HDA of Toluene: Benzene Production Project Report
advertisement

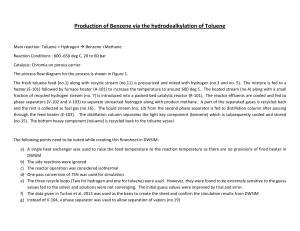
Hydrodealkylation of Toluene Project report submitted: For Applied Process Engineering-II (CH207G) By Neerav Sreekumar (CH22B025) Raghav Khandelwal (CH22B030) Rajan Raj (CH22B031) Satyam Kumar Singh (CH22B035) DEPARTMENT OF CHEMICAL ENGINEERING INDIAN INSTITUTE OF TECHNOLOGY TIRUPATI 1.1 INTRODUCTION Hydrodealkylation of Toluene (HDA Process) The hydrodealkylation of toluene (HDA) is a process used to produce Benzene, where Methane and Diphenyl are also produced as a byproduct. Hydrodealkylation is a chemical process in which an aromatic hydrocarbon, like Toluene, undergoes a reaction with Hydrogen gas, resulting in the formation of a less complex aromatic hydrocarbon without any functional groups. 1.2 PROCESS DESCRIPTION In the HDA process, fresh toluene (pure) and a mixture of 95% hydrogen and 5% methane are mixed with recycled toluene and hydrogen (Figure 1). This reactant mixture is first preheated in a feed-effluent heat exchanger (FEHE) using the reactor effluent stream and then to the reaction temperature in a furnace before being fed to an adiabatic plug-flow reactor. A primary reaction and a side reaction take place in the reactor as follows: 𝐶7 𝐻8 + 𝐻2 → 𝐶6 𝐻6 +𝐶𝐻4 (1) 2𝐶6 𝐻6 ↔ 𝐶12 𝐻10 + 𝐻2 (2) 1. The reactor effluent is quenched by a portion of the recycle separator liquid flow to prevent coking, and further cooled in the FEHE and cooler before being fed to the vapor-liquid separator. Part of the vapor containing unconverted hydrogen and methane is purged to avoid accumulation of methane within the process while the remainder is compressed and recycled to the process. The liquid from the separator is processed in the separation section consisting of three distillation columns. The stabilizer column removes small amounts of hydrogen and methane in the overhead product, and the benzene column takes of the benzene product in the overhead 2. The range of temperatures where the homogeneous reactions occur is 600 ℃ , below which the reaction rate is too slow, to 700 ℃ , above which a considerable amount of hydrocracking occurs, and at a pressure of roughly 35 bar. In order to avoid coking, there must be an excess of hydrogen—a 5:1 ratio. 3. Quenching is the process of rapidly cooling the mixture to prevent coking- the deposition and accumulation of carbon materials which leads to a decrease in the efficiency. 4. Before being fed into the reactor, the streams of raw toluene and hydrogen are heated and mixed with recycled toluene and hydrogen. Together with the undesired diphenyl, the reactor's product stream also includes hydrogen, methane, benzene, and toluene. By flashing away the light gases, we try to extract the majority of the hydrogen and methane from the aromatics. 5. Although methane, which is created during the reaction and enters the hydrogen stream as an impurity, will build up in the gas-recycle loop, we would still prefer to recycle the hydrogen that is left in the flash vapour. Therefore, in order to eliminate methane from the process and product stream, a purge stream is needed. We extract the majority of the leftover hydrogen and methane in a distillation column, known as the stabiliser, to keep them from contaminating our benzene product because not all of it can be separated from the aromatics in the flash drum. After recovering the benzene in a second distillation column, the undesired diphenyl is eventually removed from the recycled toluene. Fig 1: HDA process flowsheet 2.1 MATERIAL BALANCE The solution in short for questions 1,2 and 3Toluene to Benzene In this question, we have been asked to develop the overall balance for the HDA process and find out extents of reaction related to production rate & selectivity for the HDA process. Toluene + H 2 → 2 Benzene ↔ Benzene + CH 4 Diphenyl + H2 ......(2) Production rate of Benzene = Pb mole/hr Production rate of Diphenyl = Pd (or 𝛼)mole/hr Fresh Feed of Toluene = FFT mole/hr Selectivity (s) = 𝑚𝑜𝑙𝑒𝑠 𝑜𝑓 𝑑𝑒𝑠𝑖𝑟𝑒𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑡 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑑 𝑚𝑜𝑙𝑒𝑠 𝑜𝑓 𝑟𝑒𝑎𝑐𝑡𝑎𝑛𝑡 𝑐𝑜𝑛𝑠𝑢𝑚𝑒𝑑 s = Pb / FFT From equations: Pb = FFT - 2Pd Therefore, 𝑃𝑑 = 𝑃𝑏 Extent of reaction = (1 − 𝑠) 2𝑠 𝑚𝑜𝑙𝑒𝑠 𝑜𝑢𝑡 − 𝑚𝑜𝑙𝑒𝑠 𝑓𝑒𝑑 𝑠𝑡𝑜𝑖𝑐ℎ𝑖𝑜𝑚𝑒𝑡𝑟𝑖𝑐 𝑐𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡 For reaction (1), it is equal to 𝐹𝐹𝑇 = 𝑃𝑏 𝑠 1−𝑠 For reaction (2), it is equal to x = conversion of Benzene = 2𝑠 𝑃𝑏 Fractional Conversion = x = (Pt - Pb ) / Pt 2𝑥 x=𝐹 𝐹𝑇 and x= 1-s 𝑚𝑜𝑙𝑒𝑠 𝑓𝑒𝑒𝑑 − 𝑚𝑜𝑙𝑒𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑑 𝑚𝑜𝑙𝑒𝑠 𝑓𝑒𝑒𝑑 ......(1) Given: s = 1 – 0.0036 / (1 – x)1.544 On putting the value of x in above, we will get s = 0.9964 and 𝛼0 = 0.8 (mol fraction of hydrogen in the recycle stream) Here, we will take 8 streams to solve the process, broadly mentioned in solution of problem 1. We will do material balance of both reactions and will get all unknown terms of streams 1,2,3,4,5,6,7,8. Stream Table: Stream S1 S2 S3 S4 S5 S6 S7 S8 H2 3.96 Pb 1.056 Pb 1.656 Pb 2.36 Pb 5.02 Pb CH4 0.264 Pb 0.414 Pb 0.59 Pb 0.26 Pb Toluene 1.004 Pb - Benzene Pb - Diphenyl 1.81x10−3 Pb - 3.1 CONCLUSION 1. Thus, we have conducted an elaborative study on the HDA process for benzene production by toluene. 2. We have carried out the necessary material balances for every stream in the process and made the required stream table. 3. We have also performed the process description in detail in the PPT, covering important stages of the process and reaction conditions. 4.1 REFERENCES AND CITATIONS [1]: De Araújo, A. C. B., Govatsmark, M. S., & Skogestad, S. (2007). Application of plantwide control to the HDA process. I—steady-state optimization and self-optimizing control. Control Engineering Practice, https://doi.org/10.1016/j.conengprac.2006.10.014 15(10), 1222–1237. 5.1-APPENDIX