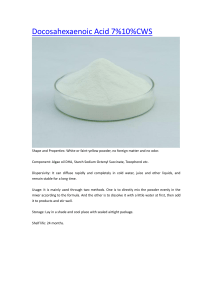
metals Article Fundamental Study on Electric Arc Furnace Steelmaking with Submerged Carbon Powder Injection with CO2-O2 Mixed Gas Jianjun Li 1,2 , Guangsheng Wei 3,4, * and Chengjin Han 3 1 2 3 4 * National Engineering Research Center of Continuous Casting Technology, China Iron & Steel Research Institute Group, Beijing 100081, China Metallurgical Corporation of China Co., Ltd., Beijing 100028, China School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing, Beijing 100083, China Liaoning Academy of Materials, Shenyang 110000, China Correspondence: weiguangsheng@ustb.edu.cn Abstract: The technology of submerged carbon powder injection with CO2 and O2 mixed gas (SCPI-COMG) is a new type of powder injection technology. It can increase the molten bath carbon content and improve the molten steel quality by injecting carbon powder directly into the molten steel with CO2 and O2 mixed gas. To optimize the process parameters of this novel technology, the mechanism of this technology and the effect of SCPI-COMG on EAF steelmaking were investigated in this study. Based on an induction furnace experiment, the effects of molten bath carburization and fluid flow on the scrap melting were analyzed. A mathematical model of the axis of gas jets in liquid steel was built to analyze the impact behaviors of gas jets in liquid steel. Based on the results of this theoretical model, for a gas jet in liquid steel, with α ≥ 20◦ , the horizontal inject distance decreases with α increasing and with 0◦ ≤ α ≤ 20◦ , the horizontal inject distance increases with α increasing. Finally, based on the newly built materials and energy balance model of EAF steelmaking with SCPI-COMG, the influences of the gas-solid parameters on the EAF steelmaking technical indexes were also analyzed.is very useful for optimizing the process parameters of EAF steelmaking with SCPI-COMG. The results of this study are very useful to optimize the process parameters of EAF steelmaking with SCPI-COMG of Gas Jet in Liquid Steel. Citation: Li, J.; Wei, G.; Han, C. Fundamental Study on Electric Arc Furnace Steelmaking with Submerged Keywords: electric arc furnace steelmaking; submerged gas-solid jet; jet impact characteristics; material and energy modeling Carbon Powder Injection with CO2 -O2 Mixed Gas. Metals 2023, 13, 1602. https://doi.org/10.3390/ met13091602 Academic Editor: Henrik Saxen Received: 24 July 2023 Revised: 23 August 2023 Accepted: 11 September 2023 Published: 15 September 2023 Copyright: © 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https:// creativecommons.org/licenses/by/ 4.0/). 1. Introduction Nowadays, the electric arc furnace (EAF) steelmaking has been widely adopted for steel production on a worldwide scale and demonstrates great potential for development because EAF steelmaking can produce steel products flexibly with lower CO2 emissions, which is very helpful in promoting recycling and utilization of scrap resources [1–3]. Recently in China, a large number of EAFs have been newly built, including ordinary AC EAF, Consteel EAF, EAF Quantum and so on. It can be predicted that EAF steelmaking will play a more and more important role in steelmaking and more and more steel grades will be produced by the EAF steelmaking process [4–6]. Therefore, the control and promotion of the quality of molten steel will be of great importance for EAF steelmaking. Compared with converter steelmaking, high-quality steel production is always a key issue and challenge in EAF steelmaking because it is very difficult to produce molten steel with low phosphorous content, low nitrogen content and low oxygen content in an EAF [7–9]. In EAF steelmaking, the weakened molten bath reaction kinetics conditions make it hard to remove the phosphorus from the molten steel [10]. Due to the lack of a carbon source by scrap charging, the carbon and oxygen reaction is considerably insufficient in the molten bath, which leads to the lack of CO bubbles. As a result, metallurgical problems occur, Metals 2023, 13, 1602. https://doi.org/10.3390/met13091602 https://www.mdpi.com/journal/metals Metals 13, 1602 Metals 2023,2023, 13, 1602 2 of2 15 of 15 the as molten bath, difficulty which leads the lack of CO bubbles. As aserious result, metallurgical such the great intonitrogen removal and the peroxidationproblems of molten occur, such as the great difficulty in nitrogen removal and the serious peroxidation steel [11,12]. Generally, carbonaceous materials are charged into the EAF to increase theofcarmolten steel Generally, carbonaceous areHowever, charged into the EAF to inbon content of [11,12]. the molten steel, such as pig ironmaterials and coke. pig iron is produced crease the carbon content of the molten steel, such as pig iron and coke. However, pig by blast furnaces and the process is of high energy consumption, which is bad for iron green is produced[13]. by blast furnaces is ofon high consumption, which bad steelmaking Coke would and floatthe upprocess and burn theenergy surface of the molten bathisduring green steelmaking Coke would floatis up and burn on the surface thefor smelting process and[13]. its utilization ratio very low. Therefore, based of onthe themolten powder bath during the smelting process and its utilization ratio is very low. Therefore, based injection technology, the technology of submerged carbon powder injection with CO2on and powder injection technology, the technology of submerged carbon powder injection O2the mixed gas (SCPI-COMG) was proposed and developed, which injects carbon powder with CO2 and O2 mixed gas (SCPI-COMG) was proposed and developed, which injects directly into the molten steel with CO2 and O2 mixed gas (shown in Figure 1) [14,15]. carbon powder directly into the molten steel with CO2 and O2 mixed gas (shown in Figure Firstly, the method of delivery of carbon powder directly into the molten steel significantly 1) [14,15]. Firstly, the method of delivery of carbon powder directly into the molten steel improves the carbon pick-up of the molten steel. Secondly, the gas flow rate of the subsignificantly improves the carbon pick-up of the molten steel. Secondly, the gas flow rate merged injection is about 300 to 600 Nm3 /h and the3 stirring of the EAF molten bath can be of the submerged injection is about 300 to 600 Nm /h and the stirring of the EAF molten noticeably enhanced. In industrial application research, the metallurgical effects have been bath can be noticeably enhanced. In industrial application research, the metallurgical efimproved significantly in EAF steelmaking with SCPI-COMG. Wei et al. [16] used water fects have been improved significantly in EAF steelmaking with SCPI-COMG. Wei et al. model experiments andexperiments numerical simulations performed to performed investigatetothe flow field [16] used water model and numerical simulations investigate characteristics in the EAF metal bath under combined blowing, considering two merged the flow field characteristics in the EAF metal bath under combined blowing, considering nodules and two oven wall oxygen lands. However, as a novel method, the mechanism two merged nodules and two oven wall oxygen lands. However, as a novel method, the of mechanism this technology and the effect and of SCPI-COMG on EAF steelmaking haveprocess not been of this technology the effect of SCPI-COMG on EAF process steelmaking clear, which is very useful to optimize the process parameters of EAF steelmaking with have not been clear, which is very useful to optimize the process parameters of EAF SCPI-COMG. steelmaking with SCPI-COMG. System for carbon powder injection Submerged injector Electric Arc Furnace CO2-O2 Carrier gas & Carbon powder Ar / CO2 Gas for preventing clogging Gas for cooling injector CH4 /Ar / CO2 Figure The systemofofsubmerged submergedcarbon carbon powder powder injection injection with 2 mixed gas in in EAF. Figure 1. 1. The system withCO CO2-O gas EAF. 2 -O 2 mixed InIn this study, carriedout outtotounderstand understandand and analyze this study,some somefundamental fundamentalstudies studies were carried analyze thethe mechanism Aninduction inductionfurnace furnaceexperiment experiment mechanismofofEAF EAFsteelmaking steelmaking with with SCPI-COMG. SCPI-COMG. An was carried investigate the mechanismofofscrap scrapmelting meltingbybymolten moltenbath bathcarburization carburizawas carried outout to to investigate the mechanism tion and molten bath flow. fluid To flow. To analyze the impact behaviors of gas the gas jetliquid in liquid and molten bath fluid analyze the impact behaviors of the jet in steel, steel, a mathematical the axis of the liquidsteel steelwas was built. built. The a mathematical modelmodel of theofaxis of the gasgas jet jet in in liquid Thematerials materials and energybalance balance model model of with SCPI-COMG was was built built to study the and energy of EAF EAFsteelmaking steelmaking with SCPI-COMG to study ofof thethe gas-solid parameters on the EAFEAF steelmaking technical indexes. theinfluence influence gas-solid parameters on the steelmaking technical indexes. Mechanismfor forImproving ImprovingScrap Scrap Melting Melting by Molten 2. 2. Mechanism Molten Bath BathCarburization Carburization 2.1. Experimental Platform 2.1. Experimental Platform InIn order totostudy scrap melting meltingby bymolten moltenbath bathcarbucarburorder studythe themechanism mechanismfor for improving improving scrap ization with thethe SCPI-COMG technology, Figure 2 rization with SCPI-COMG technology,the theexperimental experimentalplatform platform was was built as Figure 2 shows, which includes a mediumfrequency frequencyinduction induction furnace, furnace, aa buffer 2 2 shows, which includes a medium buffervessel vesselwith withNN cylinders,a afixing fixingdevice, device,aaPt-Rh-Pt Pt-Rh-Pt thermocouple, thermocouple, an cylinders, an infrared infraredradiation radiationthermometer thermometer and a computer.InInthis thisstudy, study,the thediameter diameter of the steel was and a computer. steel bar barused usedfor forthe theexperiment experiment was mm.The TheCC content content of about 0.45%. Melting bathsbaths with with different C contents 2020 mm. ofthe thebar barwas was about 0.45%. Melting different C conandand different stirring intensities were were used used to study the influence of C content and melt tents different stirring intensities to study the influence of C content and melt flow on the melting of steel scrap. Physical changes such as weight changes and microstructural changes of the steel bar inserted in the bath were monitored and analyzed. The experimental program is shown in Table 1. Metals 2023, 13, 1602 Metals 2023, 13, 1602 3 of 15 flow on the melting of steel scrap. Physical changes such as weight changes and micro3 of 15 structural changes of the steel bar inserted in the bath were monitored and analyzed. The experimental program is shown in Table 1. Figure2.2.Experimental Experimentalplatform platformfor forscrap scrapmelting meltinganalysis. analysis. Figure Table1.1.The Thecomposition compositionofofmolten moltenbath bathwith withdifferent differentCCcontent. content. Table Label Label content High carbon w(C)% w(Si)% w(Mn)% w(P)% w(S)% Gas Flow Rate w w w w (P)%0.036 w (S)% 0.015Gas Flow Rate 4.030 (Si)%0.640(Mn)%0.310 3.0 L/min (C)% Highcarbon carbon content 4.030 3.010 0.6400.620 0.310 0.3200.036 0.037 3.0 L/min High content 0.015 0.016 3.0 L/min Highcarbon carbon content 3.010 2.100 0.6200.630 0.320 0.3300.037 0.037 3.0 L/min High content 0.016 0.015 3.0 L/min High carbon stirring content 2.100 0.015 0.016 3.0 L/min Weaker 3.010 0.6300.620 0.330 0.3200.037 0.037 3.0 L/min Medium stirring Weaker stirring Medium stirring Stronger stirring Stronger stirring 3.030 0.6200.580 0.320 0.3600.037 0.0330.016 0.014 3.0 L/min 5.0 L/min 3.010 3.030 0.014 0.017 5.0 L/min 2.980 0.5800.610 0.360 0.3500.033 0.034 7.0 L/min 2.980 0.610 0.350 0.034 0.017 7.0 L/min 2.2. Analysis of Experimental Results 2.2. Analysis of Experimental The melting process ofResults scrap consists of three stages: the iron coagulating stage, the The melting process stage, of scrap three stages: the iron coagulating stage, carburizing and melting andconsists the fullofboiling stage [17–19]. The iron coagulating the carburizing and melting stage, and the full boiling stage [17–19]. The iron coagulating stage occurs initially after the steel bar’s immersion into the molten bath. The large temstage occurs initially after the immersion into thecauses molten bath. Themolten large perature gradient between the steel steel bar’s bar and the molten pool some of the temperature gradient between steel bar andsteel the bar. molten causes some the molten metal to freeze quickly on thethe surface of the Thepool carburizing and of melting stage metal freeze quickly the melting surface of steel carburizing and melting stagecaris is theto controlling unit on of the of the scrap in bar. EAFThe steelmaking. During this stage, the controlling unit of the melting of scrap in EAF steelmaking. During this stage, carbon bon from the molten metal penetrates the surface of the scrap, thus accelerating the scrap from the process. molten In metal penetrates the surface of the scrap, thus accelerating the scrap melting the full boiling stage, the temperature of the molten bath is larger than melting process. In the full boiling stage, the temperature of the molten bath is larger than the steel melting point and the scrap melting rate is very faster. the steel meltingthe point and the scrap melting rate is very faster. Actually, carburization process of the carburizing and melting stage is the main process of the carburizing and melting stage is the main link.Actually, Based onthe thecarburization iron-carbon phase diagram, the iron-carbon alloy melting point is delink. Based on the iron-carbon phase diagram, the iron-carbon alloy melting point is creased by 78.5 °C with a 1.0% increase in the C content of iron-carbon alloy [20,21]. Thus, ◦ C with a 1.0% increase in the C content of iron-carbon alloy [20,21]. decreased by 78.5 when the molten bath temperature is higher than the melting point of the carburized layer, Thus, when the molten batharound temperature higher than the melting the molten metal flowing it will is melt the carburized layer.point of the carburized layer, Figure the molten metal flowing around it will melt the carburized layer. bath carbon con3a,b show the steel bar weight change with different molten Figure 3a,b show the steel bar weight change with different molten bath carbon tent and different molten bath stirring intensity, respectively. As shown in Figure 3a, the content and different molten bath stirring intensity, respectively. As shown in Figure 3a, lower the C content in the melt bath, the heavier the steel bar weight. The mass melting the lower the C content in the melt bath, the heavier the steel bar weight. The mass melting rates for the low, medium and high C content baths were 1.19 g/s, 0.96 g/s and 0.79 g/s, rates for the low, medium and high C content baths were 1.19 g/s, 0.96 g/s and 0.79 g/s, respectively, for 0 s to 30 s. The mass melting rates were 2.98 g/s, 2.66 g/s and 2.14 g/s for respectively, for 0 s to 30 s. The mass melting rates were 2.98 g/s, 2.66 g/s and 2.14 g/s low, medium and high carbon content in the melt pool from 40 s to 55 s, respectively. In for low, medium and high carbon content in the melt pool from 40 s to 55 s, respectively. addition to this, this phenomenon is also observed in other time periods. In Figure 3b, the In addition to this, this phenomenon is also observed in other time periods. In Figure 3b, weaker the stirring of the bath, the higher the weight of the bars. The mass melting rate is the weaker the stirring of the bath, the higher the weight of the bars. The mass melting rate 1.06 g/s, 0.1.05 g/s and 0.96 g/s for strong, medium and weak bath agitation from 0 s to 30 is 1.06 g/s, 0.1.05 g/s and 0.96 g/s for strong, medium and weak bath agitation from 0 s s. The mass melting rate is 3.02 g/s, 2.87 g/s and 2.66 g/s for bottom-blowing gas flow rates to 30 s. The mass melting rate is 3.02 g/s, 2.87 g/s and 2.66 g/s for bottom-blowing gas of 7.0 L/min, 5.0 L/min and 3.0 L/min from 40 s to 55 s, respectively. The same phenomeflow rates of 7.0 L/min, 5.0 L/min and 3.0 L/min from 40 s to 55 s, respectively. The same non also can be found in other time ranges. phenomenon also can be found in other time ranges. Metals Metals2023, 2023,13, 13,1602 1602 4 of 154 of 15 Figure 3. Weight change of the steel bar in molten bath with different C content and different stirring intensity: (a) different C content; (b) different stirring intensity. According to the experimental results, the carbon content of the melt bath and the The lower the melt bath carbon content, the slower the melt bath stirring, then the slower the According to experimental carbon content contentgradient, ofthe themelt melt bath andthe the According to the carbon of bath and intenscrap melting rate. Theexperimental smaller theresults, carbonthe concentration the slower the carburiintensity of the melt bath stirring have a significant effect on the melting of the scrap. The sity of the meltspeed. bath stirring have a intensity significantof effect onstirring the melting of the The convective lower zation reaction The lower bath results inscrap. a lower lower thebath melt carbon bath carbon content, the slower bath stirring, then slowerthe the the melt content, the slower the the meltmelt stirring, then thethe slower heat transfer coefficient, whichthe reduces the heat bath transfer from molten metal to scrap scrap. For scrap melting rate. The smaller carbon concentration gradient, the slower the carburimelting rate. The smaller the carbon concentration gradient, the slower the carburization EAF steelmaking with SCPI-COMG, the molten bath carbon content can be effectively zation reaction The lower intensity of bath stirring results lowerconvective convective heat reaction speed.speed. The lower intensity of bath stirring results inin a alower increased by the direct carbon injection into the molten steel of high temperature and the heat transfer coefficient, which reduces the heat transfer from molten metal to scrap.For ForEAF transfer coefficient, which reduces the heat transfer from molten metal to scrap. EAF steelmaking with SCPI-COMG, the molten bath carbon content can be effectively molten bath stirring can be noticeably enhanced by submerged injection with CO2 and O2 steelmaking with SCPI-COMG, the molten bath carbon content can be effectively increased increased by the direct injection into thesteel molten steeltemperature of high temperature and the bath can mixed gas, which is injection ofcarbon largeinto gasthe flow rate. Therefore, the SCPI-COMG technology by the direct carbon molten of high and the molten molten bath can by be noticeably enhanced by submerged injection CO O2quality stirring can stirring be noticeably enhanced by submerged injection withWhat COwith O22 and mixed gas, shorten tap-to-tap time accelerating the smelting of scrap. is more, the of 2 and mixed gas, which is of large gas flow rate. Therefore, the SCPI-COMG technology can whichsteel is of also large can gas flow rate. Therefore, the SCPI-COMG technology can shortencontent. tap-to- The molten be improved by increasing the melting down carbon shorten tap-to-tap time by the accelerating the smelting of scrap. Whatthe is more, theofquality ofsteel tap time by accelerating smelting of bath, scrap.the What is more, quality higher thesteel carbon of the molten CO bubbles in content. the molten molten molten also content can be improved by increasing the more melting down carbon The bath and also canthe be improved by increasing the melting down carbon content. The higher the carthehigher better reaction kinetics Hence, dephosphorization efficiency can be the carbon content of the conditions. molten bath, the more the CO bubbles in the molten bath and bon content of the molten bath, the more CO bubbles in the molten bath and the better improved the peroxidation of molten steel be reduced. What is more, the betterand the reaction kinetics conditions. Hence, the can dephosphorization efficiency can be more CO the reaction kinetics conditions. Hence, the dephosphorization efficiency can be improved improved and the peroxidation of molten steel can be reduced. What is more, more CO bubbles can capture more nitrogen from the molten steel. and the peroxidation of molten steel can be reduced. What is more, more CO bubbles can Figure3.3.Weight Weightchange changeofofthe the steel in molten bath with different C content and different stirring Figure steel barbar in molten bath with different C content and different stirring intensity of(a) the meltCbath stirring havestirring a stirring significant effect on the melting of the scrap. intensity: different (b) different intensity. intensity: (a) different Ccontent; content; (b) different intensity. bubbles can capture more nitrogen from the molten steel. capture more nitrogen from the molten steel. 3. Impact Behaviors of Gas Jet in Liquid Steel 3. Impact Behaviors of Gas Jet in Liquid Steel 3. Impact Behaviors of Gas Jet in Liquid Steel InIn SCPI-COMG, thecarbon carbon powder injection is a dilute and therefore, SCPI-COMG, the powder injection is a dilute phase phase convey,convey, and therefore, In SCPI-COMG, the carbon powder injection is a dilute phase convey, and therefore, thethe gas jetjetplays roleininimpacting impacting stirring the molten bath. As4 Figure gas playsaa main main role andand stirring the molten bath. As Figure shows, 4 shows, the gas jet plays a main role in impacting and stirring the molten bath. As Figure 4 shows, in order totoinvestigate theimpact impact behaviors of jets gasinjets in liquid in EAF steelmaking, in order investigate the behaviors of gas liquid steel insteel EAF steelmaking, in order to investigate the impact behaviors of gas jets in liquid steel in EAF steelmaking, geometricmodel model of liquid steelsteel was was built built on theon basis the water model thethe geometric of gas gasjets jetsinin liquid theofbasis of the water model the geometric model of gas jets in liquid steel was built on the basis of the water model experimentresults results and and relative research [22].[22]. In this study, a mathematical model was experiment relative research In this study, a mathematical model experiment results and relative research [22]. In this study, a mathematical model was built was built to predict the formula of the axis of the gas jet in liquid steel. built to predict the formula theofaxis gasliquid jet insteel. liquid steel. to predict the formula of theofaxis the of gasthe jet in Figure 4. Geometric model of the gas jet in liquid steel [23]. Figure 4. Geometric jetin inliquid liquidsteel steel [23]. Figure 4. Geometricmodel modelof of the the gas gas jet [23]. Metals 2023, 13, 1602 5 of 15 3.1. Assumptions (1) (2) (3) (4) The gas jet in liquid steel is regarded as a stable and incompressible fluid. There are only mass and momentum exchanges between the jet and the surrounding liquid. The momentum of the gas jet in liquid steel is conserved in the horizontal direction. The transient variation of the momentum of the gas jet in liquid steel in the vertical direction is equal to the buoyancy of the jet. 3.2. Theoretical Modeling As Figure 4 [23] shows, a microelement at the horizontal distance x (h − x) and x + dx was regarded as a computing primitive, which is vertical to the jet axis. Based on the law of conservation of mass, the following equation can be obtained. Cg ρ g Av = ρ g A0 v0 (1) where A and A0 are the jet sectional area at h − x and the exit of the injector, respectively; v and v0 are the jet velocity at h − x and the exit of the injector, respectively; ρg is the gas velocity; due to the entrainment of the jet, the gas jet in liquid steel in the molten bath would become gas-liquid jet, and therefore, Cg + CL = 1, Cg and CL are the gas and liquid volume fraction in the jet at h − x, respectively. The momentum of the gas jet in liquid steel is conserved in the horizontal direction. The following equation can be obtained. ρm Av2 cos θ = ρ g A0 v20 cos α (2) where α is the angle between the axis of the injector and the horizontal direction; ρm is the gas-liquid jet density calculated from ρg and ρL ; θ is the angle between the jet axis and the horizontal direction. The calculation formula is as follows. ρ m = Cg ρ g + C L ρ L (3) As a result, the following equation can be obtained by combining Equations (1)–(3). ρL − ρg vx ρ L − ρm = ρm ρ g v0 cos θ (4) The momentum of the gas jet in liquid steel is conserved in the vertical direction. The following equation can be obtained. d mvy = Fb (5) where m is the mass of the computing primitive at h − x; vy is the velocity component in y direction at h − x and Fb is the buoyancy of the the computing primitive at h − x. Fb = (ρ L − ρm ) gAds (6) where ds is the axis length of the computing primitive at h − x and it can be calculated by the following equation. dx ds = (7) cos α As a result, the following equation can be obtained by combining Equations (5)–(7). dvy d(ln m) (ρl − ρm ) g + vy − =0 dx dx ρm v cos α (8) Metals 2023, 13, 1602 6 of 15 Then, the following equation can be obtained by combining Equations (4) and (8). dvy ρL − ρg d(ln m) g + vy − =0 (9) dx dx ρg v0 cos θ For the convenience of analysis, we have assumed the following dimensionless variables. xr = vr = vy y vx x , yr = , v xr = , vyr = d0 d0 v0 v0 ρ g v20 v m , mr = , Fr 0 = v0 ρ g A0 v0 (ρ L − ρ g ) gd0 where d0 is the injector exit diameter and Fr’ is the modified Froude. Hence, the following equations can be obtained. dvyr d(ln mr ) 1 =0 + vyr − 0 dxr dxr Fr cos θ mr = cos θ v xr (10) (11) Based on Equations (10) and (11), the following Equation (12) can be obtained by mathematical transformations. 1 d2 yr = 0 Fr v xr cos θ dxr2 (12) According to the previous report, the following equation can be adopted in this study. v xr = K cos α xr + K (13) where K is a constant. Therefore, the following equation can be obtained by combining Equations (12) and (13). 1 xr + K d2 yr = 2 KFr 0 cos2 θ dxr (14) According to the boundary conditions of Equation (14), the mathematical model to depict the formula of the axis of the gas jet in liquid steel can be obtained. 1 1 3 K 2 sin 2α 0 yr = x + x + KFr x (15) r 2 r 2 KFr 0 cos2 θ 6 r Therefore, for a gas jet in liquid steel, the axis of the jet in the molten steel can be calculated by Equation (15) on the basis of the installed angle, the submerged depth and the gas flow rate. For model validation, the theoretical model was also verified by the water model experiment (Figure 5). 3, 1602 KFr cos θ 6 Metals 2023, 13, 1602 2 2 Therefore, for a gas jet in liquid steel, the axis of the jet in the molten steel can be calculated by Equation (15) on the basis of the installed angle, the submerged depth and 7 of 15 by the the gas flow rate. For model validation, the theoretical model was also verified water model experiment (Figure 5). Penetration distance (mm) 400 350 300 250 200 Theoretical model Water model experiment 150 100 100 120 140 160 180 200 Gas flow rate (NL/min) Figure 5.5. Comparison inject distance between the the theoretical model values and and the Figure Comparisonofofthe thehorizontal horizontal inject distance between theoretical model values the water model experimentresults. results. water model experiment 3.3. Analysis of Impact Behaviors of Gas Jet in Liquid Steel 3.3. Analysis of Impact Behaviors of Gas Jet in Liquid Steel In EAF steelmaking with SCPI-COMG, the injector is under the molten steel level EAFof steelmaking withwhich SCPI-COMG, thethe injector is profile under and the molten steel level in in theInrange 500 to 700 mm, depends on furnace the diameter the range of 500 toinjector 700 mm, depends the furnace and thequantity diameter of the of the submerged exitwhich is about 12 mm.onTherefore, the profile dimensionless of the submerged depth yr is is about in the range of 40 to 60 approximately. submerged injector exit 12 mm. Therefore, the dimensionless quantity of the subAccording experimental results, the vertical impact depth reaches 700 mm, merged depthto yrthe is in the range of 40 towhen 60 approximately. the maximum horizontal impact distanceresults, does notwhen exceedthe 600vertical mm, which is much smaller According to the experimental impact depth reaches 700 than the actual diameter of the electric arc furnace melt pool. Therefore, the actual melt mm, the maximum horizontal impact distance does not exceed 600 mm, which is much pool diameter will not affect the penetration depth of the jet. smaller than the actual diameter of the electric arc furnace melt pool. Therefore, the actua Figure 6a [23] shows the axis trajectory of the gas jet in liquid steel with different melt poolangles. diameter will affect penetration depth the jet. inject distance ◦ , theof installed It can benot found thatthe with 0◦ ≤ α ≤ 20 horizontal Figure 6aα [23] shows The the change axis trajectory of the gas jetininthe liquid increases with increasing. trend is more obvious rangesteel of 0◦ with to 10◦different . ◦ installed It can20be, the found that with 0° distance ≤ α ≤ 20°,decreases the horizontal distance inWhen α isangles. larger than horizontal inject with α inject increasing. Hence, inwith industrial applications, installed angle is about 10◦ . Certainly, the effect creases α increasing. The the change trend is more obvious in the range of 0° to 10° of the installed anglethan on the20°, erosion the refractory was also taken into account. When α is larger the of horizontal inject distance decreases with α increasing Figure 6b [23] shows the axis trajectory of the gas jet inisliquid differentthe gaseffect of Hence, in industrial applications, the installed angle aboutsteel 10°.with Certainly, flow rates. It can be found that the inject distance increases with the gas flow rate increasing. the installed angle on the erosion of the refractory was also taken into 8 ofaccount. 15 With the same installed angle and the same injector exit diameter, the jet velocity at the exit Figure 6b [23] shows the axis trajectory of the gas jet in liquid steel with different gas of the injector could be increased by the larger gas flow rate. Therefore, both the horizontal flow rates. It can be found thesubmerged inject distance increases with the gas flow rate increasand the vertical inject distancethat of the are larger. ing. With the same installed angle and the same injector exit diameter, the jet velocity at the exit of the injector could be increased by the larger gas flow rate. Therefore, both the horizontal and the vertical inject distance of the submerged are larger. Figure 6.ofAxis of gas steel jet in liquid [23]. (a) Different installed angles = 500 Nm3 /h. Figure 6. Axis trajectory gastrajectory jet in liquid [23]. steel (a) Different installed angles withwith Q =Q 500 ◦ (b) gas Different flow rates flow gas rates with α =with 10°.α = 10 . Nm3/h. (b) Different 4. Influence of the Gas-Solid Parameters on the EAF Steelmaking Process Based on the previous studies [24–27], the materials and energy balance model of EAF steelmaking with SCPI-COMG were built by combining the material balance, the en- Metals 2023, 13, 1602 8 of 15 4. Influence of the Gas-Solid Parameters on the EAF Steelmaking Process Based on the previous studies [24–27], the materials and energy balance model of EAF steelmaking with SCPI-COMG were built by combining the material balance, the energy balance and the chemical equilibrium (shown in Figure 7). These newly built models were tested in the case of a commercial 50-ton EAF with SCPI-COMG. The results of the theoretical calculation were in accord with the results of the industrial production (listed in Table 2), which could demonstrate that the materials and energy balance model was reasonable. In this study, these two models were employed to investigate the effect of the gas-solid parameters on the key technical parameters of EAF steelmaking. Table 2. Comparison between the measured averaged values and the calculated averaged values of theoretical model. Label Carbon Powder Consumption (kg/t) Power Consumption (kWh/t) O2 Consumption (Nm3 /t) 001 Calculated Measured 12.0 11.7 380.9 385.5 27.7 28.3 002 Calculated Measured 16.0 16.3 369.1 365.3 33.1 34.2 003 Calculated Measured 20.0 20.1 358.5 356.2 36.3 35.2 004 Calculated Measured 23.0 22.7 354.7 357.6 39.5 42.6 005 Calculated Measured 28.0 27.6 350.8 350.2 44.9 43.6 Calculated Measured 32.0 32.3 348.3 343.2 49.2 47.3 0061602 Metals 2023, 13, (A) 9 of 15 (B) Figure 7. The materials and energy balance system model of EAF steelmaking; (A) materials balance Figure 7. The materials and energy balance system model of EAF steelmaking; (A) materials balance system model, (B) energy balance system model. system model, (B) energy balance system model. 4.1. Variation Variation Tendency Tendency of of the the Molten Molten Slag Slag and andthe theOff-Gas Off-GasVolume Volume 4.1. Figure 88 shows shows the the effect effect of of the the carbon carbon powder powder quantity quantity on on the the molten molten slag slag in in EAF EAF Figure steelmaking with SCPI-COMG. The quantity of the molten slag increases with the carbon steelmaking with SCPI-COMG. The quantity of the molten slag increases with the carbon powder quantity quantityincreasing. increasing.The Thequantity quantityof ofthe themolten moltenslag slagisis82.33 82.33kg/t kg/t when when the the carbon carbon powder powder quantity and that increases to 89.54 kg/tkg/t whenwhen the carbon powder quanpowder quantity isis10 10kg/t kg/t and that increases to 89.54 the carbon powder tity is 40 is kg/t. The main is thatisthe ash content in the in carbon powder is about 12.4% quantity 40 kg/t. The reason main reason that the ash content the carbon powder is about and almost all of the is removed into theinto molten slag during steelmaking process. 12.4% and almost all ash of the ash is removed the molten slag the during the steelmaking In addition, after the increase ash content, order toin ensure alkalinity the slag, process. In addition, after theinincrease in ashincontent, orderthe to ensure theofalkalinity lime other materials need to be added resulting in anresulting increase of theand slag, limeslag-making and other slag-making materials needto tothe be slag, added to the slag, theincrease remaining slagremaining amount. slag amount. in an in the Metals 2023, 13, 1602 powder quantity is 10 kg/t and that increases to 89.54 kg/t when the carbon powder quantity is 40 kg/t. The main reason is that the ash content in the carbon powder is about 12.4% and almost all of the ash is removed into the molten slag during the steelmaking process. In addition, after the increase in ash content, in order to ensure the alkalinity of the slag, lime and other slag-making materials need to be added to the slag, resulting in9 of an15increase in the remaining slag amount. Figure 8. between the the quantity of slag quantity of carbon Figure 8.The Therelationship relationship between quantity of and slagthe and the quantity of powder. carbon powder. steelmaking with SCPI-COMG can offer the reference basis data to optimize the cooperative operation between the smelting system and the dust-removal system in EAF 42 150 steelmaking. 40 125 39 off-gas volume 38 100 19 Volume (Nm3) CO CO2 41 Gas volume fraction (%) Metals 2023, 13, 1602 As for the smelting off-gas, the addition of carbon powder and CO2 influences the offAs for the smelting off-gas, the addition of carbon powder and CO2 influences the gas volume. With the carbon powder quantity increasing, the volume of the off-gas off-gas volume. With the carbon powder quantity increasing, the volume of the off-gas increases noticeably (shown in Figure 9). When the carbon powder quantity changed increases noticeably (shown Figure 9). When the carbon powder from 3 /t to from 10 kg/t to 40 kg/t, the in total volume of off-gas increased from quantity 58.87 Nmchanged 3 3 3 3 3 10 kg/tNm to 40 the total of off-gas increased from 58.87 Nm to the 147.50 147.50 /h,kg/t, the volume ofvolume CO2 changed from 22.98 Nm /t to 61.54 Nm /t /t and vol- Nm /h, 3 3 3 /t 22.98 the of CO2from changed from Nm to It 61.54 Nm /t and umevolume of CO changes 10.47 Nm to 28.31 Nm/t3 /t. can be found thatthe the volume volume of CO 3 3 of CO2 increased by aNm large CO post-combustion ratio, a large changes from 10.47 /t margin. to 28.31With Nm the /t. Itassumed can be found that the volume of CO 2 increased amount of CO dueassumed to the CO CO combustion and meanwhile, carrier of CO2 by a large margin. With the post-combustion ratio,the a powder large amount 2 was formed gas isformed also a main CO2combustion . The volume and change of the off-gas EAFis also a was duesource to theofCO andcomposition meanwhile, the law powder carrieringas 10 of 1 steelmaking with SCPI-COMG can offer the reference basis data to optimize the cooperative main source of CO2. The volume and composition change law of the off-gas in EAF operation between the smelting system and the dust-removal system in EAF steelmaking. 75 18 10 15 20 25 30 35 40 50 Quantity of carbon powder (kg) Figure9.9.The The relationship between the power consumption and the off-gas and composi Figure relationship between the power consumption and the off-gas volume andvolume composition. tion. 4.2. Variation Tendency of the Power Consumption Based on the above analysis, the SCPI-COMG 4.2. Variation Tendency of the Power Consumptiontechnology can accelerate the melting process of scrap by enhancing the carburization of molten steel. Furthermore, a great Based on the above analysis, technology can accelerate the melting deal of heat generated by the carbon the andSCPI-COMG oxygen reaction can also accelerate the smeltprocess of scrap by enhancing the carburization of molten steel. Furthermore, a great dea ing rhythm and reduce power consumption. Figure 10 shows the variation tendency ofthe heat generated by thewith carbon and oxygen reaction can also steelmaking accelerate the of power consumption the quantity of carbon powder in EAF withsmelting rhythm and On reduce powerit consumption. Figure 10 shows the variation tendency SCPI-COMG. one hand, can be found that the power consumption decreases with of the the quantity of carbon powder increasing. Based on the calculation a 1 kg/t increase power consumption with the quantity of carbon powder inresults, EAF steelmaking with SCPI COMG. On one hand, it can be found that the power consumption decreases with the quantity of carbon powder increasing. Based on the calculation results, a 1 kg/t increase in the quantity of carbon injected into the molten steel by SCPI-COMG would decrease the power consumption by about 3 to 4 kWh/t. On the other hand, the decrease of powe Metals 2023, 13, 1602 Metals 2023, 13, 1602 10 of 15 in the quantity of carbon injected into the molten steel by SCPI-COMG would decrease the power consumption by about 3 to 4 kWh/t. On the other hand, the decrease of power consumption is gradually reduced with the quantity of carbon powder increasing. The average decrease speed of the power consumption per ton of steel is about 3.6 kWh per kg carbon powder when the quantity of carbon powder is less than 20 kg/t and that would become 0.7 kWh per kg carbon powder when the quantity of carbon powder in the range of 30 to 40 kg/t. That is, the effective utilization efficiency of carbon powder decreases as the quantity of carbon powder increases. With a large injection rate of the carbon powder, the instantaneous ability to dissolve carbon powder in the molten bath is limited and hence, a part of the carbon powder escapes directly from the molten steel into the furnace tank before they are captured by the molten steel. Furthermore, the more carbon powder is injected, the more carbon escapes into the furnace tank. Hence, the effective utilization efficiency of carbon powder decreases with more carbon powder. Therefore, the injection parameters of the SCPI-COMG technology should be adjusted and optimized according 11 of 15 to the actual smelting conditions during the EAF steelmaking process, such as the burden design, the smelting stage and so on. Figure 10. between thethe power consumption and the quantity of carbon Figure 10. The Therelationship relationship between power consumption and the quantity of powder. carbon powder. 4.3. Effective Utilization and Burning Loss of Carbon Powder 4.3. Effective Utilization and Burning Loss of Carbon Powder In this paper, the burning loss of carbon powder is defined as the carbon powder In thisdirectly paper, with the burning carbon powder is defined powder that that reacts CO2 andloss O2 of and this part of carbon powderasisthe notcarbon captured by reacts directly CO 2 and 2 and this process part ofwith carbon powder is not captured the molten steel with during the EAF O steelmaking SCPI-COMG. Figure 11 shows by the the relationship between the carbon powderprocess burning lossSCPI-COMG. and the quantity of carbon molten steel during the EAF steelmaking with Figure 11 shows the powder. It can be found whenpowder the quantity of carbon powder is less than 20 kg/t; relationship between thethat carbon burning loss and the quantity of carbon powder. the burning loss rate of carbon powder with O is almost invariable and the burning 2 It can be found that when the quantity of carbon powder is less than 20 kg/t; the burning loss rate of carbon powder with CO2 decreases gradually with the increasing quantity loss rate of carbon powder with O2 is almost invariable and the burning loss rate of carbon of carbon powder. In this range, with the carbon powder quantity increasing, the proportion powder with CO2 decreases gradually with the increasing quantity of carbon powder. In of carbon powder melting into the molten steel decreases and correspondingly, the power this range, with the carbon quantity increasing, consumption decreases. Whenpowder the quantity of carbon powderthe is inproportion the range ofof20carbon kg/t topowder melting intoburning the molten steel decreases andwith correspondingly, the power consumption de40 kg/t, the loss rate of carbon powder O2 increases gradually and the burning creases. When the quantity of carbon powder is in the range of 20 kg/t to 40 kg/t, the burnloss rate of carbon powder with CO2 decreases slightly with the quantity of carbon powder increasing. demonstrates that with ofgradually carbon powder increasing, ing loss rateItof carbon powder withthe O2 quantity increases and the burningmore loss rate of and more carbonwith powder out from the molten into the furnace tankpowder withoutincreascarbon powder CO2ran decreases slightly withbath the quantity of carbon carburization and this that part of carbon bypowder O2 in theincreasing, furnace tankmore directly. ing. It demonstrates with the powder quantitywas of burnt carbon and more However, compared with the carbon and oxygen reaction in the molten steel carbon powder ran out from the molten bath into the furnace tank withoutduring carburization the steelmaking process, heat generated by the combustion reaction between carbon powder and this part of carbon powder was burnt by O2 in the furnace tank directly. However, and O2 in the furnace tank can be utilized by the molten bath. Therefore, the speed compared with the carbon oxygen reaction in the molten steel during the steelmaking of the power consumption is and gradually reduced. process, heat generated by the combustion reaction between carbon powder and O2 in the furnace tank can be utilized by the molten bath. Therefore, the speed of the power consumption is gradually reduced. Assuming the injection mass ratio CO2:O2 = 5.5; CO2 utilization rate of 80%; 98% O2 utilization rate; CO2 purity is 99%.The burning reaction between carbon powder and O2 and CO2 is as follows: Metals 2023, 13,13, 1602 Metals 2023, 1602 11 of 15 12 of 15 Metals 2023, 13, 1602 Figure 11. relationship between the carbon loss and the quantity carbon powder.of carbon Figure 11.The The relationship between the powder carbonburning powder burning loss andofthe quantity powder. Assuming the injection mass ratio CO2 :O2 = 5.5; CO2 utilization rate of 80%; 98% O2 Figure 11. rate; The CO relationship betweenburning the carbon powder burning and the o utilization purity is 99%.The reaction between carbonloss powder and quantity O Based on the2 industrial application research, the melting down of carbon 2contents powder. and CO2 is as follows: with different carbon powder quantities 1 was measured and the corresponding effective C + O2 = CO utilization ratio of carbon powder melting into the molten steel was also(16) calculated 2 Based on the industrial application research, the melting down of carbon c (shown in Figures 12 and 13). When the quantity of carbon powder is less than 20 kg/t Melting down carbon (%) content (%) Meltingcontent down carbon with different carbon powder quantities was measured and the corresponding e + the CO2EAF = 2CO (17)quantity the melting down carbon contentCof molten bath is proportional to the utilization ratio ofand carbon powder meltingratio intoofthe molten steel was also cal of carbon theapplication effective utilization powder Based powder on the industrial research, the meltingcarbon down of carbonincreases contents stably (shown inquantity Figures 12carbon and 13). When thethe quantity of powder less Whendifferent the powder iswas in range of 20carbon kg/tcorresponding to 40 kg/t, it is can be than found with carbonofpowder quantities measured and the effecthe melting down carbon content of the EAF molten bath is proportional to theinq that with the quantity of carbon powder increasing, the melting down content tive utilization ratio of carbon powder melting into the molten steel was alsocarbon calculated (shown in Figures and thethe quantity of carbon powder is less 20 kg/t, of carbon powder and13). theWhen effective utilization ratio of carbon powder increases creases more and12more slowly and effective utilization ratio of than carbon powder dethe melting down carbon content of the EAF molten bath is proportional to the quantity creasesthe correspondingly. When quantity of carbon powder is in the range of 20 kg/t to 40 kg/t, it can be of carbon powder and the effective utilization ratio of carbon powder increases stably. When that with the quantity of carbon powder increasing, the melting down carbon con the quantity of carbon powder is in the range of 20 kg/t to 40 kg/t, it can be found that with creases and powder more increasing, slowly and the effective utilization ratio of carbon 0.8 more the quantity of carbon the melting down carbon content increases more and pow creases correspondingly. more slowly and the effective utilization ratio of carbon powder decreases correspondingly. 0.6 0.8 0.4 0.6 0.2 Measured value 0.4 0.0 0 10 30 20 Quantity of carbon powder (kg/t) 40 0.2 Measured value Figure 12. The melting down carbon content with different carbon powder quantity in the industria application. 0.0 0 10 30 20 40 100 Quantity of carbon powder (kg/t) Measured value ation ratio (%) Utilization ratio (%) Figure 12. down carbon content with different carbon powder inquantity the indus-in the in Figure 12.The Themelting melting down carbon content with different carbonquantity powder 80 trial application. application. 100 60 Measured value 80 40 20 60 0 10 20 30 Quantity of carbon powder (kg/t) 40 M 0.0 10 30 20 Quantity of carbon powder (kg/t) 40 12 of 15 in the in Figure 12. The melting down carbon content with different carbon powder quantity application. 100 Measured value Utilization ratio (%) Metals 2023, 13, 1602 0 80 60 40 20 0 10 20 30 Quantity of carbon powder (kg/t) 40 Figure 13. The rate of carbon powder melting into the molten steel with different carbon powder quantity in the industrial application. 4.4. Effect of CO Post-Combustion on the Power Consumption In EAF steelmaking, a large amount of CO is generated during the smelting process and these CO gas contains massive chemical latent heat, which is useful to reduce the smelting energy consumption [28,29]. Actually, it is significant to enhance the CO postcombustion and improve the energy utilization rate of CO post-combustion. Figure 14a,b show the relationship between the power consumption and the CO post-combustion ratio and the relationship between the power consumption and the energy utilization rate of CO post-combustion, respectively. In Figure 14a, the energy utilization rate of CO postcombustion is assumed as 42%. With the CO post-combustion ratio increasing, the power consumption decreases. A 1% increase in the CO post-combustion ratio would decrease the power consumption by 0.76 kWh/t. In Figure 14b, the CO post-combustion ratio is assumed as 55%. And with the energy utilization rate of CO post-combustion increasing, the power consumption decreases. A 1% increase in the energy utilization rate of CO postcombustion would decrease the power consumption by 1.6 kWh/t. In EAF steelmaking with SCPI-COMG, the quantity of carbon powder injected into the EAF steelmaking system is far more than that in traditional EAF steelmaking. Hence, the utilization and optimization of CO post-combustion is of greater importance. Generally, the CO post-combustion includes CO post-combustion in foaming slag and CO post-combustion in free space [30,31]. With CO post-combustion in free space, the heat generated by the reaction between O2 and CO above the molten bath is transformed into the molten slag layer by radiation and convection and then the heat is transformed from the molten slag layer to molten steel. In this heat transfer process, the energy utilization rate is only about 20% to 40%. With CO post-combustion in foaming slag, the heat generated is directly transformed into molten steel from the molten slag layer, which improves the efficiency of energy utilization noticeably. Therefore, in EAF steelmaking with SCPI-COMG, it is very important to enhance the CO post-combustion, especially the CO post-combustion in foaming slag, to increase the energy utilization rate and reduce the power consumption. Metals 2023, 13, 1602 radiation and convection and then the heat is transformed from the molten slag layer to molten steel. In this heat transfer process, the energy utilization rate is only about 20% to 40%. With CO post-combustion in foaming slag, the heat generated is directly transformed into molten steel from the molten slag layer, which improves the efficiency of energy utilization noticeably. Therefore, in EAF steelmaking with SCPI-COMG, it is very 13 of 15 important to enhance the CO post-combustion, especially the CO post-combustion in foaming slag, to increase the energy utilization rate and reduce the power consumption. Figure 14. 14. The Therelationship relationshipbetween betweenthe thepower power consumption and post-combustion parameFigure consumption and thethe COCO post-combustion parameters. ters. (a)post-combustion CO post-combustion (b) Energy utilization CO post-combustion. (a) CO ratio. ratio. (b) Energy utilization rate ofrate COofpost-combustion. 5. 5. Conclusions Conclusions Some carried outout to understand the mechanism of EAF Somefundamental fundamentalstudies studieswere were carried to understand the mechanism of steelEAF making with SCPI-COMG. An induction furnace experiment was carried out to investigate steelmaking with SCPI-COMG. An induction furnace experiment was carried out to inthe mechanism of scrap melting bymelting molten by bath carburization and fluid flow, The mathvestigate the mechanism of scrap molten bath carburization and fluid flow, ematical model of the axis of the gas jet in liquid steel was built to analyze the impact The mathematical model of the axis of the gas jet in liquid steel was built to analyze the characteristics of gas jetofingas liquid and the and materials balance balance model and energy impact characteristics jet insteel, liquid steel, the materials model andbalance energy model EAF steelmaking with SCPI-COMG were builtwere and built testedand to study influence balanceofmodel of EAF steelmaking with SCPI-COMG testedthe to study the of the gas-solid parameters on the EAF steelmaking process. influence of the gas-solid parameters on the EAF steelmaking process. In the EAF steelmaking process using the SCPI-COMG, the carbon content of the melt bath and the intensity of the melt bath stirring have a significant effect on the melting of the scrap. The lower the melt bath carbon content, the slower the melt bath stirring, then the slower the scrap melting rate. The smaller the carbon concentration gradient, the slower the carburisation reaction speed. The lower intensity of bath stirring results in a lower convective heat transfer coefficient, which reduces the heat transfer from molten metal to scrap. The mathematical model built to depict the formula of the axis of the gas jet in liquid steel can well predict the axis trajectory of the gas jet in liquid steel. Based on the results of this theoretical model, for a gas jet in liquid steel, with α ≥ 20◦ , the horizontal penetration distance decreases with α increasing and with 0◦ ≤ α ≤ 20◦ , the horizontal penetration distance increases with α increasing. Especially in the range of 0◦ to 10◦ , the change trend is more obvious. The materials and energy balance model of EAF steelmaking with SCPI-COMG was in accord with the industrial application. Based on the results of these two models, it can be found that with the carbon powder quantity increasing, the power consumption decreases, the quantity of the molten slag increases and the off-gas volume increases. When the quantity of carbon powder is more than 20 kg/t, the effective utilization efficiency of carbon powder decreases as the quantity of carbon powder increases. The CO post-combustion is useful to reduce the smelting energy consumption in EAF steelmaking. Hence, with SCPI-COMG, it is very important to enhance the CO post-combustion, especially the CO post-combustion in foaming slag, to increase the energy utilization rate and reduce the power consumption. Author Contributions: The contributions of the authors are as follows: J.L.: Conceptualization, Methodology, Project administration, Writing—Original Draft. G.W.: Conceptualization, Methodology, Writing—Review and Editing, Supervision. C.H.: Writing—Review and Editing, Supervision, Software, Validation. All authors have read and agreed to the published version of the manuscript. Funding: This research was funded by the National Nature Science Foundation of China (No. 52274313, No. 52293392, No. 52004023 and No. 52074024) and Key R&D Projects of Jiangxi Province 20214BBG74005. Metals 2023, 13, 1602 14 of 15 Data Availability Statement: No new data were created or analyzed in this study. Data sharing is not applicable to this article. Conflicts of Interest: The authors have no relevant financial or non-financial interests to disclose. References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. Lee, B.; Sohn, I. Review of Innovative Energy Savings Technology for the Electric Arc Furnace. JOM 2014, 66, 1581–1594. [CrossRef] Kirschen, M.; Badr, K.; Pfeifer, H. Influence of direct reduced iron on the energy balance of the electric arc furnace in steel industry. Energy 2011, 36, 6146–6155. [CrossRef] Kerimov, R.I.; Shakhov, S.I. Use of Metallized Raw Materials in Electric Furnace Steelmaking. Metallurgist 2020, 64, 128–135. [CrossRef] Toulouevski, Y.N.; Zinurov, I.Y. Innovation in Electric Arc Furnaces; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1–20. Wei, G.; Zhu, R.; Dong, K.; Ma, G.; Cheng, T. Research and Analysis on the Physical and Chemical Properties of Molten Bath with Bottom-Blowing in EAF Steelmaking Process. Metall. Mater. Trans. B 2016, 47, 3066. [CrossRef] Yang, Z.; Yang, L.; Cheng, T.; Chen, F.; Zheng, F.; Wang, S.; Guo, Y. Fluid Flow Characteristic of EAF Molten Steel with Dif-ferent Bottom-Blowing Gas Flow Rate Distributions. ISIJ Int. 2020, 60, 1957–1967. [CrossRef] Li, M.; Shao, L.; Li, Q.; Zou, Z. A Numerical Study on Blowing Characteristics of a Dynamic Free Oxygen Lance Converter for Hot Metal Dephosphorization Technology Using a Coupled VOF-SMM Method. Metall. Mater. Trans. B 2021, 52, 2026–2037. [CrossRef] Dong, P.; Zheng, S.; Zhu, M. Numerical Study on Gas-Metal-Slag Interaction with Single-Flow Postcombustion Oxygen Lance in the Steelmaking Process of a Top-Blown Converter. JOM 2022, 74, 1509–1520. [CrossRef] Zurutuza, I.; Isasti, N.; Detemple, E.; Schwinn, V.; Mohrbacher, H.; Uranga, P. Effect of dynamic recrystallization on microstructural evolution in B steels microalloyed with Nb and/or Mo. Materials 2022, 15, 1424. [CrossRef] Dong, K.; Zhu, R.; Liu, W.J. Bottom-Blown Stirring Technology Application in Consteel EAF. Adv. Mater. Res. 2012, 361–363, 639–643. [CrossRef] Singh, M.K.; Keshari, K.K.; Prasad, A.; Das, A. Effect of Steel Making Parameters on Nitrogen Level in Steel. Process. Charact. Mater. 2021, 13, 63–73. [CrossRef] Harashinia, K.; Mizoguchi, S.; Kajioka, H. Kinetics of Nitrogen Disorption from Low Nitrogen Liquid Iron by Blowing Ar and Reducing Gas Mixture or by Top Injection of Iron Ore Powder under Reduced Pressure. Tetsu-to-Hagane 1988, 74, 441–448. [CrossRef] Lee, M.; Trotter, D.; Mazzei, O. The production of low phosphorus and nitrogen steelsin an EAF using HBI. Scand. J. Met. 2001, 30, 286–291. [CrossRef] Wei, G.; Zhu, R.; Wu, X.; Dong, K.; Yang, L.; Liu, R. Technological Innovations of Carbon Dioxide Injection in EAF-LF Steelmaking. JOM 2018, 70, 969–976. [CrossRef] Zhu, R.; Wei, G.; Tang, T. Technologies of purification production in electric arc furnace steelmaking processes. Steelmaking 2018, 34, 10. Wei, G.; Zhu, R.; Yang, S.; Wu, X.; Dong, K. Simulation and application of submerged CO2–O2 injection in EAF steelmaking: Combined blowing equipment arrangement and industrial application. Ironmak. Steelmak. 2021, 48, 703–711. [CrossRef] Liu, M.; Ma, G.; Zhang, X.; Zheng, D. Numerical simulation on the melting kinetics of steel scrap in iron-carbon bath. Case Stud. Therm. Eng. 2022, 34, 101995. [CrossRef] Wright, J.K. Steel dissolution in quiescent and gas stirred Fe/C melts. Metall. Mater. Trans. B 1989, 20, 363–374. [CrossRef] Nomura, H.; Mori, K. The Rate of Dissolution Iron Into Liquid Fe-C Alloy. Tetsu-to-Hagane 1969, 55, 1134–1141. [CrossRef] Matsuura, K.; Itoh, Y.; Narita, T. A Solid-Liquid Diffusion Couple Study of a Peritectic Reaction in Iron-Carbon System. ISIJ Int. 1993, 33, 583–587. [CrossRef] Kim, Y.U.; Pehlke, R.D. Mass Transfer During Dissolution of a Solid Into Liquid in the Iron-Carbon System. Metall. Trans. 1974, 5, 2527–2532. [CrossRef] Gulawani, S.S.; Deshpande, S.S.; Joshi, J.B.; Shah, M.S.; Prasad, C.S.R.; Shukla, D.S. Submerged Gas Jet into a Liquid Bath: A Review. Ind. Eng. Chem. Res. 2007, 46, 3188–3218. [CrossRef] Wei, G.; Zhu, R.; Tang, T.; Dong, K.; Wu, X. Study on the Impact Characteristics of Submerged CO2 and O2 Mixed Injection (S-COMI) in EAF Steelmaking. Metall. Mater. Trans. B 2019, 2, 50. [CrossRef] Opitz, F.; Treffinger, P.; Wöllenstein, J. Modeling of Radiative Heat Transfer in an Electric Arc Furnace. Met. Mater. Trans. B 2017, 48, 3301–3315. [CrossRef] Logar, V.; Dovžan, D.; Škrjanc, I. Modeling and Validation of an Electric Arc Furnace: Part 1, Heat and Mass Transfer. ISIJ Int. 2012, 52, 402–412. [CrossRef] Fathi, A.; Saboohi, Y.; Škrjanc, I.; Logar, V. Comprehensive Electric Arc Furnace Model for Simulation Purposes and Model-Based Control. Steel Res. Int. 2017, 88, 1600083. [CrossRef] Odenthal, H.-J.; Kemminger, A.; Krause, F.; Sankowski, L.; Uebber, N.; Vogl, N. Review on Modeling and Simulation of the Electric Arc Furnace (EAF). Steel Res. Int. 2018, 89, 1700098. [CrossRef] Irawan, A.; Kurniawan, T.; Alwan, H.; Muslim, Z.; Akhmal, H.; Firdaus, M.; Bindar, Y. An energy optimization study of the electric arc furnace from the steelmaking process with hot metal charging. Heliyon 2022, 8, 11. [CrossRef] Krassnig, H.J.; Kleimt, B.; Voj, L. EAF post-combustion control by on-line laser-based off-gas measurement. Arch. Metall. Mater. 2008, 53, 455–462. Metals 2023, 13, 1602 30. 31. 15 of 15 Ahmadi, A.; Bahiraei, M. Thermohydraulic performance optimization of cooling system of an electric arc furnace operated with nanofluid: A CFD study, J. Clean. Prod. 2021, 310, 127451. [CrossRef] Yang, L.-Z.; Hu, H.; Yang, Z.-S.; Xue, B.-T.; Guo, Y.-F.; Wang, S. A review on bath fluid flow stirring technologies in EAF steelmaking. J. Iron Steel Res. Int. 2021, 28, 1341–1351. [CrossRef] Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content.