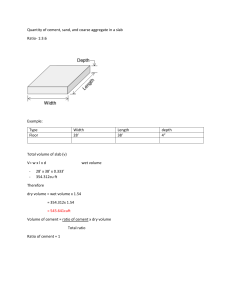
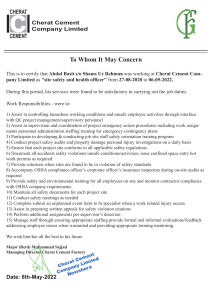
STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 18. Cement Program 18.1. General 1. Cement is used in the drilling operation to: a. Protect and support the casing, b. Prevent the movement of fluid through the annular space outside the casing, c. Stop the movement of fluid into vugular or fractured formations, and d. Close an abandoned portion of the well. A cement slurry is placed in the well by mixing powdered cement and water at the surface and pumping it by hydraulic displacement to the desired location. Thus, the hardened, or reacted, cement slurry becomes "set" cement, a rigid solid that exhibits favorable strength characteristics. 2. This Standard Operational Procedure applies within Pertamina and may also be a reference to a subsidiary of Pertamina. Scope of this work is as follows: a. Preliminary information b. Slurry design c. Spacer design d. Hydraulic calculation e. Cement placement technique f. Downhole equipment g. Surface equipment h. Operating program 3. Definition: a. Consistometer is a device with rotating paddles, used to check the pumpability and set time of cement slurries. b. Chiksan Swivel Joints are metal are metal pipe fittings with integral ball-bearing swivels. These rugged fittings come in 3/8- to 12-inch sizes and can handle cold working pressures up to 20,000 psi. c. Klampons is tubing protectors that used by the Rig operators while handling Tubulars between the rack and the rig floor. d. Slurry is a thin sloppy mud or cement or, in extended use, any fluid mixture of a pulverized solid with a liquid (usually water), often used as a convenient way of handling solids in bulk. e. Additive is material added to a cement slurry to modify or enhance some desired property f. Spacer is Fluid containing insoluble weighting materials that is used to separate drilling fluids and cementing slurries. Page | 1 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 4. Standard operating procedures have limitations and some points that must be obeyed. The following points are: a. Cementing program in this SOP used for conventional drilling. For other case (i.e. HPHT drilling, Deep Water Drilling) have own SOP. b. Specification for Cements and Materials for Well Cementing base on API SPEC 10A. 5. Reference: a. Saudi Aramco-Drilling Manual b. Dehadrun Drilling Operation Practice Manual c. Eni Drilling SOP 18.2. Cement Types, Specifications, & Additives 18.2.1. Cement Types Class G (HSR)* cement is used exclusively operations as the basic oilwell cement. This cement can be blended with many additives to cover a wide range of well conditions. The five normal slurry compositions are as follows: a. All the above figures refer to a 94 lb sack. b. Slurry weights listed above are absolute weights. Weight of cement measured from the cement tub in a non-pressurized mud balance may be as much as 15 pcf lighter due to entrapped air. c. Modifications of the basic slurries will be specified by Drilling Engineering. Table 18. 1 High Sulfate Resistant Cement Cement Class G Neat Class G +35% Silica Flour Class G + 1.5% Bentonite (Prehydrated), 6.6 Lbs. Gel/bbl Of Mix Water Class G +35% Silica Sand Class G +35% Silica Sand + 5% Expanding Additive Slurry Weight (PCF) 118 118 101 Slurry Yield (FT3/SK) 1.15 1.52 1.69 Water Requirement (GAL/SK) 5.03 6.28 8.96 125 125 1.35 1.40 5.01 5.25 18.2.2. Specifications API Specification 10A “Specification for Cement and Materials for Well Cementing” is used for the approval of the purchasing of class G (HSR) cement. Page | 2 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM API Recommended Practice 10B is used for the basic test procedures for the physical testing of cement slurries. Many instruments in the cement lab are not listed in API RP 10B. Procedures for testing cements are located in the labs procedures manual. 18.2.3. Performance of Cement Slurry Data given for the effectiveness of any additives is only valid for the cement, water and additives used for the test. Different cement brands, and even different production runs of the same brand of cement, react differently to the various additives. When there is any doubt, have the actual job cement, water and cement additives tested. Most cement additives from the various service companies are completely compatible with each other. Testing is always recommended if additives from different service companies are being used. Almost all of Schlumberger/Dowell's products are completely compatible with Halliburton’s and BJ’s products and vice versa. Before making any substitutions, consult with the Cement Lab, Drilling Engineering or the Service Company. Many additives have more than one function. For example, a dispersant (friction reducer) can be added to a slurry design to help make the mixing easier for a class G cement slurry that is mixed at a density greater than 118 pcf. The physical effects of adding the dispersant will be reduced the rheology, and lengthen the thickening times. Lists of the more common cement functions and additives are included in the following pages. 18.2.4. Additive Functions: a. Retarders The function of retarders is to increase the thickening time (pumping time) of the cement slurry being pumped. Lignosulfonates and their derivatives make up the majority of the cement retarders for use in low and medium temperatures. (80 0F – 220 0F) Higher temperature retarders are composed of Polyhydroxy Organic Acids and sugar derivatives. It has been observed that combinations of low and high temperature retarders are effective in extending thickening times for high temperature applications. High temperature retarders should never be used in cements with BHCT lower than 180 0F, unless confirmed by lab tests. b. Fluid Loss Additives The function of fluid loss additives is to reduce the water loss from the cement slurry. This class of cement chemicals and gas migration additives are generally the most expensive part of the cementing invoice. If high fluid loss occurs the following can happen: Premature dehydration of slurry, which can cause annulus plugging and incomplete placement of slurry. Page | 3 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Changes in slurry flow properties (rheology) and increased slurry density. Damage to production zones by cement filtrate Most fluid loss additives also retard the thickening time. On the 4 ½” and 7” liner jobs for vertical Arab D wells, no retarder is used. Adequate retardation is produced from the synergetic effects combining the fluid loss additive with the dispersants. c. Dispersants (Friction Reducers) The functions of dispersants are: A) to thin the slurry in order to reduce the turbulent flow rate or enable easy mixing of slurry B) to densify cement slurry (increase the solid-to-liquid ratio). C) to aid in fluid loss control. Over dispersing the cement slurry can cause high free fluid and density settling in the cement column. This must be avoided at all times and especially when cementing deviated or horizontal section of the well. Pumping slurry that is not up to the designed weight (density) can easily settle after placement. Pressurized mud balances must be used to confirm correct cement density. Pumping cements that are heavier than the planned density doesn’t cause settling problems. However, the thickening times are generally shorter. d. Accelerators The function of accelerators is to reduce the thickening time and decrease the (WOC) time. Calcium Chloride is the most common accelerator used. Calcium Chloride does not increase the final strength of cement and may perhaps lower the final compressive strength a little. Most fluid loss additives do not work well with Calcium Chloride in the cement slurry. Sodium Silicate is recommended if low fluid loss is required with fluid loss control in most cases. Special mixing is required for sodium silicate slurries 1) if accelerator is used then the accelerator must be added first. 2) if a retarder is to be used then the Sodium Silicate should be added first and the retarder must be added last. e. Non-Foamers The function of non-foamer (defoamers) in cement slurry is to release trapped air in the slurry as it is being mixed. Entrapped air cause viscosity increases, which make the cement slurry more difficult to mix. Entrapped air also makes the density of the slurry more difficult to measure. Special non-foamer are used for Latex cement slurries. The addition of excess non-foamer may stabilize foam. Bentonite cement slurries usually require twice as much non-foamer than conventional cements. Latex cements may require as much as five times more non-foamer than conventional cement slurries. f. Strength Retrogression Preventers The function of silica flour and silica sand in cement is to prevent strength retrogression of the set cement. Exposure temperatures of 250 0F to 300 0F Page | 4 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM require 25% silica flour or silica sand by weight of cement. When cement is exposed to temperatures from 300 0F to 450 0F, 35% silica flour or silica sand is required. At temperatures above 450 0F only silica flour should used. Service companies recommend 35% silica at temperatures over 235 0F. This recommendation is conservative with built in safety factors for improper blending ratios of cement-silica flour and inaccurate temperature data. g. Strength Retrogression Preventers The function of silica flour and silica sand in cement is to prevent strength retrogression of the set cement. Exposure temperatures of 250 0F to 300 0F require 25% silica flour or silica sand by weight of cement. When cement is exposed to temperatures from 300 0F to 450 0F, 35% silica flour or silica sand is required. At temperatures above 450 0F only silica flour should used. Service companies recommend 35% silica at temperatures over 235 0F. This recommendation is conservative with built in safety factors for improper blending ratios of cement-silica flour and inaccurate temperature data. be blended in the mix water, and 2) it is spherical which makes the gel strengths much lower, thus reducing the viscosity. h. Gas Migration Additives The function of Gas migration additives is to help prevent fluids (gasses & Liquids) from migrating to the surface during the loss of hydrostatic pressure that occurs prior to the setting of cement. The most popular additive is Liquid Latex. Latex provides low fluid loss to the slurry and lower initial permeability to the set cement. Expanding additives are often included in the slurry design to reverse any shrinkage that occurs during the setting of cement. Special mixing instruction for latex systems: add the stabilizer to the water after the bactericide but prior to any other cement additives. i. Extenders The function of the extenders is 1) to decrease the slurry density or 2) to increase the slurry yield decreasing the total cost. Pre-hydrated Bentonite is the best example of cost saving of a neat cement slurry. However, if low fluid loss is required, the cement can become more expensive as the increased water in the system requires more chemicals to prevent it from escaping from the slurry. Sodium Silicates have also been used to lower the density of cement but are more expensive than pre-hydrated Bentonite. Foam cement and Micro spheres have been utilized with limited success. j. Expanding Additives The function of expanding additives is to increase the bonding strength of the set cement. After cement goes through hydration reaction, the cement shrinks. Expanding additives primarily MgO and CaO or combinations of the two are dry blended in cement to take the set cement out of shrinkage and provide up to Page | 5 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 2.5% expansion. This expansion may take up to two weeks to reach completion. Salt (NaCl) is not recommended as an expansion additive in cement due to the higher permeability that high concentrations of salt in cement produce. On the other hand MgO and CaO are not as water soluble as NaCl and provide a lower permeability once the cement has set. k. Bactericide The function of the Bactericide (biocide) is to kill significant quantities of bacteria in the cement mixing fluid to prevent chemical degradation of cement additives. Bacteria reproduce exponentially and if not controlled will reduce the cement additives to an ineffective level. 18.3. Slurry Desain 18.3.1. Factors That Influence Cement Slurry Design Lab tests are run prior to pumping cement in a well. Collecting accurate data prior to designing the cement ensures a good cement design. The following factors will effect the cement slurry design: Well depth Well temperature Mud column pressure Viscosity and water content of cement slurry Strength of cement require to support the pipe Quality of available mixing water Type of mud & density Slurry density Cement shrinkage Permeability of set cement Fluid loss requirements Resistance to corrosive fluids 18.3.2. Limitations of Thickening Time Test Data The thickening time test is a dynamic test. While the cement slurry is being tested, measurements are being made of the consistency (viscosity) under downhole circulating conditions. The thickening time test does not give information on how the cement slurry performs under down hole static conditions. The thickening time test does not give useful information on the following: The setting profile of the cement after the plug is bumped. The compressive strength of the cement. Page | 6 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM How the fluid loss to the formation affects the cement slurry. How long the cement will be pumpable during a shutdown. This is different for each cement slurry and the particular well conditions. To determine theses parameters, tests that simulate the slurry’s environment under static/dynamic conditions must be performed. Figure 18. 1 Shown above is a typical thickening time curve for Class G cement + 1% CaCl2 @ 118 pcf, a BHCT of 100 0F. When the consistency reaches 100 Bc the thickening time is terminated. 18.3.3. Fluid Loss Tests Cement is like drilling mud in some aspects, as it is a suspension of solids. Chemical reactions occur on the surface of the solid particles of cement after water has been added. The rate that a cement slurry loses water through a high permeability zone under pressure is called fluid loss or filtration rate. The water that is lost from the slurry does not give the cementing properties that were originally designed. When water is lost from the cement slurry, the slurry property’s change: Viscosity increases which increases friction or pump pressures. – High loss of water will result in a highly viscous cement slurry which is unpumpable. Thickening time decreases Higher solids to liquid ratio – cement bridges may form in areas of narrow clearances The water that is lost from the cement slurry will have higher compressive strengths. High fluid loss cement slurries can be used when squeezing high injection rate leaks or perforations. Page | 7 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Two types of tests are preformed for cement slurries. 1) HT/HP Fluid loss test and 2) Stirred fluid loss test. The permeable medium for both tests is a 325 mesh screen. a. HT/HP Fluid Loss Tests (BHCT<190 0F) The cement slurry is condition at bottom-hole circulating temperature (maximum 190 0F) under atmospheric pressures. The cement is then transferred to the fluid loss cell and tested at the bottom-hole circulating temperature and 1000 psi. The filtrate collected is used to calculate the fluid loss. b. Stirred HT/HP Fluid Loss Tests (BHCT>190 0F) The cement slurry is condition in the test apparatus at bottom-hole circulating temperature and 1100 psi. The cell is then rotated 180 degrees and the test cement slurry falls on to the 325 mesh screen. Back pressure (100 psi) is maintained through out the testing period. The filtrate collected is used to calculate the fluid loss. Cements tested with the Stirred fluid loss cell generally give higher fluid loss values as compared to the same cements tested on the HT/HP fluid loss cell. 18.3.4. WOC Time The industry accepts a compressive strength of 500 psi for drilling out the casing shoe. This is also true for testing and drilling out the top of the liner. On conventional wells, where the top of the liner is shallow and the cement density is low the 500 psi compressive strength may take up to 10 hours to develop. On deep gas wells with long liners, up to 30 hours may be required for the cement to develop 500 psi compressive strength. a. Ultrasonic Cement Analyzer (UCA Test) The UCA is a non-destructive test that gives sonic (compressive) strength data as a function of time. This test is usually run for 24 hours. The test is run for longer periods of time depending on the setting profile of the cement. The most important use of the data from the UCA is WOC (waiting on cement) time. It should be noted that this test uses uncontaminated cement slurry unless otherwise specified. Mud contamination in cement slurries can either shorten or lengthen the initial set of the cement. Mud contamination also reduces the final compressive strength. Page | 8 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18. 2 Shown above is the compressive strength of a 7” liner jobs for a Khuff gas well b. Static Gel Strength Analyzer (SGSA Test) The SGSA/UCA is a non-destructive test that gives static gel strength & sonic (compressive) strength data as a function of time. The most important use of the data from the SGSA are 1) the time that the cement slurry begins to gel (zero gel) and the time that the slurry reaches a gel strength of 1200 lb/100 ft2 (maximum gel) and 2) sonic strength which WOC (waiting on cement) time is determined. Hydrostatic pressure from the cement slurry is being lost at the Zero Gel point. At the maximum gel point the cement is so thick that fluids (including gases) can not pass through the cement column. For gas and fluid migration control, the shorter the time between zero gel and maximum gel the better the chance for preventing migration of downhole fluids through annulus to surface. Some literature states that gel strength of 500 lb/100 ft2 is the point that gas leakage can be contained. It should also be noted that this test uses uncontaminated cement slurry unless otherwise specified. Page | 9 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18. 3 This Static gel strength data is for a 150 pcf cement used to cement across abnormal pressure 18.3.5. Pressurized Mud Balance & Densitometers A pressurized fluid density balance is used to monitor the density of cement slurry that is mixed in the field. Non-pressurized fluid density balances (mud balance) should be avoided as errors of up to 15 pcf can occur due to entrapped air in the cement slurry. The pressurized density balance greatly reduces the volume of trapped in the slurry. High density cement slurries that are mixed with latex additives tend to trap more air than conventional cements. A pressurized fluid density balance should be used to calibrate any densitometers on the cementing units. Calibration should be made at two densities. It is recommended to calibrate the densitometer at the cement density and either the spacer or mud density. Once the calibration is complete, it should not be re-adjusted before or during the cement job unless confirmed by the pressurized density balance. The densitometers should be placed on the pressure side of pumps to guaranty accurate density measurements. 18.3.6. Free Fluid Test (free water) If excess water is added to the cement beyond the requirement for fluidity or chemical reaction the solid particles separate from the slurry leaving the lighter excess water on top. This excess fluid is called free fluid. Neat class G cement mixed at 118 pcf should have a maximum free fluid of 1.4% according to API Spec 10A, Specification for Cements and Materials for Well Cementing, 22nd Edition, January 1995. 18.3.7. Rheology Test Page | 10 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Measuring the rheological properties of a cement slurry provide information of the cement slurry’s flow properties and settling tendency. The Fann model 35 rotational viscometer is the most widely used instrument used for determination of rheological properties for well cements. The rheological model is first determined from the Fann readings. Two models are considered for cement slurries (Power Law and Bingham Plastic). Turbulent flow is more easily achieved if n’ (power law) approaches 1 and YP (Bingham Plastic) approaches 0 or negative. Density settling is possible if n’ >1.0 or if YP<1. 18.3.8. Mud-Spacer-Cement Compatibility Test Rheology data of cement, spacer and mud are used as guidelines to determine if the fluids are compatible. Rheology of the mixtures of various concentrations of cementspacer, spacer-mud and cement-spacer-mud are taken to evaluate the effect of mixing of the three fluids. Sever gelling is noted when the rheology readings of the mixtures is much higher than the three initial readings of the cement, spacer and mud. Highly compatible fluids are determined when the Fann readings of the mixtures of the fluids fall in between the readings of the base fluids. Example of mud compatibility test is shown below. 18.3.9. Gas Migration Additives Every service company has cement additives that helps reduce or eliminate gas migration during the setting of cement. Service companies also have cement additives that expand after the cement has set. Most additives that are supposed to prevent gas migration as the slurry sets produce cement slurry that has low fluid loss. Common additives to prevent gas migration during the setting of cement are D-600 (Dowell), Latex 2000 (Halliburton) and B-86L (BJ). All of these latex additives require the addition of stabilizer D-135, Stabilizer 434B and LS-1 respectively. Studies show that these polymers and latex additives fill the porosity of the cement matrix giving the cement very low permeability during the transition from slurry to solid. Expanding additives (Microbond-HT, B-82 and EC-2) all expand after the cement has set. This expansion is dependent on the exposure temperature of the cement. The maximum linear expansion with 5% (by weight of cement) of these additives is around 2.5%. It is possible for gas leaking up the annulus, after the cement job, to stop some time later (up to one month) due to late expansion of set cement, which contains these additives. Cements without expanding additives normally shrink after the hydration reaction is complete. Expanding additives and latex additives have been successfully used in cementing the abnormally pressured Jilh formation. More recently expanding additives have been used to cement the Arab-D open hole sections of deep gas wells. These wells have abnormal pressure due to their location, which is usually near to water injectors. Page | 11 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 18.3.10. Cementing: Pre-Job Considerations for Slurry Design The following will aid in planning a successful cement job. What is the depth? MD, TVD? What is the BHST? What is the BHCT? Has correction been made for Horizontal section of the well with respect to BHCT? What is the required density? (LOC or Abnormal Pressure Zones) What is the estimated job time? What is the chemical composition of the mix water? Ca+2,Mg+2,Clvalues? What is the chemical composition of the drilling fluid’s filtrate? Ca+2,Mg+2,Clvalues? Has bactericide been added to the mix water? Is there a potential for annular flow of gas or liquid as the cement sets? Are there any special or unusual well conditions that must be considered? 18.3.11. Pre-Job Meeting Before every cement job, the Foreman will hold a pre-cement meeting to assure that the objectives are understood, assignments made and possible problems and solutions are discussed. Those involved in the meeting will be the Drilling Engineer, Contract Toolpusher, Foreman, Cementer(s) and the Driller. The liner hanger representative will be on location for liner jobs. The Engineer is available for cement slurry design, volume calculations and recommended pressures for bumping the plugs. He will also discuss the mixing, displacing, and thickening times. All three parties, Engineer, Foreman, and Cementer will individually calculate and compare the slurry and displacement volumes. Assignments will be made as to who will: Monitor the cement slurry weight. Pump water and mud to the pump trucks or cementing unit. Insert plugs. (Foreman & Cementer) Check displacement volumes. Catch samples. It doesn't do much good to catch a dry sample of cement unless a container of mixing water is caught at the same time. All signals for communications will be reviewed. The pressure recorder on the cementing unit, the 5 or 6 pen drilling recorder and the radioactive Densiometer (if used) should all be inspected prior to the job to insure that they are working properly. Page | 12 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM The Foreman must not have any duties that will tie him down to any one operation. He must be free to supervise the overall operation and be able to go to any trouble that may occur. To avoid any potential problems in communications onshore, the pump truck should be located so that visibility is good between the driller's console and the pump truck. The best way to accomplish this is by placing the pump truck at the end of the catwalk. 18.4. Lab Testing of Cement 18.4.1. Types of Tests The cement lab routinely performs the following test on all field cement jobs. Thickening Time (pumping time) Fluid Loss (only if the slurry contains fluid loss additives) Free fluid (free water, vertical or 45 degrees) Rheology (determine turbulent flow rate) Sonic Strength (compressive strength) Slurry Density (pressurized density balance) The cement lab can perform the following special test at the request of Drilling Operations or Drilling Engineering: Static Gel Strength Settling (density settling) Expansion (both linear & radial) Cement-Spacer-Mud compatibility Gas Migration Potential Cement ROP (Kick-off/Sidetrack Plugs) 18.4.2. When To Send Samples For Testing Forman or Engineer suspects a problem with cement, cement additives or mix water. Service company lab not functioning BHST > 2200F Khuff wells: K2 wells, 13 3/8” casing and deeper, K1 wells, 9 5/8” casings and deeper All CTU Cement Jobs Abnormal well conditions that may adversely affect the cement job. Remote locations * *For remote locations, cement and rig water should be sent to Oil Company and Service Company labs at least three days before the cement job. 18.4.3. Initial Pilot Testing Page | 13 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM This test is performed on lab cement, raw water (rig water if in stock) and lab additives. The most recent batch of cement from the factory is used to perform these tests. The standard tests are carried out. The most important function of performing this test is to save lab and rig time. Lab tests are performed to determine the retarder and fluid loss additive concentrations to meet the thickening time and fluid loss requirements. Pilot tests are not always performed prior to the writing of the program. Database searches are usually a good starting point in the design of the cement slurry. 18.4.4. Pilot Testing prior To Mixing Samples of rig cement blend and rig water are collected and tested for the critical physical properties. This test is used to compare test results from the Aramco oilwell cement lab with the Service company’s lab. When comparing the thickening time results of both labs the following rule should apply: The thickening time results that have the highest concentration of retarder for the shortest acceptable thickening time is the cement formulation that should be mixed in the field. This applies only if all other tests like fluid loss, compressive strength development, etc. are within the requirements set by Drilling Engineering. These requirements are usually listed on the drilling program. 18.4.5. Field Sample Confirmation Testing Samples of cement blend and mixing fluid (water plus cement additives) are sent in by the Service Company to both Saudi Aramco and service company oilwell cement labs. The results are usually faxed to the rig as soon as the thickening time is finished. The compressive strength data is usually sent the next day. 18.5. Mixing Cement The most important cement slurry property that can be measure in the field is slurry density. All lab tests are performed at the designed slurry density. Variation in slurry density in the field will produce cement slurry that may be unpredictable with respect to thickening time, fluid loss, rheology, free fluid, settling, static gel strength and compressive strength. The pressurized density balance is the best device readily available to field personnel to measure cement density. Batch mixing is the most effective way to ensure accurate slurry density. 18.5.1. Mix Water Quality The water used as pre-blended cement mix water should be reasonably fresh. If the water is too hard (high Calcium & Magnesium concentration) then alternative sources of water should be located. If the proposed water is high in Chloride then alternative sources of water should be located. If no acceptable water can be found send a sample of the proposed water to the cement lab and a softening treatment can be recommended in most cases. Softening treatments usually include adding Soda Ash and Page | 14 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM or Caustic causing a heavy white precipitate to settle to the bottom of the tank. The clear water should be skimmed off the top after the precipitate has settled to the bottom of the tank. Sometimes there are exceptions to this rule and they should be clearly defined in the drilling program. Biocide should be added to all mix waters that contain retarders, friction reducers or fluid loss additives. If any mix water is questionable then verify that such water is acceptable with the Drilling Superintendent / Engineer / Oil well cement lab prior to blending chemicals. 18.5.2. Type of Chemicals and Quantity to Be Blended The type of chemicals and quantity to be blended in the mix water will be specified in the drilling program or separate cementing procedure (supplement to the program) based on lab data. Mix those chemicals in the water on location. This allows an "on site" check of the water quality and type and quantity of chemicals blended. The Drilling Foreman is personally responsible for confirming that the proper types and amounts of chemicals and water are utilized in preparing the "mix water” blend. 18.5.3. Mix Water Blending and Storage System Mix water must at all times be completely isolated from any source of contamination. The fluid handling system used to blend and pump the cement mix water should be completely isolated from all other fluid systems. A common manifold for the pre-flush, mix water, wash water and mud systems is not acceptable. It is acceptable to utilize a manifold for other fluids than cement mix water; i.e., pre-flush, wash water and mud. An individual fluid handling system of tanks and lines to the cementing unit is necessary for the mix water system. This will usually involve rigging up special lines and tanks. Rig up as necessary to achieve the above. 18.5.4. Cement Job Quality The preparation work prior to performing a complicated cement job is crucial to the success of the cement job. Batch Mix cement when possible. This gives you a positive check of the total batch of cement slurry before it goes downhole. On large jobs (where you can't batch mix), mix and pump a small amount to the desert before pumping cement downhole. This short 'pump test' will exercise the pump system and prove that the system can blend cement slurry with the fluid properties and weight desired. On large critical jobs, where one particular service company does not have the sufficient batch mixing capacity, employ the use of other service company batch mixers. It is recommended that only one Service Company pump the cement job. The Foreman should completely satisfy any question he might have regarding the mechanical reliability of the equipment, cementing technique to be used, mix water blend and mix water system reliability, ell conditions, etc. before mixing cement. Don't hesitate to Page | 15 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM discuss any question with the Drilling Superintendent and eliminate as many problem areas as possible. 18.5.5. Pre-mixing additives The tanks that the mixing fluid will be stored should be clean. Lines filling the tank should be flushed if used for purposes other than transporting water. Liquid Bactericide (biocide) should be poured on the bottom of the tank prior to filling the tank. Most resident bacteria colonies will be on the tank bottom. Bacteria thrive on cement chemicals like retarders, fluid loss additives and dispersants. Fill the tank with water. Mixing water should be cool. If Wasia water is used, it must be allowed to cool in open tanks for at least 24 hours. Past experience has indicated that many 'flash sets' were the direct result of using a Hot, saline water. The calcium & chloride content of the mixing water should be checked prior to mixing. Temperature, calcium and chloride content of the mix water should be recorded. Biocides generally have short half-lives. Additional biocide should be a ded every eight hour during the hotter months (April through October). During the cooler months (November through March) add biocide every 12 hours. Check with the Service Company or the Aramco cement lab for proper order of addition of cement chemicals prior to pre-mixing additives to the water. 18.5.6. Sampling and Sample sizes a. Sample Containers All sample containers should be clean and free of moisture. The sample containers for dry cement should be air tight. The sample containers for water and the mixing fluid should be leak proof. Saudi Aramco Material Stock number (25-008-865) Onegallon wide mouth plastic bottles are good for both dry cement and mix fluid. b. Dry Cement Sampling For sampling dry cement either of two methods are acceptable. 1) First Aerate the cement for five to ten minutes, then open the hatch on the bulk storage unit and sample the cement blend approximately one foot (12”) below the top level. 2) Pressurize the bulk storage unit, then blow out a volume of cement that would represent the volume left in the line, then catch the required sample of dry cement. c. Sampling of Mix Fluid After all the cement additives have been mixed in the water, continue to circulate the fluid for thirty minutes. At this point sample the fluid from the top of the tank. Do not sample from a valve. If any fisheyes (dry additive that have gelled due to improper hydration) are floating on the top, do not include them in the sample. d. Sample Size of Lab Testing For pilot testing purposes, each lab should receive a minimum of two gallons of water from the same source that will be used for cementing. The minimum dry cement sample size for lab testing is one gallon for each laboratory and each stage. Page | 16 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM For a three stage cement job, where all three stages are requested to be tested, the samples should be distributed as follows: Three dry cement samples would go to the Saudi Aramco Cement lab and the other three would go to the Service Company lab. The minimum mix water sample size is one gallon. This is approximately twice the amount required to mix with one gallon of cement. Additional water is required because adjustments may be needed to lengthen the thickening time of the field mixed sample. Usually, the labs will have some leftover cement blend from the pilot tests performed prior to mixing. The lab will only resort to using that sample as a last resort. e. Sample Labeling All samples should be labeled as follows: Well Name & No. Rig Name & No. Date Job Description & Stage Description of Sample Include all the additives that are mixed in the water or blended in the cement. Name of Lab (Saudi Aramco or Service Co.) 18.6. Check List for Cementation Job 18.6.1. Before Casing running a. Tally the casing and total depth such that the casing can be landed within 1.5 m (5 ft.) of the bottom (floor). b. Caliper log should be recorded to know the hole size at various depths and for the calculation of cement slurry volume to be pumped to achieve desired cement rise. c. Well is properly conditioned so that it is free from lost circulation, tight pull, caving and activity prior to pulling out for casing lowering. 18.6.2. During Casing Running In a. Check the prepared casing running and fill up schedule. b. Control lowering speed to prevent fracturing/loss circulation. c. Control torque make up on casing threads. d. Use differential type of floating equipment in potential mud loss wells. e. To see that float shoe is checked and placed on first joint of casing to guide casing into well and minimising derrick strain. f. To check float collar and should be placed on one/two/three joints above casing shoe depending upon well depth. g. To ensure float shoe and float collars used are of same type. Page | 17 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM h. Type of floating equipment, conventional or differential. If differential type is used, the tripping ball is checked. 18.6.3. Mechnical Aids a. To check the following for centralizers : Total number of centralisers used. Ensure use of stop rings to place the centralizers. Ensure the stop rings are not welded on casings. Ensure centralizer spacing done with computer programme. 60 Mts. below and above the zone and the interval of the zone should be properly centralized. Total cement column is centralized. b. Ensure use of scratchers against permeable formation to remove filter cake c. Ensure use of swirlers in washout sections. 18.6.4. Circulation Prior to Cementation a. Condition hole with good surface conditioned mud at a maximum possible rate within the limitation of fracture gradient for 1.5 to 2 cycles (minimum). b. Circulation rate and pressure. c. Mud was conditioned to lowest possible Pv & Yp as the system permits without dropping solids. d. Mud parameters during final circulation: Specific gravity. Pv Gel Viscosity water loss e. Casing reciprocation during circulation was done. f. Cementation started only after the mud is free from any gas bubbles /pockets/ cuttings and at least 90% of the hole mud is being circulated. 18.6.5. Cementing Head a. Whether single or double plug container cementing head is used. b. Cementing head should be checked for any leakage during cementing operation and proper function of plug release indicator. c. Stopper pin is checked for its easy movement. d. Top and bottom plugs are placed in proper sequence viz. Bottom hollow plug is loaded first and then top solid plug. Page | 18 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 18.6.6. Cementing Equipment a. The cementing units, bunkers/silos are thoroughly checked to avoid any break down during the operations. b. The discharge of cementing unit is checked physically for their capacity in accordance with the liner size. c. Tanks of cementing units are thoroughly cleaned. d. Cementing head and all connection lines are pressure tested to 1.5 times the maximum pressure to be encountered during cementing. e. Check and calibrate the pressure gauges. 18.6.7. Blending of Cement Additives a. A minimum of two transfers of cement and additives is a must, when dry blending is recommended. b. Correct weights (dosage) of powdered additives are mixed. c. Conduct test of each blended cement sample. d. If wet mixing is done, the correct percentage of additive is thoroughly mixed with the mixing water. 18.6.8. Preflush / Spacer a. Check whether sufficient volume of Spacer/Preflush to be displaced ahead of cement slurry in turbulent flow with minimum 10 minutes contact time or equal to 150-200 mts. of annulus height, is prepared. b. Check compatibility of preflush/spacer, drilling mud and cement slurry at room temperature and BHCT. 18.6.9. Cement Slurry Design a. Determine maximum permissible down hole cement slurry density to prevent fracturing or induced losses. The density of cement slurry should be at least 1 ppg (preferable 2-3 ppg) heavier than the drilling mud. b. Correct bottom hole circulating temperature and pressures should be used to design the slurry. c. Thickening time: Is there a safety factor for placement taken into consideration? Has it been laboratory tested with drill site technical water under simulated conditions? d. Viscosity (Consistency) of cement slurry is low enough for the required displacement rate to achieve turbulence. e. Fluid loss control is adequate as per well requirement. f. Free water is controlled as per well requirement. Page | 19 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM g. Comprehensive strength of cement is determined after 24 hrs and 48 hrs at BHST. h. Silica Flour 35% is used with ‘G’ class cement at temperature above 110°C. 18.6.10. Slurry Mixing and Pumping a. Sufficient mixing water is available for the volume of cement to be mixed and enough liquid or solid additives are present at site. b. Mixing pump pressure should be tested for required discharge. c. Batch mixer/ recirculating mixer/ precision slurry mixer is used for preparing homogenous slurry. d. Mud balance or other density measuring device is calibrated with fresh water before actual cement job. e. The SG of cement slurry is continuously monitored during cementation job. f. The SG of cement slurry is maintained as close as the lab design with variation of ± 0.2 ppg. g. Quantity of cement used and slurry volume pumped is as per plan. h. Continuous monitoring of mud returns during cement slurry pumping. 18.6.11. During Displacement a. Displacement volume is calculated as per casing string actually being run in the well. b. Displacement is to be done by : Rig pumps Cementing units. c. Number of strokes were calculated with 100%, 98% or 95% rig pump efficiency. d. The discharge of the rig pump is checked physically as well as theoretically. e. The SPM of pump was calculated to achieve desired flow regime during displacement. f. Casing was reciprocated/ rotated during cementing operation. g. Cycle of reciprocation ——————m/mins. h. If rotated, the speed of rotation—————RPM. i. Displace top plug out of cementing head with minimum down time. j. Last 200 strokes are pumped at slower speed to bump the plug. k. Check function of NRVs. l. Pressure applied to be calculated in case of NRV failure. m. If well was kept under pressure, necessary directions to be conveyed to shift incharge for monitoring of pressure during WOC. n. Casing left open during WOC if NRV holds after plug hitting. o. Continuous monitoring of mud returns during displacement. 18.6.12. Operational Considerations Page | 20 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM a. Necessary instructions to be passed to the cementing officials before starting the job. b. The cementing unit pumps are loaded prior to starting the cementation job. c. Extra bunker / silo loaded with cement is kept as standby d. Necessary arrangement for applying back pressure (if it is to be given) has been made. e. Anchoring / rig up of cementing units has been properly made. f. Supply of water to the cementing unit has been checked. g. Safety precaution has been taken prior to commencing of actual cementing operation. h. WOC time specified is sufficient. 18.6.13. Monitoring a. Data comparisons with calculated predictions and post analysis of the job. b. Calculate material balance for mix water, cement and cement additives and compare with volume of each slurry pumped. c. Prepare a summary of the completed job. 18.6.14. Evaluation a. Quality of CBL/VDL: Excellent / Satisfactory / Poor. b. CBL/VDL was taken after 48 hrs. / 60 hrs. c. Whether CBL/VDL is recorded under pressurized conditions. d. CBL/VDL taken before or after hermatical test. e. Interpretation of CBL/VDL in terms of Bond Index. 18.7. Primary Cementing 18.7.1. Cement slurry mixing and pumping a. Pressurize bulk units to 15-25psi just prior to starting mixing slurry. b. Start the pumping operation to break circulation to ensure that the casing shoe is open and check the mud return. c. Do not premix the cement additives in the water more than 5-6 hours before the cementing job. Before premixing additives in water, better to wait until the final circulation is started after casing lowering to the target depth. Verify metering device if liquid additives are pre mixed in water, continue to agitate chemical water thoroughly until the job is complete. d. The mix water for cement should be measured through displacement tank because it helps to calculate easily how much quantity of cement has been pumped in the event of unplanned shutdown. When liquid cement additives are mixed in displacement tanks, measurement of mixed water is absolutely necessary as tanks are alternately filled and emptied. Page | 21 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM e. Control slurry density with pressurized mud cup balance. Check calibration of densometer as well as mud cup balance with fresh water to ensure the reliability of density readings. f. Use top and bottom cement rubber plugs. Inspect plugs before loading. Turn bottom plug upside down and inspect hollow core and rubber diaphragm. Do not puncture diaphragm of bottom plug prior to loading. Bottom hollow plug is loaded first and then Top solid plug is loaded. Check order of plug loading. g. A bottom plug is not recommended with large amounts of lost circulation material in the slurry or with badly rusted or scaled casing, as such material may collect on the ruptured diaphragm and bridge the casing. h. Displace top plug out of cementing head without shutting down operations. Do not open cementing head to drop top plug and better to use a two plug container, as it will allow the well to suck in air and cause honey combing of cement around the shoe joints. i. Use pre-flush or spacer volume equal to 150-200 m annular height, Pump pre-flush or spacer ahead of bottom plug. Better use two bottom plugs, one ahead of preflush and one ahead of cement slurry. Be sure to conduct compatibility test with pre-flush, mud and cement slurry. j. To ensure good control of slurry density and other properties, batch mix all cement slurries, if possible. Alternatively use continuous mixing devices like Precision Slurry Mixer (PSM) or k. Recirculating Cement Mixer (RCM). l. Do not try to get the last few quantity of cement out of the cement bunker or surge tank. This will cause reduction in slurry density and will result in poor slurry at shoe joint and outside bottom joints. Maintain constant density of the last 10-12bbls. (2cu.m) slurry pumped which is very critical. 18.7.2. Displacement Technique 18.7.2.1. Single Or First Stage 1. Line up to the rig pumps. Break circulation slowly. When it has been determined that full returns have been established, gradually increase the pump rate and circulate total hole volume. Record the pressures at the various flow rates. At the end of circulation, record the pressure with estimated displacement rate. 2. During circulation monitor pit levels, bottoms-up mud properties and eventual shows. 3. After bottom circulation, line up the cement head to the cementing manifold. Page | 22 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 4. Check the cementing lines and connect the cementing manifold to the rig mud pumps. All lines of the cementing manifold shall be flushed with water and pressure tested to 5,000psi prior to cementing. 5. The Mud Engineer shall record initial pit levels. He shall be present at the mud pits during the whole cementing and displacement operations reporting any loss on returns, pertinent facts and data. 6. Pump the spacer. Unless the effective mud density required to control formation pressure dictates otherwise, all cement jobs shall be flushed with a water spacer. The spacer volume shall be equivalent to, circa three minutes of contact time. The use of other particular spacers, related to mud weight and system in use, will be specified, in the drilling program (contact time, compatibility with cement slurry, etc.). 7. In all cementing operations, a top and bottom plug shall be utilized unless otherwise specified in the Cementing Program, 30" and 20" casing will be cemented through an inner string. 8. The use of non rotating PDC drillable plugs are recommended to enable further drilling phases. 9. In advance to the cementing job, the water and cement shall be checked to ascertain that the chemical characteristics are the same as the samples used in the pilot tests. 10. Mix the cement to the required slurry weight and have the weight checked regularly. A pressurized mud balance is recommended in order to reduce any air entering the system to a negligible volume. The use of this tool provides advantages: A fluid density value that is virtually the same as that under actual downhole conditions. The correct water/cement ratio. It must be noted that changing the W/C ratio, means the amount of additives in the slurry also change. 11. When mixing cement, samples of slurry shall be collected in numbered containers, taken at the start, middle and end of each type of slurry. Also take water, mixing water samples and one sample of dry cement from each tank used. Page | 23 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 12. For the slurry recipe follow the Cementing Program. 13. Leave the mixing tube full of the required weight slurry at the conclusion of mixing to avoid the possibility of pumping diluted cement or possibly water into the casing before the top plug is released. 14. Flush the cement from the lines prior to releasing the top plug. 15. The Cementing Operator shall personally release the top plug and the Company Drilling and Completion Supervisor shall personally witness the process. 16. Switch over to the rig pumps. The cement pumping unit shall be ready, waiting to take over in case of any malfunction or in the event pressure becomes excessive for the rig. 17. Displace the cement with mud at the maximum permissible rate and surface pressure, unless otherwise stated in the Cementing Program. 18. Slow the pumps, if there is a loss of returns during the displacement, to regain circulation. 19. If returns cannot be regained, continue to displace the cement at the lowest permissible rate (unless otherwise advised) record the returns. 20. Stop displacement only in the event the pressure exceeds 70% of the casing burst pressure or 5,000psi, whichever is least. 21. Reduce the flow rate at the end of operation to avoid any sudden pressure surge when bumping the plug. 22. Bump the plug, pressure up to conduct the casing pressure test. Release the pressure gradually as soon as possible to avoid the micro annulus effect. 23. The bumping pressure values are always given in the Drilling Program. 24. Should the plug not bump, never over displace more than half the shoe truck volume (between collar and shoe). Page | 24 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 25. Check for back flow to ascertain if the float equipment is holding. 26. If the float equipment fails, shut-in the well by closing standpipe manifold a period at least long enough for thickening. Monitor the pressure gauge so that required pressure can be maintained by bleeding excessive pressure periodically. 27. In this case, the pressure remaining must not exceed the observed differential pressure between the mud and cement. 28. The displacement procedure for 30" CP and 20" surface casing is as follows: The displacement volume should be approximately 1 bbl less than the theoretical volume. Check for returns. If the floating equipment is holding back pressure, pick up the stinger, circulate and retrieve inner string. If floating equipment is not holding the back pressure, pump the volume bleed back plus 1 bbl, fill up the annulus (required), hold the pressure on the inner string and wait on cement. Keep the annulus under control to be sure that seals are holding the pressure. At the end of this surface casing cementing job, carefully wash the annulus between the CP and the surface casing to at least 5m below the seabed, in order to allow well abandoning operations making the seabed free from any obstructions. 29. Record all mixing, displacing and bumping operations on a pressure recorder. 30. Consider the option of reciprocating the casing during and after the cementing job to maximize the bonding performance. Page | 25 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18. 4 Typical One Step cement Job Page | 26 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 18.7.2.2. Dual/ Second Stage Cementing 1. The appropriate position of the stage tool in the casing string is always given in the Drilling Programme. 2. Drop the bomb (opening plug) immediately after the first stage cement job according with floating equipment. Record the opening time. Note: In relation to the drift angle of a directional well, mud density and mud rheological properties, heavier bombs may be selected. 3. Open the stage collar. Follow the manufacturer's procedure for the stage tool opening pressure and approximate bomb landing time. If difficulty is experienced in opening the stage collar occurs, re-check the pumping circuit and relevant valves before a final decision is made to reduce the tension on DV sleeves by slacking-off weight of the hook. 4. With the stage collar opened, start circulation with a low pump rate, keeping the mud level under control. Increase the pump rate only when it is certain that no cuttings or cement contamination will cause bridges and compromise the circulation due to fracturing below the stage collar. Circulate a volume equal to the total open hole capacity from the stage tool to surface, checking the eventual excess cement slurry returns. 5. During circulation and after bottom's up, record the pressures at each different flow rates. The bottoms up must be analyzed with a gas detector, if the are gas-cut keep circulating until normal again. If necessary, wait on cement for the first stage cement slurry. 6. Prepare for the second stage cement job as per the Cementing Programme. 7. Perform the second stage operation as soon as the cement setting time of the first stage is complete (at least twice the thickening time). A Lab only test is recommended. 8. Arrange the by-pass manifold at the rig floor with double lines (pumping and reversing-out). 9. Keep the casing in tension with the slip elevator as required by casing hanging calculations (Refer to the Drilling Programme). 10. Prepare the wellhead (with partially made up bolts) and BOP lifting system to quickly hang the casing string after the second stage cement job. Page | 27 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 11. With the mud well balanced, insert the closing plug into the cementing head. Check the stop pin, indicating flag and the circulation manifold. 12. Pump the first cushion and pump the cement slurry. 13. Launch the closing plug and verify its release. 14. Displace the slurry with a pump rate in accordance with the Cementing Programme and previous circulation tests. Make sure that the hydraulics of annulus are correctly considered to avoid fracturing (if a stage tool-packer is not provided). 15. Configure the surface mud system to recover the excess cement slurry, spacer, contaminated mud. 16. Close the stage collar with the pressure advised by the manufacturer's instructions. After pressure testing, gradually bleed off the pressure. 17. Wash through all the inlets in the wellhead and BOP stack with water. Page | 28 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18. 5 Two Stage Cement Job 18.7.3. Waiting-On-Cement 1. Sufficient WOC time must be observed for the cement to develop adequate strength before operations are resumed. For a period of hours after the plug is bumped, the cement is rigid but has very little strength, and any damage sustained by the cement sheath during this period does not “reheal”. 2. The required period of WOC time varies depending on the cement and down hole condition of temperature and pressure. 3. Cement used to cement an intermediate casing string should have compressive strength of at least 500 psi before drilling is resumed. 4. Completion interval cement should have compressive strength of at least 2000 psi before the well is perforated. Page | 29 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 18.7.4. Cement Job Monitoring 1. Use a cementing monitoring van to collect data and to enable job supervisor to observe entire operation. 2. Compare data with calculated predictions and carry out post analysis of the job. 3. Calculate material balance for mix water, cement and cement additives and compare with volume of each slurry pumped. 4. Prepare a summary of the completed job. 18.7.5. Job Evaluation/ Post Job Analysis 1. Evaluation of cement job is very crucial to determine the success of a cement job for its objectives. A complete post job analysis comparing field job parameters with actual results is the best way to reasonably understand what happened in down hole and accordingly necessary corrective measures for future operation may be applied. 2. Caliper, CBL-VDL, CET or USIT logs can provide accurate and useful information to evaluate post job success or failure. However, production results are the actual proof of the acceptable quality of cementation. 3. The general rule is that the cement bond log should not be run until 48 hrs. after the cementation in order to achieve the true cement bond reading. This again is highly dependent on the cement type and additives used in the slurry and bottom hole conditions. 4. Field results show that more than 90% of wells exhibit a micro-annulus on a primary cement job. Always record CBL-VDL under 700-1000psi pressure to eliminate microannulus effect. 5. The bond index method is most commonly used for interpretation of amplitude curve in CBLVDL towards achievement of zonal isolation. This method is essentially a graphical solution, which allows determination of amplitude value corresponding to a particular bond index. 6. One of the guidelines followed by international operators for deciding on requirement of remedial jobs based on the bond index method given below. 18.8. Specialized Primary Cementing Operation Page | 30 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 18.8.1. Stab in Cementing Stab in cementing is done when large size of casing necessitates high displacement volume in conventional cementing or combined strings do not allow the use of conventional plug. This cementing is carried out with drill pipe with a stabbing unit attached to its bottom end. The drill pipe with stab in unit (stringer) is stabbed into the stab-in cementing collar or shoe and then cementation is carried out. 1. Run in the casing in place with a stab-in float shoe/collar and set in the casing slips suspending the string off bottom. 2. With the casing set, fix the stringer equipped with a centralizer at the end of drill pipe string and run in the assembly until it is approximately 3 ft (1 m) above the float shoe/collar. When running in, the pipes are filled with the same fluid as the one placed in the well. 3. Establish circulation with the drilling fluid and see the returns coming from the annulus between the drill pipe and the casing. 4. Stop circulation and lower drill pipe so as to enabling the stinger to stab into and seal in the stab-in float shoe/collar in the casing. As much as possible, the stringer is engaged only once into the collar or shoe. Test the surface lines and hermeticity of the inner string. 5. Again establish circulation and observed for returns flowing between the conductor pipe and the casing. 6. Mixed cement and pumped through the drill pipe and up the annulus until it reaches the surface. As soon as mud contamination is no longer evident in the cement returns, mixing can be stopped and the drill pipe volume displaced. Continuously monitor the weight on string during displacement to ensure proper engagement of stringer all the time 7. If lost circulation is noticed before the cement reaches the surface, mixing should be stopped and the cement displaced, avoiding the pumping of large quantities of cement into the fractured zone. Care must be taken to avoid collapsing the casing because of excessive differential pressure between the outer annulus and the drill pipe/casing annular space. 18.8.2. Liner Cementation A liner is a standard casing string which does not extend all the way to the surface up to the well mouth, but it is hung from inside the previous casing, generally keeping an overlap of 50 to 100 m. Page | 31 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 18.8.2.1. Critical points for liner cementation 1. Slurry Design: While designing the cement slurry for liner cementation job, the following slurry parameters should be carefully considered. Thickening Time: It is usually designed to include the time taken for reversing out the excess slurry above the liner hanger top. However the wells where high pressure gas is being isolated behind the liner, relatively short thickening and setting time are required to reduce chances of gas penetrating the unset cement. Slurry Density: High density low water ratio cement is used to prevent water separation and entry of fluid into the well bore, but the combined density and displacement pressure must remain below the fracture pressure of the weakest zone. Fluid Loss Control: Fluid loss of the slurry should remain less than 100 ml/30mins so as to avoid building up of cement filter cake and to reduce chances of annulus bridging due to small annular channels. 2. A four arm caliper should be run prior to the liner operation to ascertain the hole size for calculation of cement slurry volume which is very critical for liner cementation. 3. No lost circulation material should be used in liner cementation to avoid plugging of float equipment or the narrow annulus. If loss control material is added in mud to combat loss, then after lowering of liner the well should be circulated with fresh mud free from LCM (Lost Circulation Material). 4. Centralizing the liner in the hole is very critical, because annular clearance are so small that the liner must be kept clear of borehole wall for effective cement placement. This is particularly true in case of deviated wells. Bow spring centralizers may be used in the open hole if there is sufficient annular clearance. Rigid centralizers are used in the casing/liner lap region, and also in the open hole in cases of very narrow annular clearance. Centralizers or positive standoff devices also reduce the likely hood of differential pressure sticking of the liner in the open hole. 5. The length of the liner overlap can be as little as 50ft for a drilling liner or as much as 500 ft for a production liner. 6. In deviated wells rotating type liner is recommended to facilitate mud removal and placement of cement slurry at the lower side of the hole. Page | 32 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 7. Use combination dart in case of combination string is used for lowering liner. 8. Preferably use liner hanger with integral packer or with top seal in case of loss prone areas to avoid hanger top squeeze job. 9. The small clearance also makes it difficult to run liners. Swab/ surge pressure can be extremely severe and running speed should be slow to avoid pressure that could break down formations to cause lost circulation. It is frequently necessary to restrict running speed to one stand of drill pipe every 2 – 3 min. 10. Circulation should be carried out before setting the liner to clean the mud system of any cutting or debris. Cutting will come during circulation and at the restricted area of liner hanger it may accumulates causing the rise in pressure. 11. The plug arrangement for liner cementing eliminates the opportunities to run a bottom plug a head of the cement. Normally a spacer fluid which is compatible with mud and cement is pump between mud and cement to provide a buffer to avoid serious contamination. 12. The amount of cement excess for liner cementing must be carefully calculated by taking into accounts the well conditions and displacement efficiency. Displacement efficiency is a key variable in determining cement slurry volumes as it is not uncommon to have 60% to 80% displacement efficiency in liner cementing. Excess volume increase the likelihood for good cement placement but it is also increases the possibility of operating problems. 13. The volume of cement used on most deep liners is usually rather small. Since slurry design parameters are critical for liner cementation batch mixing should be done to promote uniformity. 14. Slow down displacement when the pump down plug (dart) approaches the liner wiper plug in order to observe the first pressure surge (about 300psi) corresponding to the shearing of the pins. 15. Release the liner setting tool after completion of displacement and if packer type liner hanger is used then set the packer. Page | 33 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 16. Pull the setting tool free from the liner and reverse out any excess cement above the liner top. If no packer is incorporated into the liner hanger then reverse out keeping excess cement over the top of the liner so that 8 to 10 joints of the intermediate casing will contain cement to be drilled out after setting. 17. Reverse circulation places an extra pressure on the annulus and this additional pressure should be pre-calculated and controlled where necessary to avoid formation break down. A liner packer keeps reverse circulation pressure off the formation. 18. In long liners, there may be a considerable temperature differential between the bottom and top of the liner. The cement may take very long time to set at the top and as such drilling of cement must be done after the cement develop the minimum compressive strength at the top of liner also. 18.8.2.2. Testing of liner top A leaking liner top can become a serious and expensive problem during future drilling operations, or during the production life of the well. Therefore, testing the top of a liner after it has been cemented is absolutely essential to the success of the well completion. There are two methods that may be used to test the pressure integrity of a cemented liner top. 1. Hydrostatic testing Testing the liner top with applied pressure can be done with or without a packer; however, in either case, burst limitation of the intermediate casing must be considered. In case of a drilling liner, pressure applied to the liner top should be equal to or greater than the hydrostatic pressure at the liner top when the maximum anticipated mud weight has been attained in subsequent drilling operations. To complete the testing of the pressure integrity of a liner top, the fracture gradient of the zone at the shoe of the intermediate casing must also be considered. Until the testing pressure is high enough to be above the fracturing pressure of the zone, the cement job on the liner top has not been tested. 2. Differential testing A Negative pressure test should be run on liner tops because of the possibility of mud solids plugging up a small channel or the existence of “honeycombed” cement or micro-annulus. These type environment often cannot be pumped into and give a false sense of security. A negative pressure test should be equal to any differential pressure that the well may encounter later in drilling Page | 34 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM or completion. Differential testing of a liner top requires the use of a packer normally set at 100 to 300 ft above the top of the liner. This testing is accomplished by lowering the pressure above the liner to a point lower than The highest pore pressure behind the liner. This may even require partial evacuation of the fluid from the drill pipe by adding nitrogen or some combination of nitrogen and fluid to lighten the column. Differential pressure testing requires close scrutiny of the collapse rating of the liner itself. 18.9. Secondary Cementation 18.9.1. Plug Cementation A cement plug of a specified length when placed across a selected interval in an open hole or a cased hole, is called “Plug cementing”. The most commonly used technique for plug placement is known as “Balanced Plug Method”. Plug failures can be prevented by following the standard best practices as detailed below. Select gauge section of a hole. Consult a caliper log for selecting a location to set a plug And determining the temperature of the formation where the plug is to be set. Circulate long enough to condition the well so as to ensure that the entire mud system is uniformly weighted. Check the mud system carefully for loss of returns, fluid gain or gas entry. Any movement of the plug after it is placed may cause the cement not to set. A cement plug is best set in a competent hard rock. Shale should be avoided as they are Often caved and out of gauge. However, if the kicking off is the objectives, the plug should not be set in a excessively hard formation. Ideally, the plug should extend from a soft shale down to a hard formation. Logs and drilling rate record should be consulted when selecting a location to set a plug for kickoff. Slurry design Viscous slurries with high gel strength and low density are needed for lost circulation plugs, to restrict flow into voids or fractures. High compressive strength is mandatory in whipstock plug to have a sharp contrast between the plug and the formation hardness. Use densified cement slurry that will tolerate considerable mud contamination. Addition of sand or weighting materials will not improve the compressive strength of lower water content slurry. Carefully calculate cement, water and displacement volumes and always plan to use more than enough cement (1.5 to 2 times the calculated volume) to compensate for contamination effect so as to get the desired plug length. Batch mix the cement slurry to ensure uniform slurry density. Page | 35 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Pump preflush that is compatible with drilling fluid. Preflush volume should be sufficient to cover an annular height of 500 to 800ft and the after flush volume should cover the same height in the tubing string as that of the preflush. For open hole cement plugs in gas wells, use a weighted spacer 1 to 2ppg heavier than the mud. Using water as preflush can cause reduction of hydrostatic head, resulting in gas migration through the cement. Whenever possible preflush/spacer should be pumped in turbulent flow conditions. Try to rotate or reciprocate drill pipe slowly till the completion of displacement. Under displace the plug by 200-300 liters to avoid any back flow. Pull out the drill pipe/tubing slowly (30-50 ft/min) out of the cement to minimize contamination. Reverse wash twice the drill string volume to wash excess slurry out of the hole. Ample WOC time to be allocated (12 to 24 hours) for a plug job. A common practice is to allow for longer WOC time since well temperature for a cement plug job is difficult to know accurately. Always test the cement plug by tagging top of cement with Bit and apply required weight for “Hardness” test. While placing a cement plug for kick-off special measures as depicted below are required to be followed for success at first attempt Use either a mechanical or chemical method to provide some static barrier below the intended bottom of the plug When a high viscous pill is used for achieving a static barrier below the cement column, then the length of the pill should be equal to the cement plug length and funnel viscosity of the pill should exceeds 150 sec. Also the pill density should be greater than the mud weight and 10 sec gel strength of the pill should be above 50 lbs/100 sq.ft. Use a “Divertor tool” for placement of cement to achieve uniform placement of cement slurry all around the wellbore and to prevent contamination due to downward movement. Typically 2 7/8 tubing should be used as tail pipe to minimize contamination during pulling out as it will create less disturbances of the cement plug when the pipe is being pulled. The length of tail pipe should be 1.5 - 2 times the plug length. At least provide 48 hrs. W.O.C for attaining sufficient hardness/ strength for side- track plug. 18.9.2. Squeeze Cementing Squeeze cementing is defined as the process of forcing cement slurry, under pressure, through holes or splits in the casing/well bore annular space and then allowing it to Page | 36 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM dehydrate by further application of pressure. Squeeze cementing is necessary for many reasons but probably the more important use is to segregate hydrocarbon producing zones from those formations producing other fluids. The key element of a squeeze cementing job is that of placement of cement at the desired point or points necessary to accomplish the purpose. A basic fundamental of squeeze cementing is that regardless of the technique used during a squeeze job, the cement slurry (a suspension of solids) is subject to a differential pressure against a filter of permeable rock. The resulting physical phenomena are filtration, filter-cake deposition and, in some cases, fracturing of the formation. The slurry, subject to a differential pressure, loses part of its water to the porous medium, and a cake of partially dehydrated cement is formed. As the filter cake builds, the pump in pressure increase until a squeeze pressure less than fracturing pressure is attained. A good guide for a squeeze pressure is 500-1000 psi above the pump in pressure with no flow back in 3 to 5 minutes. 18.9.2.1. Injectivity Test Prior To Squeezing Prior to placement of cement slurry, conduct injectivity test against the squeeze interval to determine if and at what rate below the fracture gradient fluid can be placed against the formation. A rate sufficient to allow adequate time for cement placement must be reached before actually mixing the cement. When the fracture gradient must be exceeded to obtain sufficient rate for cement placement, it should be done without excess. A minimum of ten barrels volumes should be used when obtaining an injection rate. Deep perforations require more volume than shallow ones because of the additional hole volumes. Consider spotting a clear fluid such as water across the perforations when obtaining an injection rate. The injection test is performed for several reasons: To ensure that the perforations are open and ready to accept fluids. To obtain an estimate of the proper cement slurry injection rate. To estimate the pressure at which the squeeze job will be performed, and To estimate the amount of slurry to be used. If suitable injection rate could not be established at the desired injection pressure, it may be necessary to use acid to clean up the perforations, channel etc. Hydrochloric and hydrofluoric acids are commonly used. While taking injectivity test, raise the pressure very slowly up to the point of injection without fracturing the exposed formation. 18.9.2.2. Design of Cement Slurry for Squeeze Job Page | 37 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM The properties of cement slurry must be tailored according to the characteristics of the formation to be squeezed, and the technique to be used. Squeeze slurry should be designed to have the following general attributes: Low viscosity: to allow the slurry to penetrate the small voids Low gel strength: a gelling system restricts slurry movement No free water Appropriate fluid loss control. Following factors may be considered in designing the cement slurry for any squeeze operation: 1. Fluid Loss Control Fluid loss and filter cake growth rate vary directly i.e. higher the fluid loss, faster will be the filter cake build up. As such, while designing the slurry, fluid loss must be tailored to the formation type and the permeability so as to achieve a uniform cake build up against the squeeze interval. The generally accepted API fluid loss rates are listed below: Extremely low permeability formation - 200 ml/30min Low permeability formation - 100 to 200ml/30min High permeability formation (>100md) - 35 to 100 ml/30min 2. Thickening Time The temperatures encountered in squeezing can be higher than those of primary jobs, because fluid circulation before the job is usually less. For this reason, special API testing schedules exist for squeeze cement slurry design and must be followed to prevent premature setting. The added stringency in the API testing schedules for squeeze cementing simulates the actual temperature the slurry is subjected to when hold near bottom for extended periods. Thickening time must be sufficient to assure slurry placement and reversing out of the excess. For running squeeze method, requirement of thickening time should be less. Whereas for a hesitation squeeze method, higher pumping time must be designed so that cement slurry remains in fluid stage till squeeze pressure is achieved. 3. Compressive Strength Page | 38 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM High compressive strength although desirable but is not a primary concern for squeeze slurry design as a partially dehydrated cement cake of any normal cement slurry will develop sufficient compressive strength. 18.9.2.3. Slurry Volume The optimum amount of cement is the volume required to seal the void. The volume of slurry needed is generally inversely proportional to the injection pressure and directly proportional to the injection rate. The appropriate volume of cement slurry depends upon the length of the interval to be cemented, and the placement technique to be used. A low-pressure squeeze requires only enough slurry to build a certain filter cake in each perforation tunnel. In many cases less than a barrel is sufficient. However, for job convenience and because of problems in placing the cement into the correct place to provide a seal, a 515bbl batch is normally prepared. A high-pressure squeeze, in which the formation is fractured, requires a higher volume of slurry. The following may be considered when determining the volume of cement to use. The volume should not exceed the capacity of the running string. Two sacks of cement should be used per foot of perforated intervals restricted to minimum of 50-sacks. The minimum volume should be 100 sacks if an injection rate of 2bbl/min can be achieved after breakdown: otherwise it should be 50 sacks. The volume should not be so great as to form a column that cannot be reversed out. The volume of the void to be filled behind the cement or in the zone plus the volume to be left in casing but not less than 50 sacks. 18.9.2.4. Squeeze Pressure Squeeze pressure is the pressure at the injection point. In most cases, if the cement can be placed at the proper point, a successful squeeze can be obtained with 500 to 1000 psi standing pressure above the injection pressure. The pressure should be hold for 10 to 15 minutes with no flow back. Low-pressure squeeze is recommended where possible. A safety factor of about 300 psi below formation fracturing pressure is reasonable for low pressure squeezing. After a squeeze is obtained, the pressure should be bled off and the volume of fluid measured. The squeeze should then be repressured and the volume measured again. If the volumes are equal, this indicates that the squeeze has held and the volume of fluid pumped compensated for tubular expansion. 18.9.2.5. Slurry Preparation Page | 39 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM When preparing the slurry, the use of a recirculating mixer or batch mixer is strongly recommended, because it ensures that the properties of the slurry pumped in the well are as close as possible to those of the slurry designed in the laboratory. On most squeeze jobs, the amount of slurry involved is quite small, but the requirements of its quality are quite high, therefore special care must be taken in preparing it. 18.9.2.6. Evaluation of Squeeze Job Pressure testing is the most common means of evaluating the success of the operation. Both positive and negative test should be used. A squeeze job may appear successful when pressure is applied to the well bore but may fail to hold back the pressure from the zone into the casing. The universally recognized technique for confirming whether the cement in place will hold the formation fluids under producing conditions consist of applying a negative differential pressure on the face of the plugged perforations. Positive pressure test After the W.O.C time, test the cement by applying required surface pressure for checking integrity of the perforation squeezed. The pressure applied at the face of the perforation is predetermined at the job design stage. It may be the reservoir pressure or pressure equal to future working pressure in the well from fracturing or acidizing treatments but should not exceed the formation fracturing pressure. Negative pressure test A negative test or differential pressure testing of the well bore may be obtained either by swabbing and lowering the fluid level or by displacing work over fluid with some lighter fluid. Negative pressure test should be conducted using pressure no greater than the expected maximum drawdown in the well when it is put into production. When the objective of the squeeze is to repair a primary cement job, the normal cement log (CBL/VDL) should be run to evaluate the effectiveness of the repair by comparing pre-squeeze and post squeeze logs. 18.9.2.7. Misconception in Squeeze Cementing The cement slurry penetrates the pores of the rock Only the mix-water and dissolved substances penetrate the pores, while the solids accumulate at the formation face and form the filter cake. It would require a permeability higher than 100 darcy for the cement grains to penetrate a sandstone matrix. The only way for slurry to penetrate a formation is through fractures and large holes. Page | 40 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM High pressure is needed to obtain a good squeeze If the formation fracturing pressure is exceeded, control of the placement of the slurry is lost, and the slurry enters unwanted areas. Pressure is of no help to place the slurry in all the desired location. Once created, a fracture may extend across various zones, and open unwanted channels of communications between previously isolated zones. Plugged perforation It is rare to find all perforations open and producing. Perforations will usually have some degree of mud fill up, depending on the completion, fluid. Mud filter cake is capable of withstanding high pressure differentials especially in the direction from the well bore to the formation and the high pressures may create a fracture before accepting cement filtrate. Many squeeze failure may be attributed to subsequent clean up of a previously plugged perforation which did not accept the cement slurry during the squeeze job. 18.9.2.8. Squeeze Cementing Procedure 18.9.2.8.1. Low Pressure Squeeze Cementing 1. Consult a CBL / VDL log prior to squeeze job. 2. Decide the point of perforation and perforate against a permeable formation at least 6 to 8 Shots (Gun Perforation) per foot for achieving better intake. 3. Carry out injectivity test in water. If injectivity is found to be poor, acid job may be required to improve injectivity. 4. For low pressure squeeze cementing, follow all the standards as given for a normal cement plug job so as to spot the slurry against the perforated interval. 5. Then pull out drill string sufficiently above the cement top. 6. Close BOP and apply pressure through drill string to squeeze cement. 7. Squeeze calculated volume of slurry and close the well under pressure for 4 hrs. 18.9.2.8.2. Block Squeeze Cementing 1. For block squeeze perforate 2 sets of perforation i.e. above and below the cement retainer. 2. If the poor bondage is continuous for a longer section, decide to carry out block squeeze using a cement retainer. 3. Establish circulation through cement retainer behind casing with water or cleaned fluid to ensure good clean up of the channels. Page | 41 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 4. Maintain the down hole treating pressure below the formation fracture pressure when carrying out injectivity test or establishing circulation behind casing. 5. Calculate slurry volume keeping into consideration the annular volume and slurry required below cement retainer. 6. Use spacers ahead and behind cement slurry for a minimum length of 50 to 75m to avoid contamination. 7. While displacement monitor free falling /U tubing of cement slurry by controlling through choke. Displace cement up to the tip of cement retainer so as to keep the cement inside the string and engage tubing string to retainer, and squeeze to circulate out cement between the two perforations. 8. Disengage the string from retainer and balance the plug. Pull out the string above the top of perforations, reverse wash and squeeze cement in the upper perforation (optional) and keep the well under final squeeze pressure. 18.9.2.8.3. Water /Gas Shut Off Squeeze 1. For elimination of water intrusion or reduction of gas oil ratio this squeeze cementing is carried out to seal all the perforations and then reperforate a selected interval. 2. All procedures that of low pressure squeeze cementing are to be followed for placement of cement slurry against the perforated interval. 3. In case of good injectivity, squeeze calculated volume of slurry into the perforations leaving a cement plug inside the casing. Squeezing to be done by hesitation method, so that final squeeze pressure is achieved. 4. In case of no injectivity, squeeze cement slurry at the maximum permissible squeezing pressure and close the well under squeeze pressure for 4 hours. 18.10. Cementing Safety Guidelines This cementing guideline is intended to standardize cementing procedures and safety aspects with a view to improve planning, execution and evaluation areas related to cementing services and to reduce occurrences of accidents. The cementing of oil well is an important and highly critical operation which is accomplished in a relatively short period of time. Utmost care should be taken to follow established safety regulations to avoid any untoward accident during cementation. Following are some distinctive features /areas of safety concern associated with cementing operations. a. Simultaneous presence of a large crew of different disciplines makes coordination extremely essential. Page | 42 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM b. Several liquid chemicals and cementing additives used in cementation can cause safety hazards which needs proper precautions while handling. c. High pressure and air pressure involved in cementing job execution. d. Simultaneous running of all equipment creating high level of noise pollution. e. Special attention is required when cementation is being carried out in night time. 18.10.1. Pre-Departure Checks of Mobile Cementing Equipment 1. Oil level, HSD level, Radiator water level, Steering hydraulic oil level, battery connections, tyre pressure etc. are to be checked. 2. After initial warm up of engine, check engine oil pressure, water temperature, air pressure, brake application, auto electrical light indications etc. 3. Fire extinguisher, spark arrestor in engine’s exhaust pipes and a first-aid kit should be there in all cementing vehicles. 4. Accessories like high pressure lines, valves, swivels, jet mixers, rubber hoses etc. should be clamped and fastened to avoid any loss and third party injury while plying the cementing vehicle on road. 5. While lifting the cab of cementing vehicle for chassis engine check-up/ repair, no person should be allowed to stand underneath the charging pump till the cabin is locked and properly clamped in position. 18.10.2. Safety During on Land Cementation 1. Onshore cementing operator should be well conversant with traffic signals, road safety rules and regulations to minimize road accident. 2. One should never attempt to perform work or drive a vehicle when he is impaired by alcohol or drugs. 3. While reversing a cementing vehicle, one should be certain that the sides and backing area is clear. One should not reverse a vehicle at the facility or on the work location without a guide. 4. One should use the prescribed personal protective safety kits like overhaul, hardhats, safety glasses, hard-toed shoes, hand gloves etc. Wearing of rings, bracelets or neck chains should be avoided while on oil field duty and in repair/ maintenance garage. Page | 43 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 5. A pre-job planning meeting should be held to ensure proper job layout and placement of cementing equipment following all safety procedures. 6. Mobile cementing equipment positioning should be planned for quick removal from the work area in case of an emergency. All vehicles should be placed with cabin facing away from the well and wooden wedge support should be placed behind wheels to minimize vibrations and movement of line while pumping operation. 7. Place cementing pump / bunkers / mobile silos at least 1.5 - 2 m apart from other cementing vehicles and at least 25 m distance from the well head. 8. Park all vehicles which are not required for the job to safe areas from the well head so as not to block the well site exits. 9. In hooking of high pressure lines from cementing units, avoid crossing of two discharge lines. Lines should not be run under cementing trucks. Ensure proper anchoring of high pressure lines to prevent accident in case of line failure. 10. Use sufficient number of chicksans to provide more flexibility to discharge lines for reducing vibrations during cementing operations. 11. Do not suspend discharge lines from cementing head without safety chains. Inclined or vertical discharge lines should be tied off to prevent them from being dragged. 12. Use only high pressure fittings and approved steel pipes which are in good condition and thoroughly inspected. 13. Cementing heads, manifolds, valves and plugs should be inspected, cleaned and lubricated prior to hooking up. Always clean an oil line connection before making up cementing lines. 14. The cementing operational in-charge must supervise line hook up work and thoroughly inspect prior to testing lines. 15. Care should be taken to avoid damage to the threaded pin end and stopper of cementing head during handling and tightening to the casing. Cementing head must be secured to the links by safety chains. Page | 44 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 16. Thread protectors must be used on all exposed male threads of circulating subs or cementing heads to avoid thread damage. 17. Only steel lines should be used for releasing pressure and checking back flow from the wells. 18. In electrical rigs, all cementing equipment should be earthed to the derrick structure to avoid any electrical shock accident. Electrical powered cementing skid unit should also be earthed properly. 19. Cementing head, safety valves and high pressure lines of cementing units should be checked for operation at stipulated pressure to ensure operational safety and NDT should be carried out at an interval of 3 years. 18.10.3. Pumping Job 1. All valves in discharge lines shall be checked properly to see that they are open before orders are given to start pumping. 2. No pumping should take place while any personnel is working on, above or below floor level. 3. Flammable or combustible fluids are not to be placed in open displacement tanks on cementing equipment. 4. Acid pumping with cementing units should be avoided, if possible. In case it cannot be avoided, make extra sure that all the valves, caps, lines etc. are fitted correctly and also the least number of people should be present in the vicinity. After the job, the cementing unit and the lines should be washed thoroughly so as to remove any traces of acid. 5. When pumping into any system : Be sure that you have an accurate pressure gauge. Be alert for closed valves also. Start slowly with little throttle to confirm that system is open. 6. A pressure-chart to record pumping pressure continuously should be made available for all cementing jobs. Pressure chart should be supplemented with pumping sequence volume, time and rate. Page | 45 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 7. Surface pumping pressure should not exceed the lowest pressure rating of the union and / or whatever connections used such as chicksans, valves, cross-over etc. 8. When transferring or venting material through an open ended hose, a “T” shall be affixed to the end of the hose to prevent the hose from whipping around. The end of the hose should be secured tightly to a stationary object. 9. Cement bunker or mobile cement silo loaded with cement should be kept on jacks at drill site when parked. 10. During slurry, mixing, chemical preparations, adequate precautions must be taken to avoid chemical / additive contact with skin, eyes and clothing. Fumes of defoamer should not be inhaled while using. When handling cement additives, appropriate safety goggles, respirators, dust or vapor masks, face shield, rubber gloves, shoes and hearing protection should be worn. 11. Fluid loss, retarder and dispersant, additives for cement do not contain hazardous ingredients. 12. Primary routes of their entry in human body is by skin contact, eye contact, inhalation and ingestion. Material safety data sheet should be made available at work-center while handling cement additives. Review method and hazard of handling, transferring and chemical mixing as well as proper mixing sequence. 13. Proper illumination with adequate flame proof lighting arrangements should be provided in the operational area especially at slurry mixing point and additive mixing system to ensure safe and effective job coordination during night time. 18.10.4. Rig Down 1. Before dismantling the line, pressure must be released to zero. Pressurized line should not be hammered. Tightening or loosening of connections under pressure is strictly prohibited. 2. After pumping has been completed, all pumps, lines and hoses will be flushed before rigging down. All valves and caps on all piping of each unit shall be opened or removed to allow complete drainage of any fluid in the units piping. Piping choked with cement slurry may damage cementing equipment and lead to major breakdown. Page | 46 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM 3. The air pressure in pneumatic bulk silo / mobile cement silo should be relieved before the vehicles are moved off to location. 4. Transportation of chicksans, high pressure lines, valves, swivels, hoses with end connections from rig floor to ground should be done by winch line only. Throwing down these equipment from derrick floor must be prohibited. 18.10.5. Safety in Cement Bulk Handling Plant 1. All cement silos and other pressurized vessels should be emptied and pressure tested at the specific rating. Safety valves and pressure gauges attached to each vessel should be checked for proper functioning. 2. If any leakage is observed during pressure testing of silos, it should be rectified immediately on top priority. 3. Valves in pipe lines should also be checked for proper isolation. 4. Proper functioning of air dryer should be ensured to get rid of moisture in the air line to silos with a view to prevent cement lump in the system and provide consistent dry cement supply for slurry mixing. 5. The discharge of air, dust and cement from vent line should be directed away from the operational area and preferably in a water pit to avoid air pollution. 6. Personnel concerned with bulk handling plant operation must use all personal protective safety equipment including helmet, goggles, dust mask, ear protection etc. 18.11. Cementing Equipment 18.11.1. Downhole equipment 1. Floating Equipment This equipment consist of shoe and float collar. Guide shoe is equipment installed at the end of the casing so that the casing does not get caught during unloaded. Guide shoe is equipped with a back pressure retaining called float shoe. Page | 47 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18.1 Various Float-Shoe and Float Collar To Prevent Reverse Flow 2. Wiper Plug Wiper plug is a plug that is used to clean the walls of the casing of the drilling mud. This plug is divided into two, the top plug and bottom plug. Bottom plug serves to encourage the mud in the casing while the top plug is used to urge the cement column in the casing so that the cement can be to spot the location of cementing. Figure 18.2 Wiper Plug to insulate the mixing of Cement and Mud 3. Scratchers Scratchers is cleaning equipment wellbore wall of mud cake so that cement can be attached directly to the wall and avoid channeling formation (hole between cement Page | 48 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM and formation channel). There are several kinds to use this tool, by twisting (rotating) or by pulling down (reciprocating). Figure 18..3 Scratcher for Cleaning Wall of hole Wells 4. Centralizer Centralizer is a tool to put the casing exactly in the middle of the wellbore in order to obtain the same distance between the wall with the wall of the wellbore casing. Installation of this tool on the casing is usually by means of welded (welding). The placement of the casing in the wellbore as much as possible is located in the middle to avoid channeling. Figure 18.4 Centralizer to make casing in Middle 5. Landing collar Page | 49 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Serves to insulate and capture the liner wiper plug, preventing it from rising back to the top of the hole, to insulate the pressure from below and to prevent it from spinning out while drilling (drill-out). Figure 18.5 Landing Collar 6. Packer Bore Receptacle Commonly called Bore Receptacle polished which is a thick-walled tube with an inner diameter of teeth and the inside is smooth which is usually coated with TFE to prevent the attachment of cement or other materials, thereby reducing friction and corrosion. Figure 18.6 Packer Bore Receptackle 7. Pack-off Bushing Usually inserted between the setting tool and liner hanger as the top of the insulation between the liner setting tool. Pack-off bushing there is drillable and retrievable. Page | 50 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Drillable type must be drilled back to the bit or mill. Retrievable commonly used in the drilling, can be part of the setting tool and taken back to the time setting of the tool is moved from the liner, which saves time drilling out. Figure 18.7 Pack-off Bushing 8. Pump Down Plug Dropping Head Dan Cementing Manifold Anchored at the top of the drill pipe. Manifold is used to assist in the mud and cement pumping time into the drill pipe and hold down pump to pump down plug behind the cement plug is released. (Figure 18-8) Page | 51 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18.8 Pump Down Plug Dropping Head 9. Liner Swivel Is a tool used for the liner stuck in the open hole or in the hole where the hanger is not straight barrel spinning difficult. By using this tool rotates liner will not, just the liner hanger and setting tool are rotating. (Figure 18-11) Page | 52 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18.9 Liner Swivel 18.11.2. Surface equipment 1. Mixer This tool, in principle, is to bring the slurry of cement and water with very high speed (jet system) through a venturi flow causing turbulence which makes the mixing process to be perfect. Figure 18.10 Jet-Mixer For Mixing Cement and Cement Water Being Suspension 2. Cement Pump Cement pump used for pumping a cement slurry down the well. Commonly used pumps are double-acting piston pumps duplex or triplex single acting plunger pump. Plunger pump is commonly used as the exit rate is more uniform Page | 53 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM slurry with considerable pressure. Sometimes pumping the recirculating mixer put together in a single place that is easily moveable. This is referred to as a mobile cementing equipment. Figure 18.11 Plunger Pump Can It was found In Cementing 3. Plug Containers Plug container as the top and bottom cementing plug placed above and below the cement slurry. Figure 18.12 Cementing Head To Store Before Cement Wiper Plug Removable 4. Casing Cementing Head This tool serves as a media liaison between the pipe cementing of casing and pump cement into a place to put the plug (top and bottom plug). With the casing cementing head is then mud can be circulated by the insistence of the bottom plug to the bottom of the casing and the cement slurry loaded on it before pendesakan by top plug begins. Page | 54 STANDARD OPERATIONAL PROCEDURE ONSHORE DRILLING CHAPTER 18 CEMENT PROGRAM Figure 18.13 Cementing Head / Head Plug Conditioner For Saving Cement Wiper Plug Before Removable Page | 55