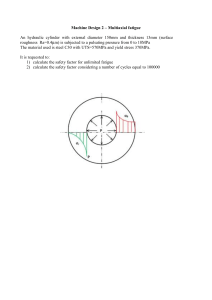
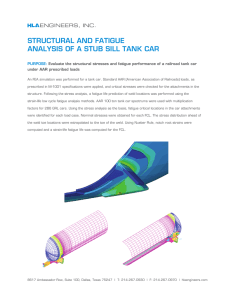
Fatigue overview Introduction to fatigue analysis • Fatigue is the failure of a component after several repetitive load cycles. • As a one-time occurrence, the load is not dangerous in itself. Over time the alternating load is able to break the structure anyway. • It is estimated that between 50 and 90 % of product failures is caused by fatigue, and based on this fact, fatigue evaluation should be a part of all product development. What is fatigue? In materials science, fatigue is the progressive and localized structural damage that occurs when a material is subjected to cyclic loading (material is stressed repeatedly). Clients tous différents Routes de qualités variables Contraintes Fatigue Design in Automotive Industry Conception fiable PSA (Peugeot Citroën) Résistances 3s 3s Dispersion matériau Dispersion de production Fatigue • Fracture mechanics can be divided into three stages: 1. Crack nucleation 2. Crack-growth 3. Ultimate ductile failure Introduction to fatigue analysis • Fatigue is the failure of a component after several repetitive load cycles. • As a one-time occurrence, the load is not dangerous in itself. Over time the alternating load is able to break the structure anyway. • It is estimated that between 50 and 90 % of product failures is caused by fatigue, and based on this fact, fatigue evaluation should be a part of all product development. Historical background • In comparison to the classical stress analysis, fatigue theory is a relative new phenomenon. The need to understand fatigue arose after the industrial revolution introduced steel structures. Three areas were particularly involved in early failures: Railway trains, Mining equipment and Bridges. Historical background • 1837: Wilhelm Albert publishes the first article on fatigue. He devised a test machine for conveyor chains used in the Clausthal mines. • 1839: Jean-Victor Poncelet describes metals as being tired in his lectures at the military school at Metz. • 1870: Wöhler summarizes his work on railroad axles. He concludes that cyclic stress range is more important than peak stress and introduces the concept of endurance limit. • 1910: O. H. Basquin proposes a log-log relationship for SN curves, using Wöhler's test data. • 1945: A. M. Miner popularizes A. Palmgren's (1924) linear damage hypothesis as a practical design tool. • 1954: L. F. Coffin and S. S. Manson explain fatigue crack-growth in terms of plastic strain in the tip of cracks. • 1968: Tatsuo Endo and M. Matsuiski devise the rainflow-counting algorithm and enable the reliable application of Miner's rule to random loadings. Historical background • Fatigue theory is basically empirical. This means that the process of initiation of micro cracks that finally will form macroscopic cracks in the material is not accounted for in detail in the equations. • Fatigue properties must be treated by statistical means due to large variation during testing. • Virtually all mathematical equations dealing with fatigue are fitted to test results coming from materials testing. Fields of application & analysis considerations • Whenever a structure is subjected to time varying loads, fatigue must be taken into account. Typical structures subjected to time varying loads are for example: – Rotating machinery (pumps, turbines, fans, shafts) – Pressure vessel equipment (vessels, pipes, valves) – Land based vehicles, ships, air- and space crafts – Bridges, lifting equipment, offshore structures Fields of application & analysis considerations • In the design specification of the part there are some questions that must be answered, for example: 1. What is the expected number of cycles during the expected life time? 2. Shall the individual components be designed for infinite life or a specified life? 3. In case of a specified life time, what service/inspection intervals are needed? Fields of application & analysis considerations • Common Decisions for Fatigue Analysis • There are 5 common input decision topics upon which your fatigue results are dependent. These fatigue decisions are grouped into the types listed below: 1. 2. 3. 4. 5. Fatigue Analysis Type Loading Type Mean Stress Effects Multi-axial Stress Correction Fatigue Modification Factor Loading types When minimum and maximum stress levels are constant, this is referred to as constant amplitude loading. This is a much more simple case and will be discussed first. Otherwise, the loading is known as variable amplitude or nonconstant amplitude and requires special treatment Loading types The loading may be proportional or nonproportional: - Proportional loading means that the ratio of the principal stresses is constant, and the principal stress axes do not change over time. This essentially means that the response with an increase or reversal of load can easily be calculated. - Conversely, non-proportional loading means that there is no implied relationship between the stress components. Typical cases include the following: Alternating between two different load cases, An alternating load superimposed on a static load , Nonlinear boundary conditions . Terminology Consider the case of constant amplitude, proportional loading, with min and max stress values σmin and σmax: The stress range Δσ is defined as (σmax- σmin) The mean stress σm is defined as (σmax+ σmin)/2 The stress amplitude or alternating stress σa is Δσ/2 The stress ratio R is σmin/σmax Fully-reversed loading occurs when an equal and opposite load is applied. This is a case of σm = 0 and R = -1. Zero-based loading occurs when a load is applied and removed. This is a case of σm = σmax/2 and R = 0. Stress life theory • General: – The stress life (SN) analysis estimates the time spent to initiate and grow a crack until the component breaks into parts. – The model takes the stress variation and makes a look-up in a material graph to find the corresponding number of cycles to failure. – Historically this is the first mathematical model developed for lifetime calculations, and the one with the most readily available material data. – The analysis requires stress results from a linear static analysis as input. • Suitability and limitations: – The method is applicable for components failing after more than 10.000 to 100.000 cycles (HCF). – For higher loadings with a shorter fatigue lifetime local plasticity is probably considerable not only at the crack tip, but locally on the structure as well. – Such cases should be analysed using the Strain Life Method instead as the stress life method gives overly conservative results here. Stress life theory Material data – When doing test on stress range versus fatigue life and plotting the results on two logarithmic axis, the results tends to be linear. – Gustaw Wöhler observed this when doing bending test on railroad shafts, illustrated below. – Later Basquin formulated this mathematically in a power law. The curve may consist of several linear pieces. Two parameters for each of the curves in Basquin's law are needed as input: Starting point Ss and slope b. The properties are usually found for zero mean stress and a uniaxial stress state on polished specimens. Stress life theory • Metals typically experience infinite fatigue life for low stress ranges. • This is modelled as a flat curve at a cut-off stress ΔSe and above Ne cycles. • Ne is usually between 1 and 5 million cycles and Se is typically half the ultimate strength Rm. The plateau tendency may not be present for other metals, such as aluminium or stainless steel. • As explained, Basquin is not valid in the low cycle fatigue region, so caution should be used if the calculated life is low – as illustrated with the dashed line in the figure below. Stress life theory • The material curve on previous page may describe the fatigue strength of a base material, but it may also be describing the fatigue strength of a whole component, such as a welded T-joint. • Alternatively the material curve to be used may be dictated by a design standard, based not only on the material but also as a function of geometry, failure consequences and inspection intervals for example. Stress life theory Basquin's law Basquin's law calculates the number of cycles to fracture as: Nf = ƒ (S, S0, N0, b) Nf = Number of cycles to failure S = Applied stress range = Δσ = 2σa (N0, S0) = Point on the material curve b = Fatigue strength exponent (Slope of material curve) Basquin's law is usually presented as: However, usually So = Se and No = Ne, thus making Basquin's law: Stress life theory Basquin’s law In lack of fatigue material data, the following guidelines can be used (although other methods exist to predict this): Se=0.5×Su at Ne = 106 S =0.9×Su at N = 103 Su = Rm (ultimate tensile stress) Stress life theory Mean stress correction Since the fatigue properties given are valid for zero mean stress only, one must do corrections if mean stresses are not equal to zero in the actual load history. Compressive mean stresses are good for fatigue life, while mean tensile stresses are bad. The three load histories to the right all have equal stress amplitudes, but different mean stresses. As such they will experience different fatigue life also. This is not covered by Basquin’s formulae. We will now look at a method to account for this so that Basquin still can be used. Stress life theory Mean stress correction A number of models exist to compensate for mean stresses, four are incorporated in ANSYS Fatigue module. - Goodman (England 1899) - Soderberg (USA 1930) - Gerber (Germany 1870) - Mean Stress Curves The three first models work in the same manner: The stress amplitude that is to be used in Basquin’s law is corrected according to the mean stress σm and yield or tensile stress σy or σu. The three models are shown graphically below: Stress life theory Mean stress correction The last model does not use any correction formulae, but instead have several material curves input - each corresponding to its own Stress Ratio (R): Tests yield results between that predicted by the Goodman and Gerber models. Soderberg is usually over conservative and is seldom used. In lack of any arguments what model to choose, Goodman is a good choice if test data is not available for different stress ratios. Soderberg is good for brittle materials Stress life theory Mean stress correction For fatigue loadings that have small mean stress compared to the alternating stress, the theories show little difference. Goodman is presented as: However, we are looking to calculate the corrected stress amplitude σa’, so resolving for this gives the formulae actually used: σa’ = Corrected stress amplitude σa = Initial stress amplitude σm = Mean stress σu = Ultimate Tensile Strength, UTS Stress life theory Mean stress correction Similarly, Gerber is presented as: But it is used as: Finally we have the same for Soderberg: σy = Yield Strength Stress life theory Surface condition, volumetric dependency etc. • Fatigue material property tests are usually conducted under very specific and controlled conditions (e.g. axial loading, polished specimens). • If the service part conditions differ from as tested, modification factors can be applied to account for the difference. • The fatigue alternating stress is usually divided by this modification factor Kt and can be found in design handbooks. • Note that this factor is applied to the alternating stress only and does not affect the mean stress. Stress life theory Surface condition, volumetric dependency etc. The modification factor Kt is written as: λ= technological volume dependency, l≤ 1.0 δ= geometrical (loading type) volume dependency, d≤ 1.0 κ= surface condition dependency (surface roughness), k≤ 1.0 ν= dependency due to coatings (zinc, chrome layer), n≤ 1.0 Ψ= mechanical or heat treatment of surface (shot peening, case hardening), Y≥ 1.0 μ= Environmental influence (moisture, temperature, salt water), m≤ 1.0 Stress life theory Performing a fatigue analysis is based on a linear static analysis. Although fatigue is related to cyclic or repetitive loading, the results used are based on linear static, not harmonic analysis. Also, although nonlinearities may be present in the model, this must be handled with caution because a fatigue analysis assumes linear behavior. A component usually experiences a multiaxial state of stress. If the fatigue data (S-N curve) is from a test reflecting a uniaxial state of stress, care must be taken in evaluating life. For welds the stresses perpendicular to or parallel with the weld seam are treated or disregarded depending on the current evaluation method. Stress life theory Performing a fatigue analysis is based on a linear static analysis. Mean stress affects fatigue life and is reflected in the shifting of the S-N curve up or down (longer or shorter life at a given stress amplitude). • For welds the most important factor is the stress range, the mean stress is normally of no or secondary importance. Other factors mentioned earlier which affect fatigue life can be accounted for with a correction factor in Simulation. • For welds fatigue life time is improved by dressing, grinding, deburring, TIG-treatment, shot peening and similar methods. Strain life analysis, theory Strain life (EN) analysis, LCF The strain life (EN) analysis (a.k.a. Crack initiation analysis) estimates the number of cycles needed to initiate a crack. The remaining lifetime spent to grow the crack until the component breaks into parts is not part of the calculated lifetime (this is Fracture Mechanics Analysis). The Strain Life analysis compensates for local plasticity and is valid for fewer cycles than about 10.000. The strain life analysis requires stress results from a linear static analysis as input. Strain life analysis, theory Suitability and limitations •This analysis is better suited than a Stress Life analysis to cope with higher stress ranges on the model because it contains an additional term compared to the Stress-Life analysis and it also offers correction models for local plasticity. •The strain-life method is suitable in the lower cycle fatigue range, involving less than about 1.000 to 10.000 cycles fatigue life and high local stress. (So called low cycle fatigue, LCF). •The model it is not suited for calculating fatigue life of welds, since it must be assumed that welds already contain macroscopic cracks. • The model is not suited for other materials than metals. Bear in mind that depending on the crack propagation properties, the component may have (but usually have not) significant fatigue life left after the crack has developed. •The model is not valid for loads resulting in multi-axial stresses, without taking certain precautions. Strain life analysis, theory Material data •The fatigue material properties in the Strain Life method are modelled combining the strain-life models of Basquin and CoffinManson. •The Basquin part is identical to that of the SN-analysis, but it is solved in terms of strain rather than stress. •The Coffin-Manson part is added to account for the plastic fatigue properties. In addition to the data for Stress Life analysis, one needs to two additional parameters: •Fatigue ductility coefficient εf and fatigue ductility exponent c. The curve describing the fatigue strength as a function of strain range is given to the right: Strain life analysis, theory Material data Now the distinction between high versus low cycle fatigue can be explained. It is not defined at some specific number of cycles, but rather at the intersection point of the Coffin-Manson and Basquin curves. At lower cycles, the plastic part dominates – while at higher cycles, the elastic part. Strain life analysis, theory Basquin-Coffin-Mansons law The B-C-M law calculates the number of cycles to fracture as: Nf = ƒ (σf, b, εf, c) σf = Fatigue strength coefficient b = Fatigue strength exponent εf = Fatigue ductility coefficient c = Fatigue ductility exponent E = Young’s modulus Presented as: Strain life analysis, theory Mean stress correction Since the fatigue properties given are valid for zero mean stress, one must do corrections if mean stresses are present in the actual loading. For the Strain Life Method, this could be done in accordance with one of the two user-selected models incorporated in ANSYS: - Smith-Topper-Watson -Morrow The program accounts for mean stresses by altering the fatigue strength of the material, as can be remembered this approach is different from the Stress Life method where the applied stress amplitude is adjusted instead. Strain life analysis, theory The Morrow model accounts for mean stresses by moving the elastic part of the material curve up and down according to the mean stress of each cycle. εa = Strain Amplitude 2Nf = Number of reversals to failure En – None En - Morrow Strain life analysis, theory Smith-Topper-Watson accounts for mean stresses by using a damage parameter gathered from the maximum stress at each cycle. Smith-Topper-Watson should be used for loading involving tensile stresses, whereas Morrow is best suited for compressive stresses. En – None EN – Smith-Watson-Topper Strain life analysis, theory Plasticity correction Even though the strain life analysis has incorporated the CoffinManson term to better account for the low cycle fatigue region, further corrections for local plasticity are available. The linear elastic calculations done to acquire the stresses and strains are usually done according to Hooke’s law of a linear stress-strain relationship. This may erroneously give higher stresses than yield stresses locally, not only at the crack tips, but also in small regions in the model. With the assumption that the higher-than-yield stresses are only local occurrences, it is possible to correct for this somewhat - without running a non-linear static analysis. Correction for plasticity can be done by different versions of the Neuber formulae: - Local or nominal - Neuber (implemented in ANSYS fatigue module) - Elastic Strain Energy Density (ESED) Strain life analysis, theory All adjust the stresses predicted by the linear curve described by Hooke down to a lower stress at the nonlinear cyclic stress-strain curve described by Ramberg-Osgood. This curve is the cyclic stress-strain curve derived from a strain controlled cyclic test for a specified number of cycles. •Using the Neuber rule σ×ε=constant will convert the calculated linear elastic stress down to the nonlinear cyclic stress-strain curve as shown in left figure. •Elastic Strain Energy looks at the strain energy, and demands that the two squares (green and blue) have the same area, as shown below to the right. Strain life analysis, theory In addition to the E-modulus, the Ramberg-Osgood material model requires the input of a strength coefficient K and a hardening exponent n to describe the curve. (The strength coefficient K is not to be mixed with the fracture toughness K). Hooke: σ = ƒ (E, ε) E = Young’s modulus ε = Strain Presented and used as: and: Ramberg-Osgood: σ = ƒ ( E, ε, K, n) K = Material strength coefficient n = Material hardening exponent Presented and used as: and: Strain life analysis, theory Surface condition and treatment Similarly to the Stress Life method, corrections for surface condition and surface treatment are introduced via correction factors (Kf) that modify the stress amplitude Fatigue analysis, theory BIAXIALITY • When doing stress life or strain life fatigue analysis we have done so based on the assumption that the stress state is pure uni-axial tension-compression. • If the stress is in shear, or the stress vector changes its direction during the load, we have violated the basic assumptions. • This limitation is caused by the material data being collected for a specimen loaded with a uni-axial stress state, as shown to the right. • If it turns out that this assumption is not valid, the fatigue lives we calculated are not correct. • In such cases we need to re-run the fatigue analysis and include corrections for biaxiality. Fatigue analysis, theory Proportional – non proportional loading A load may be proportional or non-proportional. To explain the difference, consider the two models below. One is loaded in moment and the other in torsion: Each of the loads on their own result in a proportional load since the stress vector is increasing in size but has a constant direction. Even if the two loads are applied simultaneously, the load is still proportional. Fatigue analysis, theory However, if the load is applied in sequence (first one, then also the other), then the load is non-proportional, since the vector changes its direction, as illustrated below: If the load is non-proportional, the critical fatigue location may occur at a spatial location that is not easily identifiable by looking at either of the base loading stress states (i.e. it may not be in the max stress position for each of the load cases). Normal cycle counting routines do not take into account the sequence (order) of the respective part of the loads. If the load is non-proportional and with a non-constant amplitude load, a more advanced cycle counting is required such as path independent peak methods or multiaxial critical plane methods. Fatigue Analysis of Welded Connections General: • If the number of load cycles is larger than 1000 cycles a fatigue analysis shall be performed. • Watch out for structures that may come into resonance (eigenfrequencies) • If the base material is not welded, the fatigue strength is proportional to the yield strength. Fatigue Analysis of Welded Connections General: • Whenever plate material is cut using thermal methods (laser, plasma or gas cutting), the fatigue strength is similar to a welded component. • High strength steel is NOT better than mild steel if the following occur: Material is affected of weldments Material is cut using thermal cutting The environment is corrosive • By placing weld joints in regions with low stresses admit use of high strength steel material. Fatigue Analysis of Welded Connections General to fatique: • The geometry of the welded joint is governing of the fatigue strength. • Both base material and filler material strength has no influence on fatigue life of welded joints. • The current stress level have minor influence on fatigue life. • Most important factor for the weld fatigue life is the stress range, Δσ. Fatigue Analysis of Welded Connections Geometry of weld joint Heat affected zone (HAZ) Fatigue Analysis of Welded Connections Critical areas in welded joints: Fatigue Analysis of Welded Connections Influence of base material strength: • For different quality of the base material the difference in fatigue properties is the number of cycles to crack initiation. • During the welding process a large number of “faults” is introduced, i.e. the crack initiation phase has already passed. Residual weld stresses Influence of residual stresses of welded structures • For a cantilever beam subjected to a pulsating load, the global stress variation is linear bending. • The residual stresses in weld seam is equal to material yield stress (Rp0.2) • The governing factor for fatigue is not the current stress, only the stress range, Δσ. Material properties Material Properties • Material testing is performed at constant amplitude loading for a number of samples at each amplitude. Material properties Variants of the fatigue curves Fatigue Classes Fatigue Classes or weld joint classes, C or FAT • The fatigue class is the stress range Δσ in MPa for a corresponding fatigue life of N=2×106 load cycles. • The fatigue class stress range is specified at an average fatigue life time minus 2 σ of standard deviation, corresponding to n=2,3% probability to failure. • IIW-1823 and Eurocode 3 have the following fatigue strength classes, FAT: 36, 40, 45, 50, 56, 63, 71, 80, 90, 100, 112, 125 and 160 • DNV RP C203 have the following fatigue strength classes, FAT: 36, 40, 45, 50, 56, 63, 71, 80, 90, 100, 112, 125, 140 and 160 Fatigue Classes Fatigue Classes (FAT) In the fatigue evaluation using nominal stress method or hot spot method, the fatigue data used is depending on the current geometry of the weld joint. DNV-RP-C203, appendix A show the “Detail category” (FAT) with corresponding “Construction detail” Figure showing detail category for lap joint (W1) from DNV-RP-C203. Fatigue Classes Fatigue Classes (FAT) IIW-1823, chapter 3-2 show the different classified details (joints) and their FAT values. Figure showing FAT category for lap joint (W1) from IIW-1823 Figure showing FAT category for lap joint (W1) from EN1991-1-9 Fatigue Classes Fatigue Classes (FAT), comparison between different codes Fatigue Classes Fatigue Classes (FAT), comparison between different codes, continued: Design of weld connections Fatigue curves for different fatigue classes according to Eurocode 3 Design of weld connections The calculation of the fatigue life time using the fatigue curves is given by the following equation: Design of weld connections Fatigue modification factors: • Eurocode 3 apply fatigue modification factor on size effect for non welded components/areas. • DNV RP C203 apply a modification factor on fatigue life time based on plate thickness. Design of weld connections Load histories, non constant loading and partial damage: The damage can be calculated using Palmgren- Miner partial damage theory: Fatigue Evaluation Methods Besides of hand book calculations there is a number of different methods utilizing the FE-method available: Fatigue Evaluation Methods Nominal stress method: This method includes the macroscopic geometric stress state but does not include effects due to the welded joint itself. Fatigue Evaluation Methods The geometric stress state include effects due to the welded joint itself but the current geometric shape of the weld seam is not considered Fatigue Evaluation Methods Definition of notch stresses: • The total stress in the notch is calculated using linear elastic material properties. • The total stress state (σln) can be divided into three components: Membrane stress (σm) Equivalent linear bending stress (σb) Peak stress component (σnlp) Total stress in notch σln = σm + σb + σnlp Fatigue Evaluation Methods There are a number of methods for fatigue assessment of welded joints: • Nominal stress method • Hot Spot method (geometrical stresses) • Effective Notch Method (notch stresses) • CAB method (geometrical stresses) • Fracture mechanics analysis Fatigue Evaluation Methods Nominal stress method: • Find the nominal stress in FE-model and compare this with the current fatigue strength class • Traditional method, experience gathered over many years • Works with stress either parallel or perpendicular to weld seam • Method do include “normal” skewness, eccentricities and residual weld stresses • Verify that that weld type and load case is in accordance with weld fatigue class. • Difficulties may arise when other stress factor increase the stress levels. Fatigue Evaluation Methods Hot spot method: • Used when geometry or load case do not fit given fatigue strength class • Applicable when skewness, eccentricities are larger than “normal” • Has gathered experience, good reputation • Stresses must be perpendicular to weld seam • Do only consider stresses in the weld toe • The method do not include skewness and eccentricities but do include weld residual stresses. • Each weld seam type have its specific fatigue strength class Fatigue Evaluation Methods CAB-method (geometric stresses): • New method, not recognized outside Germany • For use with solid models only • Stresses must be perpendicular to weld seam • Fillet welds only • No evaluation at weld root, only fillet weld “toe” is considered • The method is applicable for plate thicknesses from 8 to 80 mm • Misalignment, skewness of plates or other geometric imperfections must be modeled since it is not in the fatigue strength class. Fatigue Evaluation Methods Effective notch stress method: • Relatively new method, has not gathered much experience • Misalignment, skewness of plates or other geometric imperfections must be modeled since it is not in the fatigue strength class • Stresses must be perpendicular to weld seam • Consider stress at root and toe of weld. Do not include embedded cracks in weld • Require very fine FE-models, submodelling techniques is a must in most cases. • Useful to compare different design/geometries of weldments • In some cases not the best method to predict the absolute fatigue life time? Fatigue Evaluation Methods Fracture mechanics: • Used for complex details not specified in any fatigue strength class. • Crack start in root or when there is other faults in weld seam during welding • A crack is assumed whose depth is based on the smallest crack size that can be detected during non destructive testing. •The stress intensity factor KI is calculated for the given geometry and loading condition. •Crack propagation is calculated by Paris Law: •Fracture occur when the crack has grown to a size where KI > KIC. Fatigue Evaluation Methods The selection of which fatigue evaluation to be used is governed by several factors: • What is the goal with the fatigue evaluation? Calculate absolute life time Compare different designs Quick answer • What types of stresses can be retrieved from the FE-model? Type of FE-elements used (beam, shell or solid elements) How much detail is included in FE-model How good is the mesh • What are the direction of the principal stresses relative to weld seam • Looking for the stresses in toe or root of weld? Fatigue Evaluation Methods Nominal stress method: • Create a path perpendicular to weld seam starting at weld toe. • Plot the principal stress on path, the straight line is the nominal stress. • Extrapolate the straight line portion of stress variation to the weld toe. •The linear stress at the intersection of the weld toe is the nominal stress to be used in the weld fatigue evaluation (Δσ). Fatigue Evaluation Methods Nominal stress method: • For the current weld joint geometry, find the corresponding fatigue joint class. • Calculate the fatigue life (if the stiffener has a length L=60 mm) as: Fatigue Evaluation Methods Hot Spot method: • Origins from the offshore oil industry used for pipe and tube connections • The hot spot method was developed to evaluate measurements from strain gages. • The method is intended for evaluation of the weld toe (figure a-d), not for the root (figure e-h) Fatigue Evaluation Methods Hot Spot method: • Hot spot: The location where a crack will propagate from • Hot spot stress: Value of the geometric stress in the “hot spot”, i.e. The non linear stress peak in hot spot is not included • Extrapolation from predefined points close to hot spot is a way to determine the hot spot stress • Principal stress must be perpendicular to weld Fatigue Evaluation Methods Extrapolation to get hot spot stress: • Linear extrapolation: IIW-1823 and Eurocode 3 is using extrapolation point at 0.4×t and 1.0 ×t. σhot spot= 1.67 ×σ(0.4t)-0.67 ×σ(1.0t) Fatigue Evaluation Methods Extrapolation to get hot spot stress: • Linear extrapolation: DNV RCP-203 is using extrapolation point at 0.5×t and 1.5 ×t σhot spot= 1.5 ×σ(0.5t)-0.5 ×σ(1.5t) For pipe / tube connections the location of interpolation points is: For extrapolation of stress along the brace surface normal to the weld toe For extrapolation of stress along the chord surface normal to the weld toe at the crown position For extrapolation of stress along the chord surface normal to the weld toe at the saddle position Fatigue Evaluation Methods Extrapolation to get hot spot stress: • Quadratic extrapolation: For a very non linear stress variation near web plates or stiffeners a quadratic extrapolation may be necessary IIW-1823 and Eurocode 3 is using extrapolation point at 0.4×t, 0.9×t and 1.4 ×t. σhot spot= 2.52 ×σ(0.4t)-2.24 ×σ(0.9t) + 0.72 ×σ(1.4t) Fatigue Evaluation Methods Extrapolation to get hot spot stress: • Example of geometry where extrapolation rules does not apply since the plate thickness is not relevant for this kind of geometry. Fatigue Evaluation Methods Tips and advice for FE-modelling: • To reduce the influence of the geometric singularity at hot spot location at the first interpolation point at 0.4×t, the element size must be less than 0.4×t. • As a rule of thumb, the influence of the singularity is almost eliminated at about 2 or 3 elements away from the singularity. • Use second order (quadratic) elements as first choice. • Avoid large aspect ratios on the element sides, < 3 should be fine. • Have a smooth transition between small and large elements size. • For shell models consider the stiffening effect of the weld itself. • Is skewness or misalignment within weld fatigue class or to be added? • Remember that the hot spot method is applicable for stresses perpendicular to weld. Fatigue Evaluation Methods Hot spot method fatigue evaluation: IIW-1823, select the fatigue strength class according to hot spot method: Note: The tables do NOT include effects of misalignments. For DNV RCP-203, the stress range at the hot spot of tubular joints should be combined with the T-curve which corresponds to FAT=90 (D-curve). For other geometries than tubular joints use the D-curve. Fatigue Evaluation Methods Hot spot method fatigue evaluation: Eurocode 3: Buttwelds details category (FAT) = 100 Fillet welds details category (FAT) = 90 Tables do not include skewness and imperfections in geometry! Fatigue Evaluation Methods Hot spot method fatigue evaluation: Short notes on skewness and misalignements in geometry: • Some weld fatigue strength classes are identical with nominal stress method and in such cases the skewness is included (as specified in nominal stress method). • If the stresses are derived from measurements using strain gages, imperfections are already included. • Using FE-models imperfections / skewnesses can be accounted for by: Use a weld fatigue strength class that do include skewness Modify the geometry to conform with current skewness Adjust stresses using stress concentration factors Fatigue Evaluation Methods Fatigue Evaluation Methods Fatigue Evaluation Methods Fatigue Evaluation Methods Methods for Improving Fatigue Life • There are several methods to improve the fatigue life for welded connections. • All kinds of improvements do only apply for the toe, so it assumed that the weld is deigned in such a way that the toe is the critical area and not the root of the weld joint. • Both IIW-1823 and DNV RP-C203 give guidelines for how to improve and how much that will be gained by the different methods. Methods for Improving Fatigue Life The most commons way to improve weld fatigue life: • Weld profiling • Grinding of weld to eliminate undercut • TIG, Laser or Plasma dressing Methods for Improving Fatigue Life The most commons way to improve weld fatigue life: • Hammer-, needle-, shot-, brush-peening or ultrasonic treatment • Overstressing (proof stressing) • Stress relief (post weld heat treatment) • Painting or resin coating (environment protection)