The effects of Silica Fillers on the Properties of Encapsulation Molding Compounds
advertisement

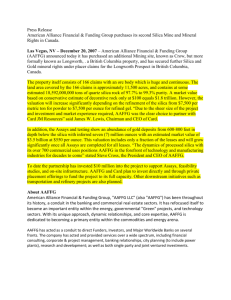
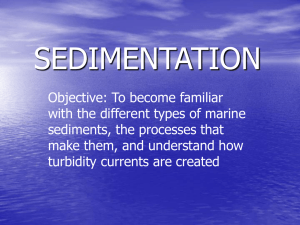
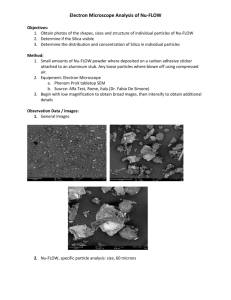
The Effects of Silica Fillers on the Properties of Encapsulation Molding Compounds Yowching Liaw Department of Engineering Science, National Cheng Kung University, Tainan 70101, Taiwan Jung-Hua Chou1 Department of Engineering Science, National Cheng Kung University, Tainan 70101, Taiwan email: jungchou@mail.ncku.edu.tw Encapsulation molding compounds (EMCs) are commonly used to protect integrated circuit (IC) chips. Their composition always contains fillers of a large amount (about 70%) and will affect the properties of the compounds. Thus, in order to clarify the filler effects, in this study, three types of silica fillers including crystal silica, edgeless silica, and fused silica were studied experimentally to explore their effects on the compounds. The results show that all of the flow spiral length, glass transition temperature (Tg), coefficient of thermal expansion (CTE), and water absorption rate of the encapsulation molding compounds decrease as the filler amount increases, irrespective of the filler type. In contrast, both thermal conductivity and flexural strength of the compounds increase as the filler amount increases, but also irrespective of the filler type. For the three fillers, the edgeless silica filler has the advantage of a large flow spiral length and can be molded better. It also has a larger thermal conductivity, larger flexural strength, and lower water absorption rate. Hence, for low stress industrial applications, the edgeless silica should be adopted as the filler of the encapsulation molding compounds. [DOI: 10.1115/1.4037145] Keywords: encapsulation molding compound, silica fillers, flow spiral length, thermal conductivity, moisture, flexural strength 1 Introduction Currently, silicon is the most commonly used material in the semiconductor industry to fabricate electronic components. As the silicon material is fragile, electronic components made from it require proper protection to prevent possible damages from the dissipated heat and from the environmental factors such as moisture, chemicals, dust, etc. For consumer electronics, the cost per performance is of great concern; hence, the protection is typically accomplished by polymer encapsulation molding compounds (EMCs) due to their relatively lower cost and suitability for mass production and automatic sealing. With the quest for portability of electronic devices, the integrated circuit (IC) integration density constantly increases as projected by Moore’s law. One of the consequences of this trend is that ICs tend have higher heat dissipation which can affect the performance and reliability of the electronic devices. Thus, an urgent need is for EMCs to have higher heat transfer capabilities. Polymer EMCs are composite materials which generally contain resins, hardeners, and inorganic fillers (mainly the natural silica). The literature [1] and our field experience indicated that by increasing the filler content of the EMC, the thermal conductivity of the EMC can be increased. Therefore, fillers have two main advantages: a better thermal conductivity than that of polymers as just described and a lower cost as compared to that of the epoxy resin. In other words, a large amount of fillers is more desirable for practical applications. However, increasing the filler amount can lead to a reduced flow spiral length. This latter situation may result in voids or unfilled molding regions in the encapsulated devices and has to be resolved if the filler amount were to be increased in the EMCs. Therefore, for this purpose, edgeless silica fillers are introduced in the industry by grinding off the sharp edges of the crystalline silica with the goal of reducing flow resistance to resolve the reduced flow spiral length issue. 1 Corresponding author. Contributed by the Electronic and Photonic Packaging Division of ASME for publication in the JOURNAL OF ELECTRONIC PACKAGING. Manuscript received November 5, 2016; final manuscript received June 13, 2017; published online July 10, 2017. Assoc. Editor: S. Ravi Annapragada. Journal of Electronic Packaging Qualitatively, because of edgeless, it is expected that edgeless silica can flow better to achieve a larger filler amount in the EMC. Thus, an EMC with a larger thermal conductivity can be made for high power electronic components. This kind of larger thermal conductivity cannot be accomplished by the spherical silica, even though it also flows better [2], due to its fused nature which has a lower thermal conductivity. Hence, edgeless silica can be the important filler for EMCs. Therefore, it is investigated in this study to examine its pros and cons for industrial applications. In the literature, the effects of filler loading on the EMC properties were mainly focused on crystal silica [1,3,4], fused silica [1,4], and spherical silica fillers [5], because they are the popular fillers adopted in the industry. In contrast, the performance of edgeless silica as EMC fillers was rarely discussed, probably due to its recent introduction to the industry. Thus, this study tried to fill in this gap by exploring the effects of edgeless silica fillers on the properties of EMCs to better serve the packaging community requiring EMCs with larger thermal conductivities. Hence, the main contribution of this study is to provide the merits of edgeless silica as the fillers of the molding compounds. The EMC properties are generally characterized by the flow spiral length, dielectric constant, gel time, flammability, extracted sodium, hydrolyzable chloride, volumetric resistivity, glass transition temperature (Tg), coefficient of thermal expansion (CTE), water absorption rate, flexural strength, and thermal conductivity. In this study, we focus on the thermal and mechanical characteristics of EMCs with the edgeless silica filler for its larger flow spiral length. The characteristics pertinent to package reliabilities, including the flow spiral length, thermal conductivity, CTE, Tg, water absorption rate, and flexural strength, are compared to those of fused and crystalline silica. Thus, their relative practical applicability can be delineated for the related industry. There are no industrial standards for these characteristics as they depend on the molding conditions, package sizes, and cost; they are always determined by the customers’ specifications. For current industrial applications, the flow spiral length is from 50 to 120 cm, Tg from 135 C to 170 C, CTE from 1.2 to 2.7 ppm/mK, moisture absorption from 0.2% to 0.35%, flexural strength from 15 to 20 kgf/cm2, and thermal conductivity from 0.8 to 2.3 W/mK. C 2017 by ASME Copyright V SEPTEMBER 2017, Vol. 139 / 031007-1 Downloaded From: http://electronicpackaging.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/journals/jepae4/936321/ on 07/20/2017 Terms of Use: http://www.asme.or 2 Experimental Approach 2.1 Filler Properties. The properties of crystalline silica, edgeless silica, and fused silica investigated in this study are as follows: (1) Crystalline silica: Crystalline silica is usually produced by purification chemically and crushing mechanically natural quartz. Its morphology has irregular shapes with sharp corners as shown in Fig. 1. The scale bar at the lower right corner of the scanning electron microscope picture is 100 lm (likewise for Fig. 2). In the figure, the value of 40 lm of D50 represents the median of the particle size distribution. Because of the irregular shapes with sharp edges, crystalline silica has a larger flow resistance and tends to cause adverse effects such as wearing the manufacturing equipment, and encapsulating and testing molds. (2) Edgeless silica: Edgeless silica is made by grinding crystalline silica mechanically to turn the sharp edges into blunt ones as shown in Fig. 2; therefore, it is commonly referred to as blunt corner silica. Thus, it has a better flow spiral characteristic due to its round edges and can also achieve a higher filling speed during molding as compared to that of crystalline silica. On the other hand, it costs more than that of crystalline silica due to the additional grinding process. (3) Fused silica: Fused silica is commonly made by melting crystalline silica in high temperatures of 1900–2500 C first. Then, after resolidification, the silica is crushed and pulverized. Thus, fused silica is amorphous and transparent. Because of the melting and resolidification processes, the internal stress is released and also results in a smaller CTE than that of crystalline silica [6]. Table 1 summarizes the specific area and particle size distributions of the three silica fillers. The sizes of crystalline and edgeless silica fillers are about the same and are larger than that of the fused silica fillers. 2.2 Raw Material Compositions of Encapsulation Molding Compounds. Table 2 lists the raw material compositions of the EMCs used in this study. In the table, the weight percentages (wt. %) of A, B and C are not given specifically due to commercial constraints; only the equivalent molecular weights are shown. The weight percentage of fillers was varied from 72% to 81% with an increment of 3%. 2.3 Testing Methods. The EMCs had three different silica fillers; each filler had four different loadings. That is, there was a Fig. 2 Edgeless silica (D50 5 40 lm) Table 1 Filler specific surface areas and particle size distributions Silica Specific surface area (m2/g) D10 (lm) D50 (lm) D90 (lm) 0.618 0.707 0.696 3.697 3.169 3.231 26.781 23.178 18.129 86.071 87.034 74.751 Crystalline Edgeless Fused total of 12 testing configurations. Five samples were tested for each configuration. The methods of determining the EMC properties described above are as follows. (1) Flow spiral length: For this test, the testing mold was heated and pressurized between two plates first. Then, the preheated molding compound was put into the cavity of the testing mold and was further pressurized by the injection cylinder for molding until the compound was solidified so that the flow spiral length could be measured. Typically, the recommended testing temperature and injection pressure [3] are 150 6 2 C and 1078 N/cm2, respectively. In this study, the corresponding conditions were 175 6 2 C and 1078 N/cm2. (2) Tg and CTE: The specimen was heated in a thermomechanical analyzer (TMA, HITACHI_TMA7100) apparatus with a temperature increasing rate of 5 C/min from 25 C to 245 C to measure Tg and CTE as illustrated in Fig. 3. From the two temperature zones with linear increase in temperature: one at the lower temperature and the other at the higher temperature, two tangents were drawn and their intersection was the Tg deduced. The corresponding CTEs below and above Tg were calculated by the two formula shown on the right-hand side of the figure. (3) Water absorption rate: Samples of 50 mm in diameter and 3 mm in height were placed in a cooker and boiled in water at 100 C for 24 h. Then, the weight difference before and after boiling was measured to obtain the water absorption rate. Namely, water absorption rate ¼ [(w2 w1)/w1]*100%, where w1 and w2 represent the sample weights before and after boiling, respectively. Table 2 Raw material compositions of EMCs Materials Epoxy resin Phenol hardener Filler Others Fig. 1 Wt. % Remark A B 72/75/78/81 C Epoxy equivalent MW: 200 Phenol equivalent MW: 105 Crystalline, edgeless, and fused silica Wax, coupling agent, etc. Irregular polygons with sharp edges (D50 5 40 lm) 031007-2 / Vol. 139, SEPTEMBER 2017 Transactions of the ASME Downloaded From: http://electronicpackaging.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/journals/jepae4/936321/ on 07/20/2017 Terms of Use: http://www.asme.or Fig. 3 Specimen size and the determination of Tg and CTE (4) Flexural strength: The flexural strength was measured by a Tensile Strength Tester (HT-2402, Hung Ta Instrument) under room temperature. The specimen size was 4 mm in height, 9.8 mm in width, and 60 mm in length. (5) Thermal conductivity: The thermal conductivity was measured by a QTM-500 thermal conductivity instrument of Kyoto Electronics. 3 Results and Discussion 3.1 Flow Spiral Length (cm). The test results are shown in Fig. 4 where the flow spiral length is expressed in centimeter with a standard deviation of about 0.577–1.155 cm. It can be observed that the flow spiral length of edgeless silica is the largest; whereas that of fused silica is the smallest. The former can be twice that of the latter, fairly independent of filler percentages. That is, the EMC filled with edgeless silica flows better in the molding process due to its blunt edges which reduce flow resistance. On the other hand, increasing the filler amount can reduce the flow spiral length due to the solid nature of fillers, irrespective of filler types, even though the extent of reduction is different for different fillers. The Mooney’s equation [3] given in the following equation can help explaining the above observations: ln ðg=g1 Þ ¼ KE w2 =ð1 w2 =wm Þ (1) In the above equation, wm and w2 represent the maximum filler content and the filler content of the EMC, respectively; g andg1 are the viscosities of the resin composite and the resin matrix, respectively. The value of the Einstein constant, KE, is 2.5 for spherical particles and increases as the particle becomes longer and thinner [7]. That is, KE reduces as the sharp-edged polygon Fig. 5 Trends of viscosity versus filler amount in terms of KE silica is ground into a blunt shape and results in a smaller g as shown in Fig. 5. Moreover, the effect of filler content on KE is more evident as the filler content increases. Therefore, if we want to reduce KE while keeping g the same, then we can increase w2/ (1 w2/wm). As shown in Fig. 6, by keeping g constant, a smaller KE will result in a larger filler amount, and the effect of filler amount is larger when g is smaller. Because the viscosity is proportional to the filler amount [8], one can increase the filler percentage while keeping g constant by reducing KE. In other words, by converting the polygon silica into edgeless silica, the result of either reducing the viscosity to increase the flow spiral length or increasing the filler amount while keeping g the same can be achieved. For the latter situation, a filler amount of 10% more can be added if edgeless silica is used instead of crystal silica; thus, reducing the EMC cost as silica is cheaper than epoxy [9]. On the other hand, the densities of crystal silica and fused silica are 2.64 g/cm3 and 2.2 g/cm3, respectively [4]. For the same weight, the amount of filler added to EMCs of crystal silica is smaller than that of fused silica. That is, the volumetric filling ratio of crystal silica is smaller than that of fused silica. Therefore, the flow spiral length of crystal silica is larger than that of fused silica. 3.2 Glass Transition Temperature. Tg is critical to the process window of molding. As EMCs are a resin-based thermosetting material, their stress–strain visco-elastic behavior depends on the degree of curing, temperature, and time [10,11]. In the preparation of the EMCs, the hardening of epoxy resin is accomplished by phenol resin through cross-linking of the functional groups of hardeners and resins to obtain a specific Tg. The result of Tg versus filler amount is illustrated in Fig. 7, showing that Tg decreases as the filler amount increases. Moreover, CTE values shown in Fig. 8 (to be described later) also decrease as the filler amount increases. A larger CTE implies a larger shrinkage of EMCs during curing. The extent of shrinkage during curing is proportional to the degree of curing; more curing, larger shrinkage [12]. The large shrinkage needs to be avoided because it induces internal residual stresses which greatly affect EMC reliabilities. Hence, adding fillers can reduce both thermal and curing related shrinkage [13] as fillers can reduce the degree of curing. The degree of curing (a) is related to Tg as indicated by the following DiBenedetto equation [14]: TgðaÞ ¼ Tg0 þ ½ððTg1 Tg0 ÞkaÞ=ð1 ð1 kÞaÞ Fig. 4 EMC flow spiral length versus filler contents Journal of Electronic Packaging (2) where Tg0 and Tg1 denote the glass transition temperatures corresponding to a ¼ 0 and 1, respectively; k is a shape parameter with values between 0.2 and 0.6. The DiBenedetto equation shows that the higher the degree of curing, the larger the glass transition SEPTEMBER 2017, Vol. 139 / 031007-3 Downloaded From: http://electronicpackaging.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/journals/jepae4/936321/ on 07/20/2017 Terms of Use: http://www.asme.or Fig. 8 The variation of CTE versus filler amount Fig. 6 Filler amount versus KE temperature, consistent with the present result of decreasing Tg with increasing filler amount illustrated in Fig. 7. 3.3 Coefficient of Thermal Expansion. In the encapsulating molding process, internal residual stresses can be induced by two mechanisms. One is the CTE mismatch of different materials used in the electronic components. This could cause thermal stresses and lead to interface cracks [15]. The other is the volumetric change from the liquid state to solid state of EMCs during curing, commonly referred to as “chemical cure shrinkage” [16]. These stresses can lead to undesired warpage and require proper treatment [17]. Furthermore, high density packages for high temperature performance are getting popular recently [18]. That is, the issue of thermal expansion needs to be addressed for reliability. As mentioned above, by increasing the filler amount, CTEs decrease as shown in Fig. 8, an observation consistent with that of Bujard et al. [4] due to a larger CTE of epoxy than that of silica. Because the CTE of EMCs is larger than those of leadframes and IC chips, a reduced CTE of EMCs can reduce the thermally induced stresses. As depicted in Fig. 8, the CTE of EMCs with crystal silica is the same as that with edgeless silica. This is expected because edgeless silica is made by grinding off the corners of crystal silica. In contrast, the CTE of EMCs with fused silica is about 59% of EMCs with crystal silica because fused silica is prepared by pulverizing the solidified crystal silica in 1900–2500 C Compared to the findings of Tan et al. [8] for which the CTEs are 14 ppm/mK and 0.5 ppm/mK, respectively, for EMCs with crystal silica and fused silica, our corresponding values are about 2.5 ppm/mK and 1.5 ppm/mK which are not that different as those given in Ref. [8]. 3.4 Water Absorption Rate. Epoxy-based EMCs are not hermetic and can absorb water through diffusion which is Fig. 7 Variations of Tg versus filler amount (data standard deviation between 1.0–4.3 C) 031007-4 / Vol. 139, SEPTEMBER 2017 temperature dependent [19]. Water can be absorbed by raw EMCs in either powder or ingot form, especially in a wet environment, consequently affecting the rheology of EMCs [20]. In addition, the water absorbed by EMCs after molding reduces the adhesion strength of the interface between the EMC and the leadframe [21] and can lead to delamination easily [22,23]. Moreover, under the same humidity condition, EMCs absorb more water at higher temperatures because of the presence of porosity [24]. Also, water absorption leads to expansion and results in warpage. The critical interface fracture toughness between the EMC and Cu (part of the leadframe alloy) reduces by 20% with 85/85RH humidity at room temperature [25]. Water absorption by EMCs is the main cause of popcorn and delamination problems in the component packaging [26] and should be avoided. The results shown in Fig. 9 reveal that water absorption decreases as the filler amount increases, consistent with those of Refs. [5], [18], [26], and [27], due to poor water absorption of fillers and the reduced volume of epoxy in the EMC. In comparison, water absorption of crystal silica is smaller than that of fused silica as the latter was fused and pulverized from the former. In contrast, there is no significant difference in water absorption between edgeless and crystalline silica as they only differ slightly in geometry; their small difference may be related to the microstructural arrangement inside the EMC composite [1] and requires further investigation for validation. 3.5 Thermal Conductivity. The results portrayed in Fig. 10 illustrate that thermal conductivities increase as the filler amount increases. This is expected because the thermal conductivities of crystal silica and fused silica are 14 W/mK and 1.4 W/mK, respectively [4], much larger than that of epoxy of 0.02–0.04 W/mK. Thus, fillers can enhance the thermal conductivity of EMCs [3], irrespective of their types. The thermal conductivity of edgeless silica is the same as that of crystal silica as expected. On the other hand, the thermal conductivity of fused silica is smaller than that of crystalline silica. It should be noted that other factors such as surface roughness, surface hardness, surface impurity, etc., could also affect the thermal conductivity [28], in addition to the filler Fig. 9 Water absorption versus filler amount Transactions of the ASME Downloaded From: http://electronicpackaging.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/journals/jepae4/936321/ on 07/20/2017 Terms of Use: http://www.asme.or Fig. 12 The trend of flexural strength versus filler amount (data standard deviation around 0.020–0.035) Fig. 10 The variation of thermal conductivity versus filler amount type examined in this study. The effect of fillers on thermal conductivity can be explained by the semi-empirical model of Lewis–Nielsen as given in the following equation: Kc =Km ¼ ð1 þ ABVf Þ=ð1 BVf WÞ (3) In Eq. (3), A ¼ KE 1 is shape related, KE is the Einstein constant (KE ¼ 2.5 for spheres as described earlier), B ¼ ½ðKf =Km Þ–1= 2 Vf ; Vmax , and Vf are ½ðKf =Km Þ þ A; W ¼ 1 þ ½ð1 Vmax Þ=Vmax the filler maximum volumetric ratio and volumetric ratio, respectively; Kc, Km, and Kf are the thermal conductivities of the composite, matrix, and filler, respectively. Thus, as shown in Fig. 11 for illustrating the relationship between Kc/Km and the shape factor, based on Vmax ¼ 0.9 and Kf/Km ¼ 700, a larger KE implies a larger thermal conductivity, and the effect is more evident with a larger amount of fillers as demonstrated by the experimental results. 3.6 Flexural Strength. Flexural strength is a load bearing indicator which is a function of material stiffness; a larger stiffness implying a smaller bending deformation. The results shown in Fig. 12 indicate that EMCs with a larger amount of fillers also have a larger flexural strength, increasing almost linearly as Ref. [3]. This is due to the stiffness provided by the fillers as the levels of hardness of crystal silica and fused silica are Hv10 (GPa) and Hv6 (GPa), respectively [8]. Hence, the flexural strength of EMCs with crystal silica is larger than that with fused silica by about 3.8% as expected. In comparison, the flexural strength of EMCs with edgeless silica is about 1.4% larger than that with crystal silica. This latter difference is most likely due to the smaller particles of the edgeless silica. As edgeless silica was made by simply grinding off the sharp edges of the crystal silica mechanically, its volume per particle is smaller. That is, for the same wt. %, the EMC will contain more edgeless silica particles than crystal silica particles. Therefore, the edgeless silica particles will be packed closer to each other in the EMC and result in a slightly larger flexural strength. Further experiments are needed for confirmation. 4 Conclusions The effects of filler types and amounts on the properties of encapsulation molding compounds are experimentally investigated in this study for three silica fillers. Key findings are as follows: (1) Irrespective of filler types, all of the flow spiral length, Tg, CTE, and moisture absorption rate decrease as the filler amount increases; whereas both thermal conductivity and flexural strength increase. (2) The flow spiral length of EMCs of different fillers in descending order is edgeless silica > crystal silica > fused silica. (3) The thermal conductivity of both EMCs with edgeless silica and crystal silica is the same and is much larger than those with fused silica. (4) Water absorption rate by EMCs with both edgeless silica and crystal silica is about the same and is lower than those with fused silica. (5) The flexural strength of EMCs with different fillers in descending order is edgeless silica > crystal silica > fused silica. Overall comparison reveals that the EMCs with edgeless silica are better for low residual stress and/or high thermal conductivity applications. References Fig. 11 The effect of shape factor on the thermal conductivity ratio, Kc/Km Journal of Electronic Packaging [1] Procter, P., and Solc, J., 1991, “Improved Thermal Conductivity in Microelectronic Encapsulants,” IEEE Trans. Compon., Hybrids Manuf. Technol., 14(4), pp. 835–842. [2] Mei, H.-J., Du, X.-Y., Li, L.-X., and Tan, W., 2009, “Optimal Packing Research of Spherical Silica Fillers Used in Epoxy Molding Compound,” International Conference on Electronic Packaging Technology and High Density Packaging (ICEPT-HDP), Beijing, China, Aug. 10–13, pp. 623–626. [3] Bae, J.-W., Kim, W., Cho, S.-H., and Lee, S.-H., 2000, “The Properties of AINFilled Epoxy Molding Compounds by the Effects of Filler Size Distribution,” J. Mater. Sci., 35(23), pp. 5907–5913. [4] Bujard, P., Kuhnlein, G., Ino, S., and Shiobara, T., 1994, “Thermal Conductivity of Molding Compounds for Plastic Packaging,” IEEE Trans. Compon., Packag., Manuf. Technol. Part A, 17(4), pp. 527–532. [5] Moon, K. S., Hwang, S.-D., Yoon, H.-G., Ryu, J.-H., and Woo, S.-S., 1998, “High Filler Loading Technique and Its Effects on the Reliability of Epoxy SEPTEMBER 2017, Vol. 139 / 031007-5 Downloaded From: http://electronicpackaging.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/journals/jepae4/936321/ on 07/20/2017 Terms of Use: http://www.asme.or [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] Molding Compound,” Second Electronics Packaging Technology Conference (EPTC), Singapore, Dec. 8–10, pp. 318–324. Chen, A. S., and Lo, R. H. Y., 1996, “Highly Thermally Conductive, Low Stress Molding Compounds,” 46th Electronic Components and Technology Conference (ECTC), Orlando, FL, May 28–31, pp. 599–604. Alger, M., 1997, “Einstein Equation,” Polymer Science Dictionary, 2nd ed., Chapman & Hall, London, p. 168. Tan, T. H., Mogi, N., and Yeoh, L. P., 2000, “Development of Environmental Friendly (Green), Thermally Enhanced Mold Compound (TEMC) for Advance Packages,” International Symposium on Electronic Materials and Packaging (EMAP), Hong Kong, China, Nov. 30–Dec. 2, pp. 160–166. Han, J. T., and Cho, K., 2006, “Nanoparticle-Induced Enhancement in Fracture Toughness of Highly Loaded Epoxy Composites Over a Wide Temperature Range,” J. Mater. Sci., 41(3), pp. 4239–4245. Palczynska, A., Gromala, P. J., Mayerb, D., Han, B., and Melz, T., 2015, “InSitu Investigation of EMC Relaxation Behavior Using Piezoresistive Stress Sensor,” 16th International Conference on Thermal, Mechanical and MultiPhysics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Budapest, Hungary, Apr. 19–22, pp. 1–5. Gromaia, P., Muthuraman, B., Ozturk, B., Jansen, K. M. B., and Ernst, L., 2015, “Material Characterization and Nonlinear Viscoelastic Modelling of Epoxy Based Thermosets for Automotive Application,” 16th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Budapest, Hungary, Apr. 19–22, pp. 1–7. Hwang, S.-J., and Chang, Y.-S., 2006, “P–V–T–C Equation for Epoxy Molding Compound,” IEEE Trans. Compon. Packag. Technol., 29(1), pp. 112–117. Shen, H.-Q., Qin, F., Xia, G.-F., Bie, X.-R., 2014, “Characterization of Thermal and Curing Behaviors of Epoxy Molding Compounds,”15th International Conference on Electronic Packaging Technology (ICEPT), Chengdu, China, Aug. 12–15, pp. 369–372. Jansen, K. M. B., Qian, C., Ernst, L. J., Bohm, C., Kessler, A., Preu, H., and Stecher, M., 2007, “Kinetic Characterisation of Molding Compounds,” Eight International Conference on Thermal, Mechanical and Multi-Physics Simulation Experiments in Microelectronics and Micro-Systems (EuroSime), London, Apr. 16–18, pp. 1–5. Johnson, R. W., and Shen, Y.-L., 2015, “Analysis of Thermal Stress and Its Influence on Carrier Mobility in Three-Dimensional Microelectronic Chip Stack,” ASME J. Electron. Packag., 137(2), p. 021011. Schindler-Saefkow, F., Rost, F., Rezaie-Adli, A., Jansen, K. M. B., Wunderle, B., Keller, J., Rzepkal, S., and Michell, B., 2014, “Measuring the Mechanical Relevant Shrinkage During In-Mold and Post-Mold Cure With the Stress Chip,” 15th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSime), Ghent, Belgium, Apr. 7–9, pp. 1–5. Lofrano, M., Gonzalez, M., Guo, W., and Van der Plasimec, G., 2015, “Chip Package Interaction: A Stress Analysis on 3D IC’s Packages,”16th International Conference on Thermal, Mechanical and Multi-Physics 031007-6 / Vol. 139, SEPTEMBER 2017 [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Budapest, Hungary, Apr. 19–22, pp. 1–9. Yao, Y.-Y., Lu, G.-Q., Boroyevich, D., and Ngo, K. D. T., 2015, “Survey of High-Temperature Polymeric Encapsulants for Power Electronics Packaging,” IEEE Trans. Compon., Packag. Manuf. Technol., 5(2), pp. 168–181. Cai, X., Huang, W.-D., Xu, B.-L., Kaltenpoth, G., and Cheng, Z.-N., 2002, “A Study of Moisture Diffusion in Plastic Packaging,” J. Electron. Mater., 31(5), pp. 449–455. Lin, J., Teng, A., and Yuen, M. M. F., 1998, “A Fast, Low Cost Method to Check For Moisture in Epoxy Molding Compound,” Second Electronics Packaging Technology Conference (EPTC), Singapore, Dec. 8–10, pp. 359–361. Xu, L., Lu, X., Liu, J., Du, X., Zhang, Y., and Cheng, Z., 2009, “Adhesion Behavior Between Epoxy Molding Compound and Different Leadframes in Plastic Packaging,” International Conference on Electronic Packaging Technology and High Density Packaging (ICEPT-HDP), Beijing, China, Aug. 10–13, pp. 1039–1042. Lu, X. Z., Xu, L., Lai, H., Du, X., Liu, J., and Cheng, Z., 2009, “Studies on Microstructure of Epoxy Molding Compound (EMC)-Leadframe Interface After Environmental Aging,” International Conference on Electronic Packaging Technology and High Density Packaging (ICEPT-HDP), Beijing, China, Aug. 10–13, pp. 1051–1053. Nabi, H. S., Schweitzer, D., Vu, D.-K., and Weiss, I. M. L., 2015, “Prediction of Package Delamination Based on lMMT and BST Experiments,” 16th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Budapest, Hungary, Apr. 19–22, pp. 1–8. Premkumar, J., and Srikanth, N., 2006, “Moisture Absorption Mechanism in Epoxy Molding Compounds Used in IC Encapsulation,” Eighth Electronics Packaging Technology Conference (EPTC), Singapore, Dec. 6–8, pp. 60–62. Ma, X., and Zhang, G. Q., 2014, “Investigation of Temperature and Moisture Effect on Interface Toughness of EMC and Copper Using Cohesive Zone Modeling Method,” 15th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Ghent, Belgium, Apr. 7–9, pp. 87–92. Chen, Y.-L., Du, M.-H., Zhou, J.-W., and Chang, T.-S., 2014, “Experimental and Numerical Study of Moisture Effect on Warpage of Plastic Package,” 15th International Conference on Electronic Packaging Technology (ICEPT), Chengdu, China, Aug. 12–15, pp. 801–805. Xie, G.-C., Ruan, J.-H., Wang, Y., Du, X.-Y., and Cheng, X.-M., 2010, “Development of Green Molding Compound for High Voltage Discrete Package,” 11th International Conference on Electronic Packaging Technology and High Density Packaging (ICEPT-HDP), Xian, China, pp. 148–151. Zhao, D., Qian, X., Gu, X., Jajja, S. A., and Yang, R., 2016, “Measurement Techniques for Thermal Conductivity and Interfacial Thermal Conductance of Bulk and Thin Film Materials,” ASME J. Electron. Packag., 138(4), p. 040802. Transactions of the ASME Downloaded From: http://electronicpackaging.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/journals/jepae4/936321/ on 07/20/2017 Terms of Use: http://www.asme.or