INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
DISEÑO, INSTALACIÓN Y PUESTA EN MARCHA DE
UN EQUIPO CON TECNOLOGÍA DE NUEVOS
MATERIALES DE INGENIERÍA, PARA UN SISTEMA
DE REFRIGERACIÓN INDUSTRIAL CON AMONIACO
Y CIRCUITO DE GLICOL
TESIS PROFESIONAL
QUE PARA OBTENER EL TÍTULO DE
INGENIERO
MECÁNICO
P R E S E N T A:
GERSAIN ALEJANDRO FERNÁNDEZ GUTIÉRREZ
Asesores:
Ing. Dagoberto García Alvarado
Ing. Idelfonso Juan Martínez Sánchez
Octubre 2010
AGRADECIMIENTOS
A MIS PADRES Y HERMANOS POR LOS
CONSEJOS Y APOYO INCONDICIONAL
QUE ME HAN DADO DURANTE TODA
LA VIDA, Y POR BRINDARME LA
OPORTUNIDA DE ESTUDIAR UNA
CARRERA A NIVEL SUPERIOR
A MIS MAESTROS POR LOS CONOCIMIENTOS,
CONSEJOS Y ENSEÑANZAS QUE ME
FACILITARON DURANTE MI ETAPA DE
ESTUDIANTE
A MÓNICA POR ENSEÑARME A DISFRUTAR DE
LA VIDA CADA SEGUNDO, POR APOYARME EN
TODOS LOS PROYECTOS EMPRENDIDOS JUNTOS
Y POR ORIENTARME EN LOS MOMENTOS DIFÍCILES
Índice general
Resumen
Introducción
Justificación
Objetivo
Objetivos específicos
Planteamiento del problema
Alcance del trabajo
1.
Introducción a los sistemas de refrigeración con amoniaco
01
1.1 Definición de conceptos básicos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 02
1.2 Principios de refrigeración. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 04
1.2.1 Significado de refrigeración. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 04
1.2.2 Porque se puede enfriar un objeto en el refrigerador. . . . . . . . . . . . . . . . . 04
1.2.3 Calor y método de transferencia de calor. . . . . . . . . . . . . . . . . . . . . . . . . . 04
1.2.4 Ciclo de refrigeración normal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 04
1.2.5 Que sucede con el calor extraído de los productos al ser refrigerados por
evaporador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 05
1.2.6 Tipos de compresor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 05
1.3 Funcionamiento del ciclo de refrigeración por compresión. . . . . . . . . . . . . . . . . . . . 07
1.3.1 Comportamiento del refrigerante en el ciclo de refrigeración por
Compresión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 07
1.3.2 Efecto del aire residual como gas no condensable en un refrigerante
en estado gaseoso. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09
1.3.3 Funcionamiento del compresor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09
1.3.3.1 Compresión de vapor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 09
1.3.3.2 Compresión isotérmica, politrópica, adiabática. . . . . . . . . . . . . 10
1.3.4 Funcionamiento del condensador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.3.5 Funcionamiento del evaporador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.3.6 Funcionamiento de la válvula de expansión. . . . . . . . . . . . . . . . . . . . . . . 13
1.3.7 Sistema de refrigeración por expansión directa y por salmuera. . . . . . . . 14
1.4 Transferencia de calor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
1.4.1 Transferencia de calor y resistencia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
1.4.2 Transferencia de calor por convección. . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.4.3 Transferencia de calor por conducción. . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.4.3.1 Proporción de transferencia de calor “K”. . . . . . . . . . . . . . . . . . 15
1.4.3.2 Diferencia de temperatura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
1.5 Refrigerantes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
1.5.1 Refrigerantes y presión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
1.5.2 Propiedades del refrigerante. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
1.5.3 Salmuera. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
1.6 Diagrama P-h y cálculos básicos para el compresor. . . . . . . . . . . . . . . . . . . . . . . . 28
1.6.1 Diagrama p-h (Diagrama de Molliere). . . . . . . . . . .. . . . . . . . . . . . . . . . . . 28
1.6.2 Entalpía. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
1.6.3 Líneas isobaricas, isoentalpicas, isoentrópicas, isotérmicas, de liquido
saturado, de vapor saturado, isovolumétricas y líneas de calidad. . . . . . 29
1.6.4 Dimensión del compresor y eficiencia volumétrica. . . . . . . . . . . . . . . . . . 31
1.6.5 Fuerza motriz requerida por el compresor. . . . . . . . . . . . . . . . . . . . . . . . . 33
2.
Características del cuarto de maquinas (compresores)
y aislamiento de tuberías
2.1 Características del cuarto de maquinas. (Servicios). . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Bases de cimentación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Agua de enfriamiento suavizada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Malla de tierras. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Energía eléctrica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Compresor de refrigeración. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2.1 Tipos de compresor reciprocante para refrigeración. . . . . . . . . . . . . . . .
2.3 Aislamiento de tuberías. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.1 Tipos de aislamiento de tuberías (Características). . . . . . . . . . . . . . . . . .
3.
Ingeniería aplicada y cálculo del sistema de refrigeración
propuesto
3.1 Calculo del sistema de refrigeración propuesto. .. . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.1 Definición de los datos disponibles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.2 Determinación de la carga térmica de diseño. . . . . . . . . . . . . . . . . . . . . .
3.1.3 Definición de quipos de acuerdo a la carga termina de diseño. . . . . . . . .
3.2 Desarrollo de diagramas de flujo de sistema propuesto. . . . . . . . . . . . . . . . . . . . . .
3.2.1 Diagrama de flujo de sistema de amoniaco. . . . . . . . . . . . . . . . . . . . . . . .
3.2.2 Diagrama de flujo de sistema de glycol. . . . . . . . . . . . . . . . . . . . . . . . . . .
4.
Instalación y puesta en marcha del equipo de refrigeración
con amoniaco
4.1
4.2
4.3
4.4
4.5
4.6
36
37
37
37
38
42
43
43
44
44
46
47
47
48
49
53
53
54
55
Desarrollo de planos de anclaje de equipos y bases de cimentación. . . . . . . . . . . . 56
Desarrollo de lay-out de base de cimentación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Desarrollo de lay-out de vistas y cortes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58 y 59
Desarrollo de isométrico de líneas de amoniaco. . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Desarrollo de isométrico de líneas de refrigeración. . . . . . . . . . . . . . . . . . . . . . . . . . 61
Desarrollo de lay-out de equipos de refrigeración sala de maquinas. . . . . . . . . . . . . 62
5.
Mantenimiento de sistemas de refrigeración con amoniaco
63
5.1 Introducción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
5.2 Aspectos de seguridad. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
5.3 Mantenimiento e inspección periódica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
5.3.1 Inspección periódica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
5.4 Mantenimiento preventivo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
5.5 Causas de anormalidades y solucione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
Conclusiones
74
Bibliografía
75
Índice de figuras
1.
1.1
1.2
1.3
1.4
1.5
2.1
2.2
3.1a
3.1b
Cuarto de maquinas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Diagrama del ciclo de refrigeración normal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 05
Compresor reciprocante. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 06
Compresor rotativo o tornillo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 06
Proceso de compresión en un compresor reciprocante. . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Líneas de líquido saturado y línea de vapor saturado seco. . . . . . . . . . . . . . . . . . . . . . . 30
Puesta a tierra. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Forma de ejecución de la toma de tierra. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Corrida del intercambiador del equipo mixer (carbonatador). . . . . . . . . . . . . . . . . . . . . . . 47
Corrida del intercambiador del equipo mixer (carbonatador). . . . . . . . . . . . . . . . . . . . . . . 48
Índice de tablas
1.1
1.2
1.3
1.4
1.5
1.6
1.6b
1.7
1.8
1.9
1.10
2.1
2.2
3.1
3.2
5.1
5.2
5.3
5.4
5.5
Relación entre temperatura y presión del amoniaco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 08
Valores de K. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Coeficiente de transferencia de calor (λ). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Clases y propiedades del refrigerante. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Clases de usos de medios refrigerantes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Propiedades termodinámicas del refrigerante freon para el uso en el compresor . . . . . . 23
tipo alternativo
Propiedades termodinámicas del refrigerante para el uso en el compresor tipo. . . . . . . . 23
alternativo
Propiedades termodinámicas del refrigerante para el uso en el turbocompresor. . . . . . . 24
Propiedades termodinámicas del amoniaco saturado. . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Propiedades termodinámicas del freon 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Propiedades termodinámicas de freon 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Relación entre la temperatura del condensador de vapor de agua y la del bulbo
Húmedo del aire en la entrada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Niveles recomendados para el agua del condensador. . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Mycom screw compressor performance single stage/Booster. . . . . . . . . . . . . . . . . . . . . . 51
Mycom recipro compressor performance single stage/Booster. . . . . . . . . . . . . . . . . . . . . 52
Respuesta fisiológica al vapor de amoniaco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
El efecto del amoniaco en periodos cortos de tiempo. . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Actividades de mantenimiento de acuerdo a horas de trabajo. . . . . . . . . . . . . . . . . . . . . 66
Parámetros de operación y limites compresor tipo tornillo. . . . . . . . . . . . . . . . . . . . . . . . 67
Causas de anormalidades y soluciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68-73
Índice de graficas
1.1
1.2
1.3
1.4
1.5
Presión de vapor saturado de varios tipos de gas refrigerante. . . . . . . . . . . . . . . . . . . . . 17
Concentración y temperatura de congelación de la salmuera de cloruro de calcio. . . . . . 19
Cantidad de adición de cloruro de calcio y cantidad de extracción de la salmuera. . . . . . 20
Diagrama p-h. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Capacidad del compresor de amoniaco y fuerza requerida. . . . . . . . . . . . . . . . . . . . . . . . 35
Resumen
En este trabajo se diseña un sistema de refrigeración por medio del amoniaco… para
una line de envasado. Se calcula y diseñan los accesorios y equipos del sistema, se incluye
un plan de mantenimiento, se debe de tener cuidado con tres factores importantes que definen
básicamente la arquitectura del sistema a instalar, estos tres puntos son los siguientes:
1. Características de las instalaciones del cuarto de maquinas y dimensiones disponibles
del mismo.
2. Toneladas de refrigeración que requiere el sistema a alimentar.
3. Tipo de control a manejar con el equipo de envasado. Comunicación entre ambos
sistemas
Básicamente definiendo estas tres variables, podemos iniciar con el cálculo del sistema, ya
que contamos con las herramientas necesarias para poder tomar las decisiones adecuadas
durante el desarrollo del proyecto.
El presente proyecto cubre la necesidad de suministrar el servicio de monopropilenglicol al
70% de la relación agua-monopropilenglicol al equipo Mixer, que es el encargado de
carbonatar la bebida (agregar dióxido de carbono a la bebida), considerando que el servicio
tiene que ser constante, tanto en temperatura de envío de glicol, como flujo y presión del
sistema propuestos; de igual manera en el presente proyecto se diseñarán los recipientes a
presión a utilizar, se calcularán los evaporadores, y se determinarán las toneladas de
refrigeración para satisfacer el sistema y de esta manera determinar los tipos de compresores
a utilizar en el sistema de enfriamiento.
Previo a estas consideraciones se toma la premisa que este sistema se diseña únicamente
para abastecer glycol a una sola línea de envasado, por lo que el sistema únicamente se
diseña y se calcula como servicio dedicado a esta, ya que; de abastecer a dos líneas de
envasado o más, el sistema tendría que ser completamente diferente, tendría que
implementarse un tanque de balance o tanque estratificado para poder manejar la estabilidad
del sistema.
Este sistema de refrigeración debe de trabajar en automático con la operación del Mixer,
dependiendo de las condiciones en que se encuentre el proceso de elaboración de la bebida
en el equipo, si el equipo Mixer tiene un paro, es decir si su consumo de carga energética deja
de operar, el equipo de refrigeración debe de parar por temperatura, ya que de no ser así
podría llegar a congelar el circuito de glicol y con esto dañar las bombas de envío de glicol, así
que la comunicación entre estos equipos juega un papel importantísimo para no estar parando
continuamente los compresores, ya que esta acción daña severamente a los motores
eléctricos de los compresores.
Introducción
Industrialmente, la refrigeración para el proceso y almacenamiento de los alimentos se
obtiene principalmente con el uso del refrigerante amoniaco, refrigerante natural, 100%
ecológico, muy eficiente, económico y seguro. Hay organizaciones mundiales que apoyan la
investigación y desarrollo de nuevos sistemas y aplicaciones de la refrigeración con amoniaco.
Últimamente se ha manejado información equivocada sobre éste, indicando que es un
refrigerante obsoleto, que no es ecológico y que es tóxico e inseguro. Por lo que en este
presente trabajo se aclarará a los procesadores y usuarios la realidad y ventajas de este
refrigerante.
El desarrollo de la refrigeración mecánica data de los primeros años de la revolución industrial.
Al día de hoy, el amoniaco permanece como el refrigerante más utilizado en sistemas de
refrigeración industrial para procesar y conservar la mayoría de los alimentos y bebidas,
incluyendo el sector de alimentos marinos.
Aproximadamente el 90% de los sistemas de refrigeración industrial para alimentos son con
refrigerante amoniaco. El amoniaco ha estado en el liderazgo de los avances de tecnología en
refrigeración, incluso la NASA ha reconocido sus ventajas como refrigerante, seleccionándolo
para su uso en una Estación Espacial.
Las ventajas del amoniaco son bien conocidas: No destruye la capa de ozono y no contribuye
al efecto invernadero asociado al calentamiento global. De hecho el amoniaco, es un
compuesto muy comúnmente encontrado en la naturaleza, es esencial en el ciclo del nitrógeno
de la tierra y su liberación a la atmósfera es inmediatamente reciclada. Esto lo hace
consistente con los acuerdos internacionales de reducción del calentamiento global y
destrucción de la capa de ozono.
Desde un punto de vista operacional, el amoniaco es generalmente aceptado como el
refrigerante industrial más eficiente y económicamente efectivo, un importante beneficio para
los consumidores ya que costos menores de operación representan un costo menor de los
productos alimenticios.
Hace muchos años, la industria de alimentos y bebidas adoptó la refrigeración con amoniaco.
Sus ventajas económicas lo hacían el refrigerante de elección para almacenes refrigerados,
plantas de procesamiento e Industria alimenticia. Casi toda la comida del día pasa a través de
alguna instalación de refrigeración con amoniaco antes de llegar a tiendas y supermercados
El amoniaco es un compuesto común y que existe naturalmente en el ambiente, que se
descompone naturalmente en moléculas de hidrógeno y nitrógeno (la atmósfera está formada
en un 80% de nitrógeno e hidrógeno). Es un elemento clave en el ciclo del nitrógeno, y bajo
condiciones normales, es esencial para muchos procesos biológicos, se puede encontrar en el
agua, la tierra y el aire, y es fuente del nitrógeno esencial para plantas y animales.
La refrigeración con amoniaco es el método más económico y más eficiente energéticamente
para el proceso y almacenaje de alimentos congelados y refrigerados. Es el caballo de batalla
para el enfriamiento post-cosecha de frutas y vegetales, el enfriamiento de carne, pollo,
pescados y mariscos, refrigeración para la industria de bebidas, para leche y queso, y para la
congelación del helado.
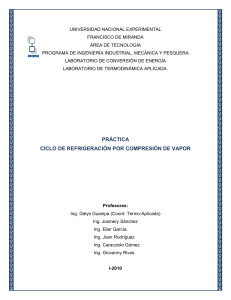
En la Figura 1 se observa la arquitectura de un cuarto de maquinas constituido por
compresores de tornillo.
Figura 1: Cuarto de maquinas
Como refrigerante, el amoniaco ofrece cuatro claras ventajas económicas sobre otros
refrigerantes comúnmente utilizados.
• El amoniaco es compatible con el medio ambiente. No destruye la capa de ozono y no
contribuye al calentamiento global de la tierra.
• El amoniaco tiene propiedades termodinámicas superiores, por lo que los sistemas de
refrigeración con amoniaco consumen menos energía eléctrica.
• El olor característico del amoniaco es su mayor cualidad de seguridad. A diferencia de otros
refrigerantes industriales que no tienen olor, porque las fugas son detectadas fácil y
rápidamente. El olor punzante del amoniaco motiva a los individuos a abandonar el área donde
se presente una fuga antes de que se acumule una concentración peligrosa.
• Costo y disponibilidad. El costo del amoniaco es mucho menor que cualquier refrigerante
sintético, de manera general cuesta de un 10 a un 20% menos en instalación y al ser una
sustancia natural, no tiene una fecha límite en que se pueda producir o usar, a diferencia de
otros refrigerantes sintéticos cuyo uso o producción está limitada a una cierta cantidad de
años.
Carbonatación de bebidas.
La carbonatación de las bebidas depende de tres factores primordiales:
1. Presión del jarabe. Si se incrementa la presión, la carbonatación se incrementa, es
decir; que a mayor presión mayor solubilidad del gas en el liquido.
2. Temperatura del jarabe: Mientras se reduce la temperatura, la habilidad del agua o
producto para absorber CO2, se incrementa. A diferencia de la variación de presión, la
influencia de temperatura no va en línea recta sino en curva que refleja proporción
mayor de absorción de CO2 a más bajas temperaturas.
3. Cantidad de aire en el jarabe. El efecto del aire en el jarabe ocasiona una pobre
carbonatación, espuma en la llenadora y por ende baja calidad en el producto. El aire
esta normalmente presente en el agua del proceso en cantidades variables, pero
aproximadamente podríamos decir que está entre 15 ppm expresada como Oxígeno
disuelto. El proceso de deaireación reduce drásticamente hasta 1.5 a 2.0 ppm
expresadas como Oxígeno disuelto.
Como se describe anteriormente, unos de los factores que influyen en la correcta
carbonatación de una bebida es la temperatura a la que se carbonata la bebida, por lo que
este es el primordial motivo de establecer un sistema de refrigeración eficiente para la
demanda que solicite la línea de envasado, que proporcione el servicio de glicol constante en
sus variables de diseño como son la presión, temperatura y flujo, para que de esta manera se
establezca una baja temperatura del producto, actualmente se esta manejando entre 0 grados
centígrados y 2 grados centígrados.
Justificación
Calcular, instalar y poner en marcha un sistema de refrigeración industrial base
amoniaco y con circuito de glicol subenfriado hacia un intercambiador de calor, de un equipo
denominado Mixer, para una nueva línea de envasado de productos gasificados, manteniendo
las condiciones de temperatura, presión y flujo constantes durante cada etapa del proceso,
estableciendo una baja temperatura de carbonatación de la bebida, y de esta manera eliminar
las mermas de consumo de Co2 al realizar la mezcla agua-jarabe en el proceso de
elaboración de la bebida terminada.
Objetivo
Instalar un nuevo sistema de refrigeración industrial a base de amoniaco que enfrié
indirectamente un circuito de mono propilenglicol a una temperatura determinada, para poder
poner en marcha una línea de envasado de bebidas gaseosas a las velocidades establecidas
en el diseño de la línea de envasado.
Objetivos específicos
Construir las instalaciones adecuadas para la correcta instalación de los compresores
de amoniaco necesarios para la operación de un sistema de refrigeración industrial con
amoniaco.
Calcular, diseñar los accesorios y equipos del sistema, para que proporcione la cantidad
de toneladas de refrigeración solicitados por la línea de envasado.
Poner en marcha el sistema de manera automática controlando los paros del equipo de
refrigeración y evitar un posible daño de los motores de los compresores por constantes paros
y arranques.
Planteamiento del problema
En base a un proyecto desarrollado en el año 2000, de desalojar la maquinaria de
Planta Sur, ubicada en México D.F. para trasladar la producción de bebidas de 3 litros
gaseosas a la nueva planta ubicada en Tizayuca Hidalgo, ya que los terrenos de Planta Sur
fueron perdidos en un juicio con el primer dueño de la Cooperativa, se contempla una inversión
inicial de Cien Millones de Pesos, pronosticada a recuperarse en dos años según la demanda
de producto actualmente establecida, con el objetivo de adquirir una nueva línea de envasado
totalmente automatizada ya no manual y de mayor velocidad que la actual. Al hacer el análisis
de servicios, se encuentra que se tiene la necesidad de diseñar un sistema de refrigeración
nuevo, ya que con el equipo que actualmente se tiene en planta no se cubre la demanda de
enfriamiento para abastecer a una nueva línea de envasado, debido a que ya se cuenta en
planta con dos líneas más trabajando y la carga termina adicional no se cubre con los equipos
actuales. De no instalar este nuevo sistema simplemente no se podría poner en
funcionamiento la nueva línea de envasado, podría abastecerse del actual sistema de
enfriamiento instalado que igual trabaja con glicol, pero se tendrían que parar las otras dos
líneas para que la nueva trabaje a un 50 % de su velocidad, lo cual no es rentable. Para el
puro sistema de enfriamiento como tal dispone de un presupuesto proyectado de 4 millones de
pesos.
Esta línea de envasado requiere se le suministre glycol a un flujo de 100,000 litros por hora y a
una temperatura de -2 grados centígrados a la entrada del intercambiador del equipo Mixer,
para esto se cuenta con la corrida de calculo del intercambiador antes mencionado
proporcionada por el fabricante de la línea de envasado, con esta corrida se tienen que realizar
los cálculos de los equipos del sistema, los cuales serán, determinar las toneladas de
refrigeración requeridas en el sistema para satisfacer la velocidad de operación de la línea de
envasado, y con esta misma información determinar la cantidad de compresores y
condensadores requeridos, calcular el tamaño del intercambiador de calor lado amoniacoglicol, así como los recipientes a presión requeridos para la unidad URL (unidad receptora de
liquido).
Como equipos disponibles en planta se cuenta con 2 compresores N6WB, 1 compresor N4WB,
1 compresor N8WA, además un condensador Evapco, modelo PMCA-230P, todos estos
equipos son de uso y requieren de un mantenimiento preventivo para su puesta en operación,
por tal motivo dentro del análisis de los equipos a requerir se tiene que hacer la evaluación de
factibilidad de ocupar estos equipos y cual de ellos son los mas aptos para instalarse en el
sistema de refrigeración.
Como parte final dependiendo de la arquitectura de sistema de refrigeración se tendrá que
diseñar el cuarto de maquinas, disponiendo de una área de 300 metros cuadrados para
colocar los compresores y sus bases, los condensadores de amoniaco, intercambiador de
calor lado amoniaco-glicol y la unidad URL, y de esta manera tener el circuito de tubería de
glicol hacia la línea de envasado debidamente aislados todos los equipos para evitar pérdidas
de temperatura por la acción del medio ambiente el cual genera condensación en las tuberías,
el aislamiento del área de llenado tendrá que ser de lamina de acero inoxidable, con el objetivo
de mantener sanitaria el área de envasado, únicamente los accesorios no serán aislados.
Alcance del trabajo
Desarrollar un sistema de refrigeración, partiendo de la reutilización del equipo
disponible en planta, el cual ya es de uso, dentro de este desarrollo se contempla la
construcción del cuarto de maquinas con los servicios adecuados para la correcta operación
de los compresores, el cálculo de los equipos a instalar y el análisis de la factibilidad de ocupar
los equipos ya existentes, así como la instalación y puesta en marcha de acuerdo al diseño
que se determine según los cálculos.
CAPITULO 1
1.1
1.2
1.3
1.4
1.5
1.6
Introducción a los sistemas de
Refrigeración con amoniaco
Definición de conceptos básicos
Principios de refrigeración
Funcionamiento del ciclo de refrigeración por compresión
Transferencia de calor
Refrigerantes
Diagrama P-h y cálculos básicos para el compresor
1
2
4
7
14
16
28
Capitulo 1
Introducción a los sistemas de refrigeración con amoniaco
1.1
Definición de conceptos básicos
Calor específico: El calor específico de una sustancia es su capacidad relativa de absorber calor
tomando como base la unidad de agua pura, y se define como la cantidad de kilocalorías (BTU),
necesarias para aumentar la temperatura de un kilo (libra) de cualquier sustancia 1 grado centígrado (1
°F).
Por definición el calor específico del agua es 1.0, pero la cantidad de calor necesario para aumentar la
temperatura de otras sustancias varía. Se requieren únicamente 0.64 kilocalorías por kilo (0.64 BTU por
libra), para aumentar la temperatura de un kilo (libra) de mantequilla 1 °C (1 °F), y solo 0.22
kilocalorías (BTU), para aumentar la temperatura de un kilo (libra) de aluminio 1 °C (1 °F). Por lo tanto
los calores específicos de estas sustancias dos sustancias son 0.64 y 0.22 respectivamente.
Calor sensible: Se define como el calor que provoca un cambio de temperatura en una sustancia. En
otras palabras, es como su nombre lo indica, el calor que puede percibirse por medio de los sentidos.
Cuando la temperatura del agua se eleva de 0 °C a 100 °C, hay también un aumento de calor sensible.
Calor latente: Es el calor necesario para cambiar un sólido en estado liquido, o un liquido es estado
gaseoso sin variar la temperatura de la sustancia. La palabra latente significa oculto, ósea, que este
calor requerido para cambiar el estado físico de una sustancia no es percibido por los sentidos.
Calor latente de fusión: El cambio de una sustancia de sólido a líquido o de líquido a sólido, requiere
calor latente de fusión. Este también puede llamarse calor latente de licuefacción o calor latente de
congelación.
Cuando se derrite un kilo (libra) de hielo, este absorbe 80 kilocalorías (144BTU), a una temperatura
constante de 0*C (32 °C), del mismo modo, cuando se congela un kilo (libra) de agua para convertirla
en hielo, deben sustraerse 80 kilocalorías (144BTU) a una temperatura constante de 0 °C (32 °F). En la
congelación de productos alimenticios, únicamente se considera el calor latente del porcentaje de agua
que contienen, por lo tanto; el calor latente se conocerá determinando el porcentaje de agua que existe
en dichos productos.
Generalmente los usuarios confunden la palabra refrigeración con frío y con enfriamiento, sin embargo;
en la práctica de ingeniería la refrigeración trata casi enteramente con la transmisión de calor.
La termodinámica es una rama de la ciencia que trata sobre la acción mecánica del calor. Existen
ciertos principios fundamentales como las leyes termodinámicas, las cuales son básicas para el estudio
de la refrigeración, la primera y mas importante de estas leyes dice “la energía no puede ser creada ni
destruida, solo puede transformarse de un tipo de energía en otra.
Calor: Es una forma de energía creada principalmente por la transformación de otros tipos de energía
de calor. Por ejemplo la energía mecánica que opera una rueda causa fricción y crea calor. Calor es
definido frecuentemente como energía en transito, ya que siempre esta transmitiéndose de los cuerpos
calidos a los cuerpos fríos.
Existe a cualquier temperatura arriba de cero absoluto, incluso en cantidades extremadamente
pequeñas. Cero absoluto es el termino usado por los científicos para describir la temperatura mas baja
que teóricamente es posible lograr en la cual no existe calor y que es de -273 °C (460 °F).
2
La temperatura más fría que podemos sentir en la tierra es mucho mas alta en comparación con esta
base.
Temperatura de saturación: Saturación es la condición de temperatura y presión en la cual el liquido y
el vapor pueden existir en ebullición (para el nivel del mar, la temperatura de saturación del agua es de
100°C (212°F)). A presiones más altas, la temperatura de saturación aumenta.
Vapor sobrecalentado: Cuando el líquido cambia a vapor, cualquier cantidad de calor adicional
aumentara su temperatura (calor sensible), siempre y cuando la presión a la que se encuentre
expuesto se mantenga constante. El termino vapor sobrecalentado, se emplea para denominar un gas
cuya temperatura se encuentre arriba de su punto de ebullición o saturación. El aire a nuestro alrededor
contiene vapor sobrecalentado.
Líquidos subenfriados: Cualquier liquido que tenga una temperatura inferior a la temperatura de
saturación, correspondiente a la presión existente; se dice que se encuentra subenfriado. El agua a
cualquier temperatura por debajo de su temperatura de ebullición (100 °C al nivel del mar), esta
subenfriada.
Presión atmosférica: La atmosfera, alrededor de la tierra esta compuesta de gases como el oxigeno y
el nitrógeno, el peso de esta atmosfera sobre la tierra crea la presión atmosférica. La presión
atmosférica es relativamente constante, excepto por pequeños cambios debidos a las diferentes
condiciones atmosféricas. Con el objeto de estandarizar y como un referencia básica para su
comparación, la presión atmosférica a nivel del mar ha sido universalmente aceptada y establecida a
1.03 kilos por centímetro cuadrado (14.7 libras por pulgada cuadrada) lo cual es equivalente a la
presión causada por una columna de mercurio de 760 milímetros de (22.92) pulgadas de alto. En
alturas sobre el nivel del mar, la altitud de la capa atmosférica que existe sobre la tierra es menor por lo
tanto la presión atmosférica es solo de 0.86 kilos por centímetro cuadrado (12.2 libras por pulgada
cuadrada).
Presión absoluta: Generalmente la presión absoluta se expresa en términos de Kg/cm2 (lb/in2), y se
cuenta a partir del vacío perfecto en el cual no existe presión. Por lo tanto, en el aire a nuestro
alrededor, la presión absoluta y la atmosférica son iguales.
Presión manométrica: Un manómetro de presión esta calibrado para leer 0.0 kilos por centímetro
cuadrado (0 libras por pulgada cuadrada), cuando no esta conectado a algún recipiente con presión,
por lo tanto la presión absoluta de un sistema cerrado será siempre la presión manométrica mas la
presión atmosférica. Las presiones inferiores a 0 kg/cm2 (PSIG) sin realmente lecturas negativas en los
manómetros U, se llaman milímetros (pulgadas) de vacío. Un manómetro de refrigeración mixto
(compound), esta calibrado en el equivalente de milímetros (pulgadas) de mercurio por las lecturas
negativas. Puesto que 1.03 kg/cm2 (14.7 psi) son equivalentes a 760 milímetros (29.92 pulgadas) de
mercurio, un kg/cm2 (PSI) equivale aproximadamente a 738 milímetros (29.05 pulgadas) de mercurio.
Tonelada americana de refrigeración: Aún en nuestro país es muy frecuente hablar de toneladas de
refrigeración, la cual es realmente una unidad americana, basada en el efecto frigorífico de la fusión del
hielo. La tonelada de refrigeración puede definirse como la cantidad de calor absorbida por la fusión de
una tonelada de hielo sólido puro en 24 horas, puesto que el calor latente de fusión de una libra de
hielo es de 144 BTU, el calor latente de una tonelada (2000 libras) de hielo será 144 x 2000; ósea
288,000 BTU por 24 horas. Para obtener el calor por hora es necesario dividir entre las 24 horas, lo
cual da la cantidad de 12,000 BTU/HORA, que recibe el nombre de “Tonelada de Refrigeración”.
3
Puesto que el calor latente del hielo en el sistema métrico es de 80 kilocalorías, y que una tonelada
americana es igual a 907.185 kilos, la tonelada de refrigeración es igual a 80 x 907.185; ósea 72,575
kilocalorías por 24 horas ósea 3024 kilocalorías por hora.
1.2
1.2.1
Principios de refrigeración
Significado de refrigeración
Se entiende por refrigeración el acto de enfriar un objeto para que su temperatura sea mas baja que la
ambiental. Es por ello que el convertir el agua hirviendo en agua caliente no es refrigeración si no
enfriamiento.
1.2.2
Porque se puede enfriar un objeto en el refrigerador
El principio del refrigerador es en resumidas cuentas, enfriar un objeto quitándole calor por medio de la
evaporación de un líquido, propenso a esta acción, tal como el amoniaco o el freon licuado que se
evaporan a bajas temperaturas.
Supongamos que el amoniaco o el freon licuado que se usan para los refrigeradores hacen contacto
con nuestro cuerpo, los líquidos mencionados se evaporan, de la misma forma que el alcohol, nos
quitan calor del cuerpo, este calor es equivalente al calor de la evaporación de los líquidos
mencionados. Una característica importante de estos líquidos es que tienen una alta propensión a
evaporarse. En términos mas concretos, se tratan de sustancias que se evaporan activamente a
temperaturas bajo cero (el caso del amoniaco esta e de -33 °C). Por esta razón el líquido que se haya
pegado al cuerpo humano, enfría a este al convertirse en un líquido frío o más bien lo congela si se
trata de cantidades mayores.
En lo que se refiere al mecanismo del refrigerador un líquido del tipo químico como el amoniaco o el
freon, que tienen una acción intensa de enfriamiento, se someten a una evaporación en el tubo de
enfriamiento, en cantidades masivas, de tal manera que el mismo tubo se enfría ocasionando también
que se enfríe el refrigerador, en general se trata de enfriar un producto quitándole el calor necesario
para evaporar el liquido propenso a evaporación en el tubo de enfriamiento.
1.2.3
Calor y método de transferencia de calor
Podemos definir al calor como una energía en movimiento constante, el calor de fusión es el calor
necesario para derretir un objeto sólido, el calor de vaporización es el calor necesario para convertir un
líquido en estado gaseoso, el calor de sublimación es el calor necesario para convertir un sólido en
estado gaseoso.
El calor se transmite por medio de las tres acciones:
Conducción: La acción del calor que se transmite en el objeto.
Convección: La acción de calor que se transmite mediante un movimiento de gas o liquido.
Radiación:
La acción de calor que se transmítela igual que la luz, sin contar con ningún vehiculo.
1.2.4 Ciclo de refrigeración normal
El principio de la refrigeraron se basa en la evaporación del amoniaco liquido que fluye en el
evaporador, el refrigerante liquido no se puede evaporar a una temperatura de inferior a los 0 grados
centígrados cuando tiene una presión alta, es por ello que se debe succionar el amoniaco evaporado
del evaporador por medio del compresor,
4
con el fin de que no se altere la presión dentro de dicho evaporador, al bajar la presión el amoniaco
liquido se evapora a una temperatura baja. Por otro lado, el vapor tiene que ser licuado nuevamente
para restituirlo al estado en que su capacidad como refrigerante permita reutilizarlo, para lograr
nuevamente el estado liquido es necesario aumentar la presión del gas, el compresor aumenta la
presión y esta elevación de presión ocasiona se eleve la temperatura del gas (al estar el gas dentro del
compresor, se contamina con partículas de aceite, provenientes de la lubricación del mismo, estas se
eliminan en el separador de aceite).
El gas se introduce en el condensador para enfriarse con agua. Es por ello que el gas con alta presión
se convierte en líquido al ser enfriado en el condensador. Este gas licuado retorna al recipiente en que
estaba al principio, alimentándose denuedo al evaporador primeramente pasando por la válvula de
expansión que hace que baje la presión del refrigerante y controla la capacidad del sistema, a este
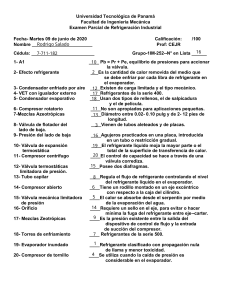
proceso se le conoce como ciclo de refrigeración. Cabe agregar que al recipiente que contiene el
líquido de refrigeración se le denomina recibidor. En la Figura 1.1 se observa el ciclo de refrigeración.
3
1
4
5
6
8
7
1. Separador de aceite.
2. Compresor.
3. Agua de enfriamiento.
4. Condensador.
5. Calor.
6. Recibidor.
7. Tubo de enfriamiento.
8. Válvula de expansión.
9. Evaporador.
10. Calor.
9
2
10
Figura 1.1: Diagrama del ciclo de refrigeración normal
1.2.5
Que sucede con el calor extraído de los productos al ser refrigerados por el evaporador
El vapor que se genero en el evaporador, al absorber el calor de los productos refrigerados, pasa por el
compresor y llega al condensador, en donde se descarga dicho calor.
1.2.6
Tipos de compresor
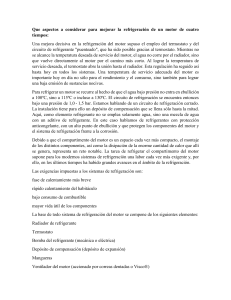
Los compresores de tamaño chico y mediano, son de tipo reciprocante. Los compresores de mayor
capacidad en cambio, son del tipo rotativo o tipo tornillo (véase Figura 1.2 y 1.3). El compresor de
tamaño mas grande a estos es del tipo centrifugo (compresor turbo), que comprime es gas bajo el
mismo principio teórico que la bomba espiral. Este compresor centrífugo comprime el vapor arrojado a
una alta velocidad, por medio de la turbina que gira a muy altas RPM.
5
Su uso principal es para aire acondicionado en edificios grandes. Consta de dos rotores helicoidales de
ejes paralelos, engranados entre sí que giran dentro de una carcaza o envolvente. Uno de los tornillos
presenta lóbulos y otros entrantes en que se introducen los lóbulos.
El rotor de lóbulos suele ser el movido por el motor e imprime movimiento al otro mediante el engrane.
Las velocidades de rotación suelen no ser menores de 2000 rpm. ni mayores de 12000 rpm. El gas
ingresa al interior de la carcaza por uno de los extremos de los tornillos; es atrapado en el espacio
entre dos filetes consecutivos y la envolvente, y trasladado hasta la boca de salida, en el otro extremo
de los tornillos. Dicho espacio conteniendo gas reduce su volumen al llegar a la pared posterior de la
cámara, antes de descubrirse la lumbrera de escape.
Cuando se tiene que enfriar mucho el evaporador, a veces, no se puede comprimir el vapor al mismo
nivel de la presión del evaporador con un solo compresor, ya que se registra una considerable caída de
presión del vapor contenido en el evaporador. En este tipo de compresor, conocido como compresor
para baja temperatura, lo primero que se hace es comprimir el vapor a baja presión generado en el
evaporador, hasta que dicho vapor obtenga una presión media por medio de un compresor a baja
presión. El gas que se caliente debe ser comprimido, se enfría en el interenfriador, succionándose por
el compresor de alta presión, el cual lo comprime una vez más hasta que el gas alcance a tener la
misma presión que el condensador. Este sistema se conoce como compresión de doble etapa.
El compresor para amoniaco o freon utiliza este sistema de compresión de doble etapa cuando la
temperatura de vaporización es de -30 °C. Cuando se trata de una temperatura mas baja entre 60 y 70
°C bajo cero a veces se tiene que comprimir el gas en tres etapas. El compresor de este tipo se le
conoce como de tres etapas.
Sin embargo, el sistema de compresión de doble o triple etapa casi no se utiliza en la actualidad, ya
que el refrigerante de uso ordinario por ser tan baja la temperatura, el vapor del refrigerante baja de
densidad por cual un solo compresor reciprocante no succiona el vapor suficiente.
Los anteriores compresores mencionados son del tipo mecánico, existen también otro tipo de
compresores como los de tipo de inyección de vapor, de succión y de absorción. Pero estos casos no
se explicaran en presente proyecto.
Figura 1.2: Compresor reciprocante
Figura 1.3: Compresor rotativo o tornillo
6
1.3
1.3.1
Funcionamiento del ciclo de refrigeración por compresión
Comportamiento del refrigerante en el ciclo de refrigeración por compresión
El ciclo de refrigeración por compresión consiste en efectuar la refrigeración aprovechando el calor que
se genere al evaporarse un refrigerante líquido, frío y a baja presión (amoniaco liquido, por ejemplo).
Brevemente, el ciclo de refrigeración se puede iniciar cuando el compresor succiona el vapor de
amoniaco comprimiéndolo de manera que se incremente su presión, este gas de amoniaco a alta
presión, se enfría en el condensador, mediante el agua de enfriamiento y se almacena en el recibidor
en forma liquida, pasa por la válvula d expansión, por el evaporador y retorna al compresor.
El alimentar amoniaco líquido al evaporador, no significa que se pueda obtener amoniaco frío, o que
ese liquido se evapore por si solo, si no que requiere del ciclo de refrigeración. El que el amoniaco
liquido cuya temperatura no difiera mucho de la temperatura atmosférica; se enfría al pasar del
recibidor del liquido al evaporador, así como que dicho liquido se evapore aún frío, se debe a que tanto
la válvula de expansión como el compresor mantienen la presión ideal en el interior del evaporador de
un nivel mucho mas bajo que la del recibidor de liquido.
El líquido suele evaporarse aun estando frío al reducirse la presión. La temperatura a la que un líquido
hierve a determinada presión atmosférica se denomina punto de ebullición. Lo mismo puede decirse del
amoniaco líquido, mientras este no se evapora al permanecer en el recibidor de líquido debido a su alta
presión, una parte del amoniaco liquido que esta tibio se evapora, por que la válvula de expansión
actúa como reductora de presión antes de entrar al evaporador.
En resumen un ciclo de refrigeración, se puede iniciar cuando el compresor succiona, el vapor
refrigerante, comprimiéndolo de manera que se incremente su presión; este gas refrigerante de alta
presión se enfría o se condensa (cambia de fase gaseosa a liquida), denominándole calor latente,
después pasa por un dispositivo de expansión cuya función principal es la de bajar la presión del liquido
refrigerante, para que este pueda evaporarse, y así ceder su calor latente de vaporización en el
evaporador o enfriador de salmuera para retornar al compresor iniciando nuevamente el ciclo.
El amoniaco líquido se evapora utilizando plenamente su propio calor, es por ello que el amoniaco
líquido se va enfriando hasta tener una temperatura determinada que corresponda a la presión en el
interior del evaporador. Hasta que valor se debe reducir la presión para obtener amoniaco liquido frío?.
La tabla 1.1 nos indica la relación entre la temperatura y la presión del amoniaco.
7
Presión de evaporización
Temp. (°C) de
Presión (escala de
saturación
saturación kgf/cm2)
0
-2
-4
-6
-8
-10
-12
-14
-16
-18
-20
-22
-24
-26
-28
-30
Presión de condensación
Temp. (°C) de
Presión (escala de
saturación
saturación kgf/cm2)
3.34
3.03
2.73
2.45
2.18
1.93
1.70
1.48
1.23
1.08
0.91
0.74
0.59
0.44
0.31
0.19
40
35
30
28
26
24
22
20
18
16
14
12
10
8
6
4
14.8
12.7
10.9
10.2
9.51
8.88
8.28
7.71
7.16
6.64
6.15
5.68
5.24
4.81
4.42
4.04
Tabla 1.1: Relación entre temperatura y presión del amoniaco
Para poder evaporar el amoniaco liquido a una temperatura determinada basta conocer la presión
correspondiente a dicha temperatura que se localiza en el Cuadro anterior. En otras palabras, se puede
obtener la temperatura de amoniaco líquido frío que se desea solamente manteniéndose la presión en
el interior del evaporador.
Eso es indicativo, que cuanto mas baja la presión en el evaporador, mas frío se encuentra el amoniaco
liquido. Por tener una temperatura mas baja que los que lo rodean, este amoniaco se calienta por el
calor emitido por el medio circundante sin que se eleve la temperatura, por el solo hecho de
evaporarse, al igual que lo que sucede con el agua al llegar a su punto de ebullición. El vapor de
amoniaco, consecuencia de la evaporación del amoniaco liquido, es igualmente frío en la medida en
que se mantiene la temperatura del liquido, y se puede afirmar que mientras haya residuos de liquido,
su temperatura no sube por encima de un valor determinado, ya que en este contexto si funciona la
relación presión temperatura del anterior cuadro mostrado. Si el líquido se continúa calentando aun
después de que se evapore totalmente dentro de un recipiente hermético, se termina la evaporación y a
partir de este momento, se eleva la temperatura de este amoniaco gaseoso.
También el condensador es un recipiente en donde coexisten líquido y gas. Por lo tanto, se puede
determinar la presión del condensador a partir de la temperatura del líquido generado al condensarse
en el condensador. La presión del condensador puede medirse con cierto grado de precisión por
medio del manómetro de alta presión (manómetro de descarga), instalado en el compresor.
8
Así mismo se puede decir del recipiente de amoniaco (bomba), que contiene amoniaco líquido, en la
parte superior de dicho recipiente prevalece el vapor amoniaco y en la parte inferior del mismo se
encuentra el amoniaco líquido. La presión del vapor de amoniaco puede determinarse a partir de la
temperatura del amoniaco líquido.
1.3.2
Efecto del aire residual como gas no condensable en un refrigerante en estado gaseoso
Supongamos la siguiente situación: el manómetro de alta presión (manómetro de presión de descarga)
del compresor para amoniaco esta indicando 15 kgf/cm2; por otra parte, la temperatura del agua de
enfriamiento del condensador no ha rebasado los 25 °C y mantiene un flujo suficiente. Los tubos de
enfriamiento del condensador no están sucios y la temperatura de condensación del amoniaco liquido
no es superior a 30°C, si el calculo de la presión se hace a partir del Cuadro 1.1 y bajo estas
condiciones de operación, la presión de descarga debería de ser 10.9 kgf/cm 2, entonces en donde
radica el problema?.
Podemos atribuir en primera instancia que la causa de esta diferencia es que se haya mezclado aire
con amoniaco vaporizado y que éste permanezca en el condensador. La relación Presión-Temperatura
señaladas en el Cuadro 1.1 tienen como condición previa que el amoniaco sea puro, libre de aire. La
mezcla de aire impide que el vapor de amoniaco se convierta en líquido sin aumentar la presión por la
parte correspondiente de aire, esto se puede expresar en la siguiente formula:
Presión del gas =
en el interior del
condensador
Presión del
refrigerante
gaseoso
Presión del aire
+
La presión del Cuadro 1.1 no toma en consideración la presión del aire, por lo cual, la presión real se
tiene que obtener agregando la presión del aire con las cifras proporcionadas por dicha tabla. Dicho
residuo de aire obstaculiza la licuefacción de vapor de amoniaco, lo cual incrementa aún más la presión
del condensador.
Los lugares más susceptibles de admitir el aire al sistema se encuentran en los empaques del
compresor, los acoplamientos de tubo, válvulas etc.
1.3.3
Funcionamiento del compresor
1.3.3.1
Compresión de vapor
El compresor sirve para elevar la presión del refrigerante evaporado, comprimiendo el vapor. Por
medio del compresor, el refrigerante transfiere el calor desde un lugar frío hasta uno caliente,
haciéndolo fluir por lo que se llama ciclo de refrigeración.
9
Está provisto de una cámara de compresión constituida por un cilindro de sección circular, con una
"tapa" fija ("cabeza" o "culata") y otra móvil l ("pistón"). Válvulas de admisión y escape permiten el
acceso del gas a comprimir y la salida del gas comprimido. Un motor hace girar un cigüeñal.
A través de una biela, el pistón adquiere un movimiento alternativo entre las dos posiciones extremas,
de velocidad nula, llamadas punto muerto superior (P.M.S.) la más alejada del cigüeñal y punto muerto
inferior (P.M.I.) la otra. Véase la Figura 1.4 del proceso de operación del equipo.
Figura 1.4: Proceso de compresión en un compresor reciprocante
Al moverse el pistón hacia abajo, pasa vapor de baja presión a través de la válvula de succión. En la
carrera ascendente el vapor es comprimido y luego es descargado como vapor a alta presión a través
de la válvula de descarga.
1.3.3.2
Compresión de isotérmica, politrópica y adiabática
Compresión isotérmica: El esquema de compresión en que el enfriamiento del cilindro y del pistón
sea perfecto, de manera que no se altere la temperatura del vapor antes y después de la compresión,
es solo posible a nivel teórico por ser mínimo el trabajo requerido para la compresión. La elevación de
la presión que se registra al comprimirse un gas se expresa con la siguiente formula:
p1V1=p2V2
Donde:
P1= Presión absoluta del vapor antes de comprimirse
P2= Presión absoluta del vapor después de comprimirse
V1= Volumen del vapor antes de la compresión
V2= Volumen del vapor después de la compresión
Compresión politrópica: Pese a las pequeñas fugas de calor que se registran durante la compresión,
se observa un incremento de la temperatura del vapor después de la compresión. Este es el sistema
más utilizado en compresores;
10
el trabajo requerido para la compresión es mayor que el de la compresión isotérmica, pero menor que
el de la compresión adiabática. Por otra parte la proporción de presiones que se registran en mayor que
en la compresión isotérmica pero menor que en la compresión adiabática. El incremento de la presión
que se registra al comprimirse el vapor queda mostrada por la siguiente formula:
p1Vn1=p2Vn2
1<n<cp/cv
Donde:
Cp: Temperatura especifica isobarica (medida cuando se calienta manteniendo la presión del vapor
constante).
Cv: temperatura especifica isovolumétrica (medida cuando se calienta manteniendo el volumen del
vapor constante).
Compresión adiabática: Es una forma de compresión en la que se evita completamente la fuga de
calor hacia el exterior por medio de un aislamiento perfecto en el cilindro y el pistón. El ascenso de
temperatura que se registra después de la compresión es mayor que las dos formas de compresión
antes mencionadas, requiriéndose mayor trabajo para efectuar la compresión. La proporción de la
elevación de presión es mayor que las dos primeras y se expresa por la siguiente formula:
p1Vk/2=p2V2k/2
Donde
K=Cp/Cv
Con respecto a la elevación de la temperatura del gas se tiene lo siguiente:
T
p1
T
p2
k 1
k
1
2
Para los valores de K observe la tabla 1.2
Valores de K
Aire
1.4
Freon12
1.135
Freon 500 1.127
Cloruro de metilo 1.2
Amoniaco 1.3
Freon 22 1.18
Freon 502 1.132
Tabla 1.2: Valores de K
11
1.3.4
Funcionamiento del condensador
El condensador sirve para licuar el gas enfriándolo; en la mayoría de los casos, se utiliza agua para
enfriar el gas (sistema de enfriamiento por agua), sin que se descarte el uso de aire (sistema de
enfriamiento por aire), en condensadores de tamaño pequeño. Actualmente los condensadores ocupan
ambas opciones pera mejorar la operación del sistema.
El sistema de enfriamiento por agua permite la transferencia del calor que tiene el refrigerante gaseoso
al agua de enfriamiento por la pared del tubo de enfriamiento. El grosor de la pared del tubo oscila
entre 3 y 5 milímetros, realmente no obstruye dicha transferencia calorífica, dado que algunos metales
como el hierro, cobre y latón son buenos conductores de calor.
La transferencia calorífica se vuelve ineficiente cuando se deposita sarro o una película de aceite en el
interior o exterior del tubo según sea el caso por mas delgadas que sean. El sarro y la película de
aceite no son buenos conductores de calor, estos apenas conducen 1/40 y 1/400 del calor que conduce
el hierro respectivamente, por consiguiente 1 mm de sarro depositado, 0.1 mm de la película de aceite
formado en la superficie del tubo de hierro, equivale a que el tubo tenga 40 mm de grosor.
1.3.5
Funcionamiento del evaporador
El evaporador es en donde el refrigerante líquido se evapora a temperaturas bajas y se lleva acabo la
acción de refrigeración. Existe gran variedad en cuanto a su estructura, desde una forma U de tubo de
acero o cobre hasta una cilíndrica hecha con lámina de acero. Independientemente de la diferencia de
forma, lo importante es que se transfiera bien el calor desde el exterior hasta el refrigerante líquido que
contiene el evaporador. Es por ello que el evaporador se diseña para cumplir con este requisito.
El tubo de enfriamiento colocado en el interior del refrigerador es un ejemplo de evaporador, al
enfriarse el evaporador, la humedad que prevalece en el aire se condensa, convirtiéndose en hielo y
cubriendo el exterior del tubo de enfriamiento, este hielo no conduce bien el calor, impidiendo la
transferencia de calor como si el evaporador fuera cubierto de una capa aislante.
Una caída de presión en el evaporador exige una mayor compresión, obligando a una considerable
expansión del volumen, aun cuando el peso de mantenga constante, esto ocasiona como consecuencia
que el vapor quede diluido. El calor sin embargo, cambia en función de su peso y no de su volumen,
cuando se duplica el peso del vapor, producto de la evaporación; también se duplica el calor de la
evaporación, por lo que la capacidad de evaporación solo concierne al peso del vapor al ser
succionado por el compresor y no tiene nada que ver con su volumen.
Sucede entonces que cuando la presión del vapor sufre alguna caída y se incrementa su volumen en
relación a su peso, la capacidad de refrigeración se ve reducida considerablemente. Es preciso hacer
todo lo posible para no reducir la temperatura de evaporación. Queda de manifiesto con todo lo
anterior, que la temperatura del evaporador debe ser mantenida al nivel en que el líquido se evapore
completamente a la salida del evaporador.
12
1.3.6
Funcionamiento de la válvula de expansión
La válvula de expansión esta diseñada para oponer una resistencia al flujo del refrigerante liquido. El
que se mantenga baja la presión del evaporador, se atribuye a la función de la válvula de expansión y
del compresor, aun cuando el compresor succione el refrigerante evaporado sin cesar, la presión del
evaporador no se puede reducir de haber un flujo cuantioso del líquido proveniente de la válvula de
expansión.
Así que el ajuste de la presión del evaporador se hace por medio de la apertura y cierre de la válvula de
expansión. Cuando la válvula esta demasiado abierta, la presión en el evaporador se incrementa,
ocasionando que el compresor succione vapor mezclado con liquido, al presentarse esta situación el
cabezal del cilindro del compresor genera escarcha y se denomina compresión en húmedo, es decir el
compresor comprime el vapor que contiene gotas microscópicas de liquido, estas se evaporan, y se
enfría el gas de descarga dejando la escarcha en el cilindro.
La base de la refrigeración es el utilizar la capacidad de refrigeración del refrigerante en su totalidad,
por lo que al succionar vapor que aun tiene capacidad de refrigeración se provoca desperdicio del
mismo. Además estas gotas succionadas por el cilindro, que se convierten en vapor dentro del mismo
impiden la succión del vapor en el volumen adecuado, reduciendo aun más la capacidad de
refrigeración.
El fenómeno conocido como regreso de liquido, es el acumulamiento de liquido en el compresor, a
medida que se realiza el proceso de compresión se tiene una cantidad de liquido cada vez mayor
dentro del mismo, el liquido opone mayor resistencia para fluir por la válvula de descarga, dando lugar
a que el cilindro quede lleno de liquido, esto genera una presión de liquido extremadamente alta,
ocasionado lo que se conoce como bloqueo de liquido, reconociéndose por los ruidos anormales en el
compresor. Estas altas presiones pueden llegar al extremo de romper el compresor cuando el bloqueo
del líquido es sumamente violento.
Una solución a este problema es cerrar un poco la válvula de expansión; esta medida implica que el
flujo de líquido se reduzca aumentando, en consecuencia, la resistencia al flujo, reduce la presión, con
la consecuente reducción en la temperatura del evaporador. Al cerrar la válvula de expansión, se
transfiere un gran volumen de calor desde el exterior ocasionando que el liquido alimentado al
evaporador se evapore por completo, el compresor trabaja succionando gas totalmente seco y se
conoce como compresión en seco.
En lo que se refiere al compresor de amoniaco, la compresión en seco que se hace, en base a un gas
ligeramente calentado, o para ser mas concreto, un gas con 5 °C mas alto que el liquido a ser
evaporado, muestra la mayor eficacia; así la escarcha alcanza apenas la válvula de succión y no se
deposita en el cilindro del compresor.
De cerrar demasiado la válvula de expansión, sin embargo, se incrementa la resistencia al flujo del
líquido provocando que se reduzca el volumen que entra y la presión del evaporador. Al mismo tiempo,
baja la temperatura junto con la disminución en la presión. Ello permite que un gran volumen de calor
se transfiera desde el exterior al interior del evaporador, por lo cual el liquido se convierte
completamente en vapor antes de llegar a la salida del evaporador, este vapor se caliente bastante,
debido al calor; cuando es succionado por el compresor y al comprimirlo le incrementa mas su
temperatura, lo cual impide que se deposite escarcha en el tubo de succión, produciéndose una serie
de anomalías tales como el deterioro en la calidad del aceite lubricante, se genera hollín.
13
1.3.7
Sistema de refrigeración por expansión directa y por salmuera
Los sistema de refrigeración que se aplican en los equipos de refrigeración se dividen en dos, uno
conocido como de expansión directa, que consiste el pasar el refrigerante directamente por el tubo de
enfriamiento que se encuentra en contacto con el área a refrigerar; y otro que se denomina sistema de
refrigeración por salmuera, que cuenta con un flujo de salmuera (en general se utiliza una solución
acuosa de cloruro de calcio) enfriada previamente por el refrigerante en el tubo de enfriamiento
(intercambiador de calor).
1.4
1.4.1
Transferencia de calor
Transferencia de calor y resistencia
El calor se transfiere de una zona de mayor temperatura a una de menor temperatura. Cuando hay una
mayor resistencia en el medio por el cual fluye el calor, resulta más difícil que se transfiera el calor a
menos que haya una considerable diferencia de temperaturas. Es sabido que la resistencia al flujo de
calor es una característica específica de algunos materiales y se refleja en la forma en que fluye el
calor en dicho material. Los materiales como el oro, plata, cobre, aluminio y hierro, entre otros, se
caracterizan por su alta conductividad térmica y por eso se conocen como buenos conductores.
Tales características revisten mayor importancia al ser cuantificadas por medio del manejo del
coeficiente de transferencia de calor (Kcal/m h °C). Se sabe que (Kcal/h), son las calorías que se
transfieren por hora y es proporcional a la diferencia de temperaturas que existen entre dos fases en
(°C) así como, a la superficie de transferencia de calor “A” (m2) y esta en razón inversa a la distancia
que se traslada el calor “L” (m). La constante proporcional se conoce como coeficiente de transferencia
de calor. La siguiente Tabla 1.3 se muestra dicho coeficiente de transferencia de calor de varios
materiales (λ).
Tipo de material
Acero
Cobre
Aluminio
Aire
Agua
Hielo
Componentes de pared aislante
Madera
Hormigón armado
Placa de corcho carbonizado
Espuma de poliuretano
Espuma de poliestireno
Colchonete de fibra
Coeficiente de transferencia de
calor Kcal/mh*C
40---50
300
175
0.02
0.51
1.9
0.09---0.11
0.7---1.2
0.045
0.02---0.03
0.03---0.035
0.03---0.04
Tabla 1.3: Coeficiente de transferencia de calor (λ)
14
1.4.2
Transferencia de calor por convección
Cuando existen dos fluidos con temperaturas diferentes, separado por una superficie, el calor que tiene
el fluido con mayor grado de temperatura se transfiere al otro fluido más frío mediante la pared.
Todo lo que se refiere al mecanismo global de transferencia de calor, es necesario que exista una
diferencial de temperaturas, la que permite que el calor de un refrigerante se transfiera, al agua de
enfriamiento, como ejemplo de un condensador, en donde circula amoniaco a alta temperatura y
presión en el interior del serpentín y en el exterior circula agua de enfriamiento la cual por medio de
convección elimina el calor del amoniaco. Dicha diferencial de temperaturas tendrá que ser mayor
cuando se tenga una mayor resistencia al mecanismo de transferencia de calor, por ejemplo cuando se
pega una película de aceite al tubo de enfriamiento en contacto con el refrigerante, o se deposita sarro
en la superficie en contacto con el agua, es necesario que el diferencial de temperaturas sea mayor
que cuando no se presentan dichos problemas, puesto que el aceite y el sarro no son buenos
conductores térmicos. Esto implica que la temperatura del agua de enfriamiento se mantenga sin
cambio y que la del refrigerante (temperatura de condensación del refrigerante) se vea incrementada, lo
que se traduce en la caída en la eficiencia del ciclo de refrigeración.
De manera general el flujo de calor que ocurre entre un fluido y la superficie de un cuerpo sólido se le
conoce como transferencia de calor por convección. Ahora bien en lo que respecta a la transferencia de
calor entre el fluido y la superficie de un cuerpo sólido, se observa que al ser mayor la velocidad del
fluido disminuye el espesor de la capa inmóvil del fluido ubicado cerca de la superficie del cuerpo
sólido, lo cual permite que el calor se transfiera con mayor facilidad. Dicho de otro modo el coeficiente
de transferencia de calor se incrementa.
1.4.3
Transferencia de calor por conducción
Se entiende un fenómeno en el que se transmite el calor por medio de un sólido, al igual que el calor se
transmite desde el vapor del refrigerante al agua de enfriamiento a través de la pared del tubo de
transferencia de calor, o bien el calor del exterior que alcanza a penetrar la pared aislante de un
refrigerador, el termino equivalente al concepto de conducción es “flujo penetrante de calor”.
El volumen de transferencia de calor unitario Kcal/h se expresa por la siguiente formula
Ф= K(A)(t1-t2)
(t1-t2) representan las temperaturas de los fluidos medidos en ambos lados de la pared.
A
superficie que cubra el calor transferido (m2).
Ф
Volumen de transferencia de calor (Kcal/h).
1.4.3.1
Proporción de transferencia de calor
El valor “K” (Kcal/m2h), se determina en función de la proporción de transferencia de calor entre las dos
superficies de la pared, el espesor de la misma y la proporción de transferencia de calor de los
componentes de la pared. Puesto que la transferencia de calor varia en cada capa que es constitutiva
de la pared, la resistencia en la transferencia de calor en la totalidad de la pared, aparece como la
suma de las resistencias que se dan en cada capa. Tomando lo anterior en consideración, la
proporción de transferencia de calor en su totalidad se determina con la siguiente formula.
15
K
1
1
1
l
1
l
2
l
...
3
1
2
Donde:
,
1
Coeficiente de transferencia de calor en la superficie de la pared en Kcal/m2h°C.
2
L
Λ
Espesor de la pared en (m).
Coeficiente de transferencia de calor en (Kcal/mh°C).
1.4.3.2
Diferencia de temperatura
Ya se ha mencionado que la transferencia de calor se debe al diferencial de temperatura entre dos
medios. Tratándose de la pared aislante de un refrigerador, se determina con mucha claridad la
diferencia de temperatura, a partir de la temperatura interior del refrigerador y la temperatura en la parte
exterior de dicha pared. Ello no sucede por ejemplo en el caso de un condensador de refrigeración
enfriado por agua, debido que aquí la temperatura del refrigerante corresponde a la de saturación y es
considerada constante, que aparece expresada como temperatura de condensación, el agua de
enfriamiento empieza a subir de temperatura a medida que avanza en el tubo de enfriamiento hasta
alcanzar a tener una determinada temperatura a la salida del condensador, debido a la variación
constante de la temperatura se recurre a tomar la diferencia media de temperatura como medición de la
temperatura.
1.5
1.5.1
Refrigerantes
Refrigerantes y presión
El refrigerante que se utiliza en un equipo fluye en un ciclo cerrado para efectuar la refrigeración. Una
operación de alta eficiencia no se logra sin que todas las propiedades del refrigerante sean utilizadas
plenamente. El amoniaco y el freon constituyen los refrigerantes mas utilizados en la actualidad.
El primer criterio para seleccionar un refrigerante es su punto de ebullición, entendido como la
temperatura a la que un líquido llega a hervir a presión atmosférica. Es sabido que cuanto mas bajo es
el punto de ebullición a una misma temperatura, mas se incrementa la presión de saturación.
Tomaremos como ejemplo el freon 22 cuyo punto de ebullición es -40 °C, al mantener la temperatura
de evaporación a -35, la presión del freon 22 es de 1.35 y comparada con la del freon 12 que es de
0.82 es mucho mayor bajo las mismas condiciones. Las relaciones de presión de vapor saturado y
temperatura de saturación se expresan en la Grafica 1.1 mostrada a continuación en donde se
visualizan estos datos para varios tipos de refrigerantes. En la actualidad el freon 22 abarca casi todos
los campos relacionados con el aire acondicionado, exceptuando el del automóvil. Esto no se debe a
que le punto de ebullición sea mayor, si no a la mayor concentración de vapor que se registra en la
succión del compresor (lo que significa una menor proporción de volumen de vapor), por lo que en este
sentido el freon 22 permite ahorrar un 40 % de volumen de descarga de los pistones del compresor sin
perjuicio de la capacidad de refrigeración, que representa un mayor empequeñecimiento, aligeramiento
y costo del compresor.
16
Existen varios tipos de gas licuado que se emplean como refrigerantes en el campo de la refrigeración,
algunos como el freon 11, freon 21 y freon 114 tienen relativamente baja presión, en tanto que otros
como el amoniaco, freon 12, freon 22, freon 500 y freon 502 se caracterizan por su alta presión. Es por
ello que se requiere un manejo sumamente cuidadoso del segundo grupo, que esta sujeto al control de
las autoridades respectivas y del reglamento en materia de manejo de gases de alta presión.
Grafica 1.1: Presión de vapor saturado de varios tipos de gas refrigerante
17
1.5.2
Propiedades del refrigerante
La propiedad más importante de los refrigerantes consiste en que se convierta de gas líquido sin
dificultad y que el calor latente al efectuarse la evaporación tenga un valor elevado. Cabe decir que con
un volumen pequeño de refrigerante liquido, con alto valor de calor de evaporación, se puede realizar
las operaciones de refrigeración que se desee.
El amoniaco se destaca por tener mayor volumen de calor de evaporación por lo que el equipo de
refrigeración en que se usa amoniaco como refrigerante, es mas compacto en comparación que el que
usa freon, pero la capacidad de refrigeración del primero es mayor que la del segundo. Por otra parte el
costo del amoniaco es una quinta parte del costo del freon. Gracias a estas ventajas el amoniaco se
considera como el refrigerante ideal para ser usado en los sistemas de refrigeración industrial o
equipos para fabricar hielo.
Sin embargo el amoniaco tiene sus desventajas, como su alta toxicidad, la flamabilidad, corrosión en el
cobre, y los metales con aleaciones de cobre, debido a estas desventajas el amoniaco no podrá ser
usado en lugares concurridos o en lugares en donde se tengan posibilidades de incendio. En tales
situaciones el freon es el que se emplea ya que es el menos dañino al cuerpo humano.
El freon 12 es un refrigerante de uso común, aunque con menor capacidad de refrigeración que el
amoniaco y como alternativa a este tenemos el freon 22, ya que sus características en cuanto a
capacidad de refrigeración y presión, etc., son similares con la ventaja adicional de que es menos
toxico que este. Cabe decir además, que el freon 22 es adecuado para la refrigeración de baja
temperatura.
Existe el peligro de que los refrigerantes de la familia del freon produzcan gases altamente tóxicos
como el fosgeno y el fluoruro de hidrogeno al ser expuesto al fuego o cuando llegan a tener una
temperatura elevada. No obstante esta situación preocupante se puede contrarrestar hasta cierto
punto, ya que por ser pesado el gas freon cubre las llamas del fuego desplazando el oxigeno, de esta
manera lo extingue. Fosgeno es un tipo de gas toxico que emplearon los militares alemanes durante la
Primera Guerra Mundial.
Existe una amplia variedad y tienen diferentes características que los hacen más aptos según la
aplicación. Algunos requerimientos para la selección del refrigerante apropiado son toxicidad,
inflamabilidad, aspectos económicos y ambientales.
Toxicidad: es un término relativo al grado de concentración y el tiempo de exposición. La National Fire
Underwriters ha establecido una categorización en una escala de 1 a 6 en donde los refrigerantes del
grupo 1 son altamente tóxicos en bajas concentraciones y poco tiempo de exposición. En el otro
extremo, grupo 6, se consideran no tóxicos (en condiciones normales). Por ejemplo, el Amoníaco
pertenece al grupo 2 y el R22 al grupo 5.
Inflamabilidad y explosividad: en general no son inflamables ni explosivos a excepción del amoníaco
(cuando se mezcla con aire) y los de la serie de los hidrocarburos.
Otras consideraciones: no contaminante de los productos que se manejan en caso de que entrar en
contacto con ellos. Por ejemplo escapes de amoniaco pueden causar danos ligeros (decoloraciones) o
danos mas serios inutilizando el producto.
18
Existen también los llamados refrigerantes secundarios Estos se enfrían en evaporadores o unidades
enfriadoras de un sistema y se trasladan por tuberías al lugar que se desea refrigerar. Incluyen los
anticongelantes y las salmueras. En el grupo de los anticongelantes están los glicoles (etilénico,
dietilénico, trietilénico y propilénico).
Dos de las salmueras mas populares son las soluciones de cloruro de calcio y de cloruro de sodio. Para
su selección importa sus propiedades físicas (viscosidad, punto de congelación, capacidad calorífica,
etc) así como sus propiedades no contaminantes. Son de especial interés las salmueras ya que no son
tóxicas con las personas o alimentos.
1.5.3
Salmuera
Salmuera de cloruro de calcio. La salmuera mas usada es la solución acuosa de cloruro de calcio.
Esta solución tiene la característica de no ser congelada aun a temperaturas tan bajas como -55 °C al
tener un determinado grado de concentración. El único inconveniente es que si esta salmuera toca
directamente los alimentos, estos saben amargos o agrios, por lo que se utiliza la solución acuosa de
cloruro sódico. La Grafica 1.2 muestra las relaciones entre la concentración de cloruro de calcio y la
temperatura de concentración de la salmuera.
Grafica 1.2: Concentración y temperatura de congelación de la salmuera de cloruro de calcio
Agua de cloruro sódico. Esta se utiliza cuando los alimentos se congelan mediante el contacto directo
con la salmuera. El agua de cloruro sódico con un 22 % de concentración no se congela hasta que
llega a tener una temperatura de -22 °C, la cual; no es tan baja como la salmuera de cloruro de calcio.
Por lo tanto, el agua de cloruro sódico se puede emplear para la fabricación de hielo, por ejemplo; se
requiere un cuidado especial al manejo del equipo cuando se enfría con un enfriador normal de
19
salmuera para que la solución no se congele dentro del tubo de enfriamiento de manera que no rompa
el equipo.
Dado que las salmueras de cloruro de calcio y cloruro sódico tienen la característica de diluirse por la
absorción del agua contenida en el aire, resulta pertinente agregar una cierta cantidad de cloruro de
calcio o cloruro sódico según se trate, así como extraer una parte de la salmuera para mantener el
grado de concentración adecuado. La grafica 1.3 señala la cantidad de cloruro de calcio a agregar y la
de salmuera a extraer, en esta Grafica 1.3 se toma el dato de 22 ° en términos de Baume (a la
temperatura de 15 °C), como concentración de la salmuera estándar. Por ejemplo la concentración de
la salmuera en una tina para fabricación de hielo baja a 18 ° en términos de Baume, los pasos a seguir
en este caso son:
1. Extraer 145 litros de salmuera por cada ton/día de hielo en dicha tina.
2. Agregar 210 kg de cloruro de calcio por cada ton/día de hielo.
3. Para preparar una salmuera, por primera vez, basta con disponer de 1 tonelada de cloruro de
calcio por cada ton/día de hielo.
Para preparar una salmuera nueva, solo basta con disolver 1 tonelada de cloruro de calcio (que
contiene el 30 % de agua), en cada 2300 litros de agua limpia, de este modo se tiene lista una
salmuera con 22 ° en términos de Baume, adecuada para la fabricación del hielo.
Últimamente se utilizan otros tipos de salmuera como el etil-glicol y propil-glicol, la primera es menos
toxica y corrosiva que la salmuera de cloruro de sodio o cloruro de calcio. La segunda se destaca por
no ser toxica y estar casi libre de efectos de corrosión, por lo cual se utiliza para enfriar alimentos.
Grafica 1.3: Cantidad de adición de cloruro de calcio y cantidad de extracción de la salmuera (que
contiene el 35% de agua) a partir del supuesto de que la cantidad de la salmuera es de 106 cf por cada
tonelada de hielo.
20
Tabla 1.4: Clases y propiedades de refrigerante
21
Tabla 1.5: Clases de usos de medios refrigerantes
22
Tabla 1.6: Propiedades termodinámicas del refrigerante freon para el uso en el compresor de tipo
alternativo
Tabla 1.6b: propiedades termodinámicas del refrigerante para el uso en el compresor de tipo alternativo
23
Tabla 1.7: Propiedades termodinámicas del refrigerante para el uso en el turbocompresor
24
Tabla 1.8 Propiedades termodinámicas del amoniaco saturado
25
Tabla 1.9: Propiedades termodinámicas de freon 12
26
Tabla 1.10: Propiedades termodinámicas de freón 22
27
1.6
Diagrama p-h y cálculos básicos para el compresor
1.6.1
Diagrama p-h (Diagrama de Molliere)
El refrigerante sufre un complicado proceso de cambio al llevar acabo el efecto de refrigeración. Por lo
tanto, resulta demasiado molesto hacer el cálculo de todas y cada una de las fases que surgen en el
comportamiento del refrigerante. Pero si expresamos el comportamiento de un refrigerante en un
mapa, por medio del cual se puedan realizar los cálculos del cambio que experimenta un refrigerante,
se agiliza mucho la labor.
Esta grafica nos permite obtener:
1.
2.
3.
4.
Tamaño de compresor.
Capacidad de refrigeración.
El tamaño del motor requerido para la operación del compresor.
Determinar fácilmente las fases de un equipo de refrigeración.
Es por consiguiente apoyarnos en el diagrama p-h para lograr una operación racional y eficiente; para
lo cual definiremos en términos concretos lo que es el diagrama p-h para cada uno de los refrigerantes
como el amoniaco, freon 12, freon 22 y freon 502.
Con respecto a este diagrama, cabe aclarar que se representan la presión en el eje vertical y la
entalpía en el eje horizontal, en el caso del amoniaco queda sin mencionar el valor entalpico que va de
155 Kcal/kg a 355 Kcal/kg.
1.6.2
Entalpía
Es la suma de las calorías que contiene un objeto con un peso de 1 kg a una presión determinada, mas
el equivalente calorífico del trabajo requerido para llevarlo de un estado a otro siendo el volumen
constante. La entalpía se ha expresado algunas veces como caloría total. Aunque ambos conceptos no
coincidan en ciertos detalles desde el punto de vista meramente académico.
Este termino nos da a entender que un objeto con una entalpía de 125 contiene aproximadamente 125
Kcal.
Entalpía en el sentido puramente académico consiste en:
h=u+Apv
Donde:
H: Entalpía
U: Energía interna
P= Presión absoluta
V= Volumen especifico
A=Equivalente calorífico del trabajo
Dicho a la inversa, un objeto que contiene una caloría equivalente a 200 Kcal tiene aproximadamente
200 Kcal de entalpía, (calorías totales). Por ejemplo para hacer bajar un objeto con calorías totales de
200 Kcal a 125 Kcal, solo se requiere quitar una caloría equivalente a 75 Kcal, que se puede lograr al
enfriarlo y viceversa, al calentar un objeto con 125 Kcal totales agregando 75 Kcal significa que su
entalpía se incrementa a 200 Kcal.
28
Para convertir agua a 0 °C en hielo a la misma temperatura es necesario eliminar 79.6 Kcal, calorías
equivalentes al calor de fusión del agua por cada kilogramo de agua. Si la caloría total del agua a 0 °C
es de 100 Kcal por kilogramo, la caloría total de 1 kilogramo de hielo es de 20.4 Kcal.
Determinar la entalpía de un refrigerante en estado de líquido o vapor nos permite hacer el cálculo
concerniente al mecanismo de un equipo de refrigeración de manera muy sencilla. Observe la Grafica
1.4 en donde aparece el diagrama de presión entalpía.
Grafica 1.4: Diagrama p-h
1.6.3
Líneas isobaricas, isoentalpicas, isoentrópicas, isotérmicas, de liquido saturado, de
vapor saturado, isovolumétricas y líneas de calidad.
Líneas isobaricas. Se refieren a la multitud de líneas trazadas horizontalmente a partir de la escala de
presión, marcada al extremo izquierdo del diagrama de referencia y en dirección longitudinal. Se debe
de notar que todos los refrigerantes representados en estas líneas están a una presión constante.
Líneas isoentalpicas. Se refieren a la multitud de líneas trazadas verticalmente a partir de la escala de
entalpía marcada al extremo superior del diagrama y en dirección horizontal, significa que los
refrigerantes expresados con los puntos que se marcan sobre estas líneas tienen la misma entalpía.
29
Ello permite aseverar que todos los refrigerantes expresados con las líneas trazadas verticalmente y
leídas a partir de la lectura de la escala 100 Kcal/kg tienen 100 Kcal/kg de entalpía. Cabe agregar que
en caso del diagrama p-h se considera el estado del líquido saturado a 0 °C como el de 100 Kcal de
entalpía.
Líneas de líquido saturado. Al observar la grafica 1.4 se encuentra una curva trazada a partir de la
parte inferior izquierda hacia la parte superior derecha iniciándose en el valor de 20, en el extremo
superior llega a un valor de 155 en la escala de entalpía. El liquido saturado a punto de hervir queda
expresado con los puntos marcados sobre esta línea.
Se puede mencionar como ejemplo que el liquido que se encuentra a punto de hervir a la presión de 12
Kgf/cm2 abs esta expresado en la intersección formada por la línea isobarica que marca 12 Kgf/cm2 abs
con la línea de liquido saturado. La lectura de entalpía revela que el refrigerante tiene 134 Kcal/kg en lo
referente a entalpía. (Ver Figura 1.5). Cabe indicar que la parte izquierda de la línea de líquido saturado
representa el estado líquido del refrigerante subenfriado y la parte derecha el estado de mezcla de
liquido-vapor o bien vapor saturado húmedo.
Figura 1.5: Líneas de líquido saturado y línea de vapor saturado seco
Líneas de vapor saturado seco. Línea curva que esta trazada desde un valor de entalpía de 372, el
punto localizado al extremo inferior, un poco a la derecha del centro del diagrama p-h del amoniaco,
(ver Grafica 1.4), hacia la parte superior derecha representa la línea de vapor saturado seco. El
extremo superior de esta línea termina en donde la escala de entalpía tiene un valor de 408. Su
denominación se debe a que los puntos marcados sobre esta línea expresan el vapor totalmente libre
de líquido con la misma temperatura que la del liquido en evaporación, es decir, el vapor saturado seco,
ya que el vapor del refrigerante recién evaporado queda expresado con esta línea en el diagrama en
cuestión.
Líneas isotérmicas. Se trata de una línea que se obtiene uniendo todos los puntos que tienen igual
temperatura. En la parte izquierda de la línea de líquido saturado que representa el refrigerante liquido,
las líneas isotermas se encuentran casi paralelas a las líneas isoentalpicas trazadas verticalmente. En
la Grafica 1.4 estas líneas quedan expresadas por las líneas de puntos y rayas. Al lado de dichas
líneas está indicada la temperatura que representa cada una de ellas.
30
Debido a la correlación de la presión y la temperatura de cada refrigerante de que se trata y que se
presentan entre la línea de líquido saturado y la línea de vapor saturado seco se establece que la
determinación de la presión constituye una condición previa para la determinación de la temperatura.
A lo mismo se debe que las líneas isotérmicas adquieren una forma paralela a las líneas isoentalpicas.
Es por ello que no es indispensable poner las líneas isotérmicas en el diagrama. Se puede determinar
la temperatura a partir de la lectura en la escala que marca la temperatura tanto en la línea de vapor
saturado seco como en la línea de líquido saturado.
Líneas isoentropicas. Se trata de las líneas llenas trazadas con una inclinación bastante pronunciada
hacia la parte superior central y hacia la derecha de la escala de presión situada en el centro del
diagrama p-h.
Las líneas isoentropicas son aquellas que representan el efecto del estado del vapor sobre la presión,
temperatura o volumen especifico que se registran sobre dichas líneas cuando el vapor se comprime
intermitentemente. En la Grafica 1.4 se puede observar que también hay unas cuantas de las líneas
isoentropicas trazadas en la parte izquierda de la escala de presión marcada en el centro que
representa el vapor húmedo.
Líneas isovolumetricas. Se obtienen uniendo los puntos que tienen igual volumen específico
(volumen por un kilo de refrigerante). En el diagrama p-h estas líneas están expresadas en línea de
puntos y trazos marcados en la zona que representa el vapor húmedo y el vapor sobrecalentado,
respectivamente. En la zona de vapor húmedo esta trazada la línea isovolumetrica un poco mas
inclinada hacia la derecha de la última. Se observa que hay una anotación de v=0.01 m 3/kg al lado
izquierdo de la línea de referencia, que indica que se trata de un refrigerante cuyo volumen es de 0.01
m3. A la izquierda de esta se encuentran muchos trazos de esta línea y en la parte derecha de la
escala de presión marcada en el centro, la curva adquiere una forma muy próxima a la línea recta
horizontal con un poco de inclinación hacia la parte superior derecha.
Línea de calidad. Se trata de una línea que se obtiene uniendo los puntos que tienen igual humedad
en el estado de gas húmedo. Por la calidad se entiende el valor que señala la proporción de peso que
ocupa el vapor saturado seco en el gas húmedo. El gas saturado completamente seco se considera
con un valor unitario de calidad, en tanto que 0.3 de calidad significa, que en determinado gas húmedo
tiene un 30 % de vapor saturado seco (en términos de peso) y 70 % de líquido, y la fórmula queda
establecida como x= 0.3 kg/kg o solamente 0.3.
1.6.4
Dimensión del compresor y eficiencia volumétrica
El compresor debe tener la capacidad suficiente para que succione la totalidad del refrigerante
evaporado. Las dimensiones de un compresor de amoniaco de 5 toneladas japonesas de refrigeración
se pueden determinar de la siguiente manera, 1 ton japonesa de refrigeración (TJR) equivale a 3320
Kcal/h, de lo que se establece:
Capacidad de refrigeración requerida:
5 x 3320= 16,600 Kcal/h
Al no cambiar las condiciones como la del vapor de succión y la temperatura de condensación, entre
otras cosas implica que el volumen del refrigerante evaporado al ser comprimido es de 6.28 m 3 por
cada TJR.
31
Por lo tanto el volumen del mismo, para 5 TJR es de
5TJR x 6.28 m3/TJR = 31.3 m3
El volumen del vapor al ser succionado por el compresor por cada movimiento de ida y vuelta de pistón
se determina de la siguiente manera:
a) Ya que el compresor trabaja a 400 rpm y con 2 cilindros, el numero de ciclos del compresor es
de:
400 rpm x 60 min x 2 cilindros = 48,000 ciclos
El volumen a desplazar es de 31.4 m3 por lo que:
31.44 m3/48,000 = 0.000655 m3, es decir; 655 cm3
El volumen del vapor que expulsa el pistón tiene que determinarse dividiendo el volumen del vapor a
ser realmente succionado por la eficiencia volumétrica.
La eficiencia volumétrica (Nv) queda señalada de la siguiente manera:
Volumen de vapor real succionado por el pistón = Vvs
Cantidad del vapor expulsado por el piston = Ve
Por lo que
Nv = Vvs/Ve
Por la relación de compresión se entiende la cifra que se obtiene dividiendo la presión de descarga
(abs) entre la presión de succión (abs).
La eficiencia volumétrica de este compresor es de 0.75, de acuerdo a esto se puede decir que, el
volumen requerido de descarga por cada movimiento de los pistones equivale a:
655 cm3/0.75 = 875 cm3
El pistón del compresor corre a una distancia conocida como carrera, y que es igual al desplazamiento
del pistón dentro del cilindro (Desp); y que, junto con el diámetro del cilindro C, nos permite conocer el
volumen que desplaza el compresor. Suponiendo que, el diámetro “D” y el desplazamiento “Desp” son
iguales, en este caso podemos calcular el diámetro del pistón de la siguiente manera:
¼ x 3.14 x D2 x D = 0.785 D3
Por lo tanto para el compresor descrito anteriormente se tiene:
0.785 D3 = 875 cm3
D3 = 875/0.75 = 1,114.65 cm3
Por lo que D = 103.7 mm
Redondeando a valores tenemos que, el diámetro D deberá ser de 105 mm.
32
1.6.5
Fuerza motriz requerida por el compresor, eficiencia de compresión y eficiencia
mecánica.
Tomando el ejemplo mencionado anteriormente queda establecido que:
a) El amoniaco liquido a ser evaporado por cada TJR es de 12.3 kg/hr
A partir de lo cual se deduce que la cifra correspondiente a 5 TJR es de:
12.3 Kg/hr x 5 TJR = 61.5 Kg/hr
b) por otra parte, el equivalente calorifico necesario para comprimir un kilo de amoniaco es de 56
Kcal.
c) Asi mismo, 1 kw equivale a 860 Kcal/h
En base a lo anterior se puede establecer que:
d) Fuerza motriz requerida
56 Kcal x 61.5 kg/hr = 3,444
P = 3,444/860 = 4 kw
Ahora bien, el valor calculado de esta manera es correcto desde el punto de vista teórico, en realidad
existe cierta resistencia que se genere al fluir el gas las válvulas de descarga y de succión, así como la
compresión del gas en el compresor desde el nivel inferior (presión de succión) hasta el nivel superior
(presión de descarga). Debido a lo anterior, el trabajo de compresión en términos reales es menor que
el calculado teóricamente.
La proporción de trabajo de compresión realmente necesario con respecto al trabajo de compresión
determinado, teóricamente se conoce como eficiencia de compresión o eficiencia indicadora. En otras
palabras la eficiencia de compresión se obtiene al dividir el valor del trabajo de compresión obtenido
teóricamente (determinado en base a la lectura del diagrama p-h) y por el trabajo de compresión
realmente necesario.
Eficiencia de compresión Nc:
Trabajo de compresión en términos teóricos = Pt
Trabajo de compresión real = Pr
Nc = Pt/Pr =
La eficiencia d compresión se reduce a medida que aumenta la relación de compresión, por tal motivo
es necesario tomar en cuenta una fuerza motriz adicional, ya que aparte de la requerida para el trabajo
de compresión, existe fricción entre el pistón y los cilindros así como los cojinetes.
Por lo anterior expuesto es necesario que se agregue esta fuerza adicional a la realmente necesaria.
La relación que se obtiene al dividir la fuerza motriz real requerida para la compresión del vapor y la
fuerza motriz necesaria para operar el compresor se conoce como eficiencia mecánica la cual se
expresa de la siguiente manera.
33
Eficiencia mecánica = Nm
Fuerza motriz para la compresión del gas = Pc
Fuerza motriz consumida por fricciones = Pf
N
Pc
Pc Pf
Esta eficiencia mecánica señala la relación de la perdida que se genera a raíz de la fricción en la
maquina. Cabe mencionar que una maquina de excelente calidad es la que dispone de una alta
eficiencia mecánica.
D e este modo, queda claro que es necesario dividir la fuerza motriz requerida para la compresión entre
la eficiencia de compresión y la eficiencia mecánica. Para el compresor que nos hemos ocupado y bajo
las siguientes suposiciones, tenemos:
Ŋc = Eficiencia de compresión = 0.75
Ŋm = Eficiencia mecánica = 0.83
Pa = Fuerza motriz requerida para operar el compresor.
4
6.5kW
0.75 0.83
No obstante es preciso que el motor disponga de una potencia adicional a fin de prepararse para los
imprevistos que se generan en la puesta en marcha del equipo. Ello nos proporciona el fundamento
para incrementar la fuerza motriz en un 10 %
Por lo que:
6.5 Kw x 1.1 = 7.15 kW
Por lo tanto, el equipo de refrigeración referido en este ejemplo estar equipado con un motor de 7.5 kW.
La Grafica 1.5 muestra la relación entre la capacidad de refrigeración y la fuerza motriz requerida por
los compresores de uso común en la práctica.
34
Grafica 1.5: Capacidad de compresor de amoniaco y fuerza motriz requerida
35
CAPITULO 2
Características del cuarto de
Maquinas (compresores) y
Aislamiento de tuberías
2.1 Características del cuarto de maquinas. (Servicios)
37
2.2 Compresor de refrigeración
43
2.3 Aislamiento de tuberías
44
36
Capitulo 2
Características del cuarto de maquinas (compresores) y aislamientos de tuberías
2.1
Características del cuarto de maquinas (servicios)
Una vez habiendo determinado los equipos a instalar en un sistema de refrigeración es preciso
establecer los servicios que requerirán dichos equipos para operar de manera eficiente, ya que de no
ser previstos con anterioridad a la construcción del cuarto de maquinas estos servicios podrán ser
instalados de la manera no adecuada aunque cumplan el objetivo de abastecer dicho servicio, pero lo
importante dentro de dicha instalación; es que exista un orden y se refleje en la operatividad del área
creando de esta manera una área de operación segura del sistema de refrigeración.
2.1.1
Bases de cimentación
Dependiendo del tipo de compresor a instalar y a su capacidad es como se determina las dimensiones
de la base a construir y la posición de las anclas que se deben de dejar previstas para el anclaje del
equipo. En la practica es recomendable utilizar concreto Fc=250 kg/cm2 con un revenimiento de 10 cm
tipo Mr, ya que este tipo de concreto absorbe vibraciones y trabaja para flexión, siendo estas
condiciones que genera el compresor tipo reciprocante durante su operación.
Otro aspecto importante que se debe de considerar es el área de trabajo durante mantenimiento de
cada equipo a instalar, para lo cual es muy recomendable que en la distribución de bases de
cimentación de anclaje de equipos se deje un espacio entre cada base de alrededor de 1 metro del
objeto mas cercano con el objetivo de maniobrar fácilmente durante las actividades de mantenimiento a
realizar en los equipos.
El armado del dado de cimentación es proporcionado por el fabricante del compresor, así como sus
dimensiones. Prácticamente se que tiene que prevenir en la instalación es la distribución de los equipo
que sea de una forma adecuada y conveniente para la operación del sistema.
2.1.2
Agua de enfriamiento suavizada
El condensador evaporativo así como en la torre de enfriamiento se esparce el agua de enfriamiento de
arriba abajo. Esto ocasiona que con el agua se mezclen sustancias contenidas en el aire como
anhídrido sulfuroso y/0 partículas suspendidas incrementando la acides del agua con la siguiente
corrosión del metal y la suciedad del agua. Para evitarlo es necesario llevar un control de calidad
frecuente del agua a fin de que no falte agua limpia para reciclar como agua de enfriamiento.
Por tal motivo de vez en cuando es pertinente analizar el agua circulatoria para revisar su acidez, si el
resultado es positivo hay que neutralizarla o cambiarla por nueva. Es un hecho que si se utiliza agua
acida se corroen los metales. Las partículas suspendidas que se adhieren a la superficie de
enfriamiento empeoran el efecto de transferencia de calor, por lo que se reduce la capacidad funcional
en los tubos de enfriamiento y aceleran la corrosión en las partes afectadas.
Cuando se nota demasiado la suciedad del agua, es recomendable cambiar toda el agua, para medir la
acidez del agua se puede usar un medidor de pH o papel reactivo de pH.
37
Temperatura de bulbo
húmedo °C
Temperatura
de
condensación °C
Presión de saturación
amoniaco kgf/cm2
28
27
26
24
22
20
36
35
34
32.5
31
29.5
13.13
12.73
12.34
11.77
11.22
10.69
Tabla 2.1: Relación entre la temperatura del condensador de vapor de agua y la de bulbo húmedo del
aire en la entrada
Los condensadores evaporativos y las torres de circuito cerrado son normalmente suministrados con
una bomba de recirculación montada en un lateral de la unidad, la cual incorpora una línea de purga
con válvula. Se recomienda que la válvula de purga se mantenga siempre abierta para garantizar
suficiente caudal de purga. Cuando el agua de aporte sea de buena calidad y este relativamente libre
de impurezas, es posible reducir el volumen de purga, pero será necesario analizar periódicamente el
agua para controlar los componentes químicos disueltos y las impurezas y comprobar que están
equilibrados.
En algunos casos el agua es de mala calidad y contiene altas cantidades de impurezas y componentes
químicos, en cuyos casos no es suficiente con una purga para evitar incrustaciones o corrosiones
entonces es necesario recurrir a compañías especializadas en el tratamiento de agua y que están
familiarizadas con las condiciones de agua locales. Cuando se utilice un tratamiento químico del agua,
los productos químicos elegidos deben ser medidos y las concentraciones controladas. Evitar los
sistemas ablandadores de agua y el uso de ácidos.
Observe en la Tabla 2.2 los niveles recomendados para el agua del condensador.
Parámetro
pH
Dureza como CaCO3
Alcalinidad como CaCO3
Cloro como Cl
Rango
6.5 a 8.0
50 a 300 ppm
50 a 300 ppm
<124 ppm
Tabla 2.2: Niveles recomendados para el agua del condensador
2.1.3
Malla de tierras
Las funciones principales de un sistema de tierras son:
1.- Proveer un medio seguro para proteger al personal en la proximidad de sistemas o equipos
conectados a tierra, de los peligros de una descarga eléctrica bajo condiciones de falla.
2.- Proveer un medio para disipar las corrientes eléctricas a tierra, sin que se excedan los límites de
operación de los equipos.
38
3.- Proveer una conexión a tierra para el punto neutro de los equipos que así lo requieran
(transformadores, reactores, etc.)
4.- Proveer un medio de descarga y desenergizacion de equipos antes de proceder a tareas de
mantenimiento.
Se denomina puesta a tierra de una instalación dada a la unión eléctrica intencional entre todas las
masas metálicas de la misma y un electrodo dispersor enterrado en el suelo, que suele ser
generalmente una jabalina, placa o malla de cobre o hierro galvanizado (o un conjunto de ellas). Ver
Figura 2.1.
La instalación de un sistema de puesta a tierra permite la protección de las personas y los bienes
contra los efectos de las caídas de rayos, descargas estáticas, señales de interferencia
electromagnética y contactos indirectos por corrientes de fugas a tierra.
Con la puesta a tierra se busca que las corrientes de falla a tierra encuentren un camino más fácil, que
el que ofrecería el cuerpo de una persona que tocara la carcasa metálica bajo tensión.
De esta manera, como la red de tierra tiene una resistencia mucho menor que la del cuerpo humano, la
corriente de falla circulará por la red de tierra, en vez de hacerlo por el cuerpo de la persona.
El propósito que se persigue con la existencia de los sistemas de tierra es:
1. Protección para el personal operativo, autorizado o no autorizado.
2. Protección a los equipos e instalaciones contra tensiones peligrosas.
3. Evitar que durante la circulación de falla a tierra, se produzcan diferencias de potencial entre
distintos puntos de la instalación, proporcionando para esto, un circuito de muy baja impedancia
para la circulación de estas corrientes.
4. Apego a normas y reglamentos públicos en vigor.
Figura 2.1: Puesta a tierra
Electrodo dispersor.
Es el conductor (jabalinas, perfiles, cables desnudos, cintas, etc.) o conjunto de conductores en
contacto con la tierra que garantizan una unión íntima con ella.
39
Cuando los electrodos de tierra están lo suficientemente distantes, como para que la corriente máxima
susceptible de pasar por uno de ellos no modifique sensiblemente el potencial de los otros, se dice que
los electrodos de tierra son independientes.
La instalación de una puesta a tierra se compone esencialmente de electrodos, que son los elementos
que están en íntimo contacto con el suelo (enterrados) y de conductores, utilizados para enlazar a los
electrodos entre si y a éstos, con los gabinetes de los equipos y demás instalaciones expuestas a
corrientes.
La forma de ejecución de la toma de tierra (con placas, jabalinas, etc.) dependerá generalmente de la
resistividad eléctrica del terreno y de las dificultades de instalación para conseguir una baja resistencia
de contacto a tierra. El tipo más empleado tanto doméstica como industrialmente es el que se hace con
jabalinas enterradas verticalmente en el terreno, generalmente de 1,5 a 3 metros de longitud. Ver
Figura 2.2
Figura 2.2: Forma de ejecución de la toma de tierra
La selección del mejor lugar de emplazamiento y el ensayo del suelo que rodeará a la toma,
procurando localizar el área con la más baja resistividad.
Las normas de aplicación establecen que deben ponerse a tierra las partes metálicas de los aparatos e
instalaciones que no pertenezcan al circuito de servicio, y puedan entrar en contacto con partes
sometidas a tensión en caso de avería o establecimiento de arcos.
ANSI:American National Standard Institute.
NEMA:National Electric Manufactures Association.
ASTM:American Society of Testing Materials.
NMX-J-118:Norma Mexicana para Equipo Eléctrico.
NFPANational Fire Protecction Association.
NECNational Electrical Code.
IEEEInstitute of Electrical and Elelctronic Engineers.
NOM-001-SEDE-1999Norma Oficial Mexicana relativa a las instalaciones destinadas al
suministro y uso de la energía eléctrica
40
Potencial de maya. Es el máximo voltaje que la red de tierra puede alcanzar, con respecto a un punto
distante que se asume como el potencial de tierra remota.
Criterios de diseño de la red de tierras. Mantener los potenciales de paso y toque en el área de la
subestación por abajo de los valores máximos tolerables por una persona con peso de 50 kg.(IEEE,
STD 80 1986.
La resistencia eléctrica total del sistema de tierras deberá ser menor de 10 ohms de acuerdo a lo
requerido por NOM-001-SEDE-1999. para Subestaciones 5 ohms, de acuerdo a las bases de diseño.
Con base al valor de resistividad del terreno natural estimado en la zona de Coatzacoalcos se tiene un
valor de 15 ohms–m.
El tiempo de liberación de fallas se considera un tiempo de 0.1 segundos para un Peso promedio de
una persona se considera un peso promedio de 50 Kg. El conductor de la malla de tierras se instalará
una profundidad de 0.8 m bajo nivel de terreno natural y/o bajo nivel superior de piso terminado.
La sección transversal mínima del conductor que puede transporta la corriente de falla monofásica sin
sufrir degradaciones.
I = Corriente rms en Kilo-Amperes
A = Sección transversal de cobre en milímetros cuadrados
TM = Máxima temperatura permisible en °C
TA = Temperatura ambiente en °C
TT = Temperatura de referencia para las constantes de
materiales en °C
Tt = Tiempo en que circula la corriente
TCAP = Factor de capacidad térmica indicado en la tabla 1
Amm 2
tc r r .10 4
TCAP
I
T Ta
ln 1 | m
K 0 Ta
del estándar ANSI / IEEE Std. 80 en
Las uniones de la malla serán realizadas por medio de conexiones soldables exotérmicas. Este tipo de
uniones forma una íntima unión entre los conductores y el material de la unión que tienen la misma
temperatura de fusión. Por lo tanto, todas las conexiones y el conductor pueden ser consideradas como
un conductor homogéneo
Para el piso de concreto 100 mm, considerando que seco, se tendrá un valor de resistividad de 150000
- m (SE Harper) y para el terreno una resistividad de 15 - m.
41
La longitud de la malla se determina de la siguiente forma
L = Lc + 1.15 Lr
Donde:
Lc = Longitud de conductores enterrados en la malla.
Lr = Longitud total de las varillas de tierra.
La resistencia de la malla se conoce por medio de la siguiente formula:
1
Rg
L
2.1.4
1
1
1
20 A
1 h 20 / A
Energía eléctrica
Para la instalación eléctrica del sistema de refrigeración es necesario preveer los siguientes puntos:
Determinar la magnitud y características de todas las cargas individuales y de conjunto.
Localizar uno o más puntos de alimentación eléctrica lo más cerca posible a los centros de carga.
Seleccionar y arreglar las líneas de alimentación y el equipo de distribución para proporcionar la
continuidad de energía necesaria.
Relacionar necesidades y requerimientos eléctricos de los equipos, con las características de
flexibilidad, accesibilidad, regulación y seguridad del sistema.
Proporcionar una cantidad (calculada) de capacidad adicional en todos los componentes del sistema
desde la alimentación a los dispositivos de carga, correlacionando cuidadosamente las capacidades
adicionales de la línea principal y secundaria de alimentación con las demandas reales esperadas.
Usar equipo actualizado.
En los cálculos de diseño observar los valores mínimo y máximo de la norma NOM-001-SEMP-1994;
para: conductores, tubería conduit, dispositivos de protección, interruptores y equipo de control.
Los alimentadores no deben proyectarse ahogados en losa.
Las canalizaciones y registros del sistema normal deben proyectarse separadores del sistema de
emergencia.
Las trayectorias de las alimentaciones eléctricas deben proyectarse sobre
Cada uno de los tableros derivados debe ser alimentado por separado desde el tablero general o
subgeneral.
42
Los alimentadores que salen de un tablero y entran a otro, deben diseñarse en canalizaciones aéreas
Independientemente de la carga instalada y la demanda máxima, el calibre de conductores
alimentadores no debe ser menor del calibre 8 AWG.
La caída de tensión en conductores alimentadores debe ser del 3% máximo.
Cada circuito alimentador debe llevar su propio neutro y ser del mismo calibre que el de la (s) fase (s).
No se permite hacer derivaciones de un circuito alimentador.
El servicio a un inmueble debe abastecerse por medio de un solo alimentador.
Los alimentadores instalados en una canalización no deben contener a otros conductores, excepto
conductores de puesta a tierra.
Los alimentadores deben calcularse considerando los siguientes factores que intervienen en el diseño:
Factor de reserva. En carga eléctrica debe preverse una reserva de 25% en los alimentadores.
Factor de demanda. Los alimentadores a tableros se deben calcular con los factores que se mencionan
a continuación:
• Alumbrado interior y exterior 1.0
• Contactos de uso general 0.6. Para casos especiales consultar con la DGOC.
• Fuerza general, aire acondicionado y equipos de bombeo: 0.8.
k. Factor de corrección por temperatura ambiente mayor de 30ºC:
Tensiones de distribución. Baja tensión. Por requerimientos de la planta, los proyectos utilizan una o
más de las tensiones que se mencionan a continuación: 127, 220 y 440 volts.
2.2
Compresor de refrigeración
2.2.1
Tipos de compresor reciprocante para refrigeración
El compresor para refrigeración que se utiliza más comúnmente es el de tipo reciprocante. Estos se
pueden clasificar, de acuerdo a sus dimensiones de la siguiente forma:
1) Compresor horizontal
2) Compresor vertical
3) Compresor de alta velocidad con cilindros múltiples
En la actualidad ya no se fabrican compresores horizontales por ser considerados obsoletos, ya que,
en comparación con el compresor vertical opera a menor velocidad y requiere mayor espacio para su
instalación por su tamaño.
43
El compresor vertical desplazo al compresor horizontal por la ventaja de tener mayor velocidad y ser
mas compacto. Sin embargo, su tamaño aun se considera grande al compararse con el compresor de
alta velocidad con cilindros múltiples y que en la actualidad ha venido a sustituir al compresor
horizontal.
Compresor de alta velocidad con cilindros múltiples
Alcanza a tener hasta 16 cilindros, el mínimo es de 2 cilindros. Cuenta con un número alto de cilindros
siendo el diámetro de los cilindros relativamente pequeño, 100 mm con diámetro mínimo de 180 mm
como máximo. Hay algunos modelos que según la colocación de sus cilindros se conocen como V, W,
VV, etc. Sus revoluciones son del rango de las 1000 rpm, pero hay equipos con mayor velocidad que
tienen más de 2,100 rpm.
Por otra parte, se puede variar la capacidad del compresor desde el 100 % hasta el 25 % de su
capacidad, ya que al haber fluctuaciones en la presión de succión opera el regulador de capacidad,
permitiendo que uno o varios de los cilindros operen al vacío automáticamente.
Las ventajas que presenta esta clase de compresor son las siguientes:
1. La alta velocidad que genera permite reducir las dimensiones del equipo, sin perjuicio de la
capacidad, lo cual significa un ahorro en cuanto al espacio de instalación.
2. El hecho de ser ligero permite simplificar enormemente el trabajo de cimentación y anclaje,
facilitando las reparaciones de tal manera que se puede cambiar en poco tiempo por un
compresor nuevo al ocurrir alguna falla en el compresor.
3. Una camisa insertada al cilindro que ante el desgaste basta cambiar la camisa por una nueva
sin que sea necesario maquinar el cilindro.
2.3
Aislamiento de tuberías
Actualmente existen en el mercado diferentes maneras de aislar tuberías de enfriamiento una es por
medio de armaflex y otra por medias cañas de poliestireno, que son las más usadas en el mercado,
siendo la primera más costosa que la segunda.
2.3.1
Tipos de aislamientos de tuberías (características)
Armaflex – Insultube con recubrimiento elastomerico es el aislamiento profesional para prevenir la
condensación en sistemas de refrigeración y climatización.
El aislamiento flexible de espuma elastomérica para múltiples aplicaciones este producto lo
encontramos para tuberías, placas y rollos aislantes térmicos y elastomerico
El aislante para tuberías Armaflex se utiliza para retardar la ganancia de calor y controlar el goteo por
condensación de las tuberías de agua fría, agua enfriada y líneas de refrigeración. Además, reduce
eficientemente el flujo térmico en tuberías de temperatura dual. La gama de temperaturas
recomendadas para utilizar el aislante para tuberías Armaflex es de -57 a +105 ºC.(-70 ºF a + 220 ºF).
Se adapta particularmente bien al aislamiento de tuberías y bridas grandes, a tanques y recipientes,
sus accesorios y a ductos. Su flexibilidad permite aplicarlo sobre superficies curvas e irregulares. Las
Placas Armaflex se adaptan muy fácilmente a la fabricación de todo tipo de cubiertas aislantes para
bridas.
44
La expandida estructura celular cerrada del aislamiento de tuberías Armaflex lo convierte en un
aislamiento eficiente. Se fabrica sin el uso de compuestos de CFC (clorofluorocarbono), HFC
(hidrofluorocarbono) o HCFC (droclorofluorocarbono). Tampoco contiene formaldehído, tiene bajo
contenido orgánico volátil, carece de fibra y polvo y resiste el moho y los hongos.
Armaflex es el aislamiento de tuberías (tubos resistente al moho es un aislamiento térmico de
espumaelastomérica flexible, de color negro, que se ofrece como tubos sin ranuras en: espesores
nominales de pared de 3/8″, 1/2″, 3/4″, 1″y 1-1/2″ (10, 13, 19, 25 y 38 mm). dimensiones comunes de
hasta 6″ (168 mm) IPS.
El aislamiento de tuberías Armaflex se utiliza para retardar la ganancia de calor y controlar la humedad
condensada en sistemas de refrigeración y agua helada. También disminuye eficientemente el flujo de
calor tanto en tuberías de agua caliente como en tuberías de calefacción de líquidos y de temperatura
dual.
El margen de temperatura recomendado para usar con el aislamiento de tuberías Armaflex es -297° F
a +220° F (-183° C a +105° C).
Cumple con los requisitos de NFPA 90A y NFPA 90B. Armaflex cumple los requisitos de códigos
energéticos de ASHRAE 90.1, ASHRAE 90.2, Código Internacional de la Conservación de Energía
(IECC) y otros códigos para construcciones.
La estructura celular cerrada del aislamiento Armaflex previene la propagación de humedad y lo
convierte en un aislamiento eficiente. Por lo general, Armaflex no requiere protección suplementaria al
vapor de agua. Puede que Armaflex necesite protección retardante al vapor de agua adicional si se
instala en tuberías con temperaturas muy bajas, o cuando el aislamiento esté expuesto
permanentemente a condiciones de alta humedad.
El aislamiento de tuberías Armaflex se ha diseñado para cumplir las siguientes especificaciones:
ASTM C 534, Tipo I—Tubular Grado 1
ASTM E 84, NFPA 255, UL 723
CAN/ULC S102
UL 94 5V-A, V-O, Archivo E 55798
NFPA 90A, 90B
UL 181
ASTM G-21/C1338, ASTM G-22
ASTM D 1056, 2B1
MIL-P-15280J, Especificación T
MIL-C-3133C (Estándar Militar 670B), Grado SBE 3
MEA 96-85-M
45
CAPITULO 3
Ingeniería aplicada y cálculo
Del sistema de refrigeración
Propuesto
3.1 Calculo del sistema de refrigeración propuesto
47
3.2 Desarrollo de diagramas de flujo de sistema propuesto
52
46
Capitulo 3
Ingeniería aplicada y cálculo del sistema de refrigeración
3.1
Calculo del sistema de refrigeración
3.1.1
Definición de los datos disponibles
Primeramente el calor requerido para cambiar la temperatura de cualquier sustancia se determina con
la siguiente fórmula:
Q= m Cp (Ti - Tf)
Donde:
Q=
Calor a remover (BTU /hr ó Kcal /hr)
m=
Flujo de la sustancia (Lb /hr ó Kg/hr)
Cp =
calor especifico de la sustancia (BTU / Lb ºF ó Kcal / Kg °C)
Ti =
Temperatura inicial de la sustancia (ºF ó °C)
Tf =
Temperatura final de la sustancia (ºF ó °C)
Además: 1 TR = 12,000 BTU/hr = 3,024 Kcal/hr
Se cuenta con la información de la corrida del intercambiador del mixer, la cual fue proporcionada por el
fabricante del equipo y en base a esta corrida es como se determinara el sistema de refrigeración a
instalar. Ver Figura 3.1.
Figura 3.1a: Corrida del intercambiador del equipo mixer (carbonatador)
47
Figura 3.1b: Corrida del intercambiador del equipo mixer (carbonatador)
El sistema de calculara con la mezcla glicol agua-propilen glicol al 30 %, ósea 70 % agua y 30 % glicol.
El calor especifico del propilen glicol al 30 % es de:
La gravedad específica es de:
0.94 kcal/kg °C
1.031kg/lt
Las graficas tanto de la gravedad específica del agua propilenglicol al 30 % y la grafica del calor
específico del agua propilenglicol no se adjuntan debido a que no son legibles, se encontraran el
apéndice de la tesis.
3.1.2
Determinación de la carga térmica de diseño
Para el enfriamiento del agua en una línea de embotellado con capacidad de 250 bot/min de 3.3 lts.
Implica que se enfriaran 49, 500 lts/hr de refresco, de 25°C a 2°C, por lo tanto.
Q = (49,500 Kgs/hr) (1 Kcal/Kg°C) (25°C – 2°C) = 1,138,500 Kcal/hr = 376.48 TR
Pero se debe considerar un 20% adicional por perdidas y eficiencias de los intercambiadores de calor
(agua-glicol y amoniaco-glicol), por lo tanto la carga térmica es
TR= 376.48 x 1.20 = 451.78 TR.
Sin embargo, con los datos proporcionados en la Figura 3.1 del enfriador suministrado por Krones que
operará con el agua / agua-propilen glicol, los cuales son:
m=
Ti =
Tf =
100,000 lts/hr de agua-propilen glicol al 30%
9.6°C
-2°C
48
Se obtiene la siguiente fórmula:
Q=(100,000 x 1.031 Kgs/hr) (0.94 Kcal/Kg°C) (9.6°C - (-2°C)) =1’124,202.4 Kcal/hr = 371.76 TR
Pero se debe considerar un 15% adicional por pérdidas y eficiencia del intercambiador de calor
(amoniaco-glicol), por lo tanto:
TR= 371.76 x 1.15 = 427.52 TR.
La carga térmica de diseño es 428 TR
3.1.3
Definición de equipos de acuerdo a la carga térmica de diseño
a) 2 Compresores de pistón Mycom mod. N6WB con motor de 125 HP que dan: 91.9 TR C/U.
b) 1 Compresor de Tornillo Mycom mod. N200VM con motor de 300 HP (nuevo) que da 247.1 TR.
(ver Tabla 3.1 y 3.2)
Total: 430.9 TR
c) 1 Condensador evaporativo Evapco mod. PMCA-230P (usado) que da: 160.0 TR
d) 1 Condenzador evaporativo Evapco mod. ATC-423B (nuevo) que da: 347.8 TR
Total: 507.8 TR
e) 1 Enfriador Alfa Laval, mod. T20-BWFG (nuevo), operando con:
Temperatura de evaporación = 23°F (-5°C)
Flujo de agua–propilen glicol al 30% = 440 g.p.m.
Temperatura de entrada = 49.28.4°F (9.6°C)
Temperatura de salida = 28.4°F (-2°C)
Da una capacidad de: 425 TR
f) Unidad para el retorno de amoniaco liquido (nueva), compuesta de:
1 Acumulador de succión general de 42” X 8’
1 Trampa de transferencia de líquido de 20” X 6’
Da una capacidad de: 435 TR
La capacidad de los equipos es considerando las siguientes condiciones de operación:
Presión de succión = 33 lb/pulg.² (2.32 kg/cm² )
Temperatura de succión = 19.4°F (-7°C)
Presión de descarga = 154.5 lb/pulg.² (10.86 kg/cm² )
Temperatura de condensación = 86 °F ( 30°C)Temperatura de bulbo húmedo = 66 °F (19°C)
Se definió utilizar los compresores N6WB existente debido a que son los de mayor capacidad
disponibles en planta y los que menor mantenimiento requieren para su puesta en operación, y
prácticamente solo adquirir un compresor de 300 hp tipo tornillo modelo N200VM*LI, ya que con la
suma de estos se cumple con la carga termina necesaria para satisfacer el sistema de refrigeración
solicitado por la línea de envasado.
49
La capacidad de condensación, planta dispone de un condensador PMCA-230 P, el cual no satisface
totalmente la capacidad requerida de condensación de acuerdo al sistema propuesto, motivo por el cual
se decide adquirir un condensador evaporativo modelo ATC-423B (nuevo) y aplicar un mantenimiento
preventivo al condensador PMCA-230P antes de ponerlo en operación, ya que actualmente presenta
incrustación y de no hacerlo la eficiencia en el sistema se caería un 40%.
El evaporador, no se tiene uno disponible en planta para enfriar el glicol, por lo que se adquiere un
modelo alfa laval que son de los mejores en el mercado con una capacidad de 425 TR de acuerdo a la
capacidad de operación del sistema y bajo las condiciones de operación anteriormente descritas.
En cuanto a la tubería a utilizarse se instalara tubería sin costura, con especificación ASTM A53°B,
cedula 40 Gr B y se pintura con pintura anticorrosiva.
El asilamiento térmico de las tuberías de succión y tuberías de agua propilenglicol se ejecutara
considerando:
3
Medias de cañas de poliestireno con una densidad de 17 kg/m atado con cinchos de alambre
galvanizado cal. 16, como barrera de vapor una cubierta a base de foil de aluminio adherido con cold
fast y como acabado final una cubierta de lamina de acero inoxidable cal. 28, rolada, biselada y fijada
con pijas autorroscantes; y conexiones se utilizara el mismo aislamiento.
50
MYCOM SCREW COMPRESOR PERFORMANCE SINGLE STAGE (BOOSTER)
MODEL: N200 VM*.LI
REFRIGERANT: AMMONIA
RECOMMENDET PORT:
BOOSTER
COMPRESSION RATIO
1
L
FALSE
3.55
CAPACITY:
CAPACITY:
ABSORBED POWER:
DRIVE SHAFT SPEED:
COMPRESSOR SPEED:
INDICATOR POSITION:
CONDENSING TEMP:
EVAPORATIVE TEMP:
SUCTION SUPERHEAT:
LUQUID SUBCOOLING:
SUCTION TEMP:
OIL SUPPLY TEMP:
SUCCION PRESS:
DISCHARGE PRESS:
OIL SUPPLY PRESS:
SUCTION PRES. DROP:
DISCHARGE PRES. DROP:
SWEPT VOLUME:
LOAD (VOL. FLOW RATE):
DISCHARGE TEMP:
REFRIG. FLOW RATE SUC:
REFRIG. FLOW RATE DIS:
REFRIG. FLOW RATE SUC:
REFRIG. FLOW RATE DIS:
INJECT. OIL FLOW RATE:
LUB. OIL FLOW RATE:
F. SIDE FLOW RATE:
*TOTAL* OIL FLOW RATE:
OIL HEAT REJECTION:
OIL SPEC HT:
OIL DENSITY:
(KBTU/HR)
(TR)
(HP)
(RPM)
(RPM)
(%)
(°F)
(°F)
(°F)
(°F)
(°F)
(°F)
(PSIA)
(PSIA)
(PSIA)
(PSIA)
(PSIA)
(CFM)
(%)
(°F)
(CFM)
(CFM)
(LB/H)
(LB/H)
(USGPM)
(USGPM)
(USGPM)
(USGPM)
(kBTU/H)
(Btu/lbF)
(lb/USgal)
COP:
(-)
2965.7
247.1
258.8
3550
3550
100
86.0
19.4
9.0
0.00
28.4
113
47.7
169
198
0.0
0.0
718
100
113
634
235
6208
7175
10.4
11.9
1.96
24.3
494.0
0.46
7.34
4.5
+++SUPER HEAT is NOT counted in refrigerant capacity+++
+++WITH LIQUID INJECTION OIL COOLING+++
DISCHARGE SUPERHEAT:
(°F)
27.0
REFRIG. FLOW RATE:
(USGPM)
3.23
REFRIG. FLOW RATE:
(LB/H)
967.4
+++Refrigeration oil is not soluble with refrigerant (mineral oil)+++
+++When choosing the motor set a safety factor of more than 10% for the brake power+++
Tabla 3.1: Mycom screw compressor performance single stage (Booster)
51
MYCOM RECIPRO COMPRESOR PERFORMANCE SINGLE STAGE (BOOSTER)
MODEL: N6WB
REFRIGERANT: AMMONIA
1
BOOSTER
FALSE
CAPACITY:
CAPACITY:
ABSORBED POWER:
(KBTU/HR)
(TR)
(HP)
SPEED:
LOAD:
(%)
CONDENSING TEMP:
EVAPORATIVE TEMP:
SUCTION SUPERHEAT:
LUQUID SUBCOOLING:
SUCTION TEMP:
SUCCION PRESS:
DISCHARGE PRESS:
SUCTION PRES. LOSS:
DISCHARGE PRES. LOSS:
(RPM)
SWEPT VOLUME:
DISCHARGE TEMP:
(°F)
REFRIG. FLOW RATE SUC:
REFRIG. FLOW RATE DIS:
REFRIG. FLOW RATE SUC:
REFRIG. FLOW RATE DIS:
OIL HEAT REJECTION:
(CFM)
COP:
(-)
1103.1
91.9
92.2
1000
100
(°F)
(°F)
(°F)
(°F)
(°F)
(PSIA)
(PSIA)
(PSIA)
(PSIA)
86.0
19.4
0.0
0.00
19.4
47.7
169
0.0
0.0
281
215
(CFM)
(CFM)
(LB/H)
(LB/H)
(kBTU/H)
230
94.0
2309
2309
5.95
4.7
+++SUPER HEAT is NOT counted in refrigerant capacity+++
+++WITH WATERCOOLED OIL COOLED+++
Tabla 3.2: Mycom recipro compressor performance single stage (booster)
52
3.2
3.2.1
Desarrollo de diagramas de flujo de sistema propuesto
Diagrama de flujo de sistema de amoniaco
53
3.2.2
Diagrama de flujo de sistema de glicol
54
CAPITULO 4
4.1
4.2
4.3
4.4
4.5
4.6
Instalación y puesta en marcha
Del equipo de refrigeración
Con amoniaco
Desarrollo de planos de anclaje de equipos y bases de cimentación
Desarrollo de lay-out de base de cimentación
Desarrollo de lay-out de vistas y cortes
Desarrollo de isométrico de líneas de amoniaco
Desarrollo de isométrico de líneas de refrigeración
Desarrollo de lay-out de equipos de refrigeración sala de maquinas
55
56
57
58
60
61
62
Capitulo 4
Instalación y puesta en marcha del equipo de refrigeración con amoniaco.
4.1
Desarrollo de planos de anclajes de equipos y bases de cimentación
56
4.2 Desarrollo de lay-out de base de cimentación
57
4.3 Desarrollo de lay-out de vistas y cortes
58
4.3 Desarrollo de lay-out de vistas y cortes
59
4.4 Desarrollo de isométrico de líneas de amoniaco
60
4.5 Desarrollo de isométrico de líneas de refrigeración
61
4.6 Desarrollo de lay-out de equipos de refrigeración sala de maquinas
62
CAPITULO 5
5.1
5.2
5.3
5.4
5.5
Mantenimiento de sistemas de
Refrigeración con amoniaco
Introducción
Aspectos de seguridad
Mantenimiento e inspección periódica
Mantenimiento preventivo
Causas de anormalidades y solucione
63
64
64
65
66
67
Capitulo 5
Mantenimiento de sistemas de refrigeración con amoniaco
5.1
Introducción
El amoniaco es fácil de conseguirse y es el más barato de los combustibles comúnmente empleados,
estos dos hechos, junto con su estabilidad química afinada por el agua y no miscibilidad con el aceite y
debido a su coeficiente de transferencia de calor relativamente alto y al consecuente mejoramiento de
la razón de la transferencia de calor, el amoniaco es el más adecuado para grandes instalaciones de
enfriamiento liquido
Las principales características de este refrigerante son las siguientes:
Refriegerante
Clase
Número
Peso molecular
Temperatura de ebullición
Punto de congelación
5.2
Amoniaco NH3
Inorgánico
717
17.03
-33.3 °C
-77 °C
Aspectos de seguridad
Las normas de ASHRAE, al amoníaco lo establecen en el grupo dos, pertenecen a este grupo
refrigerantes combustibles y no combustibles. La toxicidad es tal que cuando se expone conejillo de
Indias durante dos horas a una concentración de 2.5% en aire, o mueren o son seriamente afectados.
En amoníaco la concentración máxima permitida por ocho horas es de 50 ppp (Vol.)
Límite
Detección de olor
Exposición prolongada
Exposición de media a una hora
Irritación de garganta
Tos
Peligro en media hora
Letal en corto tiempo
Concentración (ppm)
53
100
300 – 500
408
698
1,720
2,500 – 4,500
5,000 – 10,000
Tabla 5.1: Respuesta fisiológica al vapor de amoníaco.
IMPORTANTE: Debido a la toxicidad del amoníaco se recomienda que en la sala de máquina se
encuentre por lo menos una mascarilla de respiración contra gases de amoníaco.
64
Concentración
150 – 220 ppm
440 ppm
600 ppm
700 ppm
1,000 ppm
1,500 ppm por encima
Efecto
Los ojos afectados luego de un minuto, sin afectar la
visión seriamente. La respiración sin afectar.
Afecta los ojos con rapidez, pero no lo suficiente
como para decrecer la visión.
Abundante lagrimeo en 30 segundos. Se puede
respirar aún.
Lagrimeo en segundos. Se puede respirar.
Lagrimeo instantáneo y visión deteriorada.
Respiración imposible. Irritación en la piel.
Abandonar el recinto inmediatamente.
Tabla 5.2: Efecto del amoníaco en periodos cortos de tiempo.
5.3
Mantenimiento e inspección periódica
Es muy importante revisar y registrar las condiciones de operación para prevenir anticipadamente las
fallas y tomar las precauciones adecuadas.
Es muy conveniente registrar los datos cada una o dos horas, y llevar una bitácora de operación por
turno, tomando en cuenta los siguientes datos a registrar.
Presión de succión.
Presión de descarga.
Presión de suministro de aceite (1.5 a 2.5 Kg/cm2 arriba de la presión de descarga).
Presión diferencial del filtro de aceite. No sobrepasar de 0.8 Kg/cm2
Temperatura de succión.
Temperatura de descarga.
Temperatura en separador de aceite.
Sobrecalentamiento.
Amperaje del motor del compresor.
5.3.1
Inspección periódica.
De acuerdo a las horas de operación, hace falta revisar los siguientes términos periódicamente.
R:
D:
C:
G:
Revisar
Desarmar y revisar
Cambio de piezas
Cambio de grasa
65
Horas de operación
(Miles de horas)
Sello de eje
Descargador
Cojinete de empuje
Cojinete principal
Cojinete lateral
Anillos “O”
Juntas
Sello del eje
Cojinete
Acoplamientos
Válvula reguladora de presión
de aceite
Asiento de válvulas de
retención
5
10
15
20
25
30
35
40
45
50
55
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
D
G
R
R
D
G
R
R
R
D
C
C
C
C
R
D
G
R
G
R
D
G
R
G
R
R
D
G
D
C
D
C
C
R
G
R
R
G
G
R
D
R
G
R
C
Tabla 5.3: Actividades de mantenimiento de acuerdo a horas de trabajo
5.4
Bomba de aceite y compresor.
Mantenimiento preventivo
1. Cambio de aceite lubricante: Cambiar cada 3,000 horas. (En caso de observase muy sucio, se
cambia en cualquier momento).
2. Limpieza de filtros: Limpiar cuando haya una presión diferencial del filtro de aceite de más de 1
Kg/cm2.
Limpiar filtro de succión cada tres meses. Este filtro se encuentra antes del compresor.
Limpieza de filtros de válvulas solenoides: Suministro de líquido y enfriamiento de aceite.
3. Manómetros: Revisar su exactitud una vez cada tres meses.
4. Válvula de seguridad y dispositivos de protección: Revisar funcionamiento mínimo cada seis
meses.
5. Cambio de agua al condensador (cada seis meses), además ventilar rociadores, tensión de
bandas, ventilador e incrustación en los tubos del condensador (cada tres años).
6. Limpieza de filtros del sistema de succión de líquido (cada tres meses).
7. Over hall al compresor (cada tres años).
8. Limpieza de placas evaporador (cada dos años).
66
LO SP
HI DP
LO OP
HI OF
HI DT
HI OT
LO OS
HI MA
LO OL
LO EB
LO LB
Límites de alarma
0.35
15
0.5
1.41
70
65
18
275
0
-11
-13
Unidades
Kg/cm2
Kg/cm2
Kg/cm2
Kg/cm2
°C
°C
°C
Amperes
%
°C
°C
Límites de falla
0
16
0.35
*****
85
70
15
260
***
-13
-15
Tabla 5.4: Parámetros de operación y limites compresor tipo tornillo
5.5
Causas de anormalidades y soluciones
El paro del compresor puede ocurrir por dos de las siguientes formas:
Por petición
Por falla
Cuando ocurre un paro por falla, todas las salidas del sistema se deshabilitarán aparecerá en pantalla
el mensaje correspondiente a dicha falla.
Cuando ocurre un paro programado (por petición), ocurrirá lo siguiente:
Se desactiva el motor del compresor.
Se energiza la válvula de descarga para llevar al compresor a su posición mínima (SV=0%)
Cuando el compresor se descarga totalmente (SV=0%) se apaga dicha válvula junto con el motor de la
bomba de aceite, indicando en la pantalla el estado final del sistema (STOPPED).
Es muy importante que el operador sepa interpretar cada una de las fallas que pueden presentarse
mientras el equipo esté operando.
En el diagrama de control aparecen marcadas cada una de las alarmas digitales y analógicas
entendiéndose como alarmas digitales los interruptores de flujo, termostatos, sensores de nivel, etc. y
las alarmas analógicas lo que son sensores de presión, temperatura, etc.
A continuación se enlistan una serie de problemas que puede presentar el equipo, así como las causas
y las posibles soluciones.
67
ANORMALIDAD
CAUSA
1.
Vibración extraordinaria al arranque
a) Compresión de líquido (aceite)
por haber quedado el aceite en el
compresor.
A. Vibra corto
tiempo,
luego se
estabiliza
b) El regreso de líquido refrigerante
que había quedado en la tubería de
succión.
a) Pernos de anclajes flojos o mal
apretados.
b) Alineación del acoplamiento del
compresor y motor esta correcto.
B. Sigue
c) Acoplamiento mal armado o mal
vibrando
balanceado.
d) Mal balanceado del rotor del
motor.
e) Mala alineación de bomba de
aceite y su motor.
C. Vibración
a) Resonancia en la tubería o
constante
edificio.
2.
Ruido anormal durante la operación
a) Entrada de algo sólido en el
compresor, se incrusta en la
superficie d los rotores.
b) Desgaste de los cojinetes de
empuje.
c) Rotor y caja están en rozamiento
por el desgaste de cojinetes.
d) La chaveta del acoplamiento esta
floja.
e) Desgaste del acoplamiento por
falta de grasa.
f) Cavitación de bomba y aceite.
SOLUCIÓN
a) Antes de poner en
marcha, girar el eje más
veces con la mano,
aproximadamente 5
vueltas.
b) Abrir ligeramente la
válvula de succión o revisar
el sistema.
a) Apretar bien.
b) Realineamiento.
c) Revisar
d) Balancear o cambiar.
e) Revisar y realizar si es
necesario.
a) Cambiar la frecuencia
propia modificando la
colocación de soportería de
la tubería, etc.
a) Desarme el compresor y
revise el filtro de succión y
gas.
b) Cambio.
c) Desarme, revise y
cambié piezas según la
necesidad.
d) Cambio de chaveta o
apretar tornillos.
e) Cambio.
f) Revise el sistema de
lubricación y nivel de
aceite.
Tabla 5.5: Causas de anormalidades y sus soluciones
68
3.
Paro automático del compresor por haber funcionado los dispositivos de
seguridad.
a) Falta de capacidad del
a)
condensador.
1. Revisión del circuito de
1. Falta de agua.
agua.
2. Sarro (incrustado).
2. Limpieza (des
3. Falta de la bomba de agua.
incrustación).
3. Revisión.
b) Gases incondensables (aire)
b) Purga de aire parando
las bombas del
condensador después de
haber estado en operación
1 hora.
A) Sensor de
c) La presión demasiado baja en la
c) Regulación.
alta
regulación del presostato.
presión.
d) Falla del sensor, se opera por
d) Cambio y/o
D.P.
vibración.
amortiguador.
e) Falta de cantidad necesaria de
aceite.
f) Succión de gas en lugar de aceite
en la bomba.
(Espumaje en separador de aceite)
g) Falta de viscosidad de aceite.
h) Aumento en la cantidad de
suministro de aceite al compresor
por incremento de la relación.
a) Disminución de la capacidad del
a) Limpieza del filtro.
enfriamiento de aceite.
b) Operación del compresor
b) Regulación ó limpieza
demasiado caliente.
desarmado.
c) En el caso del enfriador de aceite c) Limpieza.
enfriado por líquido refrigerante:
Falta de líquido, regulación de la
B) Sensor de
válvula de expansión no adecuada,
presión de
filtro de refrigerante tapado, falla de
aceite.
la válvula solenoide.
O.P.
d) Temperatura de aceite
d) Modificar programación.
inadecuadamente programada.
e) Falta de viscosidad del aceite.
e) Cambio de aceite ya
muy quemado.
f) Aumento en la cantidad de
f) Disminuir la cantidad de
suministro de aceite al compresor
alimentación de aceite.
por incremento de la relación.
Tabla 5.5: Causas de anormalidades y sus soluciones
69
4.
Nivel de aceite normal durante la operación.
A) Gran consumo
de aceite (bajo
nivel)
a) Las condiciones actuales de
trabajo no coincide a las de diseño.
B) Suciedad de
aceite en el tanque
5.
O.P.
Largo tiempo de operación
con carga parcial
Variación violenta de la
carga
Cambio súbito de presión de
condensación (ebullición)
a) Retorno de aceite desde el
evaporador
b) Retorno de aceite contaminado
del evaporador
Variación de la lectura de presión de aceite
a) Reconsideración de las
condiciones de trabajo
b) Regularización y revisión
para estabilizarlas
a) Desalojar el aceite hasta
tener el nivel normal
b) Desalójelo y cambie el
aceite completamente
a) La bomba de aceite succiona gas
por espumaje dentro del separador
de aceite
a) Eliminar el problema de
espumaje
b)La bomba succiona gas por falta
de aceite
b) Agregar aceite
c) Obstrucción del filtro de aceite
c) Limpieza
d) Falla de la válvula reguladora de
presión de aceite
d) Regulación o desarme
para limpieza y revisión
e) Falla de la bomba de aceite
e) Revisión
f) temperatura de aceite demasiado
baja
f) Revisión de calentador
de aceite
Tabla 5.5: Causas de anormalidades y sus soluciones
70
6.
El cuerpo del compresor anormalmente caliente
A) Temperatura de
aceite anormal
a)
Operación
recalentada
extremadamente
b) Fuga de la válvula solenoide de
la línea By-pass o línea de By-pass
abierta
a) regulación de la válvula
de expansión, control de
capacidad con la carga
reducida y revisión del filtro
de succión del gas
b) Revisión
c) Calentamiento anormal
desajuste de piezas
por
d) Quemadura del compresor
causada por residuos metálicos
B) Aumento en la
temperatura del
aceite
e) Aumentos de la relación de
compresión por el aumento en la
presión de condensación
a) Falta de enfriamiento, falta en la
capacidad del enfriador de aceite
b) Aumento de calor por la
disminución de la viscosidad del
aceite
c) Aumento de la relación de
compresión
7.
c) Revisión (desarme si es
necesario)
d) Revisión (desarmen si es
necesario)
e) Bajar la presión de
condensación
a) Aumentar la capacidad
del enfriador
b) Verificar las propiedades
del aceite (cambiarlo si es
necesario)
c) Bajar la presión de
condensación u operar con
la carga parcial
Baja temperatura del compresor y separador
a) Operación con retorno continuo
de liquido refrigerante
a) Reajustar la válvula de
expansión
b) Continuación de operación sin
carga
b)Revisar la parte
control de capacidad
c)
Presión
de
anormalmente baja
c) Continuar la operación y
cargar refrigerante si es
necesario
condensación
d) Temperatura de ambiente baja
d) Continua la operación
Tabla 5.5: Causas de anormalidades y sus soluciones
71
de
8.
Fuga del sello de eje del compresor y bomba de aceite (3cc/h es el máximo
permitido)
a) Operación con retorno continuo a) Reajustar la válvula de
de liquido refrigerante
expansión
b) Continuación de operación sin
carga
b) Revisar la parte de
control de capacidad
c) baja temperatura de aceite
c) Regular la cantidad de
agua y aceite
d)
Presión
de
anormalmente baja
condensación
e) Temperatura de ambiente baja
9.
e) Continuar la operación
Fuga del sello del eje del compresor y bomba de aceite (3cc/h es el máximo
permitido)
a) Rotura en las cartas del sello por a) Desarme y reparación
basuras
b) Rotura en juntas
10.
d)
Continuar
las
operaciones
y
cargar
refrigerante si es necesario
b) Desarme y reparación
c) Vibración causada por el mal c) Re-alineamiento
alineamiento de los ejes
No se mueve el control de capacidad del compresor
a) Falta el indicador (esta floja la
leva)
b) Adhesión del pistón descargador
a la camisa
a)
(se
distingue
por
cambios de ruidos y
capacidad)
Revisar
y
reparar el indicador
d) Obstrucción en la línea de
presión hidráulica
b) Desarmar y limpiar,
cambiar el aceite si es
necesario, porque tiende a
ocurrir cuando el aceite
esta sucio
e) Falla de los cojinetes
indicador o leva del cilindro
c) Desarmar,
reparar
c) Quemadura de válvula deslizante
f) Falla en el circuito de control
del
revisar
d)
Revisar
y
válvulas y tuberías
y
limpiar
g) Válvula de 4 vías dañada
e) Desarmar y reparar
f) Revisar,
cambiar
reparar
g) Reparar o cambiar
Tabla 5.5: Causas de anormalidades y sus soluciones
72
o
11.
Hay diferencia entre la presión de evaporación y la de succión del compresor
a) Obstrucción en el filtro de
succión de gas
a) Revisar y regula de
nuevo
b) Error en el manejo de las
válvulas de línea
b) Verificar la línea de
succión
c) Obstrucción en tuberías
c) Checar las líneas de
refrigerante (en instalación
pudo
haber
quedado
tapones ciegos y trapos
etc.
d) Falta de presión de aceite
d) Repararlos
12.
No funciona correctamente control de capacidad
a) Mal regulado
controlador tipo AP
13.
o
falta
de
a) Revisar y regular de
nuevo
b) Falta de potenciómetro
b) Cambio
c) Falta de detector de presión o
temperatura
c) Cambio
d) Falta de presión de aceite
d) Revisar y regular
No cesa de girar el compresor en sentido contrario al momento de deterse el
motor
a) Falta succión en la válvula de
retención
a) Revisar y reparar
Tabla 5.5: Causas de anormalidades y sus soluciones
73
Conclusiones
En base a los resultados obtenidos en campo con el presente proyecto, podemos establecer
que el diseñar un sistema de refrigeración con amoniaco dedicado para una sola línea de
envasado debe de cumplir con ciertas características desde el tipo de equipos a instalar, así
como de los equipos que se piensen rehabilitar, para poder establecer un sistema adecuado
para la demanda de carga que se requiere, siendo este punto muy importante, ya que al ser
dedicado el equipo, lo más recomendable es que se apegue al cálculo térmico de la demanda
de refrigeración que se requiere, de lo contrario el equipo pararía constantemente y dañaría los
compresores.
Otro punto importante por señalar es el establecer una comunicación del equipo a enfriar y el
equipo de refrigeración para de esta forma establecer un control más adecuado del sistema y
evitar un posible congelamiento del sistema de glicol y daño a las bombas, por tal motivo de no
existir esta comunicación se hace necesario que al menos se cuente con un sistema de control
de paro de los compresores por baja temperatura del glicol y de esta manera estamos
protegiendo a los compresores.
Como se menciona anteriormente instalando el sistema de acuerdo al cálculo térmico
realizado y combinando un adecuado sistema de control de los equipos, solo nos resta diseñar
un área de trabajo adecuada, con espacios para posibles mantenimientos de los equipos, es
decir pensar en la ergonomía del operador y/o mecánico que laborara en el área, lo cual en el
presente proyecto se cumplió efectivamente.
Como mejora a este sistema prácticamente, solo se le agregaría una válvula modulante
reguladora de flujo en vez de la válvula on-off con la que cuenta el intercambiador del mixer, ya
que el hecho de que cuente con esta última modifica el flujo al momento de cerrar su válvula el
mixer, generando golpes de ariete, lo cual nos puede dañar los impulsores de las bombas.
74
Bibliografía
{1}
Brisa, Bufete de Refrigeración Industrial (2007). Principios, Diseño y Aplicaciones,
México: Publicación 001-BNET-PUB
{2}
RR, Refrigeración Industrial Aplicada S.A. DE C.V. (2007). Manual de Compresores de
Amoniaco México: Publicación 1
{3} York Intenational S.A. DE C.V. (2005). Refrigeración Industrial con Amoniaco para la
Industria Limpia
{4}
Cerveceros Caseros (2009). WWW.cerveceroscaseros.com, Los glicoles Empleados en
Refrigeración. Recuperado el 02 de enero de 2009
{5}
Evapco, (2007). Manual de Operación y Mantenimiento de Torre Condenzador
Evaporativo ATC-423B, México: Publicación
75