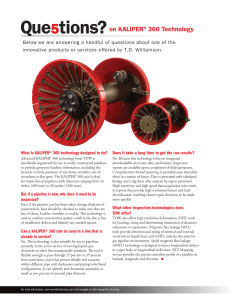
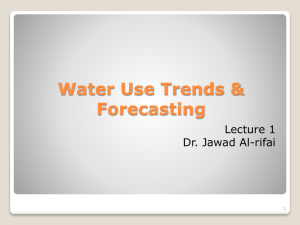
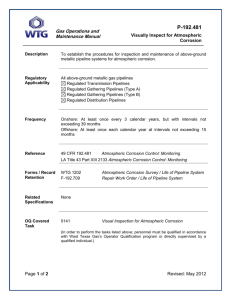
SPE-177837-MS Corrosion Management Challenges of Non-Piggable Pipelines, Sections & Dead Legs Rajdeep Dutta and Ibrahim Mohamed Al Suwaidi, Dolphin Energy Limited Copyright 2015, Society of Petroleum Engineers This paper was prepared for presentation at the Abu Dhabi International Petroleum Exhibition and Conference held in Abu Dhabi, UAE, 9 –12 November 2015. This paper was selected for presentation by an SPE program committee following review of information contained in an abstract submitted by the author(s). Contents of the paper have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material does not necessarily reflect any position of the Society of Petroleum Engineers, its officers, or members. Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of SPE copyright. Abstract Most operating oil and gas companies possess pipeline assets and In-line Inspections (ILI) are the most effective ways to assess the integrity of a pipeline. However to carry out ILI the pipeline should be piggable. Asset integrity audits have identified that while main pipelines are piggable most inter connectors, branches and by-passes are not in the pig’s path. Some sections while no longer in use, are still connected with the live system. These sections may be used rarely and therefore not an operational priority. However these ‘weak links’ pose a major threat to overall system integrity. Many of these non-piggable pipelines do not have a corrosion control strategy and the technical integrity of most is unknown. This has been identified as a high integrity risk to operating companies with respect to loss of production, high cost of failure/degradation and high failure safety risk. As part of the technical integrity drive and risk management strategy, a need was identified to develop the strategy to assure the integrity of non-piggable pipelines / sections. A thorough technical analysis made with advantages and limitations of available integrity assessment methods for non-piggable pipelines, such as: Hydrostatic Pressure Testing, External MFL Survey, Long Range Ultrasonic Thickness (LRUT) and Corrosion Direct Assessment (CDA). Based on the analysis, the most effective and techno-economic solutions were recommended and adopted by Dolphin Energy for its on-shore pipeline network in the UAE namely LRUT. Dolphin Energy operates approximately 750 Km of gas transmission and successfully completed an LRUT inspection project - Phase-1 in 2012 comprising 9 locations and Phase-2 in 2014 - comprising 52 locations throughout the UAE. Post project assessment was made where LRUT inspection and corrosion direct assessment results were analyzed together. Post assessment specifically addressed the effectiveness of methods used, corrosion root cause analysis, a corrective action plan, remaining life calculations and determination of re-assessment interval of each non-piggable pipeline. This paper addresses the new strategy developed and successfully implemented by Dolphin Energy to address the challenges associated with these non-piggable pipelines, sections and dead legs. Through this paper other operating companies who face similar challenges will benefit from the experiences of Dolphin Energy. 2 SPE-177837-MS Pipeline Network of Dolphin Energy in U.A.E Dolphin Energy Limited is a major natural gas operating company in Middle East and its background is given below from company website [4]: ⬙In 1999, the government of Abu Dhabi established Dolphin Energy Limited to implement the Dolphin Gas Project. This unique strategic energy initiative began gas production in July 2007. The Project involves production and processing of natural gas from Qatar’s offshore North Field and transportation of the processed gas by subsea pipeline to the UAE and Oman.⬙ ⬙In addition, the company undertook other important energy-related developments such as the Al Ain – Fujairah Gas Pipeline. This 182 Km pipeline was completed in December 2003 and commissioned in January 2004. This created the first ever cross-border refined natural gas transmission in the history of the GCC.⬙ ⬙Then in December 2010, Dolphin Energy commissioned the 244 Km Taweelah – Fujairah Pipeline. Today, it is transporting vital gas supply to the eastern region of the UAE. The overall investment in wells, sea lines, processing plant, export pipeline, receiving facilities and distribution network has made this one of the largest energy-related ventures ever undertaken in the Middle East.⬙ ⬙Dolphin Energy’s Downstream Operations is responsible for operations, maintenance and managing the UAE Gas Network - comprising the Taweelah Receiving Facility (TRF), the Eastern Gas Distribution System (EGDS), the Al Ain-Fujairah Pipeline (AFP) and the Taweelah-Fujairah Pipeline (TFP). These assets ensure the receipt and distribution of natural gas from Dolphin Energy’s gas processing plant in Ras Laffan, Qatar to its customers across the UAE and Oman, in a safe and reliable manner.⬙ ⬙Once gas arrives at Taweelah, the majority is supplied to other parts of the UAE using Dolphin Energy’s EGDS. The EGDS is also used to transport natural gas to Oman, using a connection with a pipeline on the Omani border. This connection was put in place in October 2008 thus completing the tri-nations gas grid.⬙ ⬙The EGDS was upgraded by Dolphin Energy between 2006 and 2007 as part of a long-term lease agreement with Abu Dhabi National Oil Company (ADNOC). This involved the refurbishment and recoating of existing pipelines and the addition of fiber optic cables for communications purposes.⬙ Major on-shore pipelines of Dolphin Energy in UAE are summarized as below: Pipeline Description 30⬙ 36⬙ 48⬙ 24⬙ 24⬙ 48⬙ 36⬙ 48⬙ MAQTA - AL AIN MAQTA - TAWEELA MAQTA - JEBEL ALI AL AIN - FUJAIRAH AL AIN - OMAN Border TAWEELAH – TIE IN MAQTA - UMM AL NAAR TAWEELAH - FUJAIRAH Pipeline Code Length Year Commissioned MAP MTP MJP AFP AOP TRF Tie-in MUAN TFP 149.3 Km 49.6 Km 112 Km 174 Km 25.3 Km 9.6 Km 4.5 Km 244 Km 1992 1995 2001 2004 2004 2006 2008 2010 Non-piggable Pipelines & Sections The Asset Integrity team established a comprehensive Pipeline Integrity Management System (PIMS) and all pipelines as built and inspection data were uploaded to PIMS [5]. During this process of implementation it was identified that, all main pipeline inspection data are available, however there are several non-piggable sections which are not included in PIMS. In response Asset Integrity team in U.A.E. conducted a thorough site audit to identify such nonpiggable sections and found that: SPE-177837-MS 3 1. Even though the main pipeline is piggable, most of the inter connectors, branches, by-passes were not in pig’s path, and hence would be missed during ILI 2. Some sections are no longer in use, but connected with live system and had become dead legs 3. These sections are used rarely and not an operational priority. However, they are ‘weak’ links and pose a major threat to overall system integrity The non-piggable pipeline sections identified for baseline inspection by the Asset Integrity team are listed below: 1. 24⬙ MAP KP127 – Al Ain Station 2. 12⬙ RAK Tie-in 3. 36’’ Delivery Line TRF - CRS 4. 12’’ CRS - Taweelah A Power Station 5. 30’’ CRS – Taweelah B Power Station 6. 12’’ CRS – Taweelah B Power Station Extension 7. 18’’ CRS - Taweelah A2 Power Station 8. 18’’ CRS - Taweelah IWPP Power Station 9. 24’’ CRS - Taweelah A1 Power Station 10. 2 X 18⬙ Crossover Lines from 24⬙ & 36⬙ MTP to 48⬙ MJP 11. 24’’ DEL Station - Oman Border 12. 12’’ Jump Over Line at TRF Tie-in 13. 36’’ Umm Al Naar Header (6 Road Crossings) 14. 10’’ Umm Al Naar East – Power Station (2 Road Crossings) 15. 2 X 36’’ Delivery Lines to DUSUP at JGRS 16. 8’’ Branch Line MAP KP35 – Military City 17. 24⬙ Delivery Line AFP - QIDFA at FRS 18. 4’’ Branch Line to GASCO PRS at MJP KP47 19. 2 X 12’’ Bypass Line at MTP SV2 20. 10’’ Flair Line at MAP SV1 One 1.2 Km pipeline 40-inch FRS-F2 was originally non-piggable, but a project was taken up to upgrade it to a piggable pipeline by installing pig traps and associated facilities. Integrity Assessment Methods of Non-piggable Pipelines The Asset Integrity team carried out detailed research about industry practices used to establish the integrity of non-piggable pipelines. The following methods were shortlisted for further detailed analysis: 1. Hydrostatic Pressure Testing 2. External Magnetic Flux Leakage (MFL) Survey 3. Long Range Ultrasonic Thickness (LRUT) Inspection 4. Corrosion Direct Assessment The analyses of each method are given in the following sections. Hydrostatic Pressure Testing Hydrostatic pressure testing was one of the traditional methods used in the pipeline industry to check fitness for service. ASME B 31.8 [2] specifies the hydrostatic test pressure for various pipeline class locations and associated limits. The main disadvantages of hydrostatic pressure testing methods are: 4 SPE-177837-MS a. The pipeline must be taken out of service for testing, which is not preferred for an operating pipeline b. The pipeline cannot be hydrotested when connected to live gas flow line c. A large volume of water must be used and then disposed of in accordance with environmental regulations d. Introduction of water into the pipelines creates a corrosion risk; the pipeline must be dried before it can be returned to service e. Pressure testing is destructive and it may enhance severity of existing cracks or flaws f. Only the critical flaws leading to failure at the time of testing are identified; sub-critical flaws are not identified External MFL Survey Magnetic Flux Leakage (MFL) technology is well established in the industry and mostly followed for In-Line Inspections (ILI) or Intellight Pigging. Considering the fact that, same tool can not be used for non-piggable pipelines, a different type tool is developed used same MFL technology. The difference is this tool access the pipeline from external side, like a movable ring. Sensors, data gathering and data analysis of this ‘External MFL’ tool is similar to ILI tool. Limitations of the External MFL technique are: a. This method could not be applied economically for buried pipelines, due to costs involved in excavating the pipe b. Only above ground pipelines and sections can be inspected c. Following sections of even above ground pipelines could not be inspected: X Pipe supports X Any underground road crossing X Section below a sleeve / clamp d. It is time consuming and labor intensive Long Range Ultrasonic Thickness (LRUT) Inspection Long Rage Ultrasonic Thickness (LRUT) inspection is primarily a Non Destructive Test (NDT) where low frequency ultrasonic waves are used to detect defects and imperfections some distance away from the ultrasonic source in a range of components. A typical application of LRUT is the detection of corrosion and metal loss in pipes and pipelines. A set of piezoelectric transducers sends the ultrasonic waves in both directions along the length of the pipe. The same transducers detect the return signal and identify how far along the pipe the imperfections lay. This scope of work details the inspection requirements in completing Long Range Ultrasonic inspection and follow up Ultrasonic Testing for anomalies found in the above ground station piping with buried sections and below ground non-piggable pipelines. The objective of LRUT inspection is to obtain a detailed inspection report on the status and the structural condition of the non-piggable pipeline or sections. The LRUT inspection scope of work normally covers the following: 1. A review of the supplied drawings and/or a complete site visit at each location to determine areas that require excavation for inspection access and coating removal requirements. 2. A simulation test in the calibration block with artificial defect size of 3% to 9% wall loss of the pipe section to be scanned in order to validate the test equipment and procedure 3. An inspection tool capable of achieving 100% inspection coverage of the pipelines. The inspection tool specifications, its accuracy, resolution capabilities, data system, etc shall be in compliance with ASTM E-2775-11 [1] SPE-177837-MS 5 4. All test equipment shall have current and valid calibration certificates establishing following parameters: ● ● ● ● ● Equipment / System Sensitivity requirement Reliable detection of at least 5% metal loss flaws Discrimination between flaws and pipe features; e.g, welds, bends, supports, etc. Longitudinal accuracy better than ⫾100mm Test Range shall be ⫾30m (typical) and ⫾180m (ideal) 5. Inspection coverage shall include corrosion and defects on the piping at the supports, on the piping under the road crossings and 100% coverage at the expansion loops and other inaccessible locations 6. Detect and differentiate between internal and external erosion/corrosion and defects 7. Detect, classify and size weld fabrication defects not meeting the acceptance standard of the construction code 8. Accurately report the pipe wall thicknesses throughout the pipelines and ensures that clear and concise digital inspection reports are compiled on the condition and status of the pipeline Indications identified on LRUT scan plots, are evaluated on the basis of: e. The signal amplitude f. The directionality of the focused response This takes into account that large amplitude responses will be from a large cross-sectional area defect. Small defects cannot produce large amplitude reflections. However, the converse is not always true; A small amplitude response does not necessarily mean that the defect is small, as the response may be affected by a number of factors. In order to provide a means of identifying defects which are potentially significant in terms of the integrity of the pipe it is also necessary to examine how localized the response is in terms of the pipe circumference. This may be obtained from the focused tests and is plotted on a polar response chart. Corrosion Direct Assessment Direct assessment is an integrity assessment method that can be applied to buried pipelines for the evaluation of time dependent threats, such as internal corrosion, external corrosion and stress corrosion cracking. It shall only be used if situations where ILI is not technically feasible (e.g., non-piggable pipelines) or are prohibitively expensive (e.g., operational parameters do not allow ILI, say, very high pressure, high temperature, etc.) for the particular pipeline segment concerned. External Corrosion Direct Assessment (ECDA) was developed by NACE for buried pipelines, as an alternative to hydrostatic testing or pigging. Where it is intended that a direct assessment approach should be used, it must comply with the stringent requirements set out in ANSI/NACE SP0502-2008 [8]. These require an assessment of its applicability to the candidate pipeline segment and incorporate steps necessary to validate its performance; such steps include the direct examination of the pipe surface and typically involve using a combination of non-destructive testing methods and visual inspections. The ECDA process as per ANSI/NACE SP0502-2008 has the following four components: a. Pre-assessment b. Indirect examinations (typically a combination of above ground surveys) c. Direct examinations (local examination using NDT & visual inspections) d. Post-assessment The main techniques within this category are above ground surveys for locating buried pipeline segments. They may be used on their own or as part of a ECDA programme. Indirect Examination techniques Include: 6 SPE-177837-MS ● ● ● Cathodic Protection Pipe-to-Soil Potential (PSP) Survey Close Interval Potential Survey (to determine CP levels, shorts, stray currents) [13] Direct Current Voltage Gradient (DCVG) Survey (to detect. coating holidays) [13] A direct examination of a pipeline segment refers to non-destructive testing (NDT) methods. including visual inspection, followed by appropriate evaluation and remediation, in order to establish pipeline integrity. Where Direct Examination is used independently of a ECDA programme, physical access to the pipeline must be sufficient to permit the entire surface area of the pipeline segment to be inspected. Acceptable Direct Examination techniques include; ● ● ● ● ● Visual inspection (for coating damage, metal loss) Manual or automated UT (metal loss, cracking, weld defects) External MFL (metal loss) Magnetic particle examination (for surface cracks) Long Range / Guided Wave UT (for metal loss detection and quantification) [1] All pipelines in the UAE under Dolphin Energy network are onshore dry gas pipelines. As such internal corrosion is historically less than 1% of the total reported corrosion. Therefore Internal Corrosion Direct Assessment (ICDA) was not applied. However in case internal corrosion is encountered in future, ICDA will be applied as per NACE SP0208-2008 [9]. Baseline Inspection of Non-piggable Pipelines On completing detailed analysis of all the available integrity assessment methods, it was concluded that LRUT would be the most techno-economic baseline inspection method for non-piggable pipelines in the UAE. This method was used to complete the LRUT inspection project which consisted of Phase-1 in 2012 (9 locations) and Phase-2 in 2014 (52 locations) covering the UAE. Pipe Excavation for LRUT Inspection The buried sections of non-piggable pipelines were exposed as per the following scope: 1. Mark the inspection locations as per the scope and data provided 2. At each buried location marked for LRUT inspection, a bell hole shall be excavated 3. In each bell hole, 3 meter lengths of the buried pipe section shall be exposed 4. Excavation of a bell hole will be required where the length of the buried section of the pipe is more than 30 meters 5. Should any pipe section measure less than 30 meters and one or both ends of pipe section is accessible above ground, no bell hole excavation is required and LRUT inspection can be done from part of the pipe aboveground 6. For all buried locations, positively confirm the pipeline location by trial pit. The trial pit must be made by hand digging. No mechanical excavation equipment is permitted. 7. After locating the pipe by means of a trial pit, 3 meter length of pipe crown should be exposed (top side only) 8. Should a weld joint be found during crown opening, move the bell hole so that the nearest end of excavation is minimum 1 meter away from the weld joint 9. Full circumference of the pipe to be exposed and there shall be a minimum of 0.5 metres clearance around the pipe. Whereas one side of the pipe shall have 1 meter working space inside the bell hole 10. The sides of the excavation are sloped or supported/shored to prevent caving in protect the field workers. There are at least two proper safe entry/exit points in each excavation 11. Initial dewatering and continuous dewatering (if required) shall be carried out prior to all surface SPE-177837-MS 7 preparation and LRUT inspection works inside the bell hole 12. Manual UT measurement of pipe wall thickness shall be taken at the centre of the bell hole. If necessary for UT measurement a small window can be cut on the existing coating Pipe Surface Preparation for LRUT Inspection The exposed pipe surfaces were prepared as per the following scope: 1. Removal of existing protective coating may be completed manually (scrapping, brushing) or by abrasive blasting. At each location 2.5 meters of full circumference pipe coating shall be removed for LRUT Inspection 2. The surface preparation and cleaning shall meet St-2 standard. If abrasive blasting is utilized, it shall be completed as per Dolphin Energy’s procedure [6] for surface preparation for the protective coating 3. Any condensation builds up on the pipeline surface after abrasive blasting shall be addressed. The dew points and pipeline surface preparation condition shall be tested, inspected and meet the requirements of the product manufacturer as a minimum prior to coating application [10] 4. LRUT inspection shall be carried out within few hours of pipe surface preparation 5. Under no circumstances the prepared surface shall be left open for more than 24 hours in an open atmosphere LRUT Inspection Results Summary The results of LRUT inspection is summarized below: 8 SPE-177837-MS Post Inspection Recoating All pipe surfaces prepared for inspection were recoated as per the following scope: 1. Immediately after LRUT Inspection the exposed pipe surface shall be recoated [11]. The time gap between LRUT and recoating shall not exceed 24 hours 2. Application of the protective coating shall be carried out as per Asset Integrity approved procedures [6] using pre-qualified products 3. All newly applied coating, including existing exposed coating at the interface, shall be holiday tested [12] 4. If any holiday (coating defect) is detected, that shall be rectified as per approved in-situ repair procedure [7]. Repeat holiday test to be carried out to confirm that the repair is successful 5. Details of all holiday tests, results and in-situ repair (if any) shall be recorded Backfilling and Site Restoration All excavations were backfilled and the site was restored as per following scope: 1. Ensure that the backfilling of the trench is done in accordance with best practices after the LRUT inspection and coating repairs are concluded 2. The site cleanup activities shall be conducted in such away to restore the area to its original condition 3. Backfilling shall not be completed using the original excavated materials unless the following criteria are met: a. The pipeline shall be padded with a minimum 300 mm thick fine new sweet sand. No backfilling material shall be used in this case b. Backfill material shall be free from refuse, stones or rocks larger than 75mm, or any other material which might prevent proper compaction or cause the compacted fill or embankment to perform inadequately c. Backfill material shall consist of granular soils with at least 80% of the material smaller that 13mm in size d. All material used as backfill shall have a maximum salt content at 1% and a maximum sulphate content of 5% e. The pipeline ⬙Bund⬙ (if any) shall be re-constructed to its original contour and matched to the existing undisturbed bund. Original excavated material can be used in this case f. The backfill bund shall be capped with a compacted gatch cap of not less than 20 cm 4. Backfill shall be placed symmetrically to prevent eccentric loading upon or against the pipeline 5. After backfill permanent marker posts shall be installed at all LRUT inspected locations under the scope. Marker plate shall be embossed with ⬙LRUT Loc. 2014⬙. Height of the marker post outside the station area shall 1 m height, whereas within the station area it should not exceed 0.5 m from ground level 6. The marker posts will help to identify exact location for future LRUT inspections Post Assessment & Analysis All results from the baseline inspection were evaluated to determine if the inspection or monitoring activity was been executed according to plan and quality requirements. The results were recorded in PIMS for future reference. Inspection results were reviewed by the Asset Integrity team to determine whether any mitigation action is necessary. The action may be to repair or rectify a condition that has been discovered, or to modify the preventive and mitigation measure controlling the integrity threat that caused the condition discovered by inspection or monitoring. SPE-177837-MS 9 All defects were found to be below the threshold value of 10% of pipe wall thickness. As such no further action was deemed necessary. However all metal loss indications are recorded in PIMS for comparison with future inspections, to establish whether there is any indication for growth of corrosion defects. It was decided that LRUT inspections for all locations would take place every 5 years. Conclusions Pipeline operating companies around the world face challenges with non-piggable pipelines, that do not have a corrosion control strategy and where the technical integrity of most is unknown. This has been identified as providing a high integrity risk to operating companies with respect to loss of production, high cost of failure/degradation and high failure safety risk. As part of the technical integrity drive and risk management strategy, a need was identified to develop the strategy to assure the integrity of non-piggable pipelines. Accordingly Dolphin Energy has taken up this initiative to bring all non-piggable pipelines under comprehensive PIMS already established for piggable pipelines. This paper has explained Asset Integrity initiatives taken by Dolphin Energy for bringing all nonpiggable pipelines under PIMS. The methodology of baseline inspection of all non-piggable pipelines has been developed and successfully implemented in the UAE. Through this paper other operating companies will benefit from the experiences of Dolphin Energy, who face similar challenges. Abbreviation The following abbreviations are used in this paper: A/G Aboveground ADNOC Abu Dhabi National Oil Company ADWEC Abu Dhabi Water & Electricity Company AFP Al Ain-Fujairah Pipeline ANSI American National Standards Institute ASME American Society of Mechanical Engineers ASTM American Society for Testing and Materials CDA Corrosion Direct Assessment CIPS Close Interval Potential Survey CP Cathodic Protection CRS Central Receiving Station DCVG Direct Current Voltage Gradient DEL Dolphin Energy Limited Dia. Diameter DNV Det Norske Veritas DUSUP Dubai Supply Authority ECDA External Corrosion Direct Assessment EGDS Eastern Gas Distribution System FRS Fujairah Receiving Station GASCO Abu Dhabi Gas Industries Ltd. GCC Gulf Cooperation Council GIS Geographical Information System ICDA Internal Corrosion Direct Assessment JGRS Jabel Ali Gas Receiving Station Km Kilometer KP Kilometer Point 10 SPE-177837-MS LRUT M/m MAP MAOP MOP MFL MJP MTP NACE NDT PHMSA PIMS PRS PSP RAK SMYS SSC SV TFP TRF U/G UAE UT WT Long Range Ultrasonic Thickness Meter Maqta – Al Ain Pipeline Maximum Allowable Operating Pressure Maximum Operating Pressure Magnetic Flux Leakage Maqta – Jabel Ali Pipeline Maqta – Taweelah Pipeline National Association of Corrosion Engineers Non Destructive Test Pipeline and Hazardous Material Safety Administration Pipeline Integrity Management System Pressure Reduction Station Pipe-to-Soil Potential Ras Al Khaimah Specified Maximum Yield Strength Stress Corrosion Cracking Valve Station Taweeleh - Fujairah Pipeline Taweelah Receiving Facility Underground United Arab Emirates Ultrasonic Thickness Wall Thickness References The following documents are referred in this paper: 1. ASTM E2775-11, Standard Practice for Guided Wave Testing of Above Ground Steel Pipework Using Piezoelectric Effect Transduction, ASTM International, www.astm.org 2. ASME B31.8S-2010, Managing System Integrity of Gas Pipelines, American Society of Mechanical Engineers, www.asme.org 3. DNV RP-F 101-2004, Recommended Practice of Corroded Pipelines, Det Norske Veritas, www.dnvgl.com 4. Dolphin Energy Limited, Company website: www.dolphinenergy.com 5. UTS-ENG-MS-00001 (A05) 2011, Asset Integrity Management System, Dolphin Energy Limited, www.dolphinenergy.com 6. UTS-ENG-PR-00023 (A04) 2013, Coating and Painting Procedure, Dolphin Energy Limited, www.dolphinenergy.com 7. UTS-ENG-PR-00019 (A04) 2011, Pipeline Defects Assessment and Repair Procedure, Dolphin Energy Limited, www.dolphinenergy.com 8. ANSI/NACE SP0502-2008, External Corrosion Direct Assessment, NACE International, www.nace.org 9. ANSI/NACE SP0208-2008, Internal Corrosion Direct Assessment, NACE International, www.nace.org 10. NACE RP0105-2005, Liquid-Epoxy Coatings for External Repair, Rehabilitation, and Weld Joints on Buried Steel Pipelines, NACE International, www.nace.org SPE-177837-MS 11 11. NACE SP0109-2009, Field Application of Bonded Tape Coatings for External Repair, Rehabilitation, and Weld Joints on Buried Metal Pipelines, NACE International, www.nace.org 12. NACE SP0188-2006, Discontinuity (Holiday) Testing of New Protective Coatings on Conductive Substrates, NACE International, www.nace.org 13. NACE SP0207-2007, Performing Close-Interval Potential Surveys and DC Surface Potential Gradient Surveys on Buried or Submerged Metallic Pipelines, NACE International, www.nace.org