IWEX 3D Ultrasonic Imaging for Girth Weld Inspection Validation
advertisement

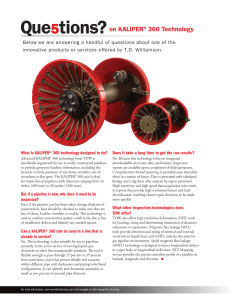
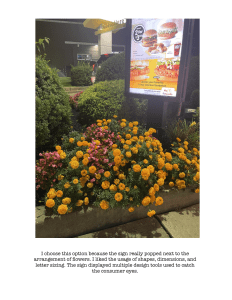
IBP2324_17 Validation and Qualification of IWEX 3D Ultrasonic Imaging for Girth Weld Inspection Jan van der Ent1, Ardian Fandika 2, Gaspard Brisac3, Ludovic Pinier4, Laurent Pomie5 Copyright 2017, Brazilian Petroleum, Gas and Biofuels Institute - IBP This Technical Paper was prepared for presentation at the Rio Pipeline Conference & Exhibition 2017, held between October, 2426, 2017, in Rio de Janeiro. This Technical Paper was selected for presentation by the Technical Committee of the event. The material as it is presented, does not necessarily represent Brazilian Petroleum, Gas and Biofuels Institute’ opinion or that of its Members or Representatives. Authors consent to the publication of this Technical Paper in the Rio Pipeline Conference & Exhibition 2017. Abstract To secure the integrity of new constructed pipeline, the inspection of the girth welds requires proven and qualified technology. Although the current inspection concepts based on (combinations of) zonal discrimination, ToFD and sectorial scans are renowned, limitations inherent to the inspection philosophy can lead to uneconomic compromises to secure pipeline integrity. While pipeline projects become more challenging and the pipeline design becomes more complex, the need for more accurate and reliable inspection technologies becomes more apparent. Due to advances in computer technology (faster processing and larger storage capacity), the development of a novel inspection philosophy ‘IWEX’ (Inverse Wave Field Extrapolation) based on FMC (Full Matrix Capture (FMC), being the ultrasonic imaging of data, has become possible. With this new innovative inspection technique, indications in girth welds are imaged real time in 2D and 3D. The images reveal the presence of indications whereby the orientation, position, height, etc, are displayed in true context to the back and front wall and the cap and root reinforcement geometry. Identification and sizing of indications can be done accurately and unambiguously, leading to a reduced repair rate. Because the images are independent of the weld bevel design, a standardized sensitivity block can be used, whereby the work preparation and the number of calibration blocks are reduced significantly. In order to benefit from the full potential of this new inspection technology, industry acceptance is required. The system was therefore subjected to an extensive qualification program according to DNV OS F101-2013, as this is a basic requirement of several major Oil and Gas pipeline owner companies. Furthermore, pipeline owner companies and contractors (engineering companies) may have their own additional requirements. After the DNV qualification program was completed successfully, the IWEX imaging technology was applied in parallel to a standard AUT inspection during a qualification program of an actual project, as a cooperation effort between a pipeline owner company, an engineering company and the inspection company. This paper details the approach and additional requirements to validate the IWEX imaging technology during the program. The exercise consisted out of two phases: 1) 2) Validation of the results obtained during the DNV qualification. This phase involved the inspection of welds with seeded defects according to a project specific procedure. The position, height and length size etc. were verified using macro sectioning. A durability trial to evaluate the robustness of the system under actual production circumstances. This phase involved scanning of welds on a spool base, running 12 hours shifts during 3 weeks with an average of 80 welds per shift. From the results of phase 1 and 2 it was concluded that the IWEX imaging technology is ready for industrial use and can be considered as a mature, economic and reliable solution for pipeline girth weld inspection. ______________________________ 1 Jan van der Ent ; jan.vanderent@applusrtd.com Ardian Fandika, ; ardian.fandika@total.com 3 Gaspard Brisac ; gaspard.brisac@technipfmc.com 4 Ludovic Pinier ; ludovic.pinier@technipfmc.com 5 Laurent Pomie ; laurent.pomie@technipfmc.com 2 Rio Pipeline Conference & Exposition 2017 1. Introduction The use of Automated Ultrasonic Testing (AUT) to inspect pipeline girth welds during pipeline construction in the on- and offshore industry nowadays has been widely accepted around the world. This was partly driven by the progress in flaw sizing and recording which made it possible to use so-called rejection/acceptance criteria for weld defects based on fracture mechanics, instead of workmanship criteria as common practice in radiography. However, pipeline projects to transport natural gas and hazardous liquids require a continuous technology push into new markets such as deep water and arctic environments. Pipe materials with greater strength and toughness are being developed to enable oil and gas development in these challenging environments with requisite assurance of long-term integrity, reliability and economy. The detection and sizing of the presently used AUT systems are mostly based upon amplitude response from welding imperfections. The required inspection sensitivity to fulfil the probability of detection (POD) requirements is obtained from reference blocks containing well-known size reflectors to ascertain the detection of a minimum size imperfection being the smallest allowable height determined by an Engineering Critical Assessment (ECA). Sizing of welding imperfections is obtained by comparing the amplitude response from those well-known sized reference reflectors with the amplitude response derived from welding imperfections, using the so called DGS (Distance/Gain/Size) technique which is a mathematical approach based on the ratio of a circular probe’s calculated beam profile and measurable material properties to circular disk reflectors. The DGS sizing methodology within the AUT inspection technique makes use of the assumption that the welding imperfections such as lack of fusion are planar and having the same orientation as the weld bevel profile avoiding the effect of ultrasonic signal decay due to miss orientation and mode conversion. In practice however, imperfections made by all welding processes can deviate from the planar assumption and can be tilted and/or skewed in relation to the nominal weld bevel that the calibration design is based upon. Using an AUT zonal concept presents challenges to the accurate characterization / sizing of flaws with non-ideal orientation compared to the reference standard, and may result in a reduced POD and incorrect sizing of flaws, which affects pipeline integrity. Allowable defect height and length are normally determined by the ECA. The under sizing as derived from the AUT system qualification shall be deducted from the allowable defect height and length as calculated by the ECA. A possible consequence, in case of very stringent ECA criteria, in combination with the under sizing of the AUT system, leads to unrealistic or even non executable acceptance criteria. Furthermore, with the move into Deepwater explorations and with the introduction of strain based design, the criteria are becoming more and more stringent and therefore, more difficult to meet with the current AUT inspection strategy based on the so called “zonal” discrimination. It is therefore critical that the pipeline girth weld inspection process continues to improve, in terms of POD and sizing accuracy. Part of this is to limit the subjective operator interpretation of the inspection results by providing a better and sophisticated representation of the weld data. This improvement optimization could be achieved using a new UT imaging inspection methodology. The physical basis of this new imaging methodology is the Rayleigh II integral for back propagation which gives the possibility to extrapolate a wave field from known values at a certain surface to any location in space. The principles of Inverse Wave Field Extrapolation technique are discussed in detail by the thesis of N Portzgen TU Delft, Netherlands 2007 [1]. This paper describes the Inverse Wave Field Extrapolation technique inspection principles, the DNV-GL qualification process for carbon steels materials [2] and the approach / additional requirements to validate this specific FMC technology. The latter consists of two phases: - - Validation of the results obtained during the DNV qualification, on a project specific case. This phase involved the inspection of welds with seeded defects according to a project specific procedure. The position, height and length size etc. were verified using macro sectioning. A durability trial to evaluate the robustness of the sytem under actual production circumstances. This phase involved scanning of welds on a spool base, running 12 hours shifts during 3 weeks with an average of 80 welds per shift. It must be noted that the information described in this paper relates to carbon steel material only. The inspection methodology is currently under development for other more challenging materials like clad or solid CRA pipes. 2 Rio Pipeline Conference & Exposition 2017 2. IWEX imaging inspection principles IWEX (Inverse Wave field Extrapolation) is a novel ultrasonic testing method which has been developed by Applus RTD since 2004 and is based on the principle in NDT literature commonly known as: Full Matrix Capture (FMC). Instead of simulating conventional probes, as phased array system do, the transducers can be used by pulsing each element individually (one after another) and receiving with all other elements. The received signals are then processed into an image by (mathematically) back propagating the signal to the location where it originated from. The result of the inspection with FMC systems is presented as a cross section of the weld, a presentation which can be readily understood by a non-expert, unlike current AUT system reports. The results can also be presented as a three dimensional model of the defect, which has been shown to have remarkable similarity to the actual defect geometry as obtained with curved wide plate testing, see Figure1. Figure 1: 3 dimensional model of defect presentation (left); Wide plate test result and similarity with IWEX result (right) The result of this emerging method is an actual cross-sectional image of the inspected volume, rather than a plot of the collected signals. The main advantage of this imaging method is a comprehensive visual representation of the imperfections, which can be used for accurate characterization in terms of size, position and orientation. The IWEX methodology includes the analysis of ultrasonic waves that are reflected on the material boundaries. These waves allow inspection of the area of interest by using different insonification directions. For more information on these improvements, see [4]. Typically, for carbon steel, shear waves are computed into different modes. These so-called modes have been labeled following the number of reflections they contain, see Figure 2. The direct mode travels directly from the transmitter to a point where it reflects or refracts and then on to the receiver. The skip mode uses the inner surface as a reflector twice: it “skips” off of the back wall. The tandem mode uses the back wall only once as a reflecting surface. This tandem mode can be expanded by skipping off the inner and outer surface one additional time before being received: the tandem extra skip mode. Modes that are transmitted by one probe and received by another are called cross-modes. Figure 2: IWEX modes and their respective paths in the sample. Top-left: the direct mode; top-right: the skip mode; bottom-left: the tandem mode; bottom-right: the tandem mode with extra skip. 3 Rio Pipeline Conference & Exposition 2017 These improvements on the imaging algorithm have been implemented together with additional features in the RTD Rotoscan IWEX 3D scanner. This system allows for real-time encoded IWEX scans, with 128 active channels. Inspection results can be visualized in both 2D (cross sections and strip-charts) and 3D. Additionally, 16 conventional channels are available for conventional pulse-echo, transverse probes, ToFD, coupling monitoring, wall thickness monitoring, et cetera. 3. IWEX DNV-GL qualification For the introduction into the new construction pipeline girth weld inspection market it was decided by Applus RTD to qualify the imaging inspection methodology, by a third party DNV-GL Norway. This ensures an objective evaluation about the general performance of the non-conventional imaging technique in reference with the specifications DNV-OS-F101:2013 [3] and DNV-RP-F118 [5] used to qualify standard/conventional AUT inspection systems. The qualification, for carbon steel application, was completed and endorsed by DNV in November 2015. General considerations All required trials as per [3] and [5] have been performed, for documentation of stability upon repeated scans, elevated temperature, band offset, production and scans of defective welds and destructive testing of the required amount of imperfections. Furthermore, in addition to all trials required for traditional AUT techniques, and not necessarily relevant for imaging technique, some additional trials have been included in the program in order to evaluate the impact of essential parameters specific to ultrasonic imaging, as detailed below. The Applus RTD IWEX inspection concept is distinctively different from the conventional AUT zonal discrimination. The standard AUT technique is based on the assessments of A-scans and amplitude signals in relation to beam angle and time of flight as where IWEX is an ultrasonic imaging technique, with the presentation of data as images, either as a 2D cross section of the weld or as real tomographic 3D images. This imaging technique provides a different approach to sizing and interpretation of signals in scans. Also different is the approach to establish the inspection sensitivity as the optimal gain is not determined by the amplitude response of a known shape and size reflector. The resulting image of this technique will have a dynamic range as the intensity of each indication in the image will be determined by how well any scattered signals captured by the entire range of array elements coincide. Reference block details A new reference block design has been developed, which accommodates the modal concept of the imaging methods. This design includes one reference reflector for each of the 10 processed modes, in addition to reflectors to document coverage. The reflector responses on calibration are used to adjust the detection sensitivity for the modes relative to each other, to reach a predefined image amplitude value required to set the contrast scale in the images. For production scanning, the reference block is necessary to confirm a stable setup. This reference block design includes the following reference reflectors in Table 1: Mode IWEX-0 IWEX-1 IWEX-2 IWEX-3 IWEX-0C IWEX-2C Number 2 (US/DS) 2 (US/DS) 2 (US/DS) 2 (US/DS) 1 1 Reflector 3mm FBH 3mm FBH 3mm FBH 3mm FBH 3mm FBH 3mm FBH Orientation towards the Array +45º at depth 4mm from ID surface 0º at depth 2/3 WT -45º at depth 1/3 WT 0º at depth 1/3 WT +90º at depth 2mm from ID surface -90º at depth 2mm from OD surface Comment Direct mode Tandem mode, ½ skip Skip mode Tandem mode, over skip Direct Cross mode Skip Cross mode Table 1: Overview of reference reflectors The reference block also includes surface notches in HAZ at both ID and OD to document coverage in the HAZ, and through drilled holes (TDH) to document sensitivity along the full vertical direction of the weld cross section. In addition, the reference blocks used for the qualification included reflectors for conventional pulse echo channels intended to be used in the setup, i.e. ToFD and notches in the transverse direction. 4 Rio Pipeline Conference & Exposition 2017 Defective welds used for the validation The full DNV-RP-F118 scope of minimum 122 flaws was performed with 8 welds of 24” OD and 21.3 mm WT pipes. The performance of IWEX methodology in carbon steels, in terms of anticipated imperfection orientations and imperfection types, is considered to be independent to the weld bevel configuration, bevel angle and welding procedure. To cover this within the qualification program, it was decided to have 4 welds of V-bevel and 4 welds of J-bevel configuration with different bevel angles. In addition, validity of the results of the full qualification scope was validated for a heavy wall thickness pipe configuration. This included a full DNV-RP-F118 validation scope of minimum 29 flaws within 2 welds of 24” OD and 41.3 mm WT pipe, 1 weld of V-bevel and 1 weld of J-bevel configuration. IWEX qualification results DNV GL witnessed all trials and all scan interpretation, and was invited to comment on all relevant documentation as part of the qualification program. The system performance is well documented from the tests. The tests show that this methodology is capable of operating in accordance with DNV-OS-F101 requirements. It has been further documented that it is capable of identifying imperfection dimensions, sizes, shapes and positions at consistent accuracies independent of weld bevel geometry, welding method, wall thickness and band settings. Sizing accuracy and POD have been derived in accordance with DNV-OS-F101 for general applicability for carbon steel applications. All conclusions from the qualification program can be found in [3]. The Applus RTD IWEX system is concluded to be in compliance with DNV-OS-F101:2013 requirements. 4. Total Edradour project The IWEX inspection methodology was demonstrated and presented to TechnipFMC who, together with Total, agreed to further assess the technology on one of their live projects, Total Edradour, according to the following steps: - Technical evaluation Robustness trials of equipment on real production The project included one pipe of interest: - 12.75” x 23.8mm nominal (actual 22.7mm), API 5L X65 The technical evaluation included: - Scanning of carbon steel seeded defect welds using 4MHz and 7.5MHz probes for mechanized (J3) and manual (V31.25) welding configurations. - Verification of sizing performance in comparison with the IWEX DNV-GL qualification report - Comparison of sizing performance with the standard Rotoscan AUT inspection results - Band-offset / probe offset, showing independence of weld bevel preparation The scans have been evaluated and indications were sized. The IWEX inspection results has been compared side by side with the standard Rotoscan AUT system validation results in terms of Probability of Detection (POD) and sizing performance inspecting the same defected welds, using the results from macro sectioning as a reference. IWEX based reference block Since the system also is capable of inspecting various bevel configurations within one setup, a more general design is used. This general approach, covering both the V31.25-bevel and J3-bevel and the wall thickness of this project, is implemented in one reference block design, see Figure 3. Figure 3: The virtual bevels of the 'Edradour' project covered by the IWEX calibration block. 5 Rio Pipeline Conference & Exposition 2017 IWEX based inspection setup The RTD Rotoscan IWEX 3D scanner was mounted on a guiding band fixed around the pipe samples, see Figure 4. Two array probes were used on each side of the weld. Each probe had 64 elements (pitch 0.85 mm) and was mounted on a 37° wedge with a 10 mm radius lens. A separate encoder was attached to run along with the bug, to determine the circumferential position along the weld. Figure 4: RTD Rotoscan IWEX 3D scanner fixed on a bug (left), and close-up on the probe and wedge setup around the centerline of the reference block (right) System settings In the IWEX software, the following settings, relevant to the inspection setup, are programmed; - - Circumferential length of the scan including desired overlap. Physical properties of the material under inspection, such as longitudinal and shear sound velocities. Parameters regarding the probes; center frequency, pitch and number of elements. The parameters for the probe-wedge combinations on the upstream and downstream sides. This includes the sound velocity in the wedge, the angle of the wedge, and the probe-standoff to the centerline for each side. The dimensions of the image window are determined. Also the image resolution, the distance between data points in the image window. The image resolution depends on the frequency of the probes. The sensitivity of the different inspection modes is set on a specified reflector per IWEX mode in the calibration block. The dB values of each individual mode can be adjusted such that the responses of reflectors reach a predetermined amplitude value. Screen visualization During scanning, IWEX cumulates both live sectional image view possibilities that were formerly inherited from the Zonal Discrimination Technique (strip-chart for cap, fill, and hot pass and root) and more specific to phased-array (lateral b-scan and cross section). These views are depicted in Figures 5 and 6. Figure 5: Screenshot of the cross-sectional image views (top three boxes) and the strip-charts (bottom five boxes) in the IWEX software. 6 Rio Pipeline Conference & Exposition 2017 Figure 6: D-scan sectional image views of the weld from the US side (left - A) and the DS side (right - E), C-scan image view of the cap (B), the volume (C) and the root (D). Sizing methodology using IWEX methodology IWEX is an imaging methodology and the detection of indications is based on the position in the image. Sizing in IWEX is directly based on the dimensions of an indication in the image. When an indication is found in the image, it can be “boxed” in the strip-charts, setting the length of the imperfection. In the cross-sectional view it can be “boxed” for the height and depth sizing. The boxing can be done by an automatic sizing tool which finds the -6 dB drop-offs in length and height of the imperfection. The maximum amplitude in the box is given as well, but sizing is not based on the absolute amplitude. Scanning the seeded defect validation welds The following seeded defect welds were inspected using the IWEX methodology and the standard Rotoscan AUT system - NR034309-PP-WP01: SD01 & SD04 – SD08 (6x welds OD12.75” x WT23.8mm, J3) NR034309-PP-WP06: SD01 – SD04 (4x welds OD12.75” x WT23.8mm, V31.25). All seeded defect welds were inspected using both 4 MHz and 7.5 MHz center frequency PA probes. A total of 63 locations from the 10 welds were chosen for destructive testing. Locations for slicing were selected on the basis of the standard AUT inspection results. The sizing and positioning was carried out for all major imperfections in all macro-sections. Each time, the maximum value of height and the corresponding depth were reported. In this version of IWEX software, the remaining ligament to the outer surface was reported. The depth value of the bottom of each imperfection was also reported, and compared with AUT and the macro results. AUT reports the peak value in amplitude per imperfection and sizing is performed using ToFD or amplitude sizing, for the total length of the indication. For IWEX both the maximum height based on the stacked cross-sections containing the imperfection (“box height”) and the maximum height within the imperfection (“max height”) were reported. It is noted that some oversizing can occur when using the “box height” method, see Figure 7. Figure 7: Max Height vs Box Height IWEX report samples A sample J-bevel, with IWEX presentation of porosity cluster, is shown in Figure 8. A sample V-bevel with IWEX presentation of Lack of Fusion is shown in Figure 9. 7 Rio Pipeline Conference & Exposition 2017 Figure 8: Porosity cluster Figure 9: Lack of side wall fusion Statistical analysis The statistical analysis from the IWEX methodology and standard Rotoscan AUT validation inspection results has been carried out using the same statistical methodology and in compliance with the DNV-GL standard [6] Vertical imperfection height sizing Statistical analysis was performed to compare the height sizing capabilities of the following cases: - Standard AUT Rotoscan system J- and V-bevel 4MHz IWEX system J- and V-bevel 7.5MHz IWEX system J- and V-bevel The height sizing calculation has been performed in compliance with the DNV-OS-F101 Appendix E H302 using the above listed data versus the macro-sectioning results. In the following two sections, the results of the height sizing analysis are presented for the J- and V-bevel respectively, whereby a comparison is made between IWEX (4MHz and 7.5 MHz) and AUT. Furthermore, the sizing results from this validation effort can be contrasted to the sizing results of the general DNV qualification reports from Rotoscan AUT (multi probe and phased array for V- and J-bevel) and from IWEX (V- and Jbevel combined). The sizing results from these reports are summarized in Table 2 and Table 3. Note that 95% limit against under-sizing equals 5% fractile of under sizing. Setup 4 MHz 7.5 MHz 5% probability Under-sizing (mm) -0.8 -0.8 5% probability Over-sizing (mm) 1.1 1.0 Mean sizing Inaccuracy (mm) 0.2 0.1 Standard Deviation (mm) 0.57 0.53 Table 2: Height sizing results IWEX 4 and 7.5MHz from the DNV qualification report [2] Rotoscan system Multi probe Phased Array Bevel prep J V J V Rotoscan Height Sizing Accuracy Mean sizing Standard Inaccuracy (mm) Deviation (mm) 0.00 0.59 0.09 0.66 0.20 0.52 0.01 0.63 95% limit against Under sizing (mm) -1.0 -1.0 -0.6 -1.0 Table 3: Height sizing results Rotoscan AUT phased array and multi probe J- and V- bevel from the DNV qualification report [7] 8 Rio Pipeline Conference & Exposition 2017 Height sizing performance V-bevel and J-bevel The height sizing results for both AUT and IWEX were obtained using the results from the macro sectioning as reference data. The macro sections were taken from the circumferential positions that were selected on the basis of the AUT data. Furthermore, two additional slices were macro sectioned at a -2mm and +2 mm position from the perceived position of maximum height determined by AUT (the 0mm position). A scatterplot with the data from AUT Rotoscan, IWEX 4MHz and 7.5MHz versus the macro results is presented in Figure 10 and Figure 11. The black line in this plot represents a zero error. Based on the data, the average error, the standard deviation, the 5% fractile of under sizing and the 5% fractile of oversizing was calculated. The results are presented in Table 4 for V-bevel and Table 5 for J-bevel Figure 10 & 11: Scatterplot for height sizing of the data from Rotoscan AUT, IWEX 4MHz and 7.5MHz versus the data from the macro sectioning of the V-bevel(left) and J-bevel (Right) Height Sizing V - prep Number of indications Average Error (mm) Standard Deviation (mm) 5% Fractile Under Sizing (mm) 5% Fractile Over Sizing (mm) AUT 29 0.07 0.48 -0.72 0.86 4 MHz 29 0.00 0.48 -0.78 0.79 7.5 MHz 29 0.08 0.33 -0.46 0.63 Table 4 :Height sizing results from Rotoscan AUT and IWEX 4MHz and 7.5MHz of the V-bevel. Height Sizing J - prep Number of indications Average Error (mm) Standard Deviation (mm) 5% Fractile Under Sizing (mm) 5% Fractile Over Sizing (mm) AUT 30 0.06 0.43 -0.66 0.77 4 MHz 30 0.19 0.54 -0.70 1.08 7.5 MHz 30 0.20 0.31 -0.31 0.71 Table 5: Height sizing results from Rotoscan AUT, IWEX 4MHz and 7.5MHz of the J-bevel. Table 4 and 5 show that AUT and 4MHz have a comparable accuracy and for the higher 7.5MHz frequency, the accuracy is slightly better. With respect to height sizing, the following conclusions can be formulated: - - The average height sizing error of AUT and IWEX (both 4 and 7.5MHz) are in general not significantly different. It should be noted that the height sizing with AUT was predominantly done by the ToFD channels, as is standard practice in case tip diffractions in ToFD are resolvable. Therefore, the sizing strategy based on tip diffractions is comparable with IWEX. The average height sizing error of both systems are in line with the general DNV qualification reports. 9 Rio Pipeline Conference & Exposition 2017 - The standard deviations for AUT and IWEX (both 4MHz and 7.5MHz) are also in line with the general DNV qualification report. The smallest standard deviation was observed for the 7.5MHz IWEX probes. This can be explained by the smaller wave length, which forms the physical limitation for sizing. In practice, a tradeoff between inspection speed and accuracy is recommended. Depth imperfection positioning uncertainty Statistical analysis was performed to compare the depth sizing capabilities of the following cases: - AUT Rotoscan zonal discrimination J- and V-bevel 4MHz and 7.5MHz IWEX J- and V-bevel This work is not detailed in the paper but results were in line with [3], and it should be noted that a clear advantage of IWEX methodology over conventional AUT is the easy visualization of ligament to surfaces, which can be very important when defects are close to surface. Band-offset validation scans It has been documented in the DNV qualification report that the IWEX methodology is capable of negotiating up to +/3mm band offset without significant impact on sizing accuracy. A similar test was performed on one of the seeded defect welds from the Edradour project. Images of the effect of band offset are shown in Figure 12(a) and Figure 12(b). In the case of the IWEX method, changing the band setting will only affect the positioning of the image of the weld within the IWEX window. Reflectors may increase or decrease in amplitude as the distance to the relevant probe changes, but the sizing is not significantly affected, as the sizing is based on diffraction, not on amplitude. Figure 12: Screenshot of IWEX scan on weld WP01-SD04 with optimal (a) and offset (b) band setting. Note the defect at circumferential location 38mm is offset to the DS side. 5. TechnipFMC Spoolbase durability trial Within the scope of the TechnipFMC internal gate review process for new technology, a durability trial was organized to demonstrate the robustness of the IWEX system for the inspection of new constructed girth welds. The durability test consisted out of the following scope: - 3 times 12 hour shifts using the 4G ultrasonic hardware equipment to perform traditional zonal discrimination method (ZDM) inspection - 12 times 12 hour shifts using the 4G ultrasonic hardware equipment to perform inspection based on the IWEX inspection methodology. The trial comprised 3 shift (3x12 hours) running the IWEX 4G equipment using the zonal discrimination method and 12 shifts running the IWEX 4G equipment using the IWEX ultrasonic imaging method. The trials were conducted at the Evanton spool base in scope of the Total Edradour project, in parallel to conventional Rotoscan inspection as seen in Figure 13 (left). In total 893 welds were produced of which 856 welds were scanned with the IWEX system over a period of the 12 shifts. The average cycle time of an IWEX inspection was 3:11min, which was comparable to the traditional Rotoscan inspection. 10 Rio Pipeline Conference & Exposition 2017 Hardware observations During the first 3 shifts, issues were observed related to the umbilical cable of the system. The umbilical got damaged near a sharp bend close to the connection with the 4G hardware box, see Figure 13 (right). The damaged umbilical cables were repaired on site. After the repair, no major showstoppers were observed resulting from the umbilical cable issue. Figure 13: IWEX system and Rotoscan system set-up (left), sharp bend in system umbilical (right) Software observations For the application software for the IWEX system, some communication loss was observed, which required the software to be rebooted once or twice a day. Although these software issues were not showstoppers, a root cause investigation was initiated by the software development team. Furthermore, recommendations and suggestions for improvements of the software were gathered. In general, it can be concluded that the robustness trials of the IWEX 4G equipment was successful. Furthermore, the average cycle time of the 4G equipment using standard AUT is 2:54 min based on 146 scans. The average cycle time of the 4G equipment using IWEX is 3:11 min based on 856 scans, which is well within the operation critical cycle time. 6. Discussion Following the IWEX measurements conducted on the Edradour weld samples, several observations can be drawn for IWEX inspection on carbon steel welds: - - - - - The methodology can give an indication on criticality of defects (tip diffraction or not, will grow or not); Calibration blocks are not bevel dependent for carbon steel, only a generic block design is required; The system setup is only limited by the width of the weld cap, not by the bevel design. Therefore, band offset also has no influence on the characterization of defects; The normal inspection procedure of a repaired weld by AUT is to check removal of the defect with AUT and then to inspect the repair weld with MUT. These two operations could be combined with IWEX, resulting in productivity gain, especially when repairs are being done on the firing line or offshore; Time of setup is much quicker (about 2 hours from scratch) than for zonal discrimination method based AUT (order of days); Since calibration blocks can be much simpler, setup time is shorter, and setups are independent of bevel design or zonal discrimination, substantial schedule savings for fast track projects are achievable. Less time for calibration block fabrication, less time for defect fabrication, less risks on calibration block quality, calibration blocks vary only with wall thickness and required probe stand-off due to cap width. With the IWEX methodology sizing can be performed both over the full length of an imperfection – giving the “box height”, and on the largest through-thickness height of the imperfection – giving the “max height”. This can be of advantage, especially for imperfections which vary in height and depth. The remaining ligament of near-surface imperfections to the ID or OD surface can be determined by measuring the distance from the lower/upper tip of the indication to the nearest surface. Sizing in IWEX is independent of amplitude: whether at 20% or at 100%, the same reflector is sized accurately. Setting sensitivity can be done with minimal requirements to a calibration block. This may reduce start-up time and costs for welding projects. During the evaluation of the IWEX data, the cross-sections, the strip-charts, and the possibility to visualize IWEX modes separately gave great insight in the morphology of the indications. Not only can the orientation of a defect be determined, but also the change in shape and position along the weld. 11 Rio Pipeline Conference & Exposition 2017 - The 3D visualizations helped in further characterizing certain defects. The defects can be tracked in 3D along the weld, showing the changes in shape, orientation, and position as the scan progresses. The added value from IWEX compared to AUT PA is more significant for height sizing (less conservative) than for depth sizing (similar results). However, the implementation of wall thickness variation module (used during robustness trials) is expected to improve further the depth sizing accuracy It has been demonstrated that the IWEX based system is capable of compensating for wall thickness variation throughout the pipe. Compensation was not used during inspection of the weld samples described in this paper, as the samples showed minimal wall thickness variation. 7. Conclusions In order to benefit from the full potential of a new imaging inspection technology, pipeline industry acceptance is required. The system was therefore subjected to an extensive third party DNV controlled qualification program, as this is a basic/preliminary requirement of several major Oil and Gas pipeline Owner companies. After this qualification program was completed successfully, the IWEX imaging technology was applied in parallel to a standard AUT inspection qualification program, executed on the Total Edradour project, in cooperation between Total, TechnipFMC and ApplusRTD, to verify that the obtained qualification performance can be met and that the IWEX FMC imaging methodology can be safely used on Owner pipeline facilities under practical working circumstances and in compliance with Company internal specification requirements. The validation of the IWEX technology was performed in two phases: 1) 2) Validation of the results obtained during the DNV qualification. This phase involved the inspection of welds with seeded defects according to a project specific procedure. The position, height and length size etc. were verified using macro sectioning. A durability trial to evaluate the robustness of the IWEX equipment under actual production circumstances. This phase involved scanning of welds on a spool base, running 12 hours shifts during 3 weeks with an average of 80 welds per shift. The results of both phases show that the IWEX technology is ready for industrial use and can be considered as a mature, economic and reliable solution for pipeline girth weld inspection. 8. Acknowledgments The authors would like to acknowledge the pre-work performed by Niels Portzgen, Jasper Schouten, Xavier Deleye, Armin Rasidovic and Lars Hörchens which ensured that this paper could be made in the required quality. The authors also would like to thank Total for granting their permission to publish on IWEX inspection activities as part of the Edradour project. 9. References [1] [2] [3] [4] [5] [6] [7] N. Pörtzgen. PhD Thesis. TU Delft, Netherlands (2007) DNV GL Report No 2015-4316 Rev.0 General DNV GL Qualification of Applus RTD IWEX for Carbon Steel Pipeline Girth Weld Applications, November 2015 DNV-OS-F101:2013, Offshore Standard for Submarine Pipeline Systems, Appendix E, 2013 X. Deleye, L. Hörchens, K. Chougrani: ‘Experimental Comparison of Wave-field Based Ultrasonic Imaging with other Advanced Ultrasonic Weld Inspection Techniques’, Proceedings of the 18th WCNDT, Durban (South-Africa), 16-20 April 2012. DNV-RP-F118: 2010, Pipe Girth Weld AUT System Qualification and Project Specific Procedure Validation Forli O,. (1998), ‘Guidelines for NDE Reliability Determination and Description’, Nordtest, NT TECHN Report 394 DNV GL Qualification report: General DNV-RTD-Rotoscan System_2009_4129_Rev02 12