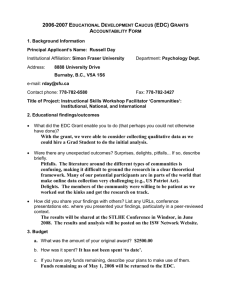
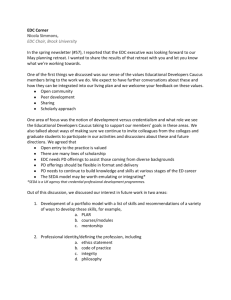
Chapter 2 Balanced process This chapter contain an illustration for the balanced process reactors and separation trains configurations, with details of unit types giving details of unit types according to the different possibilities that are available for industrial application and the choices that have been made for the specific plant modelled. 3.1. Process configuration As briefly described in the previous chapter the balanced process for the production of vinyl chloride includes the following units: Direct ethylene chlorination Ethylene Oxychlorination EDC cracking and quenching VCM purification EDC purification Each section will be discussed in more detail in this chapter. But first, the general configuration of the process will be explained using the flow sheet represented in Fig. 2.1. From this figure, it is clear that direct chlorination and oxychlorination reactors work in parallel to produce 1,2dichloroethane and also that the former does not need specific treatment before being fed to the EDC purification unit. On the other hand, the oxychlorination outlet needs to be washed with caustic soda solution in order to remove acidic residuals (mainly unreacted HCL). The two chlorination outlets are mixed then fed to the EDC purification unit to be purified from the light and heavy ends. The Purified EDC is fed to the cracking unit where the pyrolysis reaction occurs. The outlet stream is quenched then fed to the VCM purification unit where the Hydrogen chloride (the main by-product) is recovered and sent to the oxychlorination unit, while the Vinyl Chloride product is purified and sent to the storage tank. The unconverted EDC is fed back to the EDC purification unit before it is recycled back to the pyrolysis reactor [1]. Form this flow sheet, it is possible to see that all impurities end at the EDC purification unit, which, has to treat outlet products coming from three different reactors, and it is also clear that minimising the formation of impurities from each source is essential for the proper operation of the entire plant [GIOVANNI]. Fig () A simplified flow sheet for the VCM balanced process 1.1 Direct ethylene chlorination:In the direct chlorination section, 1, 2-dichloroethane is produced through a homogeneous catalytic reaction between gaseous ethylene and gaseous chlorine according to the following reaction: FeCl3 C2H4 + Cl2 --------------- > C2H4Cl2 ΔH298K= -220 kJ/mole The reaction takes place readily in a liquid EDC phase at moderate temperature (< 200 C) and is highly exothermic. The chlorine and ethylene are fed with approximately the stoichiometric ratio, with a slight excess of chlorine; the optimum ratio is that ensures the complete conversion of expensive ethylene and reduces the formation of by products resulting from further chlorination of EDC. The process is catalyzed by a Lewis acid type catalyst usually iron (III) chloride. The reaction product EDC acts as a solvent for both the reactants and the catalyst, and the ratelimiting step is believed to be the dissolution of ethylene in EDC because the reaction is very rapid and chlorine has a higher solubility than ethylene in liquid EDC. However the gas phase direct chlorination is possible, it has no industrial applications since using the reaction product EDC as a reaction media, facilitates the control of temperature and reduces the byproducts formation. Typically, the liquid phase chlorination process can achieve up to 100% conversion and selectivity up to 99% based on ethylene. Ferric chloride is a strong Lewis acid used to facilitate the addition chlorination reaction as it helps to polarize the chlorine molecule which can then attack the ethylene's double bond .The reaction in details proceed as follows: FeCl3 + Cl2 ------------- > FeCl-4 ------Cl+ CH2 = CH2 + FeCl-4 ------Cl+ ---------> ClCH2CH2Cl +FeCl3 Since the catalyst concentration doesn't affect the reaction selectivity, it is usually used in dilute concentrations usually between 0. 1 and 0.5 % by weight. Thanks to the anhydrous conditions and the moderate operating temperatures, carbon steel could be used for equipment construction. In some processes there is no need to add catalyst to the reactor as a sufficient amount of FeCl3 is generated through the slow in-situ corrosion reaction between chlorine and the iron filler bodies placed in the reactor. A small amount of oxygen usually from 0.5 to 2.5% by volume is added to the chlorine feed stream; molecular Oxygen is able to inhibit the formation of chlorine free radicals which is produced due to the dissociation of a small portion of chlorine . chlorine free radicals is able to form substitution chlorination byproducts and eliminate HCl. The most significant byproduct is 1, 1, 2 trichloroethane, which is obtained from the substitution chlorination of ethylene, or EDC as described in the following equations: C2H4 + 2 Cl2 ------------- > C2H3Cl3+HCl C2H4 Cl2 + Cl2 ------------- > C2H3Cl3+HCl The substitution reactions are temperature dependent. Good controlling of reaction temperature reducing the free radicals byproducts, and thus improving selectivity. Table 2.1 shows the effect of oxygen on the extent of formation of the main by-product (1,1,2-trichloroethane) for different amounts of catalyst and operating temperatures. Reactor type : The direct chlorination reactor is a gas-liquid contact column designed to provide good mass transfer to ensure through mixing, high dissolution rates, and equipped with good heat transfer devices for temperature control. In the industrial practice liquid phase chlorination may be conducted in two ways, these are low temperature chlorination (LTC) and high temperature chlorination (HTC) .there characterizations are given below. The LTC reaction is usually operated at normal pressure and temperatures between 20 and 70 ◦C; below the reaction mixture boiling point. Lower temperatures allow to reduce by-product formation, thus a higher selectivity, over 99% can be achieved. Unfortunately, the large amount of heat generated from the reaction is difficult to utilize, because it is produced at low temperatures and is usually rejected to the environment. An industrial LTC reactor is shown in fig (1.1), the reactor is a bubble column with external cooling and recirculation loop. The reactants are introduced from the bottom using gas spargers to ensure good distribution of the chlorine and ethylene gases in the liquid phase in the presence of dissolved FeCl3. The reaction heat is removed by exchange with cooling water using a heat exchanger located in the right branch. The difference in density (resulting from the temperature difference) between the reaction zone and the cooling zone enables the recirculation of the liquid phase in the direction shown in the figure. And thus improve the mixing and cooling of the process. Unfavorably, the LTC EDC produced Contains trace amounts of dissolved FeCl3 which should be removed before the EDC distillation step as it could cause fouling to the heat transfer equipment. The catalyst is removed in two steps first washing by caustic soda solution and then drying the product by azeotropic distillation (EDC and water is a low boiling point azeotropic mixture). Fig (1.1) LTC reactor Fig (1.2) HTC reactor In HTC process, the reaction is performed at the boiling point of the reaction mixture, within the range of 1.5 - 5 bar, and 90 - 150 ° C, often at about 100◦C. Pressures higher than 1 bar is required to maintain the mixture contained in the reactor in the liquid phase, and to increase the temperature of the heat generated in the reaction, which increasing the utilization potential. Also it is possible by increasing pressure to reduce the size of the bubbles of ethylene and chlorine and thus increasing the interface surface which enhances the mass transfer. The boiling point chlorination is lower energy demanding, since the heat of reaction, which equals about six times the Heat of EDC vaporization can be utilized to heat the distillation columns in the EDC distillation unit. The recovery of the reaction heat could yield a reduction of steam consumption of up to 700 kg / tone of EDC. The HTC reactor may be designed as separated unit or integrated with distillation in one single column as shown in figure (1.2); ethylene and Chlorine gases are mixed in the reaction media located at the column sump. In some process configurations, additional dry recycle EDC streams (mostly from the oxychlorination and VCM purification sections) could be fed to the reactive distillation column at appropriate location for purification. The light ends are drawn off from the head section, where EDC with dissolved unconverted ethylene is condensed and recycled to the column as a reflux. In the next condensation section, vinyl chloride (mostly from the purification of the unconverted EDC recycled from the VCM purification section) is separated and processed with vinyl chloride from EDC cracking. The remaining vent gas is incinerated. In order to maintain a constant composition in the column sump phase, a slipstream is continuously withdrawn, from which the heavy ends are separated by distillation and sent to a recovery stage or incinerated. Pure EDC is withdrawn from an appropriate section and condensed. Furthermore, the HTC EDC is iron free since it is comes out in the vapor phase, Hence no need to use additional equipment to remove the catalyst (caustic washing and azeotropic drying).it is just needed to avoid liquid entrainment. From a purely theoretical point of view, the HTC process is less selective than the LTC process because it is performed at higher temperatures. but nowadays the use of modified catalysts and a proper reactor design make it possible to obtain selectivities, and yields comparable to the LTC process. The modern HTC process combines the energy efficiency with the high selectivity of the LTC process ( > 99%) also no catalyst removal equipment is required. so that nowadays only the HTC process is technically realized. 1.2 Oxychlorination:Ethylene oxychlorination is the heart of the modern balanced VCM processes. Oxychlorination balances the VCM process by consuming the HCl generated in the thermal cracking section to produce more EDC. Overall, the raw materials for VCM production are optimally converted to achieve the highest yield of the main product; no major quantities of by- products are formed (other than water). In the oxychlorination step, ethylene is reacted with anhydrous HCl and oxygen in a heterogeneous catalytic reaction to produce EDC and water. The reaction catalyst is a modified deacon catalyst which typically contains cupric chloride (CuCl2) as the primary active ingredient, impregnated on a porous support as alumina. Compared with the direct chlorination process, the oxychlorination generally takes place in the gas phase at temperatures above 200 ◦C. The liquid phase process doesn’t have industrial applications to avoid corrosion problem due to the presence of acid aqueous solutions. also, The oxychlorination process conversion varies from 93% to 97 % and selectivity from 91 % to 96 % based on ethylene which is lower than those of the direct chlorination process since higher temperatures are required. The exothermic heat of reaction is usually removed by generating steam for good temperature control. Higher reactor temperatures (>300 ◦C) lead to more by-products ,mainly through the increase of oxidation of ethylene to carbon oxides and increased EDC cracking .Higher temperatures can also lead to catalyst deactivation through increased sublimation of CuCl 2 . By-products of ethylene oxychlorination typically include VCM from the cracking of EDC, 1,1,2-trichloroethane formed by substitution chlorination of EDC or chlorine addition to VCM, 1,1-dichloroethane formed by the addition of HCl to VCM, monochloroethane, formed by direct HCl addition to ethylene, and other substitution or crack products such as 1,1dichloroethylene, cis- and trans-1,2-dichloroethylene, trichloroethylene, and tetrachloroethanes . Because oxygen is present, additional oxidation products such as acetaldehyde and its chlorinated derivatives, primarily trichloroacetaldehyde (chloral) , which polymerizes in the presence of strong acids so it must be removed by caustic washing to prevent fouling in the downstream equipment . Also part of the ethylene feed is consumed, especially at higher temperatures, by deep oxidation to form carbon oxides (CO, CO2) and formic acid. The reaction in details takes place as follows: C2H4+2CuCl2 ………………. > C2H4Cl2+ 2 CuCl 2CuCl + 1/2 O2…………..> Cu2OCl2 Cu2OCl2+ 2HCl………………..> 2 CuCl2+H2O (reduction of CuCl2 by ethylene) (oxidation of CuCl by O2) (Hydrochlorination of Cu2OCl2 by HCl) C2H4+2HCl+1/2 O2…………………….> C2H4Cl2+ H2O ΔH298K= -295 kJ/mole Although there are many different commercial oxychlorination processes, they can be distinguished by two main characteristics: whether fixed or fluidized bed reactors are used and whether air or pure oxygen is the source of oxygen. 2-Fixed-bed and fluidised-bed reactors The primary task of the oxychlorination reactor is controlling temperature due to the exothermicity of the reaction. The oxychlorination reaction may be carried out using two different reactor technologies. The first is fixed bed reactor technology wherein a gaseous mixture of reactants flow over a fixed catalyst inside the reactor. The second is fluid bed reactor technology, in which a gaseous mixture of reactants is contacted with a fluidizable catalyst powder . The fixed bed reactor is much like a shell and tube heat exchanger, with the catalyst packed in the vertical tubes in the form of small pellets, granules or extruded. The catalyst particles should be packed uniformly in the reactor tubes in order to ensure uniform pressure drops, flow and residence time through each tube. The Reaction heat can be removed by generating steam in the shell side of the reactor, or by flowing other cooling fluid through it.However, temperature control is more difficult in fixed bed reactor because localized hot spots can develop in the tubes.the occurrence of hot spots could be reduced by grading the catalyst activity along the reaction path by mixing The active catalyst with inert diluent particles in proportions that achieves the desired reaction rate with controllable temperature profile. Moreover, usually oxychlorination in a fixed bed reactor takes place in a series of subsequent reactors usually two or three reactors. Operating temperature of 230-300◦C and pressure of 2.5-15 bar are typical for oxychlorination with a fixed-bed reactor. Figure 1.4 represents an oxychlorination unit consists of three reactors all the ethylene and HCl feeds are introduced to the first reactor while oxygen is split between the reactors; the amount oxygen fed to each reactor is governed by the reaction temperature, oxychlorination efficiency and the explosive envelope .the reactant ethylene is preferably fed in a large excess as its high heat capacity is exploited to control the temperature, and thus improving selectivity to EDC. The feed gases must be preheated to temperature above the dew point before being fed to the first reactor to protect against possible corrosion. The exit gases from each reactor is mixed with additional oxygen and fed to the subsequent one .by the end of the final stage, HCl conversion is typically above 98 % even with very low oxygen excess. The exit stream from the final oxychlorination stage is cooled to condense product EDC and water. The vent stream containing unreacted ethylene is reheated and fed to catalytic direct chlorination reactor to recover the unreacted ethylene by producing additional EDC. The vent stream which contains a small mount of unreacted ethylene and EDC is sent to incineration. Fig (1.3) Multi-tube fixed bed reactor Fig (1.4) oxychlorination system The fluidized bed reactor is a cylindrical vessel in which the fine catalytic particles are suspended by the gas flowing upwards so that the buoyant catalytic particles behave as if they were in a liquid state. The reactor is equipped with internal cooling coils in order to remove the heat of reaction and cyclones to minimise catalyst loss .Figure 1.5 shows a simplified structure for this unit.good fluidizedation of the catalyst ensures intimate contact between feed gases and product vapours, catalyst, and heat transfer surfaces leading to a uniform temperature within the reactor, thus avoiding the hot spots formation . Unfortunately, potential Stickiness of the catalyst powder and strong back mixing ( a tendency of the product vapours to intermingle with the unreacted gases ) can lead to a decrease of efficiency. Typical operating temperature value is lower than fixed-bed reactors and it ranges between 220-240◦C, whereas pressure varies between 2.5 and 6 bar. Thanks to the lower operating temperatures selectivity equivalent to the fixed-bed reactor is possible. Fig (1.5) Fluidized bed reactor 3- Air-based and oxygen-based process Depending on the source of oxygen, two alternative processes are used for oxychlorination: airbased and oxygen-based process. In the air-based oxychlorination process, ethylene and air are fed in slight excess of stoichiometric requirements to ensure high conversion of HCl and to minimize the loss of the excess ethylene in the vent stream. The nitrogen placed in air provides two important functions; it dilutes the reactant mixture to avoid the flammable range, and it removes heat from the localized hot spots. In general, if ethylene conversion is high, the dilute ethylene remaining in the vent is incinerated, but if conversion is low, the unconverted ethylene is usually recovered by direct chlorination to EDC .The great disadvantage of this processes is the large amount of vent gases (due to the presence of nitrogen) that must be taken out of the reaction system in order to avoid the increase of the process pressure. The vented nitrogen exits the system with equilibrium concentrations of EDC. The vent stream is therefore usually further processed using refrigerated condensation and/or solvent absorption units for EDC recovery and to minimize the emissions of chlorinated components to the atmosphere. On the other hand, the oxygen-based oxychlorination is typically preformed with somewhat larger excess over stoichiometric requirements than in the air-based process. Excess ethylene plays the role of nitrogen in the air based oxychlorination: it dilutes the concentration of oxygen to avoid the flammable range, and it removes heat from the localized hot spots to avoid overheating. Moreover, ethylene moderates temperature better than nitrogen because it has a considerably higher heat capacity. Thus if nitrogen is replaced mole per mole by ethylene, the catalyst temperature is much lower than for air-based process. The cooler catalyst temperatures allow the throughput rate to be increased until the temperature or pressure reaches its maximum limit. In pilot plant tests, it has been demonstrated that the capacity increases up to 100 % over air-based systems. Another important advantage of the oxygen based technology is the drastic reduction in the volume of the vent stream. Since nitrogen is no longer present in the reactor feed streams. In fact, the vent stream from an oxygen-based unit is 20-100 times smaller than that from an air-based process. The remaining unreacted ethylene is easily recompressed and recycled to the reactor and only a small amount of purge gas is vented to avoid the accumulation of inerts in the system. Due to the presence of large amount of unreacted ethylene in the reactor feed streams, the process allows to reduce the ethylene conversion per pass through the reactor and this improving selectivity to EDC. The reduced ethylene conversion per pass is not problematic since the unconverted ethylene is recycled and passed again through the oxy chlorination reactor, and thus increases the net overall conversion of ethylene. The main disadvantage of oxygen-based oxychlorination could be the costs for oxygen and for the compression of the recycle gas stream. However, these cost are offset by higher EDC yields and lower capital investment for the oxygenbased systems. The oxygen-based process should be preferred because it permits operation at lower temperatures and results in significantly improved operating efficiency and product yield. Figure 2.7 represents a simplified fixed bed oxychlorination process in which air or oxygen is used. Before entering the reactor ethylene and anhydrous hydrogen chloride gases are preheated and fed with air or oxygen. The superheated reaction gases are quenched with water in a bricklined tower in order to cool it down and to remove unconverted hydrogen chloride. The resulting aqueous HCl could be sent for a recovery unit or to the wastewater treatment unit, while the remaining gases are further cooled in a heat exchanger and sent to a separator in which the offgas is separated from condensed EDC and water. The off-gas stream is either vented after treatment using refrigerated condensation and/or solvent absorption units (for air-based systems) or compressed and recycled (if pure oxygen is used). whereas the organic phase is purified from water and residual hydrogen chloride through the use of decanter vessel, caustic washing and azeotropic distillation column. The top streams from the decanter vessels (g) and caustic washing vessel (h) is mainly water with trace amount of EDC and should sent to EDC recovery unit (usually stripper). VCM furnace References 1-Wiley-VCH - Ullmann's Encyclopedia of Industrial Chemistry-Wiley-VCH (2011), FIFTH EDITION. 2-Modelling of an industrial plant for vinyl chloride production, Rossanese, Giovanni (2015). 3- Critical Review of Catalysis for Ethylene Oxychlorination 4- Improved process for direct chlorination of ethylene to 1,2-dichloroethane, https://patents.google.com/patent/EP1857430B1/en 5- Modelling and simulation of a bubble-column reactor with external loop: Application to the direct chlorination of ethylene, Universidad Nacional de Rı́o Cuarto, Facultad de Ingenierı́a,orejas 1999. https://www.sciencedirect.com/science/article/pii/S0009250999002547 6- Vinyl chloride and polyvinyl chloride - Thyssen Krupp, https://ucpcdn.thyssenkrupp.com/_legacy/UCPthyssenkruppBAIS/assets.files/products__ _services/chemical_plants___processes/polymer_plants/uhde_brochures_pdf_en_3.pdf 7- Benyahia, Farid. (2005). VCM process design: An ABET 2000 fully compliant project. Chemical Engineering Education. 39. 62. https://www.researchgate.net/publication/258513622_VCM_process_design_An_ABET_ 2000_fully_compliant_project OXY 8https://www.oxy.com/OurBusinesses/Chemicals/TechnologyLicensing/Pages/Oxychlorin ation.aspx 9-critical review of catalysis for ethylene oxychlorination, Norwegian university 10. Oxychlorination process. https://patents.google.com/patent/US5600043A/en 11. Kirk-Othmer: Encyclopedia of Chemical Technology and engineering, Vol. 23 3rd ed., 1983, John Wiley and Sons, Inc., pp 865-885 which are hereby incorporated by reference. https://books.google.com.eg/books?id=BYQfEAAAQBAJ&pg=RA1-PA1160&dq=KirkOthmer:+Encyclopedia+of+Chemical+Technology+oxychlorination+air&hl=ar&sa=X&ved =2ahUKEwjz0p3ioLTwAhXDRBUIHZE8ABMQ6AEwAXoECAEQAg#v=onepage&q=Kir kOthmer%3A%20Encyclopedia%20of%20Chemical%20Technology%20oxychlorination% 20air&f=false 12.