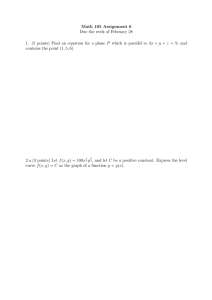
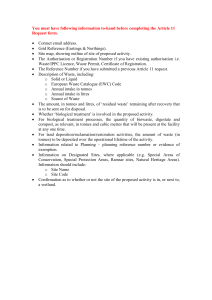
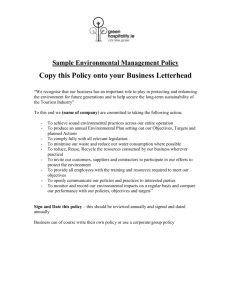
DETERMINISTIC MODELS FOR INVENTORY CONTROL • Basically, Deterministic models keeps the condition that all variables take values which are known exactly. However, Deterministic models do remove some of the assumptions made in the classical analysis or EOQ. 1. Model for discounted unit cost: Many suppliers quote lower prices for larger orders, so a procedure is described for finding the overall lower cost. Production Order Quantity (Finite Replenishment rate): This is typical of a finished goods store at the end of a production line. Here units arrive at a finite rate and stock accumulates during a production run. Remove the assumption of instantaneous replenishment used for EOQ and calculate new optimal batch sizes. 2. • Quantity Discount in Unit Cost Remove EOQ’s assumption that all costs are fixed (constant values which never change) Address problems where costs vary with the quantity ordered Two main approaches: Valid Total Cost Curve & Rising Delivery Cost • Valid Total Cost Curve: In practice, normally a sliding scale of unit costs is applied, so that every unit bought has a different price Frequently the unit cost decreases in steps with supplier offering a reduced price on all units if more than a certain number are bought There are two main characteristics of valid cost curve: 1. The valid total cost curve always rises to the left of a valid minimum 2. There are two possible positions for the overall minimum cost, either at valid minimum or cost breakpoint 1. Valid Minimum: The minimum point on the cost curve is within the range of valid order quantities for this particular unit cost 2. Invalid Minimum: The minimum point on the cost curve falls outside the valid order range for this particular unit cost • 1. 2. 3. 4. 5. 6. 7. Procedure for finding the lowest Total Cost with varying unit cost Take the next lowest unit cost curve Calculate the minimum point, Q= 2DS/ic Is this point valid?? If not, calculate cost at breakpoint to the left of valid range If yes, calculate the cost of the valid minimum Compare the costs of all the points considered & select lowest Finish Quantity Discounts Price per unit decreases as order quantity increases CoD CcQ TC = + Q 2 + PD where P = per unit price of the item D = annual demand ORDER SIZE PRICE 0 - 99 100 – 199 200+ $10 8 (d1) 6 (d2) Quantity Discount Model TC = ($10 ) TC (d1 = $8 ) Inventory cost ($) TC (d2 = $6 ) Carrying cost Ordering cost Q(d1 ) = 100 Qopt Q(d2 ) = 200 Quantity Discount: Example QUANTITY PRICE 1 - 49 50 - 89 90+ $1,400 1,100 900 Co = $2,500 Cc = $190 per computer D = 200 Q = 2DS/ic = (2)(2500)(200)/(190) = 72.5 pcs So, calculating the cost for Q=72.5: TC = P x D + (Co x D)/Q + (Cc x Q)/2 = (1100)(200) + (2500x 200)/72.5+ (190x72.5)/2) = $233784 a year (point A) So, calculating the cost for Q=90: TC = P x D + (Co x D)/Q + (Cc x Q)/2 = (900)(200) + (2500x 200)/90+ (190x90)/2) = $194105 a year (point B) • Exercise: Annual demand for an item is 2000 units, each order costs $10 to place and annual holding cost is 40% of unit cost. The unit cost depends on the quantity ordered as follows: Unit cost is $1 for order quantities less than 500 $0.80 for quantities between 500 and 999 each $0.60 for quantities of 1000 or more What is the optimal ordering policy?? Listing the variables: D = 2000 units a year S = $10 per order i = 40% of unit cost a year C = ?? (depend on order quantities) • Notice that: – Total cost is: TC = c x D + (S x D)/Q + (ic x Q)/2 Follow the Procedure: Taking the lowest cost curve: c = $0.60, valid for Q of 1000 or more Q = (2)(D)(S)/(ic) = (2)(2000)(10)/(0.4)(0.60) = 408.2 This is an invalid minimum as Q is not greater than 1000 So, calculating the cost of the breakpoint: TC = c x D + (S x D)/Q + (ic x Q)/2 = (0.6)(2000) + (10 x 2000)/1000 + (0.4 x 0.6 x 1000)/2 = $1340 a year (point A) • Taking the next lowest cost curve: c = $0.80, valid for Q between 500 and 999 Q = 2DS/ic = (2)(2000)(10)/(0.4)(0.80) = 353.6 This is an invalid minimum as Q is not between 500 and 999 So, calculating the cost of the break point at the lower end: TC = c x D + (S x D)/Q + (ic x Q)/2 = (0.8)(2000) + (10 x 2000)/500 + (0.4x0.8x500)/2 = $1720 a year (point B) • Taking the next lowest cost curve: c = $1.00, valid for Q less than 500 Q = 2DS/ic = (2)(2000)(10)/(0.4)(1.00) = 316.2 This is valid minimum as Q is less than 500 Then, calculating the cost at this valid minimum: TC = c x D + (S x D)/Q + (ic x Q)/2 =(1.00)(2000)+(10 x 2000)/316.2+ (0.4x1.00x316.2)/2 = $2126.49 a year (Point C) • How to Choose the best ordering policy? Compare the results at point A, B & C: 1. Point A: Q=1000, cost= $1340 a year 2. Point B: Q=500, cost= $1720 a year 3. Point C: Q=316.2, cost= $2126.49 a year Therefore, the best policy is to order batches of 1000 units, placing order every six months with total annual costs of $1340 • Exercise 2: A company works for 50 weeks a year during which demand for a product is constant at 10 units a week. The cost of placing order, including delivery charges is estimated to be $150. The company aims for 20% holding cost on assets employed. The supplier of the item quotes a basic price of $250 a unit with discount of 10% on orders of 50 units or more, 15% on orders of 150 units or more and 20% on orders of 500 units or more. What is the optimal order quantity for the item?? Listing the variables: D = 10 x 50 = 500 units a year S = $150 per order i = 20% x c (unit cost) Follow the Procedure: Taking the lowest cost curve: c = $200, valid for Q of 500 or more Q = (2)(D)(S)/(ic) = (2)(500)(150)/(0.2)(200) = 61.2 This is an invalid minimum as Q is not greater than 500 So, calculating the cost of the breakpoint to the left, Q=500: TC = c x D + (S x D)/Q + (ic x Q)/2 = (200)(500) + (150 x 500)/500 + (0.2 x 200 x 500)/2 = $110,150 a year (point A) Taking the next lowest cost curve: c = $212.50, valid for Q between 150 and 500 Q = 2DS/ic = (2)(500)(150)/(0.2)(212.50) = 59.4 This is an invalid minimum as Q is not between 150 and 500 So, calculating the cost of the break point to the left, Q=150: TC = c x D + (S x D)/Q + (ic x Q)/2 = (212.50)(500) + (150 x 500)/150 + (0.2x212.50x150)/2 = $109,938 a year (point B) Taking the next lowest cost curve: c = $225, valid for Q between 50 and 150 Q = 2DS/ic = (2)(500)(150)/(0.2)(225) = 57.7 This is a valid minimum as Q is between 50 and 150 So, calculating the cost at this valid minimum: TC = c x D + (S x D)/Q + (ic x Q)/2 = (225)(500) + (150 x 500)/57.7 + (0.2x225x57.7)/2 = $115,098 a year (Point C) Compare the results at point A, B & C: 1. Point A: Q=500, cost= $110,150 a year 2. Point B: Q=150, cost= $109,938 a year 3. Point C: Q=57.7, cost= $115,098 a year So, Choose to order in batches of 150 units with annual cost of $110,000 • Rising Delivery Cost Extended version of discounted price analysis. The only difference is that the valid cost curve is reversed, so we look for optimal order quantities to the left of a valid minimum and calculate the cost of break points at the upper limit of valid ranges. Address changes in the reorder cost due to the amount of delivery Example: Pasir ent., uses 4 tonnes of fine industrial sand every day. This sand costs $20 a tonne to buy, and $1.90 a tonne to store for a day. Deliveries are made by modified lorries which carry up to 15 tonnes, and each delivery of a load or part load costs $200. Find the cheapest way to ensure continuous supplies of sand?? • Solution: Notice that unit cost is constant Reorder cost is $200 for each lorry load Orders up to 15 tones need one lorry with a reorder cost of $200, orders between 15 and 30 tones need two lorries with reorder cost of $400, orders between 30 and 45 tones need three lorries with reorder costs of $600, and so on. Other variables: D = 4 tones a day c = $20 a tone H = $1.90 a tone a day • Taking the Lowest Cost Curve: S = $200, valid for Q less than 15 tonnes Q = √(2)(D)(S)/H = √(2)(200)(4)/1.90 = 29.0 tonnes This is invalid minimum as Q is not less than 15 tonnes Calculating the cost at the break point: TC = c x D + (S x D)/Q + (H x Q)/2 = (20)(4) + (200x4)/15 + (1.90x15)/2 = $147.58 (Point A) Taking the next lowest cost curve: S = $400, valid for Q between 15 and 30 tonnes Q = √(2)(D)(S)/H = √(2)(400)(4)/1.90 = 41.0 tonnes This is invalid minimum as Q is not between 15 and 30 tonnes Calculating the cost at the break point (to the right of the range): TC = c x D + (S x D)/Q + (H x Q)/2 = (20)(4) + (400x4)/30 + (1.90x30)/2 = $161.83 (Point B) Taking the next lowest cost curve: S = $600, valid for Q between 30 and 45 tonnes Q = √(2)(D)(S)/H = √(2)(600)(4)/1.90 = 50.3 tonnes This is invalid minimum as Q is not between 30 and 45 tonnes Calculating the cost at the break point (to the right of the range): TC = c x D + (S x D)/Q + (H x Q)/2 = (20)(4) + (600x4)/45 + (1.90x45)/2 = $176.08 (Point C) Taking the next lowest cost curve: S = $800, valid for Q between 45 and 60 tonnes Q = √(2)(D)(S)/H = √(2)(800)(4)/1.90 = 58.0 tonnes This is a valid minimum as Q is between 45 and 60 tonnes Calculating the cost at the valid minimum: TC = c x D + √(2)(S)(I)(A) = (20)(4) + (2)(800)(1.90)(4) = $190.27 a day (Point D) Compare the results at point A, B,C & D: 1. Point A: Q=15 tonnes 2. Point B: Q=30 tonnes 3. Point C: Q=45 tonnes 4. Point D: Q=58 tonnes cost= $147.58 cost= $161.83 cost= $176.08 cost= $190.27 So, the best choice is to order 15 tonnes at a time, with deliveries needed every 15/4 = 3.75 days • Production Order Quantity (Finite Replenishment Rates) Used when the rate of production is greater than demand, thus goods will accumulate at a finite rate while the line is operating ( P – D) Concern with the stock of finished goods at the end of a production line Main Assumptions: A single item is considered Demand is known, constant and continuous All costs are known exactly and do not vary No shortages are allowed Replenishment of stock often occurs at a finite rate rather than instantaneously • The purpose of this analysis is to find the optimal batch size (optimal order quantity) when the production rate is greater than demand • Other significant objectives are finding total cost, production time, cycle time and the perfect time to place an order (ROL) • Modified Formula EOQ: Q = 2DS/ic x P/P – D Point A=(P – D) X PT Production Quantity Model • An inventory system in which an order is received gradually, as inventory is simultaneously being depleted • AKA non-instantaneous receipt model – assumption that Q is received all at once is relaxed • p - daily rate at which an order is received over time, a.k.a. production rate • d - daily rate at which inventory is demanded Production Order Quantity Model • Answers how much to order and when to order • Allows partial receipt of material – Other EOQ assumptions apply • Suited for production environment – Material produced, used immediately – Provides production lot size • Lower holding cost than EOQ model POQ Model Inventory Levels Inventory Level Production portion of cycle Demand portion of cycle with no supply Supply Begins Supply Ends Time Production Quantity Model (cont.) Inventory level Q(1-d/p) Maximum inventory level Q (1-d/p) 2 Average inventory level 0 Order receipt period Begin End order order receipt receipt Time POQ Model Equations p = production rate d = demand rate Maximum inventory level = Q - Q d p =Q1- d p 2CoD Q d Average inventory level = 12 p CoD CcQ d TC = Q + 2 1 - p Qopt = d Cc 1 p Production Quantity Model: Example Cc = $0.75 per yard Co = $150 d = 10,000/311 = 32.2 yards per day 2CoD Qopt = TC = 2(150)(10,000) Cc 1 - d p Co D + Q D = 10,000 yards p = 150 yards per day CcQ 2 = 32.2 0.75 1 150 1- d p = 2,256.8 yards = $1,329 Q 2,256.8 Production run/time = p = = 15.05 days per order 150 Production Quantity Model: Example (cont.) Number of production runs = 10,000 D = 2,256.8 Q Maximum inventory level = Q x 1 - d p = 1,772 yards Copyright 2006 John Wiley & Sons, Inc. 12-30 = 4.43 runs/year = 2,256.8 X 1- 32.2 150 • Example: Demand for an item is constant at 1800 units a year. The item can be made at a constant rate of 3500 units a year. Unit cost is $50, batch set-up cost is $650 and holding cost is 30% of value a year. What is the optimal batch size for the item? If production set-up time is 2 weeks, when should this be started? SOLUTION: Listing the variables we know: D = 1800 units a year P = 3500 units a year c = $50 a unit S = $650 a batch i = 0.3 x $50 = $15 unit a year • Find the optimal batch order (optimal order quantity): Q = 2DS/ic x P/P - D = (2)(650)(1800)/15 x 3500/3500-1800 = 566.7 Production time, PT, is: PT = Q/P = 566.7/3500 = 0.16 years = 8.4 weeks Cycle Time, CL, is: CL = 2S/ic x D x P/P – D = (2)(650)/(15)(1800) x = 0.31 years/16.4 weeks 3500/3500-1800 • Variable Cost, VC: VC x P – D/P = 2 x S x ic x D = (2)(650)(15)(1800) x (3500 – 1800)/3500 = $4129 a year • Total Cost : TC = c x D + VC = 50 x 1800 x 4129 = $94,129 a year • If it takes 2 weeks to set up production (lead time), then the time to start production (replenishment) can be found from the calculation of the Reorder level. ROL = LT x D = 2 x (1800/52) = 70 (round up) • Then, the best policy is to start making a batch of 567 units whenever stocks fall to 70 units. Reasons for Variability in Production Most variability is caused by waste or by poor management. Specific causes include: employees, machines, and suppliers produce units that do not conform to standards, are late or are not the proper quantity inaccurate engineering drawings or specifications production personnel try to produce before drawings or specifications are complete customer demands are unknown