Environmental Impact of an Electric Motor and Drive, Author: Emma Westberg
advertisement

Linköping University | Department of Management and Engineering
Master’s thesis, 30 credits| Energy and Environmental Engineering
Autumn 2020 | ISRN: LIU-IEI-TEK-A--21/03963—SE
Environmental Impact of an
Electric Motor and Drive
- Life Cycle Assessment and a study of a Circular
Business Model
Author
Emma Westberg
Supervisor: Marcus Gustafsson
Examiner: Niclas Svensson
Linköping University
SE-581 83 Linköping, Sweden
+46 013 28 10 00, www.liu.s
Acknowledgement
This master thesis is the last assignment of a five-year engineering education at Linköping
University, leading to a master’s degree in the field of Energy, Environment and Management.
The thesis work has been carried out in cooperation with ABB.
I would like to acknowledge several people whom have helped me during my thesis work. I want
to thank my supervisor Marcus Gustafsson who always have been there to help me answering
questions regarding my thesis work. I would also like to thank my examiner Niclas Svensson for
your valuable guidance.
I also want to show gratitude towards the people at ABB. Thank you for your warm welcome and
your engagement in this work. We have had many interesting discussions together which have
been valuable for my thesis work and for my personal development. This thesis has sparked a new
interest in me, electric motors and drives and for that I am grateful. Especially I want to thank my
supervisor at ABB, Erik Johansson, and my group manager Santanu Singha. Thank you for all
your support and the great interest that you have shown this work. I also want to give a special
thank you to the interviewees Peter Isberg, Erik Sundin, Mattias Lindahl, Cajetan Pinto, Gunnar
Porsby and Magnus Damm. Your input has contributed with good insights and inspiration.
Thank you to all others who are not named here but who have contributed with information and
advices during my work, both from ABB in Sweden and Switzerland and Linköping university.
Thank you to my student reviewers, Julia Norén and Elin Wiklund. Your comments have helped
me make improvements along the way.
Last but not least, thank you to Oscar Westberg for being an awesome brother and giving med tips
and Adam Staadig for always supporting me.
13th February 2021
Emma Westberg
2
Abstract
Electric motors are one of the biggest consumers of electricity in the world with a consumption of
almost 45 % and it is predicted to increase. Since electric motors play an important role today and
in the future, it is important that businesses take their responsibility to make them as sustainable
as they can possibly be. Today’s product development models are often based on the idea that the
customer buys the product and is responsible for the products use phase. This results in the
manufacturer focusing on getting a competitive price for the customer by reducing the cost for
manufacturing and delivery, which often is negative for the customer. The latter phases, use and
end-of-life, are often the greatest contributors of costs and environmental impact. One way for
businesses to take their responsibility is to have an environmental focus throughout their products
life cycles, i.e., to apply a circular business model. This primarily means to focus on the main
principles of circular economy: to reduce, reuse and recycle. ABB is a company in the electric
motor and drive industry with ambitious commitments for 2030 which includes to have at least 80
% of their products and solutions covered by a circularity approach and achieve carbon neutrality
across their own operations. This Master thesis studies the environmental impact of an ABB
synchronous medium voltage motor and drive during their life cycle. This thesis also studies how
a circular business model can affect the environmental impact the motor contribute with today.
Assessing the environmental impact was done with a life cycle perspective in accordance to ISO
14044, using the world’s most used tool for these kinds of analyses, SimaPro. The results of the
assessment showed that the total climate impact during the whole life cycle of the motor and drive
is 4.38•106 kg CO2 eq. The use phase of the motor and drive was the biggest contributor, with
almost 99 % of total climate impact. The electricity used in this phase and the long lifetime of
these machines, in this case 20 years, contributes to the great impact. Important environmental
impact categories identified from studying the motor and drive during their lifecycles are ionizing
radiation, human toxicity (both non-cancer effects and cancer effects) and freshwater ecotoxicity.
The results also showed that by only looking at the contribution of the components of the motor,
the climate impact is 7.35•104 kg CO2 eq. A total of 43 % of the emissions comes from the stator
and 30 % from the rotor. For the drive the total impact is in total 6.83•104 kg CO2 eq. The biggest
contributor is the semiconductor, with 50 % of the total impact of the machine followed by the
housing with 21 %.
Answering research question two, regarding the circular business model, was done by interviewing
key players at ABB and people with knowledge in the area as well by studying literature. Potential
measures for a circular business model were for example increasing the efficiency of the motor,
designing for refurbishment and recycling, partnerships and changing the motor application after
use. Increased efficiency of the motor was identified as a very impactful measure since it can affect
the use phase, which is the biggest contributor of climate impact. The identified measures impact
the material and energy flows in different ways, most of them prevent extraction of new raw
material. This study can be used for an indication of where the environmental hotspots are for a
MV electric motor and drive. It can be concluded that a circular business model could bring
benefits on material and energy flows such as reduced energy use in the use phase, decreased use
of raw material in production and reduced use of fuel for transportation.
3
Table of Contents
1
2
Introduction ........................................................................................................................... 7
1.1
Aim ................................................................................................................................. 8
1.2
Research questions .......................................................................................................... 8
Background ............................................................................................................................ 9
2.1
3
2.1.1
Synchronous motor ................................................................................................... 10
2.1.2
Drives ........................................................................................................................ 11
2.1.3
ABB electric motors and drives ................................................................................ 12
Theory ................................................................................................................................... 14
3.1
Circular economy .......................................................................................................... 14
3.2
Circular business model for decreased environmental impact ..................................... 15
3.3
Life cycle of electric motors ......................................................................................... 16
3.4
Environmental systems analysis ................................................................................... 16
3.5
Life Cycle Assessment .................................................................................................. 17
3.5.1
Goal and Scope Definition ........................................................................................ 18
3.5.2
Life Cycle Inventory Analysis .................................................................................. 18
3.5.3
Life Cycle Impact Assessment.................................................................................. 19
3.5.4
Life Cycle Interpretation ........................................................................................... 19
3.5.5
LCAs and recycling .................................................................................................. 19
3.5.6
SimaPro ..................................................................................................................... 21
3.6
4
Electric motors ................................................................................................................ 9
Earlier LCA-studies ...................................................................................................... 22
Method ................................................................................................................................. 24
4.1
Studied case .................................................................................................................. 25
4.2
Life Cycle Assessment .................................................................................................. 26
4.2.1
Modeling in SimaPro ................................................................................................ 26
4.2.2
System function, functional unit and reference flow ................................................ 26
4.2.3
System boundaries and cut-off criteria ..................................................................... 26
4.2.4
Assumptions and allocations..................................................................................... 27
4.2.5
Sensitivity analyses ................................................................................................... 31
4.3
4.3.1
Study of the effects of a circular business model ......................................................... 32
Interviews .................................................................................................................. 32
4
4.3.2
Literature study ......................................................................................................... 33
4.4
Analysis method............................................................................................................ 34
4.5
Method criticism ........................................................................................................... 34
Life Cycle Inventory ................................................................................................................... 36
4.6
4.6.1
Motor material fractions ........................................................................................... 36
4.6.2
Motor production ...................................................................................................... 37
4.6.3
Drive material fractions ............................................................................................ 38
4.6.4
Drive production ....................................................................................................... 39
4.7
Transportation ............................................................................................................... 39
4.7.1
Motor......................................................................................................................... 39
4.7.2
Drive ......................................................................................................................... 41
4.8
Use phase ...................................................................................................................... 41
4.9
End-of-life ..................................................................................................................... 42
4.9.1
Motor......................................................................................................................... 43
4.9.2
Drive ......................................................................................................................... 43
4.10
5
Manufacturing of motor and drive ................................................................................ 36
Sensitivity analysis........................................................................................................ 43
Results and analysis ............................................................................................................. 44
5.1
RQ1: What is the life cycle environmental impact? ..................................................... 44
5.1.1
LCA results of complete life cycle of motor and drive, 20 years, in Sweden .......... 45
5.1.2
LCA results excluding the use phase and waste scenario ......................................... 47
5.1.3
Sensitivity analysis.................................................................................................... 50
5.2
RQ2: What is the impact of a circular business model? ............................................... 53
5.2.1
Use of more robust materials .................................................................................... 53
5.2.2
Responsible for recycling ......................................................................................... 53
5.2.3
Enhanced motor efficiency ....................................................................................... 53
5.2.4
Reduced need for spare parts .................................................................................... 54
5.2.5
Digital surveillance system ....................................................................................... 54
5.2.6
Design for refurbishment and recycling ................................................................... 54
5.2.7
Change of application after use................................................................................. 54
5.2.8
Knowledge of material fractions ............................................................................... 55
5.2.9
Partnerships ............................................................................................................... 55
5
6
Discussion ............................................................................................................................. 57
6.1
Discussion of the method .............................................................................................. 57
6.2
Discussion of the results ............................................................................................... 58
6.3
General discussion ........................................................................................................ 60
7
Conclusion ............................................................................................................................ 62
8
Further studies ..................................................................................................................... 63
References .................................................................................................................................... 64
Appendix ...................................................................................................................................... 72
Appendix 1 ................................................................................................................................ 72
Appendix 2 ................................................................................................................................ 72
6
1 Introduction
Electric motors are one of the biggest consumers of electricity in the world and accounts for
approximately 45% of total global consumption (British Pump Manufacturer Association, 2016).
They are used for a wide range of applications in the modern industrial world such as fans, blowers
and machine tools. Nearly 50 % of the electricity produced in the EU is consumed by the 8 million
electric motors operating in EU (European commission, 2020). This indicates that electric motor
efficiency improvements can have a large impact on energy use. With existing policies and today’s
announced policy intentions industrial motors are estimated to be the leading drivers for increased
electricity consumption; they are predicted to contribute to over 30 % of the total growth to 2040
(The International Energy Agency, 2019). Since electric motors play an important role
today and in the future, it is important that they are as sustainable as they can possibly be.
Considering the amount of energy used for electrical motors and the generated waste streams, it
would be sensible to implement some directives to regulate the electric motor market. Waste of
electrical and electronic equipment is one of the fastest growing waste streams and 9 million tonnes
was generated in 2005 and it is expected to grow to more than 12 million tonnes year 2020
(Rassõlkin et al., 2018). If waste streams are prevented or taken care of in a responsible way, huge
environmental savings can be achieved. About 500 million tonnes CO2 emissions per year can be
saved through recycling compared to primary production for seven metals (iron, aluminum,
copper, nickel, ton, zinc and lead) plus paper which is equivalent to the yearly CO2 emissions of
the global aviation industry during 2016 (Bureau of International Recycling (BIR), 2016). Today
there are EU directives regarding eco-design requirements for smaller electric motors in the range
of 0.75 –375 kW (European Commission, 2014). These directives regulate for
instance the minimum required efficiency level for the motors. There is also an EU directive called
“Waste Electrical and Electronic Equipment Directive (WEEE Directive) which advocates waste
disposal and disposal fees, but this doesn’t concern electric motors and drives (Rassõlkin et al.,
2018). As there are no eco-design and waste disposal directives for larger types of motors, it is up
to the manufacturing companies to take their responsibility.
Today’s product development models are often based on that the customer buys the product and
is responsible for the product’s use phase (Lindahl et al., 2010). This results in manufacturing
companies often focusing on decreasing the cost of manufacturing and delivery to get a
competitive price for the customer. This is often negative for the customer since the latter phases,
use and end-of-life, often are the greatest contributors of costs and environmental impact. One way
for businesses to take responsibility is to have an environmental focus throughout their products
life cycles, i.e. to apply a circular business model. This primarily means to focus on the main
principles of circular economy: to reduce, reuse and recycle (Ranta et al., 2018). A company can
offer a customer a function instead of selling the product directly which means that the company
still have responsibility for the product during its whole life span (Lindahl et al., 2010). Focus is
therefore on more cost-optimized products which usually have less environmental impact since
costs often are associated with the use of materials and energy.
According to Orlova et al (2016), in the future, it will not be possible to produce a product without
being aware of its impact on the environment since stricter regulations are introduced as a way to
counteract the ecological crisis. Producers should know what happens before and after the
7
production stage, from the cradle to the grave. One way to assess a product’s environmental impact
during its whole lifespan is by doing a Life Cycle Assessment (LCA). It is a method used to
estimate the impact of for example a motor during its whole life span. The lifecycle of electric
motors is defined in different ways but mainly consists of four phases: manufacturing,
transportation, use and disposal of the motor (Ayyappan et al., 2019). Each phase of the lifecycle
has an impact on the environment (Boughanmi et al., 2012). There have been earlier studies of
LCAs of electric motors, but there are no detailed assessments of medium voltage (MV) electric
motors including drives to the best of the author’s knowledge. Most LCA studies concerns low
voltage (LV) motors. This makes it interesting to see what the environmental impact might be of
MV electric motor and drive and how it could be decreased.
1.1 Aim
The aim of this study is to understand the environmental impact of a MV synchronous motor and
drive and see where in the life cycle the impact is greatest. The thesis also aims to understand the
potential effects of implementation of a circular business model. The potential impact of the
business model on material and energy flows of the lifecycle of the motor is examined.
1.2 Research questions
1. What is the life cycle environmental impact of one of the most common synchronous motor
including a drive?
o Which phases, components or processes of the life cycle of a synchronous motor
with a drive have the greatest climate change impact?
o
Which impact categories besides climate change are the most relevant to study?
o
The impact categories will be studied by looking at the highest normalized
values
2. How could implementation of a circular business model affect the environmental impact of
the motor?
o How could the business model influence the material and energy flows?
o It will be studied with a qualitative method.
For answering the aim and research questions of the thesis, an electric motor and drive made by
ABB are examined. ABB’s intention with the study is to understand the environmental impact,
focusing on climate impact. By understanding the environmental impact, ABB are interested in
developing some kind of business model which could add value to the environment, customers
and ABB. Hopefully this Master Thesis will be useful for understanding the environmental impact
and how a circular business model could impact the environment. This work can as well contribute
to industries prioritizing LCAs so the motors can run in the most efficient way with minimal
damage on the environment.
8
2 Background
The following chapter gives a background of electric motors, drives and how motors and drives
are produced at ABB.
2.1 Electric motors
Electrical motors are machines which convert electrical energy into mechanical energy (Hughes
and Drury, 2019). The electric motors are usually divided into certain voltage intervals, these are
low voltage (below 1kV), medium voltage (1 kV-35 kV) and high voltage (over 35 kV)
(International Electrical Commission, 2009) . The motor is not the end-use device, instead they
are used for driving something else such as compressors, pumps and machine tools (Saidur, 2010).
They are used in areas like industry, business, public service and household appliances and can be
of many different sizes. Electric motors can be either AC or DC (Stone et al., 2004). This means
they can use alternating current or direct current. They are also classified by the type of cooling
used. They can be directly or indirectly cooled using air, hydrogen and/or water as cooling
medium. There are different kinds of AC motors, such as synchronous and induction
(asynchronous) motors, see Figure 1 for a classification. There are more subgroups than shown in
the figure, but they were not considered relevant to include. Other types than AC and DC motors
exist, but these kinds of motors constitute the majority of electrical motors used in the world rated
more than 1 kW (Stone et al., 2004).
Figure 1. Different types of electric motors divided into AC and DC motors and further on (Ayyappan et al., 2019).
Common parts which build the electric motor can be divided into stationary or moving parts
(Woodson and Damon, 2020). The moving parts are together called the rotor while the stationary
parts are called stator. There is an air gap between the stator and the rotor which is needed for the
9
rotor to be able to spin (Kim, 2017). In electric motors there are generally two magnetic fields, one
is developed on the stator and the other one on the rotor. The magnetic fields can be generated in
different ways, through energized windings, use of permanent magnets, or induced currents. A
force produced by the interaction between these magnetic fields gives rise to a torque on the rotor
which causes it to turn (Kim, 2017). There are other motors which are not as common, such as the
reluctance motor, which uses the interaction between a magnetic field and a magnetic material,
like iron, to produce the torque. DC motors rotate due to the force between two stationary magnetic
fields, AC motors on the other hand, uses the force between two rotating magnetic fields.
The trend has recently moved towards an increased use of AC motors because they can offer high
performance at a reasonable price and, if compared to DC motors, do not need much maintenance
(Kim, 2017). Due to increasing energy costs and strong global interest in reducing carbon dioxide
emissions, industries have lately been encouraged to pay more attention to high efficiency motors
and their drive systems (Kim, 2017). The electric motors are very efficient in converting energy
and are almost always more efficient than fossil-fuel powered motors (Woodson and Damon,
2020). The motors can be powered by the public electric grid service, battery power or local
generators.
2.1.1 Synchronous motor
The synchronous motor has a DC flowing through the rotor winding which creates a magnetic
field (Stone et al., 2004). The rotor starts to spin at the same speed as the rotating magnetic field
from the stator. The speed of the rotor is related to the frequency of the AC current supplied to the
stator winding. There are different kinds of synchronous motors, one type is the large solid pole
synchronous motors (Mi et al., 2009). These motors are very popular in industrial systems. Solid
pieces of forged, welded or dovetailed steel are used as the rotor pole body (Li et al., 2009). The
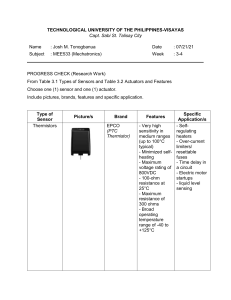
motor is usually used to drive for example compressors and pumps. See a synchronous motor in
Figure 2 made by ABB. Benefits with this type of motor are for instance its self-starting
performance, reliable operation and high thermal capacity. Synchronous motors are superior to
induction motors in efficiency (Kim, 2017). The motor efficiency is important, but it is a small
contributor to the overall system efficiency since there are other components working in the system
(Bambiso and Kusakana, 2018). A major contributor of the overall efficiency is the drive.
10
Figure 2. Synchronous motor of type AMS made by ABB (Johansson, no date). The biggest components which build up the motor
are shown with red arrows.
2.1.2 Drives
There are several terms used to describe the AC drive, such as AFD (Adjustable Frequency Drive),
VSD (Variable Speed Drive), VFD (Variable Frequency Drive) and inverters (Saidur, 2010). What
they all have in common is to control the operation of the AC motor with regard to speed and
torque. By using a drive, significant savings of energy can be provided by controlling the motor’s
speed to correspond to its load requirements. Large electric motors draw high starting current
resulting in voltage dips and overheating of the rotor part when started directly from the main
power supply (Khan et al., 2017). To prevent this a drive can be used as a soft-starter where it
starts the motor from low speed and accelerates to desired speed. Drives does not only have the
possibility to decrease energy use, they can also extend the life of the equipment (Saidur, 2010).
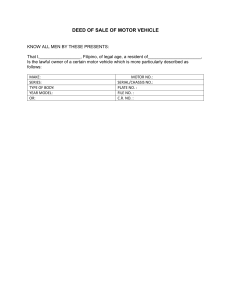
See a drive made by ABB in Figure 3. Some other advantages with using a drive are better process
control, less wear in the mechanical equipment and less acoustical noise (de Almeida et al., 2005).
Further on, de Almeida et al. (2005) mentions some disadvantages which are electromagnetic
interference generation, current harmonic introduction in the supply and possible reduction of
efficiency and lifetime of motors.
A study by Paramanova and Thollander (2014) examined energy efficiency potentials for different
motor system levels. The results showed that the biggest potential for energy savings in electric
motor systems can be achieved in the core motor system which includes the drive (36 % of total
11
savings) followed by the extended motor system (35 % of total savings). The extended motor
system contains measures related to energy management and operative actions. An important
insight from this study is that a lot can be done with the VSDs regarding saving energy.
Figure 3. Medium voltage drive of type ACS6000 made by ABB.
2.1.3 ABB electric motors and drives
ABB is a leading global engineering company (ABB, 2020b). Their business
covers electrification, robotics, automation and motion. The electric motor is one of their many
products. Their motors are used in applications such as marine, mining, food, beverage, oil, gas,
petrochemical, wind, water and cement (ABB, 2020b). ABB is the market’s leading supplier of
synchronous motors and generators (ABB, 2020a). ABB manufactures motors and drives all over
the world, most of their synchronous motors are made in Västerås in Sweden and the closest drive
manufacturer is in Turgi, Switzerland. Manufacturing of the motor and drive are done on separate
locations and in different ways, the products are often not connected until they arrive to the
customer 1. Most materials which build up the motor originates from Europe. There is only one
mode of transport used for the suppliers of the motor materials in Europe, which is lorry. Two
suppliers are located in USA and the mode of transport used for these materials is aircraft.
There are several possible end-of-life scenarios for the MV motors, for example the motor can be
taken cared of by a waste management company, kept as a spare or get sold on a secondhandmarket. Today Stena Recycling and ABB have a collaboration where Stena Recycling takes care
of old LV electric motors which are replaced with new efficient ones by ABB (Stena Recycling,
2019). Stena Recycling have set up a separate recycling flow for these motors to retrieve as clean
materials as possible.
ABB have five different service centers in Sweden which are located in Storvik, Norrköping,
Luleå, Mölndal and Sundsvall 2. These service centers are mainly used for service of motors. In
some cases when the motor cannot be repaired at the service center and it has reached its lifetime,
Stena Recycling can take care of the motor at one of their waste management and recycling center.
The big motors which are handled by Stena Recycling arrives to Skänninge where they handle
more complex machines and the motor gets disassembled by cracking, sawing and screwing 3. The
1
Stéphane Mouty, ABB tendering engineer, drives, Switzerland, Teams call 17th September 2020.
Magnus Damm, ABB service manager at Storvik, Teams call 12th November 2020.
3
Peter Andersson, Affairs specialist, Stena Recycling Skänninge, phone call 12th November 2020.
2
12
aluminum is being recycled at Stena Recycling’s site. The other materials are transported to
foundries where they are melted. The metals are recycled while the plastics and chemicals are
incinerated or end up in landfill.
Most material which the drive consists of originates from Europe 4. Sometimes when the material
originates outside of Europe, aircraft is used for transportation. The drives made by ABB are built
up by modules such as converter unit, water cooling unit and inverter unit, but these are also project
specific and adapted for the customer’s needs. Medium voltage drives of type ACS6000 were first
produced around 1998 which means that all or at least most of them are still up and running since
their life span is usually over 20 years 5. Therefore, it is difficult to know how they are usually
disposed.
4
5
Claudia Seidel, ABB, supply chain manager, drives, Switzerland, email 14th October 2020.
Carl-Johan Jannert, ABB manager motion, Sweden, teams call 24th November 2020.
13
3 Theory
The following chapter presents a theoretical background and the methods used for answering the
aim of the thesis. It includes circular economy and circular business models, life cycle of electric
motors, environmental systems analysis, life cycle assessment and earlier studies of LCA’s of
electric motors and drives.
3.1 Circular economy
Circularity has been the guiding principle of nature since the earth’s beginning (Stahel and
MacArthur, 2019). People lived in a circular society driven by necessity, which still exists today
in many industrially less developed regions of the world. People living in a circular economy (CE)
of scarcity are driven by need, it is the most sustainable post-industrial economy business model
available. There are different ways of defining circular economy. One definition is that a circular
economy is an economic system where focus is on reducing and eliminating waste (Sheposh,
2020). The principles of the circular economy is to reduce, reuse and recycle (Ranta et al., 2018).
The reduce principle means to minimize the amount of materials and energy used and waste
generated in the system by increasing efficiency in production and consumption. This can be done
by for example improving technologies. The reuse principle is about reusing products or
components which are not considered waste for the same purpose for which they were made.
Reusing requires less resources, energy and labor (Ranta et al., 2018). This principle is central in
use-oriented product-service systems where a company offers a service instead of a product and
also in a sharing economy where surplus resources are rented to those who need them. The last
principle, recycling, is often treated as synonymous with circular economy but might be the least
sustainable solution of the three principles. The reason for this circumstance is that recycling is
impacted by the natural law of entropy, complexity of materials and the potential of abuse (Ranta
et al., 2018).
A circular economy is the contrary to the linear model which is the one we live by today (Ellen
Macarthur Foundation, 2020). The linear model is based on a take-make-waste principle, which
means that we take resources from the ground to make products, which we use, when we no longer
want them, we throw them away. In contrast to products going from cradle to grave, circular
economy promotes cradle to cradle which aims to eliminate waste by designing products that can
be reused indefinitely (Sheposh, 2020). Sustainability and circular economy are similar regarding
their vision of society, to balance economic, environmental and social needs, based on a caring
attitude (Stahel and MacArthur, 2019). Economy and ecology go hand in hand since prevention of
waste is also a prevention of economic and recourse losses. If a products service life is prolonged
through reuse, repair, remanufacture and technological and fashion upgrading, circular economy
substitutes labor-intensive service activities for energy and material intensive manufacturing
activities (Stahel and MacArthur, 2019).
14
3.2 Circular business model for decreased environmental
impact
In order for businesses to implement a circular business model there must be economical benefits.
Ranta et al. (2018) developed five propositions for conducting circular businesses: “1) Cost
efficiency or circular operations is the key proponent to successful CE business, 2) take-back
services enable the acquisition of particular wastes as resources, but they need to be incentivized
through reductions in customer’s total waste management costs, 3) circular business models
require the local firm to separately manage multiple positions in the value chain, 4) take-back
system for gaining economic value through CE can be implemented in multiple ways, and 5)
recycling is easier to implement than reducing or reusing due to a smaller impact on the business
model.”. Recycling is more dominant amongst businesses than the other principles, for CE to reach
its full potential the principles of reduce and reuse needs to be facilitated as well (Ranta et al.,
2018).
One promising concept which have emerged regarding circular economy and decreased
environmental impact is the Integrated Product Service Offering (IPSO) (Lindahl et al., 2010).
The concept is based on several areas such as engineering design and environmental technology.
An IPSO is referred to as “an offering that consists of a combination of products and services that,
based on a life cycle perspective, have been integrated to fit targeted customer needs”. For
example a company can offer a customer a function instead of selling the product directly. This
means that the company still will have responsibility for the product during its whole life span,
which often is the case in an IPSO (Lindahl et al., 2010). The provider can therefore put more
focus on optimizing the total life cycle cost from provider and customer perspectives. Costs are
often associated with the use of materials and energy which provide an environmental impact.
More cost-optimized products usually have less environmental impact (Lindahl et al., 2010).
Today’s product development models are often based on that the customer buys the product and
is responsible for the product’s use phase (Lindahl et al., 2010). This results in that the
manufacturing companies often focuses on decreasing the cost of manufacturing and delivery to
get a competitive price for the customer. This is often negative from a customer perspective since
less focus is on the latter phases such as use phase and end-of-life where the costs and
environmental impact often are greater. In contradiction to this traditional selling, the IPSO
provider focus more on that the product does not break down during use since it would lead to
higher costs and the need to pay for the customer’s downtime and provide them with repairs and
spare parts (Lindahl et al., 2010).
Another important aspect to consider is the design phase’s influence on the environmental impact.
There is a challenge when a new design project begins which is called the “design paradox”
(Lindahl et al., 2010). Very little is known about the final product in the beginning. As the work
on the product increase, so does also the knowledge, but at the same time the scope of freedom of
doing changes decreases due to time and costs. This implies that most changes and the biggest
possibility to reduce environmental impact can be done in the earlier design stages.
15
There are some design recommendations made by Orlova et al. (2016) which can be made to
improve the environmental impact of electric motors. These are:
•
•
•
•
Motors should be easily assembled and disassembled;
A reduction of the diversity of materials used should be sought;
A reduction of non-recyclable parts, namely plastic, should be sought;
Windings should be easily removed.
Orlova et al (2016) also concludes that a life cycle assessment made at an early stage, the design
phase, for the related environmental impact also enables its reduction.
3.3 Life cycle of electric motors
The life cycle of an electric motor consists mainly of four parts (Ayyappan et al., 2019). The first
phase is the manufacturing phase which includes extraction of materials, processing and
assembling of the motor (Boughanmi et al., 2012). Environmental impact occurs while extracting
the material and when processing the material. The second phase is transportation. Depending on
the vehicles used and the distances, the contribution of greenhouse gas emissions varies
significantly between different scenarios. The third phase is the use phase where all the energy
losses are considered. These losses are connected to the operation time, application, working
conditions and total life span of the motor. Since the motor in considered to be an energy converter,
only the losses are taken in account. The remaining energy is transmitted as mechanical energy to
the end-use device. The fourth phase is the end-of-life phase where the motor gets disposed of. The
lifespan of a motor varies and is dependent upon many factors (U.S. Department of Energy, 2012).
Motor life can range from less than two years to several decades under certain circumstances.
There is a higher chance of a long lifetime with continuous maintenance of the motor. In industries
motors are often maintained in periodic intervals so they are kept in good condition with
maintained efficiency (Ayyappan et al., 2019). Regular maintenance helps to avoid failure and can
improve the life span considerably. The method for disposing electric motors vary, in some cases
they are sold on a secondhand market or saved as spares or spare parts 6. In other cases waste
management companies take care of the motor and some components might be reused, recycled,
incinerated or end up in a landfill 7.
3.4 Environmental systems analysis
Environmental systems analysis (ESA) can be described in many ways, Wageningen University
and Research (2021) describes ESA as “a quantitative and multidisciplinary research field aimed
at combining, interpreting and communicating knowledge from the natural and social sciences
and technology”. In system analysis a more holistic approach is used instead of looking at separate
parts of a larger system (Moberg, 2006). A very essential part of the systems analysis is to decide
the system boundaries, the choices must be transparent and relevant to enable the interpretation of
the results of the analysis.
6
7
Christoph Hoppmann, product specialist at ABB, Teams call 22th October 2020.
Peter Andersson, Affairs specialist, Stena Recycling Skänninge, phone call 12th November 2020.
16
There are several ESA tools to choose from (Moberg, 2006). For example Environmental Impact
Assessment (EIA) which can be used to describe the environmental impact of a suggested project
and its alternatives, Material Flow Analysis (MIPS) which includes material inputs throughout the
life cycle of a product or service and Life Cycle Analysis (LCA) which is an analytical tool
assessing environmental impact during the life cycle from a product or service, including material
and energy flows.
3.5 Life Cycle Assessment
Chen and Huang (2019) describe Life Cycle Assessment (LCA) as an effective environmental
management tool which has broad application prospects in circular economy. LCA is a tool used
for quantifying product system’s environmental impact (Goedkoop et al., 2016). The life cycle
begins with production of raw material and ends with disposal of the product. The method is
defined by the international standards ISO 14040 and 14044 (Klöpffer and Grahl, 2014). The LCA
aims to track impacts and assess them from a systems perspective and to identify strategies for
improvement without burden shifting (Hellweg and Canals, 2014). By using the LCA
methodology it is possible to compare a whole range of potential environmental impacts which
can occur during a products life cycle and look at how they affect the environment (Ayyappan et
al., 2019). The environmental impact can be estimated by looking at the inputs and outputs of the
product. Examples of categories of environmental impacts are resource use and human health
(Klöpffer and Grahl, 2014). The LCA can be applied in many ways, for example identification of
environmental hot spots and comparison between products for internal and external
communication (Goedkoop et al., 2016). The principal benefit of conducting an LCA is to get the
full picture of the impacts of a product, process or activity to be able to find the best solutions for
improvement (Curran, 2016). There are four phases in an LCA study according to ISO 14040;
Goal and Scope definition, Life Cycle Inventory (LCI), Life Cycle Impact Assessment (LCIA)
and Life Cycle Interpretation (Finnveden et al., 2009). The LCA process is iterative, hence the
double arrows in Figure 4.
17
Figure 4. The LCA framework displaying the four phases of the LCA. Inspiration from Karmperis et al (2013).
3.5.1 Goal and Scope Definition
The challenge with doing an LCA is to prevent the simplifications and distortions from influencing
the results too much (Goedkoop et al., 2016). It is therefore important to be clear with the goal and
scope definition. Due to the iterative nature of LCA, the scope might be redefined during the
process. The goal definition is often declared by the organization (Klöpffer and Grahl, 2014). For
the goal of the study it is important to consider the following questions; What is the objective of
the study? Why is an LCA study conducted? For whom will an LCA study be conducted? Are
comparative assertions intended in the study? When defining the scope the product system should
be described. The product system includes all the functions of the system and can be represented
with a system flow chart. The system boundaries and functional unit are stated as well (Rebitzer
et al., 2004). The functional unit allows for comparisons between products and services. An
important aspect of the scope definition is the cut-off criteria which regulates the inputs and outputs
in the product system (Klöpffer and Grahl, 2014). Product systems are embedded into the large
systems “technosphere” and “environment”, all subsystems are linked, more or less intensely. All
these systems cannot be analyzed at the same time, therefore cut-off criteria is important. For
example, the infrastructure such as roads and production of machines to manufacture products are
often neglected (Klöpffer and Grahl, 2014).
3.5.2 Life Cycle Inventory Analysis
The LCI is the result of the inputs and outputs from the product during its life cycle in relation to
the functional unit (Finnveden et al., 2009). These inputs are different types of resources such as
18
material and energy while the outputs are emissions and waste. These flows form a product tree
which contain unit processes that are included in the life cycle (Klöpffer and Grahl, 2014).
Depending on the data available the unit processes can be a single “chemical reaction process” or
bigger processes such as “production of electricity”. LCA is a data-intensive methodology,
therefore it is common to only focus collection efforts on certain activities, while generic data on
remaining activities are taken from databases, such as Ecoinvent (Saade et al., 2019). Ecoinvent
will be explained further in section 3.5.6 SimaPro.
3.5.3 Life Cycle Impact Assessment
The purpose of this phase of the life cycle is to understand and evaluate the LCI (ISO, 2006). It is
important for understanding the magnitude of the environmental impacts. The LCI can be divided
into two steps; classification and characterization (Muthu, 2014). During classification the inputs
and outputs identified in the LCI, are translated into their potential consequences for human health
and environment. It must be noted that the method does not indicate direct impacts on environment,
instead it shows the potential linkage between the product or process life cycle and the impacts
(Klöpffer and Grahl, 2014). The characterization step calculates the magnitude of the impacts by
multiplying the related input or output with their impact factors (Muthu, 2014). Emissions and
resources are converted to common impact units to make them comparable (Hellweg and Canals,
2014). For instance, CO2 and CH4 emissions can both be expressed as CO2- equivalent emissions
by using Global Warming Potential index developed by the Intergovernmental Panel on Climate
Change (IPCC).
3.5.4 Life Cycle Interpretation
In this phase the results from the LCI and/or LCIA are discussed and summarized (Laurent et al.,
2020). They make a basis for conclusions, recommendations and decision-making. The five
important steps during the phase are: completeness check, consistency check, sensitivity check,
identification of significant issues, and conclusions, limitations and recommendations (Laurent et
al., 2020). It is important to do a sensitivity check of significant inputs, outputs and methodological
choices in order to understand the uncertainties of the results (Hernandez et al., 2018). The results
of the LCI and/or LCIA shall be interpreted according to the goal and scope of the study. It has to
be examined and documented if the quality of the data and methods used is sufficient to support
the results (Klöpffer and Grahl, 2014). Reporting and critical review are not part of the
interpretation phase since they are related to all phases, but it is suitable to join them anyway since
they follow the interpretation phase.
3.5.5 LCAs and recycling
There are different ways of taking recycling into account when conducting an LCA. There is no
consensus of what method to use or one method that suits all cases when it comes to end-of-life
and recycling (Hohenthal et al., 2019). The ISO 14044:2006 standard for LCA does not provide
detailed information when it comes to end-of-life modelling (Allacker et al., 2014). The
framework does however distinguish between open-loop product systems and closed-loop product
systems. In closed-loop recycling, the inherent properties of the recycled material are not
significantly different from virgin material (Huysman et al., 2015). The recycled material can
19
therefore be considered to replace virgin material in the same product system. This is the case for
most metals. In open-loop recycling on the other hand, the recycled material does not maintain the
inherent properties and the material is not considered to be usable for the same applications in the
same product system. When material properties change it is called downcycling (Koffler and
Florin, 2013). This means that the material properties change during recycling due to pollution
with undesirable elements or mixed with lower quality scrap.
Allocation of the environmental burden in LCAs is also debatable (Vogtländer et al., 2001). A
frequently asked question in this field and often debated is: If materials are recycled from the first
product system, should the environmental burden of raw material extraction be allocated to the
recycled materials as well? One method which can be used to distribute environmental impact
from the studied product system and the recycled material in the next product is called Valuecorrected substitution method (Koffler and Florin, 2013). It means that the price for raw material
is compared to the price for the recycled material. The downcycling rate is calculated this way and
environmental impact from production of materials can be allocated to the recycled materials as
well. The equations 1-4 are used for calculating the downcycling rate and allocation of
environmental impact.
𝐸𝑝𝑝 (𝑃𝑛 ) = (𝛼 − 𝛽) × 𝐸𝑝𝑝
𝑃
𝛼 = 𝑝 𝐼𝑀
𝑃𝑀
𝑝
𝛽 = 𝑝𝑂𝑀
𝑃𝑀
(1)
(2)
(3)
𝐸𝑝𝑝 : environmental interventions related to primary production
𝑃𝑛 : product n
𝛼: price ratio of input material into primary production to output material
𝛽: price ratio of secondary material output material to primary output material
𝑃𝐼𝑀 : Price of input material
𝑝𝑃𝑀 : Price of primary material
𝑝𝑂𝑀 : Price of output material
If products are made from 100 % primary material, the equation can be reduced to:
𝐸𝑝𝑝 (𝑃𝑛 ) = (1 − 𝛽) × 𝐸𝑝𝑝
(4)
20
3.5.6 SimaPro
SimaPro is the world’s leading life cycle assessment software package (SimaPro, 2020b). It can
for example be used for identification of improvement opportunities through environmental
hotspots and comparisons between products for internal or/and external use (Goedkoop et al.,
2016). In SimaPro there are several LCI databases, such as Ecoinvent (SimaPro, 2020b). These
databases offer generic data for most materials and their usual building processes (Boughanmi et
al., 2012). It has more than one million data regarding materials, processes, products and energy
use. The datasets in Ecoinvent can be either GLO, RoW, ReR or country specific datasets. GLO
represents the global average based on international data, when there is not much available data,
this set might be a copy of one or several regional datasets (Ecoinvent, 2017). RoW represents the
rest of the world datasets which are not represented in the Ecoinvent database (Ecoinvent, 2020).
ReR represents an average of Europe. In some cases Ecoinvent offer country specific datasets
which can be chosen if the country is known.
In SimaPro a lot of processes are categorized under market processes and transformation processes
(SimaPro, 2020a). Transformation processes includes all inputs needed for making a product as
well extraction of raw material. It does not include transport processes, which needs to be added
separately. Market processes on the other hand, include inputs from production and transport
processes. There are different ways of analyzing the results from SimaPro and there is a possibility
of choosing an analysis method (Huijbregts, 2016). ReCiPe is a commonly used analysis method
(SimaPro, 2020d). It is used to convert life cycle inventories to a number of impact scores on
midpoint and endpoint level. Midpoint level gives more specific impact categories like “water
use”, “global warming” and “fossil resources” (Huijbregts, 2016). Impact categories at the
endpoint level are related to three areas; human health, ecosystem quality and resource scarcity.
Examples are “damage to freshwater species”, “increase in malnutrition” and “oil/gas/coal energy
cost”. The midpoint level has a stronger relation to the environmental flows and also a lower
uncertainty while endpoint gives better information about the relevance of the flows. The ReCiPe
method also offer the opportunity to analyze the results from different perspectives; individualist
(I), hierarchist (H), and egalitarian (E) (SimaPro, 2020c). The individualist perspective is based on
short-term interest and trust in technological innovations. Hierarchist is based on the most common
policy principles with regards to time-frame and other issues. Egalitarian perspective is the most
precautionary perspective, looking at a long time-frame, impact types which are not certain but
where there is some indication. Another commonly used analysis method is The International
Reference Life Cycle Data System (ILCD) which is based on ISO 14040 standards for LCA
(European Commission, 2019). Similar to the ReCiPe method, ILCD includes impact categories
at midpoint and endpoint level. Examples of midpoint categories in ILCD are climate change,
ozone depletion and human toxicity and at the endpoint level human health, natural environment
and natural resources (Sala et al., 2012).
Many analysis methods in SimaPro include a function where impact categories indicator results
can be compared by a reference or normal value, this is called normalization (PRé Sustainability,
2020). Impact from a product can be compared to total impact in the same category for a bigger
system, for example a country. After normalization all impact categories have the same unit which
makes it easier to compare them.
21
3.6 Earlier LCA-studies
Several studies can be found regarding life cycle assessments of electric motors (Torrent et al.,
2012; Orlova et al., 2016; Rassolkin et al., 2016; Auer and Meincke, 2018; Autsou et al., 2018).
The earlier LCAs that are to be found in this area are studies of LV motors, to the best of the
author’s knowledge. It makes it difficult to make comparisons since smaller motors usually have
a lower efficiency and are composed of different materials (Orlova et al., 2016), but the earlier
studies can be used as a basis for this LCA study. LCAs of drives are also difficult to find and are
seemingly not common. Many studies claims that the use phase is the most contributing of
greenhouse gas emissions and that great amounts of energy can be saved with energy efficient
motors (Ayyappan et al., 2019). A study by Orlova et al. (2016) shows that the environmental
impact is by far the greatest for the use phase for three different types of motors, synchronous
reluctance motor (SynRM), permanent magnet assisted synchronous reluctance motor
(PMSynRM) and induction motor (IM), see Table 1. The environmental impact studied were
emissions to air and water. Many studies, including the one by Orlova et al. (2016), define the
system function of the motor as an energy converter and not as an end-use device (Autsou et al.,
2018; Ayyappan et al., 2019). This means that only the losses are taken into account in the use
phase for the life cycle assessment. See information regarding the study in Table 1.
Table 1. Three different types of motors and their environmental impact at different Lifecycle stages in percentage (Orlova et al.,
2016).
Type of motor
SynRM
PMSynRM
IM
Production, %
1.404
1.807
1.980
Distribution, %
0.017
0.21
0.21
Use, %
98.515
98.086
97.9
End of Life, %
0.064
0.086
0.100
These motors were assumed to be operating for 3000 hours over 15 years. See Table 2 for more
information about the motors.
Table 2. Technical information about the motors for the use phase (Orlova et al., 2016).
Parameters
Lifetime (years)
Operating hours
Efficiency (%)
Output power (kW)
Value
SynRM
15
3000
70
10
PMSynRM
15
3000
90
10
IM
15
3000
87.6
10
A study by Auer and Meincke (2018) focuses on evaluation of trade-offs between the additional
efforts of producing energy-efficient motors and the advantages gained from the improved
efficiency in operation by doing a life cycle assessment of three electric motors. Results from the
study showed that any improvement in efficiency in the use phase of the motor is environmentally
beneficial. The dominating environmental impact categories from the assessment were amongst
others ionizing radiation and global warming potential which are related to the consumption of
22
electricity. The study also concluded that decision-making supported by LCA is very difficult due
to for instance uncertainties through immature impact assessment and generic secondary data.
Saidur (2010) investigated electric motors and their operation. It was found that about 75% of
motors are operated below 60% load. In some cases even under 40% load. According to Burt et al
(2008) electric motor efficiency peak at about 75 % load. There is huge potential to save energy
and avoid emissions by proper sizing of motors (Saidur, 2010). In these cases VSDs are an option
to match the required loads. According to a study of smaller VSDs by Ferreira et al (2011), the use
phase is the biggest contributor of environmental impact. The study showed that, the use of VSDs
instead of throttle valves in pumping systems operating more than 2000 h/year gave a reduction in
both environmental impact and life cycle costs.
23
4 Method
An overview of the methodology used for answering the research questions of the thesis can be
seen in Figure 5. Initially, a background study was conducted. It included a study of electric
motors, the installed base of electric motors, the LCA methodology and also circular economy and
circular business models. Thereafter the goal and scope were defined followed by an inventory of
the inputs and outputs of the studied system. The inventory required a lot of information from
people working with motors and drives at ABB. The inventory was followed by an impact
assessment where the most important environmental aspects were identified and the climate impact
was calculated. To test the robustness of the results some sensitivity analyses were made. This
answered research question one. Interviews were thereafter conducted regarding how a circular
business model could impact the material and energy flows of the motor. The interviews combined
with the literature study of circular economy and circular business models were used to answer
research question two.
Figure 5. Overview of the method for the thesis project. The orange-colored boxes are the research questions of the thesis.
24
4.1 Studied case
For this thesis a specific case was studied, ABBs electric motors and drives. This limited the study
to only ABB products and the scope of the project is somehow subjective to suit ABB and their
production of machines. More specifically a motor named “AMS900” and a drive named
“ACS6000” were studied. These were chosen since AMS900 is one of the most common
synchronous motor in the world produced by ABB. The drive ACS6000 was chosen since it is
common and future models of the drive are expected to function well with the AMS900. The
studied case was of an electric motor with a drive used in Sweden. The environmental impact of a
motor and drive together was interesting to investigate since they are often used together.
Figure 6. Visualization of the separate systems of the motor and drive, and when they are connected in the life cycle.
The manufacturer’s data was used for the assessment. There are some sensitive data used for the
calculations which cannot be displayed in the report due to confidentiality. Examples of this data
is the exact material fractions of the motor and the energy used in waste management at Stena
Recycling. Collection of data for the study was mostly done by contact with ABB through
interviews, emails and meetings. Information regarding the electric motor and drive have been
delivered by several employees at ABB in Sweden and ABB in Switzerland. Examples of
documents which have contributed with information are energy audit reports, energy excel sheets,
design files and technical specifications sheets. The documents are internal and can therefore not
be published in the report.
The installed base of produced motors from ABB was studied. The reason for studying the installed
base was to get a good overview of the most common motors in operation so the results of the
study could be of good use. ABB had information about most phases and materials. Since ABB is
a part of the manufacturing phase, this is where the most accurate information could be obtained.
Information about the transportation from end-suppliers was also specific in most cases. Extraction
of raw-material and disposal of the machines are phases which are further away from ABB’s core
business and information about these was more difficult to obtain. In some cases, literature
searches were conducted in order to see how some materials are most commonly composed. All
motors are customized to satisfy each customer’s requirements. Therefore, drawings for a specific
motor had to be studied instead of a more general model. The drives are made of modular
components, therefore a more general material composition was used for the drive.
25
The results from the LCA are compared to results which can be found in literature regarding
environmental impact of electric motors. Not much can be found about the life cycle environmental
impact of these large motors and drives, therefore it was not possible to make extensive
comparisons to earlier studies. The focus of this study is on the motor, the drive is included
primarily since it can have a high impact on the operation and efficiency of the system. Other
components which are needed for the electric motor system to function properly would be
interesting to include as well, such as the transformer and final application, such as pump. To
prevent the system boundaries from becoming too large, these components could not be included
in this thesis. For research question two, the focus is only on the motor. This was done as to keep
a smaller focus and it was also considered easier to get in contact with the right people since the
motor manufacturers are working in Sweden.
4.2 Life Cycle Assessment
This section explains how the modeling process in SimaPro was done and important aspects for
the LCA study. More details regarding the assumptions and allocations made during the LCA are
included in 4.2.4 Assumptions and allocations.
4.2.1 Modeling in SimaPro
The database used for SimaPro was Ecoinvent since it is the world’s leading LCI database and
provides thousands of datasets to choose from (Ecoinvent, 2021). The chosen method for
displaying the results of the LCA is ReCiPe 2016 Midpoint (H). This was chosen since it is based
on the most common policy principles. Selection of the most relevant impact categories was made
with the method ILCD 2011 Midpoint since normalization could be included in this method but
not in ReCiPe. Transformation process was chosen in all processes where possible since it includes
all inputs needed for making a product but not transportation. Since more specific information
regarding transportation was gathered separately, transformation processes seemed like a good
option. For the transport processes, emissions rates according to EURO-6 was chosen because it
is mandatory since 2013 in Europe (European Commission, 2020).
4.2.2 System function, functional unit and reference flow
The system function of the electric motor is to convert electric energy into mechanical energy.
Since the system function of the motor is to convert the energy, only the losses in this process are
considered for the use phase. The functional unit of the LCA is to deliver an output of 20 MW, 24
hours a day, 365 days a year, for 20 years in Sweden. This functional unit was chosen to see the
maximum electricity use for the chosen motor and drive. The reference flow is the amount of
motors and the amount of electricity needed to fulfil the functional unit.
4.2.3 System boundaries and cut-off criteria
For the whole system to function, from the power outlet to the pump, more components are usually
necessary such as a transformer but no other components are considered in this study. The
information which is year specific is mainly from 2019, such as energy use and produced machines
during a year. This was chosen since it was the last year which was completed when the study
26
started. Also, 2019 was not impacted by COVID-19 which could have impacted the results if 2020
was chosen.
The manufacturing phase includes processes related to the extraction of material, which can be
chosen in SimaPro, as well as the final production of the motor. To prevent the system boundaries
from becoming too large and the study less accurate some things could not be included. Energy
needed for installation of the motor is not included. Building and maintenance of production
facilities were not considered in the LCA. The energy, transportation and material needed for
maintenance of the motors and drives are not included in this study. The packaging material for
the motor and drive is not included. The only transportation taken into account are the ones from
end-suppliers to manufacturing at ABB and the transportation from ABB to the customer. For
example, the transportation from raw-material extraction to suppliers and from the customer to
waste management are not included. The energy used for building some components of the drive
in another European country is not included. The information regarding these steps in the life cycle
were lacking, therefore they were not taken into account. See the system model of the phases and
processes included in the study in Figure 7.
Figure 7. System model of the phases, inputs and outputs included in the LCA of the motor and drive. The green arrow shows the
recycled material which is considered to go back to the product in a closed-loop. The grey arrow shows the waste from raw material
extraction.
4.2.4 Assumptions and allocations
In this section the assumptions and allocations for the motor and drive are presented and explained.
Sometimes they are explained separately when the assumptions are not the same for both of them.
More information regarding the assumptions and values used for the assessment can be seen in 0.
Life Cycle Inventory.
27
4.2.4.1 Raw material acquisition and processing
Acquiring information regarding the raw material acquisition was considered difficult, therefore
general data was used from SimaPro regarding this phase of the life cycle. See Appendix 2 for
more details regarding chosen materials and processes in SimaPro. If there was lack of information
about end-suppliers a more general material was chosen which is an average of Europe or the
world. There was lack of information regarding if there was any use of recycled material in the
motor and drive. Virgin material was therefore considered for the production.
4.2.4.2 Production
For both the motor and drive, neither the packaging material or material and transportation for
maintenance are included in the LCA. Since maintenance varies a lot for different customers this
was not taken into account in the model. However, neither the packaging material nor maintenance
is assumed to have a big impact on the results.
For the motor, the energy use in the production site is attained from a previously done energy audit
from 2018. The energy use 2018 is considered representative since 2018 was a “normal year”
compared to for example 2020 due to COVID-19, as well, the energy use is not assumed to have
changed a lot since 2018. The energy use is split per kg of the total mass of produced machines
that year to get an average per kg. The average per kg is thereafter multiplied with the weight of
the machine. Since the energy use in production was estimated this way instead of looking at
specific processes in production, some input material might have been neglected. For example,
material which are not specified in drawings of the motor but only used for assembling. When
choosing processes in SimaPro the energy use for building machines used in manufacturing and
infrastructure are included. However, this amount of energy is a small part of the total amount.
The water use in production was included in the life cycle assessment as well, by looking at the
energy audit report from 2018.
Most material components in the motor are obtained from design drawings but some exceptions
were made. The epoxy use and silver use for the motor was calculated from the total amount of
used epoxy and silver per year and was divided per kg produced machine. The exact components
of the epoxy hatch is confidential and could not be found in SimaPro. At the production site in
Västerås some soldering takes place to connect the coils, the material used is silver. The exciter
power electronics were estimated by cutting it open and looking at it with an expert at ABB. The
material fractions in the bearings were calculated by looking at the design drawings. Since the
insulation material in the stator and rotor might have a big impact on the environment due to
different kinds of plastics such as epoxy it was examined thoroughly, first at design drawings to
get a hunch, thereafter with several insulation experts at ABB. The exact components of the
insulation in the stator and rotor were difficult to find in SimaPro which might impact the results,
some assumptions were made. Chosen materials and assumptions/comments can be seen in
Appendix 2. There was some “unknown” material in the stator, only 0,5 kg, this was neglected in
the LCA since it is not considered to have a big impact in such big motor.
After talking to experts at ABB about the insulation material in the stator and rotor it was revealed
to contain more insulation than expected, which contributed to a heavier motor overall. Based on
design drawings, the motor weighted approximately 33100 kg, but with all insulation, epoxy and
28
silver it was estimated to weight 33676 kg. Since the epoxy and silver aren’t included in the
drawings, it was not a surprise the motor would weight more. However, the total weight of 33676
kg was considered for the motor.
Chemicals used in production were also calculated from the total amount of chemicals used during
a year, 2018, divided per kg produced machine to get an estimation for the AMS900. Some
chemicals are not bought every year but remains from the previous year, therefore this might not
be completely accurate. There are several chemicals used in production, therefore an assumption
was made that only chemicals with an amount of 3 kg or more were considered in the LCA. Since
the focus was on the climate impact and not on other environmental impacts, this seemed as a
reasonable assumption.
Regarding the drive, the energy and water use at the production site in Turgi was attained from
employees at ABB. No energy audit had been conducted but some estimations were calculated.
The values are for both the office and the factory since there was no calculations of them
separately. The data about energy and water use was from 2019 but a percentage of how the energy
is allocated into different divisions was used from 2020 since it was not split up in this way 2019.
Thereafter the total weight of produced drives during 2019 was used to get a value for energy and
water use per produced kg. This value was multiplied by the weight of the drive.
Information regarding the material fractions for the drive was taken from a “Recycling instruction”
document for an ACS6000/ACS6080 (they two models are similar). The material fractions were
split up for a smaller drive. The one considered for the AMS900 with an output of approximately
20 MW weights 12865 kg. Therefore, the material fractions were multiplied by the ratio of the
bigger divided with the smaller drive. This is a simplification of the model since there might be
other material fractions for the bigger drive. However, this assumption was considered suitable to
get a good idea of the material fractions. There were some unspecified materials of approximately
30 kg in the drive, these were not considered in the LCA.
4.2.4.3 Transportation
Since transformation processes were chosen in all cases possible, no transportation was included
in these sets. The only transportation taken into account were the ones from the end-suppliers to
manufacturing at ABB and from ABB to the customer. This probably decreases the environmental
impact, but since there were no data regarding other transportation, it seemed as a reasonable
exclusion.
Regarding the motor, all transportation from the end-suppliers to the facility in Västerås are made
with lorries or by air. The suppliers vary depending on prices and availability; therefore, the
distances can differ during time for the same material. The most common suppliers were chosen
for each material. Most suppliers are located in Sweden or in Europe. The distances were estimated
a flight distance calculator and Google maps (Distance calculator, 2020; Google, 2021).
Due to lack of specific information regarding transportation of the drive’s components to the
factory in Turgi, assumptions were made. According to data from ABB, most suppliers are located
in Europe except the ones for the semiconductor which are mostly located in eastern Europe and
Asia. To avoid underestimation of the distances, the suppliers in Europe were assumed to be
29
located quite far from Switzerland, in Romania, while the suppliers in Asia were assumed to be
located in China, also far from Switzerland. For the semiconductor, the distance to Romania added
with the distance to China divided by two was used. The mode of transport for the semiconductor
was assumed to be 50% lorry and 50% by air.
4.2.4.4 Use
The motor is a converter of energy for another application. Therefore, only the losses in the motor
are accounted for in the life cycle assessment. Based on information from ABB the efficiency of
the motor and drive combined is assumed to be approximately 97%, while the losses are 3%. The
motor and drive are assumed to work continuously every hour of every day for 365 days during
20 years with the power of 20.4 MW. The drive is designed for a lifetime of 20 years, therefore
this lifetime was considered suitable for the motor and drive combined (ABB, 2020c). In most
cases the motor and drive would not work every hour of every day at the same load, but since there
was no specific information from ABB regarding the variations in load and the time of use, this
assumption was made.
4.2.4.5 End-of-life
The scenarios for the motor and drive differ somewhat but the energy used for melting materials
is the same. ABB wanted to see how recycling of materials could impact the life cycle, therefore
the recycled metals are assumed to replace extraction of raw material. Closed-loop recycling was
therefore considered for the metals recycled, which is a common method used for metals.
According to Peter Andersson working at Stena Recycling, there is no significant change of quality
for the recycled metals 8. There might however occur some change of quality of the metals due to
downcycling (Koffler and Florin, 2013). Therefore, a sensitivity analysis was made and it was
based on the Value-corrected substitution model. This was a way to take the downcycling issue
into account and to allocate the environmental impact generated from production of materials to
the recycled materials. The equations used can be seen in 3.5.5 LCAs and recycling. The sensitivity
analysis is described further in 4.2.5 Sensitivity analyses.
All materials which are not recycled are assumed to be incinerated. Municipal incineration
scenarios for plastic and glass were used since these were available in SimaPro. For materials such
as chemicals and some metals, where data regarding incineration was lacking, a more general
municipal waste incineration scenario was used. Energy recovery for incineration was not
considered since information regarding this was lacking. Since most metals are recycled which
constitute the bigger parts of the machines, the energy recovery is assumed to not have a big impact
on the results.
One known scenario for the disposal of the motor is that Stena Recycling takes care of the motor
and the motor is disassembled at their site in Skänninge. According to Stena Recycling all metals
in the motor are recycled. Information about energy use in the recycling process was taken from
Stena Recycling for aluminum since they melt the aluminum themselves. For the other metals,
standardized values were used from “Bureau of International Recycling (BIR)”(Bureau of
International Recycling (BIR), 2016). See these values in 4.9 End-of-life. This report contains
8
Peter Andersson, Affairs specialist, Stena Recycling Skänninge, phone call 22th December 2020.
30
information about the energy use for melting copper and ferrous metals in foundries. The reported
energy was primary energy, by using the information about the primary energy the secondary
energy could be calculated in SimaPro. It was preferable to only use the secondary energy since
SimaPro calculates the primary energy (Goedkoop et al., 2016). All ferrous metals such as
electrical steel and iron were assumed to need the same amount of energy for melting. Energy use
for metals which were not stated in the report: silver and nickel, were instead estimated based on
their melting temperatures and compared to the energy needed for melting copper and ferrous
metals. Silver has a melting point quite close to copper, therefore the energy for melting copper
was also considered for silver. Nickel has a melting point close to iron, therefore energy use for
melting copper was considered for nickel as well.
Regarding the drive, there are not any known cases of disposal of these drives in Sweden yet due
to their long life span and the production of this type of drive started about 20 years ago. The
considered scenario for the drive is therefore based on information from Stena recycling regarding
their usual management of products. Information from Stena was that of all materials 75 % is
recycled, 18.5 % incinerated and 6.5 % end up on landfill 9. Based on that information an
assumption was made that the metals steel, aluminum and copper are recycled which constitute
approximately 77.5 % of total amount of materials in the drive while 16 % is incinerated and 6.5
% end up on landfill. The same energy values for melting of metals was used for the drive as for
the motor.
4.2.5 Sensitivity analyses
After the modelling was finished in SimaPro, sensitivity analyses were made. They served as a
basis to see how robust the results were and how they can change depending on different factors.
The first sensitivity analysis was done to allocate the environmental burden and split it between
the existing product system and the following. Information regarding price variations of virgin
material compared to recycled material could be obtained from Peter Andersson working at Stena
Recycling10. The equations in 3.5.5 LCAs and recycling were used to determine the downcycling
rate and allocation of environmental burden.
The second sensitivity analysis was a change of Swedish electricity mix to Australian electricity
mix. This was done to see how the impact from the use phase can vary depending on the electricity
mix and country. Australia was chosen since this kind of motor operates in Australia and the
Australian electricity mix differs a lot from the one in Sweden (Australian Government, 2021). A
total of 84 % of the Australian electricity mix 2017 was based on fossil fuels compared to Sweden
with about 2 % the same year (International Energy Agency, 2019; Australian Government, 2021).
The city Canberra in Australia was assumed for the operation of the motor. See Table 17 for
information regarding the transport of the motor and drive to the customer in Australia.
9
Pär Håkansson, Business Area Manager, Stena Recycling, contact by email 12 th November 2020.
Peter Andersson, Affairs specialist, Stena Recycling Skänninge, phone call 22th December 2020.
10
31
4.3 Study of the effects of a circular business model
ABB consider a circular business model as a possible solution for reduced environmental impact
which made it interesting to investigate the potential effects of such a model. Conducting
interviews was a suitable way to get relevant information about how a circular business model
could impact material and energy flows in general and at ABB. The purpose with the qualitative
interviews was to collect information about how the material and energy flows during the lifecycle
of the motor could be impacted. Theory about circular business models and product service
systems were also considered as a good source of knowledge to be able to identify the potential
impacts on the energy and material flows. Since ABB’s strategy for 2030 is to have 80 % of their
products and solutions covered by a circularity approach, the circular business model considered
was that ABB would be responsible for the motor throughout the whole life cycle. The following
aspects were considered for the business model and served as a basis for the interviews:
•
•
ABB sells the motor as a function/service instead of a product, for example kWh or per use
ABB have responsibility for the motor throughout the whole life cycle
4.3.1 Interviews
The analysis of the interviews was focused on material and energy flows as to answer research
question two. To be able to identify the impact on material and energy flows when implementing
this type of business model people with expertise in circular business models and knowledge of
the products were interviewed. All interviewees were first contacted by email where they were
introduced to the study and where they could read some questions which would be focused on
during the interview. If the person said yes to being interviewed, the interview was thereafter
conducted online via the platform Microsoft Teams (Microsoft, 2020). The interviews were semistructured, according to Husband (2020) semi-structured interviews offers additional depth by
inviting dialogic exchange. In some cases, the interviewees had their own presentations which
gave even more insights and an understanding of their roles in the business. All interviews were
recorded and were approximately 20-60 min. The interviews resulted in different amounts of
recorded material, but altogether they gave responses to the questions asked. Many questions were
developed through an iterative process where some interviewees mentioned some information and
then questions would be asked to the following interviewees to see if they also had the same
viewpoint. People in the areas of circular economy, business models, innovation, business
development, design and service were interviewed and are presented in Table 3.
32
Table 3. Conducted interviews for studying the potential effects of a circular business models regarding the energy- and material
flows of the motor.
Name
Role
Mattias Lindahl
Professor in
Ecodesign and PSS at
Linköping university
(LiU).
Peter Isberg
ABB Business
Developer
Erik Sundin
Professor in CE and
Remanufacturing at
LiU
ABB Global product
manager for Industry
Specific Motors
ABB Innovation
Champion
Site manager at ABB
service center,
Storvik.
Gunnar Porsby
Cajetan Pinto
Magnus Damm
Relevant area of
expertise
Ecodesign, Product
Service Systems,
Integrated Product
and Service
Engineering, Circular
Economy
Business
development,
digitalization,
collaboration, motors
Manufacturing,
Remanufacturing and
circular economy
Design of electric
motors
Interview date
Innovation, motor
and generator service
Service and
maintenance of
motors
4/1-2021
11/11-2020
1/12- 2020, 3/122020 and 8/1-2021
4/12-2020
7/12-2020
12/1-2021
Questions which were asked during the interviews differed depending on the expertise of the
interviewees. For example, a person with expertise in the design phase also received questions
which had more focus on the design phase. There were often follow-up questions depending on
the answers. These were regarding the details about a certain measure or impact which had been
suggested by the interviewee. Examples of questions asked were:
•
•
•
•
•
If ABB would be responsible for the motor throughout the life cycle, how could it impact
the energy and material flows of the motor?
How would selling a function/service instead of a product impact the design phase of the
motor?
How would selling a function/service instead of a product impact the transportations?
How would selling a function/service instead of a product impact the use phase?
How would selling a function instead of a product impact the end-of-life of the motor?
4.3.2 Literature study
For increased comprehension regarding circular business models and for discovering what
measures might be able to implement with a circular business model a literature study was
33
performed. By reviewing many empirical findings, research questions can be addressed with a
power no single study has (Snyder, 2019).
Beyond the interviews, the literature study of circular business models and product service systems
in the theory section was also considered for identifying the impact on material and energy flows.
The literature study was used as a complement to the interviews, to understand what measures
might be most impactful regarding circular economy and decreasing the environmental impact.
Examples of keywords used for the literature study are “Circular economy business models”,
“Product service systems” and “Integrated product and Services Offering”. When choosing articles
the purpose was to find articles which would suggest measures for circular business models and
what benefits they might bring.
4.4 Analysis method
Some interviews contributed with a lot of information regarding the potential impact on energy
and material flows while others were shorter and not as detailed. The information obtained through
the interviews needed some structuring. After each interview the most important insights of the
interview were summarized by reading the notes taken during the interview and by listening to
some parts of the interview once again. This was done directly after each interview to keep the
information fresh. The interviews were thereafter studied thoroughly and all mentioned measures
in the interviews were identified. These measures were categorized by what phases of the lifecycle
they would impact and what kind of impact on energy and material flows they would potentially
have. Additional comments regarding the measures were added, for example aspects told by the
interviewees and more details about the measure itself. See the matrix in Figure 8 used for
structuring and analyzing the measures and impacts. Some measures were identified as especially
impactful since they were mentioned by many of the interviewees and/or predicted to have a big
impact on the environmental impact.
Measure
*****
Impact of
phase/phases
*****
Impact
Comment
*****
*****
Figure 8. Matrix used for identification and structuring of measures and their potential impacts on material-and energy flow.
4.5 Method criticism
In this chapter the strengths and weaknesses of the method used are discussed.
The method for answering research question one mainly consisted of conducting an LCA. LCAs
offer opportunities to assess environmental impact throughout the whole life cycle but there are
limitations to the methodology. LCAs are always being done within some boundaries which means
that all factors cannot be considered which contribute to some inaccuracies (Ayyappan et al.,
2019). Another important aspect is that LCAs do not take into account the potential future issues
which might occur from for example producing a product. A benefit with LCAs is that the whole
system is studied, this might reduce the risk to only focus on one phase in the life cycle and that
34
trade-offs might occur. An improvement in one phase might have a negative effect in another, but
this can be studied by looking at the whole life cycle. Since the purpose of this Master thesis was
to understand the environmental impact of the motor and drive, it seemed suitable to study the
whole system by conducting an LCA.
The LCA methodology is not an appropriate method to address social or economic aspects, which
can be seen as a disadvantage since it is two thirds of the foundation defining the sustainability
problem (Hellweg and Canals, 2014). Hellweg and Canals (2014) also states that LCA
practitioners should be clear about the applicability of the results (Hellweg and Canals, 2014). The
tool does not always provide a single answer, instead it can provide an understanding of a problem
and its possible solutions. An important application of the LCA is the learning process, exploring
the environmental impact of a product system and the relationships of the studied system
(Baumann and Tillman, 2004). One of the biggest criticisms of the LCA methodology is that it
leaves room for interpretation. Studies of the same product done by different people might give
different results. Also, the framework from ISO is not very clear which gives rise to interpretations
(Curran, 2016).
Different kinds of documentation were used during the LCA. There are of course strengths and
weaknesses with using this kind of information. Some strengths are that the information can be
reviewed repeatedly and is produced for a purpose other than the study in this thesis, which
prevents the material from being subjective in that way (Yin, 2018). Some weaknesses are that
access to the documents can be difficult or even withheld and that some information might be
lacking in the documents. In this study, access to data and documents were sometimes difficult to
get. Since people in the business of ABB have their own tasks and deadlines, collecting data for
a Master thesis study was not always prioritized. This might affect the quality of the data.
When answering research question two, interviews were seen as a relevant approach. They can
effectively be used as a way to collect material which can answer to the interests and goal of the
interviewer (Magnusson and Marecek, 2015). Conducting interviews can give advantages since it
can give explanations and personal views of the interviewees (Yin, 2018). Since the interviews
contributes with personal views, it made it easier to understand what might be possible to
implement and what effect measures could have. Disadvantages with the interviews are that the
interviewee might give an answer what she/he thinks the interviewer wants to hear (Yin, 2018).
There is also a risk for inaccuracies due to poor recall of the interviewee and that the interviewer
articulate questions in a way which can be seen as biased.
The interviews were all conducted on Teams due to COVID-19. This might impact the results to
some extent since the responses are often shorter and less contextual information is obtained on
online interviews (Davies et al., 2020). There might on the other hand be an increased likelihood
of obtaining the desired sample. According to the author of the report, another disadvantage of the
interviews was that they were done by one person. It would have been easier and possibly even
more rewarding interviews if at least one person would have taken notes and the other would have
focused on the questions and follow-up questions.
35
Life Cycle Inventory
The following chapter includes a compilation of data received from ABB in Sweden and
Switzerland as well some data from Stena Recycling. This data was used in SimaPro. Some parts
of the inventory is confidential and cannot be stated in this official report. The confidential
information is regarding exact material fractions in the motor, suppliers, energy used in production
of the drive, transport distances and energy used in the Stena Recycling facility. The confidential
information will be marked with an “X”.
4.6 Manufacturing of motor and drive
The names of the motor components starts with an “M” to easily identify which machine they are
a part of. The names of the drive components start with a “D” to easily identify them as well.
4.6.1 Motor material fractions
All material fractions used for the motor except insulation for stator and rotor are stated in Table
4. These are named exactly what they are named in SimaPro, which makes it easier to read the
results from the network in section 5 Results and analysis. Insulation for stator and rotor can be
found in Table 5. Total weight of the motor is 33 676 kg including insulation without insulation
the weight is 33 339 kg. The motor mainly consists of iron, iron alloys, aluminum and copper.
Table 4. Material fractions of the motor. The boxes with the same color to the left builds up the same component. The grey ones
are of different components. Total weight is 33339 kg.
Material/component IRON
M rotor shaft iron
M rotor winding
copper
X
M rotor fans iron
X
X
M stator core iron
M stator core
electrical steel
M Stator winding
copper
M exciter winding
copper
CAST
ELIRON NICKEL PORCELAIN SILICON STEEL
SILVER
BRASS EPOXY
X
X
X
X
M exciter core iron
M exciter power
electronics copper
M exciter power
electronics porcelain
M exciter power
electronics silicon
M exciter cooling
blocks aluminum
X
M bearings iron
X
M bearings cast iron
M cooler structure
iron
M cooler pipes
copper
COPPER ALUMINUM
X
X
X
X
X
X
X
36
X
M cooler pipes nickel
X
M cooler brass
M cooler aluminium
M terminal boxes
enclosure iron
M terminal boxes
copperbars
M housing iron
M piping iron
X
X
X
X
X
X
M epoxy
M silver
TOT
(kg)
X
33339
Table 5. Insulation material for stator and rotor in the motor, displaying weights for different material fractions in the components.
The boxes with the same color to the left builds up the same component. Total weight is 337 kg.
POLYESTER
Material/component LAMINATE
AMIDE
PLASTIC
EPOXY
PAPER
ESTERPLASTICS LAMINATION
M rotor insulation
X
X
X
M stator insulation
M stator coils
insulation
X
X
X
X
POLYESTER
FLEECE
POLYESTER/GLASS
FIBRE
MICA-TAPE
X
X
X
X
X
TOT
337
4.6.2 Motor production
Data regarding energy use and water use at the production site in Västerås was obtained from an
energy audit report from 2018. The numbers from the energy audit report were split per produced
kg at the production site. In Table 6 the energy and water use are only stated for production of one
AMS900.
Table 6. Energy use for production of AMS900. Data taken from the operational part of the energy audit report 2018.
Energy source
Electricity
District heating
Diesel
Water
Amount
62
1
0.76
142.4
Unit
MWh
MWh
MWh
m3
37
4.6.3 Drive material fractions
All material fractions used for the drive are stated in Table 7. There were some fractions unstated
by ABB which make up approximately 30 kg. Total weight of the drive without the unstated
material is approximately 12840 kg.
Table 7. Material fractions of the drive. The different materials are stated in the name of the material/component. Weights are in
kg. The boxes with the same color to the left build up the same component. The weights are rounded to be simpler to read. The
total sum down below is the total of all weights except some material fractions which were undefined by ABB. These fractions
which are not included make up approximately 30 kg.
Material/Component
D housing aluminum
D housing copper
D housing paper
D housing plastic
D housing steel materials
D semiconductor aluminum
D semiconductor brass
D semiconductor ceramics
D semiconductor chromium
D semiconductor copper
D semiconductor epoxy resin
D semiconductor molybdenum
D semiconductor nickel
D semiconductor plastic
D semiconductor pcb
D semiconductor quartz/glass
D semiconductor seed oil
D semiconductor iron
D semiconductor silicon
D semiconductor silver
D semiconductor steel materials
D semiconductor tin solder
D semiconductor zinc
D cooling aluminum
D cooling plastic
D cooling steel materials
D cable copper
D cable aluminum
D cable plastic
D fastening aluminium
Weight (kg)
172
21
2
91
3690
447
144
67
1
615
28
32
2
1009
57
2
242
108
4
1
638
17
30
91
34
1745
2856
8
53
6
38
D fastening brass and bronze
D fastening copper
D fastening paper materials
D fastening plastic
D fastening steel materials
D insulator epoxy resin
D insulator paper materials
D insulator plastic
D insulator steel
TOT
55
2
2
138
223
48
2
144
13
12840
4.6.4 Drive production
The energy and water use at the production site in Turgi including the office was used for
calculating the use for making the ACS6000. The values are based on calculations made by
employees at ABB in Turgi. In Table 8 the energy sources used in the factory are displayed, the
exact amount is confidential.
Table 8. Energy at the production site in Turgi for production of ACS6000. These were based on the split of the energy by produced
kg drive. The values are from 2019.
Energy source
Electricity
District heating
Water
Amount
x
x
x
Unit
MWh
MWh
m3
4.7 Transportation
Transportation for the motor and drive are separate both regarding the suppliers and transportation
to the customer. The distances are categorized with “short”, “medium” or “long” instead of
distances in km since it is confidential information.
4.7.1 Motor
Transportation for the material components except specific insulation for the stator and rotor. The
origin of silver is not specified. Origin of terminal boxes copperbars was unknown and therefore
assumed to be the same as terminal boxes enclosure box. The whole motor is assumed to be sent
to an existing customer. The Table 9 is alike the Table 7 but differs for some components since
Table 7 shows the components divided into material fractions while Table 9 shows how the
components are transported.
39
Table 9. Displays all the transportation for the motor components except insulation for the motor. The ones with the same color
build up the same component, except the grey ones which are several different components but are not related to any other
components.
Material/component
M rotor shaft
M rotor winding
M rotor fans
M stator core
M Stator winding copper
M exciter winding stator &
rotor
M exciter iron core stator and
rotor
M exciter power electronics
M exciter cooling blocks
M terminal boxes enclosure
iron
M terminal boxes copperbars
M bearings
M cooler
M housing
M piping
M epoxy
M silver
M motor (whole)
Origin
X
X
X
X
X
Mode of
transport
Lorry
Lorry
Lorry
Lorry
Lorry
Distance
Short
Short
Short
Short
Short
Destination
Västerås
Västerås
Västerås
Västerås
Västerås
X
Lorry
Short
Västerås
X
X
X
Lorry
Air
Lorry
Short
Long
Short
Västerås
Västerås
Västerås
X
X
X
X
X
X
X
Västerås
Lorry
Lorry
Lorry
Lorry
Lorry
Lorry
Lorry
Lorry
Short
Short
Medium
Short
Medium
Short
Medium
Short
Västerås
Västerås
Västerås
Västerås
Västerås
Västerås
Västerås
Sweden
Information about the insulation material in the motor and its origin is collected from ABB and is
presented in Table 10. In most cases only the end-suppliers are known.
Table 10. Shows the type of insulation in the motor. The origin is confidential, mode of transport, transport distances and
destination are included.
Insulation
material
Polyester
laminate - rotor
Polyester
laminate - stator
and coil
Amide plastic
paper
Origin
Distance
Destination
X
Mode of
transport
Lorry
Medium
Västerås
X
Lorry
Medium
Västerås
X
Air
Long
Västerås
40
Ester plastics
Epoxy
lamination
Polyester fleece
Polyester/glass
fibre
Mica-tape
X
X
Lorry
Lorry
Medium
Medium
Västerås
Västerås
X
X
Lorry
Lorry
Short
Short
Västerås
Västerås
X
Lorry
Medium
Västerås
4.7.2 Drive
Transportation for the components in the drive can be seen in Table 11. Very general information
could be collected regarding the suppliers which resulted in the assumption of Romania, Bucharest
as origin in almost all cases.
Table 11. Transportation of drive components, The origin, mode of transport, distance and destination.
Type of
material
D cable (whole)
D cooling
(whole)
D fastening
(whole)
D housing
(Whole)
D insulator
(whole)
D
semiconductor
(whole)
Origin
Romania,
Bucharest
Romania,
Bucharest
Romania,
Bucharest
Romania,
Bucharest
Romania,
Bucharest
Romania,
Bucharest and
China, Beijing
Mode of
transport
Lorry
Distance (km)
Destination
1828
Turgi
Lorry
1828
Turgi
Lorry
1828
Turgi
Lorry
1828
Turgi
Lorry
1828
Turgi
Lorry and Air
4910 (2455 by
Lorry and
2455 by Air)
Turgi
4.8 Use phase
The motor and the drive have an impact on the efficiency which is assumed to result in an
efficiency of approximately 97 % and losses of 3 %. Total energy input and losses which are
used for the assessment can be seen in Table 12. These are based on the functional unit which is
as stated earlier: “to deliver an output of 20,4 MW, 24 hours a day, 365 days a year, for 20
years”.
Table 12. Total energy use during the lifecycle for the motor and drive combined. The losses are taken into account in the study.
Total energy input
3684618.557
Total losses
107222.4
Unit
MWh
41
4.9 End-of-life
The end-of-life scenario for the motor and drive is as stated earlier that Stena Recycling takes care
of the machines after their use phase. These data are based on information from Stena Recycling.
In Table 13 the energy sources used for the calculation can be seen but the values are confidential.
In Table 14 the energy use for melting metals are stated, the data from Stena Recycling is
confidential and therefore not written.
Table 13. Energy use for disposal of the motor and drive by Stena Recycling. Information taken from the Corporate Climate
accounting of Skänninge 2019. The energy use per kg managed material was multiplied by the weight of the motor and the same
procedure was done for the drive.
Energy source
Electricity
LPG
Fuel oil
Diesel
Amount
X
X
X
X
Unit
kWh/kg
kg/kg
kWh/kg
kWh/kg
Table 14. Energy use for the melting process of metals. Aluminum is managed by Stena recycling while the others are transported
to foundries and the values are assumed from the Bureau of International Recycling. The energy used is electricity except for
aluminum where liquid petroleum gas (LPG) and diesel are used as well.
Metal
Aluminum electricity
Aluminium LPG
Aluminium Diesel
Iron
Cast iron
El-steel
Copper
Brass
Nickel
Silver
Energy use
X
X
X
1.9
1.9
1.9
1.02
1.02
1.9
1.02
Unit
kWh/kg
kWh/kg
kWh/kg
kWh/kg
kWh/kg
kWh/kg
kWh/kg
kWh/kg
kWh/kg
kWh/kg
Source
Stena- Skänninge
Stena - Skänninge
Stena - Skänninge
Bureau of International Recycling
Bureau of International Recycling
Bureau of International Recycling
Bureau of International Recycling
Bureau of International Recycling
Bureau of International Recycling
Bureau of International Recycling
42
4.9.1 Motor
The following Table 15, shows data for the waste management of the motor. Some parts are
assumed to be recycled, incinerated or end up on landfill.
Table 15. Methods for waste management. Approximately 97% of the total material in the motor is recycled which only consists of
metals. 2 % of total materials are incinerated which consists of plastics, chemicals and ceramics. 1% of total material end up on
landfill which consists of metals, plastics, chemicals and ceramics.
Method
Recycling
Incineration
Landfill
Material
Metals
Plastics, chemicals, ceramics
Metals, plastics, chemicals,
ceramics
Percentage
97 %
2%
1%
4.9.2 Drive
The following table, Table 16, shows data for the waste management of the drive. Some parts are
assumed to be recycled, incinerated or end up on landfill. The assumption is based on
information from Stena Recycling regarding their standard waste management of materials 11.
Table 16. Methods for waste management. Approximately 77.5 of the total material in the drive is recycled which consists of the
metals aluminum, steel and copper. 16 % of total material is incinerated which consists of plastics, chemicals, ceramics and oils.
6.5 % of total material end up on landfill which consists of metals, plastics, chemicals and ceramics.
Method
Recycling
Incineration
Material
Aluminum, steel and copper
Plastics, chemicals, ceramics
and oils
Metals, plastics, chemicals,
ceramics and oils
Landfill
Percentage
77.5 %
16 %
6.5 %
4.10 Sensitivity analysis
Information regarding the transportation of the motor and drive to Australia in the sensitivity
analysis can be seen in Table 17.
Table 17. Transportation of motor and drive to Australia. Scenario considered for the sensitivity analysis.
Component
Origin
Motor
Drive
Västerås
Switzerland,
Turgi
11
Mode of
transport
Air
Air
Distance (km) Destination
15700
16530
Australia, Canberra
Australia, Canberra
Pär Håkansson, Business Area Manager, Stena Recycling, contact by email 12th November 2020.
43
5 Results and analysis
The following chapter answers the research questions, one at a time. The Life Cycle Impact
Assessment is included in the first research question.
5.1 RQ1: What is the life cycle environmental impact?
The climate impact of the AMS900 and ACS6000 is presented in Figure 9 by showing the climate
impact in kg CO2 eq for the motor and drive during the whole life cycle. The relevant
environmental impact categories beyond climate change are also presented for the whole life cycle
of these machines, in Figure 10. The climate impact is also presented for the components of both
the motor and drive separately, in Figure 11 and Figure 13.
The impact category studied is Global Warming, i.e. CO 2 eq for the electric motor during the whole
life cycle, also known as climate impact. All components and processes are included in Figure 9.
The size of the arrows indicates the amount of impact each component, material or process
contribute with. The red arrows displays the emitted CO2 eq and the green arrows displays the CO2
eq which are avoided as a result of the waste scenario, in this case recycling. The recycling of
materials decreases the CO2 eq since extraction of new raw material is avoided. There are more
materials and processes involved in the system but they cannot be seen here since an automatic
cut-off is used in SimaPro. The major contributors are displayed and the materials and processes
with smaller contribution are not displayed.
The total amount of climate impact during the whole life cycle is 4.38•106 kg CO2 eq which can
be seen in Figure 9, the use phase (electricity) contributes with 98.6 %. The biggest contributor is
the use phase, followed by the motor and lastly the drive. It can also be seen that the waste scenario
impacts the results quite a lot since it decreases the CO2 eq of the motor with 6.11•104 kg. This
reduces the contribution of the motor which means that the drive has a bigger contribution in total.
The waste scenario for the drive is included in “Drive (whole)”. Important to consider is that the
amount of recycled metals differs for these machines, more metals are recycled for the motor than
the drive. The order of magnitude is as follows: use phase 4.32•106 kg CO2 eq, the drive 5.11•104
kg CO2 eq, the motor 1.24•104 kg CO2 eq (with the waste scenario included). This implies that
recycling has a big impact on the results. The big contribution from the use phase aligns with
results from earlier studies where the use phase contributed with 97.9-98.5 % of total impact
depending on the motor type (Rassolkin et al., 2016). Considering the lifetime of 15 years in the
study by Rassolkin et al. (2016), it seems reasonable that the use phase is even bigger in this study
where the lifetime is 20 years and with higher output.
44
5.1.1 LCA results of complete life cycle of motor and drive, 20 years, in
Sweden
Figure 9. The network displays the components of both the motor and drive during the whole life cycle as well the use phase
contribution of CO2 emissions when the motor and drive are used in Sweden for 20 years. The waste scenario is also included.
45
The highest normalized values of impact categories can be seen in Figure 10. The method used is
ILCD since the one (ReCiPe) used for the other analyses lacked the fucntion of normalization of
the values. The most relevant ones are in descending order ionizing radiation, human toxicity (both
non-cancer effects and cancer effects) and freshwater ecotoxicity. It means that the life cycle of
the motor and drive contributes the most to these impact categories. It can also bee seen in Figure
10 that the use phase (electricity) has the highest values in all these relevant impact categories. In
Appendix 1 it can also be seen that the use phase contributes with most impact for all other impact
categories as well. Compared to earlier studies the ionizing radiation was a big contributor there
as well. This is probably an effect of the nuclear power used for the electricity generation
(Statistiska Centralbyrån, 2020). The climate change impact is relatively low compared to the
results of earlier studies. In the study made by Auer and Meincke (2018), the type of electricity
mix used is an average of Europe, which is based on more fossil fuels than the electricity in
Sweden. This might be the reason the climate change impact is more relevant in their study.
However, since ionizing radiation has a high value, the other categories also look quite small which
might give a twisted picture of reality.
Figure 10. The highest normalized values of impact categories for the motor and drive combined during the life cycle. The light
green color displays the electricity, darker green the motor, orange the waste scenario of the motor and the yellow displays the
drive.
46
5.1.2 LCA results excluding the use phase and waste scenario
The following chapter shows the impact of the components of the motor and drive separately in
kg CO2 eq and in percent.
5.1.2.1 Motor components
Figure 11 displays the climate impact excluding the use phase and waste scenario. In the figure it
can be seen that the total contribution of the motor components is 7.35•104 kg CO2 eq. The stator
contributes the most, 3.17•104 kg CO2 eq followed by the rotor with 2.18•104 kg CO2 eq and the
housing with 9.33•103 kg CO2 eq. The network is bigger in reality but an automatic cut-off is used
which focuses on the major contributors. In Figure 12 all the motor components can be seen but
with the components split by percentages of total climate impact.
Figure 11. The network shows the climate impact for the components building up the motor in kg CO2 eq of total climate impact.
The production of the components including raw material extraction and transportation is included here. The blue boxes are used
to hide the weight of the material.
47
In Figure 12 it can be seen that the greatest contributor of climate impact is the stator (43 %)
followed by the rotor (30 %) and housing (13 %), etc. Since the stator contains a lot of iron and
copper and also weights the most, it is not very surprising. The rotor, which is another big
component, weights a bit less. According to SimaPro, production of iron has a bigger climate
impact than production of electrical steel. However, transportation of the components differs
slightly, all components of the rotor are from short distances except one which originates a bit
further away. For the stator, all components are from short distances.
Figure 12. The motor components contribution to climate impact in kg CO2 eq including all motor components. The part called
“other” is transportation of the motor and energy in the factory in Västerås.
5.1.2.2 Drive components
The climate impact for the components of the drive without use phase and waste scenario is shown
in Figure 13. The drive components have an impact of total 6.83•104 kg CO2 eq. In the figure it
can be seen that the semiconductor contributes the most, 3.43•104 kg CO2 eq followed by housing
with 1.46 •104 kg CO2 eq and cooling with 7.03•103 kg CO2 eq. Processes which have a big
contribution of CO2 eq are transportation by aircraft and aluminum production. The components
divided by percentages of total impact can be seen in Figure 14. This network is also bigger in
reality, but an automatic cut-off is used which focuses on the major contributors.
48
Figure 13. The network shows the climate impact for the components building up the drive. The use phase and end-of-life phase
are not included here.
In Figure 14 it can be seen that the greatest contributor of climate impact is the semiconductor (50
%) followed by housing (21 %) and cooling (11 %). The semiconductor contains many different
materials and constitute a big part of the drive, which contributes to the major climate impact.
49
Figure 14. The drive components contribution to climate impact in kg CO2 eq. The part called “other” is transportation of the
drive and energy in the factory in Turgi.
5.1.3 Sensitivity analysis
Two sensitivity analyses were made and the emitted kg CO2 eq was compared to the base-case.
5.1.3.1 Sensitivity analysis 1
This sensitivity analysis is based on the Value-corrected substitution method where the equations
in 3.5.5 LCAs and recycling were used. As earlier stated, this means that environmental impact is
allocated to the recycled materials based on the price variations for virgin material and recycled
material. If the price of virgin material is high compared to the price of recycled material, more
environmental impact will be allocated to the studied product system. See the climate impact in
Figure 15. The sensitivity analysis shows that changing the allocation of environmental impact
lowers the total climate impact from 4.38•106 kg CO2 eq (in the base-case scenario in Figure 9 )
to 4.37•106 kg CO2 eq. Since the use phase is the biggest contributor the results do not change very
much. Looking at the climate impact of the components of the motor and drive without the use
phase and comparing it to the base-case scenario it shows a difference of 1.4•104 kg CO2 eq. This
means that the climate impact decreases with approximately 22 % when allocating the
environmental impact to the recycled materials and the next product systems. This indicates that
allocation of environmental impact can make a big difference for the components of the motor and
drive since a lot of metals are recycled with maintained quality. It does however not impact the
overall results very much since the use phase is not impacted by this change.
50
Figure 15. Motor and drive used in Sweden for 20 years, like the base-case scenario but with allocation of environmental impact
to the recycled material according to the value-corrected substitution method.
51
5.1.3.2 Sensitivity analysis 2
The location of the use phase for the motor and drive was changed to Australia instead of the
original scenario in Sweden. Australia was chosen since it is one of the countries where this type
of motor is used today and since the Australian electricity mix differs a lot from the Swedish mix
regarding fossil fuels. The analysis showed that the climate impact would change from 4.37•106
kg CO2 eq to 1.08•108 kg CO2 eq, which is an increase of approximately 96 % of the kg CO2 eq if
the machines would be used in Australia. This implies that the location of the motor and drive can
have a big impact on the environment depending on how the energy is supplied in the specific
country. In this scenario the same end-of-life scenario is considered as the base case since the endof-life scenario in Australia is unknown. A changed waste scenario is not considered to have major
impact on the results. The transportation of the machines to Australia is included in the analysis.
See the sensitivity analysis in
Figure 16. Comparison of the use phase in Australia to the base-case with the use phase in Sweden.
52
5.2 RQ2: What is the impact of a circular business model?
With the interviews and literature study taken into account, several potential impacts on material
and energy flows for the life cycle of the motor could be identified. Table 18 shows a summary of
which measures might be realized if a circular business model would be implemented at ABB and
their potential impacts. For the circular business model, as stated in 4.3, these aspects were
considered: ABB sells the motor as a function/service instead of a product, for example kWh or
per use and ABB have responsibility for the motor throughout the whole life cycle. Only measures
which could impact energy and material flows are presented. The measures are categorized by
which phase or phases they primarily impact through changed material or/and energy flows. Some
measures were identified as impactful measures based on the number of interviewees mentioning
them and their potential impact. Information about the measures and how they could work in a
context at ABB are firstly presented.
5.2.1 Use of more robust materials
According to The Professor in CE and Remanufacturing at LiU using more robust materials in
manufacturing could impact the rest of the life cycle of the machine since the motor could last
longer. However, the environmental impact from the more robust materials which would need to
be extracted instead would need evaluation. There are several factors impacting the motors during
the use phase which can cause them to stop working. The ABB Business Developer mentioned
thermical, electrical, mechanical and the surrounding as factors tearing on the motor. Using
materials which for example are resistant to chlorides in the air and temperature variations could
make the motor live longer. It would decrease the need to repair and the use of raw materials since
the flow of new motors would not be as fast. But could as well increase environmental impact
depending on what robust materials would be extracted.
5.2.2 Responsible for recycling
Recycling might not be the best measure regarding circular economy since it is the last principle
of the three and reducing and reusing should be considered first. However, if ABB would take care
of the motors after their use phase they could prevent extraction of raw material by recycling
properly. According to The Site Manager at ABB Service Center it could open up for the possibility
to make a judgement regarding if the machine should be disposed or if it could be repaired or
refurbished. If it cannot be repaired or refurbished, it could be recycled. The Site Manager at ABB
Service Center also thinks that most motors in their end-of-life phase ends up somewhere else than
at an ABB service center where the motor could be taken cared of.
5.2.3 Enhanced motor efficiency
The amount of money needed to improve the efficiency of the motor might not be possible to
invest in for ABB today. The ABB Global Product Manager mentioned that customers are
probably not interested in paying more for the motor as a product. If the motor on the other hand
would be sold as a function/service instead of a product, it might be possible to make investments
and enhance the efficiency with approximately 0.2 - 0.3 percentage points. If the efficiency would
be enhanced with 0.3 percentage points it could contribute with a reduction of climate impact with
approximately 10 %. This measure is therefore seen an impactful measure which would have a big
impact if implemented. The function/service could be paid monthly which would save the
53
customers use of CapEX. An improvement of the efficiency could have a huge impact on the
energy use during the use phase of the motor. Especially if the motor would be used in a country
where the electricity mix is mainly based on fossil fuels.
5.2.4 Reduced need for spare parts
If ABB would be responsible for the motors during their lifecycles, it would include ABB taking
care of the motors and maintenance. ABB could provide service and preventive maintenance when
needed. Mentioned by The Professor in CE and Remanufacturing at LiU, this could reduce the
need of spare parts for the customers since ABB could be responsible for the storage of spare parts.
The ABB Business Developer also said that it would be beneficial for customers since they could
use their CapEx for other things. Instead of having customers storing spare parts they might need
some time in the future, ABB can have a storage for many customers instead. This could reduce
the use of virgin material.
5.2.5 Digital surveillance system
If ABB would make measurements of the motors, they could provide suggestions for
improvements for the customer such as what load to use and which motor would fit best for the
planned application. Mentioned by the ABB Business Developer, a digital surveillance system
could be used which could detect faults in time. This could prolong the life span of the motor,
since it can be maintained when needed. This would in turn prevent extraction of virgin material.
Also, with a digital system which would read of the optimal load, the energy use could be
decreased.
5.2.6 Design for refurbishment and recycling
Designing for circularity through refurbishment and recycling could facilitate the change of parts
of the motor, increase the motor’s life span and contribute to a better recycling of materials. For
example, if the windings would be easy to remove and replace, it could be done more often and
with better results. If the motor would be designed for refurbishment, it might be easier to exchange
them and other parts as well. According to The ABB Innovation Champion, most failures of these
kind of motors originates from the windings, approximately 60 %. The Site Manager at ABB
Service Center mentions that by rewinding after failure, the motors could continue working for
maybe 10 years or often more (depending on the environment) with the same efficiency. This
could have a positive impact on the environment since it prevents production of new motors and
extraction of raw material. There are some materials needed for the rewinding of an AMS900, for
example one part of the stator needs to be exchanged and new copper wires are needed for the
winding. But most components can be reused. A reduction of materials which are difficult to
recycle, such as plastics, should also be sought (Orlova et al., 2016). This measure is seen as an
impactful measure since it was mentioned by several interviewees and it encourages reuse. The
rewinding could also be done on many motors, since failure in the windings is quite common.
5.2.7 Change of application after use
There are examples in the machine industry where a machine is used for a certain application and
later exchanged to another where the application might be less demanding. The Professor in CE,
Ecodesign and PSS at LiU mentioned that Toyota Material Handling are doing this with their
54
forklifts. They lease the forklifts to the customer, and when the leasing agreement ends, the
customer decides if they want to prolong it or change forklifts. If they want to change forklifts, the
old ones are taken back to Toyota and they can lease them to customers for a reduced price and
for other applications. This means that the need for new material and new products is reduced.
ABB could implement this with their own motors, if a customer is not in need of the motor
anymore and might want to upgrade, the old one could be used for another purpose. It might need
some refurbishing and could thereafter be sold to another customer for a reduced price. However,
since ABB’s motors are customized and site specific there might be some difficulties with
changing of application. Today ABB sometimes replace competitors motors, according to The
ABB Innovation Champion. He means that it should not be too difficult to use their own old motors
and refurbish them for another application at another customer’s site. The ABB Business Developer
also sees a change of application as a good business for the environment, the customer and ABB.
This measure is also seen as an impactful measure since it was mentioned by many interviewees
and could be done in most cases, it also encourages reuse.
5.2.8 Knowledge of material fractions
If a circular business model would be implemented, knowledge of the material fractions in the
motor would be of importance, which was mentioned by The ABB Innovation Champion during
the interview. This information could be used for the recycling companies, for their knowledge of
how to take care of the motor and what chemicals which might be dangerous to incinerate. This
information could also help ABB to conduct LCAs in the future more efficiently. This could
improve the recycling rate and downcycling of materials could be avoided, which results in less
raw material needed to be extracted.
5.2.9 Partnerships
With a circular thinking, different functions could be integrated. For example, recycling and
refurbishing could have a closer contact and be closer located. ABB would probably need to make
new partnerships with companies in these fields. The ABB Innovation Champion thinks that new
partnerships are necessary for keeping a circular approach throughout the supply chain. It would
be demanding to take on all management of the motors by themselves. Partnerships could
contribute to shorter transportation distances and spark new ideas amongst different businesses.
Table 18. Identified measures from the interviews with the literature study taken into account, which phase/phases they mainly
impact and their impacts on the energy and material flows. The ones marked with a * were identified as impactful measures.
Measure
Use of more
robust materials
Impact of
Impact
phase/phases
Manufacturing Decreased use of
material for
manufacturing since
the motor would last
longer. Could increase
impact due to
extraction of other
kind of raw materials.
Comment
The motor might last longer
which would decrease the use of
materials even more.
55
Recycling
Manufacturing Decreased use of raw
material.
Enhanced motor
efficiency*
Use phase
Reduced need for Use phase
spare parts
Decreased need for
electricity in the use
phase.
Decreased use of
material in the use
phase.
Decreased use of
electricity.
Digital
surveillance
system*
Use phase
Design for
refurbishment
and recycling*
Manufacturing Decreased use of raw
material, motors
would last longer.
Change of
application after
use
Manufacturing Decreased use of raw
material, motors
would be used again.
Knowledge of
material
fractions
End-of-life
Partnerships
Transportation Decreased
transportation
distances, decreased
use of fuel
Decreased use of raw
material.
If ABB would be responsible for
the motor during the whole
lifecycle it would include taking
care of them after they are used.
This would probably lead to
more motors being recycled
properly.
It would be beneficial for both
the customer and ABB to
improve the efficiency since the
customer would pay per use of
kWh.
The customer would not need
spare parts since ABB could
provide them.
If ABB would continuously
follow up on the product during
its life cycle, ABB could suggest
improvements based on the load
and use of the machine.
If the motors would be designed
to make it easier to exchange
damaged parts, it could
contribute with a longer life
time. For example rewinding the
motor.
In some cases a motor might not
be appropriate to use for the
required application anymore. It
could in this case be used for
another application instead.
Implementation of a circular
business model could require
more information about what is
included in the motor. This
could make the recycling easier
and the conducting of future
LCAs.
By thinking more circular
different functions could be
more integrated through
partnerships. For example a
closer contact between
refurbishment and recycling
which would decrease the
distances.
56
6 Discussion
Since no extensive LCAs of large electric motors and drives have been found, this thesis work can
fill a gap and contribute with new knowledge in this area. Several interesting results and topics to
discuss have arisen during the master thesis work. The following chapter evaluates the method
used and the results and ends with some general discussion.
6.1 Discussion of the method
Doing a life cycle assessment is considered to be a suitable way to assess the environmental impact
of the motor and drive. As mentioned by Curran (2016) LCA is beneficial to get the full picture of
the impacts and find the best solutions for improvements. It is a good way to get an overview of
the environmental impact and not to simply focus on one phase or process of the life cycle.
An assessment of the motor and drive is not an assessment of an entire electric motor system. This
can be seen as a disadvantage because analyzing the whole electric motor system could have given
a more realistic picture of the impact since the components would be in a context. However, such
an analysis demands a more extensive LCA and is outside the scope of this master thesis. This
work focuses on identifying the environmental impact and hotspots, as well how a circular business
model could impact the energy and material flows. It does not include a quantification of the
potential flows impacted by a circular business model. There are some uncertainties regarding the
end-of-life management of the motor and how to take recycling into account, therefore a sensitivity
analysis was made to put it in some perspective.
SimaPro is used for the study and many assumptions were made while conducting the LCA. The
data in the database Ecoinvent is based on generic data. There are some uncertainties regarding
this data since there is not data for every material and process in every country, which in some
cases resulted in the use of data from other locations. Another uncertainty is the time aspect, many
datasets in Ecoinvent are relatively old, from 2012, and are not updated often. When global datasets
are used, they are often used from one of the existing regional datasets (Weidema et al., 2013).
This can of course impact the results, since the sets are not average values but only based on one
case. As stated earlier, LCAs do not take into account the future impact or factors that might
change. For example when calculating the environmental impact from the motor and drive, the
LCA tool does not adjust the impact by looking at future scenarios if for instance only renewable
resources would be used for the electricity in the future. However, the assumptions made would
not change the fact that the use phase is dominant regarding climate impact.
Regarding the impacts from the circular business model, more people could have been interviewed
which might contribute to a better understanding and more measures in this area. For example
people from other businesses which have already implemented a circular business model. This
could contribute with an understanding of how such a model could impact the material and energy
flows of products. More detailed and qualitative interviews were prioritized instead, which is
considered appropriate to fulfill the purpose. The impact on energy and material flows was also
57
discussed during the interviews. These impacts are potential impacts, not certain impacts. It is
possible that there are more impacts which have been neglected.
It is difficult to evaluate the accuracy of the work. The author of the thesis has little previous
knowledge of the electric motor industry and ABB as a company. The information which has been
obtained through documents, emails, interviews, etc. have therefore been difficult to evaluate. It is
possible that aspects have been neglected due to lack of knowledge, such as a process in the
production phase. The fact that the life cycle of the motor and drive involves many steps and
different key players in the supply chain has also complicated the work. All information was
obtained through many different people. The author searched for competent people in each phase
of the motor and drive’s lifecycles and checked several sources against each other when possible
to get reliable data.
6.2 Discussion of the results
It is clear that the use phase of these large machines is important to take into account when
considering their environmental impact. It might not be the phase that manufacturing companies
like ABB think that they can influence a lot, but there is a lot that could be done. By studying
research question two and the results regarding measures and impacts, one can see that there are
possibilities of enhancing the efficiency of the motor and decrease the electricity use. Since the
motor is used for at least 20 years, improving the efficiency has a great impact on the overall
environmental impact. By looking at the sensitivity analyses, it is obvious that the country where
the motor and drive are operated has a big impact on the climate. The use phase in Australia
resulted in 96 % larger climate impact than having the use phase in Sweden. It is of course difficult
for a company like ABB to impact the electricity mix used in these countries, therefore the author
thinks the best thing ABB could do is to focus on enhancing the efficiency of these machines in
the design phase. This could minimize the use of “bad” electricity in many countries. An
implementation of a circular business model could also prevent the use of electricity generated
from fossil fuels. ABB would be responsible for the motor throughout the life cycle and could
make sure that motors with low efficiencies does not end up on a secondhand market. Instead they
could refurbish them to make sure they run smoothly in accordance with the customers wishes.
Based on the results, the recycling of materials can have a big impact when looking at the
components. Regarding the motor, recycling the material in the rotor has a great impact. Since it
is mainly made of metals, there is a great potential of recycling without a loss of quality. This
should also be taken into consideration when looking at a circular business model. The results
from the interviews showed that there are several possible benefits which could occur if a circular
business model would be implemented. For example, an improved efficiency of the motor could
be one effect, greatly improving the use phase. As mentioned by Lindahl et al. (2010) another
benefit with having responsibility of their products throughout the life cycle is that they could
change their focus from cheap manufacturing to get a competitive price for the customer to
products which are robust and last longer. This could reduce the use of virgin material and
encourage refurbishment and recycling. Implementing a circular business model could also
facilitate new partnerships and give inspiration to other businesses to embrace the circularity
approach. However, the author thinks it is important to consider that it would be difficult for ABB
58
to manage the whole supply chain of the motor, partnerships are important in this case where
businesses with expertise in their own areas can focus on their core business. For example, they
have a collaboration with Stena Recycling today for their LV motors. This collaboration could
possibly be developed and involve MV motors as well.
In accordance with the study made by Lindahl et al (2010) the results of this Master thesis actively
demonstrates that a circular business model puts more focus on the latter phases, use phase and
end-of-life phase. For example, many of the interviewees mentioned a change of application after
use as well refurbishment and recycling. When changing the focus from the manufacturing phase
to all phases of the life cycle a lot changes for the manufacturing company and regarding the
material and energy flows, there seem to be many benefits with such a model as stated in the results
section.
This scope of this study did not leave room for calculating the magnitude of the potential impacts
of a circular business model at ABB. However, the author can make some assumptions and
recommendations based on the results. An improved efficiency of the motor would have a great
effect on the climate impact, since the use phase is a big contributor of the impact and especially
in countries where more fossil fuels are used. The climate impact could be decreased with 10 % if
the efficiency would be enhanced with 0.3 percentage point for the studied case with use phase in
Sweden. This also aligns with the first principle of circular economy, to reduce the energy use.
Design for refurbishment and recycling was also mentioned as an important measure by the
interviewees. Since the biggest possibility to reduce environmental impact is in the design phase,
this could be an impactful measure (Lindahl et al., 2010). It could prevent production of raw
material and also facilitate change of windings which is the most common problem regarding
motor failures of this kind. This aligns with the second and third principle of circular economy, to
reuse and recycle. Another interesting possibility is changing the application after use, which was
mentioned by many of the interviewees. This could demand some refurbishing but would not
require a lot of raw material extraction. This aligns with the second principle of circular economy,
to reuse. If there are ways the stator and rotor could be reused, it would decrease the impact from
the motor a lot.
These results cover the environmental impact of a synchronous MV motor and a drive. There are
many other types of electric motors as mentioned in the theory section, like induction motors.
Some parts of the results could be applied to these kind of motors as well. Regarding the circular
business model, some measures and impacts are quite general and could be applied for other
electric motors as well.
This study did not investigate the economic factors of implementing a circular business model at
ABB. However, the author can give some indication of the potential benefits. First of all, ABB as
a company could have control of the motor during its whole life cycle, this could prevent other
competitors from engaging with the customer and doing service on the machine during its lifetime.
Another benefit for this kind of circular business model is that selling the motor as a function or
service would let the customer pay for the function/service monthly. Businesses return of assets
(ROA) is decreasing which means that investments does not pay off as good as they did before
(Hagel et al., 2013). This could make more customers willing to buy a function/service instead of
59
a product since it is not a big onetime cost. An important aspect mentioned by the ABB Business
Developer during the interview about circular business models is that products which businesses
buy today are considered outdated faster than during the 1960s-1970s. This creates opportunities
for new business models. The technical development was much slower than it is today, therefore
customers can gain of circular business models where they can buy a function/service which they
can upgrade after a certain time. Applying a circular business model would also mean to enter a
new market which could decrease the number of competitors. Of course, there are also benefits
connected to the end-of-life phase of the motor. When the motor has reached its end-of-life phase,
ABB can take care of it and change the application to sell it once again to another customer for a
reduced price. Also, there is value in the recycled materials, if the recycling is done properly. Those
materials could be used in new products. Last but not least, the responsibility this kind of business
model would mean for ABB could make customers more interested in buying. Today, many
customers and investors focuses on how businesses work with environmental sustainability.
Businesses might consider prioritizing LCAs to discover their own environmental hot spots. For
best result, businesses should prioritize conducting LCAs in the early design stage since it opens
up for the biggest possibilities to make adjustments. However, LCAs contain many assumptions
and simplifications which bring uncertainties. It is important to consider that specific results of the
LCA should not be used for decision making, but the results can be used as an indication of where
the impact is the greatest.
6.3 General discussion
Global companies are often divided into many different divisions and departments. This
complicates the collaboration and system perspective of products and solutions throughout the
supply chain. By doing an LCA, it is possible to get a wider perspective and see what opportunities
are possible to pursue among the divisions. Collaboration and system perspective are important
factors for circular economy. If system perspectives are not used in companies, important solutions
can get unnoticed. For example the Walkman was invented by a Japanese consumer electronics
company in the 1980s and without noticing, they owned all technology that could have made the
company the inventor of the iPod (PA Consulting, 2017). Due to the different components were
owned by different business units, there was no holistic view or idea of what they were capable of.
Another factor which can influence the environmental impact of these machines are policies and
regulations. There might be more policies and regulations in the area of circularity in the future. If
companies are prepared for this change, it would benefit them a lot and give them an advantage
against competitors.
Research question two was studied with the perspective of what ABB can accomplish and
influence with a circular business model. However, it is also important to consider other factors
that can impact the environment during the life cycle of a motor. An important insight from the
earlier mentioned study by Paramanova and Thollander (2014) is that there is a lot that can be done
outside the electric motor system, improving energy management for example. In the study they
concluded that approximately 35 % of total savings can be achieved in the extended motor system
which consists of measures related to energy management and operative actions. With energy
management they can for example plan and manage what kind of motor they should upgrade to
60
when the old one is finished, instead of hastily buying a new one of the same kind they had before 12.
The author of this thesis thinks that customers have a big responsibility as well, when it comes to
taking measures for decreased environmental impact and putting pressure on businesses to
improve environmental sustainability.
12
Patrik Thollander, Professor at Linköping university in energy systems, Teams call 26 th November 2020.
61
7 Conclusion
From the findings presented in this report, some conclusions can be drawn. The use phase accounts
for the biggest share of environmental impact with highest values in all environmental impact
categories. The most relevant environmental impact categories are Ionizing radiation, Human
toxicity (both non-cancer effects and cancer effects) and Freshwater ecotoxicity. The climate
impact generated from the motor and drive during their life cycle is 4.37•106 kg CO2 eq. Regarding
climate impact, the use phase contribute with almost 99 % of the total climate impact generated
from the motor and drive. This aligns well with earlier studies where the use phase also contributed
with a lot, approximately 98 %. The country of operation has a great impact on the environment
due to the electricity mix used in the country. Looking beyond the use phase, important
components of the motor contributing with a big part of climate impact are the rotor, stator and
housing representing 38 %, 30 % and 16 % respectively. For the drive important components are
the semiconductor, housing and cable representing 58 %, 14 % and 11 % respectively of the total
climate impact from the drive components. There are several ways to decrease the environmental
impact, implementation of a circular business model could bring many benefits.
It can be concluded that a circular business model could bring benefits on material and energy
flows such as reduced energy use in the use phase, decreased use of raw material in production
and reduced use of fuel for transportation. Some important measures identified in this study which
might be implemented if a circular business model would be adapted at ABB are enhanced
efficiency of the motor, change of application after use phase and design for refurbishment and
recycling.
LCAs are beneficial for businesses to understand the environmental impact from their products
and to know where to put focus on improvements. However, the results of such analysis must be
used with care since many assumptions are made. The results can be used as an indication of what
contributes to the biggest amount of environmental impact and where measures might have the
greatest impact. System perspective and collaboration between divisions in businesses is important
for understanding the environmental impact, to conduct LCAs and to be able to make
improvements.
62
8 Further studies
Several interesting topics have arisen during the thesis work. In this thesis only the motor and drive
are included in the LCA. It would however be interesting to see what the impact on the
environment of the whole system from power outlet to application would be. To get the full picture,
measurements at customer’s sites would be required. This would give information about for
example the use, load and application. These measurements could also be used for a comparison
of motors without drives to motors with drives. This could potentially show how much energy
could be saved and how much emissions which could be prevented with the implementation of a
drive. The comparison could be done in SimaPro. Studying the potential of refurbishment and
recycling and its impact on the environment would also be of interest. If results would show that
it would be more beneficial to refurbish and recycle instead of buying a new motor, it could be
motivation for industries to prioritize it more.
Since this work focused on the climate change impact, the other environmental impact categories
were not studied as thoroughly. Based on the results from the analysis where the normalized values
were studied, there are important environmental impact categories besides climate change which
would be interesting to study.
One topic which is mentioned in the beginning are the non-existing regulations and directives for
the larger machines. This is something which have been identified as a driving force for improved
environmental impact amongst employees at ABB. If there would be more strict regulations,
companies would need to take action and work on their environmental impact. Which regulations
that would motivate companies without impacting them negatively financially would be interesting
to study.
Another interesting field is circular economy and circular business models. Many companies are
looking into this nowadays and there is a lot that can be done. For this thesis the circular business
model was more general than specific. Therefore, a study of a more specific circular business
model and the method for implementation would bring insights. This thesis did not cover the
economic benefits for such a model, looking into that could give incentives for businesses to start
working with circular business models. Costs are often related to environmental impact through
material use and energy use. Showing the economic benefits could be a way to address the
environmental impact. Last but not least, to understand the effects of circular business models it
would be interesting to study how other companies have implemented such models and what it
resulted in.
63
References
ABB (2020a) ABB synchronous motors. Available at: https://new.abb.com/motorsgenerators/synchronous-motors (Accessed: 19 August 2020).
ABB (2020b) Motors and Generators. Available at: https://new.abb.com/motors-generators
(Accessed: 1 September 2020).
ABB (2020c) Preventive Maintenance Schedule ACS6000. Available at:
http://new.abb.com/drives/medium-voltage-ac-drives (Accessed: 5 November 2020).
Allacker, K., Mathieux, F., Manfredi, S., Pelletier, N., De Camillis, C., Ardente, F. and Pant, R.
(2014) ‘Allocation solutions for secondary material production and end of life recovery:
Proposals for product policy initiatives’, Resources, Conservation and Recycling, 88, pp. 1–12.
doi: 10.1016/j.resconrec.2014.03.016.
de Almeida, A. T., Ferreira, F. J. T. E. and Both, D. (2005) ‘Technical and economical
considerations in the application of variable-speed drives with electric motor systems’, IEEE
Transactions on Industry Applications, 41(1), pp. 188–199. doi: 10.1109/TIA.2004.841022.
Auer, J. and Meincke, A. (2018) ‘Comparative life cycle assessment of electric motors with
different efficiency classes: a deep dive into the trade-offs between the life cycle stages in
ecodesign context’, International Journal of Life Cycle Assessment, 23(8), pp. 1590–1608. doi:
10.1007/s11367-017-1378-8.
Australian Government (2021) Australian Energy Statistics, Table O Electricity generation by
fuel type 2017-18 and 2018 | energy.gov.au. Available at:
https://www.energy.gov.au/publications/australian-energy-statistics-table-o-electricitygeneration-fuel-type-2017-18-and-2018 (Accessed: 11 January 2021).
Autsou, S., Saroka, V., Karpovich, D., Rassolkin, A., Gevorkov, L., Vaimann, T., Kallaste, A.
and Belahcen, A. (2018) ‘Comparative study of field-oriented control model in application for
induction and synchronous reluctance motors for life-cycle analysis’, in 2018 25th International
Workshop on Electric Drives: Optimization in Control of Electric Drives, IWED 2018 Proceedings. Institute of Electrical and Electronics Engineers Inc., pp. 1–5. doi:
10.1109/IWED.2018.8321371.
Ayyappan, G. ., Narayanan K, N., Raghavan M, R., Pandi, V. R., T.S, A. and Babu, B. R. (2019)
Electrical Motor Maintenance Techniques and Life Cycle Assessment- A Review with Case
Studies. IEEE.
Bambiso, S. and Kusakana, K. (2018) ‘Life Cycle Cost Comparison between Motors Equipped
with Variable Speed Drives and Dampers for Pumps and Fans’, in 2018 IEEE PES/IAS
PowerAfrica, PowerAfrica 2018. Institute of Electrical and Electronics Engineers Inc., pp. 931–
936. doi: 10.1109/PowerAfrica.2018.8521165.
Baumann, H. and Tillman, A.-M. (2004) The hitchhiker’s guide to LCA : an orientation in life
cycle assessment methodology and application. Available at:
https://eds.b.ebscohost.com/eds/detail/detail?vid=1&sid=0ca0f072-c341-4d11-b190881fad77e2ef%40pdc-v-
64
sessmgr06&bdata=JnNpdGU9ZWRzLWxpdmUmc2NvcGU9c2l0ZQ%3D%3D#AN=lkp.38365
6&db=cat00115a (Accessed: 20 November 2020).
Boughanmi, W., Manata, J. P., Roger, D., Jacq, T. and Streiff, F. (2012) ‘Life cycle assessment
of a three-phase electrical machine in continuous operation’, IET Electric Power Applications,
6(5), pp. 277–285. doi: 10.1049/iet-epa.2011.0219.
Brindley, K. (2011) ‘Soldering’, in Starting Electronics. Elsevier, pp. 205–257. doi:
10.1016/B978-0-08-096992-3.00012-3.
British Pump Manufacturer Association (2016) ‘The rise of the electric motor’, World Pumps,
2016(4), pp. 28–30. doi: 10.1016/s0262-1762(16)30133-x.
Bureau of International Recycling (BIR) (2016) Report on the Environmental Benefits of
Recycling, October. Available at:
http://www.thenbs.com/topics/DesignSpecification/articles/benefitsMasterSpecifications.asp.
Burt, C. M., Piao, X., Gaudi, F., Busch, B. and Taufik, N. N. (2008) ‘Electric motor efficiency
under variable frequencies and loads’, Journal of Irrigation and Drainage Engineering, 134(2),
pp. 129–136. doi: 10.1061/(ASCE)0733-9437(2008)134:2(129).
Chen, Z. and Huang, L. (2019) ‘Application review of LCA (Life Cycle Assessment) in circular
economy: From the perspective of PSS (Product Service System)’, in Procedia CIRP. Elsevier
B.V., pp. 210–217. doi: 10.1016/j.procir.2019.04.141.
Continental trade (2020) Mica tapes - Glass, mica, sealing, level gauges, armature - Continental
Trade. Available at: https://www.continentaltrade.com.pl/tape (Accessed: 11 February 2021).
Curran, M. A. (2016) ‘Life Cycle Assessment’, in Kirk-Othmer Encyclopedia of Chemical
Technology. Hoboken, NJ, USA: John Wiley & Sons, Inc., pp. 1–28. doi:
10.1002/0471238961.lifeguin.a01.pub2.
Davies, L., LeClair, K. L., Bagley, P., Blunt, H., Hinton, L., Ryan, S. and Ziebland, S. (2020)
‘Face-to-Face Compared With Online Collected Accounts of Health and Illness Experiences: A
Scoping Review’, Qualitative Health Research, 30(13), pp. 2092–2102. doi:
10.1177/1049732320935835.
Damm, M. (2021). ABB site manager at Storvik. Interviewed by Emma Westberg. Microsoft
Teams. (Accessed: 12 January 2021)
Distance calculator (2020) Distance calculator - Calculate the distance online! Available at:
https://www.distance.to/ (Accessed: 20 January 2021).
Ecoinvent (2017) Topic – ecoinvent. Available at: https://www.ecoinvent.org/support/ecoinventforum/topic.html?&tid=417 (Accessed: 12 February 2021).
Ecoinvent (2020) What is the Rest-of-the-World (RoW) and how is it calculated? – ecoinvent.
Available at: https://www.ecoinvent.org/support/faqs/methodology-of-ecoinvent-3/what-is-therest-of-the-world-row-and-how-is-it-calculated.html (Accessed: 12 February 2021).
Ecoinvent (2021) ecoinvent. Available at: https://www.ecoinvent.org/ (Accessed: 2 February
2021).
65
Ellen Macarthur Foundation (2020) What Is the circular economy? Available at:
https://www.ellenmacarthurfoundation.org/circular-economy/what-is-the-circular-economy
(Accessed: 25 November 2020).
European commission (2020) Electric motors | European Commission. Available at:
https://ec.europa.eu/info/energy-climate-change-environment/standards-tools-andlabels/products-labelling-rules-and-requirements/energy-label-and-ecodesign/energy-efficientproducts/electric-motors_en (Accessed: 17 August 2020).
European Commission (2014) Commission Regulations (EC) No 640/2009 of 22 July 2009
implementing Directive 2005/32/EC with regard to ecodesign requirements for electric motors.
Available at:
https://ec.europa.eu/energy/sites/ener/files/documents/20141211_GuidelinesElectricMotors
cover.pdf (Accessed: 4 September 2020).
European Commission (2019) International Reference Life Cycle Data System (ILCD)
Handbook - General guide for Life Cycle Assessment - Provisions and Action Steps | EU Science
Hub. Available at: https://ec.europa.eu/jrc/en/publication/eur-scientific-and-technical-researchreports/international-reference-life-cycle-data-system-ilcd-handbook-general-guide-life-cycle
(Accessed: 2 February 2021).
European Commission (2020) Emissions in the automotive sector. Available at:
https://ec.europa.eu/growth/sectors/automotive/environment-protection/emissions_en (Accessed:
20 January 2021).
Ferreira, F. J. T. E., Fong, J. A. C. and De Almeida, A. T. (2011) ‘Ecoanalysis of variable-speed
drives for flow regulation in pumping systems’, IEEE Transactions on Industrial Electronics,
58(6), pp. 2117–2125. doi: 10.1109/TIE.2010.2057232.
Finnveden, G., Hauschild, M. Z., Ekvall, T., Guinée, J., Heijungs, R., Hellweg, S., Koehler, A.,
Pennington, D. and Suh, S. (2009) ‘Recent developments in Life Cycle Assessment’, Journal of
Environmental Management, 91(1), pp. 1–21. doi: 10.1016/j.jenvman.2009.06.018.
Goedkoop, M. J., Oele, M., Leijting, J., Ponsionen, T. and Meijer, E. (2016) Introduction to LCA
with SimaPro, 2016. Available at:
https://www.researchgate.net/publication/305444131_Introduction_to_LCA_with_SimaPro.
Google (2021) Google Maps. Available at: https://www.google.com/maps (Accessed: 20 January
2021).
Hagel, J., Seely Brown, J., Samoylova, T. and Liu, M. (2013) Success or struggle: ROA as a true
measure of business performance Report 3 of the 2013 Shift Index series From the Deloitte
Center for the Edge. Available at: www.deloitte.com/us/shiftindex (Accessed: 18 January 2021).
Hellweg, S. and Canals, L. M. I. (2014) ‘Emerging approaches, challenges and opportunities in
life cycle assessment’, Science. American Association for the Advancement of Science, pp.
1109–1113. doi: 10.1126/science.1248361.
Hernandez, P., Oregi, X., Longo, S. and Cellura, M. (2018) ‘Life-cycle assessment of buildings’,
in Handbook of Energy Efficiency in Buildings: A Life Cycle Approach. Elsevier, pp. 207–261.
doi: 10.1016/B978-0-12-812817-6.00010-3.
66
Hohenthal, C., Leon, J., Dobon, A., Kujanpää, M., Meinl, G., Ringman, J., Hortal, M. and
Forsström, U. (2019) ‘The ISO 14067 approach to open-loop recycling of paper products:
Making it operational’, Journal of Cleaner Production, 224, pp. 264–274. doi:
10.1016/j.jclepro.2019.03.179.
Hughes, A. and Drury, B. (2019) ‘Electric motors—The basics’, in Electric Motors and Drives.
Elsevier, pp. 1–39. doi: 10.1016/b978-0-08-102615-1.00001-5.
Huijbregts, M. A. J. (2016) ‘ReCiPe 2016 A harmonized life cycle impact assessment method at
midpoint and endpoint level Report I: Characterization’.
Husband, G. (2020) ‘Ethical Data Collection and Recognizing the Impact of Semi-Structured
Interviews on Research Respondents’, Education Sciences, 10(8), p. 206. doi:
10.3390/educsci10080206.
Huysman, S., Debaveye, S., Schaubroeck, T., Meester, S. De, Ardente, F., Mathieux, F. and
Dewulf, J. (2015) ‘The recyclability benefit rate of closed-loop and open-loop systems: A case
study on plastic recycling in Flanders’, Resources, Conservation and Recycling, 101, pp. 53–60.
doi: 10.1016/j.resconrec.2015.05.014.
International Electrical Commission (2009) IEC 60038 INTERNATIONAL STANDARD. Geneva.
Available at: www.sis.se.buytheentirestandardviahttps://www.sis.se/std-569923 (Accessed: 16
December 2020).
International Energy Agency (2019) Energy Policies of IEA Countries: Sweden 2019. OECD
(Energy Policies of IEA Countries). doi: 10.1787/d4ff3340-en.
Isberg, P. (2020-2021). ABB Business Developer. Interviewed by Emma Westberg. Microsoft
Teams. (Accessed: 1-2 December 2020 and 8 January 2021)
ISO (2006) ISO 14040:2006(en), Environmental management — Life cycle assessment —
Principles and framework. Available at: https://www.iso.org/obp/ui/#iso:std:iso:14040:ed2:v1:en (Accessed: 21 September 2020).
Johansson, M. (2020) ‘AMS900’. ABB.
Karmperis, A. C., Aravossis, K., Tatsiopoulos, I. P. and Sotirchos, A. (2013) ‘Decision support
models for solid waste management: Review and game-theoretic approaches’, Waste
Management, 33(5), pp. 1290–1301. doi: 10.1016/j.wasman.2013.01.017.
Khan, U., Voloh, I. and Robinson, P. (2017) ‘Considerations for Dependability of the Motor
Protection on Current Transformers Performance in VFD Applications’, IEEE Transactions on
Industry Applications, 53(3), pp. 2635–2641. doi: 10.1109/TIA.2017.2648778.
Kim, S.-H. (2017) ‘Fundamentals of electric motors’, in Electric Motor Control. Elsevier, pp. 1–
37. doi: 10.1016/b978-0-12-812138-2.00001-5.
Klöpffer, W. and Grahl, B. (2014) Life Cycle Assessment (LCA): A Guide to Best Practice. 1st
edn, Life Cycle Assessment (LCA): A Guide to Best Practice. 1st edn. John Wiley & Sons,
Incorporated. doi: 10.1002/9783527655625.
Koffler, C. and Florin, J. (2013) ‘Tackling the Downcycling Issue—A Revised Approach to
67
Value-Corrected Substitution in Life Cycle Assessment of Aluminum (VCS 2.0)’, Sustainability,
5(11), pp. 1–15. Available at: https://ideas.repec.org/a/gam/jsusta/v5y2013i11p45464560d29887.html.
Laurent, A., Weidema, B. P., Bare, J., Liao, X., Maia de Souza, D., Pizzol, M., Sala, S., et al.
(2020) ‘Methodological review and detailed guidance for the life cycle interpretation phase’,
Journal of Industrial Ecology, p. jiec.13012. doi: 10.1111/jiec.13012.
Lee, L. J. (1989) ‘Modeling and Computer Simulation of Reactive Processing’, in
Comprehensive Polymer Science and Supplements. Elsevier, pp. 575–617. doi: 10.1016/b978-008-096701-1.00238-x.
Li, Y. B., Ho, S. L., Fu, W. N. and Liu, W. Y. (2009) ‘An interpolative finite-element modeling
and the starting process simulation of a large solid pole synchronous machine’, in IEEE
Transactions on Magnetics, pp. 4605–4608. doi: 10.1109/TMAG.2009.2022408.
Lindahl, M. (2020). Professor at Linköping university. Interviewed by Emma Westberg.
Microsoft Teams. (Accessed: 11 November 2020).
Lindahl, M., Sundin, E., Kauffman, J. and Lee, K.-M. (2010) Product Design Considerations for
Improved Integrated Product/Service Offerings. doi: 10.1007/978-1-40-20-89-39-8_62.
Magnusson, E. and Marecek, J. (2015) Doing interview-based qualitative research: A learner’s
guide, Doing Interview-Based Qualitative Research: A Learner’s Guide. Cambridge University
Press. doi: 10.1017/CBO9781107449893.
McHenry, M. E. and Laughlin, D. E. (2014) ‘Magnetic Properties of Metals and Alloys’, in
Physical Metallurgy: Fifth Edition. Elsevier Inc., pp. 1881–2008. doi: 10.1016/B978-0-44453770-6.00019-8.
Mi, C. C., Li, Y. and Karmaker, H. (2009) ‘Modeling of the starting performance of large solidpole synchronous motors using equivalent circuit approach’, IEEE Transactions on Magnetics,
45(12), pp. 5399–5404. doi: 10.1109/TMAG.2009.2023646.
Microsoft (2020) Chat, Meetings, Calling, Collaboration | Microsoft Teams. Available at:
https://www.microsoft.com/en/microsoft-teams/group-chat-software (Accessed: 20 January
2021).
Moberg, Å. (2006) Environmental systems analysis tools for decision-making LCA and Swedish
waste management as an example. ISBN: 9171783040
Muthu, S. S. (2014) ‘Estimating the overall environmental impact of textile processing: life cycle
assessment (LCA) of textile products’, in Assessing the Environmental Impact of Textiles and the
Clothing Supply Chain. Elsevier, pp. 105–131. doi: 10.1533/9781782421122.105.
Orlova, S., Rassõlkin, A., Kallaste, A., Vaimann, T. and Belahcen, A. (2016) ‘Lifecycle Analysis
of Different Motors from the Standpoint of Environmental Impact’, Latvian Journal of Physics
and Technical Sciences, 53(6), pp. 37–46. doi: 10.1515/lpts-2016-0042.
PA Consulting (2017) FROM PRODUCTS TO SERVICES Creating sustainable growth in
industrial manufacturing through servitization. London. Available at: www.paconsulting.com
(Accessed: 14 January 2021).
68
Paramonova, S. and Thollander, P. (2014) ‘Energy efficiency potentials for different motor
system levels - an empiracal study of PFE implemented energy efficiency measures’, in. Zurich.
Pinto, C. (2021). ABB Innovation Champion. Interviewed by Emma Westberg. Microsoft
Teams. (Accessed: 4 January 2021).
Porsby, G. (2020). ABB Global Product Manager. Interviewed by Emma Westberg. Microsoft
Teams. (Accessed: 7 December 2020)
PRé Sustainability (2020) SimaPro database manual Methods library.
Ranta, V., Aarikka-Stenroos, L. and Mäkinen, S. J. (2018) ‘Creating value in the circular
economy: A structured multiple-case analysis of business models’, Journal of Cleaner
Production, 201, pp. 988–1000. doi: 10.1016/j.jclepro.2018.08.072.
Rassõlkin, A., Kallaste, A., Orlova, S., Gevorkov, L., Vaimann, T. and Belahcen, A. (2018) ‘ReUse and Recycling of Different Electrical Machines’, Latvian Journal of Physics and Technical
Sciences. Sciendo, pp. 13–23. doi: 10.2478/lpts-2018-0025.
Rassolkin, A., Orlova, S., Vaimann, T., Belahcen, A. and Kallaste, A. (2016) ‘Environmental
and life cycle cost analysis of a synchronous reluctance machine’, in 2016 57th International
Scientific Conference on Power and Electrical Engineering of Riga Technical University,
RTUCON 2016. Institute of Electrical and Electronics Engineers Inc. doi:
10.1109/RTUCON.2016.7763127.
Rebitzer, G., Ekvall, T., Frischknecht, R., Hunkeler, D., Norris, G., Rydberg, T., Schmidt, W. P.,
et al. (2004) ‘Life cycle assessment Part 1: Framework, goal and scope definition, inventory
analysis, and applications’, Environment International, 30(5), pp. 701–720. doi:
10.1016/j.envint.2003.11.005.
Saade, M. R. M., Gomes, V., da Silva, M. G., Ugaya, C. M. L., Lasvaux, S., Passer, A. and
Habert, G. (2019) ‘Investigating transparency regarding ecoinvent users’ system model choices’,
International Journal of Life Cycle Assessment. Springer Verlag. doi: 10.1007/s11367-018-1509x.
Saidur, R. (2010) ‘A review on electrical motors energy use and energy savings’, Renewable and
Sustainable Energy Reviews. Pergamon, pp. 877–898. doi: 10.1016/j.rser.2009.10.018.
Sala, S., Pant, R., Hauschild, M. and Pennington, D. (2012) ‘Research Needs and Challenges
from Science to Decision Support. Lesson Learnt from the Development of the International
Reference Life Cycle Data System (ILCD) Recommendations for Life Cycle Impact
Assessment’, Sustainability, 4(7), pp. 1412–1425. doi: 10.3390/su4071412.
Sheposh, R. (2020) Circular economy, Salem Press Encyclopedia. Available at: https://eds-bebscohost-com.e.bibl.liu.se/eds/detail/detail?vid=2&sid=ece66679-49fb-49fa-ad08d9fea66d7bc3%40sessionmgr103&bdata=JnNpdGU9ZWRzLWxpdmUmc2NvcGU9c2l0ZQ%3
D%3D#AN=125600187&db=ers.
SimaPro (2020a) FAQ: What is the difference between ecoinvent market and transformation
processes? Available at: https://support.simapro.com/articles/FAQ/What-is-the-differencebetween-ecoinvent-market-and-transformation-processes (Accessed: 22 October 2020).
69
SimaPro (2020b) SimaPro | The world’s leading LCA software. Available at:
https://simapro.com/ (Accessed: 28 September 2020).
SimaPro (2020c) SimaPro Database Manual Methods Library Title: SimaPro Database Manual
Methods Library.
SimaPro (2020d) Updated ReCiPe2016 Implemented in SimaPro. Available at:
https://simapro.com/2017/updated-impact-assessment-methodology-recipe-2016/ (Accessed: 19
October 2020).
Snyder, H. (2019) ‘Literature review as a research methodology: An overview and guidelines’,
Journal of Business Research, 104, pp. 333–339. doi: 10.1016/j.jbusres.2019.07.039.
Stahel, W. R. and MacArthur, E. (2019) The Circular Economy. New York : Routledge, 2019.:
Routledge. doi: 10.4324/9780429259203.
Statistiska Centralbyrån (2020) Electricitet i Sverige. Available at: https://www.scb.se/hittastatistik/sverige-i-siffror/miljo/elektricitet-i-sverig (Accessed: 20 January 2021).
Stena Recycling (2019) An ABB and Stena Recycling collaboration towards a more sustainable
industry | Stena Recycling. Available at: https://www.stenarecycling.com/news/an-abb-andstena-recycling-collaboration-towards-a-more-sustainable-industry/ (Accessed: 17 January
2021).
Stone, G. C., Boulter, E. A., Culbert, I. and Dhirani, H. (2004) ELECTRICAL INSULATION
FOR ROTATING MACHINES. United States of America: John Wiley & Sons, Inc.
Sundin, Erik. (2020). Professor at Linköping university. Interviewed by Emma Westberg.
Microsoft Teams. (Accessed: 4 December 2020)
The International Energy Agency (2019) Electricity – World Energy Outlook 2019 – Analysis IEA. Available at: https://www.iea.org/reports/world-energy-outlook-2019/electricity (Accessed:
27 August 2020).
Torrent, M., Martinez, E. and Andrada, P. (2012) ‘Assessing the environmental impact of
induction motors using manufacturer’s data and life cycle analysis’, IET Electric Power
Applications, 6(8), pp. 473–483. doi: 10.1049/iet-epa.2012.0021.
U.S. Department of Energy (2012) ADVANCED MANUFACTURING OFFICE. Washington.
Available at: www.easa.com. (Accessed: 6 October 2020).
Vogtländer, J. G., Brezet, H. C. and Hendriks, C. F. (2001) ‘Allocation in recycling systems: An
integrated model for the analyses of environmental impact and market value’, International
Journal of Life Cycle Assessment, 6(6), pp. 344–355. doi: 10.1007/BF02978865.
Wageningen University and Research (2021) Research of the Environmental Systems Analysis
Group - WUR. Available at: https://www.wur.nl/en/Research-Results/Chairgroups/Environmental-Sciences/Environmental-Systems-Analysis-Group/Research.htm
(Accessed: 3 February 2021).
Weidema, B. ., Bauer, C., Hischier, R., Mutel, C., Nemecek, T., Reinhard, J., Vadenbo, C. O.
and Wernet, G. (2013) Overview and methodology: Data quality guidelines for the ecoinvent
70
database version 3. Swiss Centre for Life Cycle Inventories. Available at:
https://vbn.aau.dk/da/publications/overview-and-methodology-data-quality-guideline-for-theecoinvent (Accessed: 13 January 2021).
Woodson and Damon, E. (2020) Electric motors, Salem Press Encyclopedia. Available at:
https://eds-b-ebscohost-com.e.bibl.liu.se/eds/detail/detail?vid=2&sid=9c1b5e95-5646-432fad73ee232376de27%40sessionmgr4008&bdata=JnNpdGU9ZWRzLWxpdmUmc2NvcGU9c2l0ZQ%
3D%3D#AN=89475082&db=ers.
Yin, R. K. (2018) Case study research and applications : design and methods: . 6th edn.
California: Thousand Oaks: SAGE. Available at: https://eds-a-ebscohostcom.e.bibl.liu.se/eds/detail/detail?vid=2&sid=d4933edb-f156-4b61-a2b34b595b900896%40sdc-vsessmgr02&bdata=JnNpdGU9ZWRzLWxpdmUmc2NvcGU9c2l0ZQ%3D%3D#AN=lkp.93756
8&db=cat00115a.
71
Appendix
In the following chapter, the appendix used in the study can be seen.
Appendix 1
Shows the environmental impact categories and their effect. Results from the life cycle of the
motor and drive.
Table A1. The environmental impact categories and their calculated effect on the environment based on the lifecycle of the motor
and drive. Different units are used.
Appendix 2
Shows the chosen materials in SimaPro and comments regarding these sets.
Table A2.1. Chosen material in SimaPro and the assumptions made for these materials. Materials for the motor.
Material/component
Chosen material in SimaPro
M rotor shaft iron
Pig iron {GLO}| production | Alloc Def, S
M rotor winding copper
Copper {SE}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
M rotor fans iron
M stator core iron
Pig iron {GLO}| production | Alloc Def, S
Pig iron {GLO}| production | Alloc Def, S
M stator core electrical steel
M Stator winding copper
Steel, low-alloyed {RER}| steel production,
converter, low-alloyed | Alloc Def, S
Copper {SE}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
Comment
Chose pig iron (GLO) since
Europe was not available as an
alternative.
There was no option for mine
operation in the specific
country, chose Sweden since it
is close.
Chose pig iron (GLO) since
Europe was not available as an
alternative.
-.No options for Silicon steel
existed which is common for
electrical steel in the motor
(McHenry and Laughlin, 2014).
Therefore, the low-alloyed
steel production was chosen.
Chose copper production in
Sweden.
72
M exciter winding copper
Copper {SE}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
M exciter core iron
Pig iron {GLO}| production | Alloc Def, S
M exciter power electronics
copper
Copper {RoW}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
M exciter power electronics
porcelain
M exciter power electronics
silicon
Sanitary ceramics {RoW}| production | Alloc Def,
S
Silicon, electronics grade {RoW}| production |
Alloc Def, S
M exciter cooling blocks
aluminum
Aluminium, primary, ingot {RoW}| production |
Alloc Def, S
M bearings iron
Pig iron {GLO}| production | Alloc Def, S
M bearings cast iron
Cast iron {RER}| production | Alloc Def, S
M cooler structure iron
M cooler pipes copper
Pig iron {GLO}| production | Alloc Def, S
Copper {SE}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
M cooler pipes nickel
Nickel, 99.5% {GLO}|nickel mine operation,
sulfidic ore | Alloc Def, S
M cooler brass
Brass {RoW}| production | Alloc Def, S
M cooler aluminium
Aluminum, primary, ingot {RoW}| production |
Alloc Def, S
M terminal boxes enclosure
iron
M terminal boxes copperbars
Pig iron {GLO}| production | Alloc Def, S
Copper {SE}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
M housing iron
M piping iron
Pig iron {GLO}| production | Alloc Def, S
Pig iron {GLO}| production | Alloc Def, S
M epoxy
M silver
Epoxy resin insulator, SiO2 {RER}| production |
Alloc Def, S
Silver {SE}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
-.Chose pig iron (GLO) since
Europe was not available as an
alternative.
Chose (RoW) since power
electronics are not from
Europe.
No porcelain was available,
therefore sanitary ceramics
was chosen.
Chose electronics grade since it
is used for electronics.
Could not find production for
the specific country. Therefore,
(RoW) was chosen.
Chose pig iron (GLO) since
Europe was not available as an
alternative.
Refining is included and
production is in Europe.
Chose pig iron (GLO) since
Europe was not available as an
alternative.
Chose copper production in
Sweden.
Chose this set since it includes
mine operation and processing
of intermediate product.
There were not many options
to choose from. Chose (RoW).
Could not find production for
the specific country. Therefore,
(RoW) was chosen.
Chose pig iron (GLO) since
Europe was not available as an
alternative.
Chose copper production in
Sweden.
Chose pig iron (GLO) since
Europe was not available as an
alternative.
-.Chose epoxy resin insulator
since it is aimed to be used as
insulator.
Chose silver production in
Sweden.
73
Table A2.2. Chosen material in SimaPro and assumptions made for these insulation materials. These materials are
part of M stator insulation, M stator coils insulation and M rotor insulation. Materials for the motor.
Material
Polyester laminate
Chosen material in SimaPro
Glass fibre reinforced plastic, polyester resin,
hand lay-up {RER}| production | Alloc Def, S
Amide plastic paper
Glass fibre reinforced plastic, polyamide,
injection moulded {RoW}| production | Alloc Def,
S
Polyester-complexed starch biopolymer {RER}|
production | Alloc Def, S
Esterplastics
Epoxy lamination
Polyester fleece
Polyester/glass fibre
Mica-tape
Epoxy resin insulator, SiO2 {RER}| production |
Alloc Def, S
Fleece, polyethylene {RER}| production | Alloc
Def, S
Glass fibre {RER}| production | Alloc Def, S /
Polyester resin, unsaturated {RER}| production |
Alloc Def, S
Glass fibre {RER}| production | Alloc Def, S,
Comment
Chose this set since it is from
Europe. Contains a lot of glass
fibre and polyester.
The only glass fibre which
contained polyamide.
It is laminated but could not
find a material like that.
Therefore, this set was
chosen.
Chose epoxy resin insulator
since it is used for insulation.
The only fleece material in
Ecoinvent is based on
Polyethylene, therefore this
was chosen. The set includes
making of fleece but not
polyethylene.
Contains both glass fibre and
polyester.
Could not find Mica, but it
contains a lot glass fibre
(Continental trade, 2020).
Table A2.3. Chosen material in SimaPro and assumptions made for these materials. Materials for the motor.
Material/component
M chemical thinner solvent
Chosen material in SimaPro
Butyl acetate {RER}| production | Alloc Def, S
M chemical thinner epoxy
Xylene {RER}| production | Alloc Def, S
M chemical thinner
Solvent, organic {GLO}| market for | Alloc Def, S
M chemical styrene
Styrene {RER}| production | Alloc Def, S
M chemical single coat paint
Alkyd paint, white, without water, in 60%
solution state {GLO}| market for | Alloc Def, S
Silicone product {RER}| production | Alloc Def, S
Silicone product {RER}| production | Alloc Def, S
M chemical silicone rubber
M chemical silicone resin
Comment
Chose butyl acetate since high
content of butyl acetate in the
chemical.
Mostly made of Xylene, more
than 50%, therefore xylene
was chosen.
Chose solvent since it is a
solvent, could not find much
information about the
product.
Chose styrene since the
chemical is made of styrene.
The paint contains alkyd.
Mostly contains silicone.
No silicone resin could be
found in Ecoinvent, chose
silicone instead.
74
M chemical primer grey
M chemical primer
Acetone, liquid {GLO}| market for | Alloc Def, S
Epoxy resin, liquid {RER}| production | Alloc Def,
S
M chemical polyester resin
Polyester resin, unsaturated {RER}| production |
Alloc Def, S
Epoxy resin, liquid {RER}| production | Alloc Def,
S
Epoxy resin, liquid {RER}| production | Alloc Def,
S
M chemical overcoating
epoxy
M chemical hardener
M chemical epoxy paint
M chemical acrylic
Epoxy resin, liquid {RER}| production | Alloc Def,
S
Acrylic dispersion, without water, in 65% solution
state {RER}| acrylic dispersion production,
product in 65% solution state | Alloc Def, S
Contains a lot of acetone.
Chose epoxy resin, liquid
since it is a water borne epoxy
according to supplier.
Is a polyester resin according
to supplier.
Mainly contains epoxy.
Assumed that the hardener
contained a lot of epoxy
which seems usual for
hardeners (Lee, 1989).
Mainly contains epoxy.
Chose acrylic since the paint is
acrylic.
Table A2.4. Chosen material in SimaPro and assumptions made for these materials. Materials for the Drive.
Material/Component
D housing aluminum
D housing copper
Chosen material in SimaPro
Comment
Aluminium, primary, ingot {RoW}| production |
Alloc Def, S
Copper {RoW}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
Kraft paper, unbleached {RER}| production | Alloc
Def, S
Could not find production for
Europe, chose (RoW).
Includes extraction of raw
material and refining.
Assumed kraft paper, lacked
information about the specific
type of paper.
Assumed polyester-complexed
starch biopolymer due to lack
of information.
Chose low-alloyed since it is
often used for electrical
applications and done with raw
material.
Could not find production for
Europe, chose (RoW).
Assumed brass with 70%
copper and 30% zink.
Chose Sanitary as the only
option for ceramics.
Chose chromium made in
Europe.
Includes extraction of raw
material and refining. Might
not be from Europe.
Chose insulator since it is solid
and used for electrical
equipment.
D housing paper
Polyester-complexed starch biopolymer {RoW}|
production | Alloc Def, S
D housing plastic
D housing steel materials
D semiconductor aluminum
Steel, low-alloyed {RER}| steel production,
converter, low-alloyed | Alloc Def, S
Aluminium, primary, ingot {RoW}| production |
Alloc Def, S
Brass {RoW}| production | Alloc Def, S
D semiconductor brass
D semiconductor ceramics
Sanitary ceramics {RoW}| production | Alloc Def,
S
Chromium {RER}| production | Alloc Def, S
D semiconductor chromium
Copper {RoW}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
D semiconductor copper
Epoxy resin insulator, SiO2 {RER}| production |
Alloc Def, S
D semiconductor epoxy resin
75
D semiconductor manganese
Manganese {RER}| production | Alloc Def, S
D semiconductor molybdenum Molybdenum {RER}| production | Alloc Def, S
Nickel, 99.5% {GLO}| nickel mine operation,
sulfidic ore | Alloc Def, S
D semiconductor nickel
Polyester-complexed starch biopolymer {RER}|
D semiconductor plastic
production | Alloc Def, S
Glass fibre reinforced plastic, polyester resin,
hand lay-up {RER}| production | Alloc Def, S
D semiconductor pcb
Glass fibre {RER}| production | Alloc Def, S
D semiconductor quartz/glass
D semiconductor seed oil
D semiconductor iron
D semiconductor silicon
D semiconductor silver
D semiconductor steel
materials
Vegetable oil methyl ester {RoW}| esterification
of rape oil | Alloc Def, S
Pig iron {GLO}| production | Alloc Def, S
Silicone product {RER}| production | Alloc Def, S
Silver {RoW}| silver-gold mine operation with
refinery | Alloc Def, S
Steel, low-alloyed {RER}| steel production,
converter, low-alloyed | Alloc Def, S
Solder, bar, Sn63Pb37, for electronics industry
{GLO}| production | Alloc Def, S
D semiconductor tin solder
D semiconductor zinc
D cooling aluminum
D cooling plastic
D cooling steel materials
Zinc {RoW}| gold-silver-zinc-lead-copper mine
operation and refining | Alloc Def, S
Aluminium, primary, ingot {RoW}| production |
Alloc Def, S
Polyester-complexed starch biopolymer {RER}|
production | Alloc Def, S
Steel, low-alloyed {RER}| steel production,
converter, low-alloyed | Alloc Def, S
Copper {RER}| production, primary | Alloc Def, S
D cable copper
D cable aluminum
D cable plastic
D fastening aluminium
D fastening brass and bronze
Aluminium, primary, ingot {RoW}| production |
Alloc Def, S
Polyester-complexed starch biopolymer {RER}|
production | Alloc Def, S
Aluminium, primary, ingot {RoW}| production |
Alloc Def, S
Brass {RoW}| production | Alloc Def, S / Bronze
{RoW}| production | Alloc Def, S
Chose a standard in Europe.
Chose a standard in Europe.
Chose global value since no
information was available
regarding only Europe.
Assumed the plastic contained
mostly polyester.
Chose this set since PCBs
mainly contains glass fibre
(Brindley, 2011)
Assumed only glass fibre since
there was no further
information and quartz was
not an available option.
Could not find specific seed oil,
chose vegetable oil instead.
Chose global average. Lack of
more precise data.
Chose silicone from Europe.
Chose global set since data in
Europe was not available.
Chose low-alloyed since it is
often used for electrical
applications and done with raw
material.
Chose this set since the major
part is tin. It is made for the
electronics industry.
Included mine operation and
refining.
Could not find production for
Europe, chose (RoW).
Assumed the plastic was
polyester.
Chose low-alloyed since it is
often used for electrical
applications and done with raw
material.
Cable from Europe, chose
(RER).
Could not find production for
Europe, chose (RoW)
Assumed plastic was polyester.
Could not find production for
Europe, chose (RoW).
Assumed 50% brass and 50%
bronze due to lack of more
precise information.
76
Copper {RER}| production, primary | Alloc Def, S
D fastening copper
D fastening paper materials
D fastening plastic
D fastening steel materials
D insulator epoxy resin
D insulator paper materials
D insulator plastic
D insulator steel
Fastening from Europe, chose
(RER).
Kraft paper, unbleached {RER}| production | Alloc Assumed kraft paper, lacked
Def, S
information about the specific
type of paper.
Polyester-complexed starch biopolymer {RER}|
Assumed the plastic was
production | Alloc Def, S
polyester since it is common.
Chose low-alloyed since it is
often used for electrical
Steel, low-alloyed {RER}| steel production,
applications and done with raw
converter, low-alloyed | Alloc Def, S
material.
Epoxy resin insulator, SiO2 {RER}| production |
Used as insulator and in solid
Alloc Def, S
form.
Kraft paper, unbleached {RER}| production | Alloc Assumed kraft paper, lacked
Def, S
information about the specific
type of paper.
Polyester-complexed starch biopolymer {RER}|
Assumed the plastic was
production | Alloc Def, S
polyester since it is common.
Chose low-alloyed since it is
often used for electrical
Steel, low-alloyed {RER}| steel production,
applications and done with raw
converter, low-alloyed | Alloc Def, S
material.
Table A2.5. Transportation. Chosen transport process in SimaPro. All transports inside Europe are made by lorry.
All transports outside Europe are made by air.
Process
Transport in Europe
Transport outside Europe, air
Chosen process in SimaPro
Transport, freight, lorry,
unspecified {RER}| transport,
freight, lorry, all sizes, EURO6 to
generic market for | Alloc Def, S
Transport, freight, aircraft {RoW}|
intercontinental | Alloc Def, S
Comment
All transportation inside Europe are
made by lorry. Chose EURO6 since this
standard is required in Europe.
Transportation outside Europe is made
by air.
Table A2.6. Energy and water used in production of motor in Sweden. Processes chosen in SimaPro.
Process
Water use in production
Diesel in production
Electricity in production
District heating in production
Chosen process in SimaPro
Tap water {Europe without
Switzerland}| tap water
production, conventional
treatment | Alloc Def, S
Diesel, burned in agricultural
machinery {GLO}| market for
diesel, burned in agricultural
machinery | Alloc Def, S
Electricity, high voltage {SE}|
electricity production, hydro, runof-river | Alloc Def, S
Heat, district or industrial, other
than natural gas {SE}| treatment of
Comment
Tap water quality is used in
production. Chose Europe since no
option available for Sweden.
Burned in agricultural machinery was
the only option available.
Electricity based on renewable
resources is used. Hydro power in
Sweden.
Chose district heating in Sweden.
77
blast furnace gas, in power plant |
Alloc Def, S
Table A2.7. Energy and water use in production of drive in Switzerland. Processes chosen in SimaPro.
Process
Water use in production
Electricity in production, nuclear
Electricity in production, hydro
District heating in production
Chosen process in SimaPro
Tap water {CH}| tap water
production, conventional
treatment | Alloc Def, S
Electricity, high voltage {CH}|
electricity production, nuclear,
pressure water reactor | Alloc Def,
S
Electricity, high voltage {CH}|
electricity production, hydro,
reservoir, alpine region | Alloc Def,
S
Heat, central or small-scale, other
than natural gas {CH}| heat
production, softwood chips from
forest, at furnace 50kW | Alloc Def,
U
Comment
Tap water quality is used in
production. Chose specific values for
Switzerland.
Nuclear power is used in production.
Chose specific values for Switzerland.
Hydro power is used in production.
Chose specific values for Switzerland.
District heating is used in production,
chose specific values for Switzerland.
Table A2.8. Energy use in the use phase.
Process
Energy use during use phase
Chosen process in SimaPro
Electricity, medium voltage {SE}|
electricity voltage transformation
from high to medium voltage |
Alloc Def, S
Comment
Medium voltage is used for the motor
and drive. Chose electricity in Sweden.
Table A2.9. Energy used for treatment of waste in the end- of- life phase. Processes chosen in SimaPro for the motor
and drive.
Process
Electricity used in waste
management
Diesel used in waste management
LPG used in waste mangagement
Fuel oil used in waste management
Chosen process in SimaPro
Electricity, medium voltage {SE}|
electricity voltage transformation
from high to medium voltage |
Alloc Def, S
Diesel, burned in agricultural
machinery {GLO}| market for
diesel, burned in agricultural
machinery | Alloc Def, S
LPG- Liquefied petroleum gas
{Europe without Switzerland}|
petroleum refinery operation |
Alloc Def, S
Heavy fuel oil, burned in refinery
furnace {Europe without
Switzerland}| processing | Alloc
Def, S
Comment
Chose electricity in Sweden.
Only option available was agricultural
machinery.
Made a new process, based on the
chosen process in SimaPro since no
LPG could be found among the energy
processes.
No option for Sweden, chose Europe.
78
Landfill treatment of waste
Incineration of general waste
Incineration of plastics
Incineration of glass
Incineration of paint
Municipal solid waste (waste
scenario) {RoW}| Treatment of
municipal solid waste, landfill |
Alloc Def, S
Municipal solid waste (waste
scenario) {SE}| treatment of
municipal solid waste, incineration
| Alloc Def, S
No option for Sweden or Europe,
chose (RoW).
Waste plastic, mixture {Europe
without Switzerland}| treatment of
waste plastic, mixture, municipal
incineration | Alloc Def, S
Waste glass {Europe without
Switzerland}| treatment of waste
glass, municipal incineration | Alloc
Def, S
Waste paint {Europe without
Switzerland}| treatment of waste
paint, municipal incineration |
Alloc Def, S
For incineration of plastics, this set
was chosen. Values for Europe without
Switzerland, no option for Sweden.
When no specific option was available
for incineration of a specific material,
this general incineration was chosen.
Values for Sweden.
For incineration of glass, this set was
chosen. Values for Europe without
Switzerland, no option for Sweden.
For incineration of paint, this set was
chosen. Europe without Switzerland,
no option for Sweden.
79