. shall be provided.
7.2.32
The feeder arrangement shall be such that the operating height (ie. operating handle, switches,
push buttons, etc.) lies within 1828 mm, but above 300mm, from the floor level.
7.3.0
MOULDED CASE CIRCUIT BREAKERS
7.3.1
Where moulded case circuit breakers are used for feeder circuit protection, rating and
characteristics shall be chosen in such a way as to ensure proper discrimination with other upstream
and downstream protective devices within the assembly.
7.3.2
The MCCB should be current limiting type with trip time of less than 10 milli second under short circuit
conditions. The MCCB should be either 3 or 4 poles as specified in data sheet.
7.3.3
MCCB shall comply with the requirements of the relevant standards IS13947 – Part 2 and should
have test certificates for Breaking capacities from independent test authorities CPRI / ERDA or any
accredited international lab.
7.3.4
MCCB shall comprise of Quick Make -break switching mechanism, arc extinguishing device and the
tripping unit shall be contained in a compact, high strength, heat resistant, flame retardant, insulating
moulded case with high withstand capability against thermal and mechanical stresses
7.3.5
The breaking capacity of MCCB shall be as specified in the schedule of quantities. The rated service
breaking capacity (Ics) should be equal to rated ultimate breaking capacities (Icu). MCCB’s for motor
application should be selected in line with Type-2 Co-ordination as per IS 13947-2. The breaker as
supplied with ROM should meet IP54 degree of protection.
8.0.0
LOCAL CONTROL STATIONS
8.1.0
Each motor shall be provided with a local control station near motor. The enclosure shall be of Cast
Iron or Cast Aluminium construction with IP-55 / IPW 55 degree of protection, as specified in the
Data Sheet.
8.2.0
Local control stations for M.V motors shall be provided with ‘ON’ push button (Green) and 'OFF'
push button (Red).
8.3.0
Local control station for H.V Motors shall be provided with 'ON' push button (Green), 'OFF' push
button (Red), Ammeter and five numbers Indication lamps. (viz 'ON'-Red , 'OFF'-Green, 'Tripped
on fault' - Amber, 'Ready for start' -Clear, 'Space heater ON' - Yellow.).
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 8 of 10
8.4.0
For all motors of 15 kW and above or as specified in Data Sheet, suitable ammeters shall be
provided in the local control stations. Ammeters shall have an accuracy class of 1.5 unless
otherwise specified in Data Sheet and shall have a suppressed end scale to suit the starting current.
8.5.0
The OFF push button shall be lockable with a pad-lock in pressed 'OFF' position.
8.6.0
If starting of motors / equipment are envisaged from more than one location or Auto / manual
operation is envisaged, necessary Local - Remote or Auto-Manual switches shall be provided either
in the Local Control Station or in the Instrument Control panel, if any. Stop facility shall be available
from any location irrespective of the position of selector switches.
8.7.0
All spare contacts shall be wired up to the terminal block. The terminal block shall have 10% spare
terminals subject to a minimum of two.
8.8.0
Nameplates in white perspex acrylic sheet with letters engraved in black shall be provided for each
control station indicating the service.
8.9.0
Circuit breaker contactors controlling motor feeders shall have rating at least 125% of the maximum
continuous rating of connected motors.
9.0.0
CABLES AND CABLING.
9.1.0
All power cables shall be PVC insulated, armoured and PVC sheathed with Aluminium conductor
unless otherwise specified in Data Sheet.
9.2.0
All control cables shall be PVC insulated, armoured and PVC sheathed with Copper conductor .The
control cable shall be laid segregated from the power cables.
9.3.0
The sizes of cables shall be so chosen that they are rated to carry the full load current continuously
after allowing for necessary derating factors for the service conditions of installation, and also that
the voltage drop in cables does not exceed 3% for full load running. For motor starting, voltage drop
up to 15% shall be permitted.
9.4.0
M.V power cables of 400 sq mm and above shall be laid with a clearance of 70 mm in between and
shall be clamped individually. Other cables can be laid touching and clamped in groups.
9.5.0
Cables shall be clamped at every 1500 mm interval on the horizontal trays / racks and at 750 mm
interval on the vertical trays / risers, at 400 mm interval for cables laid on walls, columns and other
structural works, and at bends and take off points.
9.6.0
A clearance equal to one diameter of the bigger cable shall be maintained between two adjacent
power cables buried underground and no such clearance need be provided for control and lighting
cables.
9.7.0
All fixing materials shall be given coatings of anticorrosive paint. Cable tags made of Aluminium
sheet shall be provided at every 10M interval. The purchaser will furnish the identity numbers of
cables after submission of the cable schedule by the supplier. All the cable racks in trenches and
overhead structure shall be bonded for continuity.
9.8.0
Selection of the size of cables for motors shall be done from the table indicated in the Data Sheet.
However, higher sizes may be used if warranted by voltage drop consideration in individual cases.
9.9.0
Wherever cables pass through masonry or concrete work, they shall be taken through suitable PVC
/ GI pipes. For road crossing suitable GI or concrete pipe shall be provided.
9.10.0
After drawing the cables in GI / PVC pipes, the ends shall be sealed with cable compounds.
9.11.0
The size and minimum number of cores in control cables shall be as specified in the Data Sheet.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 9 of 10
9.12.0
Type of cabling shall be overhead / buried in ground / through pipes / through permanently
constructed trenches with RCC / CI chequered plate covers as specified in Data Sheet.
10.0.0
EARTHING.
10.1.0
All electrical equipment shall be provided with duplicate earthing in conformity with relevant
standards / regulations applicable. The main earth bus shall be of bare / insulated aluminium or
copper or galvanized iron strip as specified in the Data Sheet and earthing of individual equipment
shall be done with conductors of type, sizes & material specified in the Data Sheet.
10.2.0
Earthing cables / strips shall be taken along with the power cables on the cable trays / racks / risers /
GI pipes / non-metallic pipes or buried. Earthing cables shall be clamped at intervals same as that of
power cables. Bare earthing strips shall be clamped at 3000 mm interval on horizontal trays / racks,
1500 mm interval on vertical trays / risers, 800 mm interval on walls, columns, and at bends / take
off points.
10.3.0
Metallic cable trays / risers shall be earthed at both ends. Electrical continuity of earthing throughout
the tray shall be ensured.
10.4.0
Earthing of equipment, vessels, pipe lines etc. if required towards protection against static electricity,
shall be done in conformity with relevant standards / regulations applicable.
10.5.0
Earthing system for protection of building and structures against lightning shall be provided if so
specified in Data Sheet in conformity with relevant standards / regulations applicable.
11.0.0
SAFETY ITEMS
11.1.0
Safety items required as per statutory regulations such as danger notice plates, rubber mat in front
of switch boards, fire extinguishers, resuscitation charts and fire buckets shall be supplied by the
vendor, if specified in Data Sheet.
12.0.0
HAZARDOUS AREA CLASSIFICATION FOR SELECTION OF ELECTRICS.
12.1.0
All electrics and their installation shall be suitable for the hazardous/ Non-hazardous area involved
and / or specified in the Data Sheet. Electrics suitable for the hazardous area involved shall be
selected as per the relevant Indian Standards and shall be of proven design approved by CIMFR /
relevant statutory bodies. In such cases copies of relevant certificates shall be furnished for
Purchaser’s approval.
13.0.0
ERECTION, TESTING AND COMMISSIONING.
13.1.0
Supply of all erection materials required for the erection of electrical equipments supplied by vendor
shall be the responsibility of the vendor. These items shall include all accessories for cable-jointing,
cable terminations/ cable tray/ racks, supporting steel structures, pipes, clamps, bricks, sand,
cement, rubble, compression type cable glands, insulating materials etc. Necessary grouting, fixing
etc. also shall be arranged by the vendor.
13.2.0
It shall be the responsibility of the vendor to supply and install all items that are incidental and
necessary for the completion of the installation, whether specifically mentioned or not, so that the
installation complies with relevant standards and regulations, at no extra cost to the purchaser.
13.3.0
Commissioning works includes all precommissioning tests, checking of all power, control & earthing
connections, testing and commissioning of all equipment / system supplied, erected and / connected
by the vendor, as per relevant standards and as directed by purchaser.
13.4.0
The electrical installation work shall be carried out only through a contractor possessing valid and
competent electrical contractors license issued by the State Electricity Licensing Board for carrying
out electrical installation work in the place of installation.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
ELECTRICS FOR TURNKEY INSTALLATION
13ES924/14
Page 10 of 10
All equipments which do not come under a roof shall be provided with weather proof features, and
be suitably protected using hoods /canopies
14.0.0
APPROVAL FROM ELECTRICAL INSPECTORATE.
14.1.0
It shall be the responsibility of the vendor to ensure that the complete installation supplied and / or
erected by him fully meets with relevant standards / Acts / rules / Regulations applicable and duly
got approved by statutory authorities like Electrical Inspectorate.
14.2.0
Any modifications / rectification required by the owner / Electrical Inspectorate resulting from
improper installation by the vendor or to make the same in full conformity with the relevant standards
/ Rules / Acts / Regulations applicable for the installation shall be carried out by the vendor without
any extra cost to the purchaser.
15.0.0
LIGHTING.
15.1.0
If lighting is included in the scope of the vendor, the same shall conform to specifications for the
lighting installation attached.
16.0.0
MAKE OF ELECTRICAL EQUIPMENT / ITEMS
16.1.0
Make of Electrical equipment / items shall be as specified in Data Sheet / Sub vendor list attached.
16.2.0
Approval shall be got from the Purchaser for the individual makes of the different electrical items,
wherever makes are not specified in the Data Sheet, before placement of purchase order.
00FT001
13.5.0
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
ELECTRICS FOR TURNKEY
INSTALLATION -DATA SHEET
32644-13-DA-92401
Page 1 of 5
1.0
Power supply voltage (clause 4.2.0/ 4.3.0)
1.1
All Electrics shall be suitable for corrosive atmosphere due to the presence of acid
2.0
MOTORS
2.1
Scope of supply of vendor (clause 5.1.0)
2.2
kW range and voltage ratings of motors (clause 5.2.0)
R0
1. 415V± 10%, 50 Hz ±5%, 3 Phase & neutral
AC at the substation
Squirrel cage induction motors –energy efficient –class
IE3
a) Type of motor
Squirrel cage induction motor –energy efficient
b) Motors of rating upto and including 150kW
415V ± 10%, 50 Hz ±5%, 3 Phase AC
c) Motors of rating above 150kW upto and
including 1000 kW
3.3kV ± 10%, 50 Hz ±5%, 3 Phase AC
2.3
Class of Insulation (Clause 5.2.2)
Class F with temperature rise limited to Class B
2.4
Degree of Protection (Clause 5.2.2)
a) IP55 for Indoor
b) IPW55 weatherproof for Outdoor
2.5
Enclosure for (Clause 5.2.2
a) Non Hazardous area
Shall be suitable for corrosive atmosphere(phosphoric
acid)
b) Hazardous area
NA
2.6
Anti condensation heaters (Cl. 5.2.3)
Required for motors of rating 37 KW & above
2.7
Method of Starting (Clause 5.2.5)
Direct On Line or VFD as per the process requirement
2.8
Number of Starts (Cl. 5.2.6)
2.9
a) Number of consecutive cold starts
3
b) Number of consecutive hot starts
2
c) Number of equally spaced starts/hr.
4
Fault withstand time at terminal box
50kA
a) Starting Current (Cl. 5.3.1)
As per IS
b) Main terminal box (Phase segregated)
(Cl. 5.3.2)
Required
c) Star terminal box (Cl. 5.3.2)
Not Required
d) Zero speed switches for motors of high
starting time required. (Cl. 5.3.2)
e) Winding temperature detectors (Cl. 5.3.3)RTD
Not Required
f) Bearing Temperature detectors (Cl. 5.3.3) RTD
Not Required
PROJECT
Phosphoric Acid Tank
CLIENT
M/s.FACT-CD
13FT924A/14
P.O. NO.
0
08-06-‘20
SM
IK
IK
REV.
DATE
PRPD.
CHKD.
APPRD.
VENDOR
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
DATA SHEET
g) Oil temperature detectors (Cl. 5.3.3)
Not Required
h) Oil level indicator (Cl, 5.3.3)
Not Required
i) Temperature scanner / Monitoring relays
with alarm and trip contacts for
winding/bearing RTD
Not Required
j) Foundation bolts for motors
Required
32644-13-DA-92401
Page 2 of 5
R0
3.0
MV SWITCHBOARDS / MOTOR CONTROL CENTRES (MCC)
3.1
Incomer rating
200A MCCB
3.2
Number of Incomers in each MCC
One (one from Client’s switchboard at substation)
Multi-Function meters shall be provided for incomer.
3.3
Enclosure
IP 52
3.4
Number of Bus coupler in each MCC
-
3.5
Type of MCC (Clause 6.2.2)
a)
Single front
b)
Draw out
3.6
Cable entry
Bottom
3.7
Material of Bus bars
PVC sleeved Aluminium/ Copper
3.8
Test Push Button (Cl. 6.2.4)
Not Required (but test facility for control circuit
required)
3.9
Type of overload relay reset (Clause 6.2.10 &
6.2.19)
Thermal overload(bimetal) relay -manual with reset
button. CT operated motor protection relay shall be
provided for motor feeders 22kW and above
3.10
Ammeters for outgoing feeders (Clause 6.2.12)
3.11
13FT924A/14
ELECTRICS FOR TURNKEY
INSTALLATION
a) For Switch fuse/ MCCB feeders
Not Required
b) For motor feeders
Required
Current transformer for remote ammeter (Cl.6.2.13)
a) For motor feeders
Required for motors of rating 15kW and above
b) Class of Accuracy
1.5
3.12
Control supply (Cl. 6.2.14)
110V AC
3.13
Control voltage Transformer (Cl. 6.2.15)
Required for each module
3.14
Indication lamps on Motor feeders (Clause
6.2.19)
a) Motor ON (red)
Required
b) Motor OFF (Green)
Required
c) Overload Tripped (Amber)
Required
d) Voltage rating for indication lamps
110V AC, with LED lamps.
3.15
Short circuit rating of MCCB
50KA for 1 sec
3.16
Single phasing annunciator for incomer (Cl.
6.2.22)
Thermal bimetallic overload relays provided for motor
feeders shall have integral / built in single phasing
preventing feature
3.17
Panel anti-condensation heaters (Clause
6.2.26)
Required
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICS FOR TURNKEY
INSTALLATION
TECHNICAL
PROCUREMENT
SPECIFICATION
DATA SHEET
32644-13-DA-92401
Page 3 of 5
R0
3.18
Earth bus for MCC(Clause 6.2.27)
Suitable for 50kA/1sec
3.19
Other requirements
3.20
Type of motor starter
1) Outgoing feeders as required for the acid pumping
system including lighting and one numbers welding
socket outlets. Spare feeders minimum one number for
each rating shall be provided. All out going feeders
shall be SFU type.
DOL type. SFU shall be provided for all motor feeders
as overload protective device. Type of co-ordination
between contactor, overload protective device and
short circuit protective device shall conform to Type II
as per relevant standards. ON,OFF and trip indications
of pumps shall be made available at the existing
control room.
Note: Incomer feeder for the MCC shall be made available by the client at the outgoing feeder of
existing MV switch board located in the substation building.MCC for phosphoric acid tanks shall be
located in heavy equipment work shop building. Cables and cabling from substation building to Heavy
equipment workshop shall be included the scope of work of contractor.
4.0
LOCAL CONTROL STATIONS (Required for motors )
4.1
Material of construction (Clause 7.1.0)
4.2
Enclosure and degree of protection (Cl. 7.1.0)
Cast Aluminium
a) Non Hazardous
IP 55 weather proof for outdoor
b) Hazardous
NA
4.3
Ammeter (Cl. 7.4.0)
Required for motors rated 15KW and above
4.4
Accuracy class (Cl.7.4.0.0)
Class 1.5
4.5
Local/Remote selector switch
shall be provided
4.6
Indication lamps – cluster type LED lamps
Not required
4.7
Foundation bolt for LCS
Required
5.0
CABLES & CABLING
5.1
Type of cable and material of conductor (Cl. 8.1.0 & 5.2.4)
a) Power cables - MV
Aluminium conductor with XLPE insulated ,PVC inner sheathed,armoured
PVC FRLS outer sheathed for cable sizes above 4sqmm. Cable sizes
4sqmm and below shall be Copper conductor, XLPE insulated, PVC inner
sheathed armoured PVC FRLS outer sheathed as per IS:7098
b) Control cables
Copper conductor with XLPE insulation, PVC inner sheathed, armoured,
PVC outer sheathed FRLS type as per IS:7098
All cables for Instrumentation interface shall be stranded 1.5Sq.mm copper
cable.
13FT924A/14
5.2
Table of minimum cable sizes of Power cables (Cl. 8.8.0) Vendor shall provide adequate cable sizes to
limit the running voltage drop to 3%).Sizes indicated are for Aluminium cables .Equivalent size of
copper cable can be provided.
Motors ≤ 3.7 kW
1 # of 3 x 4 sq.mm Cu
Motors>3.7kW ≤7.5 kW
1 # of 3 x 6 sq.mm .Al
Motors>7.5kW ≤11 kW
1 # of 3 x 10 sq.mm
Motors>75kW ≤90 kW
1 # of 3 x 240 sq.mm
Motors>11kW ≤15 kW
1 # of 3 x 16 sq.mm
Motors>90kW ≤110 kW
1 # of 3 x 300 sq.mm
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
5.3
5.4
ELECTRICS FOR TURNKEY
INSTALLATION
DATA SHEET
13FT924A/14
Page 4 of 5
R0
Motors>15kW ≤22 kW
1 # of 3 x 25 sq.mm
Feeders 32A
4 x 10 sq.mm Al.
Motors>22kW ≤30 kW
1 # of 3 x 35 sq.mm
Feeders 63A
3.5 x 35 sq.mm Al
Motors>30kW ≤37 kW
1 # of 3 x 50 sq.mm
Feeders 100A
3.5 x 70 sq.mm Al.
Motors>37kW ≤45 kW
1 # of 3 x 70 sq.mm
Feeders 200A
3.5 x 240 sq.mm Al.
Motors>45kW ≤55 kW
1 # of 3 x 95 sq.mm
Feeders 250A
3.5 x 400 sq.mm Al.
Motors>55kW ≤60 kW
1 # of 3 x 150 sq.mm
Feeders 400A
2RX3.5 x 240 sq.mm
Al.
Motors>60kW ≤75 kW
1 # of 3 x 185 sq.mm
Feeders 800A
4RX3.5 x 400 sq.mm
Al.
Minimum sizes of control cables (Cl. 8.11.0)
a) Size in sq.mm
2.5
b) Minimum No. of cores for MV Motors (for LCS)
As reqd. with 1 core, spare
c) Minimum No. of cores for HV Motors ( for LCS)
-
d) Interlock/ Interconnection cables to control
panels/ eqpt etc.
Upto 7 core – 1 core spare, More than 7 core – 2
cores spare
Type of cabling (Cl. 8.12.0)
a) MV equipment
1) Cabling inside substation building through over head GRP cable trays.
2)
6.0
EARTHING
6.1
Main incoming earth bus (Cl. 4.3.0)
6.2
Plant main earth bus if any (Cl. 9.1.0)
6.3
Equipment earthing (Cl. 9.1.0)-Type & material
6.4
Equipment earthing (Cl. 9.1.0)-Table of minimum sizes
6.5
32644-13-DA-92401
MCC / Switchboards,
fuse/ current limiting type
MCCB protected
2R 120sq.mm Al. cable
Motors ≤ 30KW & local
control stations
2Rx16 sq.mm Al
Motors >30KW, ≤37KW
2Rx35 sq.mm Al
Motors >37KW, ≤55KW
2Rx50 sq.mm Al
Motors >55kW, ≤65kW
2Rx 70Sq.mm Al
Motors>65kW, ≤75kW
2Rx120Sq.mm Al
Motors rated 75 KW
and above
2Rx150Sq.mm Al
Size of static earthing minimum (Cl. 9.4.0)
Cabling outdoor area - through over
head GRP cable trays where pipe
bridges/supports are available.Cables
shall be laid through GI pipes in paved
area.In other area where pipe bridges are
not available cables shall be laid through
buried trenches.RCC hume pipes shall be
provided for road crossings
* Vendor to furnish
Static Earthing of
Process
equipment/Tanks
16 sq mm Aluminium cable
FACT ENGINEERING AND DESIGN ORGANISATION
1Rx120Sq.mm Al
cable.
TECHNICAL
PROCUREMENT
SPECIFICATION
6.6
ELECTRICS FOR TURNKEY
INSTALLATION
DATA SHEET
Lightning protection (Cl. 9.5.0)
32644-13-DA-92401
Page 5 of 5
R0
-
Two numbers of earth pits( Maintenance free copper bonded earthing electrodes approved by Kerala
state Electrical Inspectorate, comprising of 3 m long, dia. not less than 17 mm, earth electrode of low
carbon steel with 250 micron copper bonding on outer surface and having terminals to connect the
conductor) shall be provided for earthing MCC . Local Control stations ,drive motors ,Junction boxes
etc shall be earthed in duplicate and shall be connected to earthing system . All steel structures,
tanks, vessels, pipes, pipe joints, valves etc. shall be earthed against static charge
accumulation. Separate earth pits shall be provided for tank earthing .Inter connection of earth pits
13FT924A/14
with the nearest existing earth pit at two points shall be carried out with 150sq.mm PVC covered Al.
cable
7.0
SAFETY ITEMS (CLAUSE 10.0.0)
7.1
Danger Notice plates
Required
7.2
CO 2 Fire Extinguisher (4.5kg)
Required
7.3
Insulation mat in front of MCC/ switchboards
1.1 kV grade insulation mat as per IS 15652:2006
of thickness not less than 2.5 mm and 1000 mm
width shall be provided
7.4
Fire buckets ( 1 gallon)
-
7.5
Resuscitation charts
Required
8.0
Area Classification (Cl. 11.0.0)
Safe area
9.0
Weatherproof protection (hood) for outdoor
equipment (Clause 12.5.0) Motors & PB stns.
Required with Aluminium sheet
10.0
Responsibility of getting approval from Electrical
Inspectorate (Cl. 13.1.0)
Vendor shall be responsible for getting approval
from Electrical Inspectorate(CEA)
11.0
Lighting (Clause 14.0.0)
Well glass , acid resistant ,weather proof LED
type light fittings shall be provided at srairs and
hand rails of tanks. Weather proof ,acid resistant
LED type flood light fittings shall be provided at
the top of the tanks for illumination of dyke wall
area and nearby roads .
12.0
Painting (Deviations if any on those specified in
13ES900)
Epoxy painting
13.0
MAKE (Cl. 15.0.0)
Refer sub vendor list (Electrical)
14.0
OTHER REQUIREMENTS
FACT ENGINEERING AND DESIGN ORGANISATION
ELECTRICS FOR TURNKEY
INSTALLATION
TECHNICAL
PARTICULARS
1.0
MOTORS
1.1
Make
1.2
Equipment No. / Name
1.3
Type of Motor
1.4
Motor rating
1.5
Speed in RPM (Syn.)
1.6
Frame size
1.7
1.9
Class of Insulation
Enclosure, Degree of Protection & Type of
cooling
Direction of rotation
1.10
Full load current (Amps)
1.11
Starting Current (%FLC)
1.12
Slip (Percentage) at Full load
1.13
Efficiency (%) and power factor
1.8
32644-13-TP-924-01
Page 1 of 6
a) At full load
b) AT ¾ load
c) At ½ Load
1.14
Locked rotor withstand time
a) Hot (seconds)
b) Cold (seconds)
1.15
Starting time of motor on DOL with driven equipment coupled
a) At 100% voltage
1.16
1.17
b) At 80% voltage
Minimum voltage required for starting with
the equipment and corresponding starting
time
Allowable number of starts with driven equipment coupled
a) Consecutive cold starts
b) Consecutive Hot starts
1.19
c) Equally spaced starts/Hr.
Guaranteed temperature rise under worst
conditions of voltage and frequency
Speed Vs. Torque curve
1.20
Current Vs. time curve
1.21
Current Vs. Speed curve
Thermal withstand characteristics (hot &
cold)
Start withstand time
1.18
1.22
1.23
PROJECT
Phosphoric Acid tank
CLIENT
M/s.FACT-CD
P.O. NO.
VENDOR
13FT924B/14
REV.
DATE
PRPD.
CHKD.
APPRD.
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PARTICULARS
ELECTRICS FOR TURNKEY
INSTALLATION
a) Hot (seconds)
1.25
b) Cold (seconds)
Margin between starting time and locked
Rotor withstand time hot (Clause 5.3.1 of
13ES924)
CIMFR Certificate (for Flame-proof motors)
1.26
Bearings
1.24
a) Drive end bearing No. & type
b) Non-drive end bearing No. & type
c) Make of bearings
1.27
Lubricant
a) Make
b) Type
c) Lubrication Schedule of motor
1.28
Weight of Motor
2.0
LOCAL CONTROL STATIONS
2.1
Maker’s Name
2.2
Works at which units will be fabricated
2.3
Material of construction
2.4
Enclosures & Degree of protection
2.5
Technical details, leaflets etc
2.6
Standards applicable
2.7
Ammeter range & Accuracy class
2.8
CIMFR certificate for flame proof equipment
2.9
Type of Local control stations
3.0
CABLES
3.1
Make
3.2
Type & Material
Power Cable
Control cable
3.3
Standards applicable
Power cable
13FT924B/14
Control cable
4.0
EARTHING CONDUCTORS
4.1
Make
4.2
Type & Material
4.3
Standards applicable
5.0
OTHER DETAILS
FACT ENGINEERING AND DESIGN ORGANISATION
32644-13-TP-924-01
Page 2 of 6
TECHNICAL
PARTICULARS
ELECTRICS FOR TURNKEY
INSTALLATION
6.0
MOTOR CONTROL CENTRES
6.1
Number of MCCs
6.2
Incomer Rating
6.3
Maker’s name
6.4
Works at which the boards will be fabricated
6.5
Type of switchboards
6.6
Max. Temperature rise over ambient
6.7
Sizes of phase and neutral bus bars of the following ratings along with supporting calculations
a) 100A
b) 200A
c) 400A
d) 630A
6.9
e) 800A
Short time (1 sec.) rating of bus bars in
KA(Rms)
Type, make, ratings/range/ratios and relevant details of individual components
6.10
Technical details, leaflets and type test certificates for the following items.
6.8
a) Heavy duty type switches
b) Air Break contactors (Power &Auxiliary)
c) HRC link type fuses (Power and Control)
d) Bus bars
e) Current transformers
f) Bimetallic thermal overload relays
g) Meters
h) Indicating lamps
i) Timers
6.11
6.12
6.13
j) Single phasing annunciators
Overall dimensions in mm of each
switchboard
Weight of each switchboard in Kg. (Dynamic
loading if any shall be furnished)
Material and area of cross section of conductors of
a) Bus bars to switch of each rating
b) Switch to fuses of each rating
6.14
13FT924B/14
32644-13-TP-924-01
Material and voltage class (grade) of
insulation of above conductors if insulated
FACT ENGINEERING AND DESIGN ORGANISATION
Page 3 of 6
ELECTRICS FOR TURNKEY
INSTALLATION
TECHNICAL
PARTICULARS
6.15
Motor
KW/
Fdr.
rating
Full
Load
Amps
Module
size
Type
AC22
rating
(A)
AC23
rating
(A)
Page 4 of 6
COMPONENT / FEEDER DETAILS
HRC Fuse
Switch/MCCB
32644-13-TP-924-01
Thermal rating
(A)
Let
through
energy
Contactor
Type
Thermal rating
(A)
AC3
rating
(A)
1sec.
Rating
(A)
0.25
0.37
1.2
0.55
1.6
0.75
1.8
1.1
2.6
1.5
3.5
2.2
5.0
3.7
7.5
5.5
11
7.5
14
9.3
19
11
21
15
28
18.5
35
22
40
30
55
37
66
45
80
55
100
75
135
90
165
110
200
132
230
150
275
13FT924B/14
Switch fuse/MCCB
feeder
63
100
200
250
400
630
FACT ENGINEERING AND DESIGN ORGANISATION
Over
load
relay
range
(A)
Size of wire
used in
modules
Power
Control
Rating of terminals in
Amps.
Drawout
Fixed
Outgoing
TECHNICAL
PARTICULARS
ELECTRICS FOR TURNKEY
INSTALLATION
7.0
VARIABLE FREQUENCY DRIVES
7.1
Make
7.2
Model Number
7.3
Country of manufacture
7.4
Type of reference
7.5
Standards to which the VVFD conforms to
7.6
Weight
7.7
Drive type
7.8
Dynamic Response
a) Speed fluctuation band
b) Speed recovery time after 100% torque
step
c)Type of feed-back for speed control
d)Speed control accuracy
7.10
Waveform distortion factor (% harmonics) in
output / input waveform
(Number of harmonics and magnitude of
each harmonic generated shall be furnished)
Rating expressed at (torque)
7.11
Speed control range
7.12
Overload capacity
7.13
Rating declared at (temp.)
7.14
Switching frequency at declared rating
7.15
Overload capability of converter
7.9
a) 115% In( for variable torque) for
7.16
Overall efficiency of drive (excl. motor) at
a) 100% load
b) 75% load
c) 50% load
7.17
Overall power factor of drive (excl. motor) at
a) 100% load
b) 75% load
13FT924B/14
c) 50% load
7.18
Control mode
7.19
Acceleration time (Adjustable)
7.20
Deceleration time (Adjustable)
7.21
Operation mode
7.22
Speed reference signal
7.23
Braking
7.24
Frequency setting
7.25
Communication protocols
7.26
PID function
7.27
Type of power converter
7.28
Type of cooling system provided
7.29
Type of output filter provided
FACT ENGINEERING AND DESIGN ORGANISATION
32644-13-TP-924-01
Page 5 of 6
TECHNICAL
PARTICULARS
7.30
ELECTRICS FOR TURNKEY
INSTALLATION
Panel Construction
a)Material of construction
b)Thickness
c)IP Rating
7.31
Cooling
i) Type
ii) Redundancy in cooling units
7.32
7.33
7.34
Panel space heater rating
Maximum noise level from the drive at 1meter distance
Dimensions
a) Length
b) Height
c) Depth
13FT924B/14
d) Weight of cubicle
7.35
Earth bus
7.36
Size
7.37
Minimum fault current capacity
FACT ENGINEERING AND DESIGN ORGANISATION
32644-13-TP-924-01
Page 6 of 6
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 1 of 16
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
9.0.0
10.0.0
11.0.0
12.0.0
13.0.0
14.0.0
15.0.0
16.0.0
17.0.0
18.0.0
19.0.0
20.0.0
21.0.0
22.0.0
23.0.0
24.0.0
25.0.0
26.0.0
27.0.0
SCOPE
REFERENCES
STANDARDS
SERVICE CONDITIONS
CONSTRUCTION&GENERAL REQUIREMENTS
BUS BARS
FEEDER ARRANGEMENT
CABLE COMPARTMENTS
CABLE TERMINATION
WIRING
INSULATION
EARTHING
NAME PLATE
MOULDED CASE CIRCUIT BREAKERS
FEEDER LOAD-BREAK SWITCHES
MINIATURE CIRCUIT BREAKERS
FUSES
STARTER-CONTACTORS
OVERLOAD RELAYS
CURRENT TRANSFORMERS
RELAYS
CONTROL TRANSFORMERS
INDICATING INSTRUMENTS
INDICATING LAMPS, PUSH BUTTONS, CONTROL SWITCHES, ETC
ANTI-CONDENSATION HEATERS
DRAWOUT SWITCHBOARDS
MEDIUM VOLTAGE CIRCUIT BREAKERS
1.0.0
SCOPE
1.1.0
This specification covers the general requirements for design, manufacture, testing and supply of
Medium Voltage Switch boards like Power Control Centres (PCC), Motor Control Centres (MCC),
Power cum Motor Control Centres (PMCC), Auxiliary switch boards, Lighting Switchboards, etc.
2.0.0
REFERENCES
2.1.0
Following documents shall be read in conjunction with this specification:
2.1.1
Engineering specification and Data sheet of General requirements for Electrics
2.1.2
Data sheet of Medium Voltage Switchboards
2.1.3
Technical Particulars of Medium Voltage Switchboards
3.0.0
STANDARDS
3.1.0
Requirements laid down in the latest revisions of the following Indian Standards and other relevant
standards & regulations shall be strictly adhered to:
IS: 8623(Part I)
IS/IEC60947-1
IS/IEC60947-3
00FT001
PRPD.:
Specification for Low- Voltage Switchgear & Control gear Assemblies
Low voltage switch gear and control gear :part 1-General rules
Low voltage switch gear and control gear :part 3-Switches, disconnectors,Switch
disconnectors and fuse combination units
CHKD.:
APPRD.:
ISSUED ON: SEPT 2014
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 2 of 16
IS: 5578
IS: 11353
Guide for marking of insulated conductors
Guide for uniform system of marking and identification of conductors and apparatus
terminals
IS: 10118
Code of practice for selection, installation, and maintenance of switchgear and control
gear
IS: 13118
Circuit breakers
IS:13703
Specification of low voltage fuses for voltages not exceeding 1000V-AC or1500V-DC
IS:13947:part4:sec:1 Specification for low voltage switchgear and control gear -Part 4;Contactors
and motor starters-Sec-1:Electro mechanical contactors and motor starters
IS: 2705
Current Transformers
IS: 4201
Application guide for CTs
IS: 3231
Electrical relays for power systems protection
IS: 3842
Application guide for electrical relays for ac systems
IS:13947:part5:sec:1 Specification for low voltage switchgear and control gear -Part 5-control circuit
devices and switching elements-sec1:Electromechanical control circuit
devices
IS:8828
Electrical accessories- Circuit breakers for over current protection for house hold and
similar installations
00FT001
IS: 1248
IS: 13010
IS: 13779
IS: 8530
IS: 14415
IS: 14390
IS: 14372
IS: 1901
IS: 2551
IS: 732
IS: 900
IS: 3043
Direct acting electrical indicating instruments
A C watthour meters class 0.5,1.0 and 2.0- Specification
AC static watthour meter ,class 1.0 and 2.0- specification
Maximum demand indicators , class 1.0
Volt ampere hour meter for restricted power factor range- specification
Volt ampere reactive hour meter, class 3.0
Volt ampere hour meter for full power factor range
Visual indicator lamps
Danger notice plates
Code of practice for electrical wiring installations
Code of practice for installation and maintenance of induction motors
Code of practice for earthing
4.0.0
SERVICE CONDITIONS
4.1.0
The equipment shall be designed to operate satisfactorily at rated load under the service conditions
and power supply conditions specified in the data sheet of “ General requirements for electrics” and
data sheet of “Medium voltage switch boards”.
5.0.0
CONSTRUCTION & GENERAL REQUIREMENTS
5.1.0
All switchboards shall comply with the requirements of IS:8623 applicable for Low-Voltage Switchgear
and control gear assemblies.
5.2.0
The switchboard shall be of folded sheet steel construction, fully compartmentalized, floor mounted,
free standing type and dust, damp &vermin proof. The degree of protection shall be as specified in the
data sheet. Vertical units shall be assembled to form a continuous line up of uniform height and front
line up.
5.3.0
Thickness of sheet steel shall not be less than 2 mm except for certain non load bearing members like
instrument plates, partitions, doors, etc. for which a minimum thickness of 1.6 mm shall be ensured.
5.4.0
Doors and openings shall be provided with neoprene gaskets. All hardware shall be corrosion
resistant.
5.5.0
All doors shall be hinged at one end and shall be bolted (knob type) on other end. All hinges shall be
of concealed design for elegant appearance.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 3 of 16
5.6.0
Adequate lifting facilities shall be provided on each section. Lifting eyes may be of removable/foldable
design. When removed, these shall not leave any openings on the boards.
5.7.0
All barriers used shall be manufactured from non-inflammable material.
5.8.0
Bus bars shall be housed in separate metallic compartment (horizontal bus bar chamber & vertical
bus bar chamber) and shall be accessible for inspection only with special tools.
5.9.0
Individual feeder modules shall be housed in independent and separate enclosed compartments
separated from each other by metallic barriers. Each vertical row of modules shall have independent
vertical bus bars, vertical bus bar chambers, and cable alleys.
5.10.0
The design of the switchboard shall be such as to allow for extension of vertical panels at both the
ends. The ends of the busbars shall be suitably drilled and the side covers of the horizontal bus bar
chambers at extreme ends shall be provided with opening, which shall be covered with a gasketted
plate screwed to the panel.
5.11.0
In the case of single front panels without rear access (as specified in the data sheet), access to all
components, cable connections, bus bars, etc. shall be from the front only.
5.12.0
The equipment shall be designed to ensure complete safety during operation, inspection, connection
of cables, relocation of outgoing circuits and maintenance even with the bus bar system energized.
Features which prevent shorting of power and / or control terminals due to accidental dropping of
maintenance tools etc., inside the switchboard shall be provided. Checking and removal of
components shall be possible without disturbing adjacent components. All auxiliary equipment /
components shall be easily accessible.
5.13.0
All exposed live terminals in the cable alley and incomer terminals inside modules shall be covered or
shrouded to prevent accidental contact.
5.14.0
The incoming power connection shall be through bus trunking or cables as specified in the data sheet.
Ample space for connection of these cables / bus trunking shall be provided.
5.15.0
For lighting and auxiliary switchboards, the neutral conductors & bus bars shall have the same current
carrying capacity as that of the phase conductors & busbars.
5.16.0
Mechanical castle key interlocks and electrical interlocks shall be provided between the incomers and
bus couplers to prevent paralleling of incoming feeders, if specified in the data sheet.
5.17.0
Necessary foundation bolts, nuts and washers shall be supplied along with the equipment.
5.18.0
For additional / special requirements of Drawout switch boards (non breaker panels) refer clause
24.0.0 and for requirements of Circuit breaker panels refer clause 25.0.0below.
5.19.0
Temperature rise test if specified (in Scope of inspection and tests / Data sheet), shall be conducted
on one unit of each type of MV switchboard, before despatch. Test shall be conducted for the
specified full load rating of the bus bars. Test shall be done for both power and neutral bus in both
horizontal and vertical bus bar system. Diversity factor given in Table 1 of IS:8623 shall not be
applicable. Tests shall comply with he requirements of IS:8623,Clause 8.2.1, verification of
temperature rise limits. Testing procedure to be adopted shall be furnished in the bid. Bus bar
o
temperature rise shall be limited to 40 C. Tests shall be conducted in the presence of FEDO/ owner
representatives.
6.0.0
BUS BARS
6.1.0
Busbars shall be of high conductivity aluminum/copper as specified in the data sheet. Insulating
sleeves complete with necessary joint shrouds shall be provided for bus bars, if specified in the data
sheet.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
13ES906/14
MEDIUM VOLTAGE SWITCH BOARDS
Page 4 of 16
2
2
6.2.0
Maximum allowable current density for busbars shall be 1.25 A/mm for copper and 0.78 A/mm for
Aluminium.
6.3.0
The horizontal and vertical bus bars shall be rated for the same fault level specified in the data sheet.
6.4.0
Horizontal busbars shall be of uniform cross section throughout the length of the switchboard. Vertical
busbars of all vertical panels of the switch board shall also be of uniform cross section.
6.5.0
The bus bars and bus bar supports shall withstand the dynamic, thermal & magnetic stresses and
strains due to the maximum short circuit current corresponding to the fault level indicated in the data
sheet, without any deformation, deterioration or damage.
6.6.0
Rigid insulating barriers / protection guards /wire meshes shall be provided between the group of live
bus bars and other parts, so as to eliminate danger to personnel due to accidental contact.
6.7.0
The bus bar supports shall be of non-hygroscopic material with anti tracking features to prevent
flashovers. These shall have high tracking index and be mechanically strong. Hylam is not
acceptable.
6.8.0
Appropriate identification shall be provided on the busbars for distinguishing the various phases,
neutral and control / auxiliary buses.
7.0.0
FEEDER ARRANGEMENT
7.1.0
Feeder module / compartment sizes shall be integral multiples of one or two basic sizes.
7.2.0
Indicating lamps, meters and push buttons shall be mounted flush with the front-hinged cover.
7.3.0
The control components, except those coming on doors, shall be mounted on a base plate, fixed on
the frame of the module.
7.4.0
The incoming feeder shall be arranged preferably in the middle of each group of feeders, in such a
way that loads are distributed equally on either side.
7.5.0
The feeder arrangement shall be such that the operating height (ie. operating handle, switches, push
buttons, etc.) lies within 1828 mm, but above 300mm, from the floor level.
8.0.0
CABLE COMPARTMENTS
8.1.0
Cable compartments / cable alleys shall be provided for easy termination of all incoming and outgoing
cables. The width of this cable alley shall be sufficient to accommodate all the cables and shall have
free access for cable terminations and in any case shall not be less than 150mm. Cable alleys shall
be provided with suitable doors. It shall be possible to carry out maintenance work safely on cable
connections to anyone circuit, with the bus bars and adjacent circuit live.
8.2.0
Adequate supports and facilities for clamping shall be provided for cables, wherever necessary.
8.3.0
A horizontal wire way, extending over the entire length, shall be provided at the top / bottom for inter
panel wiring.
8.4.0
Removable gland plates, having a minimum thickness of 2mm, shall be provided. Gland plates for
glanding for single core cables shall be made of nonmagnetic material.
8.5.0
Cable glands shall be supplied loose along with the equipment for fixing them at site, if specified in the
data sheet.
9.0.0
CABLE TERMINATION
9.1.0
All terminal blocks shall have adequate current carrying capacity, heavy duty & break resistant.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 5 of 16
9.2.0
Terminals shall be compact and shall have high dielectric strength so as to prevent flashover and
have thermal strength to prevent deterioration. All terminals shall be mounted on aluminium rails, with
provision for addition of terminals.
9.3.0
Direct conductor termination type terminals of approved make will be acceptable up to 10mm size.
Bolted type terminals with crimping type lugs shall be provided for all cable connections greater than
2
10mm .
9.4.0
Sufficient clearances shall be available between terminals when terminal lugs are fitted to them.
9.5.0
Not more than two wires (one incoming & one outgoing) shall be connected per terminal.
9.6.0
Minimum 10% spare terminals shall be provided on each control terminal block, subject to a minimum
of two.
9.7.0
Shorting links shall be provided for CT terminals.
9.8.0
Identification numbering / lettering shall be provided for each terminal.
9.9.0
Necessary hardware required for cable termination like nuts ,bolts, washers, spacers etc. for incoming
and outgoing feeder shall be fitted and supplied.
10.0.0
WIRING
10.1.0
The switchboard shall be completely pre-wired and ready for external connections at site.
10.2.0
All control wiring shall be carried out through common wire ways. These shall not cross the bus bar
chamber. All control wiring shall be easily accessible for maintenance.
10.3.0
Necessary colour codes shall be adopted for power and control wiring for easy identification.
10.4.0
Power wiring shall be carried out with PVC insulated, stranded copper conductors of 650 Volts grade
2
having adequate current carrying capacity. Minimum size of conductor for power wiring shall be 4mm
copper.
10.5.0
Control wiring shall be carried out with 650 V grade, PVC insulated, copper conductor of size not less
2
2
than 1.5 mm . Circuits involving current transformers shall have 2.5mm ,1100 V grade conductors.
10.6.0
Wiring shall be terminated in easily accessible terminal blocks. The wires shall be arranged neatly and
the two ends of each wire and terminal block shall bear identification number/letter using unbreakable
ferrules.
10.7.0
Control wiring wherever terminated shall be in single layer formation.
10.8.0
All inter panel control wiring shall be taken through PVC sleeves and this shall be done by the switch
board manufacturer with the identification of wires and terminals for interconnection.
11.0.0
INSULATION
11.1.0
All insulating materials shall be non-hygroscopic, mould proof and treated with suitable varnishes.
Hylam shall not be used.
12.0.0
EARTHING
12.1.0
A continuous earth bus as specified in the datasheet shall be provided for the entire length of the
switchboard.
12.2.0
A minimum of 2 terminals shall be provided on the bus for external connection to earth grid.
2
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 6 of 16
12.3.0
All panels shall be properly connected to the earth bus.
12.5.0
All non-current carrying metallic parts of the equipment shall be earthed.
12.6.0
All hinged doors and covers shall be provided with suitable flexible earthing connections.
13.0.0
NAME PLATE
13.1.0
A nameplate with the switchboard designation shall be fixed at the top of the central panel. Separate
nameplates, giving feeder designation shall be provided on each compartment.
13.2.0
Necessary functional nameplate shall be provided for each component such as lamps, PBs, relays,
switches, etc. mounted on the panel front.
13.3.0
Nameplates shall be of Non corrosive metal like stainless steel with letters engraved in it.
13.4.0
The component nos. shall be painted / suitably identified inside the panel at appropriate points to give
a permanent marking.
14.0.0
MOULDED CASE CIRCUIT BREAKERS
14.1.0
Where moulded case circuit breakers are used for feeder circuit protection, rating and
characteristics shall be chosen in such a way as to ensure proper discrimination with other upstream
and downstream protective devices within the assembly.
14.2.0
The MCCB should be current limiting type with trip time of less than 10 milli second under short circuit
conditions. The MCCB should be either 3 or 4 poles as specified in data sheet.
14.3.0
MCCB shall comply with the requirements of the relevant standards IS13947 – Part 2 and should
have test certificates for Breaking capacities from independent test authorities CPRI / ERDA or any
accredited international lab.
14.4.0
MCCB shall comprise of Quick Make -break switching mechanism, arc extinguishing device and the
tripping unit shall be contained in a compact, high strength, heat resistant, flame retardant, insulating
moulded case with high withstand capability against thermal and mechanical stresses
14.5.0
The breaking capacity of MCCB shall be as specified in the schedule of quantities. The rated service
breaking capacity (Ics) should be equal to rated ultimate breaking capacities (Icu). MCCB’s for motor
application should be selected in line with Type-2 Co-ordination as per IS 13947-2. The breaker as
supplied with ROM should meet IP54 degree of protection.
15.0.0
FEEDER LOAD BREAK SWITCHES
15.1.0
The switches shall be of air break type, AC22 /AC23 utilization category as per IS. MinimumAC22
rating of the switch used shall be 63 A.
15.2.0
The switches shall have a quick-make, quick-break, fault-make, load-break mechanism operated by
an external insulated earthed handle, complete with ON-OFF position indicator/ dial plates.
15.3.0
Load break switches of motor starter feeders shall have AC23 rating corresponding to full load current
of the motor connected. Also theAC22 rating of the switches used shall not be less than the rating of
the HRC fuses in the feeder.
15.5.0
The switch fuse feeders shall be provided with load break switches of AC22 utilization category.
15.6.0
Bolted type removable copper links of adequate size shall be provided for neutral, in all incomer
feeders and outgoing feeders with TPN switch fuse units.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 7 of 16
15.7.0
The cubicle door shall be interlocked with the switch mechanism so that the door cannot be opened
unless the switch is in the OFF position.
15.8.0
Padlocking facility in OFF position shall be provided for feeder switches.
15.9.0 In the event of an independent control circuit supply to the coils of the contactors, the main switch shall
be provided with necessary auxiliary contacts to disconnect this control supply as well, when the
switch is turned to ‘OFF’ position for isolating the main supply.
16.0.0
MINIATURE CIRCUIT BREAKERS (MCB)
16.1.0
Miniature Circuit Breaker shall comply with IS-8828. Miniature circuit breakers shall be quick make
and break type for 240/415 VAC 50 Hz application with magnetic thermal release for over current and
short circuit protection.
16.2.0
The breaking capacity shall not be less than 10 KA at 415 Volts AC. MCB’s shall be DIN mounted.
The MCB shall be Current Limiting type (Class-3). MCB’s shall be C Type as per their Tripping
Characteristic curves defined by the manufacturer, unless otherwise specified in the data sheet.
16.3.0
The MCB shall have the minimum power loss (Watts) per pole defined as per the IS/IEC and the
manufacturer shall publish the values. MCB shall ensure complete electrical isolation & downstream
circuit or equipment when the MCB is switched OFF.
16.4.0
The housing shall be heat resistant and having high impact strength. The terminals shall be protected
against finger contact to IP20 Degree of protection. All DP, TP, TPN and 4 Pole miniature circuit
breakers shall have a common trip bar independent to the external operating handle.
00FT001
17.0.0 FUSES
17.1.0
All fuses shall be HRC link type , suitable for industrial application conforming to IS: 13703 Part II.
17.2.0
Selection of fuses for motor feeders shall be as per IS: 900.
17.3.0
All power and control fuses shall be provided with distinct operation indicators, to show whether they
have operated or not.
17.4.0
For all fuses provided in the fuse holders, necessary viewing aperture shall be provided on the fuse
holder for locating the blown out fuses.
17.5.0
Fuse holders and fuse bases shall be made of unbreakable non-inflammable and non-hygroscopic
material, preferably of phenolic mouldings.
17.6.0
Fuse pullers of different sizes required for inserting and removing HRC fuses shall be supplied for each
switchboard.
18.0.0
STARTER-CONTACTORS
18.1.0
Starter contactors shall be electromagnetic, air break type, suitable for uninterrupted duty and of AC3
/ AC4 utilization category as specified in data sheet, conforming to relevant standards.
18.2.0
The operating coil shall be vacuum impregnated, with special varnish, to remove all traces of air and
moisture. Alternatively, it can be of resin cast material as well.
18.3.0
The holding coils shall be rated for the control voltage specified in the data sheet.
18.4.0
If specified in data sheet, the holding coils shall be provided with delayed (up to 5 seconds) under
voltage release features.
18.5.0
Contactors shall preferably have switching position operation indicator.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 8 of 16
18.6.0
A minimum of 1 N/O and 1 N/C spare auxiliary contacts, in addition to those required for control
circuits, shall be available for each contactor. (If necessary, add on blocks or auxiliary contactor can
be provided.)
18.7.0
Wherever control voltage is DC, necessary series economy resistors shall be provided in the control
circuits, to reduce the DC load on the battery / rectifier.
18.8.0
Type of co-ordination between contactor, overload protective device and short circuit protective device
shall conform to Type II as per relevant standards.
19.0.0
OVERLOAD RELAYS
19.1.0
All overload relays shall be designed to nullify the effects on settings due to changes in ambient
temperature and humidity and they shall have adjustable accurately calibrated settings.
19.2.0
Overload protection shall be available for all the phases.
19.3.0
The over load relay shall be manual / auto reset type as specified in the data sheet. For manual reset
type, reset knob / push button shall be provided on the cubicle door, if specified in the data sheet.
19.4.0
Overload relays shall be either direct connected or CT operated, depending on the rating of motor. In
the case of CT operated relays, cast resin insulated CTs shall be included in the scope of supply of
vendor.
19.5.0
Thermal bimetallic overload relays provided for motor feeders shall have integral / built in single
phasing preventing feature. If built in feature is not available, separate current operated type single
phasing preventor shall be provided.
19.6.0
If separate single phasing preventor (SPP) is provided, the same shall be fail safe type and shall
function without any external power supply. In case of failure of internal wiring, the relay shall trip the
motor. The SPP shall be suitable for protection of the nonreversible as well as reversible motors.
19.7.0
Thermal over load relays for motor feeders of blowers, fans, agitators, crushers, compressors and
mills shall be of heavy duty, delayed action type to allow for more starting time. If required heavyduty overload relays are not available, necessary bypass contactor & timer arrangement circuit shall
be provided to allow for more starting time.
19.8.0
Contactor and overload relay shall be selected so as to withstand the let through energy of the
connected HRC fuse and MCCB’s in the feeder, and consequent thermal and dynamic effects.
20.0.0
CURRENT TRANSFORMERS
20.1.0
Current Transformers (CTs) shall be of cast resin insulated type, and shall conform to relevant
standards like IS: 2705 & IS: 4201.
20.2.0
Ratings of CTs provided shall match the specific requirements of the meters and protective relays
involved.
20.3.0
CTs provided in circuit breaker panels shall withstand the maximum short circuit current for a
minimum of 1 second. However for motor feeders the minimum duration can be 0.6seconds.
20.4.0
Separate CTs / cores shall be used for metering and protection. Dual purpose CTs are not
acceptable.
20.5.0
CTs for metering purposes shall have adequate capacity to cater for 130% of full load conditions.
Metering CTs shall have an Instrument Security Factor not more than 5 and an accuracy class not
more than 1.5 unless otherwise specified.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 9 of 16
20.6.0
CTs for protection purposes shall have sufficient accuracy, burden and accuracy limit factor for
necessary coordination / discrimination for clearing faults. Accuracy limit factor for protection CT shall
not be less than 10 and accuracy class shall be 5 P. CTs for differential / REF protection shall be of
class ‘PS’.
20.7.0
All CT terminals and terminals to remote meters shall be provided with links to facilitate shorting as
and when required.
20.8.0
CTs shall be provided with polarity markings adjacent to terminals, both for primary and secondary.
These shall be legible even after years of service.
20.9.0
1 No. current transformer with 1 Amp secondary rating shall be provided for each motor feeder having
a motor rating of 15 KW and above, unless otherwise specified in the data sheet, for remote
ammeter. Burden of this CT shall be sufficient to compensate for the lead burden and for the burden
of remote ammeter. As per data sheet, if same CT is used for local and remote meters, it shall have
adequate burden to meet the total requirement.
00FT001
20.10.0 If standby earth fault protection (earth leakage protection) and / or restricted earth fault protection are
provided on incoming breaker panels, one number ground CT with suitable VA and ratio for standby
earth fault protection and one number ground CT with suitable ratio, knee point voltage and exciting
current for restricted earth fault protection, shall be supplied loose, per incomer, in weatherproof
enclosure fitted with cable glands.
21.0.0
RELAYS
21.1.0
Relays shall conform to IS 3842 & IS 3231.
21.2.0
Protective relays shall be flush mounted drawout type. The type and manufacture of the relays shall
be approved by the buyer.
21.3.0
All relays shall have hand reset type operation indicators and initiating contacts. Indicators shall be
visible from front side of the panel. It shall be possible to reset them without opening the relay case.
21.4.0
Protective relays shall be suitable for the CT secondary current.
21.5.0
The relay shall have provision for insertion of test plug at the front for testing and calibration
purposes. It shall be possible to test the relays without disconnecting the wiring and without
withdrawing the relay. The insertion of the test plug shall automatically short circuit the CTs and
permit extension of external power supply to the relay.
21.6.0
Circuit breaker feeders with protective relays shall be provided with high speed master tripping
relay of the lock out type with hand reset feature and coil cut off contact.
21.7.0
It shall be ensured, by checking with the relay manufacturer, that with the accuracy limit factor of
current transformer provided, the thermal withstand capability of relays will not get exceeded for the
fault level prescribed.
21.8.0
If composite motor protection relays are prescribed in the data sheet for motor feeders, thermal
withstand characteristics of motors will be furnished on receipt from motor manufacturer. Selection of
most suitable version of motor protection relay based on the motor characteristics, to provide
adequate protection to the motor, shall be the responsibility of the switchboard supplier. Necessary
application checks shall be carried out by vendor in consultation with the relay manufacturer and
recommended settings along with calculations shall be submitted.
21.9.0
Vendor shall furnish complete relay coordination details applicable. This is required to check the
adequacy of CT ratios, VA ratings, relay types and characteristics, etc. and to determine the optimum
settings to be adopted for ensuring selectivity and backup protection. While selecting the settings,
manufacturing tolerances of devices shall be considered. Settings for all adjustable devices shall be
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 10 of 16
00FT001
tabulated. Graphs shall also be drawn to match motor characteristics with motor protection relay
characteristics.
22.0.0
CONTROL TRANSFORMERS
22.1.0
Control transformer shall be provided on each module unless otherwise specified in the datasheet,
wherever control voltage specified / required is different from the mains voltage.
22.2.0
Control transformer shall be cast resin-insulated type.
22.3.0
Control transformer shall have ± 5% voltage tappings on the primary side and with center tap of
secondary winding earthed. Where common control transformer is specified in data sheet for bus
section additional tappings of ± 2.5% shall also be provided.
22.4.0
All Control transformers shall have HRC fuse protection on primary side and double pole MCB on
secondary side. Where common control transformer’s are specified in the data sheet for bus section,
suitable switch fuse unit shall be provided on the primary side.
22.5.0
Control transformer provided in individual module shall have adequate capacity to feed the control
loads of the feeder as well as the inrush VA of the contactors & relays of the feeder.
22.6.0
Where common control transformers are specified in the data sheet for each bus section, each unit
shall have adequate capacity to feed all control loads (including those of spare panels) of particular
bus section and any one of the adjacent bus sections as well as the inrush VA of contactors & relays
applicable. In the event of failure of the control transformer of one bus section, control transformer
feeding any one of its adjacent bus sections shall be capable of feeding the same also, in addition to
its own loads, by temporary interconnection.
22.7.0
Where control transformers are provided bus section wise, the compartment housing the control
transformer shall preferably be located towards the bottom of the switchboard, to facilitate
maintenance and replacement.
22.8.0
Wherever module control transformers are envisaged in draw out switchboards, a separate control
transformer (complete with switch fuse on primary, double pole MCB on secondary and centre tap of
secondary winding earthed) for test supply shall be provided along with associated wiring and
accessories.
22.9.0
Where common control transformers are provided, the control supply to module shall get
automatically isolated when the feeder switch is switched OFF.
23.0.0
INDICATING INSTRUMENTS
23.1.0.
Meters shall be flush mounted and of a type and make approved by the buyer.
23.2.0
All meters shall be square type of size 96mm x 96 mm unless otherwise specified in the datasheet.
Dials shall be white with black numerals and letters.
23.3.0
A moving iron voltmeter having a range of 0-500Volts AC shall be provided, along with a suitable
selector switch, to read all line to line voltages on the incoming side of incoming feeders. The selector
switches shall have 3 way and OFF positions. Necessary facia plates to denote switch positions shall
be provided. Necessary control fuses shall be provided in the voltmeter circuit.
23.4.0
Voltmeter shall be of Class 1.5 accuracy as per IS and shall have suppressed scale for the lower
values in the range.
23.5.0
Ammeters shall be of accuracy Class 1.5 as per IS unless otherwise specified.
23.6.0
Ammeter having suitable range shall be provided along with ammeter selector switch to read line
currents in the incomer feeders. The selector switches shall have 3 way and OFF position. Necessary
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 11 of 16
facia plates to denote switch positions shall be provided. These ammeters shall have approximately
uniform scale up to about full load current and suppressed end scale from 100% to at least for 150%
full load.
23.7.0
Ammeter, if provided for motor feeders as per data sheet, shall have suppressed overload range
(cramped end scale), to read the starting current of 600-800% and 200-400% of normal full load
current of motors for DOL starting and for star delta starting respectively.
23.8.0
A red mark shall be provided on the ammeter dial, corresponding to the full load current.
23.9.0
All ammeters shall be operated through current transformers and not directly connected. Calibration of
the ammeters shall tally with the ratio of the current transformers.
23.10.0 Cushion stoppers and zero correction screws shall be provided for all meters.
23.11.0 Energy meter, kilowatt meter and power factor meter, if provided as per data sheet, shall be operated
through current transformer only. The rating shall correspond to full load requirements. The
multiplication factor, if any, shall be furnished and exhibited by the side of the meter.
23.12.0 All lighting feeders shall be provided with CT operated ammeter with selector switch and energy meter
suitable to measure unbalanced loads on a 3-phase 4 wire system.
23.13.0 All selector switches shall be of rotary type, spring loaded and of robust construction. The operating
handle of these switches shall be knob type and of black colour.
23.14.0 Digital type meters shall be provided wherever specified in the data sheet.
00FT001
23.15.0 All auxiliary equipment such as shunts, transducers, CTs, VTs, etc. that are required shall also be
included in the supply of the switchboard.
24.0.0
INDICATING LAMPS, PUSH BUTTONS, CONTROL SWITCHES, ETC.
24.1.0
INDICATING LAMPS
24.1.1
Indicating lamps shall be of long life LED type and shall be indigenously available..
24.1.2
Necessary preventive measures shall be ensured to avoid any malfunction of the connected circuit
in the case of any fault in the indicating LED’s.
24.1.3
All signaling lamps must have clarity of colour .The colour shall be in LED and not as an applied
coating
24.1.4
Necessary protective fuses shall be provided for the lamp circuit in breaker feeders with shunt trip
arrangements.
24.2.0
PUSH BUTTONS
24.2.1
Number of PBs like START, STOP, REVERSE etc. required are given in the data sheet. Colour of
push buttons knobs shall be as per relevant IS.
24.2.2
All push buttons shall have 1 N/O + N/C contacts, unless otherwise required.
24.2.3
All push buttons shall be provided with legend plates to identify the function or operation.
24.3.0
Local / Remote change over switch shall be provided, if specified in the data sheet, when starting is
envisaged from more than one location.
24.4.0
All Control switches shall be preferably of rotary type with operating knob. They shall have proper
designation plates.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 12 of 16
25.0.0
ANTICONDENSATION HEATERS
25.1.0
Anti condensation heater of adequate capacity, rated for 240 V AC, shall be provided in every vertical
panel, in easily accessible position. For double front switchboards, heaters shall be provided on both
the fronts.
25.2.0
Necessary two pole ONOFF switch with HRC fuse & neutral link (or two pole MCBs) shall be provided
for each anti condensation heater circuit along with suitable thermostat for automatic temperature
control.
25.3.0
Heater supply to individual panel heaters in each bus section shall be availed through a separate
switch fuse feeder complete with suitably rated two pole switch, HRC fuse, neutral link, associated
heater supply bus/wiring, etc.
25.4.0
Wiring of anti condensation heaters shall be isolated or separately bundled from other internal wiring ,
preferably using a different colour.
25.5.0
If anti condensation heater is specified in data sheet, space heater supply shall be taken from the
outgoing end of motor isolator and shall be wired through an MCB and separate auxiliary contactor,
coil supply of it shall be through the NC contact of the main contactor.
26.0.0
DRAWOUT SWITCHBOARDS
26.1.0
The feeders shall be fully draw out type.
26.2.0
All draw out modules shall have distinct and stable TEST position, SERVICE position & ISOLATED
(WITHDRAWN) position.
26.3.0
All power contacts (both on bus bar side and cable side) shall be of fully draw out, self aligning, plug
in design, which get automatically disconnected when the draw out module is withdrawn from the
connected (SERVICE) position. Removable male and female contacts preferred.
26.4.0
Wiring for neutral may be in the fixed portion of the compartment. Where neutral connection is
required for control purposes within the module, they shall be through draw out contacts providing full
draw out facility.
26.5.0
All control contacts also shall be fully draw out self aligning type which get automatically connected/
disconnected depending on the circuit requirements, when draw out module is withdrawn to TEST /
ISOLATED positions.
26.6.0
Manual plug-in plug-out arrangement for control contacts is not acceptable.
26.7.0
The design of the contacts shall be such as to increase the contact pressure during starting and shortcircuiting conditions.
26.8.0
Necessary separation barriers shall be envisaged between pairs of power contacts to prevent
flashovers.
26.9.0
Draw out arrangement shall be designed in such a way that withdrawing and plugging in of the trolley
are achieved with smooth and reliable operation and without causing any damage or thrust to the plug
in type contacts.
26.10.0 Withdrawable trolley/ chassis shall be preferably with screw cranking arrangement and/or guide
vanes, such that trolley movement is positively guided and self aligning type. The trolley must move
on low friction rolling mounts.
26.11.0 Trolley pad locking switch and latch /trolley clamping captive screw shall be provided for the fully
inserted position.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 13 of 16
26.12.0 There shall be positive indication for the various positions of the trolley.
26.13.0 Wiring for components within the draw out module shall be identical in layout, ferrule numbering,
sequencing of secondary isolating contacts, colouring etc. to achieve maximum interchangeability.
26.14.0 In the case of double front panels, the module trolleys shall be interchangeable from one front to
another front in such a manner that direction of rotation of motors are kept unaltered. Such
interchanging shall not require rearranging /connecting cables.
26.15.0 Identical feeder types shall be interchangeable with each other. Also all modules shall carry labels
identifying KW rating & type of control wiring
26.16.0 Necessary earthing arrangements shall be provided for the truck in the‘ TEST’ and‘ SERVICE’
positions. The earth connection shall make before the main power and control contacts make and
break after the power and control contacts are disconnected. Earthing connection through manual
plug & socket connection will not be acceptable.
00FT001
26.17.0 Provision of control supply in the test position of draw out modules (feeders which require control
supply) shall be available. In draw out switchboards with module control supply, required test control
supply feeder, associated test supply bus/ wiring, etc. shall be provided.
27.0.0
MEDIUM VOLTAGE CIRCUIT BREAKERS
27.1.0
GENERAL & CONSTRUCTIONAL FEATURES
27.1.1
Circuit Breakers, if any, shall conform to IS: 13118.
27.1.2
All CBs shall be suitable for uninterrupted duty as per IS.
27.1.3
CBs provided for control of motors, capacitors, etc. shall be suitable for the specific duty involved.
27.1.4
If different ratings of circuit breakers are used in the switch board, they shall preferably belong to the
same family. The individual units of same ratings in a continuous switchboard shall be
interchangeable.
27.1.5
Circuit breaker enclosure shall be same as that of main equipment.
27.1.6
Circuit breaker shall be of forward draw out construction. The cradle shall be so designed and
constructed as to permit the smooth withdrawal and insertion of the breaker into it. The movement
shall be free of jerks, easy to operate and shall preferably be on steel balls / rollers and not on flat
surfaces. Horizontal draw out type truck is preferred.
27.1.7
Each CB shall be housed in a separate compartment and shall be enclosed on all sides. Adequate
provision shall be made for escape of hot gases by providing louvers. The louvers shall be covered
with perforated sheets and shall be so located as to direct the hot gases away from the operating
personnel. Multi-tier arrangement can be provided, if adequate space for maintenance is ensured.
27.1.8
Sheet steel barriers shall be fitted between the tiers in a vertical section and between two vertical
sections in the breaker compartment.
27.1.9
The hinged lockable door of the draw out type of CB shall not form an integral part of the draw out
portion, so that entry of foreign materials / things into the cubicle is not possible when the CB is drawn
out.
27.1.10 The door shall be of such a design that it shall allow the breaker to be kept withdrawn up to the ‘TEST’
and ‘ISOLATED’ positions with the CB door closed.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 14 of 16
27.1.11 The CB door shall be interlocked with the breaker positions such that:
a) The door cannot be opened unless the breaker is in ISOLATED position and
b) The breaker cannot be racked into the SERVICE position unless the door is closed.
27.1.12
The following four positions of the CB shall be distinctly marked and locking arrangements shall be
made:
a) SERVICE position:
The main disconnecting contacts shall be fully gripped on both sides, namely the bus bar side
and the load side (both main and secondary isolating contacts in service).
b) Test position:
The truck shall be perfectly isolated from the live busbars in order to test for proper performance
(main isolating contacts separated and secondary isolating contacts in service / test position).
c) ISOLATED position:
It shall be able to withdraw the truck from the cubicle for inspection and maintenance (both main
and secondary isolating contacts isolated).
d) MAINTENANCE position:
It shall be possible to draw out / take out the circuit breaker fully outside the cubicle for
maintenance purposes.
27.1.13
The above first three positions of the CB shall be positive, achieved only through the turning /racking
motion of the draw out mechanism and not by trial and error. There shall be an indicator clearly
showing the first three positions listed above, and the same shall be visible from the front without
opening the front door.
27.1.14 It shall not be possible to close the CB unless it is positively in one of the following positions:
a) Truck in ‘SERVICE’ position
b) Truck in ‘TEST’ position
c) When the truck is in completely ‘ISOLATED’ position.
27.1.15 The interlocks mentioned above are the minimum requirement. Manufacturers shall include any other
safety interlocks, which may be required by the particular design feature of the switchgear offered.
27.1.16 Necessary earthing arrangements shall be provided for the truck in the‘ TEST’ and‘ SERVICE’
positions. The earth connection shall make before the main power and control contacts make and
break after the power and control contacts are disconnected. Earthing connection through manual
plug & socket connection will not be acceptable.
27.1.17
Separate and adequate accommodation shall be provided for instruments / meters, indicating lamps,
auxiliary contactors, timers, control fuses, CTs, VTs, protective and auxiliary relays, auxiliary switches,
control transformers if any, etc. These shall be easily accessible for testing and maintenance, without
any danger of accidental contact with live parts of the CB. All the above accessories, bus bar
connections, wire ways, cable space, painting and other general requirements of CB shall conform to
relevant clauses mentioned elsewhere in this specification.
00FT001
27.1.18 Truck/trolley shall be provided for handling the circuit breaker
27.2.0
CIRCUIT BREAKER CONTACTS
27.2.1
CB contact assemblies shall include easily replaceable arcing contacts. Main current carrying
contacts shall be of low resistance, arc resistant and adjustable to compensate wear.
27.2.2
Contact fingers shall be spring loaded to reduce contact bounce.
27.2.3
The isolating contacts shall be self-aligning and able to carry rated short circuit current, without any
tendency for the contacts to ‘blowoff’.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
MEDIUM VOLTAGE SWITCH BOARDS
13ES906/14
Page 15 of 16
27.2.4
In case of air circuit breakers, the arc chutes shall be removable for routine inspection of the contacts.
27.2.5
In case of air break contacts, the arcing contacts shall have anti-sticking and burn resistant properties.
27.2.6
Wiring and termination of secondary isolating contacts shall be interchangeable in all identical
breakers.
27.3.0
OPERATING MECHANISM
27.3.1
It shall be possible to close and trip the circuit breaker without opening the CB compartment door. The
operating handle and the mechanical trip push button shall be at the front of the breaker and integral
with it. Arrangements with operating handle fitted on the door independently of the breaker, and
connected through a set of links to the breaker, are not acceptable.
27.3.2
CB shall be fitted with hand / direct motor / motor charged spring / solenoid closing mechanism, as
specified in the data sheet. Whatever be the mode of operation of the breaker, it shall have hand
closing provision to be operated in emergencies and during testing.
27.3.3
Operating mechanism shall be mechanically and electrically trip free in all positions of CB.
27.3.4
It shall be possible to mechanically trip the CB mechanism by a distinctively marked push button.
27.3.5
In “manually operated breaker”, the design of the handle and operating mechanism shall be such as
not to require large open slots in the front door for the movement of the handle. Manual closing
mechanism shall be of independent manual type.
27.3.6
In “electrically operated breakers”, remote closing facility shall be provided. The type of electrically
operated mechanism and the voltage of operation shall be as indicated in the data sheet.
27.3.7
The breaker shall be provided with suitable anti pumping feature to ensure that it does not reclose
automatically after a tripping, even if the closing impulse is maintained.
27.3.8
When the breaker is in the closed position, a closing operation of an initiating control device shall not
result in further operation of the breaker closing mechanism or discharging of the closing spring.
27.3.9
Closing of CB shall be prevented, unless the spring is fully charged.
27.4.0
OTHER REQUIREMENTS
27.4.1
The auxiliary wiring between the switchgear receptacle and the truck unit shall be established by
means of a plugging / sliding unit, consisting of minimum 10 pairs of contacts rated for 10A, 650V
grade, which get automatically disconnected when the drawn out module is withdrawn from the test
position.
27.4.2
A mechanical ON-OFF indicator, appropriately marked, shall be provided at the front of the CB.
27.4.3
A mechanical interlock shall be provided between the circuit breaker and isolator, if any, directly
connected to CB to prevent operation of the isolator when the CB is in closed position.
27.4.4
The closing coils and other auxiliary devices shall operate satisfactorily at all voltages between85110% of the rated control voltage specified in the data sheet. Trip coils shall operate satisfactorily at
all voltages between70-110% of the rated trip voltage mentioned in the data sheet.
27.4.5
Auxiliary power supply for control, indication and space heaters shall be as indicated in the datasheet.
For auxiliary power supply, necessary control switch fuse / MCB of required ratings shall be provided,
unless otherwise specified in the data sheet.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES906/14
Page 16 of 16
Releases:
Releases shall be provided, if specified in the data sheet. Type of releases provided and their
characteristics shall be furnished by the vendor. If provided, the releases shall have the following
features:
a) The overload release shall be provided with a setting range of 70% to 110% of the breaker rated
current or as specified in the data sheet.
b) The short circuit release shall be provided with minimum two settings corresponding to 750% and
1000% of the rated current, with adjustable time delay range of 25ms to350 ms or as specified in
the data sheet.
c) Earth fault releases shall be provided with a setting range of 10% to 40% of the rated current, or
as specified in the data sheet.
d) In PCCs/ PMCCs, where two breakers are connected in series they shall be fitted with releases
permitting discrimination.
00FT001
27.4.6
MEDIUM VOLTAGE SWITCH BOARDS
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
Page 1 of 2
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
CONTENTS
SCOPE
REFERENCE
STANDARDS
GENERAL CONSTRUCTIONAL REQUIREMENTS
DRUM LENGTHS
TOLERANCES
METHOD OF INSTALLATION
CABLE DRUMS
1.0.0
SCOPE
1.1.0
This specification covers the requirements for design, manufacture, testing at Works and supply of
cables.
2.0.0
REFERENCE
2.1.0
The following documents shall be read in conjunction with this specification.
2.1.1
Engineering specification and Data Sheet of General requirements for Electrics
2.1.2
Data sheet of Cables
2.1.3
Technical particulars of Cables
3.0.0
STANDARDS
3.1.0
Cables shall comply with the requirements laid down in the latest issues of following standards
wherever applicable along with other related standards.
IS 694
PVC Insulated Cables for working voltage up to and including 1100V
IS 1554 (Part I & II) PVC Insulated (Heavy Duty) Electric Cables
IS 7098 (Part I & II) Cross-linked Polyethylene Insulated PVC Sheathed Cables
IS 10418
Drums for Electric Cables
IS: 5831
PVC insulation and sheath of Electric Cables.
IS:8130
Conductors for insulated Electric cables and flexible cords.
IS:3975
Mild steel wires strips and tapes for armouring of cables.
IS: 10810 (part 41)
Methods of test on cables. Mass zinc coating on steel armour.
IS:209
Zinc ingot
IS:3961(Part 2)
Recommended current rating for cables. Part 2: PVC insulated and PVC
sheathed heavy duty cables
IS:10810(part 58)
Oxygen index test
IS:10810( Part 61)
Flame retardant test.
IS:10810( Part 62)
Fire retardant test for bunched cables.
IS:13573
Joints and terminations for Polymeric cables for working voltages from 6.6kV
upto and including 33kV performance requirements and type tests
IEC60331
Fire resisting characteristics of Electric cables
IEC-60332-2
Test on Electric cables under fire conditions-Part: 2 Test for vertical flame
propagation for a single small insulated wire or cable
IEC-60332-3
Test on Electric cables under fire conditions-Part: 3 Test for vertical flame
spread of vertically mounted bunched wires or cables
IEC-60502
Extruded solid dielectric insulated power cables for rated voltages from 1kV
upto 30kV
IEC- 540&540A
Test methods for insulation and sheath of electric cables and cords.
ASTM: D2863
Standard method of flammability of plastics using oxygen index method.
PRPD. :
CHKD. :
APPRD. :
FACT ENGINEERING AND DESIGN ORGANISATION
00FT006
13ES930/14
CABLES
ISSUED ON SEPT 2014
13ES930/14
ENGINEERING
SPECIFICATION
CABLES
Page 2 of 2
ASTM: D2843
4.0.0
4.1.0
Outer sheath of all PVC and XLPE cables shall be black in colour and minimum oxygen index shall
0
be 29 at 27±2 C. Suitable chemicals shall be added into PVC compound of the outer sheath to
protect the cable against rodent and termite attack.
4.2.0
All cables covered in this specification shall be flame retardant (FR) unless specified otherwise in
data sheet. The outer sheath of PVC and XLPE cable shall posses flame propagation properties
meeting requirements as per the IS:10810(Part 62).
4.3.0
Sequential marking of the length of the cable in metres shall be provided on outer sheath at every
one meter interval. This embossing/engraving shall be legible and indelible.
5.0.0
DRUM LENGTHS
5.1.1
5.1.2
Unless otherwise specified in the Data Sheet of Cables, Cables shall be supplied in standard drum
lengths as follows:
Medium Voltage power cables upto and including 6Sq.mm - 1000metres
Medium Voltage power cables from 10Sq.mm to 400Sq.mm - 500 metres
5.1.3
Control cables upto and including 27 Core- 1.5Sq.mm/ 2.5sq.mm - 1000 metres
5.1.4
5.1.5
3.3/6.6/11kV(E)
3.3/6.6/11kV(E)
upto3x400 sq.mm Upto 1x630Sq.mm -
500 metres
1000 metres
5.1.6
5.1.7
33kV (E)
33kV(E)
Upto 3x400Sq.mm Upto 1x400Sq.mm -
250 metres
1000 metres
5.2.0
Cable quantities less than one full standard drum length shall be supplied in single length.
5.3.0
Specific requirements if any, regarding drum lengths / single lengths etc. indicated in the data sheet
shall be complied with.
6.0.0
6.1.0
TOLERANCES
Drum lengths: Maximum tolerances permissible on the drum lengths shall be +5% or -2%, when
more than one drum length is ordered.
6.2.0
Ordered quantity: Maximum tolerances permissible on the total ordered quantity item wise shall be
+ 2% or -2%.
7.0.0
METHOD OF INSTALLATION
7.1.0
The cables are proposed to be laid on overhead racks exposed to weather or on racks in the cable
trenches or buried directly in ground. The supplier shall furnish the rating factors for the different
methods of installation.
8.0.0
CABLE DRUMS
8.1.0
Cable drums are proposed to be stored in the OPEN store yard where it will be exposed to rain, sun
and other climatic variations. The wooden drums shall not deteriorate and collapse during the
storage for at least two years.
PVC /Rubber end cap shall be supplied free of cost for each drum with a minimum of eight per
thousand meter length. The ends of the cables shall be properly sealed with caps to avoid ingress of
water during transportation and storage.
8.2.0
00FT006
Standard Test Method for Density of Smoke from the Burning or
Decomposition of Plastics
IEC: 60754-1
Test on gases evolved during combustion of materials from cables – Part 1:
Determination of the halogen acid gas content
GENERAL CONSTRUCTIONAL REQUIREMENTS
FACT ENGINEERING AND DESIGN ORGANISATION
13ES911/14
ENGINEERING
SPECIFICATION
PUSH BUTTON STATION
Page 1 of 3
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
9.0.0
10.0.0
SCOPE
REFERENCE
STANDARDS
GENERAL DESCRIPTION
CONSTRUCTION
WEATHER PROOFING
PUSH BUTTONS
INDICATING LAMPS
AMMETERS
NAME PLATE
1.0.0
SCOPE
1.1.0
This specification covers the requirements for design, manufacture, testing and supply of push button
stations.
2.0.0
REFERENCE
2.1.0
2.1.1
2.1.2
2.1.3
The following documents shall be read in conjunction with this specification.
Engineering specification and and Data Sheet of General requirements for electrics
Data sheet of Push button station.
Technical particulars of Push button station.
3.0.0
STANDARDS
3.1.0
All push button stations shall comply, wherever applicable, with the latest issues of the following
standards and other relevant standards.
IS: 2419 Indicating instruments
IS: 1248 Direct acting electrical instruments
IS: 1901 Indicating Lamps
IS/IEC60079-11 Electrical apparatus for explosive gas atmospheres: part 11-Equipment protection by
intrinsic safety"I"
IS:13947
Specification for low voltage switchgear and control gear
IS: 7118 Direction of movement of control devices
IS/IEC60947-1 Low voltage switch gear and control gear :part 1-General rules
4.0.0
GENERAL DESCRIPTION
4.1.0
Push button stations shall be designed in such a way that the equipment unit is suitable for mounting
on pedestal as well as on wall/surface. Fixing screws with cadmium / nickel plating shall be supplied
with each unit.
4.2.0
Push button stations for hazardous area shall be of a design for which approval has been obtained
from the Central Mining and Research Institute, Dhanbad, for use in the division of hazardous area
specified. The details of such approval shall be given on the name plate. The approval / certification
shall be relevant and valid.
4.3.0
All materials shall be selected, fabricated and painted to withstand / resist the environmental and
service conditions specified in Data sheet of General requirements for electrics, attached.
5.0.0
CONSTRUCTION
5.1.0
Material of construction of enclosure shall be as specified in the data sheet such as cast iron / cast
aluminum alloy / higher impact strength glass polyester material. If aluminum is used it shall be
copper free. The glass polyester if used shall not get affected due to ultra violet rays over its life span.
00FT001
PRPD. :
CHKD. :
APPRD. :
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON: SEPT 2014
00FT001
ENGINEERING
SPECIFICATION
13ES911/14
PUSH BUTTON STATION
Page 2 of 3
5.2.0
The enclosure shall be as specified in the data sheet, like IP55 / IP55 weather proof (IP55WP) / flame
proof (FP) / flame proof weather proof (FPWP).
5.3.0
Compression type cable glands suitable for the cable sizes given in the data sheet shall be provided.
5.4.0
Cable glands provided for flameproof push button stations shall be flameproof double compression
type, approved by C.M.R.I., Dhanbad.
5.5.0
All necessary terminals shall be wired up to a terminal block for easy connection of external cables.
The terminals shall be suitable for connection of 2.5mm2 copper conductor unless otherwise
specified in the data sheet.
5.6.0
The cable entry shall be from the bottom unless otherwise specified in the data sheet.
5.7.0
The pushbutton station shall have four legs for mounting. The lugs shall be offset, so that the rear
surface of the unit stays at least 5mm away from the surface. On lugs two holes shall be circular and
two oblong, to facilitate correct positioning of the unit.
5.8.0
20% of the terminals with a minimum number of two shall be provided as spare.
5.9.0
All components shall be base mounted unless otherwise specified in the data sheet.
5.10.0
All hardware such as nuts, bolts, washers etc. shall be nickel / cadmium plated SS.
5.11.0
Two Nos. external earth terminals shall be provided on the body of the push button station.
5.12.0
The push button station shall be wired as per requirement specified in the data sheet / typical
drawings attached.
5.13.0
The internal wiring shall be carried out using PVC insulated multi strand copper wires of 1.5mm2
unless otherwise specified in the data sheet.
5.14.0
Warning inscriptions “Isolate elsewhere before opening” shall be prominently marked on the top of
the push button station.
6.0.0
WEATHER PROOFING
6.1.0
Push button stations specified with weatherproof enclosures shall be suitable for outdoor operation
and shall subject to direct sun and rain without further protection like canopy, hood etc.
7.0.0
PUSH BUTTONS
7.1.0
Number of push buttons like ‘ON’, ‘OFF, ‘REVERSE’ etc. required are specified in the data sheet.
7.2.0
Number of Normally Open (N/O) contacts and Normally Closed (N/C) contacts to be actuated by
each push button are indicated in the data sheet. Push buttons shall be momentary actuated type
unless otherwise indicated in data sheet.
7.3.0
Push buttons shall have padlocking facility for the ‘OFF’ position (lockable in the pressed ‘OFF’
position). The locking links shall be of simple but robust and rigid construction. It shall not be
possible to lock in the normal position of ‘OFF’ button.
7.4.0
Push button unit shall be rated for 10 A, 500 V unless otherwise specified in the data sheet.
7.5.0
Auto - manual / local- remote selector switches shall be knob type having stay put type contacts of
same rating as that of push buttons and shall have distinct ‘OFF’ position unless otherwise specified
in the data sheet.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES911/14
PUSH BUTTON STATION
Page 3 of 3
INDICATING LAMPS
8.1.0
Indicating lamps shall be provided if specified in the data sheet.
8.2.0
Indicating lamps shall be of long life LED type and shall be indigenously available.
8.3.0
Indicating lamps for “SPACE HEATER ON” indication shall be rated for 240V, single phase AC
unless otherwise specified in the data sheet.
8.4.0
Lamps must have the clarity of colour. Lamps shall be so designed to prevent glare from the bulb
and shall permit visibility from all directions.
9.0.0
AMMETERS
9.1.0
The ammeters in the push button stations shall be moving iron type with Class-1.5 accuracy
conforming to IS:1248, suitable for 1A secondary current of Current Transformer. The burden shall
not exceed 3 VA. The normal range shall be suitable for full load current of motors as indicated in
the data sheet. The exact ranges/scales shall be furnished along with the order. The ammeter shall
have compressed end scale (suppressed overload range) for at least 6 to 7 times the values of
normal range. Cushioned stoppers shall be provided at the end of scale to stop the pointer during
starting kicks. Full load shall be indicated on the scale with a red mark.
9.2.0
The size of the ammeter shall be 72 x 72 mm2 unless otherwise specified in the data sheet.
10.0.0
NAME PLATE
10.1.0
Name plates in white Perspex acrylic sheet engraved in black / stainless steel plate with 5 mm
letters as specified in the data sheet, shall be provided, indicating the service.
10.2.0
The function of each push button /lamp /switch shall be clearly marked below the respective
components in anodized aluminum plate having letters of a minimum 3mm height unless otherwise
specified in the data sheet.
10.3.0
Nameplates shall be fastened by SS screws only.
00FT001
8.0.0
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES910/14
MEDIUM VOLTAGE INDUCTION MOTOR
Page 1 of 6
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
9.0.0
10.0.0
11.0.0
12.0.0
13.0.0
14.0.0
15.0.0
16.0.0
17.0.0
18.0.0
19.0.0
20.0.0
21.0.0
22.0.0
SCOPE
REFERENCES
STANDARDS
GENERAL REQUIREMENTS
STARTING CURRENT AND TORQUE
NUMBER OF STARTS
INSULATION
CONSTRUCTION
VENTILATION
BEARINGS AND LUBRICATION
WEATHER-PROOFING
TERMINAL BOXES AND TERMINATIONS
EARTHING
NAME PLATES
LIFTING FACILITIES
COUPLINGS
ANTICONDENSATION HEATERS
PROTECTION
RECIPROCATING COMPRESSOR FACTOR
MOTOR SUPPLIED AND ORDERED ALONG WITH THE DRIVEN MACHINE
ADDITIONAL ACCESSORIES / REQUIREMENTS
DESPATCH
1.0.0
SCOPE
1.1.0
This specification covers the general requirements for design, manufacture, testing and supply of
medium voltage induction motors.
2.0.0
REFERENCE
2.1.0
2.1.1
2.1.2
2.1.3
The following documents shall be read in conjunction with this specification.
Engineering specification and Data Sheet of General requirements for electrics
Data sheet of Medium Voltage Induction Motors
Technical particulars of Medium Voltage Induction Motors
3.0.0
STANDARDS
3.1.0
All motors shall comply, wherever applicable, with the latest issues of the following Indian Standards
and other relevant standards.
IS: 325
IS: 1231
IS: 1271
IS/IEC60079-0
IS/IEC60079-1
IS/IEC60079-2
IS/IEC60079-7
IS/IEC60079-15
IS: 2223
00FT006
PRPD. :
3 Phase Induction Motors
Dimensions of 3 phase foot mounted Induction Motors
Classification of insulating materials
Electrical apparatus for explosive gas atmospheres: part 0-General
requirements
Electrical apparatus for explosive gas atmospheres: part 1-Flame proof
enclosures ”d”
Electrical apparatus for explosive gas atmospheres: part 2-Pressurized
enclosures ”p”
Electrical apparatus for explosive gas atmospheres: part 7-Increased safety”e”
Electrical apparatus for explosive gas atmospheres: part 15-construction
test and marking for type of protection "n"
Dimensions of flange mounted AC Induction Motors
CHKD. :
APPRD. :
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON SEPT 2014
ENGINEERING
SPECIFICATION
IS: 2253
IS: 2254
IS: 4029
IS: 4691
IS: 4722
IS: 4728
IS: 4889
IS: 6362
IS: 6381
IS: 7389
IS: 8789
IS: 12065
IS: 12075
00FT006
IS: 12615
13ES910/14
MEDIUM VOLTAGE INDUCTION MOTORS
Page 2 of 6
Designations for types of construction and mounting arrangements of rotating electrical
machines
Dimensions of vertical shaft motors for pumps
Guide for testing three phase induction motors
Degrees of protection provided by enclosure for rotating electrical machinery
Rotating electrical machines
Terminal markings and direction of rotation for rotating electrical machinery
Methods of determination of efficiency of rotating electrical machines
Designation of methods of cooling of rotating electrical machines
Construction and testing of electrical apparatus with type of protection"e"
Pressurized enclosures of electrical apparatus for use in explosive atmospheres
Values of performance characteristics for 3 phase induction motors
Permissible limits of noise levels for rotating electrical machines
Mechanical vibration of rotating electrical machines with shaft heights from 56 &
higher measurement, evaluation and limits of vibration severity
Energy efficient motors
4.0.0
GENERAL REQUIREMENTS
4.1.0
All machines shall be continuous maximum rated (Class S1 as per IS:325) under the operating
conditions specified in the data sheet, and shall be suitably protected for operation under the service
conditions stated in data sheet.
4.2.0
Motors for hazardous areas shall be of a design for which approval has been obtained from the
Central Mining and Research Institute (CMRI), Dhanbad, for use in the particular hazardous area
specified. All motors approved as above, shall have a separate nameplate carrying the details of
such approval, fixed on the body adjacent to the main nameplate. The approval / certification shall
be latest/relevant.
4.3.0
The motor coupled to its driven machine shall start and operate successfully under full load even if
the voltage at the motor terminals is lowered to 80% of rated voltage for 30 seconds.
4.4.0
Critical speeds should be either well below or well above the normal running speeds of the motor.
4.5.0
Slip at rated load shall not exceed 3% at rated voltage and frequency.
4.6.0
The motors shall be liberally designed as regards their pullout torque, pullout voltage and their ability
to ride through voltage dips during system disturbances. They should, if required, be suitable for
automatic restart under full load after a momentary lack of supply voltage, with the possibility of the
restored supply voltage being out of phase with respect to the motor residual voltage. The extent to
which the motor has to withstand out of phase residual voltage (in percentage) shall be as specified
in the data sheet.
5.0.0
STARTING CURRENT AND TORQUE
5.1.0
All motors are envisaged to be started direct on line across full line voltage unless otherwise
specified in the data sheet. The rotor shall be squirrel cage type unless otherwise specified in the
data sheet. The rotor shall be dynamically balanced with fan and half key on the rotor shaft.
5.2.0
The starting characteristics of the machine shall be carefully selected as to:
5.2.1
Satisfy the torque requirements of driven machine, even where reduced voltage starting is specified
in the data sheet.
5.2.2
Have starting time which is less than locked rotor withstand time (hot) of the motor by at least two
seconds, at the rated conditions of voltage and frequency specified, with driven machine coupled.
5.2.3
Ensure that starting current is not normally more than 600% of full load current at the rated voltage
and frequency (subject to IS tolerance) unless otherwise specified in the data sheet.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT006
ENGINEERING
SPECIFICATION
13ES910/14
MEDIUM VOLTAGE INDUCTION MOTORS
Page 3 of 6
5.2.4
Ensure that accelerating torque is not too large to cause stressing of the transmission elements and
the driven machine
5.2.5
Ensure that motor is suitable for starting at 80% of the rated voltage against torque speed
characteristics of the driven equipment.
6.0.0
NUMBER OF STARTS
6.1.0
The motor shall be suitable for the number of starts specified in the data sheet. If nothing is specified
in data sheet, then the motor should be suitable for Direct-on-line starting with minimum number of
starts stated below:
a) Three successive cold starts
b) Two successive hot starts
c) Four uniformly spaced starts per hour
7.0.0
INSULATION
7.1.0
Insulation class shall be class F with temperature rise limited to class B
7.2.0
Motor winding shall be done using copper conductor only
7.3.0
The winding shall be tropicalised.
7.4.0
All windings shall be treated with humidity, acid and alkali resisting protective coating like epoxy gel
to withstand service conditions in an industrial atmosphere described in data sheet.
8.0.0
CONSTRUCTION
8.1.0
The motor shall be able to withstand the corrosive atmosphere mentioned in data sheet. External
screws and bolts shall be protected particularly against corrosion by passivation.
8.2.0
The enclosure shall be provided with the required degree of protection, viz IP 55 (Indoor) / IPW55
(Outdoor) / Flameproof / Flameproof weatherproof, etc. as specified in the data sheet.
8.3.0
Vibration and noise levels shall not exceed those given in the relevant IS.
8.4.0
Motor frame sizes shall be in accordance with IEC recommendation in the absence of Indian
Standards. For a particular motor, required frame sizes as per IS / IEC or higher frame size shall
only be supplied.
8.5.0
The shaft shall be generously proportioned for transmitting continuous full load torque and any
specified overload or duty, which may be created by the driven machine. In designing the motor
shaft and bearing systems, the manufacturer shall take full account of the characteristics, thrust,
shaft system and bearing system of the driven machine and also the type of coupling proposed, so
as to give a completely satisfactory shaft and bearing system.
8.6.0
The motors shall be suitable for connecting capacitor at the motor terminals, if required in data
sheet. Rating of capacitor shall be as indicated in the data sheet. If there is any limitation/
inadequacy with regard to the rating of the capacitor that can be connected to the motor, the findings
shall be clearly substantiated in the Technical Particulars.
8.7.0
Condensate drains shall be provided where water may collect. Drain holes shall also be provided,
wherever required.
8.8.0
Foundation rails if any, foundation bolts, nuts; washers, etc. shall be supplied.
8.9.0
All motors shall be capable of standing idle for long periods without damage to the bearings.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT006
ENGINEERING
SPECIFICATION
13ES910/14
MEDIUM VOLTAGE INDUCTION MOTORS
Page 4 of 6
9.0.0
VENTILATION
9.1.0
Motors shall be self-ventilated.
9.2.0
Materials of construction of fans, tubes, etc. used shall be suitable for the environment specified in
the data sheet.
9.3.0
Motors shall be bi-directional, i.e. suitable for rotation in clockwise and anti-clockwise directions.
10.0.0
BEARINGS AND LUBRICATION
10.1.0
The bearings shall be of reputed manufacturer and of a type interchangeable with bearings from
other makes.
10.2.0
The method and type of lubrication shall be selected by the manufacturer and shall be suitable for
the rating (kW), speed and duty involved.
10.3.0
Excess grease escape devices shall be provided.
10.4.0
Grease migration to winding shall be prevented.
10.5.0
Necessary grease nipples for online lubrication from outside shall be provided for both Drive End
and Non-Drive End bearings. Whenever grease nipples are provided, these shall be associated,
where necessary, with appropriately located relief devices to ensure passage of grease through the
bearings.
10.6.0
Name and grade of lubricant shall be given in the motor nameplate.
10.7.0
Lubrication schedule for the motors shall be indicated in the nameplate or shall be furnished
separately in the maintenance manual.
10.8.0
Details of bearing shall be furnished in the test certificates, to facilitate ordering of spares.
11.0.0
WEATHERPROOFING
11.1.0
If Outdoor service is specified in the data sheet, the motors shall be suitable for operation in direct
sun and rain, without further protection (like canopy, hood, etc.) from weather. However, vertical
motors shall be provided with a hood over the fan cover, as an integral part of the motor.
12.0.0
TERMINAL BOXES AND TERMINATIONS
12.1.0
The motors shall be complete with compression type cable glands suitable for the armoured PVC
/XLPE main power cables, as specified in the data sheet.
12.2.0
All the six winding ends shall be brought out and marked to one terminal box for power supply
connections.
12.3.0
The terminal boxes shall be suitable for the system fault level for 0.25 seconds or as indicated in
data sheet. The terminal boxes shall be amply sized to accommodate the cable sizes specified in
data sheet. The terminal box shall be provided with pressure relief device if necessary.
12.4.0
It shall be possible to rotate the terminal box in steps of 90 degrees to enable cable entry from any
direction.
12.5.0
Live terminals shall be insulated from the frame with material resistant to tracking.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT006
ENGINEERING
SPECIFICATION
13ES910/14
MEDIUM VOLTAGE INDUCTION MOTORS
Page 5 of 6
12.6.0
Flameproof double compression type cable glands shall be provided for flameproof motors approved
by CMRI, Dhanbad.
12.7.0
For anti-condensation heater, thermistor, etc. separate terminal boxes shall be provided, with cable
glands, suitable for the cable sizes specified in data sheet. These terminal boxes shall be flame
proof for flameproof motors.
12.8.0
Main terminal box shall be located on the right hand side of the motor, when viewed form its drive
end, unless otherwise specified in the data sheet.
12.9.0
In case star delta starting is envisaged / capacitors are to be connected to the motor terminals, the
terminal box shall be of special design by which sufficient creepage space between terminals is
available. The terminal box shall be provided with two / three sets of cable glands as specified in the
Data Sheet.
13.0.0
EARTHING
13.1.0
All motors shall have two suitable earth studs, capable of withstanding the fault level, integral to the
motor frame for motor earthing. The studs should be adequate for accepting lug of the earthing
conductor size specified in the data sheet.
14.0.0
NAME PLATES
14.1.0
Two stainless steel nameplates shall be supplied and fastened by SS fasteners. In addition to the
data required to be furnished on the name plate as per IS, locked rotor current, temperature rise,
type of enclosure, direction of rotation (if unidirectional), weight, grade of lubricant, bearing sizes and
ambient temperature for which the motor is designed shall also be indicated.
14.2.0
A stainless steel warning label with indelible red inscription shall be provided on the motor to
indicate that isolation of main power supply alone is not sufficient and that space heater supply shall
also be isolated before carrying out any work on the motor.
15.0.0
LIFTING FACILITIES
15.1.0
Provision for lifting the motor shall be provided on the motor.
16.0.0
COUPLINGS
16.1.0
The motor shall be supplied with bare, single shaft extension and key. The couplings shall be
supplied and fitted by the driven machine supplier.
17.0.0
ANTICONDENSATION HEATERS
17.1.0
The motors of rating 37 KW and above shall be provided with anti condensation heaters to prevent
condensation when the motor is kept idle for long periods. The anti-condensation heaters shall be
rated for single phase 240 V, 50 Hz. power supply, unless otherwise specified in the data sheet.
18.0.0
PROTECTION
18.1.0
Embedded temperature detectors or thermistors, hot air thermostats, etc. shall be provided in the
motor if specified in the data sheet. Where thermistors are provided, thermistor control relay shall be
supplied loose in a suitable weatherproof enclosure of cast aluminium.
19.0.0
RECIPROCATING COMPRESSOR FACTOR
19.1.0
Supplier of motors for driving reciprocating compressors shall liaise with the purchaser and the
compressor manufacturer to ensure that the compressor factor chosen is sufficient to have a
satisfactory degree of current pulsations.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES910/14
MEDIUM VOLTAGE INDUCTION MOTORS
Page 6 of 6
MOTOR SUPPLIED ALONG WITH THE DRIVEN MACHINE
20.1.0
When a motor is supplied as a combined unit with the driven machine, the driven machine supplier
shall ensure proper co ordination in the selection of motor and its characteristics. The driven
machine supplier is also responsible for the suitability of the motor for the equipment and shall
guarantee a reasonable defect liability period.
20.2.0
The driven machine supplier shall also ensure the correctness of the motor test certificates,
suitability of couplings etc.
21.0.0
ADDITIONAL ACCESSORIES / REQUIREMENTS
21.1.0
The motors shall be provided with additional accessories / requirements, if any, specified in the data
sheet
21.2.0
Where any special requirement such as degree of protection to enclosures, thermal cutout, special
cable boxes, extra starting torque, supply of half coupling, etc. are specified, these details shall be
clearly recorded in the test certificates or in an attached supplement.
22.0.0
DESPATCH
22.1.0
Before despatch, opening in the motor like cable entry should be sealed to prevent entry of moisture
and dust during transit and storage.
00FT006
20.0.0
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
FABRICATION AND INSTALLATION
OF CABLE TRAYS AND OTHER
STRUCTURALS FOR ELECTRICS
13ES914/14
Page 1 of 2
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
SCOPE
REFERENCE
STANDARDS AND REGULATIONS
STANDARD REQUIREMENTS
GENERAL REQUIREMENTS
1.0.0
SCOPE
1.1.0
This specification covers the standard requirements for fabrication and installation of cable trays/ racks
/risers, frames, supports etc. as per drawings / data sheet enclosed for supporting the electrical items
like cables, push button stations, distribution boards, switch boards, lighting fixtures, etc.
1.2.0
Supply of required steel sections for fabrication of the above structures shall be included in the scope
of the contractor, only if specifically indicated in the data sheet / price data sheet.
1.3.0
The scope shall also include painting of all mild steel structurals installed as per this specification.
2.0.0
REFERENCE
2.1.0
The following documents shall be read in conjunction with this specification.
2.1.1
Engineering specification and Data Sheet of General requirements for Electrics
2.1.2
Data sheet of Fabrication and Installation of cable trays and other structurals for Electrics
3.0.0
STANDARDS AND REGULATIONS
3.1.0
Fabrication, installation and painting of cable trays/racks / risers, supports, frames, etc. shall be as per
standard codes of practice and shall fully comply with the requirements of the Indian Electricity Rules
& Acts and also to the Regulations / Standards that are in force at the place of installation.
3.2.0
The steel sections supplied if any, shall confirm to relevant Indian standards.
4.0.0
STANDARD REQUIREMENTS
4.1.0
CABLE TRAYS
4.1.1
Cable trays shall be ladder type, fabricated using mild steel sections as per typical drawings
applicable, unless otherwise specified in the data sheet.
4.1. 2
The cable trays are to be connected at joints & bends and fixed to the tray supports by welding/ bolting
as specified in the data sheet / drawings.
4.2.0
CABLE TRAY SUPPORTS / RISERS/ CABLE RACKS
4.2.1
The cable trays shall be supported at proper intervals by tray supports / risers as per typical drawings
applicable. The cable tray supports / risers with necessary cross arms shall be fabricated using MS
sections as per the drawings applicable.
00FT001
PRPD. :
CHKD. :
APPRD. :
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON SEPT 2014
ENGINEERING
SPECIFICATION
FABRICATION AND INSTALLATION
OF CABLE TRAYS AND OTHER
STRUCTURALS FOR ELECTRICS
13ES914/14
Page 2 of 2
Wherever cable racks (direct cable supports without cable trays) are envisaged the same shall be
fabricated using suitable MS sections as indicated in the drawings / data sheet. These cable racks
shall be made continuous by running a suitable MS section welded to all the racks.
4.3.0
PEDESTALS / FRAMES / SUPPORTS
4.3.1
Pedestals, frames, supports, etc. required for mounting of push button stations, panels, switch boards,
fire buckets, distribution boards, light fixtures etc. shall be fabricated, if required, using suitable mild
steel sections and fixed at relevant places indicated in the drawings.
4.4.0
PAINTING
4.4.1
All fabricated mild steel sections shall be treated properly for removal of rust, dirt, dust, grease etc.
before application of primer. After completion of surface cleaning, all MS surfaces shall be applied with
a coat of primer suitable for anti corrosive paint specified in the data sheet. Two coats of anticorrosive
paint shall be applied over the primer coat. The required quantity of primer and paint shall be supplied
by the contractor.
4.4.2
The two coats of paint shall preferably be of two different shades.
5.0.0
GENERAL REQUIREMENTS
5.1.0
The cable trays/racks / supports/ risers have to be fabricated considering the sizes of cable trenches,
number and size of cables proposed in the route, etc, wherever detailed drawings are not furnished.
5.2.0
The owner will provide necessary embedded M.S. plate inserts for welding cable racks / supports, etc.
at fixed intervals on the walls of the cable trenches, below the roofs, on the walls, columns, beams,
etc. wherever cable route has been finalized by him or if the contractor informs such requirements in
advance/before commencement of civil works, to the owner. However, wherever M.S. plate inserts are
not available, the contractor shall provide the same for fixing of cable racks / supports, etc. with
necessary chipping and replastering the surface concerned.
5.3.0
Where more than one layer of cable trays/ racks are used the spacing between them shall be 150 mm
or more depending on the cable sizes.
5.4.0
Necessary holes (with threads wherever necessary) on the steel sections required for fixing of bolts,
nuts etc. for cable clamping and mounting of equipment shall be provided before welding and fixing
the same.
5.5.0
The welding shall be carried out as per standard codes of practice. All joints shall be full welded.
5.6.0
The contractor shall supply all the necessary consumables including welding rods, gas, etc. and make
his own arrangement for welding equipment.
00FT001
4.2.2
FACT ENGINEERING AND DESIGN ORGANISATION
13ES915/14
ENGINEERING
SPECIFICATION
CABLING INSTALLATION
Page 1 of 4
00FT001
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
SCOPE
REFERENCE
STANDARDS AND REGULATIONS
STANDARD REQUIREMENTS
GENERAL
TESTING OF CABLES
1.0.0
SCOPE
1.1.0
This specification covers the standard requirements for erection, testing and commissioning of
cabling installation as per the drawings, specification, data sheets and other details enclosed.
1.2.0
Supply of required cables shall also be included under the scope, only if specifically indicated in the
data sheet for cabling.
1.3.0
The term cable shall mean power / control / lighting cable for this specification.
2.0.0
REFERENCE
2.1.0
The following documents shall be read in conjunction with this specification.
2.1.1
Engineering specification and Data Sheet of General requirements for Electrics
2.1.2
Data sheet of Cabling installation.
3.0.0
STANDARDS AND REGULATIONS
3.1.0
Cabling installation shall be carried out in accordance with the latest editions of relevant Indian
Standards and the installation shall fully comply with the requirements of the Indian Electricity Rules
& Acts and other Statutory Regulations that are in force at the place of installation.
4.0.0
STANDARD REQUIREMENTS
4.1.0
HANDLING & LAYING OF CABLES
4.1.1
When unloading cable drums, they shall be carefully lifted and placed on the ground. For removing
the cable from the drums, the drum should be properly mounted on jacks on a cable wheel, making
sure that the spindle is strong enough to carry the weight without bending and that it is lying
horizontally in the bearings so as to prevent the drum creeping to the one side or the other while it
is rotating. The drums should be carefully rolled down from a suitably arranged ramp or rails in the
direction of arrow marked on the drum. Under no circumstances should a drum be dropped to the
ground as the shock may cause heavy damages to the inner layers of cable.
4.1.2
On transporting over a long distance from stores to work spots, the drums should be placed on
cable drum wheels strong enough to carry the weight of the drums which are pulled by means of
ropes, or alternatively they may be placed on a trailer or a vehicle with a low loading platform for
transporting to the destination.
4.1.3
Cable rollers shall be used for laying of cables and cables shall be properly handled while laying to
avoid any damages.
00FT001
PRPD. :
CHKD. :
APPRD. :
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON SEPT 2014
00FT001
ENGINEERING
SPECIFICATION
13ES915/14
CABLING INSTALLATION
Page 2 of 4
4.1.4
Cables shall be cut to required lengths only after assessment of correct lengths required by actual
measurement at site. The contractor shall ensure that wastage of cables is minimum by resorting to
most economical cable cutting schedules prepared by the contractor.
4.1.5
The cables shall be laid on trays, racks, risers, walls, structures, etc. and in trenches as shown in
the Power lay out (cable layout) drawings.
4.2.0
CLAMPING
4.2.1
Power and Control cables shall be properly segregated while doing the laying and clamping.
4.2.2
MV power cables of 400 sq.mm and above and H.V. cables shall be laid with a clearance of 70mm
in between and shall be clamped individually. Other cables can be laid touching and clamped in
groups.
4.2.3
Cables shall be clamped at every 1500mm interval on the horizontal trays / racks and at 750mm
interval on the vertical trays/ risers, bends, at take off points, and at 400mm interval for cables laid
on walls, columns and other structural works.
4.2.4
Cables leading to cable box of an equipment shall be supported at a distance of 450mm from cable
gland / cable box.
4.2.5
Cables shall be clamped only after the cables are neatly laid, dressed and kept in position.
4.2.6
Types of cable clamps, fixing bolts / nuts / washers and materials of cable clamps shall be as
specified in the data sheet for cabling.
4.3.0
CABLES IN PIPES
4.3.1
Wherever cables are taken through GI pipes, suitable bushes shall be provided at both ends to
avoid sharp edges of the pipes damaging the cables.
4.3.2
Wherever cables pass through masonry or concrete work, they shall be taken through suitable PVC
/ GI pipes. For road crossings GI/ Hume pipes of suitable size shall be provided.
4.3.3
After drawing the cables in the GI / PVC pipes, the ends shall be sealed with cable compound.
4.4.0
CABLE LAYING DIRECT IN GROUND
4.4.1
For laying cables direct in ground, suitable trenches shall be excavated in the soil to the required
sizes and at location shown in drawings attached / applicable. Cables shall be laid directly in the
excavated trench on the sand bed. After laying cables as per cable/ power layout drawings, the
excavated trenches shall be back filled with layers of sand, well burnt bricks and riddled soil
respectively as shown in the cross sectional details given in the drawings attached.
4.4.2
A clearance equal to one diameter of the bigger cable shall be maintained between two adjacent
power cables buried underground and no such clearance need be provided for control and lighting
cables, unless otherwise specified in the data sheets / drawings.
4.4.3
There shall not be any cross over of cables when laid in the ground.
4.4.4
Inspection chambers constructed from brick and masonry complete with suitable RCC slab cover
shall be provided for all power and control cable joints in the through run of the cables. Jointed
cable shall be looped in the inspection chamber to provide extra length of cable for the purpose of
rejoining in future in case original cable joint fails. Cable identification tags shall be provided inside
the cable chamber.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES915/14
CABLING INSTALLATION
Page 3 of 4
4.4.5
Wherever buried cable enters the building the same shall be taken through PVC / GI pipes
embedded at the entry portion. After taking cables through the above pipes, the same shall be
sealed by using suitable compound so as to avoid ingress of water.
4.4.6
Necessary cable marker plates made out of Cast iron shall be fixed at every 15Metres interval and
at all bends along the route of buried cable trench at central line of the trench. Voltage rating of the
cables shall be engraved on the marker plates.
4.4.7
The depth of cable laying shall be as per clause 6.3.2 of IS:1255
4.4.8
The minimum segregation for direct buried cables from other services shall be as given in the table
below:MINIMUM CLEARANCE
11/66kV Circuits
6.6kV Circuits
415V Circuits
240V Circuits
Instrument, communication and
other low signal cables.
4000mm
1250mm
750mm
500mm
600/1000V cables
300mm
300mm
None
None
All piped services below ground
and Hot pipe services above
ground
500mm
300mm
300mm
300mm
4.5.0
LAYING OF SINGLE CORE CABLES
00FT001
While designing layout with single core cable installations following factors shall be
considered
4.5.1
Cables shall be laid as a general practice in trefoil formation touching each other or flat formation
with spacing as per requirement.
4.5.2
When cables are laid in a flat formation, the individual cable fixing clamps, and spacers shall be of
non magnetic material.
4.5.3
As a general practice, the sheath of single core cables shall earthed to keep sheath at earth
potential. However depending on the current the cable has to carry, the feeder length and
permissible sheath potential, various methods of sheath bonding are employed, viz. single point
bonding, bonding at middle, sectionalised bonding etc., for which cable manufacturers
recommendations shall be followed.
4.6.0
4.6.1
CABLE JOINTING
During the preliminary stage of laying the cable, consideration should be given to proper location of
the joint position so that when the cable is actually laid, the joints if any, are made in the most
suitable places. Joints shall not be made at passageways and at road crossings.
4.6.2
In cable trenches or in any other cable route where there are two or more cables laid together, the
joints, if any shall be arranged to be staggered by two or more metres so as to reduce the
possibility of one joint failure affecting the other.
4.6.3
Before jointing is commenced the insulation resistance of both section of the cable to be jointed
shall be measured using suitable megger.
4.6.4
In jointing of armoured PVC cables, hot pouring compound shall not be used. Only cold sealing
compound shall be used.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES915/14
CABLING INSTALLATION
Page 4 of 4
Individual conductors in cables shall always be jointed number-to-number or colour to colour of the
insulation over the conductors.
4.6.6
All materials required for cable jointing such as jointing kit, compounds, insulation tapes, cable lugs,
glands, fittings etc. and other consumable materials shall be supplied by the contractor wherever
necessary.
4.7.0
CABLE TERMINATION
4.7.1
Cable glands necessary for cable termination on the equipment will be supplied along with
equipment. However, the contractor shall supply suitable glands for all other requirements.
4.7.2
Wherever necessary holes are not drilled on the gland plate of the switch boards or on the cable
boxes of the equipment for fixing of cable gland, suitable holes shall be drilled at convenient
locations by the contractor for fixing the cable glands.
5.0.0
GENERAL
5.1.0
Lighting cables shall be installed in compliance with engineering specification for lighting installation
also, if attached.
5.2.0
The armour of the PVC-A-PVC cables shall be effectively earthed at both end terminations through
separate earthing of cable glands.
5.3.0
As far as possible, joints at intermediate points in the through run of the cable should be avoided.
5.4.0
The power, control and lighting cables shall be provided with identification tags fixed to them at
every 10 m interval. The tags shall be made from full hard aluminum discs not less than 3mm, thick
and of size 50mm x 75mm for all cables of size 400mm2. and above and proportionately smaller
sizes of tags ( but 3mm thick ) for all other sizes of cables. Tags shall have 4 holes, 2 holes on
either side for tying around the cable by using suitable binding wire. The cable numbers assigned in
the cable schedule and circuit numbers for lighting distribution cables shall be punched on these
tags.
6.0.0
TESTING OF CABLES
6.1.0
All cables shall be tested before and after jointing/ termination as per relevant Indian Standards.
Jointing/termination shall be redone, if found unsatisfactory without any extra cost to the owner.
6.2.0
All cables shall be megger tested, and H.V. cables shall be pressure tested (HV dielectric test) in
addition to megger test, before commissioning.
6.3.0
The cable cores should be tested for continuity, absence of cross phasing, insulation resistance to
earth and insulation resistance between conductors.
6.4.0
All tests shall be carried out in the presence of owner’s representatives and tabulations of
observations shall be furnished.
6.5.0
The contractor shall make his own arrangement for necessary testing meters and equipments.
00FT001
4.6.5
FACT ENGINEERING AND DESIGN ORGANISATION
13ES916/14
ENGINEERING
SPECIFICATION
EARTHING
Page 1 of 4
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
8.0.0
SCOPE
REFERENCE
STANDARDS AND REGULATIONS
STANDARD REQUIREMENTS
LIGHTNING PROTECTION
EARTH PITS
JOINTS / TERMINATIONS
TESTING OF EARTH CONDUCTORS/ ELECTRODES.
1.0.0
SCOPE
1.1.0
This specification covers the standard requirements for supply of earthing materials and
accessories and erection, testing and commissioning of Earthing system, as per the drawings and
data sheets for earthing.
1.2.0
If design of earthing system is also included in the scope of vendor, the same shall be as per
details in the Data sheet of Earthing and relevant design calculations shall be furnished by
vendor for purchaser’s approval.
2.0.0
REFERENCE
2.1.0
The following documents shall be read in conjunction with this specification.
2.1.1
2.1.2
2.1.3
Engineering specification and Data Sheet of General requirements for Electrics
Data sheet of Earthing
Technical particulars of Earthing
3.0.0
STANDARDS AND REGULATIONS.
3.1.0
Earthing shall be carried out in accordance with the latest edition of following standards and shall
fully comply with the requirements of the Indian Electricity Rules , Indian Electricity Act, Petroleum
rules (where applicable), and also to the Regulations laid down by CEA/ Electrical Inspectorate,
OISD, Central/state/ local/ insurance authorities, that are in force at the place of installation.
IS: 3043
IS: 7689
IS: 2309
Code of practice for Earthing
Guide for control of undesirable static electricity
Protection of Buildings and allied structures against Lightning- Code of
practice
IS: 732
Code of practice for Electrical wiring installations
OISD110 Recommended practices on Static Electricity
OISD 147 Inspection and safe practices during Electrical installations
OISD149 Design aspect for safety in Electrical system
OISD173 Fire prevention and protection system for Electrical installations
OISD180 Lightning Protection
Where conflict exists between standards and codes, the more stringent shall govern.
4.0.0
STANDARD REQUIREMENTS
4.1.0
Duplicate earthing (two separate and distinct connection with the earth) shall be employed for all
electrical equipments. The plant earthing system shall have an earthing network with
required number of earth electrodes connected to it. The following shall be earthed:
System Neutral
Current and potential transformer secondary neutral.
PRPD. :
CHKD. :
APPRD. :
00FT001
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON SEPT 2014
ENGINEERING
SPECIFICATION
00FT001
13ES916/14
EARTHING
Page 2 of 4
Metallic non-current carrying parts of all electrical apparatus such as transformers,
Switchgears, motors, lighting/power panels, terminal boxes, control stations,
lighting fixtures, receptacles etc.
Steel structures, loading platform etc.
Cable trays and racks, lighting mast and poles.
Storage tanks, spheres, vessels, columns and all other process equipment.
Electrical equipment fencing ( e.g transformer yard etc.)
Cable shields and armour.
Flexible earth provision for wagon,truck.
Pump handling Hydrocarbon if it’s base plate is separate from motor’s base plate.
Turbo driven pump handling Hydrocarbon.
4.2.0
Earthing cables / strips shall be taken along with the power cables on the cable trays / racks /
risers. All earthing shall be done on the body of the equipment and not on the detachable part.
4.3.0
Earthing cables shall be clamped at every 1500mm. interval on the horizontal trays / racks,
750mm interval on vertical trays / risers, 400mm interval on walls / columns / on structural using
spacers, and at bends / take off points. Bare earthing strips shall be clamped at 3000mm interval
on horizontal trays / racks, 1500mm interval on vertical trays / risers, 800mm interval on walls /
columns, and at bends / take off points.
4.4.0
Metallic cable trays / risers shall be earthed in duplicate. Continuity of earthing throughout the tray
shall be ensured. GI strips, if used for cable tray earthing, shall not be welded to trays, to prevent
corrosion.
4.5.0
Wherever insulated earth conductors are taken out from the cable trenches, walls / through floor,
etc. they shall be taken through non-metallic or GI pipes. In the case of bare earth conductors,
non-metallic pipes shall be used.
4.6.0
Wherever earth conductor crosses the road, it shall be taken through GI pipes / non-metallic
pipes / formed cable trenches. In the case of bare earth conductors metallic pipes shall not be
used.
4.7.0
At all terminations of earth conductors on equipment, sufficient length shall be left for easy
movement of the equipment from its position for alignment purposes.
4.8.0
Wherever not detailed, the route of the conductor and location of the earth pit shall be arranged,
so as to avoid obstructions, crossing, etc. according to convenience at site and shall be got
approved by the Engineer in charge at site or his representative.
4.9.0
Wherever required, earthing cables / strips shall be buried along with power cables.
4.10.0
Earthing cables / bare earth strips used for interconnection of earth pits, run as ring main shall be
buried in ground at a depth of 500 mm below finished grade level.
4.11.0
Wherever looping earth connections are envisaged between motor and local push button
stations, the same shall be done using common lug at motor end as shown in IS: 3043.
4.12.0
Unless adequately connected to earth elsewhere, all utility and process pipelines should be
bonded to a common conductor by means of earth bars or pipe clamps and connected to the
earthing system at a point where pipelines enter or leave the hazardous area except where
conflicting with the requirements of cathodic protection.
4.13.0
Steel pipe racks in the process units and offsite area shall be earthed at every 25
metres.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT001
ENGINEERING
SPECIFICATION
13ES916/14
EARTHING
Page 3 of 4
4.14.0
Tanks, piping and process vessels and equipment containing flammable liquids or gas shall be
earthed by a connection to the earth network, or by bonding to an earthed metal structure for
protection against static electricity.
4.15.0
The sheath of single core cables shall earthed to keep sheath at earth potential.
However depending on the current the cable has to carry, the feeder length and
permissible sheath potential, various methods of sheath bonding are employed, viz.
single point bonding, bonding at middle, sectionalised bonding etc., for which cable
manufacturers recommendations shall be followed.
5.0.0
LIGHTNING PROTECTION
5.1.0
Lightning protection shall be provided for the equipment, structures and buildings as per
the requirements of IS: 2309.
5.2.0
An independent earthing network shall be provided for lightning protection and this shall
be bonded with the main earthing network below ground, minimum at two points.
5.3.0
Lightning protection for the plant structures, storage tanks and columns in the
hydrocarbon industry shall be carried out as per OISD 180.
5.4.0
An earth electrode should be connected to each down conductor. Each of these earth
electrode should have a resistance not exceeding the product given by 10 Ohm
multiplied by the number of earth electrodes to be provided. The whole of lightning
protective system including any earth ring shall have a combined resistance to earth not
exceeding 10 ohm without taking account of any bonding.
6.0.0
EARTH PITS
6.1.0
The arrangement of earth pit shall be as given in IS: 3043 unless otherwise specified in the data
sheet. Necessary provisions for terminating main earth conductors on to the earth electrodes
shall be ensured.
6.2.0
All accessories required for the earth pits such as electrodes, clamps, clips, bolts, nuts, washers,
GI pipes, funnel, valve and the masonry works of the pits including supply of necessary
materials, cement and excavation and refilling of soil for providing earth pits shall come under the
scope of the contractor.
6.3.0
Water supply for watering of earth pits will be given by Purchaser at one point. Common valve for
isolating and 1" distribution pipe to earth pits shall be provided by the contractor. Individual taps
shall be provided for each earth pit, if specified in the data sheet.
7.0.0
JOINTS / TERMINATIONS
7.1.0
The joints of bare earth strip shall be bolted/ riveted / brazed / welded as stipulated in IS: 3043.
All such joints shall be given necessary coatings of suitable compound to prevent corrosion.
7.2.0
In the case of PVC insulated earth conductors proper joints shall be made and the entire joint
shall be fully sealed by suitable compound so that no metallic part is exposed.
7.3.0
Crimping type of lugs shall be used for termination of earth conductors. However in the case of
bigger size of earth conductors where crimping type of terminations are not feasible, soldering
type of lugs may be used.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES916/14
EARTHING
Page 4 of 4
The contractor shall make his own arrangement for the necessary equipment, drilling / welding
machines and all other tools and tackles which are necessary for completing the installation.
8.0.0
TESTING OF EARTH CONDUCTORS / ELECTRODES.
8.1.0
All earth conductors shall be tested before and after jointing / termination as per relevant Indian
Standards. Jointing / termination shall be redone, if found unsatisfactory, without any extra cost to
the purchaser.
8.2.0
Earth pits shall be checked & tested for proper connections / terminations.
8.3.0
Each Earth electrode shall be tested as per relevant Standards and results tabulated.
8.4.0
Effective resistance of the earthing system shall be tested and tabulated.
8.5.0
All tests shall be carried out in the presence of Engineer -in- charge or his representative and
tabulations furnished.
8.6.0
The contractor shall make his own arrangement for the meters and equipments necessary for the
testing.
00FT001
7.4.0
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13ES927/14
LIGHTING INSTALLATION
Page 1 of 6
CONTENTS
1.0.0
2.0.0
3.0.0
4.0.0
5.0.0
6.0.0
7.0.0
SCOPE
REFERENCE
STANDARDS & REGULATIONS
GENERAL REQUIREMENTS
WIRING
EARTHING
TESTING
1.0.0
SCOPE
1.1.0
This specification covers the general requirements for erection, testing and commissioning of
lighting system as per the Schedule of items of work/ drawings/ documents/ data sheets and
general conditions of contract, including supply of required materials and accessories.
2.0.0
REFERENCE
2.1.0
The following documents shall be read in conjunction with this specification.
2.1.1
2.1.2
2.1.3
Engineering specification and Data Sheet of General requirements for Electrics.
Data sheet of Lighting Installation
Technical particulars of Lighting Installation
3.0.0
STANDARDS
3.1.0
Lighting installation shall fully comply with the requirements of the Indian Electricity Rules,
Regulations, Acts and other statutory regulations that are in force in the place of installation and
also carried out in accordance with the latest editions of relevant Indian Standards, particularly the
following.
IS: 732
IS: 6665
IS: 3043
IS: 1554(Part I)
IS: 694
IS: 1293
IS: 3854
IS: 371
IS: 2412
IS: 3837
IS: 3480
IS: 3419
IS: 9537(Pt II &III)
IS: 1332
IS: 2193
IS: 2713
IS: 2551
IS:4736
IS:14768
OISD 149
PRPD. :
Code of practice for electrical wiring installations
Code of practice for industrial lighting
Code of practice for earthing
PVC insulated (Heavy duty) electric cable.
PVC insulated cables
Plugs & socket outlets
Switches for domestic and similar purposes
Ceiling roses
Link clips for electrical wiring
Accessories for rigid steel conduits for electrical wiring
Flexible steel conduits for electrical wiring
Fittings for rigid non-metallic conduits
Conduits for electrical installations
Precast reinforced concrete street lighting poles
Precast prestressed concrete street lighting poles
Tubular steel poles
Danger notice plates
Hot dip Zinc coatings on mild steel tube
Conduit fittings for Electrical installations
Design aspect for safety in Electrical system
CHKD. :
APPRD. :
00FT006
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON SEPT 2014
00FT006
ENGINEERING
SPECIFICATION
LIGHTING INSTALLATION
13ES927/14
Page 2 of 6
4.0.0
GENERAL REQUIREMENTS
4.1.0
Scope of work shall include installation of lighting fixtures, fans, plug socket outlets, distribution
boards (DB) etc. with all associated accessories and materials required to make the installation
complete in all respects even in cases when such items are specifically not mentioned. Cost of all
such miscellaneous items shall be included in the price of installation quoted, unless specifically
excluded from the scope.
4.2.0
All items shall be of makes specified in the data sheet. Wherever makes are not specified, the
items offered shall be of reputed make and got approved by purchaser/ engineer in charge at site,
before ordering.
4.3.0
Wherever cables/ wires are to be passed through masonry works, road crossings, cement floors
etc. they shall be protected by taking through GI pipes/ conduits (metallic/ PVC). After wiring up,
the walls, floorings etc. shall be restored to the original condition.
4.4.0
All exposed metal parts are to be coated with primer and paint as specified in the data sheet.
4.5.0
Utmost care shall be taken to avoid scratches kinks and cuts on the conductor while transporting
the wires/ cables to site during installation. Suitable inhibiting grease shall be liberally applied to
bare Aluminium conductors, before connecting them up.
4.6.0
The junction boxes, cable end boxes etc. wherever provided shall have sufficient wiring space in
relation to the size of cable/ wire specified. Items supplied shall be complete with cable glands,
cable boxes, conduit entries, terminals etc. and other accessories, which are necessary for the
satisfactory installation/ operation of the lighting system.
4.7.0
Cables to and from lighting switchgear/ distribution board shall be laid in trenches/ racks/ trays
available along with power cables. In other areas cables shall be clamped properly on steel surface
using MS spacers. (MS spacers shall be welded to the surface). On concrete surface cable shall be
directly clamped. Cables leaving or entering cable trenches other than buried shall be taken
through GI pipes to 1.2m above ground/ floor level. The cables taken over walls/ columns/ racks
shall be properly clamped using Aluminium clamps of 16SWG sheet, with width varying from 12.5
to 25mm.
4.8.0
The contractor should possess a contractor’s license (valid up to date) issued by the State
Electricity Licensing Board. The work should be got carried out only by licensed wireman under the
supervision of licensed supervisors.
4.9.0
Wooden materials shall be coated with good quality varnish.
4.10.0
Sufficient number of earth pits shall be provided if found necessary or if specified in the
drawing/data sheet and interconnected so as to have the resistance of the earthing installation
within the limits as per relevant Indian Standard.
4.11.0
All distribution boards shall be marked LIGHTING or POWER as the case may be and also marked
with the voltage and number of phases of the supply. Each DB shall be provided with the drawing
giving details of each circuit with its control, the current rating of the circuit, the rating of the fuse
elements/ MCBs and all-important details given in the circuit diagram. The drawing shall be made
on durable material like PVC and pasted inside the front cover of the DB.
4.12.0
Locations of lighting fixtures, ceiling fans, plug sockets etc. shown in the drawing are indicative.
They shall be located to suit the site conditions subject to the approval of purchaser’s engineer in
charge.
4.13.0
All switches and plug socket outlets shall be mounted at a height of 1.5m above floor level unless
otherwise specified in the drawing.
FACT ENGINEERING AND DESIGN ORGANISATION
00FT006
ENGINEERING
SPECIFICATION
LIGHTING INSTALLATION
13ES927/14
Page 3 of 6
4.14.0
All emergency DBs shall have the words “ Emergency AC/ DC” (as the case may be) painted on it
in large letters in RED paint. Emergency lighting fixtures shall be marked “E” in RED.
4.15.0
Serial numbers if any allotted to each DB in the drawing shall be painted on it in RED for
emergency DBs and in WHITE for other DBs.
4.16.0
Respective circuit numbers shall be painted on the lighting fixture at a conspicuous place if so
specified in the data sheet.
4.17.0
All fuses shall be of HRC type unless otherwise specified in the drawing/ data sheet.
4.18.0
The scheme followed for circuit numbering is as given below unless otherwise specified.
4.18.1
4.18.2
4.18.3
First two digits indicate the serial number of the DB
Third digit indicates the serial number of the circuit (way) in each phase.
The letter after the digit indicates the phase of the circuit.
4.19.0
DBs, main switches etc. shall be mounted on painted MS angle frames or MS boxes.
4.20.0
Where ceiling fans are provided, lighting fixtures shall be suspended by means of conduits such
that the fan blades and lighting fixtures are at the same level.
4.21.0
On walls/ columns/ handrails, lighting fixtures shall be mounted on suitable GI pipes/ MS angle
frames. On ceilings the fixtures shall be mounted on suitable MS brackets, wooden blocks etc.
4.22.0
Fan hooks shall be provided on RCC slabs/beams by chipping the concrete and hooking to the
reinforcing rod if indicated in the drawing. The slab /beam surface shall be restored to the original
condition after providing the hook.
4.23.0
Similar parts of all switches, lamp holders, distribution fuse boards, ceiling roses brackets,
pendants, fans and all other fittings shall be so chosen that they are of the same type and
interchangeable in each installation.
4.24.0
Lighting installation in oil and gas installations shall be as per OISD 149.
4.25.0
Aviation warning lights shall be in accordance with the convention of the International Civil Aviation
Organisation (ICAO) Publication Annex 14 and to Indian standards, together with the approval of
the local aviation authority.
5.0.0
WIRING
5.1.0
GENERAL
5.1.1
Looping back system of wiring shall be adopted. Looping of cables shall be carried out only from
control gears / junction boxes / ceiling roses and not from lighting fixtures.
5.1.2
Control switches and plug socket outlets shall be mounted on painted MS box / PVC box as
indicated in the data sheet. Front plate of these boxes shall be of the material specified in the data
sheet.
5.1.3
Junction boxes shall be of PVC/ painted MS box/ cast aluminium as specified in the data sheet.
5.1.4
Flush type ceiling roses shall be provided if indicated in the drawings. Ceiling roses shall have
terminals for connecting 3-core cable.
5.1.5
More than two wires shall not be connected to a terminal of ceiling rose/ switch/ plug socket outlet
etc.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
LIGHTING INSTALLATION
13ES927/14
Page 4 of 6
The number of stranded conductor cables drawn into or laid into an enclosure of a wiring system
shall be such that no damage is caused to the cable or to the enclosure during their installation.The
maximum number of stranded conductor cables that can be drawn through a conduit shall be as
per IS:732
5.2.0
CABLE WIRING
5.2.1
Use 1.1kV grade heavy duty PVC-A-PVC Aluminium/ Copper cable of size and number of cores
indicated in the drawing for circuit mains (ie. from DB to control gear/ junction box of the first point
in the circuit) and distribution (ie from control gear/ junction box of the first point to the control gear/
junction box of the adjacent point in the circuit and so on). 3 core 1.5 sq mm PVC insulated and
sheathed unarmoured stranded copper cable shall be used for connecting fans / non flameproof
lighting fixtures to the control gear/ junction box. In the case of flameproof lighting fixtures 1.5 sq
mm PVC-A-PVC copper cable shall be used.
5.2.2
In the case of street light fixtures mounted on concrete/ steel poles, wiring from DB to the junction
box provided at the bottom of the pole and looping back to the junction box of the adjacent pole in
the circuit shall be done using 1.1kV grade PVC-A-PVC Aluminium/ Copper cable of size indicated
in the drawing. The incoming cable shall be connected to a terminal block to be provided in the
junction box by the contractor. Wiring from the terminal block to the lamp shall be done through a
2A HRC fuse using 3core 1.5 sq mm PVC insulated and sheathed stranded copper cable. (The
third core is used for earthing the fixtures)
5.2.3
240V, 15/5A, 3 pin plug socket outlets shall be wired using 1.1kV grade 3 core PVC-A-PVC
Aluminium/ Copper cable of size indicated in the drawing.
5.2.4
Armoured cables shall be terminated using flameproof cadmium plated brass cable glands in the
case of flameproof equipment and ordinary cable glands in the case of non flameproof equipment.
2
Crimping type tinned copper lugs shall be used for conductors of 6mm and above.
5.2.5
Lighting cables shall be identified by providing tags (Aluminium discs 3mm thick) at 10m intervals.
Circuit numbers indicated in the circuit diagram shall be punched on these tags.
5.3.0
CONDUIT WIRING
5.3.1
Rigid/ flexible PVC conduits or rigid steel conduits or rigid flow-coat metal conduits with ISI mark
and of suitable sizes shall be used as specified in the data sheet.
5.3.2
Use PVC insulated single core Aluminium/ Copper cable of size and number of cores indicated in
the drawing for circuit mains (ie. from DB to control gear/ junction box/ ceiling rose of the first point
in the circuit) and distribution (ie from control gear/ junction box of the first point to the control gear/
junction box/ ceiling rose of the adjacent point in the circuit and so on). Use 3 core PVC insulated
and sheathed unarmoured 24 strand (each strand having 0.2mm dia. minimum) copper cable for
connecting lighting fixture/fan to ceiling rose.
5.3.3
240V, 15/5A, 3 pin plug socket outlets shall be wired using single core PVC insulated Aluminium/
Copper wires of sizes specified in the drawing.
5.3.4
Circuits of different phases shall not be drawn in the same conduit. However balanced 3-phase
circuit and neutral can be drawn in the same circuit.
5.3.5
The entire system of metallic conduit work, including the outlet boxes and other metallic
accessories, shall be mechanically and electrically continuous by proper screwed joints, or by
double check nuts at terminations. The conduit shall be continuous when passing through walls or
floors.
00FT006
5.1.6
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
LIGHTING INSTALLATION
13ES927/14
Page 5 of 6
TRUNKING CABLE MANAGEMENT SYSTEM
5.4.1
Adaptable trunking shall be used for power cables and data cables to run parallel in two different
compartments with partition.
5.4.2
PVC insulated cables and / or other approved insulated cables to IS: 694-1990 shall be used in this
type of work.
5.4.3
Preferred size of the mini trunking (Casing wiring) should be 25x16 mm, 32x16 mm, 40x25 mm,
40x40 mm and for adaptable trunking it should be 100x34 mm or 100x50 mm or 160x50 mm or
200x50mm for making upto four isolated compartments.
5.4.4
Trunking should be equipped with rail on its surface on which clip-on partition can be clipped which
should accept frames/plates for wiring devices upto 6/8 modules.
5.4.5
The mini trunking and adaptable trunking shall be of the same material, viz. either PVC or anodized
aluminium in extruded sections.
5.4.6
The mini trunking shall have a square or rectangular body. The trunking cover shall be “CLIP-ON”
type with double grooving in the case of PVC wire-ways, and CLIP-ON type for the metallic wire
ways. All surfaces shall have smooth finish inside and outside. The top of the side walls of the body
shall be suitable for the above types of fixing arrangement of trunking. PVC trunking or Aluminium
trunking should have uniform thickness throughout its length and shall be of factory finish. The
thickness of the mini trunking & adaptable trunking shall be 1mm minimum.
5.4.7
The mini trunking and adaptable trunking shall be fixed by means of suitable screws to approved
type of asbestos or fiber fixing plugs, at intervals not exceeding 60 cm for all sizes for mini trunking.
In case of Adaptable trunking, the screwing distance shall be such that the weight of the trunking &
cable hold firmly on the wall or ceiling. On either side of the joints, the distance of the fixing
arrangement shall not exceed 15 cm from, the joint.
6.0.0
EARTHING
6.1.0
All DBs shall be provided with an earth bus of the same size in addition to three buses for the
phases and one for the neutral, which shall be connected in duplicate to the main earthing system
using PVC insulated/ bare Aluminium/ Copper conductor of size indicated in the data sheet.
6.2.0
All DBs and main switches shall be earthed in duplicate using PVC insulated/ bare Aluminium/
Copper conductor of size indicated in the data sheet.
6.3.0
Lighting fixtures, E point of plug socket outlets, control switches junction boxes etc. shall be
earthed using conductors specified in data sheet.
6.4.0
Where 3 core cables are specified for wiring, the third core shall be used for earthing.
6.5.0
All earth wires shall be connected to the main earthing system. If earth pits are provided specifically
for the lighting installation in the drawings, they shall be interconnected using conductors specified
in the data sheet and also linked to the main earth system.
6.6.0
A protective (earth continuity) conductor shall be drawn inside conduits and trunking for earthing of
all metallic boxes of the installations as well as for connections to the earth pin of the socket
outlets.
00FT006
5.4.0
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
LIGHTING INSTALLATION
13ES927/14
Page 6 of 6
7.0.0
TESTING
7.1.0
The following tests shall be conducted satisfactorily, by the contractor at his own cost, in the
presence of the purchaser’s representative; test results shall be submitted and results got
approved.
Insulation test
Earth resistance test
Earth continuity test
Continuity test.
Operation of ELCB.
00FT006
7.1.1
7.1.2
7.1.3
7.1.4
7.1.5
FACT ENGINEERING AND DESIGN ORGANISATION
00ft024/14
TECHNICAL
PROCUREMENT
SPECIFICATION
SUB VENDOR LIST (ELECTRICAL)
FOR PHOSPHORIC ACID STORAGE
TANK
32644-13-PS-001 SV
Page 1 of 2
R0
5.4
INDUCTION MOTORS – LV (415 V) (SAFE / HAZARDOUS AREA)
1
ASEA BROWN BOVERI LTD.
INDIA
2
FUJI ELECTRIC SYSTEMS CO. LTD.
JAPAN
3
SIEMENS LTD.
INDIA
4
TOSHIBA CORPORATION
JAPAN
5.6
HT / LT POWER & CONTROL (11 KV, 6.6 KV & 415V) POWER CABLES
1
NICCO CORPORATION LIMITED
INDIA
2
TORRENT CABLES LIMITED
INDIA
3
UNIVERSAL CABLES LTD.
INDIA
5.8
SWITCHBOARDS – LV (415 V) (MCC / PCC / PMCC)
1
ABB LTD.
INDIA
2
LARSEN & TOUBRO LTD.
INDIA
3
SIEMENS LTD.
INDIA
5.17
FLAMEPROOF / HOSEPROOF LOCAL CONTROL STATION, JUNCTION BOX,
LIGHTING FITTING, PLUG, SOCKET, HAND LAMP, ACCESSORIES
LIGHTING, DISTRIBUTION BOARD & CONTROL PANEL
1
BALIGA LIGHTING EQUIPMENTS LTD.
INDIA
2
FCG FLAMEPROOF CONTROL GEARS PVT. LTD.
INDIA
3
FLAMEPROOF EQUIPMENTS PVT. LTD.
INDIA
4
R. STAHL
INDIA/GE
RMANY
5.18
STREET / FLOOD LIGHTING FIXTURES
1
PHILIPS INDIA LTD.
5.19
LIGHTING POLES
1
BAJAJ ELECTRICALS LTD.
INDIA
2
CROMPTON GREAVES LIMITED
INDIA
3
PHILIPS INDIA LTD.
INDIA
5.20
FLAMEPROOF / HOSE PROOF INDUSTRIAL LIGHTING FIXTURES
1
BALIGA LIGHTING EQUIPMENTS LTD.
INDIA
2
FCG FLAMEPROOF CONTROL GEARS PVT. LTD.
INDIA
3
FLAMEPROOF EQUIPMENTS PVT. LTD.
INDIA
0
06-06-2020
Original issue
REV.
DATE
DESCRIPTION
INDIA
SM
IK
IK
PREPARED
CHECKED
APPROVED
FACT ENGINEERING AND DESIGN ORGANISATION
00ft024/14
TECHNICAL
PROCUREMENT
SPECIFICATION
SUB VENDOR LIST (ELECTRICAL)
FOR PHOSPHORIC ACID STORAGE
TANK
32644-13-PS-001 SV
Page 2 of 2
R0
4
R. STAHL
5.23
DISTRIBUTION BOARDS
1
CONTROLS & SWITCHGEAR CO. LTD.
INDIA
2
ELECMECH CORPORATION
INDIA
3
INTRELEC
INDIA
4
LOTUS POWERGEAR PVT. LTD.
INDIA
FACT ENGINEERING AND DESIGN ORGANISATION
INDIA/GERMANY
32644-13-PS-001CS
PROCUREMENT
SPECIFICATION
COMPLIANCE STATEMENT
PAGE 1 OF 1
TPS No. 32644-13-PS-001
We state that our Quotation No……….……………….………….. is in full compliance with the documents
issued against the Enquiry No. …………….………………..….. except for the deviations listed below.
LIST OF DEVIATIONS
S. No.
Description
Reasons for Deviation
Name of Vendor:
00FT014/14
Date:
Name & Designation
FACT ENGINEERING AND DESIGN ORGANISATION
Seal & Signature
R
I
4
3
I
2
AT SUB-STATION
FROM ElllSlllG MCC
MCC
� ---� 'JIJ0/1A
v�
(LOCAlED IN HEAVY
EQUIPMENT WORKSHOP)
1
A
c:..:J
D
D
I�
415V, 200A, 35MVA,(llj �
3Ph+N 50Hz BUS
)i
-
�
)i
)i
)i
1 � 1' �I
�
1
2
4
3
5
'
)i
)i
)i
)i
,, ;f
:-(A)
,_
Ct;�
FEEDER No.
'
�h� h
. ,' . ,
1
�
)i
6
@
7
�
,__
B
9
10
z
"T
Q.
:,
Ill
�
"'
Q
PANEL DESIGNATION
(NAME PLAlE DATA)
(!)
Zc
Cf
S'MTCH FUSE/ MCCB RATING (A)
CT RATIO (METERING)
CT RATIO PROlECTION)
CT RATIO iREF )
.
CT RATIO (STAND-BY
E/F)
PO'IIER CABLE
(Runs.lt'=exSizel (XI.PE AL)
COllR(1 CABLE (P'it-A-PI/C .
Cu )
(Runs I Core x Size so.mm)
SP CE HEAlER CABLE
ARunsA#-PI/C
CoreCu.)x Size sq.mm)
il"it
-
<
:,
Q.
Q.
0::
�
z
<
I!:
0::
L,J
�
�!li:
<!>O
L,J
0::
32
63
- - -
200
32
63
-
200
200/1
Bi
Q.
::E
Bi
ii!
-
-
-
-
0
2:::
-fl-
B
�
~-E3-
-
�
z
<
I!:
<
- -
-
(!)�
�� <
Bi !!l:;!5 Bi
L,J
0::
-
- -
L,J
0::
63
32
63
32
-
EXPLANATION
SYMBOL
�
�
MAGNETIC
A
CONTACroR, MICRO PROCESSOR
:i� PROT. REIAY
I VJ
3 PHASE SQUIRREL
CAGE INDUC110N MOTOR
MINIAl\JRE CIRCUIT BREAKER
I!'!]
�
�
HRC FUSE
CURRENT lRANSFORMER
ji
SWITCH FUSE
CABLE TERMINAllON
"11'14
-,!,-
........
EXPLANATION
INDICAllON IAIIPS
VOI.TMEIER
PUSH BUTTON STATION WITH
ON OFF BIITTON & AMMEIER
AMMEIER SELECTOR SWRCH
B
VOLTMEIER SELECTOR SWITCH
MULTI AJNCllON MEIER
E:ARTH CONNECTION
DRAW OUT F£Al\JRE
,__
PROJECT NAME:
1 EW PA TANK A T Q10 BERTH-W.ISLAND
0 PRELIMINARY
DESCRIPTION
SC ALE: --
A NO.
r-..........
r-0
0
0
0
C
,__
t-
'v
0::
- - - -
LEGEND
SYMBOL
L,J
:,
L,J
0::
:JIil
FEEDER RATING
MOTOR RATING (k
C
<
Q.
::E
:,
Q.
,_
"'�
I
Q.
::E
::E
IK
SM
Soman
DRAWN CHKD
SINGLE LINE DIAGRAM (TYPICAL)
4
I
KERALA
3
-
0 A
DRG. NO. 32644-13-SD-00 101 REV.
FACT ENGINEERING & DESIGN ORGANISATION
UDYOGAMANDAL
32644
03.06.'20 TITLE
APPRD. DATE
SHEET 1 OF 1
I
CLIENT: M/s. FACT-CD
PROJECT NO:
2
l�-•=-•I•JI
1
8
9
10
11
12
6
7
3
4
5
2
H
H
GN
I�
i}•�
Jj_
I �
_I
c'lff _ll'-IE
0·1::, [[Vi'
::_,L
'.�ii.i)j_;j_j_,'i
G
11,,�i//''
I111- l -iCL :_1·,_1/ J,---::n-
u =·E
5,
6
A
\1\
�.
Q
TT77:'/
f1,,1HCr1 I
L
1
PN
\'
J
!m�
,J:,
G
I
c:::
WALK WAY CUM PIPE BRIDGE l� J.5M WIDE'
C
C
' '
1"1
IC)
-�
s�
-
r,-1
,, , ,,
o/R1: _ c -Tn
-JliL □ □
1/ /,_L:10,J
,,k,,H,LIr
1!/[_,,<
:; la�
l_
F
')�;
I'/i,,..,/,
,..._ I
'":1
C.UJ
·-
/
. // ,
'"!'
/;;•--:•
,,
,1, ,
c'./.-•:;J-i-[- � ,W-T'
__ -� -'.,i:.P:��== Jl
21.7
1-,,5
1� ,
_
0 ,�
B B J '/r'?1',gi � �
□
_k_
[
-'°'�
�
·:�:.: 1.3
l_,r "J"
SY"
:,
''":)§'· IN-IK1IIA&i;:- � �
1
�f f·
0
\,,,£ :t)l,.J!,,1;:;,i,,.•,.);'
""' i�r,\'·1c,,0 ;;,�,
I I
SULPH. ACID LINE FROM SHIP
�
>\1 __ c,,
I '//l
"(> s:·_;;'f_;::;.,;, j/i(l'i, /iif/.J/'
:r'Q \; ,
m
;j3':f1;:_I
:';'f/i ,-_:_�1::,-.,.;':;', 'ti □
#.O;·,,-�J,,r=��=�:_:�_:;;-=_:;;_:;;_._:Jtl,k""�::1t:=��::::::::==
=====
. 1 1
__. _.�,/J,._,,,,/,_,;.•,,"-;.,,1iflJ..i:•,:;;.,�I N PC, NTTO BAR<iE
='""' �
� �
'i ",�1
✓',- 'f;c ;;c�q1,
U�
1ii,,. 'It=
1
ii✓ �;cc/<, • I "I �C
=====�-- -- :.:-::. ..: - . .
•,;.'6:,--.-}a�'#/ ,I_' / /L-••��� •/
\;..
•'.C/ ,,,,,_,"<§'';/&. -·�- .
,..iliWf
...
\!;,
'f"'</!:
i_i}•;!?,•,c:--,...
V
•. ,,_,__,
F' I'l =
�,-;1___,.,_,,.,
;_:4,1:1f!·----
,,w ,,.
'" , ,
1
?\9i '.<')1
"*-',_"-�
,•.:-:,"""
,,.,.:·_
'!::.....
,..... -I/vi<>-_ :
·-f�, "
<.
,..:;,.,,, >
'\¾
1 ,-;
�-11--c::r--. ·-c::::,.
,,,: ..
. ,,,
o-.·
<:t�l�; "\-,
-,::1, 'iJ
.;,;/Ji/;/::mf:
18
- �
·;;,<_
-----�---,-ii::::;
u,!-.1J;)'>;,,,
/'!/,c<i11t!,s,�
' !!fiJJff!W:£!!lfl;?::t,:z, \ ��
g'
&,$' �,,
1f'.,
o/ ,,._.,
�
_,.-,11,,-,,,
�
' ; '7"' \�·::'-'�(, ;;'.;'';;;7,
!;. ; " i.
E
'ii/i-ii/!!0;-;.;'_'ooou
i'm'll t,,�iri ��"'
N
•
.;
,
1
),;
�[L•,:_,
w� ·1'#.1�¾·,'�10":ii/j
-,-�{7_/ ·,�•-;'t..'_/1
J1_-- - f�(:,-)-,-�
-'!.�Ir:7 -/ ,1.lL__ _/-,
1 :
1 1"-//- 111-.=J
-/
l-,:,r
.
�)
,
·---------
� ,-
2;
l
I
, . ,'. - . ,,--; 0?_,�;?; \
J
·-
1zf�t<h (Cb
✓
�
I
,
�'.?
-- --,,,��-:,�-
7T7'"'''1'c ------
. .
'lie TR'·_ ·•_
E_'.::_i II./(;,,.:,,,
-·pF·_ ,-, C•01· ,I' I' . ; ,-_LJl·'.I __,I
O • p , •.
-----1--< 'I
llt
,,,- ---c;i;-
'Ij:11,,
, : .. .;,
,fr
.. . � 1 • .• • • • "· ,
i/ii/•.
, ---���tR1' --iftP1"= rn1'"'0
:GE,sw
J,jJr·•·:,;�Ji:-:',:,1{ -. "<., ' t�c1(0'7ff';, :,�.
. .�
z
,J.
.. '
!$://,:c-,"l1/iilli;?f, J' .,1 ' ,!:"",,
,--,,
b:2.C'1
�
iii
-:--- ,
�
, 1-
l
'!<-1-''
�'<9
\ts-'.:o�
<t
'
i
<
�-
. . ---.. ' - �R I JI:[ \
CiC!CCO
•= » e'l', ,
25 77
205 ::i":,/-'11-.1(1
1J
--,_:�
cc
, .-
,,
\s;,
,,,
Cl
C
cc
L
L
\
I �-I
\
----���,,.-:_- ��: I
-
cii�
/ •
'<>--�;;-11:_ ,,•_ 1; L_.,. .,,,_; . ;,�:: '-"_ 1�/1
>
�6Ji
·::.
�-
�'<- '<t;
�
Jpp.-,,:r:;i2
:c�:-i-N.I WAL:
-, ,c C CO -• 0
• • ;· ·• •'
,;,;,
- --��
- PCAD
I'' 1''111-
- - , ' '-.
7;_.
·,- - ·,
<• -
<§'<o/
l ....,
.L ..._._.::_..::':'':;'_1_.11(1!
___
,-tJ!iicXR,iei'tl\
- LES 81PllU
&.:
�
�-
F
f-­
c
/""
- -- I �
I ��-- F,-,u
�
�
·--! - -r·
_='FT."'.ll·-.111·-.IC 'il'A I
w
·,r-.,,
;_--; "le,";-'
11 i;?-, Ui
11
·';['ii,n , 111_·i·i
! 1
L�1l:,
'""
iz-;;
- 1- ,
✓-
22.0·=1
n Id
F,_�'.'{
b}i
,�,-,,;�
�
'
<§'
">
+-
I
'
PROPOSEDDR/,ni-t»/
'
2
7
1
J� ��=:·:��.�:..,,r'--�t
:\
:;:
•
·
7
:
;
:
{
2-., � ;xw�-·r:· ,t;tifrit&ff,21wM·.;
. •.., . ·. .. -
� :';'-·
)ABLc '.i _ol: KRIF J
: 1, �
I
]11,i : 1 .1 .
.:�n.
:,.�__··>J,- ��
•'
',:;- ·
D
,
'P"'-t
r-ft "' �·--,�/
·
c1·
.-Lha ··-, fJ � .IT-' ,_ ..,,r
-1-,r-ll.Jlh-.-,,.
-J :1' T,"':01!f[7::_-� ;,:u- i,'
II
..
_ , -,- . ' •:, .I I j 1- �
/ e,-_. _ , _
· ,,-•cF,,
c,cH-.H::l I ,,-.,,T PIP="·
Tu-,--;,- --:,
_
__,-- . .L_ /;--�
/
Ll:.:
.
/
'
[
"-;'
_;
.
:, i-,- �-U_-'-/];;J__/_-.�,.:.,_ �
,RIED Jt•.JUl '\ -=-----,__
r;,:-)ul--.JD
I:
11-'/i'c::,,sl�::::HBD/\=-.'D
:�'c;::,T;�T_f'i
ccTfc;_,r;
�'!;'ET:G�,c.,!
· .._'r' �
-- '., '• ,. •.·,, r· ' ,· ,., " - -1 r· , l
�'-""
3c '--I , -� ,'-]
113989 ) �
r-1.t[ I �J
') ) '�•••·�'1138
]r-r l el;c/--1 S
-• 9 �..
>l
L
<--1
>� ',
J--1,- / -_-1 ;_- cf'�� [,.i r o -� ' ' -1__, 'C--1 C ,"r-1--,HL
::;1 ,- JURIE[1
/� ,-L! ,: t[,ck ck JcJI I,
0 ,",--'
r-!..
1 � � l, ;
�
i
1
�
r cl<
',/,,
!
,,:•• !�
lF::�/L 1-::..._s,
_;,__, '
'.:Ail FS I< C/',3_E TG.�:
·:.1_. -,r-,:._; I I) 01··. 1_1·1,<�
�
:-:-c---;c;�='f7"'.T)'"'°
RCA;
r · , , ,--•
I
I
�
--1
'----1
1=:_
(=::
, .. /--,�
--1� ...___/
.J �
r-�,
�--1
-
,___
-�[}- �2'�¥,;1};i_{,i:�:li:f{1\¾\!l!iz{◊rfl:{i;rrJ
_.,
.,,
,s,·
"
---�""'\ ,/'.;
�:Jh. 4
1
�
l'el
_-.J L
&f-----=--
l':1 ��
::-1
c. c'...4
- ��
"
- - -- -.--�-,_
- --
/1
';
�
'c..
�
�
� (). I��
-"-
''
:
,;:;;
<§''
;
"
')<oro
\)\)/
'¾\.'<\:
E
.,�··
, ,1·•)
n
I
"'
' ti
'''
'
''
',I-
- -�-
-',_
fi11,,/1111w11./;j ),,_
id�r
! ,;'.} In···
-S
�
�-;�,.,;:�
I
I
I
I
I
I
--
1:, s-,
�?----
1-
''////.'//,,,,
-
•;
"I
I
I
I
I
I
:J ''
i
_,_
£>!-/
_0,'--':�\�-=
�_,;-,.,[_
0Yl. -•1rn .JIID�, -- 1
�
,R()lJIJn
_ _ _
1
•
ft---
..I
II
/<.
CJ
D
t:w
'iii;,;,
//,I('',
" L,_ ,,
-
'., '-...
C
C
LEGEND:
NOTE:
CABLES IN CABLE TRAY □ N PIPE BRIDGE/
BUILDING \,/ALLS/DYKE \,/ALL, ETC.
-----·----·
I.
CABLES BURIED UNDER GROUND
ALL DIMENSI□ NS ARE IN METER
CABLES THROUGH G.I PIPE BURIED
UNDERGROUND
B
B
A
THIS DRAWING IS THE PROPERTY OF FACT ENGINEERING AND
DESIGN ORGANISATION AND IS TO BE USED ONLY FOR THE
PURPOSE OF WHICH IT WAS LENT AND MUST NOT BE USED
IN ANY WAY DETRIMENTAL TO THE INTEREST OF THE
COMPANY AND IS SUBJECT TO RETURN ON DEMAND
SCALE
I 1:750
nRAWN
-· ..
Soman
DATE
I
I
I
II
I
I
I
I
I
I
I
I
CHE�:KED
-DESIGNED
I
PRELIMINARY
--
05.06.'20
12
I
11
I
10
I
9
I
a
I
7
I
6
I
s
4
ENGINEERING
&
DESIGN
ORGANISATIOl'-1
II FEDO
THE FERTILISERS AND CHEMICALS TRAVANCORE LTD 11�
KERALA
UDYOGAMANDAL
PROJECT NO: 32644
OVERALL POWER LAYOUT (TYPICAL)
SM
DATE
CHECKED APPROVED
CHECKED
REVISED
PARTI CULARS
ZONE
NO
c!; >--- - - - - - - - - - - - - - - - - ----<
TITLE
DRAWING NO :....__---1-________________
--:-_______________--t---'-----'----------------------------�--�--��--�-- ---1-e---....:c.c:...._c:.::....:..c.:.·
° CLIENT
---ED I IK
APPRuv
REVISION
REFERENCE DRAWING
M / s FACT CD
�
0
FACT
OF1
DRG. N0.32644-13-PL-00 501
2
A
0
REV.
4
2
3
/
Cl
z
I <C
u :::iE
-w D
□
0:: z
0
0
LLz
0::
w::::>
(/) 1-­
o
a..w
65x65x6 MS
0:: 0::
AN GLE/
=>o
a.. 1-STEEL ROD
w 1-ON BOTH SIDES
F �-, @1500 IN TERVA
o:: m
O::::>
LL (I)
i
D
RUN G
GRP CABLE TRAY
W
'.'.:j�
Zo
Oz
o<C
w>­
(1)
z
::::> <(
wa..
m :::iE C
0
0u
I-(/) w
J
g
N
RUN G
50x50x6 MS
SUPPORT AN GLE
C
ELEVATION
TYPE - A
- i!:
Cl LL
SLAB/ BEAM/STRUCTURE
�o
z 1-0 (/)
��
W
<C
(/) 1--
z�
<C
GRP CABLE TRAY
t, w
I
g§ 1-z 1:2
t,
vi <i!
w1-­
Cl z
0W
z:::i!E
<(
a::
1-W
t,
ZCl B
a::>w<(
�:!:
0>­
Zz
W<(
65x65x6 MS
AN GLE WELDED
TO IN SERTS
@1500 IN TERV
GRP CABLE TRAY
0
0
N
RUN G
GRP CABLE TRAY
B
RUN G
RUN G
0�
/
�Cl
w
LL (I)
O::::>
>-w
I-- m
0::
w1-­
a.. o
oz
0::
I-­
a.. (/)
w::::>
:::iE
i!:Cl
(I)
��
0
0
N
50x50x6 MS SUPPORT
AN GLE
TYPE - B
TYPICAL ARRANGEMENT OF GRP CABLE TRAY SUPPORTS
t---+--------+------+---+---1---------<
PROJECT NAME:
NEW PA TANK AT Q10 BERTH- W. ISLAND
PROJECT NO:
32644
04.06.'20 TITLE TYPICAL ARRANGEMENT OF
0 PRELIMINARY
IK
SM
,i1'
.
.
H
PR
A
E
E
N
I
P
N
N
A
T
R
RIP
C
C
D
D
D
D
K
O
O
S
_DAT_ __,
�
�
�
�
_
_
_
_
_
_
_
_
W_
_
_
_
_
_
_
�
__
__
�
,_
�� A
0 A
OVERHEAD CABLE TRAY
� _J
SCALE: N TS
SHEET 1 OF 1 1---------------------<-....____.
DRG. NO. 32644-13-GE-00 252 REV.
CLIENT: M/s. FACT-CD
�i "
i!:t:: �
"
0
gLL
FACT ENGINEERING & DESIGN ORGANISATION
KERALA
UDYOGAMANDAL
11 ��r1=1:i1t1,1
tL
"""_1
0
a�---------.------------.---------�--------�
4
3
2
4
3
2
BOLT & NUT �------------------�--�---�
FOR FIXING
JUNCTION
PLATE
\
a::z
f2 0
wz
en a::
D
ELEYAIIQN
��
a:: a::
::,
(}_Q
1w I­
IO
1w
MAIN EARTH CONDUCTOR.
g§�
LL vl
EARTH CONDUCTORS
TO EQUIPMENTS IN PLANT
�en
zClz
w<C
en>=>z
ALUMINIUM
PLATE
oo
we'.:
CD::::; C
1-
C
0
00
��
I-Cl LL
0
�o
zl-
Qf{J
!;;i: a::
en�
-z
�c.,w
a::1I
0
zo
c., Ivi ...J
��
z
CABLE LUG
ow
z::::;
<(
a::
c.,
l:;j
ZCl
B
a::
w�
!z!s:
>c:,
z
z
W<(
'----�------'
�
MAIN EARTH CONDUCTOR.
t;�
�Cl
w
LL en
O=>
�w
CD
a::
W1(1-Q
Oz
a::
(}_ en
I-
0
EARTH CONDUCTORS
BOLT, NUT,
FLAT WASHER AND
SPRING WASHER
1.
100x6mm ALUMINIUM PLATE (THE CROSECTIONAL AREA OF THE PLATE SHALL BE
GREATER THAN THAT OF THE MAIN EARTH CONDUCTOR). LENGTH OF THE PLATE
SHALL BE DECIDED TO SUIT THE NUMBER OF CONNECTIONS AT SITE.
2.
AFTER FIXING, THE OUT SIDE SURFACE OF THE BOLTS, NUTS, AND WASHERS AND
THE PLATE SHALL BE COVERED WITH BITUMIN/GRASE /EPOXY PANIT.
l---+--------+----+---+---+------1 PROJECT NAME:
NEW PA TANK AT Q10 BERTH-W. ISlAND
w::i
�::::;
en c
��
0 PRELIMINARY
DESCRIPTION
SCALE: NTS
!z NO.
�
s:w A
<( ...J
a::
oen
::/,,,,,,_,,
SM
DRAWN CHKD
� iili r-- CLIENT: M/s. FACT-CD
�t: �
r-0
t0
PROJECT NO:
32644
IK 04.06.'20 TITLE
TYPICAL ARRANGEMENT OF EARTHING
APPRD. DATE
A
_ N
_ _CT_ IO
_ N
_ _PLA_TE
_ ____+--'----lo
SHEET 1 OF 1 1------JU
DRG. NO. 32644-13-GE-00 253 REV
FACT ENGINEERING & DESIGN ORGANISATION
UDYOGAMANDAL
KERALA
ii ii •I•ll
IIM�·tL-- -.
QL..---------�--------�---------�-----------'
4
3
B
TO EQUIPMENTS IN PLANT
2
4
3
2
RCC COVER SLAB
. ·
.
..
.
.
4
.
.. ..
. .
.
.
. ·
••· .
• :.
"'
.
•
... �:- . ·:� _· . _..,_ ·:.,. ·· ·. ·-�•- · :_: � __..;. .--:.:1__ _· .· ...-. - --·� · .· :_ -� - . .
·
. 4 .:
..... .
._·4•_
D
w
0
LO
N
-------
i!:
GRP CABLE TRAY (TYP)
0
LO
N
-------
C
C
0
LO
N
0
0
.•... LI-; . •
·_ _.
�.:
· ·. ·
..
·
..
.4·
.
·
I.
•""
:
·
. ..
· . . ·,
-·
•
.
. .
4
. -
• .�
�
.
. ...
. : . ·.;
·
.
.
.
.
_
..
•
. . ,. ·� ....
;
:
:.•
� .. ....··
.
. .. •
4 ..
. ·
. �.
-� 4 ·.. :
.
·
··
• :., . ..
· . ., .
• . . . •.
: _. 4
···
.
�
:_
,
.4
_ _
-
60x8 mm MS FLAT INSERTS
AT 1000 INTERVALS.
•
.. · .
• .
.I
WIDTH "W"
50x50x6 M.S. ANGLE
·--·< ._. . �. ,,
·1
OF WIDTH OF
SL.NO. SIZE IN mm (WxD NO.
TRAY
TIERS*
1.
1000 X 1000
4
600
2.
750 X 750
3
450
3.
600 X 600
2
300
B
NOTE:1. BOTTOM LAYER FOR 600x600 & 300x300 TRENCHES SHALL BE OF FULL WIDTH.
*2. NO OF TIERS SHALL BE AS PER THE LAYOUT DRAWINGS
3. CABLE TRAY SHALL BE BOLTED TO 50x50x6 ANGLE SUPPORTS.
t---+--------+-----+--+-SM
DRAWN CHKD
PROJECT NAME:
---+-----1 NEW PA TANK AT Q10 BERTHW. ISLAND
IK 04.06.'20
APPRD. DATE
SHEET 1 OF 1
TITLtcABLE TRENCH SECTIONAL
DETAILS (TYPICAL)
4
KERALA
3
O A
DRG. NO. 32644-13-GE-00 255 REV.
FACT ENGINEERING & DESIGN ORGANISATION
UDYOGAMANDAL
PROJECT NO:
32644
2
11��••••I•ll
tL
-_
4
3
2
D
a::z
o
e
z
wa::
(/)
a:�
a::a::
::::,
Cl...10
w
:r: II- Ei3
a::CD
---:,
O
LL.
PUSH BUTTON STATION ____,
�
'.'.:j (/)
z­
oo
oz
w<C
(l)>::::,z
<(
WCl...
CD::::? C
0
00
1-
C
��
lo LL.
�o
zig[{]
a::
�
(/)�
-z
e>w
a:: :r:
01o
z1c,
(/) ....J
W<(
01z
ow
z::::!!:
<( i:i::
c,w
zo B
i:i::
w�
�3:
0>zz
W<(
�-
FROM MAIN
EARTH RING
B
EARTHING ARRANGEMENT FOR MOTORS
WITH P.B. STATION EARTH LOOPED TO
MOTOR EARTH STUD.
(PROVIDE DUPLICATE EARTHING)
t.,�
�o
w
LL.(/)
0:::J
�w
a::CD
Wf­
Cl...Q
O
a::z
Cl.. I-
1---+----------+---+-----+---+--------t PROJECT NAME:
1---+----------+---+-----+---+--------tNEW PA TANK AT Q10 BERTH-W. ISLAND
w::::,
�::::?
��
<C
c,
O PRELIMINARY
DESCRIPTI ON
� !z: A NO.
3:w
<( ....J
a::
0(1)
� � r--.
�t: �
r--.
0
0
:1DRAWN
SM
CHKD
SCALE: NTS
PROJECT NO:
32644
IK
04·06-'20 TITLE
EARTHING CONNECTION
APPRD. DATE
0 A
SHEET 1 OF 2 1-----------------+--�
DETAILS (TYPICAL)
DRG. NO. 32644-13-GE-00 256 REV.
CLIENT: M/s. FACT-CD
FACT ENGINEERING & DESIGN ORGANISATION
IIAA�,i
lL !l•I•ll
..... -
KERALA
UDYOGAMANDAL
0
o�----------------------------------�
4
3
2
3
4
2
1----PUSH BUTTON STATION
o:::z
�o
D
FROM MAIN
EARTH RING
z
w 0:::
(/)
��
0:::0:::
::>
a.o
1w
F0
w
�a3
LL�
ADAPTOR BOX
(IF ANY)
'.'.:i (/)
z­
oo
z
o<C
w
(/)>­
::> z
wi:t
CD:::i,; C
0
0
1-0
��
lo LL
C
JUNCTION
PLATE
�o
zlQ[:3
0:::
(/)�
'<
-z
�ow
0:::
I
01-
t5�
cii_J
EARTH
CONDUCTOR
��
z
ow
z::::;;
<( ii::
c.,t:;:i
zo B
ii::
B
EARTHING ARRANGEMENT FOR MOTORS
WITH ADAPTOR BOX & P.B. STATION
EARTH CONDUCTOR LOOPED TO JUNCTION PLATE
(PROVIDE DUPLICATE EARTHING)
w�
�:,\::
0>­
zz
W<(
0�
i'.;:o
w
LLC/l
O::>
�w
0::: CD
Wt0.Q
Oz
0:::
a.1(/)
W::>
F:::i!:
1---+---------+----+---+-----+-----t PROJECT N AME:
1---+---------+----+---+-----+--___,NEW PA TANK AT Q10 BERTH-W. ISLAND
!�
s_M ___ 1K---+_04.o
_
_ 20 TITLE
_ s:__,
_ ____:1,___
_ _1M_N
1A_ RY
,_o--+-P R_ EL
NO.
D
ES
C
R
IPTIO
N
DRAWN
CHKD
PPRD.
DATE
A
A
0 A
DETAILS (TYPICAL)
SHEET 2 OF 2 ---------------+--'---t
SCALE: NTS
��
0:
�z
i
PROJECT NO:
32644
EARTH ING CONNECTION
DRG. NO. 32664-13-GE-00 256
-----------------�---------r■��i==i=iiiia---1
h
OC/l
<C
� :,\:: r--
0
REV
CLIENT: M/s. FACT-CD
��:c�A�A��!�
EERING & DESIGN ORGANIS
����
11��-i!l•I•ll
O'---------�--------�-------�------------'
4
3
2
4
3
2
2 mm THICK
AL. SHEET WITH
25x3 M.S FLAT FOR REINFORCEMENT
D
z
o::
�o
wz
0::
(/)
��
0:: 0::
:::,
a..o
1w I­
I
U
1-w
0::'
CD
O
LL ul
25x3 M.S.FLAT
WITH 10 ¢ BOLT
HOLE
�(/)
zoo
oz
w<C
(/) >­
:::, z
wi:i:
CD ::ii: C
0
0
I-(_)
C
��
lo LL
�o
zig[{]
�o::
(/)�
-z
�-
C.!>W
0::I
CANOPY
0 1-
6�
ii'i ....J
W<(
01z
ow
z:::i:
<( a::
(.!) ti
zo B
a::
w�
�3:
6 >­
zz
W<(
NOTES:1. AFTER FABRICATION THE STRUCTURALS SHALL
BE PAINTED WITH
EPOXY
PAINT WITH
B
SUITABLE PRIMER.
2. THE SIZE OF THE CANOPY SHALL BE
SUCH THAT THERE WILL BE A MINIMUM
CLEARANCE OF
t3�
�o
10 mm
FROM THE
EQUIPMENT ON ALL SIDES.
w
LL (I)
0::J
�w
0::CD
Wf0..Q
Oz
0::
a.. I-
(/)
w:::,
t---+--------t-----+---+-----+-----1 PROJECT NAME:
t---+--------t-----+---+-----+-----1 NEW PA TANK AT Q10 BERTH-W. ISLAND
�::ii:
��
<C
O P RELIMINA RY
C.!>
� !z A NO.
DESCRIPTI ON
3:w
<(
SCALE: NTS
0:: ....J
0(1)
�
CLIENT: t.1/s. FACT-CD
�
"
�t::
:!DRAWN
SM
CHKD
PROJECT NO:
32644
IK
04.06.'20 TITLE
APPRD. DATE TYPICAL ARRANGEMENT OF CANOPIES
-�F�O�R�O�U�TD�O�O�R�D�E�V�IC�E�S--t------'-----i
O A
SHEET 1 OF 2 t--
DRG. NO. 32644-13-GE-00 257 REV.
z" FACT ENGINEERING & DESIGN ORGANISATION
0
�
UDYOGAMANDAL
KERALA
o�---------r-------------,------------,---------�
4
3
2
3
4
2
HANDLE
2mmTHICK ALUMINIUM SHEET
WITH 25x3 MS FLAT FOR
REINCEFORMENT.
/
A
D
C
100x100x10 MS FLAT
WITH 1Qq; BOLT HOLE.
25x25X5 MS ANGLE
(BENT TO SHAP .
L_J
HOOD FOR MOTOR
L_J
L_J
B
NOTES:1.
AFTER FABRICATION THE HOOD SHALL BE
PAINTED WITH EPOXY PAINT WITH SUITABLE
PRIMER.
2. THE SIZE OF THE HOOD SHALL BE SUCH THST
THERE WILL BE A CLEARANCE OF THE MINIMUM
30mm FROM THE MOTOR, ON ALL SIDES.
VIEW FROM A
+---+----------+---+-----+---+------< PROJECT NAME:
+---+----------+---+-----+---+------< NEW PA TANK AT Q10 BERTH-W. ISLAND
SM
:1DRAWN CHKD
IK
04.06.'20 TITLE
APPRD. DATE TYPICAL
SHEET 2 OF 2
4
3
PROJECT NO:
32644
ARRANGEMENT OF CANOPIES
FOR OUTDOOR DEVICES
0 A
DRG. NO. 32644-13-GE-00 257 REV.
2
TECHNICAL
PROCUREMENT
SPECIFICATION
PAGE 1 OF 1
TPS No.
Sl.
R0
32664-14 -PS-001
Doc. No.
Description
No.
00FT011/00
32664-14 -PS-001
INDEX
No. of
pages
Rev. No. with issue
1
32664-14-PS-001 SW INST
SCOPE OF WORK
1
1
0
2
32664-14-PS-001 SIT INST
SCOPE OF INSPECTION AND TESTS
2
0
3
32664-14-PS-001 VDR INST VENDOR DATA REQUIREMENTS
4
0
4
32664-01 -PS-001 SPL INST
SPECIAL REQUIREMENT OF THE
PROJECT
3
0
5
32664-14-PS-001 SV INST
ATTACHMENTS
SUB VENDOR LIST
3
0
1
14ES008/15
30
0
2
32664-14-CL-00001
1
0
3
2
1
0
6/6/2020
FOR COMMENTS
DCK
MKZ
REV.
DATE
DESCRIPTION
PRPRED
CHKED
FIELD INSTRUMENT ERECTION
SPECIFICATION
OVERALL CABLE LAYOUT
FACT ENGINEERING AND DESIGN ORGANISATION
2
3
4
MS
APRVD
INSTRUMENTATION
DEPARTMENT
SCOPE OF WORK
32664-14 -PS-001 SW INST
Page 1 of 1
PROJECT:
NEW PA TANK AT WI
CLIENT:
FACT-CD
FACT
ITEM:
INSTRUMENTATION SYSTEM FOR NEW PA TANK AT WI
STATUS
ENQUIRY/ COMMITMENT
PO NUMBER
The scope of work include the following
Description
Sl.No
1.
2.
Supply of hardware
(Field instruments, Erection material, Spares)
Inspection, testing and quality assurance services
3.
Erection, integration to
o existing facility and commissioning
4.
Documentation
Required
Remarks
14FT660/15
Note:- The above mentioned scope is only for preliminary understanding only.
only Detailed
scope is mentioned in subsequent documents and attachments of this tender document.
0
REV
06/06/20
DATE
FOR CLIENTS COMMENTS
DESCRIPTION
DCK
PRPD
FACT ENGINEERING AND DESIGN ORGANISATION
MKZ
CHKD
MS
APPRD
R0
INSTRUMENTATION
DEPARTMENT
32664-14-PS-001 SIT INST
Page 1 of 2
R0
SCOPE OF INSPECTION AND
TESTS
PROJECT: NEW PA TANK AT WI
ITEM : As indicated below
EQPT NO.
The following inspection and test shall be conducted and records to be submitted
Sl.No
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
Inspection.
Required
RADAR LEVEL TRANSMITTERS/ LEVEL
SWITCH
Visual inspection
Dimensional inspection
Performance test accuracy
Material test certificate
Certificate for electric code
Hydraulic test
Weather proof certificate
SIL certificate
W&M India certificate
IBR certificate (If applicable- for guided
wave)
Functional test- Alarm contacts,
communication with host/ accessories etc
Witness
Reqd
$
$
$
$
$
$
$
-
$
$
$
*
*
$
*
-
$
*
$
$
$
$
$
$
$
$
$
$
$
*
Remarks
5.0
CABLES
Visual inspection
Dimensional inspection
Performance/ insulation resistance
Routine tests as per national/ international
standard referred in the data sheet/ QAP
Type test report
1.0
2.0
3.0
4.0
5.0
6.0
ELECTRICAL FITTINGS AND JUNCTION
BOXES
Visual inspection
Dimensional inspection
Certificate for electrical code
Weather proof certificate
Type test report
Routine test
$
$
$
$
$
$
$
$
*
*
*
$
1.0
PRESSURE GAUGES
Calibration Certificate
$
*
0
06/06/20
FOR COMMENTS
DCK
MKZ
MS
REV
DATE
DESCRIPTION
PRPD
CHKD
APPRD
1.0
2.0
3.0
4.0
14FT942/15
Description
FACT ENGINEERING AND DESIGN ORGANISATION
INSTRUMENTATION
DEPARTMENT
Sl.No
2.0
3.0
32664-14-PS-001 SIT INST
Page 2 of 2
R0
SCOPE OF INSPECTION AND
TESTS
Description
Material Test certificate (For diaphragm
seal, thermowell)
Weatherproof certificate
Inspection.
Required
$
$
Witness
Reqd
*
Remarks
*
$ - Manufacturer shall conduct their standard inspection as part of their 'quality assurance'
program and shall furnish inspection reports for review. If required, witness inspection will
be conducted by purchaser's representative.
*Report review
14FT942/15
Note –1 ID of ferrule by GO/NOGO gauge, pipe thread by plug and ring gauge,
interchangeability of ferrule nut.
Note-2 Also ferrule tightening test to be carried out.
0
06/06/20
FOR COMMENTS
DCK
MKZ
MS
REV
DATE
DESCRIPTION
PRPD
CHKD
APPRD
FACT ENGINEERING AND DESIGN ORGANISATION
INSTRUMENTATION
DEPARTMENT
PROJECT:
CLIENT:
ITEM:
STATUS
PO NUMBER
NEW PA TANK AT WI
M/s FACT- CD
Package items
ENQUIRY/ COMMITMENT
OFFER
SL GRP.
DESCRIPTION
NO CODE
14FT910/15
A
32664-14-PS-001 VDR
INST
Page 1 of 4
R0
VENDOR DATA REQUIREMENTS
QTY
AFTER COMMITMENT
Lead Time In
Weeks
QTY
Req. Prop Agrd
FINAL
1P+1S
2
3P+1S
QTY
From package vendor
1.
B
Deviation list
1P+1S
2.
C
3.
B
4.
B
Documents and drawings
index
Bidder’s checklist- Filled ( If
attached with tender)
Control system Architecture
5.
B
Instrument schedule
6.
B
Spare parts list
1P+1S
6
3P+1S
7.
B
Instrument specifications
1P+1S
4
3P+1S
8.
B
9.
B
1P+1S
4
3P+1S
10.
B
1P+1S
4
3P+1S
11.
B
Instrument design
philosophy
Instrument installation
diagram (loop schematic
diagram)
Instrument location & cable
panel arrangement/wiring
drawings
Bill of material
1P+1S
4
3P+1S
12.
B
13.
B
1P+1S
8
3P+1S
14.
B
1P+1S
6
3P+1S
15.
B
1P+1S
4
3P+1S
Control panel & inter lock
panel arrangement/wiring
drawings.
Marshalling box(termination
box) drawings
Junction box schedule/
connection drawings
Cable schedule
0
06/06/20
FOR COMMENTS
DCK
MKZ
MS
REV
DATE
DESCRIPTION
PRPD
CHKD
APPRD
FACT ENGINEERING AND DESIGN ORGANISATION
INSTRUMENTATION
DEPARTMENT
VENDOR DATA REQUIREMENTS
16.
B
Interlock scheme &write up
17.
B
Control room layout
18.
B
IO List of PLC
19.
B
Grounding details
20.
B
Air distribution drawings
21.
B
22.
B
23.
B
24.
B
25.
C
26.
C
27.
C
Instrument hookup drawings
(Process Hookup, Electrical
hookup, Pneumatic Hookup)
Instrument/ junction box
installation drawings with
supports and canopy
Test procedures for
instrument, lines etc
Pre-commissioning and
commissioning checklist,
Procedure etc
Loop folders (All connected
drawings of every instrument
loop in a folder in a
dedicated CD/DVD)
All documents and drawings
in CDs/DVDs (Editable copy)
As built drawings
32664-14-PS-001 VDR INST
Page 2 of 4
R0
1P+1S
6
3P+1S
1P+1S
6
3P+1S
1P+1S
6
3P+1S
1P+1S
10
3P+1S
1S
2$
1S
1P+1S
4$
3P+1S
Group code:
A- For review and detailed engineering,
B- For review,
C- For information and record document type:
RReproducible,
PPrint,
MMicrofilm
SSoft (CD/DVD)
$Counts from Date of Startup
14FT910A/15
Notes:
@ Vendor shall fill in proposed lead-time if different from the required lead-time.
@@ Each set of final documents shall be submitted in a folder. Two such folders shall be
packed and dispatched with the equipment.
FACT ENGINEERING AND DESIGN ORGANISATION
INSTRUMENTATION
DEPARTMENT
VENDOR DATA REQUIREMENTS
SL GRP. DESCRIPTION
NO CODE
B
AFTER COMMITMENT
QTY
Lead Time In
Weeks
Req Prop Agrd
FINAL
QTY
1P+1S
12
3P+1S
1P+1S
12
3P+1S
1P+1S
12
3P+1S
1P+1S
14
3P+1S
1P+1S
14
3P+1S
1P+1S
14
3P+1S
1P+1S
12
3P+1S
1P+1S
1P+1S
14
2BD
M
2BD
M
12
(1)
3P+1S
3P+1S
2BD
M
2BD
M
2BD
M
3P+1S
18 B
Vendor data requirement
from instrument
manufactures
Manufactures catalogue with
model code no.
Manufactures technical
specification indicating range,
material, utility requirements
Quality assurance plan
FAT/ SAT Procedure for
DCS/PLC
Control valve sizing & noise
level calculations
Thermowell wake frequency
and sizing calculation
Flow element sizing
Dimensioned outline
drawings for instruments/
Junction boxes, panel etc
Control panel/ interlock panel
drawings
Wiring drawings
Control panel/ interlock panel
detail fabrication drawing
Termination, wiring & power
supply distribution drawings
Instrument assembly drawing
Performance curves/test
certificates
Third party (IBR, CMRS etc)
certificates
Detailed spare parts manual
Operation, installation,
maintenance, service manual
for each instrument
Material test report
19 C
Weather proof Certificates
1P+1S
20 C
Hydro test certificates,
Leakage test certificates
1P+1S
1. C
2. B
3. B
4. B
5. B
6. B
7. B
8. B
9. B
10 B
11 B
12 B
13 B
14 B
15 C
16 C
17 C
14FT910A/15
OFFER
QTY
32664-14-PS-001 VDR INST
Page 3 of 4
R0
1P+1S
1P+1S
1P+1S
1P+1S
FACT ENGINEERING AND DESIGN ORGANISATION
3P+1S
3P+1S
3P+1S
3P+1S
3P+1S
INSTRUMENTATION
DEPARTMENT
VENDOR DATA REQUIREMENTS
General Arrangement
drawings of panels
22 C
All documents and drawings
in CD
(1)-dispatched along with instrument/ system
BDM- Before dispatch of material
32664-14-PS-001 VDR INST
Page 4 of 4
R0
21 B
1S
4$
1S
14FT910A/15
Note: All the above indicated submission time is typical and shall be optimized (Early
submission) to complete the project within time schedule indicated in NIT if required.
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
32664-01-PS-001 SPL
(INST)
R0
Page 1 of 3
1.0.
INTRODUCTION
M/s FACT intends to install two nos of new Phosphoric acid Tanks at Willington
Island, Kochi at its existing raw material handling site on LSTK basis. The
following covers the special requirements and scope of work related to
instrumentation for the project.
2.0.
DEFINITIONS
Client/ Owner
PMC
LSTK
Vendor
3.0.
3.1.
3.2.
3.3.
3.4.
3.5.
4.0.
4.1.
4.2.
14FT660/15
SPECIAL REQUIREMENT OF THE
PROJECT
(INSTRUMENTATION)
0
REV
M/s FACT CD
M/s FEDO
Lump sum Turn Key
LSTK Contractor / its sub contractor as the case may
be
SCOPE OF WORK
The contractor’s scope of work is inclusive of but not limited to the following:
Design and detailed engineering of total instrumentation required for the tank
and its interfacing to existing control room.
Supply of instrument erection material like cable tray, cable, cable glands,
junction box, structural steel, consumables etc, erection, commissioning.
Testing, calibration, painting etc.
Documentation and as built preparation
Scope of anticipated work with quantity is detailed in instrumentation schedule
of work. Note that being a LSTK work, the work mentioned in schedule of work
is to be treated for reference.. Major items and services only are listed in this
document. The supply, erection and integration of instrumentation for the safe
operation of the system shall be in the scope of the LSTK contractor.
FACILITY DESCRIPTION
As part of the new Tanks, one no of radar type level transmitter shall be
mounted on each tank. These transmitters shall be interfaced to a local field
indicator also supplied by the Radar OEM and shall be wired in series to the
control room wiring. Necessary looping shall be implemented in a junction box.
All these level instrument shall be connected to a single junction box and wired
till control room through overhead cable tray routed alongside the pipe rack for
06/06/20
DATE
FOR COMMENTS
DESCRIPTION
DCK
PREPARED
FACT ENGINEERING AND DESIGN ORGANISATION
MKZ
CHECKED
MS
APPROVED
TECHNICAL
PROCUREMENT
SPECIFICATION
4.3.
5.0.
5.1.
5.2.
5.3.
5.4.
5.5.
5.6.
5.7.
5.8.
5.9.
14FT660A/15
5.10.
5.11.
5.12.
SPECIAL REQUIREMENT OF THE
PROJECT
(INSTRUMENTATION)
32664-01-PS-001 SPL
(INST)
Page 2 of 3
R0
acid pipelines. Necessary structural work shall be included in scope of
instrumentation.
New Junction box and cable tray work is included in scope of contractor. Note
that, existing cable tray shall be used wherever it is available to control room in
cable route as indicated in cable routing drawing.
GENERAL
All the cables inside the dyke wall shall be routed at an elevation greater than
the height of dyke wall. For this purpose, concrete footing and additional
structural work if required shall be included in scope of work.
Vendor shall supply all instruments and erection material from attached vendor
list only. Supply of material from any other vendor is subject to PMC/ Owner
approval.
Vendor shall submit QAP, test certificates of all instruments and erection
material as per vendor data requirements for PMC approval.
Vendor shall execute all site related jobs as per sound engineering practice and
to the satisfaction of site in charge of client/PMC.
All instruments and junction boxes shall be protected against direct sunlight and
rain by installing canopies of 20 AWG aluminium sheet. Instrument and junction
box tag numbers shall be painted on support. All steel structural’s used for
instrument/junction box/cable tray shall be painted. Cables shall be tagged with
SS plates.
General instrument erection guide lines are attached in 14ES010/15. Irrelevant
sections in the document may be ignored.
Relevant erection tools of good quality and repute shall be provided to workers
during instrument erection.
All the instruments supplied shall be covered under guarantee/ warrantee for a
period of 12 months from the date of erection or 18 months from the date of
supply.
Contractor shall maintain good cleanliness at site during instrument erection. All
scrap or waste materials shall be disposed to designated scrap yard at site.
If there is any conflict in the specifications or in scope of work, PMC’s
authorised site engineer shall be consulted for the resolution and his decision
shall be final and binding on contractor.
If necessary bidder shall conduct site visits for data collection before quoting.
Mandatory Instrument spares are also included in the instrument schedule of
work. Commissioning spares shall be included in contractor scope for
FACT ENGINEERING AND DESIGN ORGANISATION
TECHNICAL
PROCUREMENT
SPECIFICATION
5.13.
14FT660A/15
6.0.
6.1.
SPECIAL REQUIREMENT OF THE
PROJECT
(INSTRUMENTATION)
32664-01-PS-001 SPL
(INST)
Page 3 of 3
R0
replacements if any due to damage/ maintenance requirements arising out of
pre-commissioning/ commissioning activities.
Main cable routing drawing is attached in 32664-14-CL-00001. All minor cable
routing including the cable laying from tank side indicator to JB, Instrument to
JB are also in the scope of contractor. Junction box and tank side indicator
shall be mounted in easily accessible locations at 1.5m height.
CLIENT’S OBLIGATION
The control room receiver instruments shall be supplied and erected by the
client (Push button, Lamps, Recorders or display units etc.). The contractor
scope is limited to cabling to control room, glanding, termination, testing (in
coordination with client) etc
FACT ENGINEERING AND DESIGN ORGANISATION
DATA
SHEET
32664-14-PS-0001
SV INST
PAGE 1 OF 3
SUB VENDOR LIST
R0
The make of instrumentation items shall be as per the following list.
a. GENERAL INSTRUMENTS CONSORTIUM
b. H GURU INSTRUMENTS (SI) P LTD
c. MANOMETER (INDIA) PVT LTD
d. ODIN INDIA PRIVATE LIMITED
PRESSURE & DIFFERENTIAL e. PREMIER INSTRUMENTS & CONTROLS
PRESSURE GAUGES
LTD
f. BLUE BELLS CONTROL SYSTEMS PVT LTD
g. WIKA INSTRUMENTS (I) PVT. LTD.
h. WAAREE INSTRUMENTS LTD.
i.
BUDENBERG GUAGE CO. LTD.
a. KEI INDUSTRIES LTD.
b. ASSOCIATED CABLES PVT LTD, MUMBAI
c. GENERAL INSTRUMENTS CONSORTIUM
d. UNIVERSAL CABLES LTD.
CABLES
e. TOSHNIWAL CABLES
f. POLYCAB WIRES PVT. LTD.
g. DELTON CABLES LTD.
h. BROOKS CABLE WORKS LTD.
a. CHEMTROLS SAMIL (INDIA) PVT LTD
b. GENERAL INSTRUMENTS CONSORTIUM
SWITCHES-LEVEL (FLOAT
TYPE)
c. INSTRUMENTATION LTD
d. MOTOYAMA ENGINEERING WORKS LTD
14FT703/15
e. TRANSDUCERS & CONTROLS P LTD
4
NEW PA TANK AT WI
PROJECT
3
2
1
0
REV
CLIENT
P.O. NO
06/06/20 DCK
MKZ
DATE
PRPD CHKD
MS
APPRD
VENDOR
FACT ENGINEERING AND ORGANISATION
M/s FACT CD
DATA
SHEET
LIST OF SUB VENDORS FOR PACKAGE
INSTRUMENTS
32644-14-PS-0001
SV INST
PAGE 2 OF 3
R0
f. TOKYO KEISO CO LTD
g. ISA CONTROLS FRS LTD
h. SAKURA ENDRESS C/o ITOCHU
CORPORATION
i. MAGNETROL INTL INC
j. LEVCON CONTROLS PVT. LTD.
k. PEPPERL+FUCHS INDIA PVT LTD
a. ENDRESS + HAUSER (I) PVT LTD
b. EMERSON PROCESS MANAGEMENT
(INDIA) PVT LTD
c. MAGNETROL INTL INC
LEVEL TRANSMITTER
GUIDED WAVE/NON
CONTACT TYPE RADAR
d. KHRONE-MARSHALL PVT LTD
e. ABB LIMITED
f. HONEYWELL AUTOMATION INDIA LIMITED
g. YOKOGAWA INDIA LIMITED
h. SIEMENS Ltd
a. BALIGA LIGHTING EQUIPMENTS PVT LTD
b. CROMPTON GREAVES LTD
c. EX-PROTECTA
JUNCTION BOX
d. FLEXPRO ELECTRICALS PVT LTD
e. FLAMEPROOF EQUIPMENTS PVT LTD
f. FLAMEPACK (MANIPAL)
g. ALSTOM T&D INDIA LIMITED
a. BLUE STAR LTD
b. ALWAYE ENGINEERING WORKS
c. INDIANA GRATINGS PVT LTD
14FT703A/15
CABLE TRAY
d. STEELITE ENGINEERING LTD
e. VENUS STEEL PRODUCTS
f. VINAY STEEL SYSTEMS
g. CHELUR CORPORATION
FACT ENGINEERING AND ORGANISATION
DATA
SHEET
LIST OF SUB VENDORS FOR PACKAGE
INSTRUMENTS
32644-14-PS-0001
SV INST
PAGE 3 OF 3
R0
a. FCG FLAMEPROOF CONTROL GEARS PVT.
LTD
b. FLEXPRO ELECTRICAL PVT LTD
c. EXPROTECTA
CABLE GLAND
d. BALIGA LIGHTING EQUIPMENTS PVT LTD
e. MULTI PRESSINGS
14FT703A/15
h. CEAG FLAMEPROOF CONTROL GEARS(P)
LTD
FACT ENGINEERING AND ORGANISATION
ENGINEERING
SPECIFICATION
1.0.0
2.0.0
3.0.0
21.0.0
22.0.0
23.0.0
24.0.0
PART C – JOB COMPLETION
REQUIREMENTS
COMPLETION OF ERECTION JOB
COMMISSIONING AND START –UP
BILL OF QUANTITIES AND MATERIALS
7.0.0
8.0.0
9.0.0
10.0.0
11.0.0
12.0.0
13.0.0
14.0.0
15.0.0
16.0.0
17.0.0
18.0.0
19.0.0
20.0.0
25.0.0
26.0.0
27.0.0
28.0.0
PART D- PROCEDURES AND
STANDARDS
GENERAL
REQUIREMENTS
AND
RECOMENDEDATION
FOR
PIPE
WELDING
SPECIFICATION
FOR
PAINTING
WORK
INSPECTION AND TEST PROCEDURE
FOR INSTRUMENT INSTALLATION
WORK.
APPLICABLE STANDARDS
1.0.0
1.1.0
1.2.0
1.3.0
1.4.0
1.5.0
1.6.0
1.7.0
29.0.0
30.0.0
31.0.0
PRPD BY:
PART E- ATTACHMENTS
DRAWINGS-ANNEXURE I
SCHEDULE OF WORK – ANNEXURE II
ITEMS
TO
BE
SUPPLIED
BY
CONTRACTOR- ANNEXURE III
CHKD BY:
Page 1 of 30
NOTE:
The description under scope of supply
will be general in nature and covers
most of the prevalent types of
instruments, some of which may not be
required for this particular project.
Hence only the applicable items shall
be referred to. For actual list of
instruments, refer schedule of work.
CONTENTS
PART A – GENERAL
SCOPE OF WORK
CONTRACTOR’S OBLIGATIONS
OWNER’S SUPPLY
PART B- TECHNICAL
REQUIREMENTS
INSTRUMENT INSTALLATION
ONLINE INSTRUMENTS
FIELD
MOUNTED
PRIMARY
MEASURING INSTRUMENTS
FIELD MOUNTED TRANISMITTERS
FIELD MOUNTED CONTROLLER
FIELD MOUNTED GAUGES
FIELD MOUNTED SWITCHES
ANALYSERS
MISCELLANEOUS INSTRUMENTS
JUNCTION BOXES, PDB’S, MB’S
CONTROL PANELS
FABRICATION WORK AND MOUNTING
OF INSTRUMENTS
GENERAL NOTES FOR INSTRUMENT
PIPING AND TUBING
GENERAL NOTES ON TERMINATION
ELECTRICAL
INSTALLATION
AND
GROUNDING
GENERAL NOTES ON CABLE TRAY,
DUCTS AND CONDUIT INSTALLATION
CIVIL WORKS
CALIBRATION
AND
FUNCTIONAL
CHECK
TESTING AND LOOP CHECKING
4.0.0
5.0.0
6.0.0
14 ES008 /15
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
PART A- GENERAL
SCOPE OF WORK
The scope of work shall include but not be
limited to: Unpacking, checking, cleaning and
withdrawal of instruments, instrument
accessories and erection materials at
owner’s stores and /or from places of
storage anywhere within the boundary
wall of project and existing factory. Return
of leftover materials to owner’s stores.
Transportation
and
handling
of
instruments, instrument accessories and
erection materials at owner’s stores and
/or from places of storage anywhere
within the boundary wall of project to work
site and /or contractors stores.
Installation of field mounted instruments
such as pressure/vacuum gauges, dial
thermometers, pressure switches, blind
switches,
manometers,
differential
pressure indicators, local flow indicators/
recorders, local indicating controllers, flow
transmitters,
pressure
transmitters
differential
pressure
transmitters,
temperature transmitters, rotameters etc.
Installation of vessel mounted instruments
such as level gauge glass, magnetic level
gauges, bi-colour level gauges, torque
tube level instruments, level switches, dial
thermometers, pressure gauges etc.
Installation of instruments on vendor’s
equipment such as Speed Indicators,
Speed
Controllers,
Vibration/Axial
Displacement/ axial Thrust Monitoring
Systems, Ammeters, Anti surge Controls
etc.
Supervision of installation of on-line
instrument (by other contractors) such as
Orifice Flow Element, Control Valves, PD/
Turbine Meters, Rotameters etc.
Installation of analytical instruments such
as Infrared Analysers, Paramagnetic
Analysers,
Thermal
conductivity
Analysers, NOX analyser, H2S analysers,
silica analysers, Density Analysers, PH
APVD BY
FACT ENGINEERING AND DESIGN ORGANISATION
ISSUED ON:
ENGINEERING
SPECIFICATION
1.8.0
1.9.0
1.10.0
1.11.0
1.12.0
1.13.0
1.14.0
1.15.0
1.16.0
1.17.0
1.18.0
14 ES008 /15
1.19.0
1.20.0
1.21.0
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
analysers,
Electrical
Conductivity
Analysers, Dissolved Oxygen analysers,
Online gas Chromatographs, oxygen
analysers etc
Installation of miscellaneous instruments
such as Belt weighers, flame safe guard
instruments, pneumatic change over
switches,
air
sets,
thermocouple
assemblies,
thermo
resistance
assemblies, purge type liquid level
measuring systems, volume tanks for
double acting piston actuators etc.
Installation of local panel mounted
instruments such as receiver indicators,
indicating
controllers,
pneumatic/
electronic receiver recorders, manual
loaders, ratio control stations, computing/
selector relays, temperature indicators/
recorders, receiver switches, alarm
annuciators, timers, analyser recorders,
etc.
Interconnecting field & panel mounted
instruments.
Cutting gasket of various materials to
suitable sizes and fixing the same along
with the fitting or flanged connections.
Any modifications jobs during installation
of instruments.
Erection and interconnection of control
panels, cubicle boards, control desks etc.
locally and in the control rooms.
Fabrication and installation of frames,
supports, mounting stands, clamps,
brackets, cable racks, cable tray and
bends, tees and crossings etc. for the
racks and trays.
Fabrication and installation of instrument
protective boxes (Canopy).
Laying and supporting of cable tray and
ducts.
Laying and supporting of instrument air
headers and distribution lines.
Laying and support of multi run tubing and
single run tubing on racks and their
termination.
Laying and support of multicore and
single pair electrical cables, multicore and
single pair compensating cable and any
other special cables on racks/ trays and
their terminations.
Fabrication, laying and supporting of
impulse piping and sample lines for
analyzer and for laboratory.
Fixing in position electrical junction boxes,
distribution boxes and relay boxes- in the
field and behind the control panel-,
1.22.0
1.23.0
1.24.0
1.25.0
1.26.0
1.27.0
1.28.0
1.29.0
1.30.0
1.31.0
1.32.0
2.0.0.
2.1.0
2.2.0
Page 2 of 30
conduit pipes, fittings and flameproof
boxes.
Any civil job involved in the installation of
supports, mounting stands, control
panels, junction boxes, relay boxes, air
piping, tubes etc.
Cleaning and blowing of main air header
and distribution lines, pneumatic tubing,
impulse piping and sample lines for
analysers etc.
Testing of main air header distribution
lines, pneumatic tubing etc, for any
leakage and proper connections.
Hydraulic/ pneumatic testing of impulse
piping and sample lines.
Testing of electrical cables, compensating
cables, and special cables for proper
connections, continuity and insulation,
together with other contractors as
required.
Testing of complete instrument loops for
proper connections and functioning,
together with automation contractor.
Steam tracing of impulse lines wherever
necessary and final connections to steam
jacketed instruments. Piping connections
for internal washing of instruments and
purging of instrument casing.
Cleaning and painting of frames,
supports, clamps, mounting stands and
racks etc, as per painting specifications.
Testing,
calibration
and
functional
checking of all the instruments and
accessories.
TIG welding, stress relieving and dye
penetrant tests wherever required.
Welding of IBR impulse pipes (CS),
SS316 and 316L impulse pipes.
Sealing of cable entries into control
panels /room after laying of all cables and
tubes.
CONTRACTOR’S OBLIGATIONS
The contractor’s obligations shall include:
Arrangement and supply of required tools
and tackles such as electric welding sets,
gas welding sets, gas cutting sets, hydro
testing pumps, trailer, forklifts, crane,
jumbo trucks, pipe and tube benders,
drilling equipments, multi-meters, ferrule
printers etc and all other tool necessary
for the installation of instrument
according to good international practice.
Arrangement and supply of consumables
like welding electrodes, industrial gases,
cleaning fluids such as kerosene,
insulation tapes, sealing compounds, all
clamping materials for cable/tube trays
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
2.3.0
2.4.0
2.5.0
2.6.0
2.7.0
2.8.0
2.9.0
2.10.0
14 ES008 /15
3.0.0
3.1.0
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
and racks, impulse piping and air header
such as bolts, nuts, M.S. clamps (straight
pin type)/ U type lugs of 1.5 mm Sq./
2.5mm Sq. size in required quantity, SS/
aluminium tag plates, PVC cable marking
ferrules etc. and all other consumables
necessary for execution of the job.
Arrangement and supply of testing
equipments and other instruments such
as dead weight tester (weight in kg/cm
.Sq) manometer, portable pneumatic
/electronic calibrator, standard test
gauge, thermocouple test kit, D.C
potentiometer, whetstone bridge, decade
resistance box, temperature bath with
thermostatic
control,
oscilloscope,
telephone
sets,
signal
generator,
megger, vacuum pump, hydraulic pump
avometer, digital multimeter, testing
/calibrating facilities for panel mounted
indicators,
recorders,
controllers,
computing relays, counters, turbine flow
meters, transmitters , electro pneumatic
converters etc.
Planning and maintaining of all activities
of the contract as per PERT chart
approved by owner. Arranging staff like
supervisory staff, skilled and unskilled
labour forces etc as required for timely
completion of the entire job.
Maintaining records on daily basis of all
the works as per approved schedule,
calibration and inspection reports as per
the advice of OWNER.
Making arrangements for distribution of
electricity and water from supply point to
work spots.
Co-ordination with other contractors’
works as required by OWNER to
complete the instrument erection work.
Security arrangement for contractor’s
office and stores to ensure safety of all
equipments and all free issue materials
supplied by the OWNER.
Clearing of site after completion of work.
Return of OWNER’S surplus and free
supply materials and other excess
materials included in work order to
OWNER after accounting.
OWNER’S SUPPLY
Owner’s obligations shall include: Supply of all pipes, pipe fittings, cable
trays and ducts, valves, flanges, junction
boxes, control panels, gauge boards two
core and multi-core control/ power/
shielded cables, three core and multicore
resistance thermometer cables, single
3.2.0
3.3.0
3.4.0
4.0.0
4.1.0
4.2.0
4.3.0
4.4.0
Page 3 of 30
pair and multipair compensating cables
two core and multi-core electrical/
electronic cables etc (except those
included in contractor’s scope.)
Supply of all pneumatic, electrical,
electronic and analytical instruments,
special sampling systems, resistance
thermometers,
dial
thermometers,
thermocouples,
bimetallic
thermometers, thermo wells, all the
switches for alarm and shutdown,
pressure and vacuum gauges, air filter
regulators, solenoid valves, output
gauges, analyzer cabinets etc except
those included in the contractor’s scope.
Supply of water free of cost and
electricity on chargeable basis.
Cranes, jumbo trucks, forklifts etc will be
spared by the owner on chargeable basis
(only if available) otherwise contractor
has to make his own arrangements.
PART B- TECHNICAL
REQUIREMENTS
INSTRUMENT INSTALLATION
The instrument contractor shall ensure
that the instruments are received in good
condition and shall report defect if any to
the engineer in charge. The contractor
will be responsible for safety of all
instruments
thereafter
till
the
commissioning of the plant. Any loss or
damage of instruments while in his
custody shall be
chargeable to the
contractor.
Contractor
shall
be
responsible for supply and cost of all
replacement
material
and
labour
necessary to rectify faults which occur
during instrument installation or testing
period due to reasons such as falls or
due to faulty work man ship or faulty
material in the contractor’s supply.
All the instruments are to be checked for
their calibration prior to installation in the
field and shall be corrected for any
calibration misalignments that would
have occurred during transportation or
subsequent handling.
All the installation works shall be done as
per released construction drawings,
instrument installation drawings and
manufacturer’s instruction manuals that
will be supplied after the contract is
finalized.
If the area in which the installation are to
be carried out are partially hazardous [as
per area of classification] and partially
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
4.5.0
5.0.0
5.1.0
5.1.1.
5.1.2.
5.1.3.
5.1.4.
5.1.5.
5.1.6.
5.2.0
5.2.1.
5.2.2.
14 ES008 /15
5.2.3.
5.2.4.
5.2.5.
5.2.6.
5.2.7.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
general purpose then the instrument
erection contractor shall execute all the
electrical works in accordance with
applicable codes of Indian standards for
electrical installation and owners safety
regulations.
Contractor shall handover/ report all
faulty instruments or any defects found,
which may arise due to design omission
or discrepancies, which would impede
the proper functioning of instruments/
system must be brought to the notice of
engineer in charge without undue delay.
ONLINE INSTRUMENTS
Instrument contractor shall supervise and
ensure correct installation of on-line
instruments, by piping contractor. It will
be the responsibility of the instrument
contractor to see that the following are
accomplished as per specifications and
drawings.
FLOW TUBES (Venturi, nozzle etc)
The flow tube shall be installed in
pipeline with arrow aligned in the
direction of flow.
The straight pipe lengths adjacent to flow
tube shall conform to vendor drawings
/standards.
Tapping & fittings shall be as specified in
the instrument process piping drawings.
Measurements of I.D, length shall be
done in order to ensure that correct unit
is installed for each line. Change in I.D if
any, shall be reported to site Engineer.
Ensure that
no weld deposit is
projecting inside the pipeline.
Gasket used shall be that specified for
duty and shall not project inside the pipe
beyond the limits specified by standards.
ORIFICE PLATE
Orientation of tapping & necessary
straight length upstream and down
stream of orifice.
Proper gasket (gasket shall not project
inside the pipe and shall be within the
limit
specified
in
orifice
plate
specification.)
Proper direction of orifice plate.
No weld materials shall project inside the
pipeline near the orifice.
Location of tapping shall be at proper
distance from orifice plate.
Correct orifice plate /unit is installed for
each line.
The drain/ vent hole in the orifice plate
shall be located as per specification.
5.2.8.
5.3.0
5.3.1.
5.3.2.
5.3.3.
5.4.0
5.4.1
5.4.2
5.4.3
5.4.4
5.4.5
5.4.6
5.5.0
5.5.1
5.5.2
5.5.3
5.5.4
Page 4 of 30
Concentricity of orifice bore with pipe I.D.
shall be ensured.
INTEGRAL ORIFICE TRANISMITTERS
Transmitters shall be installed in coordination with piping contractor with
correct flow direction along with the
straight pipe pieces adjacent to flow
transmitter.
In the case of pneumatic transmitter,
connect receiver gauge and air set with
proper air and signal tubing. Tubing
wherever required shall be done with
necessary slopes as stipulated in the
installation standards.
In the case of electronic transmitters,
twisted pair screened armored cable
/cables as specified shall be glanded and
terminated as per termination details.
ROTAMETER, PURGE ROTAMETER &
ROTAMETER TRANISMITTER
Contractor shall supervise &ensure the
following while piping is in progress.
Verticality of meter
The float which is removed for the
purpose of transportation shall be kept in
position before installation.
Proper gaskets are used.
Rotameter scale clearly visible from the
operation platform. Reducer pairs
supplied with meter to be installed by
piping contractor shall be supervised by
instrument contractor.
After installation, proper air & signal
connections shall be made through
junction box & to control room. [tubing
&tube
connections
are
covered
separately in section 16.0.0]
Air set if supplied loose shall be installed
as per instrument pneumatic diagram.
TURBINE
/MAGNETIC
/VORTEX/
POSITIVE
DISPLACEMENT/
ULTRASONIC/ MASS FLOW METER
The flow meter is to be mounted, wired
and tubed as mentioned below: Flow meter shall be installed, in coordination with the piping contractor, on
pipeline with arrow aligned in the
direction of flow.
The straight pipe lengths adjacent to flow
meter shall be 10xD upstream 5xD
downstream or as recommended by the
manufacturer.
Care shall be taken to ensure correct
alignment of flow meter with in mating
pipe work.
Electrical connection from the flow meter
to the secondary instruments shall be
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
5.5.5
5.5.6
5.6.0
5.6.1
5.6.2
5.6.3
5.6.4
5.6.5
5.6.6
5.6.7
5.6.8
5.6.9
14 ES008 /15
5.6.10
5.7.0
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
made. Do not run the signal leads in the
same conduit/ tray as that for power
supply. [Cable wiring & conduit work are
covered separately]
The complete installation shall be carried
out in accordance with the instruction
manual supplied by vendor.
The flow meter shall not have any strain
on its body from adjacent pipes.
CONTROL
VALVES,
DAMPERS,
PRESSURE
REDUCING
VALVES,
DESUPERHEATERS
The instrument contractor shall ensure
the following while the control valve is
being installed by the piping contractor.
Control valve is installed in the correct
direction.
The control valve is not under
mechanical strain after erection.
Proper gaskets are used for the purpose.
In the case of butterfly valve the vane
shall not be obstructed by any piping
parts and shall be free to rotate.
The air supply to the control valve and
the signal line from the respective
controller to the valve positioners /valve
shall be made by the instrument
contractor.
Signal tubing, instrument piping etc are
covered separately.
For valves with air filter set and
positioner, contractor shall ensure that
the valve positioner & the associated
linkages are physically and functionally in
good condition.
When solenoid valve is mounted on the
valve, the air connections would be
provided
by
the
valve
supplier.
Contractor shall give all electrical
connections through required fittings.
Instrument contractor shall ensure the
proper installation of the pressure control
valve by piping contractor with respect to
direction and other aspects for control
valves. The backpressure tappings from
the downstream/ upstream piping shall
be properly connected by the instrument
contractor.
Calibration of control valve shall include
all testing and calibration of all the
accessories such as limit switches,
continuous position feedback etc.
MOTOR OPERATED VALVES
The instrument contractor shall ensure
proper installation of motor operated
valve while it is being erected by piping
contractor. The electrical connections
5.8.0
6.0.0.
6.1.0.
6.1.1.
6.1.2.
6.1.3.
6.2.0.
6.2.1.
6.2.2.
6.2.3.
6.3.0.
6.4.0.
Page 5 of 30
will be provided by the electrical
contractor. Instrument contractor shall
ensure that proper earthing of the valve
body is made by the electrical contractor
before commencing any work on the
valve. Also instrument contractor shall
ensure proper functioning of limit
switches, open, close commands,
continuous position feedbacks, other
contacts if any.
SOLENOID VALVES
Work involves installation of solenoid
valve on pneumatic signal lines to control
valve/ damper actuator, and termination
of electrical cables.
All necessary
electric & pneumatic connections shall be
done by instrument contractor, [tubing &
wiring conduit work etc are covered
separately under sec. 16.0.0& 17.0.0].
FIELD
MOUNTED
PRIMARY
MEASURING ELEMENTS
ANNUBAR FLOW ELEMENTS/ PITOT
TUBE
Elements shall be so installed that it can
be inserted or withdrawn from the
pressurized pipe lines under flow
conditions without interruption of service.
Annubar installation shall be as per
instrument process piping drawings and
instruction manual supplied by the
vendor.
All the process piping connections shall
be given by the contractor [piping
covered under 16.0.0].
TEMPRATURE ELEMENTS [T/C & RTD]
T/C shall be installed at proper locations
along with specified thermo well.
T/W shall be screwed or flanged type and
shall be adequately tightened with use of
proper gasket, nuts & bolts, which will be
supplied by the owner.
Each T/C shall be connected by proper
signal /extension cable using proper
glands from individual temperature
element to junction boxes.[cables are
included separately under 18.0.0]
MULTIPLE T/C ASSEMBLIES
Work involved is same as above.
RTD ELEMENTS [FOR BEARING
TEMPRATURE]
R.T.D elements are already wired up to
local junction boxes by the equipment
vendors. Contractor shall connect these
from junction boxes through the multicore
leads with the corresponding instrument
point. [The cabling is included separately
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
6.5.0.
7.0.0.
7.1.0.
7.2.0.
7.2.1.
14 ES008 /15
7.2.2.
7.3.0.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
under 18.0.0]. The RTD elements are
already installed on machinery /
equipment. In case these instruments are
not installed by the vendor in the field,
instrument contractor shall arrange to
install these instruments as per 6.0.0.
VIBRATION
PROBES,
AXIAL
DISPLACEMENT PROBES & DRIVE
SPEED PROBES
All the probes are already mounted on
the machinery /equipment by the vendor
and wired up to junction box and
terminated. Instrument contractor shall
provide the electrical connection from the
junction box to control panel. In case
these were not installed by the vendor in
the field, instrument contractor shall
arrange to install these probes as per
drawings.
FIELD MOUNTED TRANISMITTERS
PNEUMATIC
D/P TRANISMITTER FOR FLOW,
LEVEL, DENSITY ETC
Mounting
of
differential
pressure
transmitters, air filter regulator, locally
fabricated suitable stands /supports,
tubing them from the first isolation valves
with the 3 valve manifold, giving
necessary slopes as stipulated in the
installation diagrams. Provide air supply
using 6mm OD SS tubes; connect ¼” OD
copper tube [output], to a receiver gauge
or to the secondary local instrument or to
junction box as the case may be. Install
air filter set. [Tubing, process piping
supports etc are covered separately
under sec 16.0.0].
LEVEL
TRANISMITTERFLANGE
MOUNTED
FLUSH /EXTENDED DIAPHRAM TYPE
Mounting of the transmitter on the vessel
nozzle /isolation valve using proper nuts,
bolts, gaskets, receiver gauge, air set
and pneumatic tubing shall be installed
as per 7.1.0.
FLUSH /EXTENDED DIAPHRAM TYPE
WITH REMOTE SEAL–FOR LEVEL
AND DENSITY
Work involved is identical to item 7.1.0
except that instead of impulse tubing,
capillary tubing with flanged diaphragm to
be mounted on to the vessel nozzle/
isolation valves the capillary tube shall be
supported properly.
GAUGE/
ABSOLUTE
PRESSURE
TRANISMITTERS
7.4.0.
7.4.1.
7.4.2.
7.4.3.
7.4.4.
7.4.5.
7.5.0.
7.6.0.
7.7.0.
7.8.0.
7.8.1.
7.8.2.
7.8.3.
Page 6 of 30
The work involved is identical to item
7.1.0 except that there will be only one
impulse tapping.
DISPLACEMENT
TYPE
LEVEL
TRANISMITTERS WITH AIR SET
The displacement type level transmitters
with air set shall be fitted in such a way
that it is subjected to minimum vibration
The installation shall be carried out using
necessary pipes, isolation valves & other
fittings as specified in the instrument
process piping drawings.
Connections of air supply lines- free of
oil, water &dust -at constant pressure of
1.4 kg/cm.sq.
Calibration &checking should be carried
out in co-ordination with piping group.
[Installation of valves, pipes& tube are
covered in section 16.0.0].
The air filter set shall be installed as
specified in instrument pneumatic tubing
diagram.
ELECTRONIC TRANISMITTERS
The details in item 7.1.0 to 7.4.0 under
pneumatic transmitters will be applicable
to electronic transmitters except that
cabling is involved instead of tubing.
ELECTRO
MECHANICAL
LEVEL
TRANISMITTERS
Mounting the instrument on the vessel
nozzle/ flange using proper gaskets,
nuts, bolts and connecting the power
/signal cables.
RADIO
ACTIVE
LEVEL
TRANISMITTERS
Installation of the radioactive source, line
detector and point detectors as per the
details provided by the manufacturer and
strictly
following
the
government
regulations.
TANK LEVEL TRANISMITTERS (FLOAT
AND TAPE TYPE)
Installation of float and tape, guide wires,
protector pipe with V– seal and mounting
the transmitter on suitable supports. The
protector pipe shall be properly
supported and signal cable shall be
terminated.
TEMPRATURE TRANISMITTERS
The installation shall be carried out as
per instruction manuals of vendors.
The thermo well with bulb shall be fixed
[screwed or flanged] on the pipeline
using proper thread sealant or nut, bolt,
gaskets as the case may be as per 6.2.2.
Integral type temperature transmitters
shall be mounted on the thermo well
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
7.8.4.
8.0.0.
8.1.0.
8.2.0.
8.3.0.
9.0.0
9.1.0
14 ES008 /15
9.2.0
9.2.1.
9.2.2.
9.2.3.
9.2.4.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
head. Signal Cable shall be glanded and
terminated.
Remote mounted transmitter shall be
separately mounted on a pedestal with
proper accessibility and the cable to
temperature element and signal cable to
control room shall be glanded and
terminated to the transmitter.
FIELD MOUNTED CONTROLLERS
INDICATING
CONTROLLERSPNEUMATIC
The work involves mounting the
transmitter/ controller on proper support
Suitable piping connections, air supply
connections, and signal lines shall be
provided as specified to correct final
control element. The piping & tubing
shall be as specified in the process
piping diagrams. [The details for supports
tubing’s &piping are covered under
16.0.0].
DISPLACEMENT
TYPE
LEVEL
TRANISMITTER + CONTROLLER WITH
AIR SET
Work involved is a combination of 7.4.0
and 8.1.0.
ELECTRONIC CONTROLLERS
Field mounted electronic controllers are
either mounted inside local control rooms
or in local control panel. The installation
of the controller inside the room shall be
in a panel with suitable size cut out. The
panel cutting and complete installation
and wiring of the controller shall be as
per manufacturer’s instruction manuals
and shall be done by the contractor.
Wherever
local
panel
mounted
controllers are used, mounting of the
panel on its foundation, purging
connections, all wring and termination,
canopy for the local panel etc will be in
contractor’s scope.
FIELD MOUNTED GAUGES
PRESSURE GAUGES
Installing pressure gauge using suitable
connecting tubes /vent/ drain/valves /etc
from the first isolation valve provided on
ducts/ pipes/ vessels/ pumps etc.
MANOMETER
Scope includes: The installation of instruments with
proper supports.
Filling with proper manometer fluid.
Connecting all the piping and valves as
per the drawings.
Providing final connections using a
flexible hose.
Page 7 of 30
(The details for piping fittings and valves
are covered separately.).
9.3.0
LEVEL GAUGE [REFLEX TYPE]
Each level gauge shall be fitted with a
pair of gauge cocks, the piping
connections & fittings shall be carried out
as per the instruction given by the
supplier and as per the instrument
installation diagram.
9.4.0
MAGNETIC LEVEL GAUGES
Work involved is same as item 9.3.0
except that care shall be taken to handle
it properly so that the magnetic float is
not damaged.
9.5.0
BOILER LEVEL GAUGES
9.5.1
The high pressure level gauge shall be
fitted with proper gaskets & weather
proof one end open hood and suitable
illuminator.
9.5.2
Process piping connections & complete
installation shall be in accordance with
instruction manual supplied by vendor.
Supply using cables shall be connected
to the illuminator from the near by switch
provided by the electrical contractor. [The
details for piping and fixing valves
conduit &wiring etc. shall be covered
separately.]
9.6.0
BOILER LEVEL GAUGE WITH REMOTE
INDICATION
9.6.1
This shall include the erection of
condensate chamber.
9.6.2
Process
connections
&complete
installation should be carried out in
accordance with instruction manual
supplied by the vendor, while piping work
is in progress.
9.7.0
TANKAGE SYSTEMS
9.7.1.
ELECTRONIC
TANK
GAUGING
SYSTEM
9.7.1.1. The tankage system, including servo and
radar type level instruments with
associated instruments such as pressure
/single element temperature transmitter/
multiple
temperature
element
transmitters, tank side indicators, junction
boxes etc shall be mounted and wired as
per vendor’s installation manual and
wiring drawings.
9.7.1.2. Connection to control room and
commissioning of the system shall be
under the supervision of the tank gauging
vendor.
9.7.1.3. The control room panel erection,
necessary inter-panel wiring, cold loop
checking of field cables etc of the system
is also under the scope of the vendor.
FACT ENGINEERING AND DESIGN ORGANISATION
14 ES008 /15
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
9.7.2.
FLOAT AND TAPE METHOD
9.7.2.1. Contractor shall ensure that the
instrument is located in an easily
accessible place. Location shall also be
such that ambient temperature is within
the specified limits as given by the
vendor.
9.7.2.2. For float and tape measurement,
contractor shall install measuring tape,
float, protector pipe, local indicator and
supports as per hookup drawings or
vendor drawings.
9.7.2.3. Contractor shall fix the channel steel or
pipe vertically, which does not bend due
to its weight, under the sidewall of tank,
for accurate measurements.
9.7.2.4. The float and tape shall not be subjected
to sudden, abnormal vibrations, due to a
violent stream of feed fluid or while
erecting the same.
9.8.0
DIAL
TYPE
INDICATING
THERMOMETERS
The
work
involves
installing
of
thermometers
and
thermo-wells
(threaded or flanged) on pipes/ vessels
using proper nuts, bolts &gaskets
provided by piping group. The threaded
thermo well shall be fitted using Teflon
tapes or pipe ‘dopes’ as the case may
be.
9.9.0
TEST THERMOWELLS
Mounting of thermo well on the pipes/
vessels using proper nuts, bolts and
gaskets
9.10.0
DIFFRENTIAL PRESSURE INDICATOR
Work involved is same as per 9.1.0
except that there are two tapping.
9.11.0
THERMOMETER –CAPILARY TYPE
Work involved is same as per 9.7.0,
except that the capillary tube shall be
supported by tray / structural.
10.0.0. FIELD MOUNTED SWITCHES
10.1.0. RECIEVER
PRESSURE
SWITCH
(PNEUMATIC)
The pressure switches shall be mounted
on suitable supports.
Necessary
pneumatic
tubing
and
electrical
connections shall be made.
The
pneumatic signal shall come from
corresponding transmitter. [Pneumatic
tubing and electrical wiring are covered
separately under 16.0.0 & 17.0.0]
10.2.0. DIRECT CONNECTED PRESSURE
SWITCH
10.2.1. Work involved is same as 10.1.0 but
impulse tubing shall be connected from
pipelines /vessels using proper isolation
10.2.2.
10.3.0.
10.4.0.
10.5.0.
10.6.0.
10.7.0.
10.8.0.
10.9.0.
11.0.0.
11.1.0.
11.1.1.
11.1.2.
11.1.3.
Page 8 of 30
valves instead of pneumatic copper
tubing from transmitters.
Pressure switches shall be installed
rigidly to avoid vibration.
DIRECT CONNECTED DIFFRENTIAL
PRESSURE SWITCH
Work involved is same, as 10.2.0 except
that impulse tubing shall be provided.
DIRECT CONNECTED LEVEL SWITCH
[INTERNAL/ EXTERNAL/ FLOAT TYPE]
Scope includes the installation of level
switches on vessel, making necessary
electrical connections using armored
cable [scope for wiring is covered
separately under 16.0.0& 17.0.0].
LEVEL SWITCH
TUNING FORK TYPE, PADDLE TYPE,
CAPACITANCE TYPE [WITH OR
WITHOUT EXTERNAL CHAMBER]
Scope of work is same as item 10.4.0
TANK LEVEL SWITCHES [FLOAT AND
TAPE TYPE]
Installation of float, tape and guide wires,
mounting the switch on the vessel flange,
connecting the cable and termination.
TEMPRATURE SWITCH
The scope of work includes mounting
temperature switch with thermo well on
the vessel/ pipe line, cabling and
termination etc.
DIRECT CONNECTED FLOW SWITCH
Scope of work includes, mounting the
flow switch on the pipe line, cabling and
termination.
LIMIT SWITCH
Electrical connection to be made to the
limit switches mounted on control valves,
actuators etc.
ANALYSERS
Manufacturer’s instruction manuals shall
be strictly followed for proper installation
and functioning of analyser.
PH ANALYSERS
IMMERSION TYPE
Mounting the electrode with holder using
the
mounting
hardware
provided,
installing the analyser transmitter and JB
on 2” pipe pedestal and termination.
FLOW THROUGH TYPE
Contractor shall supervise and ensure
the proper installation of the electrode
chamber on the pipe line by piping group.
Analyser transmitter and JB shall be
mounted on 2” pipe pedestal and the air
supply tubing, cabling and termination
shall be done.
PH- ANALYSER, CABINET MOUNTED
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
11.2.0.
11.2.1.
11.3.0.
11.4.0.
11.5.0.
11.6.0.
14 ES008 /15
11.7.0.
11.8.0.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Installation of the analyser cabinet, air
supply tubing, interconnecting cabling
and termination.
CONDUCTIVITY ANALYSERS
Contractor shall supervise and ensure
the proper installation of the electrode
chamber on the pipe line by piping group.
Analyser transmitter and JB shall be
mounted on 2” pipe pedestal and the
interconnecting cabling and termination
shall be done.
CONDUCTIVITY ANALYSER WITH
SAMPLING RACK
Installation of the analyser sampling rack,
impulse tubing for sample inlet and
outlet/ drain, cooling water inlet and
outlet, interconnecting cabling and
termination etc shall be done.
DISSOLVED O2 ANALYSERS
Mounting the electrode with holder using
proper support, installing the analyser
amplifier and JB on 2” pipe pedestal,
mounting the power supply converter and
inter connecting cabling and termination
etc.
PROCESS TITRATORS
Installation of the process titrators inside
the local control room and the connected
cabling and tubing/ piping, as per
installation details provided by the
manufacturer shall be done.
DENSITY
ANALYSER
(VIBRATION
TYPE)
Mounting the analyser sampling rack and
cabling and termination etc shall be
done.
DENSITY ANALYSER (FLOAT TYPE)
Contractor shall supervise and ensure
the proper installation of the density
analyser on the pipe-line by piping group.
Pneumatic to electronic converter shall
be mounted on 2” pipe pedestal, air
supply /signal tubing, cabling and
termination etc to be done.
MOISTURE ANALYSERS
The analyser probe shall be mounted on
the flange provided on the pipe line using
proper gasket, nuts and bolts which will
be supplied by the owner. The signal
cable shall be connected to the probe
and terminated.
OLEUM ANALYSER
Work involved is same as item 11.7.0. In
addition to the above, contractor shall
mount the analyser transmitter and
junction box on suitable support in the
11.9.0
11.10.0
11.11.0
11.12.0
11.13.0
11.14.0
11.15.0
12.0.0
12.1.0
12.1.1.
12.1.2.
12.1.3.
12.1.4.
12.2.0
Page 9 of 30
field, and inter-connecting cable to be
terminated.
TERMAL CONDUCTIVITY ANALYSER
Installation of the sampling cabinet,
analyser cabinet at locations shown in
the layout drawings, connecting the
sample tubing as per the drawings, and
terminating the cables etc shall be done.
Manufacturer’s instruction manuals shall
be strictly followed for the installation and
functioning of the analyser.
INFRARED ANALYSERS.
Work involved is same as item 11.9.0
PARA MAGNETIC O2 ANALYSERS
Work involved is same as item 11.9.0
NOX ANALYSERS
Work involved is same as item 11.9.0
SO2 ANALYSER
Work involved is same as item 11.9.0
ZIRCONIA PROBE FOR O2 ANALYSER
Work involved is same as item 11.8.0
ONLINE GAS CHROMATOGRAPHY
Work involved is same as item 11.9.0
MISCELLANEOUS INSTRUMENTS
HYDROCARBON DETECTOR
The scope includes fixing of the detector
on a pedestal downstream of local wind
direction such that the gases to be
detected are facing to the element. The
installation of canopy shall not keep the
wind away from the detecting assembly.
The associated cabling and termination
shall be as per the drawings released by
FEDO.
The elevation of the detector shall be
such that for detection of heavier gases
(Compared to air) the instrument shall be
located above the point of leak source.
Similarly, for detection of lighter gases,
the instrument shall be mounted below
the point of leak source.
Where line of sight gas detectors are
specified, their installation, alignment etc
shall be strictly as per vendor’s
instruction manual.
For transmitterreceiver type or transmitter-reflector type
instrument, the line of view shall be free
of obstructions and frequent passage
ways of man/ machinery. The cabling of
both the transmitter and receiver will be
in the scope of the contractor.
For detection of toxic gases, the
instrument shall be located as near to the
point of source as possible for faster
detection of leaks.
HEAT/ SMOKE DETECTOR
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
12.2.1.
12.3.0
12.1.1.
12.1.2.
12.1.3.
12.4.0
12.2.1.
12.2.2.
12.5.0
12.3.1.
12.3.2.
12.3.3.
12.3.4.
12.6.0
12.4.1.
14 ES008 /15
12.4.2.
12.4.3.
12.7.0
12.5.1.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
These types of instruments are normally
located inside buildings. The installation
of these instruments shall be as per
relevant NFPA standards. The scope
shall be generally same as in 12.1.0
except that these instruments are either
ceiling/ wall mounted.
FLAME DETECTORS
Fixing the detecting element in such a
way that direct flame and heat will not
damage the instrument.
Mounting the preamplifier/ relay units
inside a dust tight metal enclosure or
local panel supplied by others.
Interconnecting cabling between the
detecting element and the relay.
VANE ACTUATORS
Supervision of installation of the vane
actuator carried out by mechanical
contractor and to ensure that the same
installed
as
per
manufacturer’s
recommendations.
Termination of tubing and wiring on to
the positioners, air set, I/P converter etc
of the actuator.
SUCTION PYROMETERS
To install the suction pyrometer
assembly on to the flange nozzle of the
furnace using proper gaskets, bolts and
nuts, supplied by the owner.
This is to be connected by proper
compensation/ extension cable up to the
junction box.
Provide necessary tubing with required
fittings for air connection to the ejector of
the suction pyrometer.
Cabling for suction pyrometer will be
similar to thermocouple.
ACTUACTOR
OF
CONTROLLED
VOLUME PUMPS
The control volume pump will be installed
by machinery contractor. Instrument
contractor shall supervise the installation
work and ensure that the same is
installed
as
per
manufacturer’s
instructions/ recommendations.
Provide the termination of signal cable
(4-20 mA signals) and also tubing for all
connection to the positioners unit and the
actuator.
Generally the scope of work will be
similar to control valve.
OPERATION BOX
This is required for the local operation of
bagging machines etc. This houses the
push buttons and lamps required for the
operation of bagging machine.
12.5.2.
12.8.0
12.9.0
13.0.0
13.1.0.
13.1.1.
13.1.2.
13.1.3.
13.1.4.
13.1.5.
13.2.0.
Page 10 of 30
Instrument erection contractor shall
install the operation box properly on a
suitable structure nearby using brackets
if required. Provide termination of all
incoming and out going cables to the
operation box as per the wiring scheme
of bagging machine supplier.
MOTION DETECTOR
This is Small electronic instrument
provided with mounting socket, similar to
a relay. Contractor shall mount the
motion detector inside a housing
provided by purchaser and terminate all
incoming and outgoing cables as per
manufacturer’s wiring scheme.
I/P CONVERTERS + POSITIONERS &
E/P POSITIONERS
Mounting I/P converters on separate
supports wherever necessary, making
the electrical and pneumatic connections.
JUNCTION BOXEs, PDBs, MBs
ELECTRICAL
JUNCTION
BOXES,
PDB’S, MB’S AND TERMINATION
BOXES
Fabrication of necessary supports and
welding it on the available structures or
grouting on to the floor including the civil
work connected with it. Mounting the
junction box, connecting the individual
cables and multicore cable using cable
glands and terminating the wires. All the
electrical wires shall be identified using
the cable marking ferrules. For
termination boxes, only one cable entry
and outlet is required. All other holes
shall be blinded with suitable plugs.
Where cable runs are underground,
junction boxes, marshalling boxes etc
shall be mounted above grade at
convenient height for easy access.
If the wiring is over-head, JBs/ PDBs/
marshalling boxes shall be mounted a
few feet above grade for easy access.
Care shall be taken to ensure safe
working conditions.
Where wiring must enter the top of JBs/
PDBs/ marshalling boxes, it shall be
brought near the bottom of the box and
then back up to terminals. Forming a drip
loop near the bottom of the JBs/ PDBs/
marshalling boxes.
JBs/ PDBs/ Marshalling boxes shall be
mounted suitably such that they do not
hinder works like movement of personal
around the plant, removal of equipments
like heat exchanger shell tubes .etc.
RTD JUNCTION BOXES
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
13.3.0.
13.4.0.
13.5.0.
14.0.0
14.1.0.
14.2.0.
14.3.0.
14 ES008 /15
14.4.0.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Work involved is same as item 13.1.0
TERMOCOUPLE JUNCTION BOXES
Work involved is same as item 13.1.0,
except that compensating cables are
used instead of electrical cables.
A.C. POWER DISTRIBUTION BOXES
Work involved is same as item 13.1.0,
except that the distribution box houses
isolation switches and fuse units for
distributing 110VAC power to field
instrument.
ENCLOSURE FOR INTRINSIC SAFE
BARRIERS
Work involved is same as 13.1.0, except
that the contractor shall mount I.S
barriers inside the enclosure and the
incoming and outgoing cables are to be
glanded and terminated.
CONTROL PANELS
The control panel is pre-wired, and pretubed, all the wire and tubes being
terminated to the respective terminal
blocks, and bulkheads respectively.
Instrument contractor shall undertake the
installation of panels, mounting the
instruments on the panel and execute all
the termination of wiring & tubing at the
back of the panel.
Instrument erection contractor’s scope
shall include but not be limited to the
transportation, calibration / testing, loopchecking etc, of all the panel mounted
instruments. However, if the contractor
has to under take some of wiring and
tubing which are found necessary at a
later stage for which they have to
indicate the cost of the wiring / tubing per
meter basis the materials will be supplied
by the purchaser.
The local control panels shall be
mounted as per instrument location and
cable routing diagrams, IADs/ GADs. All
the wires and tubes shall be terminated
as
per
instruction manual
from
manufacturer. Foundation for panels and
racks shall meet the requirements of the
equipment vendor’s specifications.
Panel shall be located to allow easy
access and operation and to permit
operator to survey the maximum panel
area, panels shall be arranged and
located for easy reading, servicing and
maintenance of equipments and panels/
cubicles. Air purging shall be used
whenever necessary for environment
reason as well as electrical safety.
Panels shall be removed from racks only
15.0.0
15.1.0
15.1.1.
15.2.0
15.2.1.
15.2.2.
(a)
(b)
(c)
(d)
(e)
(f)
Page 11 of 30
when ready for installation. Hooks shall
be used while lifting and moving the
panel. Welding shall not be done on the
panel at site for supports etc. Panels
shall not be used as earth as it may
damage the electronic instrument.
Proper earthing for the panel shall be
provided separately; otherwise it shall be
connected to the main earth of the plant.
FABRICATION
WORK
AND
MOUNTING OF INSTRUMENTS
FABRICATION WORK.
Instrument contractor shall fabricate
different steel structures supplied to him
as per drawings. Unit rates shall be
applicable as shown in bid item. Minor
civil works like chipping, grouting, etc,
shall form part of fabrication job.
Consumables like welding rods and gas
shall be included in the fabrication cost.
INSTRUMENT AIR LINES
Piping contractor will terminate main
instrument air header lines on the pipe
bridge with first isolation valve for branch
lines for instrument air distribution.
The fittings will be welded type and pipes
will be galvanized carbon steel type.
Contractor’s scope includes installing,
testing and commissioning of these lines.
316L PIPES /316SS PIPES, CARBON
STEEL PIPES
Welding of instruments’ impulse lines
using pipes shall be done by qualified
welders as per the standard welding
procedure.
NOTES
ON
MOUNTING
OF
INSTRUMENTS
Mounting of all accessories of fieldmounted instruments such as manifolds,
air sets, condensate pots etc wherever
applicable, are included in the installation
of the instruments and no extra shall be
paid for their accessories.
No field mounted instrument shall be
installed with support from impulse
piping/ signal lines.
Hand rails shall never be used for
mounting or supporting instruments.
Instruments shall be mounted on
pedestal fabricated using base plate and
2” pipe of about 1.5meter height.
All field mounted instruments shall be
mounted at grade or on platform.
If pedestal is installed at paved area, it
shall be fixed to the concrete paving with
anchor bolts
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
14 ES008 /15
(g)
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
If ground is unpaved, a concrete base
shall be provided for the pedestal.
Pedestals mounted on the top of
platforms or process piping shall be
removable.
(h)
The instruments shall be mounted on
pedestals using “U” clamps, nuts and
bolts or as per installation drawings given
by engineering department or vendor.
(i)
Pedestal shall be painted to protect from
corrosive atmosphere and weather
conditions.
16.0.0. GENERAL NOTES FOR INSTRUMENT
PIPING AND TUBINGS
16.1.0. The sizes of the piping /tubing and also
their materials of construction are
decided by the designer of the
instrumentation and control system.
16.2.0. Instrument tubing (mainly SS) shall be
cut using only the standard cutter. Use
only fine sand–paper for polishing the
outer edge of the tubes after cutting.
Never use a file or grinder. Any burr or
scratch will not make a good tight–fit
when joining the tube with compression
type couplings. After tightening, softly
remove the joint and inspect for the
uniform closure of the ferrule on the
fitting.
16.3.0. Where tubing is adjacent, clearance
between them near the coupling portion
shall be at least 10cm for easy
maintenance.
16.4.0. The pipes shall be supported on angles
using proper U-clamps.
16.5.0. Pipe lines (for impulse lines) shall be
bent only after sand filling and heating
and using a bending tool, otherwise, it
will kink and become weak.
16.6.0. Always avoid sharp bends. Use only
smooth bends wherever necessary.
16.7.0. Give proper support for the piping for
drawing out purpose.
16.8.0. When using pipe connector or couplings,
adequate space for spanner head shall
be provided.
16.9.0. When brazing or welding two pipe ends,
care shall be taken to see that the
adjacent pipes/ vessels are not affected
by this heating.
16.10.0. For ‘reference drawings’ list refer to
document control index.
16.11.0. All instruments on instrument piping
details and other instrument drawings are
shown symbolically. For true picture and
location of connection refer to vendor’s
drawings.
Page 12 of 30
16.12.0. Instrument connection block valves on
lines, orifice flanges, vessels and
equipment are to be in accordance with
the specification of the line, vessels or
equipment to which they connect and
that are furnished by the piping division.
16.13.0. Field contractor shall relieve strain from
all connections by properly supporting all
pots, leads and instruments. Refer to
“typical instrument support details” and
standard drawings attached.
16.14.0. Instrument pressure leads and flow
meter leads are to be sloped 1 in 12
minimum in horizontal runs, except that
long pressure instrument leads carried
on racks through the yard may be run
horizontally,
but
without
pockets,
together with pneumatic leads.
16.15.0. When a pressure lead rises above the
pressure connection and the instrument it
serves
a
minimum
slope
of
approximately 1 in 12 from high point of
the lead toward the pressure connection
and the instrument must be maintained.
16.16.0. ‘Field’ contractor shall provide sufficient
flexibility for pressure leads and
pneumatic leads to allow for thermal
expansion of vessels, lines or equipment
to which they connect.
16.17.0. Use bends in all pressure leads and keep
threaded joints to a minimum.
16.18.0. Bends in tubing for pneumatic leads are
to be kept to the absolute minimum
required.
16.19.0. All pressure leads and pneumatic leads
to and from instruments are to be
thoroughly cleaned of burrs and foreign
matter before being put into operation.
16.20.0. All pressure/ level instruments in wet
service are to be corrected for liquid
head pressure.
16.21.0. Instruments, instrument pressure leads,
flow meter leads and pneumatic leads
shall not be mounted on, nor supported
from platforms, railings, steel supports,
equipment and process or utility lines
that are subject to abnormal vibrations,
particularly
vibrations
caused
by
reciprocating
machines,
unless
absolutely necessary. Additional bracing
and / or supports shall be provided for
instrument and instrument leads to
assure rigidity under such abnormal
conditions.
16.22.0. Where rack is not provided, pneumatic
leads [generally 3 or less] shall, be
strapped to air headers or branches.
FACT ENGINEERING AND DESIGN ORGANISATION
14 ES008 /15
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
16.23.0. Elevation shown in instrument locations
and air supply header drawings are to
bottom of piping unless otherwise noted.
16.24.0. The quantities given in the bill of
materials for pipes and tubes are for
straight pieces only. Installation of fittings
like elbows, tees, valves condensate pots
etc. shall be included in the cost of
erection and no separate charges will be
applicable for these items.
16.25.0. Locations and facing of instruments shall
be adhered to as closely as possible.
16.26.0. Air supply piping will be supported on
existing steel. ‘Field’ contractor shall
provide
additional
steel
wherever
required.
16.27.0. ‘Field’ contractor shall provide all
materials required for mounting and
supporting instruments, Instrument pots,
piping etc. Refer to “typical instrument
support details” drawings.
16.28.0. Unless otherwise noted, pedestal type
mounted
transmitters,
indicators,
recorders and controllers shall be located
with the center line of the instrument
1.3M above grade or platform.
16.29.0. All elevations given are based on the
grade elevation indicated on the lay out
drawings.
16.30.0. All tube fitting shall be used as specified
in instrument hook up &layout drawings.
The contractor shall ensure material,
dimension and physical condition of all
items before putting them into service.
16.31.0. For D/P transmitters with capillary
extension, the capillary tube shall be
insulated using glass wool with aluminum
cladding as indicated in the instrument
application diagrams.
16.32.0. Welding as per the standard procedure
/specifications shall be followed. Any pre
heating/ post-weld heat treatment shall
be done wherever required as per
standards.
16.33.0. All pipe lines shall be thoroughly checked
for cleanliness and moisture before and
after installation.
16.34.0. After testing, all C.S pipes shall be epoxy
painted.
16.35.0. The take off points shall be from top of
the header.
16.36.0. While brazing or welding two pipe ends,
care shall be taken to see that adjacent
pipes /vessels do not get affected due to
heating.
16.37.0. Even when dryers are supplied to keep
the air dry, a drain shall be installed at
Page 13 of 30
low point(s) in the system to provide
drainage.
16.38.0. No bends, scratches or cuts shall be
made on any of the enclosed tubes, as
these will be points of potential failure.
17.0.0
GENERAL NOTES ON TERMINATION,
ELECTRICAL INSTALLATION AND
GROUNDING
17.1.0
TERMINATION
17.1.1
Wires of cable shall be cut as it comes
off the reel at location free from sharp
objects.
17.1.2
Jacket shield material shall be terminated
without cutting insulation underneath. If
no pair jackets is used and pair are
individually shielded then insulating tape
or sleeving shall be applied to exposed
shielded in order to protect accidental
grounds.
17.1.3
All cable ends shall be protected against
moisture entry prior to connecting the
cables to its permanent terminations.
17.1.4
Stripping of insulations from wire shall be
done without cutting the conductor.
Standard stripping tools of proper design
shall be used.
17.1.5
Screws shall be torqued adequately to
get good contact with wires inserted
under the screw.
17.1.6
Proper compression of terminal screws
shall be done to prevent corrosion which
may later cause poor continuity, galvanic,
or rectification action .High qualityterminal strips and insulating materials
shall be used.
17.1.7
All wires or leads terminated at
connection shall have sufficient slack to
reduce the effect of vibrations.
17.1.8
Necessary cable supports shall be
provided to avoid having cable weight
support from wire terminations.
17.2.0
ELECTRICAL INSTALLATION
17.2.1
The equipment erection and their
installation shall confirm to the latest
Indian electricity rules and Indian
Factories Act, as regards safety, earthing
and other essentials provisions specified
therein form installation and operation of
the electrical part of the instrumentation
loop.
17.2.2
Fittings switches, distribution boards,
junction boxes etc for electrical lines shall
be installed at places indicated in
drawings.
17.2.3
The cable termination shall be done
using solderless crimping type closed
eyelet connectors [contractor’s supply].
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
17.2.4
17.2.5
17.2.6
17.2.7
17.2.8
17.2.9
17.2.10
17.2.11
17.2.12
17.2.13
14 ES008 /15
17.2.14
17.2.15
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Cables carrying 110 volts or above shall
not run in same conduit, metal or PVC
ducting, trunking or trays as cables carry
lower voltage.
Cables carrying alternative current shall
not be run in the same conduit, metal or
PVC ducting trunking or trays, as cables
carrying direct current unless agreed to
the owner in writing. There shall be a
minimum separation of 200mm between
trays carrying these signals.
Laying of earth, conductors fixing on
cable duct /tray structural, clamping/
jointing by brazing wherever necessary,
testing and commissioning including
supply of earth conductors, crimping
lugs, bolts, nuts, washers etc and supply
and installation of earth pits as per
drawings.
Where cables are run through pipes, the
entry to and exit from pipes shall be
smooth and free from burrs. Cables shall
be pulled into such pipes in such a way
that there is no damage to the cable.
Where space is left in pipes for cables to
be pulled in at a later date, a galvanized
draw wire of adequate size shall be left in
the pipes.
There shall be no intermediate joints in
any cable. Joints shall be made only at
terminals in instruments or approved
equipment.
Temperature
compensation
cables,
alarm and trip system wires shall be run
in conduit or on cable tray as specified on
drawings.
Elevations shown for horizontal conduit
/tray runs are the elevations of the
platforms, steel or piping from which
these are to be supported. Contractor
shall provide any additional supports if
required.
Vertical conduit /tray runs at structures
shall be supported from ladders unless
otherwise noted.
Location and elevation of conduit /cable
tray run may be changed when
necessary to avoid interference.
Cables shall be located at minimum
distance of 300 mm from hot piping or
equipment.
Vents and drains shall be furnished at
high and low points in conduit runs.
Conduit shall be sloped towards drain
fittings.
Page 14 of 30
17.2.16 All sealing fittings shall be dammed with
fiber and filled with sealing compound
after wiring is completed.
17.2.17 The 24V/ 110V alarm, control and
instrument power wiring shall be run in
conduit/
cable
trays
from
local
instruments to centrally located terminal
boxes. Wires shall be copper single
conductor, PVC insulated rated 600 V.
17.2.18 Conduits/ cable trays in main runs shall
be supported on a suitable steel rack.
17.2.19 Minimum size of conduit shall be 20 mm
and that of cable tray shall be 50mm.
17.2.20 All the spares wire shall be tagged and
placed in convenient place or terminated
suitably.
17.2.21 All cables shall be tagged with Aluminium
laminating plates at every 30m, at every
crossings (Pipe bridges/ walls) etc.
17.3.0
GROUNDING
17.3.1
All exposed metallic parts that could
become energized with hazardous
potentials shall be reliably connected to
the equipment grounding circuits.
17.3.2
On
complex
inter-connected
instrumentation networks caution shall be
exercised when grounding the circuit to
ensure that multiple grounds are not
established.
17.3.3
Cable screen shall be earthed at only
one point near the control room.
17.3.4
All instrument grounds shall be checked
for same potential if tying between
instrument circuit grounds to the same
earth electrode beds that are used for
power grounding is done.
17.3.5
All the spares conductors in a multicore
cable shall be grounded to avoid
induction of large voltage surges on
signal circuits when near by lightning
strikes occur.
17.3.6
Shields or signal wires shall never be left
unconnected, grounded indiscriminately,
connected to their signal pair at two more
points or tied to other signal leads.
17.3.7
Instruments, junction boxes, cable gland
plates shall be properly earthed
whenever applicable.
18.0.0
GENERAL NOTES ON CABLES ON
TRAYS,
DUCTS
AND
CONDUIT
INSTALLATION
18.1.0
Changes in direction of cable trays/ cable
ducts shall be achieved by use of cable
tray bends and tee pieces or by efficient
clampings. For cable trays, generally
available supports will be used for
routing. But whenever it is not available.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
18.2.0
18.3.0
18.4.0
18.5.0
18.6.0
18.7.0
18.8.0
14 ES008 /15
18.9.0
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Contractor
shall
make
necessary
supports for routing the cable trays/
cables ducts
Main cables shall be laid through cable
ducts. Contractor shall provide proper
covers after installation of all the cables
inside the duct. In case of new cables
are laid in existing ducts, contractor shall
uncover and re-fix the covers as
necessary.
All pneumatic tubing and electrical cables
shall be clamped on the cable tray at
intervals of not more than 500mm.
Grease shall be applied to all machine
bolts before tightening. Necessary
grease shall be supplied by contractor.
Cable tray &cable ducts shall be fixed on
structural supports fabricated at site by
contractor.
Contractor shall fabricate at site, suitable
bends, tees, crossings etc and shall
supply/ fabricate required clamps from
sheets/ strips for the trays and ducts
wherever required according to the
routing requirement. The cables taken
along trays /angles alone will have to be
clamped. The cable inside the duct shall
be neatly arranged. This shall also
include laying under ground cables
through the trench wherever required.
The quantity given in the bill of
materials for cable trays, cable conduits
and cable ducts are for straight pieces
only. Installation of fittings like bends,
tees, reducers etc shall be included in the
cost of erection and no separate charges
will be applicable for these fittings. Fire
resistant materials/ coatings as specified
shall be applied on the cable trays/ ducts
at locations where fire proofing is
required.
Trays are not designed as walkways or
hoisting beams and persons shall be
advised not to use them as such.
All runs of ducting and conduits shall be
mechanically and electrically continuous.
Running threads shall be secured by lock
nuts.
Underground conduit banks which cross
beneath roadways, railways or other
areas subject to heavy loading or having
poor soil conditions shall be adequately
supported or the envelope reinforced
using concrete cover slabs to prevent
shearing, crushing or damage from
uneven settlement.
Page 15 of 30
18.10.0 All underground runs in process plants
shall be clearly marked for run location
and identified using pointer marks and
service identification signs as per the
installation standards.
18.11.0 Cable conduit shall be supported from at
least every 1.5 meters. Supports shall be
tack welded to conduits.
18.12.0 Conduits shall not be supported from
piping -that may have to be replaced or
removed for inspection-, or from high
temperature piping.
18.13.0 Conduit runs shall be solidly connected
to assure continuity in their entire length.
Ground jumbers shall be installed where
physical condition cast any doubt as to
the required electrical continuity.
18.14.0 All underground conduits shall be
arranged in banks and should have
protection and identifying concrete
envelop.
18.15.0 Conduit banks shall be installed about 2
feet below grade, 12” below drainage
ditches in process areas, or below the
frost line, whichever is deeper.
18.16.0 The ends of cables shall be properly
sealed before pulling, to prevent moisture
and damaging substances from entering.
18.17.0 Cables normally shall be pulled directly
from a shipping reel placed on a cable
puller into position in the tray. Cables
shall be taken out from drums using
cable puller only, to avoid twisting and
subsequent damage of outer sheath of
cable. The cable puller shall be either
fabricated or supplied by the contractor.
Small, cables (2’and smaller in diameter),
can be laid with a basket grip. The pulling
tension shall not exceed the cable
manufacturer’s recommendations. Pulley,
rollers, etc shall be used to guide the
cables into positions in the tray.
18.18.0 Specific care shall be taken while
installing special cables like co-axial
cables as electrical characteristics may
change due to improper handling.
18.19.0 Care shall be taken to see that there are
no kinks or loops that may scrape the
edges of conduit fittings, cover plate
surfaces and edges etc and result in
damaged insulation and even broken
wire.
18.20.0 Covers on tray shall be used to prevent
accumulation of dirt, debris, snow, ice,
etc.
18.21.0 A minimum of 5 feet clearance shall be
present between noise generating
FACT ENGINEERING AND DESIGN ORGANISATION
14 ES008 /15
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
equipments and cable tray on which
signal cables will be laid.
18.22.0 Cable trays shall be run with the breadth
of the tray in a vertical plane. Where
FEDO’s site engineer agrees that a
vertical run is not possible, a short
horizontal section shall be used, but the
run shall revert to the vertical plane at the
nearest point.
18.23.0 The contractor’s scope shall include
cable laying harnessing/ dressings,
clamping on trays, making Aluminium
tags with cable numbers punched on the
cable before entering the instruments,
junction boxes or control room. The tags
may be tied to the cable using PVC
insulated GI/ SS wires. PVC marking
ferrules [contractor’s scope of supply],
shall be used at the termination end of
the cables. All single /multi-core tubing/
cables connecting the field instruments
/junction boxes with bulk heads/ junction
boxes of control panel are to be laid on
cable trays and properly clamped at
intervals not exceeding 1000mm on
horizontal runs and 300mm on vertical
runs.
19.0.0
CIVIL WORKS
All civil works such as grouting, chipping
of the wall /concrete floor as required for
some fixtures of instrument, cable racks,
instrument pedestal etc will have to be
undertaken by the contractor. All the
chipped areas shall be re-plastered to
attain the same finish as before. For
opening up walls at any place, prior
permission shall be obtained & the same
shall be closed neatly after completion of
said work to the same specification &
finish as before such a work was
undertaken.
20.0.0 CALIBRATION AND FUNCTIONAL
CHECK
Instrument contractor shall possess all
relevant test instruments and shall test
the installation in the following manner in
the presence of site engineer.
20.1.0 All pneumatic signal lines shall be
disconnected and blown through with
instrument air.
20.2.0 The signal lines shall be blanked off and
pressurized pneumatically using bubble
bottle to 1.5Kg/cm2. The
bubble rate
after pressurizing shall be less than 1
bubble in ten minutes.
20.3.0 All instrument air mains shall be isolated
from the instrument and pressure
20.4.0
20.5.0
20.6.0
20.7.0
20.8.0
20.9.0
20.10.0
20.11.0
20.12.0
20.13.0
20.14.0
20.15.0
Page 16 of 30
pneumatically 1.5 times maximum
working pressure and isolated from the
source of pressure. The pressure shall
not fall by more than 0.1Kg/cm2 in ten
minutes.
All the impulse lines shall be isolated
from the instrument, and hydraulically
tested to 1.5 times the working pressure
and isolated from the source of pressure.
The pressure shall not fall by more than
0.1kg/cm2 in ten minutes.
All the installation will have to be checked
and tested by the method of simulation
for working of entire Instrumentation loop
and its circuits to include the relevant,
primary, secondary and control elements.
All
RTD
electric
and
electronic
instrument wiring shall be tested for
resistance between conductors and earth
for 500V DC. These tests shall be carried
out with all conductors disconnected
except from the test instruments. The
insulation resistance shall not be less
than 10 mega ohms.
Transmitter’s connections to the correct
receiver and polarity shall be checked.
Controller connections to their correct
control devices shall be checked.
Correct connection of pneumatic and
electric switches shall be checked.
Correct operation of alarms and
functioning of interlocks shall be
checked. This testing shall be in coordinate with site engineer.
The written results /certificates of all tests
[loop tests and group tests] shall be
approved by site engineer in writing.
Reasonable evidence of the satisfactory
conditions of the test equipment shall be
provided, if required.
All errors of faulty workmanship
regarding the installation discovered
during the testing shall be corrected.
All pneumatic, electro-pneumatic and
electronic transmitters, indicators and
recorders shall be calibrated, taking eight
check points throughout the instrument
range. Four each shall be taken on the
upscale run and downscale run.
Contractor shall have signal sources and
other precision calibration equipments for
all pneumatic and electronic instruments
as per the instrument list given. The
ranges of the instrument shall be set as
per the specifications. The instrument
shall have required characteristics
throughout
their
range
as
per
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
20.16.0
20.17.0
a.
b.
c.
20.18.0
20.19.0
a.
b.
c.
d.
e.
20.20.0
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
specifications within the tolerance. Any
deviations shall be brought to the notice
of engineer in-charge. Contractor shall
undertake any minor repairs of
instruments found necessary, as part of
calibration work. However such work may
be under taken only with consent of the
engineer in –charge.
Precaution shall be taken to see that no
instrument is subjected to overloading or
unwanted signal is supplied to the
instrument.
Calibration work shall be undertaken only
after studying the instruction manuals
and other special instructions from
manufacturer’s
regarding
each
instrument.
NOTE:
All hydraulic test fluid shall be drained off
from the impulse line when hydraulic test
is over.
All impulse line shall be blown off using
instrument air before testing.
For float type level instrument the test
pressure shall be the rated pressure.
Procedure for testing and checking of
instruments is provided in Annexure-B.
To identify the stage of inspection done,
small label with different colour shall be
attached on the field instrument as
follows:Bench calibration
Pressure test flushing of impulse line
Electrical test (megger continuity etc.)
Blowing in air supply.
Loop checking.
SMART transmitters shall be configured
using HART calibrator. All functionality to
be simulated and verified, prior to taking
up installation/ put up with plant.
21.1.5.
Wire to wire and wire to ground
resistance shall normally not exceed
10Mohms in most applications.
21.1.6. The shield drain shall also be tested for
accidental shorts or grounds as just
another
conductor
requiring
high
resistance to ground.
21.1.7. Grounding circuits shall be tested for
resistance low enough to operate overcurrent devices incase a ground fault
occur within the instrument.
21.1.8. Instrument erection shall be considered
100% complete only after all the checks
as indicated below are complete.
21.1.9. All instrument loops are to be checked for
compliance of the installation drawings.
Wherever possible signals are to be
simulated at the transmitter end and shall
be followed at the indicator / controller/
alarm/ interlock components up to the
final control element. Loop check shall be
carried out by simulation of signals from
transmitter end at minimum four points,
25%, 50%, 75% and 100%, all defects
such as leaks at the instrument process
piping / tubing, instrument air lines/
fittings etc insulation/ connection faults at
electrical wirings shall be rectified to the
satisfaction of the owner. All the
calibration variations, misalignment of
linkages of final control element are to be
rectified.
21.1.10. All the joints in the air lines and
pneumatic signal lines are to be tested
for leaks using soap solution.
All
checking shall be done as per the
general notes on wiring & tubing.
22.0.0.
21.0.0.
21.1.0.
21.1.1.
21.1.2.
14 ES008 /15
21.1.3.
21.1.4.
TESTING AND LOOP CHECKING
TESTING
For analog instruments testing of wires
shall be done after installation to verify
freedom from grounds.
After all connections are given the
complete loop shall be checked for
satisfactory performance.
Where meggers are used, care shall be
taken not to use a voltage in excess of
the insulations rated voltage.
While testing the wires, all the
instruments shall be disconnected to
avoid damage to the instruments.
Page 17 of 30
a.
b.
c.
PART C- JOB COMPLETION
REQUIREMENTS
COMPLETION OF ERECTION JOB
The completion of the entire job on
instrumentation will be considered in
following three major stages and the
payment will be accordingly made
subject to the other commercial terms.
60% of the job will be considered
completed when erection of the
instrument material
is mechanically
completed.
20% of the job will be considered
completed on completion of checking
and calibration of individual instruments.
20% of the job will be considered
completed after loop checking of
instruments.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
14 ES008 /15
22.1.0.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
MATERIAL RECONCILATION/ WASTE
ALLOWANCE
The contractor shall plan and execute the
work in such a manner that wastage of
materials shall be limited to minimum.
The contractor should take precaution to
ascertain the actual route and lengths
required before laying of cables and
tubes so that the lengths of cut pieces
are kept to the minimum possible and not
exceed 0.5% of total Qty, for cables and
SS tubes. As far as possible, total
wastage /scrap which cannot be
accounted for in receipt, consumption
return statement should not exceed
following % allowances item wise. Items
supplied by the owner as free issue shall
be returned to store with proper return
notes. He shall also furnish reconciliation
statement for their material supplied to
him. The Work will be deemed
incomplete without submission of proper
material reconciliation report.
The
responsibility of submitting ‘material
reconciliation report’ without any delay
towards the end of the job lies solely with
the contractor. The statement prepared
by the contractor with proper references
of receipts, dates etc should be
submitted which will be verified for the
total quantum of job carried out and
materials / items installed. After checking
the three statements with due allowances
for wastage /scrap, material statements
can be accepted by FEDO/ OWNER/
CLIENT. This marks the completion of
the job and final payment will be made
only after this activity is completed.
Allowances for unaccountable wastage
for various categories of material will be
as given below
Item
N
oLength of S.S. pipes,
t tubes alloy steel pipes.
e
Electrical cables (3 meter
:
per length of cables or
which ever is less)
f
C.S pipes, Aluminium
o
trays
r
Structural material
wValves,
pipe
fittings
acompression
fittings
sglands etc.
t Nut, bolt, gasket material
a
22.2.0.
23.0.0.
24.0.0.
24.1.0.
24.1.1.
24.1.2.
24.1.3.
%
allowances
0.5%
2%
24.1.4.
24.1.5.
1%
2%
nil
24.1.6.
Page 18 of 30
Note: for wastage over and above the
figures indicated, contractor will be
charged at the cost of price +overheads
+ taxes.
QUANTITY VARIATION
Quantities indicated in the bill of
quantities are tentative and are likely to
vary subsequently. The unit rates shall
remain firm for any variations in the
scope of work to an extent of +/–25% of
total contract value.
COMMISSIONING AND START UP
For commissioning and start up
contractor shall deploy qualified skilled,
semi skilled and unskilled personal at the
rates quoted under schedule of labour
rates.
The approximate number of personal that
would be required is also indicated in the
schedule of labour rates. The owner will
have option to engage partially, fully or
additional personals as required by him
and the contractor shall provide the
personal at the rate indicated. Actual
requirement will be intimated to the
contractor at least 15 days in advance.
These rates shall be applicable for any
additional work done on ”labour supply
basis” for the entire period of erection.
BILL
OF
QUANTITIES
AND
MATERIALS
RATES
The
rates
for
installation
of
instrumentation shall be included for:
Handling, Transportation, care and
protection of owner issued equipment
and materials from owner’s stores to
contractor’s stores or point of installation.
All installation works, fixing and testing.
Maintaining proper inventory of owner
supplied equipments and materials and
returning all surplus equipment and
materials to stores of owner, after
completion of work.
Provision of adequate and proper
storage for owner’s equipment and
materials.
Provision
of
complete
instrument
workshop with testing and calibration
equipments.
Provision of all installation equipments,
tools, scaffolding, workshop, offices and
any other equipments and /or appliances
necessary to complete the installation, in
accordance with the specifications.
2%
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
24.1.7.
24.1.8.
24.2.0.
24.2.1.
24.2.2.
25.0.0.
25.1.0.
25.1.1.
25.2.0.
25.2.1.
a)
b)
c)
14 ES008 /15
d)
25.3.0
25.3.1
a)
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
All consumable materials other than
those separately enumerated in the bid
items.
Removal,
re-calibration
and
reinstallation of instrument as required
during pre commissioning.
MEASUREMENT
As far as possible, all measurement for
payment shall be taken from” good for
construction drawings ‘released for
construction and schedules provided by
owner.
Only the items listed in the schedule shall
be measured for payment. All other
labors and activities necessary to
complete the installation shall be deemed
included in the items in the schedule.
Note. For measurement & billing refer
formats 25FT407& 25FT408.
PART D-PROCEDURES AND
STANDARDS
GENERAL
REQUIREMENTS
AND
RECOMMENDATIONS
FOR
PIPE
WELDING
SCOPE
This specification covers
the
requirements and recommendations for
welding procedure qualification test and
welder’s performance qualification test of
piping/ instrumentation structural work.
REFERENCES
The following codes, standards and
specification in the latest editions as of
now shall form a part of this specification
unless otherwise mentioned.
ANSI/ASME B31.3
ASME CODE SECTION IX
“SPECIFICATION FOR FABRICATION
AND
INSTALLATION
OF
STEEL
PIPING”.
“PIPING MATERIAL CLASSIFICATION”
WELDING PROCEDURE
GENERAL
TABLE-1 includes the several kinds of
welding procedure.
The contractor or sub contractor who will
do the actual welding work for piping
shall select the applicable welding
procedure for each kind of pipe welding
from table-1.
After that the contractor or sub contractor
shall prepare the detailed WPS and
procedure Qualification record (PQR) in
accordance with ASME CODE SECTION
IX and obtain the written approval from
b)
25.3.2
a)
b)
c)
d)
e)
f)
g)
25.3.3
a)
b)
c)
Page 19 of 30
Owner prior to the commencement of any
welding work.
If the contractor or sub contractor wants
to use other welding procedures not
listed in the table-1 the contractor or sub
contractor shall submit the detailed WPS
and PQR to owner and get the approval
before use.
WELDING PROCEDURE FOR CARBON
STEEL
All pressure retaining welds and
attachment welds to the pressure
retaining part shall be made by
SHIELDED METAL ARC WELDING
(SMAW) using low hydrogen type
electrode AWSE 7018 except root pass.
Root pass of girth butt weld and branch
connection weld, where the complete
penetration is required shall be made by
GAS TUNGESTON ARC WELDING
(GTAW) process or SMAW process. For
GTAW, filler metal shall comply with
AWS ER70S-2, 3, 6 or ER70S-G (TGS50, KOBE STEEL LTD.). For SMAW,
electrodes shall comply with ASW
E6010.
For small diameter piping (2” & smaller),
all GTAW process may be used for all
passes.
End preparation and root gap shall be in
accordance
with
Fig.327.3.1
of
ANSI/ASME B31.3.
In case of ASW E 6010 for root pass,
minimum 80 degC pre-heating is required
for the thickness 1/2” and over.
Weld progression for vertical position
shall be uphill.
When post weld treatment (PWHT) is
necessary from the fluid service
requirement PWHT conditions shall be as
follows.
MATERIAL
: Carbon steel.
HOLDING TEMPRATURE
: 625+/25 degC
HOLDING TIME
: Min 1 Hr.
Welding procedure for C-1/2Mo Steel
(piping material service class).
Root pass of girth butt weld and branch
connection weld where the complete
penetration is required shall be, made by
GTAW process.
Filter pass and cover pass shall be made
by GTAW or SMAW.
GTAW filler metal shall comply with ASW
ER80S-D2 or ER80S-G (TGS-M, KOBE
STEEL LTD.). For SMAW, electrode shall
comply with AWS E7016-AI, low
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
d)
e)
f)
25.3.4
a)
b)
c)
hydrogen type electrode. E7010-AI type
(high cellulose type)) shall not be used.
For small diameter piping (2”&under), all
GTAW process is preferable.
End preparation and root gap shall be in
accordance with FIG 327.3.1 of ANSI/
ASME B31.3.
Weld progression for vertical position
shall be uphill.
Welding
procedure
for
austenitic
stainless steel, SS TP–304, 304L, 316L,
316SS.
Root pass of girth butt weld and branch
connection weld where the complete
penetration is required shall be made by
GTAW process. Root pass by SMAW
process shall be prohibited.
Filler pass and cover pass shall be made
by GTAW or SMAW. For small diameter
piping (2” &under), all GTAW process is
preferable.
Accepted filler metal and electrode shall
be as follows:
Piping
material
TP304
Filler metal
(GTAW)
AWSER 308
TP304L
AWSER
308L
AWSER
316L
AWS ER 316
TP316L
316SS
14 ES008 /15
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Electrode
(SMAW)
AWSE 30816
AWSE 308L16
AWSE 316L16
AWSE 316L10
Notes: 1. For welding electrodes AWSE 308L16, the maximum carbon content
shall be 0.03% (extra low carbon
type). At the time of purchasing
these welding materials, maximum
carbon content shall be specified,
because maximum carbon content of
normal AWS E308L-16 and AWS
E316L-16 is 0.04%.
2. The following are the acceptable
materials which comply with the
above requirement.
AWS
Trade
name
&
class
Manufacturer
E308L-16 NC38EL(K.S.L),WEL 308
ELC(N.W.R)(K.S.L—
KOBE STEEL LTD)
E316L-16
d)
e)
f)
g)
25.3.5
a)
b)
c)
d)
e)
f)
g)
Page 20 of 30
NC36EL (K.S.L), WEL
316 ELC (NWR) (NWR—
NIPPON WELDING ROD
CO., LTD.).
End preparation and root gap shall be in
accordance with FIG.327.3.1 of ANSI/
ASME B31.3.
Weld progression for vertical position
shall be uphill.
Internal back shielding with pure argon
gas (min 99.9%) shall be required during
the welding. Back shielding with nitrogen
gas shall not be permitted.
Maximum inter-pass temperature during
welding shall be 150 degC.
Welding procedure for dissimilar metals.
Root pass of girth butt weld and branch
connections weld where the complete
penetration is required shall be made by
GTAW process. Root pass by SMAW
process shall be prohibited.
Filler pass and cover pass shall be made
by GTAW or SMAW. For small diameter
piping (2” & under), all GTAW process is
preferable.
Acceptable filler metals and electrodes
for various combinations of base metals
shall be as follows.
Piping
C/S S.S S.S
SS
material
304 304L 316L
ER 309
C/S
----- E309-16
S.S 304 ---------ER308
E308-16
SS.304L ----------------------ER308
L
E308L
-16
S.S
--------------316L
NOTE: for E308L-16 max. Carbon
Content shall be 0.03 % (extra low
carbon). See note 1 of 25.3.4.
End preparation and root gap shall be in
accordance FIG 327.3.1 of ANSI/ ASME
B31.3.
Weld progression for vertical position
shall uphill.
Internal back shielding with pure argon
gas (min.99.9%) shall be required during
the welding. Back shielding with nitrogen
gas shall not be permitted.
Maximum interpass temperature during
welding shall be 150 degC.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
h)
25.4.0
25.4.1.
25.4.2.
25.5.0
25.5.1
14 ES008 /15
25.5.2
25.5.3
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Welding between galvanized carbon
steel or zinc rich primer coated carbon
steel and stainless steel shall be
prohibited to avoid the zinc embitterment
crack on the weld and heat affected zone
(HAZ).
WELDING
PROCEDURE
QUALIFICATION TEST
All welding procedure used for the
instrument piping
construction works
shall be qualified or shall have been
qualified
by the contractor or
subcontractor as his responsibility in
accordance with ASME CODE SECTION
IX and the requirements herein before
the commencement of any welding work.
If the contractor or sub contractor does
not have the procedure qualification
records (PQRs) for the applicable
welding procedure specifications (WPSs)
according
to
these
specification
requirements, he shall carry out the
welding procedure qualifications tests
and shall submit the complete documents
as “WPSs & PQRs to owner for approval.
TABLE –2 “ STANDARD PROCEDURE
FOR
WELDING
PROCEDURE
QUALIFICATION TEST” are the sample
of procedure qualification test for each
welding procedure listed in TABLE -1
The contractor or sub contractor may
modify the test procedure as far as the
requirements of ASME CODE SECTION
IX and this specification are kept.
WELDER
PERFORMANCE
QUALIFICATION TESTS
All welders and welding operators
engaged in this job are required to pass
the performance qualification test in
accordance with ASME CODE SECTION
IX. The contractor or sub contractor shall
be wholly responsible for qualifying each
welder and welding operator has enough
skill to make the sound welds by using
the welding procedure to be used for this
job.
TABLE-3: STANDARD PROCEDURE
FOR
WELDER
PERFORMANCE
QUALIFICATION TEST” are the sample
of performance qualification test for each
welding procedure listed in TABLE –1.
The contractor or subcontractor may
modify the test procedure as far as the
requirements
of
ASME
CODE
SETCTION IX and the specification are
kept.
25.5.4
25.5.5
26.0.0
26.1.0
26.2.0
26.2.1.
26.2.2.
26.3.0
26.3.1
26.3.2
26.3.3
26.3.4
26.3.5
a.
b.
c.
d.
e.
f.
26.4.0
26.5.0
26.5.1
a)
Page 21 of 30
Visual inspection during welding and
after welding is very important. Therefore
the competent welding inspector or
welding supervisor who has enough
experience for visual inspection of weld
shall witness the weld test and judge his
capability before guided bend test or
radiographic examination.
GTAW welder who passed the carbon
steel weld shall not be qualified for
stainless TIG welding, even if the No. of
ASME CODE SECTION IX is same, but
not vise versa.
SPECIFICATION
FOR
PAINTING
WORK
SCOPE
This specification covers the general
requirements for painting of instruments
/accessories; steel structure’s and
instrument piping.
REFERENCE
The requirement given in the following
specification in the manner and to thee
extend indicated therein.
I.S for surface preparation.
SURFACES TO BE PAINTED AND
SURFACES NOT TO BE PAINTED
The following surfaces shall be painted in
accordance with the painting classes of
this
specification;
carbon steel instrument accessories.
Steel supporting structures.
Carbon steel instrument impulse piping.
Other surfaces which are required to be
painted for any specified reason.
However the following shall not be
painted:Nonferrous metal, stainless steel or other
high alloy steel.
Name plates or identification tags.
Valve stems or other machined contact
surfaces.
Galvanized surfaces.
Insulation covers.
Plastic.
PAINTING CLASSES
The materials or paints specified in the
CLASSES A to E are selected on the
basis of service conditions. Refer to
Annexure-1 for details.
PREPRATION OF SURFACES
General requirements.
The surface shall be prepared to dry
metal after removing rust ,oil, grease,
dust , stain, or other extraneous matter
by manual or mechanical cleaning such
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
b)
c)
d)
e)
f)
26.5.2
a)
b)
c)
26.6.0
26.6.1
26.6.2
14 ES008 /15
26.6.3
26.7.0
26.7.1.
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
as wire brushing grinding ,power
brushing ,etc.
Wet surfaces due to rain fall, dew-drop
and frost etc shall be thoroughly wiped
with rags and dried before each painting.
Cleaning of wet or soiled surfaces shall
be done immediately before application
of paint in such a manner that adjacent
wet paint surfaces are not damaged by
the cleaning operation.
Drying of wet surfaces may be expedited
by blowing warm air.
The painted /primed surfaces shall be
dry and clean before application of
subsequent coats. Deposits on the
primed /painted surface must be cleaned
before the application of the next coat.
If the painted surfaces are exposed to
rain while painting is in progress, the
effected paint shall be entirely removed
and be repainted after making the
surface clean.
Cleaning of surfaces.
Cleaning of rolled steel surfaces shall be
carried out in the manner that all
crevices, corners and edges of sharp
steel, joints of steel plates ,especially
around bolt heads ,welds beads etc. may
be cleaned.
Cleaned surfaces shall not be damaged
by unnecessary tapings, etc.
Where sand blasting is required, the
same shall be carried out to SA21/2
grade the sand blasted surfaces shall be
painted with in 6 hours after sand
blasting.
STORAGE OF PAINTING MATERIALS
Paints, varnishes, thinners or other
volatile
and
inflammable
painting
materials shall be stored on a 150mm
thick layer of sand in well ventilated and
detached storage sheds.
Fire extinguishers or sufficient amount of
sand shall be placed where readily
accessible in case of fire.
‘No Smoking “ And Other Suitable
Warnings Signs , Such as “No Open
Flames”,”
Danger”,
“Storage
Of
Inflammable Materials “ etc shall be
posted , around storage sheds.
MIXING AND THINNING
Mixing and thinning shall be done only at
well ventilated places where there are no
open flames.
MIXING
Whenever mixing of base paint and
additives are involved, such mixing shall
26.7.2.
26.8.0
26.8.1
a)
b)
c)
d)
e)
26.8.2
a)
b)
c)
d)
26.9.0
26.9.1
Page 22 of 30
be done strictly as per manufacturer’s
specification/ recommendations.
As far as practical, quantity of mixing
shall be sufficient to cover the given
section or entire surface of the specific
colour.
Thinning whenever required shall be
strictly as per recommended ratio.
PAINTING
General requirements.
Painting on instrument equipment
/accessories and piping shall be done at
plant site or at shop as required.
Painting shall be performed only in
favorable weather conditions. Paintings
shall not be performed in rainy, damp,
windy, dusty, weather or on the day of
such unfavorable weather is predicted.
During painting, adjacent surface shall be
properly protected from paint splashes. If
blemishes or damages occur by accident,
they shall be thoroughly cleaned,
repaired or replaced.
Upon completions of paintings work, all
staging, scaffolding, paint containers, etc,
shall be removed from the job site and
the, premise shall be left clean.
Caution signs of “wet paint” shall be
posted around the areas where readily
visible, until the paint has completely
dried.
Methods of application.
Painting shall be generally performed by
hand brush method. Spray method may
be adopted for surfaces likes that of
control panels for specified reasons.
Whenever hand brush method is
employed for painting, painting shall be
done in alternate directions from vertical
to horizontal or from horizontal to vertical
and shall be applied to all edges,
corners, crevices, joints, intersections
etc.
If brush marks, drags, adhesions of
brushes bristles, dust or blemishes occur,
the surfaces shall be lightly sand papered
before further coats are applied.
All surfaces that are inaccessible after
installation and assembly except for
contact surfaces, shall be painted twice
that is after first coat, the same is
repeated again. The second and final
coats are also repeated in same manner.
PRECAUTIONS
Open flames, smoking exposed elements
or sources of ignition of any and shall be
FACT ENGINEERING AND DESIGN ORGANISATION
14 ES008 /15
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
strictly prohibited in area where painting
is being performed
26.9.2 During painting operation and for a
sufficient time thereafter, welding or open
flame work shall be prohibited in the
adjacent area.
26.9.3 “No Smoking” and other warning panels
to read “Caution” “No open flames” etc
shall be posted in all areas where and
while painting is performed. The sign
shall remain posted for a sufficient time
after painting has been completed.
26.9.4 Hand lamps, flash lights etc which will
cause a fire shall be handled carefully.
26.9.5 Inflammable liquids with a flash point
below 40 deg C shall not be used for
cleaning purpose.
26.9.6 Where it is practicable, adequate
ventilation shall be provided to reduce
the concentration of harmful vapours in
the atmosphere. Otherwise workmen
shall wear vapor-proof mass, rubber
gloves etc for protection when he has to
work in a badly ventilated place.
26.10.0 INSPECTION
26.10.1. Finished surfaces shall be uniform and
smooth, free from mass of drops, ridges,
waves, laps, wrinkles, brush marks, and
other defects.
26.10.2. Finished surfaces shall be of uniform
colour that presents good appearance,
without spots, stains, and discolorations.
26.10.3. Inconspicuous parts, such as the corner
of build up members, around bolts,
undersides and backsides of pipelines,
pipe bends and valves etc shall be
closely checked so that they may not be
left unpainted.
26.10.4. Paint colours for identification purposes
of piping shall be checked for correct
colour application, if required.
26.10.5. Defective surfaces, if any, shall be
cleaned and repainted.
26.10.6. Additional requirements.
a)
Any imperfect or damaged layer shall be
repainted before the next layer is applied.
b)
The field welding for damaged layer shall
be repaired before the next layer is
applied.
c)
Bolts and nuts shall be provided with the
relevant priming coat immediately after
mounting.
d)
Places where field welds are to be
provided a section of 50 to 500 mm shall
remain unpainted on both sides
26.11.0 TABLES
Page 23 of 30
The tables for class-A to E are given in
annexure-A.
27.0.0
27.1.0
27.1.1.
27.2.0
27.3.0
27.3.1.
a)
b)
c)
d)
27.3.2.
27.4.0
27.4.1
a)
b)
c)
d)
e)
27.4.2
INSPECTION AND TEST PROCEDURE
FOR INSTRUMENT INSTALLATION
WORK
SCOPE
This specification covers the procedure
for inspection and test of instruments
installation work.
REFERENCE
GENERAL
Inspection and tests shall be performed
for the following work items:
Instrument pressure piping
Instrument
electrical
wiring
and
temperature wiring.
Instrument signal air tubing.
Instrument supply air piping
Test reports shall be prepared for all
tests
and
be
submitted
to
CONSULTANT/ OWNER immediately
after tests are completed
Typical report forms will be furnished
along with the erection tender or the
same may be requested by the
contractor to FEDO site in-charge.
INSPECTION
AND
TEST
–
INSTRUMENT PRESSURE PIPING
Instrument pressure lead lines between
the process isolating valves and the
instruments to which they are connected
shall be tested. Prior to the test, the
following items shall be inspected
visually:
Whether instruments are correctly
installed according to the P&ID.
Whether the upstream and downstream
connections of the instruments pressure
leads line for differential pressure type
instrument is correct.
Whether adequate slope is provided to
instrument pressure lead line.
Whether sufficient supports are provided
to instrument pressure lead line.
Whether correct materials of the correct
rating are used for instrument pressure
lead lines.
TESTING DESCRIPTION
Instruments with an operating pressure
less
than
40kgf/cm2g
shall
be
pneumatically tested. Instruments with
an operating pressure equal to or more
than 40kgf/cm2g shall be hydrostatically
and pneumatically tested.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
1.
a.
b.
c.
14 ES008 /15
2.
a.)
b.)
c.)
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Unless otherwise specified, test shall be
performed with instrument connected to
the line.
Hydrostatic test
Test fluid: water.
Test pressure.
Normally operating pressure x1.5 or 90%
of the maximum allowable pressure of
instrument (in the case of pressure
instrument, its measuring range), which
ever lower.
Test procedure (see Annexure C)
After closing the process isolation valves
and opening the equalizing valve, if
installed, fresh water shall be fed into the
pressure lead line. Details are as follows:
Step 1Close valves 1, 2, and 8
Open valves 3, 4, 5, 6, and 7
Pump
enough
water
and
pressurize system up to test
pressure.
Step 2Close valves 6, 7
Open valve 8
Confirm that pressure gauge
indication does not decrease
during 3 minutes.
Step 3Close valves 8
Open valves 1, 6 and 7
Then pump enough water to
confirm that valve 1 is not
blocked.
Step 4Close valve 1 &Open valve 2.
Then pump enough water to
confirm that valve 2 is not
blocked
Step 5
Close valves 1, 2, 3, and 5
Open valves 4
Pneumatic test
Test fluid: Air, N2 gas or inert gas.
Test pressure
7 kgf/cm2g or 90% of the maximum
allowable pressure of the instrument (in
the case of pressure instruments its
measuring range), which ever lower, with
a minimum test pressure of 1kgf/cm2g. If
instrument is not durable to1 kgf/cm2g,
test shall be performed with instrument
disconnected from the line.
Test procedure (see Annexure D)
After closing the process isolating valves
and opening the equalizing valve, if
installed, test fluid shall be fed into the
a)
b)
c)
27.5.0
27.5.1.
a)
b)
c)
27.5.2.
Page 24 of 30
pressure lead line.
Details are as
follows:
Step 1Close valves 1 .2
Open valves 3, 4, 5, and 6
Pressurize system up to the test
pressure.
Step 2
Close valve 6
Confirm that there is no leak by
pouring soap water on each
connection.
Step 3
Open valves 1
Confirm that valve 1 is not
blocked
Step 4
Close valve 1
Pressurize system again and
open valve 2 to confirm that
valve 2 is not blocked
Step 5
Close valves 1, 2, 3, and 5
Open valve 4
Notes:The analyser pipeline shall be tested by
disconnecting the lead line from
instrument. The test procedure shall be
the same as that with process pipeline.
Test may be performed separately or
together with the test for process piping
or equipment.
All instrument piping systems shall be
cleaned by blowing air or flushing water
before and or after the test, all joints
which are defective shall be repaired
immediately and shall be re-tested by the
original test method.
INSTRUMENT ELECTRICAL WIRING
AND PENETRATING WIRING
GENERAL
Continuity, identification and cable
insulation resistance test shall be
performed. Prior to the test, the following
shall be inspected visually:
Whether instruments are correctly
installed according to the P&ID.
Whether wire marking and/ or colour
coding at terminals are correct.
Whether sealing compound or packing is
provided as specified at entry of each
instrument.
TEST PROCEDURE
STEP.1. Continuity and identification of
each wire and continuity of shield wire
shall be inspected between the field
instrument terminals and the control
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
a)
b)
c)
27.6.0
27.7.0
27.7.1.
27.7.2.
14 ES008 /15
27.7.3
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
panel board terminals by using a
telephone, a buzzer, or other suitable
means.
STEP.2. Insulation resistance test shall
be performed by using a 500 V or 1000V
Megger. In this case, the wire shall be
disconnected from the terminal both at
the field and the control panel.
The minimum resistance value shall be
as follows
Line to line
Line to ground
All min 10Mohm
Line to shield.
STEP.3. the electricity charged in the
wire by the insulation resistance shall be
discharged by grounding the wire and
then the wire shall be connected firmly to
its terminal.
INSTRUMENT SIGNAL TUBING
Continuity, identification and leak test
shall be performed as per the instruction
of FDEO site-in-charge. Prior to test, a
visual inspection shall be made as to
whether instruments are correctly
installed according to the P&ID.
INSTRUMENT SUPPLY AIR PIPING
GENERAL
Pneumatic test and air blowing of the
supply air piping system shall be
performed between the first take off valve
on the main air header and instruments.
Prior to the test, visual inspection shall be
made as to whether instruments are
correctly installed according to the P&ID.
TEST FLUID AND PRESSURE
Test fluid shall be free of oil, dry air or N2
gas.
Test pressure for air supply pipe from
main header first take–off valve to
individual instrument air regulators shall
be equal to main air header operating
pressure.
Short length of air tubes between
instrument and its air regulator shall be
tested by the set pressure of the air
regulator.
TEST PROCEDURE
STEP 1. Air blowing of the system shall
be performed by disconnecting air tube at
the inlet of the air regulator and opening
the shutoff valve. Air blowing shall be
done by opening and closing the shut off
valve for a minimum of five times until the
air system is confirmed to be clean.
STEP 2 the air tube shall be connected
again and the shutoff valve shall be
opened to pressurize the system. All
a)
b)
27.8.0
28.0.0
28.1.0
29.0.0
30.0.0
Page 25 of 30
joints and connections shall be tested
with soap solution to facilitate the
detection of leaks.
Note:
Test may be performed separately or
together with the test main air header.
All joints & connections found to be
defective shall be repaired immediately
and shall be re-tested by the original test
method.
CONFIGURATION OF SMART FIELD
INSTRUMENTS
Normally HART/ FOUNDATION FIELD
BUS/ PROFIBUS –DP based SMART
field instruments are used. The HART
configuration shall be used for verifying /
configuration/ calibration checks for tag
no, range, engineering units, LRV, URV,
alarm
settings
,functional
blocks,
configuration output function, trouble
shooting etc. This is applicable with
respect to all SMART field instruments,
communicating with DCS/ PLC/ SCADA
system. Re-ranging, download/ upload
from DCS/ SCADA, point data base
verification etc shall be carried out for
each tag/ transmitter. Cold loop check
and hot loop check shall be carried out.
Diagnostic functions and communication
shall be verified. Also any other
functionality required /specified shall be
configured.
APPLICABLE STANDARDS
API-RP-550- Installation of refinery
instruments & control system
ISA Standard- Standard & practices for
installation
OTHER STANDARDS
Inspection & test procedure for
instrument installation work
General
requirement
and
recommendation for pipe welding
Installation standards for instrumentation
PART E - ATTACHMENTS
DRAWINGS - ANNEXURE I
The drawings issued for Instrument
erection are attached
in Annexure I.
The drawings provided are only typical
and covers almost all type of instruments.
All the required drawing will be issued
before start of work or progressively
during erection. Modification/ deviation
(If any) in the drawings shall be informed
to engineering department for approval.
SCHEDULE OF WORK - ANNEXURE II
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
The schedule of work is attached in
Annexure - II. The instrument contractor
shall follow standard erection procedure
and maintain good quality of work. The
wastage of material shall be limited to
minimum as possible.
ITEMS
TO
BE
SUPPLIED
BY
CONTRACTOR - ANNEXURE III
The list of items to be supplied by the
contractor is attached in Annexure-III.
The instrument contractor shall supply
Page 26 of 30
the specified items purchased from
standard
suppliers/
sub-vendors
approved by FEDO / OWNER. The
items supplied shall be inspected for
damages
and
compliance
with
specifications given by the engineering
department.
Any
damage
and
unacceptable variation shall be recorded
(Refer 25 FT 403) and brought to the
notice of concerned Engineer- in- charge.
14 ES008 /15
31.0.0
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Page 27 of 30
ANNEXURE-A
PAINTING SPECIFICATION-SELECTION OF CLASS
Table 1-Painting classes
SERVICE CONDITION
SCOPE OF
APPLICATION
Ambient. Temp up to 65 deg C.
Chemical splashing area, mild acid/ alkaline
atmosphere.
Saline atmosphere
General use for surfaces 65 deg C to 120 deg C
Chemical splashing area particularly Urea, acid/
alkaline atmosphere.
Highly corrosive area particularly urea and abrasive
environment subject to wind /dripping etc
General use for epoxy coatings
Highly corrosive and abrasive areas
Chemical splashing areas including fluorine
Surface at sub zero temperatures
120 to 400 deg C
A
At field
Before shipment at
shop
B
At field
Before shipment at
shop
C
At field
D
Before shipment at
shop
14 ES008 /15
At field
Before shipment at
shop
E
At field
Primer
Primer
First finish coat
Second finish coat
Primer
Primer
First finish coat
Second finish coat
Primer
Primer
First finish coat
Second finish coat
Primer
Primer
First finish coat
Primer
Primer
First finish coat
Second finish coat
CLASS
A
B
Instrument
accessories such as
condensate pots, air
headers, instrument
pedestals, impulse
piping, steel
structures etc.
Mechanical
power tool
cleaning /wire
brushing
C
D
E
1. DETAILED SPECIFICATION OF PAINTING CLASSES
CLA
Painting
Process
SS
Before shipment at
shop
SURFACE
PREPARATION
Paint
No. of
Coats
Red oxide zinc chromate
primer to IS -2074
-DoSynthetic enamel to IS-2932 or
Aluminium paint to IS-2339
1
Film
thick/co
at
20
1*/2
1
20
15
1
1
15
25
1*/2
1
25
25
1
1
25
25
1*/2
1
1
1
25
40
40
25
1*/2
1
1
25
40
25
1*/2
1
1
25
20
20
-DoRed oxide zinc chromate
primer chlorinated rubber
based
-DoChlorinated rubber finished-un
modified
-DoEpoxy red oxide zinc
phosphate primer
-DoEpoxy finish paint
-Do2 pack polyurethane primer
-Do2 pack polyurethane finish
Heat resistant silicone /
aluminium paint
-Do-Do-Do-
(*) Where primer is applied before shipment, one coat instead of two coats shall be applied.
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
Page 28 of 30
ANNEXURE-B
CALIBRATION METHODS
Pressure vacuum gauge
Pressure gauge
Receiving
instrument
(pneumatic)
Receiving
instrument
(electronic.)
Receiving
pressure
switch
Receiver switches
Electronic switch.
Dial thermometer &
temperature transmitter
Temperature switches
Vibration
/axial
displacement system
Dead weigh tester and
vacuum gauge test
Pneumatic rig
Using test rigs with
accurate gauge
Using electronic
calibrator &test rig
Hydraulic/ pneumatic
tester
Pneumatic test rig
Signal generator
Temperature bath with
standard thermometer
Multivolt source or
resistance source
Bently Nevada testing
equipment
Control valve
Pneumatic /electric test
rig
Controller
Electronic& pneumatic
rigs
Potentiometer/ decade
resistance box
Temperature indicator
Differential
pressure
transmitters
Hg
manometer
E/P transducer
ANALYSERs
O2, H2, CO2 etc.
Zero /span gas
&output meter
Solution & output
meter
By comparing with Hg manometer
-Do-DoCheck the operation using Multi-meter
-Do-DoChecked at various temperature
Checked increasing and decreasing the value
This to be calibrated as per manufacturer’s
instruction. If contractor does not have the
instrument, he shall do this on sub contractor under
his responsibility by BN Indian agent.
Lubricated stored &checked for smooth operation &
hysteresis I/P SOV, limit switch, valve opening
&closing time etc to be checked.
Manufacturer’s instruction manuals
Calibration to be checked giving known input of T/C
or resistance and comparing output standard
curves.
Output shall be measured using master output
gauge.
Checking shall be done by feeding input from field
calibrator & noting the output reading.
Calibration shall be checked using zero &span
gases &noting the output meter.
Using these std. solution & output meter, calibration
to be checked.
14 ES008 /15
PH, conductivity dissolved
O2
Hydraulic or pneumatic
rig output meter (elect or
pneumatic)
Field calibrator standard
gauge for Hg
manometer.
By comparing with master gauge
FACT ENGINEERING AND DESIGN ORGANISATION
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
14 ES008 /15
ANNEXURE-C
HYDROSTATIC TEST ARRANGEMENT
FACT ENGINEERING AND DESIGN ORGANISATION
Page 29 of 30
ENGINEERING
SPECIFICATION
14ES008/15
FIELD INSTRUMENT ERECTION SPECIFICATION
14 ES008 /15
ANNEXURE-D
PNEUMATIC TEST ARRANGEMENT
FACT ENGINEERING AND DESIGN ORGANISATION
Page 30 of 30