N011 NWIP annex (NDT - Inspection on Metallic Pressure Vessels During Pressure Test) - Draft
advertisement
 - Draft")
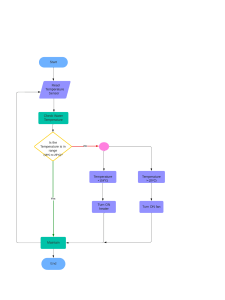
NORMA BRASILEIRA ISO XXXX N011 Primeira edição xx.08.2008 Válida a partir de xx.09.xxxx Non-Destructive Testing — Acoustic Emission Inspection on Metallic Pressure Vessels During Pressure Test Descriptors: xxxxxx ICS xxxxxxx Número de referência ISO xxxx:2008 9 páginas © ABNT 2008 ABNT NBR ISO xxxx:2008 © ABNT 2008 Todos os direitos reservados. A menos que especificado de outro modo, nenhuma parte desta publicação pode ser reproduzida ou utilizada por qualquer meio, eletrônico ou mecânico, incluindo fotocópia e microfilme, sem permissão por escrito pela ABNT. ABNT Av.Treze de Maio, 13 - 28º andar 20031-901 - Rio de Janeiro - RJ Tel.: + 55 21 3974-2300 Fax: + 55 21 2220-1762 abnt@abnt.org.br www.abnt.org.br Impresso no Brasil iii © ABNT 2008 - Todos os direitos reservados ISO xxxx:2008 Sumário Página Prefácio........................................................................................................................................................................v 1 PURPOSE .......................................................................................................................................................1 2 SCOPE ............................................................................................................................................................2 3 REFERENCES ................................................................................................................................................2 4 4.1 4.2 4.3 4.4 4.4.1 4.4.2 4.4.3 4.4.4 4.4.5 4.5 4.6 4.6.1 4.7 4.8 4.9 4.10 PROCEDURE..................................................................................................................................................2 Owner’s Responsibilities ..............................................................................................................................2 Personnel Qualification.................................................................................................................................3 Equipment and Materials ..............................................................................................................................3 Instrumentation Set-up .................................................................................................................................3 Sensor Spacing..............................................................................................................................................3 Sensor Mounting ...........................................................................................................................................4 Cabling............................................................................................................................................................4 Verification of Sensor Coupling and Circuit Continuity ............................................................................4 Instrument Settings .......................................................................................................................................4 Test Execution ...............................................................................................................................................5 Data Analysis .................................................................................................................................................7 Post-Test Filters.............................................................................................................................................7 Reporting of Source Locations ....................................................................................................................7 Interpretation of Results ...............................................................................................................................7 Follow-up Action............................................................................................................................................8 Report .............................................................................................................................................................8 © ABNT 2008 - Todos os direitos reservados iv ISO xxxx:2008 Prefácio A Associação Brasileira de Normas Técnicas (ABNT) é o Foro Nacional de Normalização. As Normas Brasileiras, cujo conteúdo é de responsabilidade dos Comitês Brasileiros (ABNT/CB), dos Organismos de Normalização Setorial (ABNT/ONS) e das Comissões de Estudo Especiais (ABNT/CEE), são elaboradas por Comissões de Estudo (CE), formadas por representantes dos setores envolvidos, delas fazendo parte: produtores, consumidores e neutros (universidade, laboratório e outros). Os Documentos Técnicos ABNT são elaborados conforme as regras das Diretivas ABNT, Parte 2. A Associação Brasileira de Normas Técnicas (ABNT) chama atenção para a possibilidade de que alguns dos elementos deste documento podem ser objeto de direito de patente. A ABNT não deve ser considerada responsável pela identificação de quaisquer direitos de patentes. v © ABNT 2008 - Todos os direitos reservados NORMA BRASILEIRA ISO xxxx:2008 Non-Destructive Testing — Acoustic Emission Inspection on Metallic Pressure Vessels During Pressure Test 1 PURPOSE Acoustic emission is a phenomenon that occurs when a discontinuity is submitted to thermal and/or mechanical stress. A region with failures is an area of stress concentration that, once stimulated, causes a redistribution of localized stresses. This mechanism takes place, releasing stress waves transmitted in the form of transient mechanical waves. The technique detects this change in the material with piezoelectric transducers placed on the surface. In pressure vessels, the early detection of flaws is of key importance. For the purposes of this standard, early detection means detection of sub-critical sized flaws, and before they may cause leakages. These flaws are also sources of acoustic emission, called areas of structural activity, potential areas for stress concentration and propagation of internal and external flaws. This fact explains the predictive characteristic of an acoustic emission testing. It is desirable to conduct a study through fracture mechanics to assess the critical size of flaws and the right time for the corrective intervention. The half value of the critical size has been considered the conservative standard, for which repairs must be made. Acoustic emission monitoring is used to map areas of greater structural activity and to recommend complementary inspection with ultrasonic and magnetic particles, assuring continuity to structural integrity analysis, aiming to assess the morphology and the sizes of present discontinuities, which will be useful in stress analysis and fracture mechanics. Figure 1 is the flow chart recommended for the full integrity evaluation program INTEGRITY EVALUATION PROGRAM EA MONITORING & ANALISYS ACTIVE AREAS RESULT NO ACTIVE AREAS LOCATION AND CLASSIFICATION OF ACTIVITIES REPAIR NDT – FOLLOW UP FRACTURE MECHANICS ANALYSIS DECISION PERIODIC INSPECTION Figure 1 — Título © ABNT 2008 - Todos os direitos reservados 1 ISO xxxx:2008 A- Hydrostatic test or pneumatic test in-service, simultaneously monitored by the acoustic emission test in order to control the integrity during the pressurization. This monitoring is intended to perform the pressure test in a safe way, detecting, locating, and classifying the active areas associated with the presence of flaws. B- Due to the result of the monitoring described above (A), in the presence of areas of high Acoustic Emission activity source should be evaluated through the non-destructive test (follow up), in order to evaluate its critical dimensions through fracture mechanics analysis. C- Once guaranteed through calculation that the discontinuities remain at a sub-critical size and do not endanger the structural integrity, the other inspection items shall be verified and the re-qualification report drawn up. D- Should the contrary be included in item C, or rather, should the flaw present integrity problems, the execution of repairs of these problems shall be recommended. 2 SCOPE The objective of an Acoustic Emission inspection is to locate and monitor emission sources, which are generated by internal or superficial discontinuities. The test could be applied during the first hydrostatic test, during periodic proof test or in service. All relevant indications generated by Acoustic Emission sources must be assessed by other non-destructive testing methods. 3 REFERENCES ASME Code, Section V, Article 12 4 4.1 PROCEDURE Owner’s Responsibilities Prior to setting up the test, the inspector shall be furnished with the following information, as applicable. 4.1.1 Material of Construction - A material specification of the vessel(s) and/or system(s) under examination, such as material specification(s) and special heat treatments. 4.1.2 Lining and Insulation - Information on the type and construction of any lining, insulation, and internal coating. 4.1.3 Design Basis - The design specification of the vessel(s) and/or system(s) under examination, including applicable codes, e.g., ASME, API, AWS, and design pressure and temperature. 4.1.4 Geometry - A vessel or system assembly and/or layout drawings with sufficient detail to establish the dimensions, nozzle locations and material thickness. 4.1.5 Maximum Loads - The maximum pressure, temperature, and other load considerations since the previous test and during the last six months of operation. 4.1.6 The owner shall advise the Acoustic Emission system operator of special conditions that would influence optimal placement of Acoustic Emission sensors. Such conditions would include a detailed stress analysis, recent weld repairs, field welds, fire, mechanical upsets, or other historical parameters. 2 © ABNT 2008 - Todos os direitos reservados ISO xxxx:2008 4.2 Personnel Qualification Personnel operating Acoustic Emission equipment (Acoustic Emission operators) shall be certified according to ISO 9712. 4.3 Equipment and Materials 4.3.1 General - The Acoustic Emission instrumentation consists of sensors, electronic signal processing and recording equipment, and digital hardware and software for analyzing and displaying data in accordance with the provisions of this procedure. 4.3.2 Sensors - sensors shall operate in the range of 100 KHz to 300 KHz. Each sensor shall be used in conjunction with preamplifier circuitry including a band pass filter and shielding against electromagnetic and radio frequency interference. It is preferred that the preamplifier circuitry be incorporated into the sensor casing. 4.3.3 Data Measurement and Recording - The instrumentation shall be capable of measuring and recording by channel number and within a specific frequency range the following parameters for each Acoustic Emission hit; hit arrival time, hit duration, peak amplitude, signal strength. A manually entered parametric value, or input data, may also be recorded with each hit. The data acquisition system shall have sufficient channels to provide the sensor coverage as required. Hit arrival time shall be measured to an accuracy of at least one millisecond. 4.3.4 Instrument Displays - The instrumentation shall be capable of providing the following real time displays. a) Bar Chart - This plot shows cumulative signal strength Vs channel number. b) Amplitude Per Hit Versus Time. c) Hit Duration Per Hit Versus Time. d) Log Duration Per Hit Versus Amplitude Per Hit. e) Cumulative Signal Strength Per Channel Versus Time. 4.3.5 Waveguides: Acoustic waveguides may be used to minimize damage to the Acoustic Emission sensor on high temperature environments. Waveguides shall be of either one-piece construction or with press-fit sensor cones. Alternate designs may be used provided that performance attributes meet or exceed the requirements of this procedure. 4.3.6 High temperature waveguide couplant, if required, shall ensure positive coupling throughout the period of monitoring. 4.4 4.4.1 Instrumentation Set-up Sensor Spacing The location and spacing of sensors shall be determined following review of owner information, and with consideration of the damage mechanism anticipated. A primary consideration in choosing sensor locations is the need to detect structural defects at critical sections, e.g., high stress areas and geometric discontinuities. As a minimum, sensors shall be placed as follows: Sensor spacing for pressure vessels shall ensure that the entire structure is properly monitored during the stressing sequence. Sensor spacing shall ensure that at least one sensor may detect a lead break from a 0.3 mm pencil at any point of the structure, or at least 4 sensors may detect the signal from a mechanical punch at any point of the structure. In all cases, sensor spacing shall provide for proper monitoring of the area of interest for the damage mechanism(s) anticipated. Attenuation measurements may be required. © ABNT 2008 - Todos os direitos reservados 3 ISO xxxx:2008 4.4.2 Sensor Mounting Sensors shall be mounted with the center of the sensor face directly coupled to the structure. 4.4.3 Cabling Signal cables should be verified for continuity and to avoid short circuit. All signal cables should be constrained to prevent stressing the sensor or loss of coupling and to avoid extraneous noise from wind or thermal induced movement of the cables. Additionally, a provision to protect the cables from hot surfaces shall be made. 4.4.4 4.4.4.1 Verification of Sensor Coupling and Circuit Continuity Local Sensor Verification Each sensor shall be checked for coupling and circuit continuity prior to beginning of the monitoring procedure. A 0.3 mm 2H graphite lead break may be used to provide a source of Acoustic Emission. Checks shall be carried out for each sensor. The average amplitude of three such successive checks shall equal or exceed 85 dB. All sensor/channel combinations shall not present variations greater than +/-3dB from the average of amplitudes detected by all sensors. Corrective actions In the event that a sensor/channel combination does not meet the verification requirements above, it may be necessary to re-check sensor coupling, change signal cables, or re-position the sensor. In the event that a sensor, cable, or pre-amplifier is considered to be sub-standard, the suspect equipment shall be clearly identified, segregated, and shall not be used for monitoring until performance attributes are verified. 4.4.4.2 Global Verification Global verification of coupling and circuit continuity shall be performed before testing, following completion of testing, and after delays exceeding 12 hours. 4.4.4.3 In the event that a sensor/channel combination is found to be non-responsive during the monitoring period, the sensor/channel shall be temporarily de-activated, and substitute instrumentation installed. De-activation should be as short as practicable to minimize data loss. A local Sensor Verification, as described in 4.4.4.1 shall be carried out on the substitute instrumentation prior to resuming the monitoring. The time of such instrumentation substitution shall be noted in the test log. 4.4.5 Instrument Settings 4.4.5.1 Fixed threshold levels shall be the preferred method of triggering data acquisition. Thresholds shall be as low as practicable, and be in the range of 40 dB to 55 dB. Monitoring areas presenting a background noise level unsuitable for any sensor/threshold combination shall be recorded and reported to the owner prior to testing. 4.4.5.2 Front end filters, when needed, should be set with consideration of the observed background noise level. Suggested values for front end filters are: 4 Frequency 70 - 400 KHz Duration 5 - 70000 microseconds Risetime 5 - 1000 microseconds Counts 5 - 70000 Energy 5 - 70000 Total Gain 60 dB © ABNT 2008 - Todos os direitos reservados ISO xxxx:2008 4.5 Test Execution 4.5.1 The Acoustic Emission operator shall maintain a test log recording data file names, times of various phases of testing such as the start and end. The test could be applied during the first hydrostatic test, during periodic proof test or in service with increment on the operating pressure. Examples of test sequence are in figure 2 and 3. Figure 2 — Sequence for hydrostatic pressure test and proof tests © ABNT 2008 - Todos os direitos reservados 5 ISO xxxx:2008 Figure 3 — Sequence for in service tests 4.5.2 All Acoustic Emission data shall be stored on appropriate media. In the event that the test situation requires more than one data file, the Acoustic Emission operator shall record the start and end time for each data file. 4.5.3 Temperature and pressure data shall be recorded on appropriate media or in the test log, as applicable. It is preferred that continuous recording of temperature/pressure be enabled; however, in the event that automated acquisition is not available, the Acoustic Emission operator shall ensure that such parameters are recorded at the beginning and end of the monitoring and at intervals not to exceed 30 minutes or 25% of the test duration, excepting long delay periods. 4.5.4 All recorded data (Acoustic Emission hits, temperature, pressure, etc.) shall be correlated to the elapsed test time. 4.5.5 No sensor/channel combination may be disabled during the course of the test, unless the Acoustic Emission operator identifies a sensor/channel failure. 4.5.6 Background noise may be present as a result of factors other than process flow. 4.5.6.1 Movement: False emissions can be caused by movement of the component under test. emissions are generally sporadic and can be identified and filtered out in post-test analysis. Such 4.5.6.2 Wind and Vibration: Visually examine the sensors, cables, and other hardware to verify the equipment is securely mounted and will not be subject to wind or vibration induced movement. 4.5.6.3 External Nois: Uncontrolled noise caused by conditions such as rain, sleet, hail, snow, wind blown particles, air hoses, leaks, blasting, etc., shall be evaluated as they occur. The effects of such sources shall be minimized by acoustic isolation where practical. 4.5.6.4 Communication between the Acoustic Emission operator and the owner shall be available to alert the owner in the event that Acoustic Emission activity indicates a potentially serious condition. 6 © ABNT 2008 - Todos os direitos reservados ISO xxxx:2008 4.6 Data Analysis 4.6.1 Acoustic Emission data presentations should be overlaid with parametric data, (temperature, pressure) where possible. Guideline for analysis is described below: 4.6.2 A general assessment of the raw data shall be made to identify emissions considered to be arising from flaws, and to assess the need for post-test filtering. The following paragraphs describe plots which are, in combination, useful in performing the general assessment: 4.6.2.1 Duration Vs Amplitude: Active discontinuities are characterized by a single data distribution with high amplitude hits in the range of 100 - 3000 microseconds in duration. 4.6.2.2 Counts Vs Amplitude: Active discontinuities are characterized by a single data distribution of amplitude values greater than 60 dB with counts in the range of 500 to 1500. 4.6.2.3 Cumulative Energy Vs Time: Active discontinuities are characterized by an exponential increase of cumulative energy with a clear ‘knee’ in the curve that may be correlated with a corresponding rapid stressing change. 4.6.2.3 Overall duration of active discontinuity hits may fall in the range of 100 to 2000 microseconds. 4.6.2.4 The nominal calculated frequency of hits from active discontinuities should be in the range of 100 to 300 KHz when 150 KHz sensors are used. 4.6.1 Post-Test Filters 4.6.3.1 Time Filters - Time filters are used to eliminate bursts of data caused by unavoidable circumstances as the test proceeds. Such circumstances include wind gusts or other types of mechanical noise. These sources of interference should be noted in the test log along with their time of occurrence. A time filter can then be used to reject the interference noise from the data set, leaving only genuine Acoustic Emission. Time filters can also be used when it is necessary to closely examine data characteristics within a known time range. 4.6.3.2 Amplitude Filter and Signal Strength Filter - Amplitude and signal strength filters are used less commonly than the previously described filter. Their function is to allow the user to more closely examine data characteristics within a given range of amplitudes and signal strengths. 4.7 Reporting of Source Locations Sensor/Channel combinations considered to exhibit data indicating flaw growth shall be reported, and ranked in terms of relative priority, where possible. Suspect areas shall normally be reported to the owner as soon as possible. 4.8 Interpretation of Results A written procedure for processing, interpreting, and evaluating the Acoustic Emission data shall be prepared and approved by the Acoustic Emission Inspector Level 3. This procedure shall be made available to the personnel responsible for operating the Acoustic Emission system, the personnel responsible for Acoustic Emission data interpretation and evaluation, and a representative of the owner of the equipment being monitored. This procedure shall be tailored to recognize and accommodate unique requirements associated with the plant system or component being monitored. A recommended presentation and interpretation of the results could be given by ranking the detected acoustic emission source during the test in different categories, related with the level of the Acoustic Emission source intensity, based on the activity detected during the loading. The ranking could be through letters A, B, C, D and E, (see the example in table 2). The analysis must be carried out individually for each sensor, reflecting the view of the zonal location of active areas. When the results show consistency with the methods of exact localization, they must be used for refinement on localization of active areas. © ABNT 2008 - Todos os direitos reservados 7 ISO xxxx:2008 Table 1 — Example of source classification AE source Intensity A Recommended Action NO ACTION RECOMMENDED B REGISTER FOR REFERENCE IN FUTURE MONITORINGS C ATTENTION LEVEL: RECOMMENDED TO REDUCE INSPECTIONS INTERVAL D PRESENCE OF DEFECTS APPLY NDT* E PRESENCE OF SIGNIFICANT DEFECTS; APPLY NDT* * APPLY NDT means to evaluate using Non-Destructive Tests at the locations with the objective of characterizing and sizing the existing defects. 4.9 Follow-up Action Follow-up actions shall be proposed for all tests carried out. Consideration must be made for the test item service, the known inspection history, the type of anticipated degradation mechanisms expected, Acoustic Emission test characteristics, and the appropriateness of follow-up inspection methodologies. 4.10 Report The following information shall be included with each test report. 4.10.1 A complete identification of the vessel(s) including: a) Equipment Identification, i.e., name and item number b) Material of Construction c) Test Location d) Test Date e) Applicable Codes or Standards 4.10.2 Sketch or drawing showing overall dimensions and sensor locations. 4.10.3 Test fluid and fluid temperature. 4.10.4 Stressing sequence including fill, temperature, or pressure level(s), and the starting and ending times of hold periods, as applicable. 4.10.5 A comparison of the test data with the appropriate interpretation and evaluation criteria. 4.10.6 A statement of conclusions on the basis of the Acoustic Emission test results. This may be a brief statement that the vessel contains no significant defects, or it may include a list of areas of concern. 4.10.7 A list of recommendations. This may include follow-up inspections and complementary Non Destructive Evaluation methods, or it may be a brief statement that no follow-up is necessary. 4.10.8 Any unusual effects or observations during testing. 4.10.9 Name(s) and level of certification of test operator(s). 8 © ABNT 2008 - Todos os direitos reservados ISO xxxx:2008 4.10.10 Test instrument, including serial number. 4.10.11 Sensor Model(s). 4.10.12 Procedure with interpretation and evaluation criteria used. © ABNT 2008 - Todos os direitos reservados 9