REMAR
REMAR
SUPPLIER'S
REVIEW
한전
한COMMENTS
전검토의견
검 토DOCUMENT
의및견한중 조치내용
한 중 조REPLY
치REPLY
내 용 REF. No. : 10089-1E-V06-MUSG-00003
OWNER
Alternative Recommendations
DOOSAN REF. No. : T16195-YK10-P1MAL-220001
ITE
M
COMMENTS
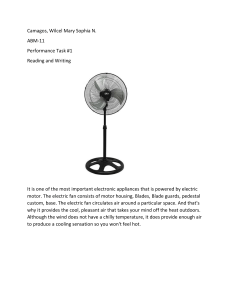
DOC/ DWG TITLE : OUTLINE - GLAND STEAM
CONDENSER
1
2
REPLY
DOC No. : T16195-YK10-P1MAL-220001/Submittal/
Date : JUN.24.2020
Please, refer to attachment #1.
The attachment is included in Operating & Maintenance Manuals
The detail dismantle and the required tools not included for Steam Turbine(T16195-CQ02-P1ZEN-200001) and it include
in the operation and maintenance manual, kindly provide operating & maintenance way for each component ,such as Heat
exchanger, Blower, Motor & etc with required tool, for Gland
it.
Steam Condenser.
Doosan self revision.
According to discussion related to temp indicator location by
e-mail, drawing was revised.
1 of 1
REMARKS
Instruction Manual-III-5. Auxiliary System
III-5. Auxiliary System
(To be continued on next page)
III-5-1
Instruction Manual-III-5.1 Steam Seal System
III-5.1 Steam Seal System
(To be continued on next page)
III-5.1-1
Instruction Manual-III-5.1 Steam Seal System
Table of Contents
1.
INTRODUCTION .......................................................................................................................................................................... 4
3.
GENERAL ......................................................................................................................................................................................... 4
2.
SAFETY NOTICE ........................................................................................................................................................................... 4
3.1
Outline ..................................................................................................................................................................................... 4
3.3
Design Data ........................................................................................................................................................................... 6
3.2
4.
3.4
Functional Description .................................................................................................................................................... 5
Part List (Equipment List) ............................................................................................................................................... 6
MAINTENANCE ............................................................................................................................................................................. 7
4.1
Assembly/Disassembly ................................................................................................................................................... 7
4.1.1
4.1.2
4.2
4.3
Storage .................................................................................................................................................................................... 8
Gland Steam Condenser........................................................................................................................................ 8
4.3.2
Exhauster Fan............................................................................................................................................................. 10
4.4.1
Frequency/Interval................................................................................................................................................. 10
4.4.3
Repair/Replacement..............................................................................................................................................11
4.4
Inspection ............................................................................................................................................................................ 10
4.4.2
Inspection Procedure/Method ..........................................................................................................................11
PRECAUTION FOR OPERATION ........................................................................................................................................13
5.1
Start-up .................................................................................................................................................................................13
5.3
Shut down ...........................................................................................................................................................................14
5.2
6.
Exhauster Fan............................................................................................................................................................... 7
Lifting/Handling ................................................................................................................................................................. 8
4.3.1
5.
Heat Exchanger .......................................................................................................................................................... 7
5.4
In Operation ........................................................................................................................................................................13
Checks and Tests ..............................................................................................................................................................14
TROUBLE SHOOTING .............................................................................................................................................................15
6.1
Gland Steam Condenser ...............................................................................................................................................15
A1.
OM Manual for Heat Exchanger ..................................................................................................................................18
APPENDIX ..............................................................................................................................................................................................17
A2.
OM Manual for Exhauster .............................................................................................................................................19
III-5.1-2
Instruction Manual-III-5.1 Steam Seal System
A3.
OM Manual for Motor ......................................................................................................................................................20
A5.
OM Manual for AOV ..........................................................................................................................................................22
A4.
A6.
A7.
A8.
OM Manual for Manual Valves ....................................................................................................................................21
OM Manual for MOV .........................................................................................................................................................23
OM Manual for NRV ..........................................................................................................................................................24
OM Manual for Safety Valve .........................................................................................................................................25
III-5.1-3
D
Instruction Manual-III-5.1 Steam Seal System
1. Introduction
This document provides in brief the design philosophy for the Steam Seal System for Steam Turbine.
Steam Seal system is to maintain sealing along with turbine shell, hood and the rotor by supplying
the steam. In other words, to prevent steam leakage from HP & IP turbine and air inflow to LP turbine
on the gap between rotor and shell/hood, supplying constant pressure of sealing steam.
2. Safety Notice
Seal steam should always be provided to the turbine, when vacuum condition is maintained in the
condenser. If seal steam is not provided, the vacuum in the condenser will pull ambient air from the
atmosphere through the gland. The ambient air, which is at a low temperature, will cool the gland
rapidly and as a result the gland casing may deform. This would cause contact between rotating surface
and stationary surface resulting in damage to the rotor.
3. General
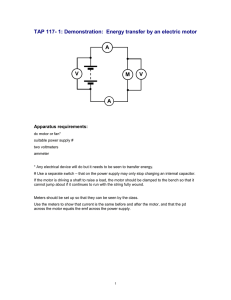
3.1 Outline
A. Gland Steam Condenser Outline Drawing.
Fig 1 shows Gland Steam Condenser (GSC) designed to dispose of the steam-air mixture coming
from the turbine end packings.
Exhauster Fans
Check Valves
Heat Exchanger
Butterfly Valves
Figure 1 Gland Steam Condenser Assembly
III-5.1-4
Instruction Manual-III-5.1 Steam Seal System
B. Steam Seal Control Valve
Steam Seal Feed Valve
Steam Seal Aux.
3.2 Functional Description
A. Gland Steam Condenser
GSC performs the slight vacuum in the turbine end packings. GSC keeps the steam leak to the
atmosphere and condensate the steam, blow the air by the exhauster.
Condenser (Shell & Tube Heat Exchanger)
Two(2) 100% Blower with motor
A steam sealing system is required to seal the turbine end packings so that vacuum may be
established within the turbine prior to startup. During startup and normal operation, sealing must be
maintained so that air does not leak into the sub-atmospheric section of the turbine, and excess steam
in the high pressure section of the machine does not blow out into turbine room or into bearing
housings to contaminate lubricating oil.
At startup, sealing is achieved by introducing steam between intermediate packing rings and
venting between outer packing rings to a gland exhauster. The gland exhauster system prevents steam
from escaping into the turbine room by establishing a sub-atmospheric pressure between the two
outer rings of packing. Air is thus drawn in through the last ring of packing, and steam enters this cell
from the opposite direction. This steam and air mixture is piped to the gland exhauster where the
steam is condensed by cold feed water flow through the primary side of a heat exchanger, and the air
is evacuated by means of a centrifugal blow. As steam turbine load increases, the steam flow out of
the high pressure section end packings and the reheat section inlet end packings reaches a point
where it is sufficient to provide 100% of the sealing steam for the LP section end packings. The turbine
is said to be “Self-Sealed” above this load level (i.e. when the steam seal feed valve goes 100% closed
and the steam seal dump valve opens). The excess steam from the high-pressure packings, over that
required for sealing the low-pressure end, is diverted to the condenser. Control of these steam flows
in maintained by a steam seal regulator which maintains the steam seal manifold pressure at a
constant 1.3 kg/㎠a by admitting or dumping steam through the steam seal feed or steam seal dump
valves.
III-5.1-5
Instruction Manual-III-5.1 Steam Seal System
The gland exhaust system is provided to dispose of the steam-air mixture coming from the packings.
The steam seal vent leak offs are piped to the shell side of the supplied gland condenser where the
steam is condensed from the mixture and the condensed water returned to the main unit condenser.
The heat exchanger is cooled by condensate which returns the heat from the condensed steam to the
cycle. Dual motor driven gland exhaust blowers are mounted on the gland condenser. The blower
provides a negative pressure to the gland exhaust system and pushes the residual saturated air to an
outdoor vent.
3.3 Design Data
A. Heat Exchanger
Fluid
Shell Side (Hot Side)
Tube Side (Cold Side)
190
7
Steam
Design Temperature (℃)
Operating Temperature (℃)
Design Pressure
Operating Pressure
Weight (kg)
Water
152.7
50.0
0.35 bar.a
45 bar.g
0.962 bar.a
Bundle
1,100
B. Exhauster Fan
Empty
3,880
26.8 bar.a
Operating
4,786
Exhaust fan
Flow
1723.44
(kg/hr)
Suction Pressure
Normal : 10~12 inH20
Discharge Pressure
170 mmH2O
( Vacuum)
Maximum : 20 inH2O
Maximum Inlet
65 degC
Temperature
3.4 Part List (Equipment List)
Refer to vendor manual
III-5.1-6
Full Water
5,799
Instruction Manual-III-5.1 Steam Seal System
4. Maintenance
4.1 Assembly/Disassembly
4.1.1 Heat Exchanger
A. If you have maintained the heat exchanger in storage, thoroughly inspect it prior to
installation.
B. If the heat exchanger is not being stored, upon receipt at the jobsite, inspect for shipping
damage to all protective covers. If damage is evident, inspect possible contamination and
replace protective covers as required. If damage is extensive, notify the carrier immediately.
C. When installing, set heat exchanger level and square so that pipe connections can be made
without forcing.
D. Before piping up, inspect all openings in the heat exchanger for foreign material. Remove
all wooden plugs, bags of desiccant and shipping covers immediately prior to installing.
E. After piping is complete, if support cradles or feet are fixed to the heat exchanger, loosen
foundation bolts at one end of the exchanger to allow free movement. Oversize holes in
support cradles or feet are provided for this purpose.
4.1.2 Exhauster Fan
When handling all fan components, take care to properly put wire rope so that it will not get
out of balance.
A. Fan shipped assembled
In handing the fan, wire rope should be placed through the lifting holes but not under the
shaft.
Holes for lifting are normally furnished on blower casing and base. Never lift the blower
by the eye bolts on bearing housing and motor. Lifting the eyes bolts on bearing housings
and motor is furnished only for removal of blower bearing housing and moving of motor.
B. Fan shipped disassembled
1)
Rotor
Wire rope should be placed around the shaft near the impeller position but not
impeller blade. Never set the impeller down so that the impeller is supporting the shaft.
III-5.1-7
Instruction Manual-III-5.1 Steam Seal System
2)
3)
Place supports under the shaft adjacent to the impeller. Bent shafts cause vibration.
Fan casings
Use a wire rope through lifting holes provided on casings or in flange. Never lift casings
by placing wire-rope through inlets.
Motor and motor base
Use a wire rope through lifting holes provided in motor base. Never lift them by the
eye bolt on the motor.
4.2 Lifting/Handling
A. The handling methods including devices & equipment will be determined by ;
B. Characteristics of the items to be handled such as size, weight, center of gravity.
C. Type of handling such as lifting, turning, or positioning.
D. Handling operation will be done with care to prevent damage to the machined surface, deletion
of identification and distortion of shape or dimension.
E. The sling length will be chosen according to piece dimension. The angle formed by both sling
strands must exceed 60° in general.
F. Before using handling tool and equipment, they will be inspected about their capability.
G. Experienced or trained personnel will be assigned to the operation of special handling and lifting
equipment
4.3 Storage
4.3.1 Gland Steam Condenser
A.
Dry preservation method using remedy for absorbing moisture
1)
Dry the inside of heat exchanger thoroughly after cleaning. (If not sufficient, Hot air could
2)
Put the silica gels wrapped in a few of wire-nets, which are capable of absorbing moisture,
be used for drying)
into the vessel.
a)
Usually 1.2kg of silica gel are needed per ㎥,
c)
In case of limestone, it will be needed 3kg per ㎥
b)
A remedy for absorbing moisture, silica gel is optimal and the limestone will be good
III-5.1-8
Instruction Manual-III-5.1 Steam Seal System
3)
4)
B.
A remedy for absorbing moisture shall be checked one week after drying.
a)
b)
If it is weakened, it shall be replaced.
It shall be checked periodically, i.e. every months.
To prevent rust outside of heat exchanger, keep the surface dry condition as using
limestone. etc.
DRY PRESERVATION METHOD USING N2 GAS
1)
Dry the inside of heat exchanger thoroughly after cleaning (If not sufficient, Hot air could
2)
Inject N2 Gas with approximately 0.7kg per ㎠g. Pressure into inside of heat exchanger
be used for drying)
a)
b)
c)
3)
The degree of purity of N2 Gas shall be over than 99.5%.
Check the pressure of inside after injection of N2 Gas, whether the pressure is downed
or not
Check the pressure more than two times a week. If the pressure is less than 0.5kg per
㎠g, N2 Gas shall be re-injected immediately with over than 0.5kg per ㎠g
To prevent rust outside of heat exchanger, keep the surface dry condition as using
limestone. etc.
4.3.2 Exhauster Fan
When the fan and all components are stored outside, they should be placed on timbers, store
fan equipment shipped separately in a common place to avoid loss.
A. Fan shipped assembled
It is recommended to be stored inside. If outdoor storage is necessary, special precaution
must be taken as follows.
1)
Store in dry and clean area.
3)
Cover and seal all bearings and opening in the fan casing to prevent the entrance of rain
2)
4)
5)
Coat the shaft with grease or rust preventative.
water and dust.
Provide means not to expose the electrical parts in to rain water, dust and moisture.
Relieve tension on belt drives by adjusting the motor base.
III-5.1-9
Instruction Manual-III-5.1 Steam Seal System
6)
When the fan having grease type bearing unit is to be stored for 6 months or more
7)
Rotate the impeller at least once a week to prevent bearing from rusting and pitting
remove the bearing housing cover and seal the bearings with grease for protection.
corrosion
B. Fan shipped disassembled
1)
2)
Rotor assembled, bearing base, motor should be stored inside and covered to keep out
dust. If outdoor storage is necessary, refer to that explained in section 5.1. If it is
impossible to rotate the impeller, rotate the bearing housing at least once a week.
Fan casing is stored outside and its drains opened.
4.4 Inspection
4.4.1 Frequency/Interval
Since there are no moving parts in this heat exchanger, very little attention is required in
normal operation. Major cause for operation failure of the heat exchanger is fouling or insufficient
air venting. To maintain the heat exchanger always in the best working condition, observe the
following cares;
A. Keep the heat exchanger filled with fluid
B. Periodically discharge air if it accumulates
C. The presence of an excessive amount of non-condensable gases causes a reduction in the
heat transfer rate.
D. To prevent the corrosion and shortened life of the tubes, avoid excessive velocity of flow in
the tubes.
E. Regularly inspect the heat exchanger and clean when and where necessary
F. Check the history of the increase in the pressure loss of fluid owing to the scale build-up on
the outside and inside of tubes.
G. Check the history of variations in the outlet and inlet temperature conditions of each fluid
and decrease in the heat transfer rate (decrease in the overall coefficient of heat transfer).
H. Check all welds, flange joints and piping joints for leakage and loose bolts
I.
Check for loose foundation bolts, creaks or dislocation of foundation, and abnormal
III-5.1-10
Instruction Manual-III-5.1 Steam Seal System
deformation or other damages of support
4.4.2 Inspection Procedure/Method
Since there are no moving parts in this heat exchanger, very little attention is required in
normal operation. Major cause for operation failure of the heat exchanger is fouling or insufficient
air venting. To maintain the heat exchanger always in the best working condition, observe the
following cares;
A. Keep the heat exchanger filled with fluid
B. Periodically discharge air if it accumulates
C. The presence of an excessive amount of non-condensable gases causes a reduction in the
heat transfer rate.
D. To prevent the corrosion and shortened life of the tubes, avoid excessive velocity of flow in
the tubes
E. Regularly inspect the heat exchanger and clean when and where necessary
F. Check the history of the increase in the pressure loss of fluid owing to the scale build-up on
the outside and inside of tubes
G. Check the history of variations in the outlet and inlet temperature conditions of each fluid
and decrease in the heat transfer rate (decrease in the overall coefficient of heat transfer).
H. Check all welds, flange joints and piping joints for leakage and loose bolts
I.
Check for loose foundation bolts, creaks or dislocation of foundation, and abnormal
deformation or other damages of support
4.4.3 Repair/Replacement
In order to maintain the efficiency and service life of the heat exchanger, it is desirable to
overhaul the heat exchanger at least once a year to inspect, clean and repair all parts. The time
for the overhaul must be determined from the condition and the degree of fouling of fluid. In
order to access the tendency and condition of overall corrosion and deterioration of each part,
check the degree of fouling and scale build-up immediate after opening the heat exchanger.
If too much scale has built-up, corrosion is observed on the heating tubes and shell in many
instances. Thus the degree of fouling and the condition of scale build-up often help solve
corrosion problems.
III-5.1-11
Instruction Manual-III-5.1 Steam Seal System
Since the deposited metal is more susceptible to corrosion or other deterioration than the
base metal, it requires more careful inspection. All the welds must be checked for cracking, pitting,
grooving, and general other corrosive conditions.
Check gasket faces to see if they can provide satisfactory sealing, with emphasis on presence
of corrosion or damage. Check tube bundle with particular care for excessive expansion. Cracking
around the tube hole and corrosion or damage in the gasket seat faces and groove of the pass
partition.
When there is reason to suspect that there may be a leak in the tube wall or at the tube joint
in one or more tubes, the following procedure should be followed to determine whether this
condition exists. After the tube side has been drained, the channel should be removed to expose
the tube ends. A hydrostatic test should then be put on the shell side, not exceeding the test
pressure stamped on the name plate for the shell (in case of condensate cooler, the test ring will
be required for hydrostatic test).
Observe any leaks which occur and mark their location. When water flows from the inside of
the tube, this indicates a failure or defect in the tube wall and it is necessary to replace the tube
or plug both tube ends. When water leaks at the tube to tube sheet joint, it will be necessary to
reroll the joint or re-weld it depending on the type of joint. In some instances a leaking rolled tube
joint cannot be sealed by re-rolling; in this event the tube must be plugged. Remove the pressure,
drain the shell and plug the tube ends or repair the tube joints as indicated. Following this,
another hydrostatic test should be made on the shell to check the work for tightness.
Plugging defective tubes in heat exchangers with rolled tubes should be accomplished by
driving tapered steel plugs into the tube inside diameter. Defective rolled tube joints must be
plugged with a welded tube plug. Included in this manual are specifications for the
recommended tube plugs. When the number of plugged tubes becomes sufficient to appreciably
affect the performance of the heat exchanger, these tubes should be replaced. If the heat
exchanger has been in service for a considerable period, it may be desirable to replace all of the
tubes.
III-5.1-12
Instruction Manual-III-5.1 Steam Seal System
5. Precaution for Operation
5.1 Start-up
Refer to O&M manual Section II-2.5 “C. Gland Steam Seal System Out of Service”.
5.2 In Operation
Each turbine section is sealed against steam leakage to the atmosphere and against air entering the
turbine. From turning gear operation to light load, an auxiliary steam seal feed valve (SSAFV) furnishes
steam from an auxiliary steam source to the steam seal header. The SSAFV operate at all times.
At higher loads, when more steam is leaking from the pressure packings than is required by the
vacuum packings, the steam seal unloading valve (dump valve) discharges the excess to Gland Steam
Condenser
A steam seal bypass unloading valve (B) is employed for emergencies. The auxiliary steam feed
valve (S6) are furnished to isolate the steam seal system from the respective steam supply.
A steam packing exhauster system (SPE) is furnished which consists of a heat exchanger with two
motor driven steam packing exhauster fans. This exhauster system works to prevent steam from
entering the turbine room.
Temperature requirements have been established for the seal steam. The temperature of seal steam
obtained from the main steam pipe is satisfactory as long as the main steam and turbine metal
temperatures are matched, which will be checked by the ATS functions prior to roll off. Special
temperature checks are required for seal steam from an auxiliary source to protect the turbine rotor
at the packings against overstressing.
Steam seal header pressure shall be controlled from the control system. This is accomplished by
controlling the steam seal feed (SSAFV) and dump valve (SSDV) using steam seal header pressure as
the control reference. The controller shall maintain steam seal header pressure equals to that of the
steam seal header pressure control set point by opening and closing the feed and dump valves when
required. The default control pressure set point is at 0.246 kg/cm2g [3.5 psig]. Alarms shall be
displayed on the operator interface when the steam seal header pressure exceeds 6 psig and when the
steam seal header pressure drops below 0.141 kg/cm2g [2 psig]. A control signal shall be used to
control both the feed and dump valves.
When the steam seal feed valve goes 100% closed and the steam seal dump valve opens, MOV-LPE
and MOV LPS shall be closed during MODE I to prevent steam flow.
III-5.1-13
Instruction Manual-III-5.1 Steam Seal System
5.3 Shut down
N/A
5.4 Checks and Tests
N/A
III-5.1-14
Instruction Manual-III-5.1 Steam Seal System
6. Trouble Shooting
6.1 Gland Steam Condenser
Table 1.
Phenomena
Excessive
pressure
and temperature at
steam seal header
Cause
1. Leakages occur at
the
steam seal feed valve or feed
Solution
repair
bypass valve
2. Ingress steam leak-off line
at the main stop valve.
Check the 1st stage leak off.
Remove insulation at steam leak-off
line and check the temperature
difference between the steam seal
Rapidly
decrease
pressure
at
seal header
steam
1. Condensate drain.
2. The distance for instrument
in the downstream of steam
seal desuperheater.
3.
Desuperheater
temperature setting.
Fan/Blower vibration
1. Loss of grease
header and main stop valve.
Open the header drain MOV and drain
the condensate for warming the seam
seal piping.
Check the distance as per desuperheater manufacturer‘s
recommendation.
Check the minimum temperature set
value 10 ℃ above of saturated steam
temperature.
Check the containing grease on motor
2. impeller damage
3. Imbalance of fan level
4. Mis-installation of piping
bearings.
Overhaul inspection is required to
check the damage.
Check the level of the foundation
where fan installed.
Check the support location.
This solution is only available when
there is no vibration in advance with
vibration insulation condition test.
Motor Overload / Fan
1. Excessive quantity of fan
III-5.1-15
Check the condensate drain
Instruction Manual-III-5.1 Steam Seal System
Phenomena
Trip
Cause
condensate water drain
2. Shaft seal problem
3. Excessive flowrate
Solution
quantity.(water drain)
Check the slope of the downstream of
the fan.
Check the damage of shaft packing.
Check the inlet / outlet valve of the
fan.
Check the full load current as per
motor data sheet and make inlet valve
opening properly to maintain the
current is lower than the full load
Fan & Blower Surging.
1. Shell overflow inside heat
exchanger
Air leakage
Check the water level inside.
2. Water gathering in the
Check the drain line and remove the
3. Lack of air flow
Check the valve opening
downstream of the Fan
Steam leakage,
current of motor.
1. Piping leakage
2. lack of water in the loop
seal
III-5.1-16
condensate.
Check the flange connection in the
process piping.
Check the filling condition of the loop
seal.
Instruction Manual-III-5.1 Steam Seal System
Appendix
A1. OM Manual for Heat Exchanger
A2. OM Manual for Exhauster
A3. OM Manual for Motor
A4. OM Manual for Manual Valves
A5. OM Manual for AOV
A6. OM Manual for MOV
A7. OM Manual for NRV
A8. OM Manual for Safety Valve
D
III-5.1-17
Instruction Manual-III-5.1 Steam Seal System
A1. OM Manual for Heat Exchanger
(To be continued on next page)
III-5.1-18
www.dascohex.com
DYNAMIC & SPECIAL COMPANY
HEAT EXCHANGER FOR ENERGY SAVING
There is a future in DASCO.
Future of your company shall be changed with DASCO.
O & M MANUAL
Shell & Tube Heat Exchanger
Thermal design and Detail design for DASCO
REV.1 : JAN. 01, 2017
DYNAMIC & SPECIAL COMPANY
HEAT EXCHANGER FOR ENERGY SAVING
Beyond the Simple
Customer’s Satisfaction
CONTENTS
1. INTRODUCTION
1.1 DASCO’S MAIN TYPE
1.2 DESIGN & MANUFACTURE APPLICATION CAPACITY
2. STORAGE & LIFTING
2.1 RUST PREVENTION for INTERNAL (for VCI)
2.2 RUST PREVENTION for INTERNAL (for DRY AIR or N2 CHARGE)
2.3 RUST PREVENTION for OUTSIDE
2.4 LIFTING
3. SITE OR SHOP INSTALLATION
4. OPERATION
4.1 START-UP OPERATION
4.2 SHUT-DOWN OPERATION
5. MAINTENANCE
5.1 CHEMICAL CLEANING
5.2 PHYSICAL CLEANING
5.3 PRECAUTIONS FOR RE-ASSEMBLY
5.4 CORRECTIVE ACTION FOR TUBE DAMAGE
APPENDIX-1 SPECIFICATION OF SILICAGEL
APPENDIX-2 INSTALLATION PROCEDURE (As per TEMA Code)
APPENDIX-3 OPERATION PROCEDURE (As per TEMA Code)
APPENDIX-4 MAINTENANCE PROCEDURE (As per TEMA Code)
APPENDIX-5 TORQUE VALUE TABLE (DASCO’S STD)
* HOW TO CONTACT US
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
1. INTRODUCTION
1.1 DASCO’S MAIN TYPE
FRONT END STATIONARY
HEAD TYPES
SHELL TYPE
REAR END HEAD TYPES
1.2 DESIGN & MANUFACTURE APPLICATION CAPACITY (by TEMA RCB-1.11)
a) Inside diameters of 100 in. (2,540mm)
b) Product of nominal diameter, in.(mm) and design pressure, psi (kPa) of 100,000(17.5 x 106)
c) A design pressure of 3,000 psi (20684 kPa)
The intent of these parameters is to limit the maximum shell wall thickness to approximately 3 in. (76mm),
and the maximum stud diameter to approximately 4 in. (102mm). Criteria contained in these Standards
may be applied to units which exceed the above parameters.
4
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
2. STORAGE & LIFTING
2.1 RUST PREVENTION for INTERNAL (for VCI)
a) Internal : shell & channel side [VCI-SILICAGEL (Refer to Appendix-1)]
b) VCI Condition : 3 months storage at site.
c) Re-fill the VCI every 3 months during storage
* Photo of
Caution
Mark
* Photo of
VCI Filling
2.2 RUST PREVENTION for INTERNAL (for DRY AIR or N2 CHARGE)
a) Internal : Shell & Tube side [Dry air or Nitrogen gas charge (0.3 barG ~ 0.5 barG)]
b) Check the pressure gauge every 3 months during storage.
c) Re-fill the Nitrogen gas if the pressure is decreased over 0.1 barG.
* Photo of
N2 Charge
* Photo of P.G
for N2 Charge
2.3 RUST PREVENTION for OUTSIDE
a) Store under cover in a heated area (indoor) with dry, low humidity atmosphere.
b) When storage outdoor, it’s necessary to do extra packing to prevent entry of blowing dust, rain or snow, etc.
2.4 LIFTING
a) Check the total weight of heat exchanger on name plate before lifting.
b) Choose to lift by Crane or Fork-lift.
5
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
3. SITE OR SHOP INSTALLATION
a) First, set the fixed side of saddle base plate, and set the sliding side of saddle base plate.
* Type of Anchor bolt
Type
L
Type LA
Type J
Type JA
b) Connect gas side nozzle flange. Connecting method is shown as following.
* Photo of Flange Joint type
Slip-On
Welding Neck
Lapped
V-Joint
* Photo of Flange facing
Raised Face
Flat Face
Ring type Joint
c) Connect cold fluid(water) side nozzle flange.
4. OPERATION
4.1 START-UP OPERATION
a) Open vent valve on cold fluid side, and flow the cold fluid to heat exchanger.
b) After flowing up, close the vent valve after discharging air.
c) After closing the vent valve, increase the pressure slowly not over than 5 barG per min.
d) After flowing up the hot fluid, increase the pressure slowly not over than 5 barG per min.
e) Check any leak on all connections.
4.2 SHUT-DOWN OPERATION
a) First, shut down the hot fluid line.
b) Next, shut down the cold fluid line.
6
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
5. MAINTENANCE
5.1 CHEMICAL CLEANING
a) Select proper chemicals considering site condition, and remove the foreign materials.
* Proper chemicals shall be selected after discussing it with specialized company.
b) After that rinse inside with pressured clean water.
5.2 PHYSICAL CLEANING
5.2.1 SHELL SIDE CLEANING
a) Front cover & rear cover removal (for TEMA “B” type) is proceeded as following procedure.
b) Connect the crane to lifting lug on front cover and rear cover.
* Case of TEMA “A” type for front cover, refer to following procedure.
7
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
* Case of TEMA “S” and “W” type for rear cover, refer to following procedure.
c) Dis-assemble the covers loosening Jack bolts, set them on the wooden skid.
d) Clean the inside of front cover and rear cover with pressured clean water.
e) Clean the tube inside with wire brush.
8
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
5.2.2 SHELL SIDE CLEANING
a) Front cover & rear cover removal (for TEMA “B” type)
is proceeded as following procedure.
b) Connect the crane to lifting lug (Dowel lug) of
tubesheet, and pull the tube bundle to outside.
5.3 PRECAUTIONS FOR RE-ASSEMBLY
a) Replace gaskets as new one, and be careful in any damage on gasket surface.
b) If any damage is detected on the peak of bolt or nut, replace new one.
c) At any cost, do the leak test.
d) Any leak can happen by long terms storage, or screw loosening phenomenon due to hot fluid operation.
Then, re-fasten all bolts with nuts in accordance with Appendix-3.
e) bolts/nuts shall be fastened with 40%, 80% and 100% of torque value per each size in accordance with
Appendix-5.
f) Touch-up the painting on any damage, and re-bolting area for rust prevention.
5.4 CORRECTIVE ACTION FOR TUBE DAMAGE
5.4.1 Plugging
5.4.2 Double tubing
5.4.3 Tube replacement : Contact to Maker
9
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-1
Alumina SilicaGel
Brief
Silica and Alumina composite Gel (AL2O3, SiO2)
Use
Dehydration of gases (petroleum-symmetry), Remove of oil mist in
compressed of gas or air, Filtration of liquid air, Remove of F or F, Catalyst.
Properties / Grade
Unit
4 MESH RESIDUE
Particle Size
4 - 8 MESH
%
8 MESH UNDER
SA
SB
20 Max
2.0 - 4.0
80 Max
G or B
0
Bead
Shape
%
2.0 Max
2.0 Min
Bulk Density
g/ml
0.720 - 0.780
0.630 - 0.690
Surface Area
m²/g
500 Min
500 Min
True Specific Gravity
-
2.6
2% Suspension PH
-
2.6
Broken bead ratio
%
10 Max
ml/g
0.50
Average Pore Diameter
Å
50
Broken Bead ratio in Water
%
2 Max
2 Max
Average Particle Strength
kg
10 Min
10 Min
5%
RH %
5
20 %
RH %
12.5
50 %
RH %
27.7
75 %
RH %
33.5
90 %
RH %
34.9
Moisture Content
Pore Volume
Moisture Adsorption
Capacity
Remarks
10
10 Max
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-2
E-2 INSTALLATION OF HEAT EXCHANGERS
E-2.1 HEAT EXCHANGER SETTINGS
E-2.11
CLEARANCE FOR
DISMANTLING
For straight tube exchangers fitted with removable bundles, provide sufficient clearance at the
stationary head end to permit removal of the bundle from the shell and provide adequate space
beyond the rear head to permit removal of the shell cover and/or floating head cover.
For fixed tubesheet exchangers, provide sufficient clearance at one end to permit withdrawal and
replacement of the tubes, and enough space beyond the head at the opposite end to permit removal
of the bonnet or channel cover.
For U-tube heat exchangers, provide sufficient clearance at the stationary head end to permit
withdrawal of the tube bundle, or at the opposite end to permit removal of the shell.
E-2.12
FOUNDATIONS
Foundations must be adequate so that exchangers will not settle and impose excessive strains on
the exchanger. Foundation bolts should be set to allow for setting inaccuracies. In concrete footings,
pipe sleeves at least one size larger than bolt diameter slipped over the bolts and cast in place are
best for this purpose, as thy allow the bolt center to be adjusted after the foundation has set.
E-2.13
FOUNDATION BOLTS
Foundation bolts should be loosened at one end of the unit to allow free expansion of shells. Slotted
holes in supports are provided for this purpose.
E-2.14
LEVELING
Exchangers must be set level and square so that pipe connections may be made without forcing.
E-2.2 CLEANLINESS PROVISIONS
E-2.21
CONNECTION
PROTECTORS
All exchanger openings should be inspected for foreign material. Protective plugs and covers should
not be removed until just prior to installation.
E-2.22
DIRT REMOVAL
The entire system should be clean before starting operation. Under some conditions, the use of
strainers in the piping may be required.
E-2.23
CLEANING FACILITIES
Convenient means should be provided for cleaning the unit as suggested under "Maintenance of
Heat Exchangers,"Paragraph E-4.
E-2.3 FITTINGS AND PIPING
E-2.31
BY-PASS VALVES
It may be desirable for purchaser to provide valves and by-passes in the piping system to permit
inspection and repairs.
E-2.32
TEST CONNECTIONS
When not integral with the exchanger nozzles, thermometer well and pressure gage connections
should be installed close to the exchanger in the inlet and outlet piping.
E-2.33
VENTS
Vent valves should be provided by purchaser so units can be purged to prevent vapor or gas binding.
Special consideration must be given to discharge of hazardous or toxic fluids.
E-2.34
DRAINS
Drains may discharge to atmosphere, if permissible, or into a vessel at lower pressure. They should
not be piped to a common closed manifold.
E-2.35
PULSATION AND
VIBRATION
In all installations, care should be taken to eliminate or minimize transmission of fluid pulsations and
mechanical vibrations to the heat exchangers.
E-2.36 SAFETY RELIEF
DEVICES
The ASME Code defines the requirements for safety relief devices. When specified by the purchaser,
the manufacturer will provide the necessary connections for the safety relief devices. The size and
type of the required connections will be specified by the purchaser. The purchaser will provide and
install the required relief devices.
- As per TEMA 2007. 9th ED SECTION 4, Installation, Operation, and Maintenance -
11
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-3
E-3 OPERATION OF HEAT EXCHANGERS
E-3.1
DESIGN AND OPERATING
CONDITIONS
Equipment must not be operated at conditions which exceed those specified on the
name plate(s).
E-3.2
OPERATING PROCEDURES
Before placing any exchanger in operation, reference should be made to the
exchanger drawings, specification sheet(s) and name plate(s) for any special
instructions. Local safety and health regulations must be considered. Improper startup or shut-down sequences, particularly of fixed tubesheet units, may cause leaking
of tube-to-tubesheet and/or bolted flanged joints.
E-3.21
START-UP OPERATION
Most exchangers with removable tube bundles may be placed in service by first
establishing circulation of the cold medium, followed by the gradual introduction of
the hot medium. During start-up all vent valves should be opened and left open until
all passages have been purged of air and are completely filled with fluid. For fixed
tubesheet exchangers, fluids must be introduced in a manner to minimize differential
expansion between the shell and tubes.
E-3.22
SHUT-DOWN OPERATION
For exchangers with removable bundles, the units may be shut down by first gradually
stopping the flow of the hot medium and then stopping the flow of the cold medium. If
it is necessary to stop the flow of cold medium, the circulation of hot medium through
the exchanger should also be stopped. For fixed tubesheet exchangers, the unit must
be shut down in a manner to minimize differential expansion between shell and tubes.
When shutting down the system, all units should be drained completely when there
is the possibility of freezing or corrosion damage. To guard against water hammer,
condensate should be drained from steam heaters and similar apparatus during startup or shut-down. To reduce water retention after drainage, the tube side of water
cooled exchangers should be blown out with air.
E-3.23
TEMPERATURE SHOCKS
Exchangers normally should not be subjected abrupt temperature fluctuations. Hot
fluid must not be suddenly introduced when the unit is cold, nor cold fluid suddenly
introduced when the unit is hot.
E-3.24
BOLTED JOINTS
Heat exchangers are pressure tested before leaving the manufacturer's shop in
accordance with ASME Code requirements. However, normal relaxing of the gasketed
joints may occur in the interval between testing in the manufacturer's shop and
installation at the jobsite. Therefore, all external bolted joints may require retightening
after installation and, if necessary, after the exchanger has reached operating
temperature.
E-3.24.1
It is possible for the bolt stress to decrease after initial tightening, because of
slow creep or relaxation of the gasket, particularly in the case of the softer gasket
materials.
12
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
E-3.24.2
Excessive initial bolt stress can cause yielding of the bolt itself. This is especially
likely with bolts of small diameter or bolting having relatively low yield values such as
stainless steels.
E-3.25 RECOMMENDED BOLT TIGHTENING PROCEDURE
E-3.25.1
All gasket joint surfaces shall be clean and free of oil or debris. If the gasket requires
assistance to be held in place for installation, grease shall not be used. Any tape
applied to a spiral wound gasket for shipping or assembly shall be removed prior to
installing the gasket. No tape, string or other object will be allowed to remain on the
gasket surface once assembly is complete.
E-3.25.2
Thoroughly clean threads, nut faces and the flange where nut face bears. If
roughness, burrs or any irregularity is present, dress it out to as smooth a surface as
possible.
E-3.25.3
Thoroughly lubricate threads on studs, nuts and contacting surfaces on nuts and
flange.
E-3.25.4
The joint shall ve snugged up squarely so the entire flange face bears uniformly on
the gasket.
"Tightening of the bolts shall be applied in at least three equally spaced increments
using a cross bolting pattern as illustrated in Figure E-3.25.5.
START
E-3.25.5
FIGURE E-3.25.5
E-3.25.6
Once the cross bolting patterns are complete; a circular chase pattern shall be
applied until no nut rotation occurs.
- As per TEMA 2007. 9th ED SECTION 4, Installation, Operation, and Maintenance -
13
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-4
E-4. MAINTENANCE OF HEAT EXCHANGERS
E-4.1
INSPECTION OF UNIT
E-4.11
INDICATIONS OF FOULING
At regular intervals and as frequently as experience indicates, an examination should be made
of the interior and exterior condition of the unit. Neglect in keeping all tubes clean may result
in complete stoppage of flow through some tubes which could cause severe thermal strains,
leaking tube joints, or structural damage to other components. Sacrificial anodes, when provided,
should be inspected to determine whether they should be cleaned or replaced.
Exchangers subject to fouling or scaling should be cleaned periodically. A light sludge or scale
coating on the tube greatly reduces its efficiency. A marked increase in pressure drop and/
or reduction in performance usually indicates cleaning is necessary. The unit should first
be checked for air or vapor binding to confirm that this is not the cause for the reduction in
performance. Since the difficulty of cleaning increases rapidly as the scale thickness or deposit
increases, the intervals between cleanings should not be excessive.
Before disassembly, the user must assure himself that the unit has been depressurized, vented
and drained, neutralized and/or purged of hazardous material.
To inspect the inside of the tubes and also make them accessible for cleaning, the following
procedures should be used:
E-4.12
DISASSEMBLY FOR
INSPECTION OR CLEANING
(1) Stationary Head End
(a) Type A, C, D & N, remove cover only
(b) Type B, remove bonnet
(2) Rear Head End
(a) Type L, N & P, remove cover only
(b) Type M, remove bonnet
(c) Type S & T, remove shell cover and floating head cover
(d) Type W, remove channel cover or bonnet
The following procedures may be used to locate perforated or split tubes and leaking joints
between tubes and tubesheets. In most cases, the entire front face of each tubesheet will be
accessible for inspection. The point where water escapes indicates a defective tube or tube-totubesheet joint.
(1) Units with removable channel cover: Remove channel cover and apply hydraulic pressure in
the shell.
E-4.13
LOCATING TUBE LEAKS
14
(2) Units with bonnet type head: For fixed tubesheet units where tubesheets are an integral part
of the shell, remove bonnet and apply hydraulic pressure in the shell. For fixed tubesheet
units where tubesheets are not an integral part of the shell and for units with removable
bundles, remove bonnet, re-bolt tubesheet to shell or install test flange or gland, whichever
is applicable, and apply hydraulic pressure in the shell. See Figure E-4.13-1 for typical test
flange and test gland.
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
(3) Units with Type S or T floating head: Remove channel cover or bonnet, shell cover and
floating head cover. Install test ring and bolt in place with gasket and packing. Apply hydraulic
pressure in the shell. A typical test ring is shown in Figure E-4.13-2. When a test ring is not
available it is possible to locate leaks in the floating head end by removing the shell cover
and applying hydraulic pressure in the tubes. Leaking tube joints may then be located by
sighting through the tube lanes. Care must be exercised when testing partially assembled
exchangers to prevent over extension of expansion joints or overloading of tubes and/or tubeto-tubesheet joints.
E-4.13
LOCATING TUBE LEAKS
(4) Hydrostatic test should be performed so that the temperature of the metal is over 60 F
(16 C) unless the materials of construction have a lower nil-ductility transition temperature.
E-4.2
TUBE BUNDLE REMOVAL
AND HANDLING
To avoid possible damage during removal of a tube bundle from a shell, a pulling device should
be attached to eyebolts screwed into the tubesheet. If the tubesheet does not have tapped holes
for eyebolts, steel rods or cables inserted throught tubes and attached to bearing plates may
be used. The bundle should be supported on the tube baffles, supports or tubesheets to prevent
damage to the tubes.
E-4.3 CLEANING TUBE BUNDLES
The heat transfer surfaces of heat exchangers should be kept reasonably clean to assure
satisfactory performance. Convenient means for cleaning should be made available.
Heat exchangers may be cleaned by either chemical or mechanical methods. The method
selected must be the choice of the operator of the plant and will depend on the type of deposit
and the facilities available in the plant. Following are several cleaning procedures that may be
considered:
(1) Circulating hot wash oil or light distillate through tubes or shell at high velocity may
effectively remove sludge or similar soft deposits.
E-4.31
(2) Some salt deposits may be washed out by circulating hot fresh water.
CLEANING METHODS
(3) Commercial cleaning compounds are available for removing sludge or scale provided hot
wash oil or water is not available or does not give satisfactory results.
(4) High pressure water jet cleaning.
(5) Scrapers, rotating wire brushes, and other mechanical means for removing hard scale, coke,
or other deposits.
(6) Employ services of a qualified organization that provides cleaning services. These
organizations will check the nature of the deposits to be removed, furnish proper solvents
and/or acid solutions containing inhibitors, and provide equipment and personnel for a
complete cleaning job.
15
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
E-4.32
CLEANING PRECAUTIONS
(1) Tubes should not be cleaned by blowing through individual tubes since this heats the tube
and may result in severe expansion strain, deformation of the tube, or loosening of the tubeto-tubesheet joint.
(2) When mechanically cleaning a tube bundle, care should be exercised to avoid damaging the
tubes.
(3) Cleaning compounds must be compatible with the metallurgy of the exchanger.
E-4.4
TUBE EXPANDING
E-4.5
GASKET REPLACEMENT
A suitable tube expander should be used to tighten a leaking tube joint. Care should be taken to
ensure that tubes are not over expanded.
Gaskets and gasket surfaces should be thoroughly cleaned and should be free of scratches
and other defects. Gaskets should be properly positioned before attempting to retighten bolts.
It is recommended that when a heat exchanger is dismantled for any cause, it be reassembled
with new gaskets. This will tend to prevent future leaks and/or damage to the gasket seating
surfaces of the heat exchanger. Composition gaskets become dried out and brittle so that they
do not always provide an effective seal when reused. Metal or metal jacketed gaskets, when
compressed initially, flow to match their contact surfaces. In so doing they are work hardened
and, if reused, may provide an imperfect seal or result in deformation and damage to the gasket
contact surfaces of the exchanger.
Bolted joints and flanges are designed for use with the particular type of gasket specified.
Substitution of a gasket of different construction or improper dimensions may result in leakage
and damage to gasket surfaces. Therefore, any gasket substitutions should be of compatible
design. Any leakage at a gasketed joint should be rectified and not permitted to persist as it may
result in damage to the gasket surfaces.
Metal Jacketed type gaskets are widely used. When these are used with a tongue and groove
joint without a nubbin, the gasket should be installed so that the tongue bears on the seamless
side of the gasket jacket. When a nubbin is used, the nubbin should bear on the seamless side.
E-4.6
DIAPHRAGM
INSTALLATION
PROCEDURE
(1) Position diaphragm and tighten to remove all voids between diaphragm and component to
which it will be welded. This may be accomplished by bolting the cover in place, by a series
of clamps or any other means that guarantees that the diaphragm will not move during final
bolt-up and crack the weld.
(2) Make the diaphragm to component weld and liquid penetrant inspect.
(3) Install cover and tighten studs to required torque or tension.
(4) Liquid penetrant inspect weld again after tightening studs.
E-4.7
SPARE AND
REPLACEMENT PARTS
The procurement of spare or replacement parts from the manufacturer will be facilitated if the
correct name for the part, as shown in Section 1, Table N-2, of these Standards is given, together
with the serial number, type, size, and other information from the name plate. Replacement
parts should be purchased from the original manufacturer.
E-4.8
PLUGGING OF TUBES
In U-tube heat exchangers, and other exchanger of special design, it may not be feasible
to remove and replace defective tubes. Defective tube may be plugged using commercially
available tapered plugs with ferrules or tapered only plugs which may or may not be seal
welded. Excessive tube plugging may result in reduced thermal performance, higher pressure
drop, and/or mechanical damage. It is the user's responsibility to remove plugs and neutralize
the bundle prior to sending it to a shop for repairs.
- As per TEMA 2007. 9th ED SECTION 4, Installation, Operation, and Maintenance -
16
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-5
1. TIGHTENING TORQUE (for SA193-B7 / Metric Coarse)
Hex. Nuts
(ANSI B 18.2.4.2M)
Nut type
Thread Designation
(Metric coarse)
Joints without
washers
Heavy Hex. Nuts
(ANSI B 18.2.4.6M)
Joints with
nord lock washers
Joints without
washers
Joints with
nord lock washers
min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm)
M8 x 1.25P
14
20
16
23
-
-
-
-
M10 x 1.50P
28
40
32
46
-
-
-
-
M12 x 1.75P
47
66
54
76
49
69
56
79
M16 x 2.00P
111
156
128
179
116
163
133
187
M20 x 2.50P
215
301
247
346
226
316
260
363
M22 x 2.50P
297
415
342
477
300
420
345
483
M24 x 3.00P
370
518
426
596
389
545
447
627
M27 x 3.00P
538
753
619
866
563
788
647
906
M30 x 3.00P
750
1049
863
1206
775
1085
891
1248
M36 x 3.00P
1317
1843
1515
2119
1364
1910
1569
2197
M42 x 3.00P
-
-
-
-
2194
3071
2523
3532
M48 x 3.00P
-
-
-
-
3304
4626
3800
5320
M56 x 3.00P
-
-
-
-
5209
7293
5990
8387
M64 x 3.00P
-
-
-
-
7729
10821
8888
12444
M72 x 3.00P
-
-
-
-
10950
15330
12593
17630
17
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-5
2. TIGHTENING TORQUE (for SA193-B8-2 / Metric Coarse)
Hex. Nuts
(ANSI B 18.2.4.2M)
Nut type
Thread Designation
(Metric coarse)
Joints without
washers
Heavy Hex. Nuts
(ANSI B 18.2.4.6M)
Joints with
nord lock washers
Joints without
washers
Joints with
nord lock washers
min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm)
18
M8 x 1.25P
14
19
16
22
-
-
-
-
M10 x 1.50P
27
38
31
44
-
-
-
-
M12 x 1.75P
45
63
52
72
47
65
54
75
M16 x 2.00P
106
148
122
170
111
155
128
178
M20 x 2.50P
164
229
189
263
172
240
198
276
M22 x 2.50P
225
315
259
362
228
319
262
367
M24 x 3.00P
281
393
323
452
295
413
339
475
M27 x 3.00P
334
467
384
537
350
489
403
562
M30 x 3.00P
466
652
536
750
481
674
553
775
M36 x 3.00P
627
877
721
1009
650
909
748
1045
M42 x 3.00P
-
-
-
-
-
-
-
-
M48 x 3.00P
-
-
-
-
-
-
-
-
M56 x 3.00P
-
-
-
-
-
-
-
-
M64 x 3.00P
-
-
-
-
-
-
-
-
M72 x 3.00P
-
-
-
-
-
-
-
-
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
3. TIGHTENING TORQUE (for SA193-B8M-2 / Metric Coarse)
Hex. Nuts
(ANSI B 18.2.4.2M)
Nut type
Thread Designation
(Metric coarse)
Joints without
washers
Heavy Hex. Nuts
(ANSI B 18.2.4.6M)
Joints with
nord lock washers
Joints without
washers
Joints with
nord lock washers
min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm)
M8 x 1.25P
13
18
15
18
-
-
-
-
M10 x 1.50P
26
36
30
41
-
-
-
-
M12 x 1.75P
43
60
49
69
44
62
56
79
M16 x 2.00P
101
141
116
162
105
147
133
187
M20 x 2.50P
164
229
189
263
172
240
260
363
M22 x 2.50P
225
315
259
362
228
319
345
483
M24 x 3.00P
281
393
323
452
295
413
447
627
M27 x 3.00P
334
467
384
537
350
489
647
906
M30 x 3.00P
466
652
536
750
481
674
891
1248
M36 x 3.00P
627
877
940
1316
650
909
1569
2197
M42 x 3.00P
-
-
-
-
-
-
-
-
M48 x 3.00P
-
-
-
-
-
-
-
-
M56 x 3.00P
-
-
-
-
-
-
-
-
M64 x 3.00P
-
-
-
-
-
-
-
-
M72 x 3.00P
-
-
-
-
-
-
-
-
19
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-5
4. TIGHTENING TORQUE (for SA193-B7 / Unified Coarse)
Hex. Nuts
(ANSI B 18.2.2.2)
Nut type
Thread Designation
(Unified coarse)
Joints without
washers
Heavy Hex. Nuts
(ANSI B 18.2.2.2)
Joints with
nord lock washers
Joints without
washers
Joints with
nord lock washers
min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm)
20
1/2 x 13UNC
54
76
62
87
57
80
66
92
5/8 x 11UNC
106
148
122
170
111
155
128
178
3/4 x 10UNC
185
259
213
298
192
269
221
309
7/8 x 9UNC
294
412
338
474
305
426
351
490
1 x 8UNC
438
613
504
705
452
632
520
727
1 1/8 x 8UNC
635
889
730
1022
653
914
751
1051
1 1/4 x 8UNC
883
1236
1015
1421
905
1267
1041
1457
1 3/8 x 8UNC
1185
1659
1363
1908
1213
1698
1395
1953
1 1/2 x 8UNC
1549
2168
1781
2493
1583
2215
1820
2547
1 5/8 x 8UNC
-
-
-
-
2024
2834
2328
3259
1 3/4 x 8UNC
-
-
-
-
2540
3556
2921
4089
1 7/8 x 8UNC
-
-
-
-
3132
4385
3602
5043
2 x 8UNC
-
-
-
-
3809
5333
4380
6133
2 1/4 x 8UNC
-
-
-
-
5456
7638
6274
8784
2 1/2 x 8UNC
-
-
-
-
7501
10501
8626
12076
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
5. TIGHTENING TORQUE (for SA193-B8-2 / Unified Coarse)
Hex. Nuts
(ANSI B 18.2.2.2)
Nut type
Thread Designation
(Unified coarse)
Joints without
washers
Heavy Hex. Nuts
(ANSI B 18.2.2.2)
Joints with
nord lock washers
Joints without
washers
Joints with
nord lock washers
min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm)
1/2 x 13UNC
52
72
60
83
55
76
63
87
5/8 x 11UNC
101
141
116
162
106
148
122
170
3/4 x 10UNC
176
247
202
284
183
256
210
294
7/8 x 9UNC
223
313
256
360
231
324
266
373
1 x 8UNC
333
465
383
535
343
480
394
552
1 1/8 x 8UNC
395
552
454
635
405
567
466
652
1 1/4 x 8UNC
548
767
630
882
562
787
646
905
1 3/8 x 8UNC
564
790
649
909
577
808
664
929
1 1/2 x 8UNC
737
1032
848
1187
753
1054
866
1212
1 5/8 x 8UNC
-
-
-
-
-
-
-
-
1 3/4 x 8UNC
-
-
-
-
-
-
-
-
1 7/8 x 8UNC
-
-
-
-
-
-
-
-
2 x 8UNC
-
-
-
-
-
-
-
-
2 1/4 x 8UNC
-
-
-
-
-
-
-
-
2 1/2 x 8UNC
-
-
-
-
-
-
-
-
21
DYNAMIC & SPECIAL COMPANY
O & M MANUAL > Shell & Tube Heat Exchanger
APPENDIX-5
6. TIGHTENING TORQUE (for SA193-B8M-2 / Unified Coarse)
Hex. Nuts
(ANSI B 18.2.2.2)
Nut type
Thread Designation
(Unified coarse)
Joints without
washers
Heavy Hex. Nuts
(ANSI B 18.2.2.2)
Joints with
nord lock washers
Joints without
washers
Joints with
nord lock washers
min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm) min.(Nm) max.(Nm)
22
1/2 x 13UNC
49
68
56
78
52
72
60
83
5/8 x 11UNC
96
134
110
154
100
140
115
161
3/4 x 10UNC
167
234
192
269
174
243
200
279
7/8 x 9UNC
223
313
256
360
231
324
266
373
1 x 8UNC
333
465
383
535
343
480
394
552
1 1/8 x 8UNC
395
552
454
635
405
567
466
652
1 1/4 x 8UNC
548
767
630
882
562
787
646
905
1 3/8 x 8UNC
564
790
649
909
577
808
664
929
1 1/2 x 8UNC
737
1032
917
1187
753
1054
866
1212
1 5/8 x 8UNC
-
-
-
-
-
-
-
-
1 3/4 x 8UNC
-
-
-
-
-
-
-
-
1 7/8 x 8UNC
-
-
-
-
-
-
-
-
2 x 8UNC
-
-
-
-
-
-
-
-
2 1/4 x 8UNC
-
-
-
-
-
-
-
-
2 1/2 x 8UNC
-
-
-
-
-
-
-
-
Instruction Manual-III-5.1 Steam Seal System
A2. OM Manual for Exhauster
(To be continued on next page)
III-5.1-19
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
FOR
GT CASING COOLING AIR FAN
TAE-IL
BLOWER
MFG.
CO.,
LTD.
#203-3, SEOGEUN-RI,PALTAN-MYUN,HWASEONG-SI, KYUNGGI-DO, KOREA
TEL : 031) 350 - 9000
FAX : 031) 353 - 6016
Web : www.tlbmfg.co.kr
e-mail : master@tlbmfg.co.kr
TAE-IL
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 1 OF 25
Document No.
TLS - E - 202
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
FOR
GT CASING COOLING AIR FAN
TAE-IL
BLOWER
MFG.
CO.,
LTD.
#203-3, SEOGEUN-RI,PALTAN-MYUN,HWASEONG-SI, KYUNGGI-DO, KOREA
TEL : 031) 350 - 9000
FAX : 031) 353 - 6016
Web : www.tlbmfg.co.kr
TLS-A-301-03
e-mail : master@tlbmfg.co.kr
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
MAINTENANCE MANUALS
BLOWER
(OPERATION & INSTALLATION)
Rev. 0
PAGE 2 OF 25
Document No.
TLS - E - 202
CONTENTS
1.0
General
1.1
Introduction
1.2
Receiving
1.3
Handling and storage
2.0
Installation procedure
2.1
Foundation
2.2
Assembly and Installation
2.3
Alignment
2.4
Impellers
2.5
Motors
2.6
Flexible Coupling
2.7
Recommendation of duct work
2.8
Bearings
2.9
Shaft Seal
2.10 Access Door
2.11 Othering Spare Part
3.0
Operation
3.1
Before Start-up
3.2
Start-up
3.3
Fan Balancing
4.0
Maintenance
4.1 General
4.2
Fan Troubles / Correction
4.3
Lubrication of Anti-Friction Bearings
4.4
Cleaning of
5.0
Attachment
Bearings
5.1 Assembly drawing
5.2
Sectional drawing
6.0
Silencer & Filter and Special tool Instruction
6.1
Silencer & Filter Instruction
6.2
Cleaning method.
6.3
Special tool Instruction
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
MAINTENANCE MANUALS
BLOWER
1.0
(OPERATION & INSTALLATION)
Rev. 0
PAGE 3 OF 25
Document No.
TLS - E - 202
General
1.1
Introduction
This manual has been prepared to help you keep your TAE-IL fans and
blowers operation efficiently with minimum expense for repairs or maintenance.
An assembly drawing, containing all pertinent data and dimensions, is
prepared for the specific equipment furnished on your order.
The contents of this manual cover our standard line of centrifugal fan only.
For instructions and recommendations on engineered equipment for special
requirements, contact TAE-IL engineering Dpt.
In certain cases, especially where large fans are involved, it is advisable to
have an experienced erector supervise installation of the equipment.
1.2
Shipping and Receiving
1.2.1
It is the interest of the buyer to carefully inspect all shipments before
they are accepted from carrier.
1.2.2
Damage, noticed after delivery, should be reported to the carrier at once.
1.2.3
Request their inspection of the shipment and fill out a concealed damage
inspection report.
1.3
Handling and storage
1.3.1
Handling
1) When slings are used, they should be placed under the motor or
bearing base.
2) Holes for lifting are usually furnished on the tops of fan casing if
necessary.
3) In handling the shaft or impeller and shaft assembly with a hoist or
crane, rope slings should be placed around the shaft near the impeller
position.
Never place slings on the ground shaft surfaces where bearings or
impeller are to be mounted.
4)
Fan impeller shall be handling follow these basic rules to prevent
unbalance or damage;
a.
Never lift impeller by blades
b.
Never roll impellers
c.
Never rest entire impeller weight on the casing side plates.
Block up shaft to prevent this.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
d.
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 4 OF 25
Document No.
TLS - E - 202
Never set impeller down so that impeller supports the shaft;
use wood supports under shaft to support impeller by the shaft.
Bent shafts cause unbalance.
e.
To lift, use skid under casing or sling around casing or through
holes provided in side sheet bracing.
1.3.2
Storage.
1)
Store in a dry, protected area being sure fan shaft, bearings and
impeller are protected against dust and corrosion.
2)
If necessary to store outdoors or within a building under construction,
special care must be taken to prevent moisture.
3)
-
Coat the shaft with grease or rust preventive compound.
-
Cover and seal bearings to prevent entrance of containments.
If stored outdoors for any length of time,
-
Cover completely with a trap of heavy water proof paper.
-
Block impellers to prevent rotation.
-
Do not allow material of any kind to be piled on top of fan casing
of bearing base.
-
Never allow working on casing of shaft.
-
Block the unit on supports sufficiently above ground level to avoid
snow cover or submergence under surface water.
2.0
Installation Procedure
2.1
Foundations
2.1.1
General
A rigid, level foundation is a must for every fan.
It assures permanent alignment of fan and driving equipment and
freedom from excessive vibration, minimizing maintenance costs.
The sub-foundation (soil, stone, rock, etc.) should be firm enough to
prevent uneven settlement of the structure.
Foundation bolt locations are shown on the assembly drawing.
The natural frequencies of the foundation must be sufficiently removed
from the rotational frequency of the fan to avoid resonant conditions.
Tae-il Blower Mfg. Co., Ltd. is not responsible for the foundation design.
2.1.2
Poured concrete foundations recommended.
1)
TLS-A-301-03
Poured concrete under the fan and all drive components is the best
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 1
PAGE 5 OF 25
Document No.
TLS - E - 202
fan foundation.
2)
A generally, the weight of concrete foundation should be at least three
times the total weight of the equipment it will support.
3)
Where the ground is soft, the foundation should be flared or the
footing course increased in size to resist settling.
4)
The top should extend at least 150mm outside the outline of the fan
base and should be beveled on edges to prevent chipping.
2.1.3
Anchor Bolts
1)
Anchor Bolts in concrete should
be LA-shaped.
2)
In estimating the length of bolts.
allow for the thickness of nut
and washer, thickness of fan
base, thickness of shim plate,
if required, and extra threads
for draw down.
3)
Seating area for washers and
nuts must be clean and thread
area must be cleaned and lubricated.
2.1.4
Structural Steel Foundation
1)
When a structure steel foundation is necessary, it should be sufficiently rigid to assure permanent alignment.
2)
We recommend welded, riveted, or suitably locked structural bolted
construction to best resist vibration.
3)
Fans installed above ground level should be located near to or above
a rigid wall or heavy column.
4)
An overhead platform or support must be rigidly constructed, level
and sturdily braced in all directions.
Nut & Washer
Shim
Channel
or I-Beam
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
2.2
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 6 OF 25
Document No.
TLS - E - 202
Assembly and Installation
2.1.1
General
In accordance with circumstance, install only suitably because Tae-il
Fan and Blower are shipped completely assembled.
The following assembly method is adapted to our factory and we
recommend, refer to it at disassembly or reassembly in the field.
2.2.2
Assembly Method.
1)
Casing, Motor bed and Bearing bed are usually mounted permanently
at the same time. (Sometime casing and Motor bed is segregated by
optional specification of buyer)
2)
Shaft and impeller.
- Carefully clean inside of impeller hub with solvent and lubricate
bore with white lead oil for ease of shaft entrance.
- Slide the shaft into the impeller.
Make sure rotation arrow fastened on the fan casing.
Corresponds to arrow on impeller.
- CAUTION : Before mounting impeller on shaft, the drive side inlet
bell must be slipped over shaft into place. (In case double suction)
- Slip remaining inlet bell into place on the shaft.
Vane must rotate air in direction of impeller rotation.
- The various Tae-il centrifugal impeller designs on para.
2.4. : show impeller rotation.
- Type TTF. TLA double width fans have two single impeller placed
back to back on the shaft.
After the first impeller is in position,
slide the second impeller into the shaft.
3)
Tap key in the keyway firmly.
Impeller and shaft into Fan casing.
- Mount shaft through the fan inlet on the bearing stand.
- Place shaft into fan casing through the fan inlet and bolt suction
flange on the casing.
- Mount bearings on their supports, align inlet bell with impeller,
align bearings, shim bearing housings where necessary and tighten
nuts on all bolts.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
4)
Rev. 0
MAINTENANCE MANUALS
PAGE 7 OF 25
Document No.
TLS - E - 202
(OPERATION & INSTALLATION)
If a shaft seal is required,
Fan Casing
bolt assembly to fan casing.
Make sure felt seal seats it-
2-1/8" Seal Material
Seal Plate
Shaft
self around the shaft to prevent air leakage.
5)
Mount motor on its bed and
Split Steel Plate
connect to V-belt drive or
couple to fan shaft.
6)
The fan is now ready to be
connected into the system
(See operation Section).
If a belt cover is required, this can be
fastened to fan after system has been balanced.
2.3
Alignment
2.3.1
Raise the assembly fan into position and line up foundation holes in fan
base angle with anchor bolts.
2.3.2
Level the assembly fan on the foundation by shimming where necessary.
2.3.3
If Arrangement fan are shipped with bearing and motor bed separate,
move bases into position on the foundation.
Shim where necessary to level and tighten nuts on anchor bolts.
2.3.4
If the fan is on a concrete foundation, you are now ready to pour the
grout.
Anchor bolts should tight. After grout hardness, recheck for
final level and alignment of all components.
If fan is on a steel foundation, you are ready for operation.
2.4
Impellers
All fan impellers are shipped as a single, assembled unit with all surface
either painted or coated with rust preventative. Each impeller has been both
statically and dynamically balanced.
Standard wheel designs and direction of rotation is shown below.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
MAINTENANCE MANUALS
BLOWER
(OPERATION & INSTALLATION)
Backward Curved
Airfoil
2.5
Rev. 0
PAGE 8 OF 25
Document No.
TLS - E - 202
Radial Tip
Radial
Forward Curved
Motors
2.5.1
After motor has mounted, aligned and bolted down, wire to power supply
through a disconnect switch, short-circuit protection and suitable magnetic
starter with overload protection
2.5.2
All motors should be connected as shown on name plate.
2.5.3
Be sure power supply (voltage frequency and current carrying capacity
of wires)is in accordance with the motor nameplate.
2.5.4
2.6
Various motor troubles can be caused by:
1)
low or high voltage
2)
overload-high temperature-drawing too much current.
3)
armature unbalance-vibration and noise.
4)
worn bearings-armature rubs against stator.
5)
too much or not enough lubricant in bearings.
6)
loose hold down bolts-vibration and noise.
7)
dirt in windings-high temperature.
8)
low insulation resistance due to moisture.
Flexible Couplings.
2.6.1
General
A fan shipped assembled with coupling mounted has the coupling aligned,
Handling during shipment could throw it out of alignment.
Check-coupling alignment before starting fan.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
2.6.2
Rev. 0
MAINTENANCE MANUALS
PAGE 9 OF 25
Document No.
TLS - E - 202
(OPERATION & INSTALLATION)
Coupling Lubrication.
Check Lubricant before Start-up.
The coupling should be oiled or
greased the same as other power equipment.
For type and amount of lubrication, follow manufacturer's recommendation (See Maintenance Section on Coupling).
2.6.3
Mounting
If either coupling half has not been previously mounted on its shaft,
the following procedure can be used;
1) Place coupling covers over shaft ends.
2) Insert keys
3) Install rubs on shaft with faces flush with shaft ends.
4) Set motor at its magnetic center, if marked on shaft, with motor rotor
on its base with coupling faces at proper axial clearance.
2.6.4
Axial Movement
1) Run motor and notice how for shaft moves.
2) Push the shaft as far as it will go into the motor housing
2.6.5
Coupling Alignment
1) General
Coupling alignment can be done by two methods. (1) with a dial indicator or (2) with a steel straight edge and feeler gage.
Here, we describe with only the dial gage because that method is
preferred even with a flexible coupling.
2) Dial indicator method
a. Parallel alignment;
- Fasten indicator bracket on the
hub with dial button contacting
alignment surface of opposite hub.
- Rotate shaft on which indicator is
attached and take readings at four
points(Top, each side and bottom).
Gap
- Difference between the two side
radial readings indicates motor must
Parallel Alignment
be shifted side-ways.
- Difference between top and bottom readings indicates motor
must be raised or lowered by adding or removing that the same
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev.0
PAGE 10 OF 25
Document No.
TLS - E - 202
thickness of shims under all four feet.
- Amount of correction in each case is one half the difference
between the two readings.
b. Angular Alignment;
- Fasten indicator brackets on
the hubs.
- Rotate both shafts in unison
so the four readings are taken
between the same to points on
the hubs.
- Adjust motor position until the
same reading is obtained all
around coupling.
- This equalizes the clearance or
Angular Alignment
gap between the hub faces.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
2.7
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 11 OF 25
Document No.
TLS - E - 202
Recommendation of Duct Work
The fan system effects that alter or limit the ultimate performance remain
the most frequent causes of field performance problems. The four most
common cause of system - induced performance deficiencies.
1) Eccentric flow into the fan inlet
2) Spinning flow into the fan inlet
3) Improper ductwork at the fan outlet
4) Obstructions at the fan inlet or outlet
Eccentric Flow with Pre-Spin
Turning Vanes
TLS-A-301-03
Even Air Loading
Uneven Air Loading
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
2.8
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 12 OF 25
Document No.
TLS - E - 202
Bearings (Assembly Instructions)
2.8.1
General Instructions
These general instructions cover standard type of antifriction bearings
furnished with NTN, NSK, or KBC.
Detailed information on bearings supplied with the fan can be obtained
from the bearing manufacture.
1) Bearing should be inspected and thoroughly cleaned if necessary.
2) Check all nameplates on fan for special instructions.
3) Mount bearings in position on the shaft in accordance with the particular
type of bearing furnished (See following para.)
4) The shaft should be clean and free from burrs and other irregulararities. Be sure bearing is not be seated on worn flat sections.
2.8.2
Assembly (Disassembly)
Tae-il Split Bearing Housing
(S-series)-fixed and floating type self-aligning ball bearings or spherical roller bearing (mounted on adapter sleeve)
1) The bearing in dipped in a preservative coating at S-series and does
not have to be removed as it is compatible with grease and oil.
2) Set lower half of split housing in position on its mounting
surface. If an oil cup is used be sure it is assembled in brg./housing
Bearing Housing
3) Apply white lead thinned with oil, on outside diameter and threads of
tapered sleeve and face of lock-nuts (helps in tightening adapter).
4) Assemble mult-labyrinth seal ring(if used) adapter sleeve roller bearing,
lock-washer, lock-nut and second seal loosely and slip onto shaft.
5) Hand tighten lock-nut onto adapter sleeve as tightly as possible.
6) Insert feeler gauges between outer ring and the unloaded roller on both
sides of bearing until snug fit is obtained.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
MAINTENANCE MANUALS
BLOWER
(OPERATION & INSTALLATION)
Rev. 0
PAGE 13 OF 25
Document No.
TLS - E - 202
7) Lower shaft with bearing and adapter assemblies into lower half of
block housings.
- Be sure multi-labyrinth seals are aligned with seal grooves.
- Bolt lower housing to bearing mounting surface after shimming
and aligning.
- Block housing should mounted so fan Impeller and shaft do not
strike
any part of fan casing.
8) Position floating bearing centrally in lower housing.
For fixed bearing, position bearing for insertion of "C" spacer which is
inserted on lock-nut side (keep bearing flush with opposite side of
housing)
9) Tighten lock-nut with a spanner wrench until snug
- Place soft steel or brass bar against lock-nut and strike bar several
times with hammer.
- Distribute blows around lock-nut by rotating shaft.
- Use spanner wrench to further tighten lock-nut.
- Repeat this procedure until desired amounts of clearance has been
removed from bearing.
10) Secure lock-nut by bending lock-washer tang into lock-nut side.
11) Insert "C" spacer in fixed bearing base on lock-nut side.
12) Lubricate bearings with grease or oil.
(See Maintenance Section of Lubrication)
13) Replace top half of pillow(cap)
- Make sure races are not cocked in housing before tightening cap
bolts.
2.9
Shaft Seal
2.9.1
General
Shaft seal prevent air or gas from leaking out through the fan casing
shaft hole.
1) It usually has 2 rows of packing or 1 row of packing.
2) In either case, the seal plate is packed before shipment.
3) Note ; Seal plate, most seals, and field joints will leak slightly.
2.9.2
Packing break-in
It is essential that the packing be put through a break in period.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 14 OF 25
Document No.
TLS - E - 202
1) Check clearance between seal plate and fan shaft with a feeler gauge
- The shaft must be centered in the seal plate.
2) The packing should not be tight that the shaft can not be turned by
hand.
3) Start the fan and for 15 minutes.
- If the seal plate gets to worn or you see smoke, stop the fan and
coat it with light oil.
4) Make periodic inspections of the seal plate.
2.10 Access Door and Drain Connection
2.10.1 Access Door
Stud mounting bolted access panels should be furnished on casing.
2.10.2 Drain Connection
Drain connections consisting of threaded pipe couplings welded to low
point the fan casing should be furnished.
2.11 Othering spare parts
2.11.1 Contact the Tae-il engineering department and the factory and supply the
following information.
1) Fan serial number stamped on nameplate.
2) Fan size and model stamped on nameplate.
3) Fan arrangement..
4) Description of part required.
5) Special paints or coatings.
2.11.2 The particular fan parts lists attached to this manual will be useful in
ordering.
1) Impeller: be sure to indicate direction of rotation of fan and type of
impeller and operating speed. The bore and key way dimensions are
also required.
2) Shaft: be sure to indicate type and make of bearing used.
Length and location of shaft extensions are also required.
3) Bearing(Anti-friction bearing): the following information should be
indicated.
- State whether ball or roller : ball
- Manufacture : NSK, NTN or KBC
- Size and number : #6310
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
-
Fixed or floating
-
Parts required
Rev. 0
PAGE 15 OF 25
Document No.
TLS - E - 202
2.11.3 Recommended Spares
1) Coupling grid : 6S
2) Fan bearing : #6310
3) Shaft seal
3.0 Operation
3.1
Before Start-up
3.1.1
Close all suction dampers and discharge dampers during starting periods
to reduce power use.
3.1.2
Fastening ; All foundation bolts, impeller hub set screws and bearing lock
collars must be tight.
3.1.3
Access doors should be tight and sealed.
3.1.4
Bearing ; Check bearing alignment and make certain they are properly
locked to shaft and lubricated. Open the water to water cooled bearings.
Make sure there are no water leaked. See bearing section of this manual.
3.1.5
Couplings must be in alignment and lubricated if required.
3.1.6
Fan impeller ; Turn over rotating assembly by hand to see that it runs
free and does not bind or strike fan casing. if impeller strikes casing,
1) The impeller may have to be moved on the shaft or bearing housings
moved and re-shimmied.
2) Check location of impeller in relation to fan inlets.
3) Be sure fan casing is not distorted.
4) Refer to Alignment Section.
3.1.7
Driver-check ; electrical wiring motor.
(See motor section) Connections to a equipment should be made according to the manufacturer's recommendations.
3.1.8
Duct connections from fan to ductwork must not be distorted.
Ducts should never be supported by the fan. Expansion joints between
duct connections should be used where expansion is likely to occur or
when the fan is mounted on vibration isolators.
All duct should be sealed to prevent air leaks.
All drives should be removed from ductwork and fan.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
MAINTENANCE MANUALS
BLOWER
3.2
Rev. 0
PAGE 16 OF 25
Document No.
TLS - E - 202
(OPERATION & INSTALLATION)
Start-up
3.2.1
"Bump" the motor to check for proper impeller rotation.
The driver should be started in accordance with manufacturer's recommendations.
3.2.2
Fan may now be brought up to speed.
1) Watching for anything unusual such as vibration, overheating of bearings and motors, etc.
2) Multispeed motors should be started at lowest speed and run at high
speed only after satisfactory slow speed operation.
3.2.3
At first indication of trouble or vibration, shut down fan and check for
difficulty. (See fan troubles/Correction section)
3.3
Fan Balancing
3.3.1
Fan and blower impellers are balanced statically and dynamically by
factory. The final installed balance of the fan is also dependent on its
installation and foundation.
3.3.2
Before any attempt is made at balancing, check other causes of vibration
or unbalance as listed in the fan Troubles/Correction section.
3.3.3
Portable instruments are available that will indicate velocity in mm/sec.
The following table can be used as a guide to determine when a fan is
operating with too much vibration.
TLS-A-301-03
rpm
Initial Operations
velocity(mm/s)
(Max.)
Alarm velocity
(mm/s)
(Max.)
Shut down/Stop
Velocity(mm/s)
3600
6.0
8.0
11.0
1800
6.0
8.0
11.0
1200
6.0
8.0
11.0
900
6.0
8.0
11.0
720
6.0
8.0
11.0
600
6.0
8.0
11.0
TAE-IL BLOWER MFG. CO., LTD.
Remark
A4(210x297)
TAE-IL
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 17 OF 25
Document No.
TLS - E - 202
4.0 Maintenance
4.1
General
4.1.1
A definite time schedule for inspecting all rotating parts should be established.
1) The frequency of inspection depends on the severity of operation and
the location of the equipment.
4.1.2
Fan bearing and flexible coupling alignment should be checked at regular
intervals.
1) Misalignment can cause overheating, wear to bearing dust seals,
bearing failure and unbalance.
4.1.3
Fan bearings should be lubricated at regular intervals.
1) Periodic inspection should be necessary.
2) If oil lubrication is used and the oil becomes dirty or cloudy, it should
be drained and the bearing flushed with mineral oil.
3) Drain the mineral oil and fill new lubricant.
4) If grease is used and the grease is breaking down, flush the bearing
out and regrease to 1/3 full.
5) See Section on Bearing Lubrication and Cleaning.
4.1.4
Bearings on high speed fans tend to run hot
1) Do not replace a bearing because it feels hot to touch.
2) Place a contact thermometer against the bearing housing.
3) Check the temperature.
4) Ball or roller bearing housings can have temperature of 74℃
(165℉) running temperature before high temperature be investigated.
4.1.5
Flexible Couplings(Grid Type) do need lubrication.
Grid coupling should be inspected for centering of both hubs.
4.1.6
Foundation bolts and all set screws should be inspected for tightness.
4.1.7
Fan should be inspected for wear and dirt periodically.
1) The impeller might have to be cleaned (A wash down with steam
or water jet is a usually sufficient).
2) Cover the bearing for prevention of water entering in to the bearing
block
3) Dirt piled in the casing should be removed.
4) Fan impellers having badly worn blades should be replaced or rebuilt.
5) All cracks must be ground out and repaired prior to returning to
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 18 OF 25
Document No.
TLS - E - 202
6) Where wear is severe in spots. the worn places may be built up welding,
but be careful to prevent heating distortion.
7) Rebuilt or repaired impellers require careful balancing before returned
to service. (See Fan Balancing Section).
4.1.8
Abnormal vibration value and/or high bearing temperature may be reason
for unbalance, misalignment, loose belts, poor lubrication, dirt built-up on
the impeller, etc.
4.1.9 Repainting of exterior or interior parts of fans and ducts will extend
the service life of the installation.
1) Select a paint which will withstand the operating temperature.
2) For normal temperature, a good machinery paint may be used.
3) If moisture is excessive or if fans are exposed to the weather,
bitumastic paint is suitable.
4) Corrosive fumes require all internal parts to be wire brushed, scraped
clean and repainted with an acid resisting paint.
5) Component advice should be secured when corrosive frames are
present.
4.1.10 Never operate the fan at a higher speed than design speed without
confirmation of Tae-Il Blower.
1) The severe damage may be caused by over speed operation of fan.
2) Also, the power required by the fan may increase enough to overload
and burn out the motor.
4.1.11 Regrease or lubricate motor or bearings according to the manufacturer's
recommendations.
1) Do not over lubricate.
4.1.12 Blow out open type motor windings with low pressure (below 50psi) air
to remove dust or dirt.
1) Dust can cause excessive insulation temperature.
4.1.13 Make certain motor is not overloaded.
1) Check amperes with nameplate.
4.1.14
Keep motors dry.
1) Where motors are idle for a long time, angle phase heating or small
space heaters might be necessary to prevent.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
4.2
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 19 OF 25
Document No.
TLS - E - 202
Fan Troublers/correction.
In the event that trouble is experienced in the field, listed below are the
most common fan difficulties. These points should be checked in order to
prevent needless delay and expense of factory service.
4.2.1
Capacity or pressure Below Rating.
1) Total resistance of system higher than anticipated.
2) Poor fan inlet or outlet conditions.
3) Speed to low.
4) Air leak in system.
5) Damaged impeller.
6) Incorrect direction of rotation.
7) Impeller mounted backwards on shaft.
4.2.2
Vibration and Noise.
1) Misalignment of bearings, couplings, impeller or V-belt drive.
2) Unstable foundation.
3) Foreign material in fan casing unbalance.
4) Worn bearings.
5) Damaged impeller or motor.
6) Broken or loose bolts and set screws.
7) Bent shaft.
8) Worn coupling.
9) Fan wheel or driver unbalanced.
10) Fan delivering more than rated capacity.
11) Speed too high or fan rotating in wrong direction.
12) Vibration transmitted to fan from some other source.
4.2.3
Overheated Bearings.
1) Too much grease or oil in ball bearings.
2) Poor alignment.
3) Damaged impeller or driver.
4) Bent shaft.
5) Abnormal end thrust.
6) Dirt in bearings.
7) Excessive belt tension.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
4.2.4
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 20 OF 25
Document No.
TLS - E - 202
Overload on Driver.
1) Speed too high.
2) Discharging over capacity due to existing system resistance being
then orignal rating.
3) Specific gravity or density of gas about design value.
4) Packing too tight or defective on fans with shaft seal.
5) Opposite direction of rotation.
6) Bent Shaft.
7) Impeller wedging or binding on inlet bell.
8) Bearing improperly lubricated.
9) Motor improperly wired.
4.3
Lubrication of Anti-Friction Bearings.
4.3.1
Grease lubrication
1) For grease lubricated ball or roller bearing housing, a good grade of
grease, free from chemically or mechanically active material should
be used.
2) These grease are a mixture of lubricating oil and a soap base to keep
the oil an suspension.
They have an upper temperature limit where oil and soap base oxidize
and thermally. discompose into a gummy sludge.
3) Use the same grease when relubricating.
- If necessary to change to a different grade, make or type of
lubricant, flush bearings throughly before changing.
- Regreasing will vary from 3 months to a year depending upon
hours of operation, temperature and surrounding conditions.
- Special greases may be required for dirty or wet atmospheres
(Consult your lubricant supplier).
4) When grease is added, use caution to prevent any dirt from entering
the bearing.
- The bearing housing should be about 1/3 full, an excess grease
may cause over-heating.
- Use low pressure grease gun.
4.3.2
Frequency of Relubricating.
1) The frequency of relubricating to avoid corrosion and to aid in the
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
Rev. 0
MAINTENANCE MANUALS
BLOWER
PAGE 21 OF 25
Document No.
TLS - E - 202
(OPERATION & INSTALLATION)
purging out of any solid or liquid contaminants is difficult to establish
as a hard and fast rule since it can vary considerably for various
types of applications. But according to the accumulation of field experience, the average type of application where the environmental conditions are clean and the bearings subjected to normal room temperature
only can be quite often be successfully lubricated every three or four
months to a period of six months.
On the other hand, the exposure of bearings to either dirty or contaminated operating condition of high temperature will require that they
are relubricated at more frequent intervals.
2)
A tentative relubricating guide based on variable environmental and
operating temperature conditions is tabulated at below:
Operating condition
Dirt
3)
Moisture
Fairly
Clean
None
32℉( 0℃)∼120℉(49℃)
120℉(49℃)∼160℉(71℃)
160℉(71℃)∼200℉(90℃)
6 to 12months
1 to 12months
1 to 4 weeks
Moderate
to extreamly dirty
None
32℉( 0℃)∼160℉(71℃)
160℉(71℃)∼200℉(90℃)
1 to 4 weeks
1 weeks
Fairly
Clean
Heavy
Moisture
& direct
water
splach
32℉(0℃)-200℉(90℃)
1 weeks
Standard Grease Guide lines Lubricant for bearing.
MFG
TLS-A-301-03
Greasing
Intervals
Bearing, Operating, Temperature
Grease
General
(Low Load)
COC
Gulf
Shell
Caltex
COC-MP Grease No. 2
Gulf Crown Grease No. 2
Alvania Grease No. 2
Marfak Multi Purpose No. 2
General
(High Load)
COC
Gulf
Shell
Caltex
COC-EP-L Grease No. 2
Crown EP Grease No. 2
Alvania EP Grease No. 2
Marfak EP Grease No. 2
Heat-resisting
Blower
COC
Gulf
Shell
Caltex
COC-HTP Grease
High Temperature Grease
Darina EP Grease No. 2
Thermatex EP Grease No. 2
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
MAINTENANCE MANUALS
BLOWER
Rev. 0
(OPERATION & INSTALLATION)
PAGE 22 OF 25
Document No.
TLS - E - 202
* 1. It is recommended that the same grease be used during relubrication. If not available, consult your local bearing or lubrication
representive for a recommendation of complete grease.
2. The grease shown in this table are those applied to standard
bearings for normal applications.
4.4
Cleaning of Bearing.
4.4.1
Bearings removed from their shafts should be placed in a suitable container with a clean petroleum solvent or kerosene and allowed to soak.
Revolve each bearing by hand to help remove any dirt particles.
4.4.2
When using kerosene all parts must be wiped dry with a clean cloth.
4.4.3
All the old grease must be removed from the bearing housing.
The solvent or kerosene can used to clean the housing.
4.4.4
The clean bearing should then be spun in light oil to remove solvent.
- If the bearing is not to be reassembled immediately, coat it with
grease.
4.4.5
Bearings can be cleaned without removing them from the bearing housings by flushing 180℉∼200℉(82℃∼90℃), light oil kerosene of solvent
though the bearing housing while rotating the shape slowly.
The solutions must be drained, bearing housing flushed with hot light oil
and again drained before adding new lubricant.
4.4.6
After the bearing and bearing housing have been cleaned, reassemble
bearings and add lubricant to the proper level.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
5.0
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 23 OF 25
Document No.
TLS - E - 202
Attachment
5.1
Assembly drawing.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
6.0
BLOWER
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 24 OF 25
Document No.
TLS - E - 202
Attachment
6.1
Silencer & Filter Instruction.
USE TOOL RELEASE 14 PCS NUT.
RELEASE EX MESH FROM BOLT.
RELEASE FILTER TO REPLACE.
ASSEMBLY BOLT WITH NEW FILTER.
ASSEMBLY BOLT WITH EX MESH HOLE.
USE TOOL TO FASTEN 14 PCS NUT.
6.2
Cleaning method.
Before
Air brush
After
-Cleaning time : From initial setting differential pressure If there is more than 30%
change in pressure. It need to be clean and check.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
TAE-IL
BLOWER
6.3
MAINTENANCE MANUALS
(OPERATION & INSTALLATION)
Rev. 0
PAGE 25 OF 25
Document No.
TLS - E - 202
Special tool Instruction.
TLS-A-301-03
TAE-IL BLOWER MFG. CO., LTD.
A4(210x297)
Instruction Manual-III-5.1 Steam Seal System
A3. OM Manual for Motor
(To be continued on next page)
III-5.1-20
Instruction Manual
(High Voltage Three Phase Induction Motor)
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
1. Safety Guidance
1.1 Introduction
This induction motor contains hazardous voltages, rotating parts and hot surfaces.
Severe personal injury or property damage can result if safety instructions are not followed. Only qualified
personnel should work on or around this motor after becoming thoroughly familiar with all warnings, safety
notices, and maintenance procedures contained herein. The successful and safe operation of this motor
is dependent upon proper handing, installation, operation and maintenance.
1.2 Danger, Warning, Caution
On these instructions, the words, “danger“, “warning”, and “caution” are indicated to highlight the key
sentences in accordance with safety practices. The definition of “danger“, “warning”, and “caution” are
explained as follows:
Failure to follow the instruction can lead to a dangerous situation which may cause a death or serious
injury.
Failure to follow the instruction may cause a death or serious injury.
Failure to follow the instruction may cause a serious / minor injury or damage on properties.
1.3 Safety Notice
Physical contact to high voltage or a rotating part of the motor may cause a death or a serious
injury.
Read this manual carefully before installation, maintenance and repairing.
Do not contact an electric part before you are sure that power is not connected. Make sure to cut
-2-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
off power before maintenance or repairing.
Refer to the National Electrical Code Handbook codes before inserting the plug.
Use the appropriate explosion-proof Motor in explosive area. Using non-explosion-proof electric
motor can cause serious damage.
Do not modify Motor’s parts to use. If taken, personal injury or substantial property damage will
result.
Use the power cable that meets the standard. Using inappropriate cable may cause an electric
shock or fire.
Turn off the switch when electricity failed. As the power is restored, the motor will automatically
be operated.
Tighten the shaft key before supplying the power. If loosened, personal injury may occur.
Do not lift the entire motor with the motor part lifting ring, and do not lift the machine with the
motor lifting ring. Failure to follow this warning may result in a serious injury.
Care must be taken to avoid the physical damage.
Wear appropriate protective gears for installation, maintenance or repairing. You can be injured
by the motor parts.
Install aspirator and vent for cooling at a distance of 30cm from the wall. If not, it may cause
burn down by cooling failure.
To prevent incidental accident, appropriate safeguard against danger or harm for children or
unqualified person.
Inappropriate mechanical layout or weak mounting structure may cause vibration or mechanical
-3-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
damage during the operation.
Excessive voltage variation (±10%) and frequency variation (±5%) may cause shortage of
torque or over-heating condition.
If you operate the general-type motor by using the inverter-type’s one, it will easily breakdown
due to insulation or cooling failure. Select the appropriate-type of motor.
Do not exceed appropriate voltage rate. Please follow the prescription strictly specified on the
nameplate.
Driving-type of motor should be selected by considering the load trait. Inappropriate starting
method may cause an incapable start due to a low torque.
If you use belt-type driving motor, choose the pulley according to the International standard,
such as KS or IEC. Especially, care should be taken in accordance with belt's tension and
pulley's parallelism. In addition, for all the belt-type driving motor, make sure that installation of
protective net should be made to prevent any probable physical injuries.
Do not connect with a belt-type between the 2P-type of high speed motor and direct motor. It
can cause the incident due to its cutting shaft.
Motor’s insulation resistance should be thoroughly inspected and cleaned to restore to a “best”
condition.
Excessive or low grease and oil may cause a damage of bearings and the motor.
Pay attention that no contaminant is included in grease or oil.
Use the designated grease and oil. Unauthorized grease or oil may reduce life of bearing and
cause an overheat damage.
Shut off the power supply if motor does not start operating within 15 seconds as of inserting the
plug. In this situation, unnecessary flow of electricity may cause serious damage to motor. Call
the Hyosung Technician Division refers to further inquires.
Operating the motor at the load that exceeds the allowed moment of inertia of the standard
motor may shorten the life of the motor due to an electric shock. Contact the Hyosung
Technician Division if the allowed moment of inertia is exceeded.
Do not repair or alter the motor at you own discretion. A shortened life or accident may occur.
Use the water with the designated water quality, flow, pressure and temperature only for watercooling motors. Or overheat or rust may occur.
-4-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
When a water-cooling motor is not in operation, drain water from the pipe. Water remained in
the pipe may cause a freezing or rust.
Use the oil with the designated flow, pressure and temperature when using a lubrication device.
Using unauthorized oil may cause a damage of bearings.
Use the appropriate lifting equipment when lifting a heavy part to prevent an accident.
Y-△ starting motor must be started with Y and operated with △. Continuing operation with Y
may cause drop of voltage, overload and overheat.
Operating a general motor designed for continuous operation (S1) under the operation condition
of S3 or higher, the motor can be damaged due to an electric, mechanical and thermal impact.
The motor must be operated not more than 5 times a day, 2 COLD and 1 HOT. Contact the
Hyosung Technician Division for information on frequent operation.
Avoid exposure to high noise for a long time. Working near the high-noise motor and machines
may damage the hearing capability. Make sure to wear the appropriate protective gear.
Use the motor with the appropriate protection grade. The motor with inadequate protection
grade may be damaged due to foreign substances.
Use the standard motor at the temperature range of -20℃ ~ 40℃. Operating a motor out of the
designated temperature range may cause deterioration of lubricating capability of bearing and
overheating of winding. Contact the Hyosung Technician Division if you need to use the motor
out of the designated temperature range.
Waste from the motor must be handed as general industrial waste. Leaving the parts outdoor or
failure to handling as industrial waste may cause a pollution.
Keep the motor free from dust, oil or grease. Insufficient ventilation may cause a fire.
Check the rotating direction before operating the motor. Reverse operation may damage the
motor due to deteriorated cooling capability.
Apply heat to the coupling for installation or disassembly. Hold the pulley with a jockey before
applying heat.
Apply heat evenly, and take out the coupling. Excessive force may damage the bearing and the
shaft.
-5-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
Contents
Safety Guidance
1.1 Introduction ................................................................................................................................... 2
1.2 Danger, Warning, Caution ............................................................................................................. 2
1.3 Safety Notice................................................................................................................................. 2
Induction Motor Operation Manual
1. Outline ............................................................................................................................................ 7
2. Inspection, Transportation and Storage........................................................................................... 7
3. Installation....................................................................................................................................... 8
4 Test Operating................................................................................................................................ 12
5. Winding and Bearing Temperature ................................................................................................ 14
6. Maintenance and Inspection ......................................................................................................... 15
7. Routine Inspection and Maintenance ............................................................................................ 22
8. Motor Troubleshooting Chart......................................................................................................... 27
-6-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
1. Outline
These instructions must be followed to ensure safe and proper installation, operation and maintenance of
the motor. They should be brought to the attention of anyone who installs, operates or maintains this
motor. Ignoring the instruction may invalidate the warranty.
2. Inspection, Transportation and Storage
2.1 Inspection
(1) Care is taken at the factory to assure that the motor arrives at its destination in first class condition
(2) Examine the outside of the motor carefully for damage, with particular attention to output, pole,
voltage, conduit box, fans, and covers. Should further information be desired or should particular
problems arise, the matter should be referred to the local Hyosung Sales Office.
2.2 Transportation
Make sure to use the lifting equipment when lifting a motor with the lifting equipment. Be careful not to
make damage on the key parts including the shaft when transporting the motor.
Do not lift the entire motor with the motor part lifting ring, and do not lift the machine with the motor
lifting ring. Otherwise, it can cause serious injuries due to its fall.
Use an appropriate lifting equipment to prevent an accident.
2.3 Storage
The motor should be kept in the place that has no vibration, has small temperature change, and is clean,
dry and well-ventilated. In case it needs to be kept for over 3 months, please do the followings:
(1) Check insulation resistance periodically. Any approved method of measuring insulation resistance
may be used, provided the voltage across the insulation is at a safe value for the type and condition
of the insulation. A hand cranked megger of not over 500 volts is the most convenient and safest
method.
◇ Standard = Rated voltage (KV) + 1 MΩ or higher (40℃) <Refer to 4.1 (2) Insulation resistance.>
(2) Inspect the rust preventive coating on all external machined surfaces, including shaft extension. If
necessary, recoat the surfaces with a rust preventive paint.
(3) Grease the bearings annually.
(4) In case of not using the motor for over 3 months under the circumstance it is mounted, cover the
whole motor with a water-proof cover, put desiccants into it, and seal it if the place for storage has
high humidity and is likely to be attacked by water or foreign materials. Regularly exchange the
-7-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
desiccants.
Motor’s insulation resistance should be thoroughly inspected and cleaned to restore to a “best” condition.
3. Installation
3.1 Installation location
(1) Normal ambient temperatures should not exceed 40℃ (marine standard -20 or +40℃) if standard
performance is to be achieved. Check that the motor has sufficient airflow. Ensure that no nearby
equipment, surfaces or direct sunshine, radiate additional heat to the motor. For more information
about higher ambient temperatures and cooling, contact to the Hyosung Technician Office.
(2) The location should be clean, dry, well ventilated, properly drained, and provide accessibility for
inspection, lubrication and maintenance. The location should also provide adequate space for motor
removal without shifting the driven unit.
(3) The motor should not be installed in close proximity to any combustible material or where flammable
gases may be present.
Use the appropriate explosion-proof Motor in explosive area. Using non-explosion-proof electric
motor can cause serious damage.
Install aspirator and vent for cooling at a distance of 30cm from the wall. If not, it may cause burn
down by cooling failure.
Use the standard motor at the temperature range of -20℃ ~ 40℃. Operating a motor out of the
designated temperature range may cause deterioration of lubricating capability of bearing and
overheating of winding. Contact the Hyosung Technician Division if you need to use the motor out
of the designated temperature range.
-8-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
3.2 Foundation and installation
(1) Lay the foundation and bury the foundation bolt based on the installation specifications, and minimize
subsidence of ground and eccentricity due to lapse of time.
(2) Level the base after the concrete is completely hardened, fastening the liners on both sides of the
base bolt. The level must be within 0.05mm for 1m.
Use the power cable that meets the standard. Using an inappropriate cable may cause an electric
shock or fire.
Refer to the National Electrical Code Handbook codes before inserting the plug.
To prevent incidental accident, appropriate safeguard against danger or harm for children or
unqualified person.
Use the motor with the appropriate protection grade. The motor with inadequate protection grade
may be damaged due to foreign substances.
3.3 Assembling coupling
Inspect the shaft surface and inner diameter of the coupling before assembling the coupling. Apply the
coupling to make the gap within 0.2 - 0.3 mm. The coupling must be balanced before assembly, and
make sure to rotate the shaft while the coupling is cooling down to prevent heat pressure and the bending
moment.
3.4 Load connection
(1) Direct connection
(A)
The tolerance of height of the shaft center and the levelness between the motor and the load
must be not higher than 0.05mm.
(B)
The shaft alignment can be checked with the dial gauge. After installation, rotate the rotor
slowly by 90°, record the value, and insert the adequate material between the motor bottom
and the base to adjust the deviation.
(C)
A large shaft alignment error may cause a vibration or damage of bearings. The higher the
highly operating motor, the error must be lowered.
(D)
Refer to the following drawings for details.
-9-
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
A
Up to 0.05mm
A-B = up to 0.05mm
B
< Horizontal level >
< Vertical level>
Measure height error
Operating
machine
Level
Measure level error
< Measure right angle and level >
< Direct connection >
(2) Belt-type connection
(A)
First, paralleling motor's shaft with that of load, ensure that both side of center of the pulley be
in a straight line, be verticality maintained. If the center of the pulley is not kept in a straight line,
motor may fail to start.
(B)
When mounting a coupling on the shaft, lubricate, press, and lightly hit it.
(C)
Refer to the KS and IEC standard guideline for selecting pulley & V-belt. Be sure proper
installation for Belt’s tension & pulley’s diameter with following KS or IEC standards guideline,
improper installation may impact on horizontality of bearing and shaft strength. If you have any
question, please contact to the Hyosung Technical Team.
Note. Minimum pitch diameter of pulley at V-belt
operation
D ≥ 2.5 x (2T / F ) X 103
Where, D: minimum pulley pitch diameter (mm)
2.5: Belt tension factor
F: Radial force (N)
T: Rated torque (Nm)
< Belt-type connecton >
- 10 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
Wear appropriate protective gears for installation, maintenance or repairing. You can be injured by
the motor parts.
Poor mechanical alignment and weak connection may lead to vibration or mechanical damage
during the operation.
If you use belt-type driving motor, choose the pulley with following the KS or IEC. Standard
guideline. Especially, be sure to consider the belt's tension and pulley's parallelism. In addition, for
all the belt-type driving motor, Make sure to install a protective device to prevent any physical
injuries.
Do not connect with a belt-type between the 2P-type of high speed motor and direct motor. It can
cause the incident due to its cutting shaft.
3.5 Caution for installation
(1) The lifting equipment of the motor is designed for the motor, and therefore, must be used for moving
the motor only.
(2) Be careful not to give an influence to the bearing. Since the key is already installed, mount the pulley
or coupling as it is. If you need to push in the key further, support the bottom of the shaft with a
wooden support to protect the shaft. Impact to the shaft may cause strange tone due to a damage of
bearing or bending of shaft.
(3) Since the coupling contacts the end of the shaft, it must be fixed accurately and firmly so that no
hammering out occurs during the operation. Hammering may cause a bending of the shaft. When
you remove a hardened coupling, you should apply heat and use a coupling puller.
Apply heat to the coupling for installation or disassembly. Hold the pulley with a jockey before
applying heat. Apply heat evenly, and take out the coupling. Excessive force may damage the
bearing and the shaft.
- 11 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
4 Test Operating
4.1 Check points before test operating
(1) Check the wire connection
(A)
Control circuit, overload protection device and grounding of the motor shall comply with the
related electricity laws.
(B)
The motor shall be grounded, and the winding and power supply shall be consistent with the
figures specified on the nameplate. If the voltage and frequency of power supply are within the
following range, the motor will run differently from the characteristics on the nameplate:
-. If the voltage fluctuates within ±10% of the figures on the nameplate
-. If the frequency fluctuates within ±5% of the figures on the nameplate
-. If the frequency fluctuates within ±5%, and at the same time, the voltage fluctuates within
±10% of the figures on the nameplate
Physical contact to high voltage or a rotating part of the motor may cause a death or a serious
injury. Read this manual carefully before installation, maintenance and repairing.
Do not contact an electric part before you are sure that power is not connected. Make sure to cut
off power before maintenance or repairing.
Refer to the National Electrical Code Handbook codes before inserting the plug
Excessive voltage variation and frequency variation of input power on motor may cause shortage of
torque or over-heating.
(2) Insulation resistance check
Insulation resistance of stator winding must be more than standard measured by 500w MEGGER tester.
Usually, it does not matter if it is over 10 ㏁at the normal temperature(15℃). If insulation resistance
measured as low, you must dry the motor before testing operation, so ensure the proper insulation
resistance. If there is a space heater, dry the motor until the insulation resistance becomes regulated.
◇ Standard = Rated voltage (KV) + 1 MΩ or higher (40℃)
For example, the insulation resistance of a 6600V motor must be at least 7.6MΩ (6.6+1).
4.2 Preparation for test operating
(1) Check if bolts and nuts are loose, if there is dirt, if a connector is loose during storage or
transportation.
(2) Feed appropriate amount of oil or grease through the oil input or grease nipple to each bearing part.
- 12 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
(3) Check the alignment of shaft of the motor.
(4) Checkpoints before operation:
(A)
Does the rotor rotate smoothly?
(B)
Is the lubricant appropriate?
(C)
Are there missing bolts?
(D)
Is coolant sufficient?
(E)
Do the machines and protective devices work properly?
(F)
Is the insulation resistance including the lead above the standard?
(G)
Does the motor support emergency stop?
(H)
Is the contact system established?
(I)
Are there an appropriate number of operating staffs? (Number of staffs and capability)
(J)
Is the voltage appropriate?
(K)
Is the past test operating result checked?
You may operate the motor if the above check points are appropriate.
4.3 Cautions during test operating
(1) Perform the test operating to the direction specified on the motor without load.
(2) The bearing temperature at normal operation status must not exceed 95℃.
(3) Monitor the bearing temperature for at least 2 hours after starting the motor. If the temperature rises
too steeply, or vibration or noise is too high, stop the motor immediately and check the cause in
reference to the “Motor troubleshooting chart”. If there is no trouble, connect the load and check the
operation status.
(4) Check points for test operating:
(A)
Does the rotor rotate properly?
(B)
Is there a strange noise or irregular noise?
(C)
Is there a strange smell?
(D)
Are operating time and current appropriate?
(E)
Does the sleeve bearing rotate at the magnetic center?
(F)
Does the sleeve bearing provide good oiling rotation?
(G)
Is the oil pressure of the oil pressure pump at the shaft end appropriate?
(H)
Is there a problem at the shaft end? (Strange noise, overheat, strange smell, etc.)
(I)
Do inhalation / exhaustion device operate normally?
(J)
Is vibration within the controlled value?
(K)
Is there a problem in the system?
(L)
Does the motor run normally when compared with other operation characteristics?
Correct the problem, check the status and start operation if any one of the above check points is not
- 13 -
Control No. : HVM-0206
Induction Motor Operation Manual
REV. 0
satisfactory.
4.4 End of test operating
You can continue operation when the motor does not generate any abnormal noise or excessive vibration
after normal rotation, and stop the motor if the winding temperature and the bearing temperature are
within the specified temperature range (after approx. 3-4 hours after starting the motor).
4.5 Cautions after test operating
Repeated test operating may result in overheat and damage of the motor. If you need to repeat test
operating, you need to give sufficient time between the test operatings.
Operating a general motor designed for continuous operation (S1) under the operation condition of
S3 or higher, the motor can be damaged due to an electric, mechanical and thermal impact. The
motor must be operated not more than 5 times a day, 2 COLD and 1 HOT. Contact the Hyosung
Technician Division for information on frequent operation.
Operating the motor at the load that exceeds the allowed moment of inertia of the standard motor
may shorten the life of the motor due to an electric shock. Contact the Hyosung Technician Division
if the allowed moment of inertia is exceeded.
Select an appropriate starting method depending on the load characteristics. In appropriate starting
method may cause an incapable start due to a low torque.
5. Winding and Bearing Temperature
ALARM POINT (Alarm)
TRIP POINT (Trip)
Remarks
B-type temp rise F-type temp rise
Winding temp
Bearing temp
130℃
150℃
B-type temp rise
F-type temp rise
140℃
160℃
90℃
95℃
- 14 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
6. Maintenance and Inspection
You need to observe the operation and other states of the motor every day, and check the following points
according to the routine inspection plan:
◇ Cleaning status
◇ Insulation and winding
◇ Lubrication and bearing
◇ Vibration
6.1 Cleaning
It is important to keep the motor clean to prevent a trouble. Make sure to keep the machine and the
surrounding parts clean against dust, oil and other substances which may come in through the ventilation
hole or during the operation.
Excessive or low grease and oil may cause a damage of bearings and the motor. Pay attention that
no contaminant is included in grease or oil.
6.2 Humidity
Open the drain plug and remove condensed water periodically. Always operate the space heater if the
motor is not in use for a long time.
6.3 Maintenance of Stator Winding
(1) Insulation capability of the winding becomes deteriorated due to electric, mechanical and
environmental stress as time flows.
Deteriorated insulation layer may easily absorb humidity, and this situation becomes evident when
dust is accumulated on the surface. Deteriorated insulation resistance or leakage current may cause
a tracking, and even a damage of insulation. To prevent this accident, you need to check the dust
and humidity of the insulator and take the appropriate action through a routine diagnosis.
(2) For the insulation resistance with the earth, you need to measure the insulation resistance between
the motor terminal and the earth periodically.
You need to check the insulation resistance before you restart the motor since a motor easily
absorbs humidity while the motor is stopped. You need to consider the change of insulation
resistance, as well as, the resistance.
(3) The resistance value must be higher than the value calculated with the following formula, and must
be substantially lowered from the previous measurement.
◇ Standard resistance = Rated voltage (KV) + at least 1 MΩ (40℃)
(4) Check the dust, oil, carbon dust and salt when inspecting the surface insulation resistance. If a
damage is found, measure the insulation resistance of the winding surface and check if the value is
- 15 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
10MΩ or higher.
(5) Check the insulation resistance mainly on the dusted part of the winding at the pitch of approx. 10-15.
If the insulation resistance to the earth or the surface insulation resistance is out of the controlled
standard, you should clean, dry, paint and apply varnish. Even if the insulation resistance is within the
controlled standard, when damage is found through the appearance inspection, you should clean the
surface of winding with air blow or a dry cloth.
(6) If a tracking is found on the winding surface and the insulation resistance is deteriorated again,
please contact Hyosung for expert’s analysis. The insulated winding must be kept clean against dust,
oil, metal dust or other dirt.
You can manage the cleaning status with the following methods:
(A) Vacuum cleaning
You may vacuum dust or other dirt. The vacuum cleaner sucks in dust and dirt without damaging
the insulation or other parts.
(B) Compressed air cleaning
Air blower is convenient for removing dust and dirt in the air duct or between the windings. You
should use dried air and the air pressure must not be too high.
(C) Solvent cleaning
Oil and grease make the insulation deteriorated and dusted, and obstruct smooth ventilation, and
therefore, you should wipe off with a cloth. Solvent has a low ignition point and hazardous to
human body. If the winding moves or the varnish is deteriorated, you should apply varnish again.
6.4 Maintenance of Rotor Bar
The rotor bar and end ring of the rotor of a squirrel cage 3-p induction motor are subject for the thermal
stress caused by temperature rise during operation, the electromagnetic force caused by magnetic flux
and current, and the centrifugal force caused by rotation. Therefore, a gap occurs between the rotor bar
and the slot, and this gap, when grown, generates an electronic tone from vibrating rotor bar or a cut of
rotor bar. Therefore, if a change or looseness of a rotor bar is found during the routine inspection, you
should inject epoxy resin through the slot to prevent vibration and movement of the rotor bar. Contact the
Hyosung Technician Division for detailed inspection method. You should inspect the rotor bar every 4
years. You should pull out the rotor and inspect each part of the rotor bar.
6.5 Reoiling
Excessive oil or grease causes a leakage and overheat of bearing. Therefore, you should maintain the
adequate level of oil. Lubricant also protects the bearing from water, oil and rust. Make sure to keep the
inlets clean and pay attention that no dirt is incoming with relubrication.
When using a high-pressure feeder, be careful of excessive lubrication. Sufficient rust-resisting grease is
- 16 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
fed to the ball bearing at the factory.
(1) How to apply oil and grease
(A)
Stop the motor and cool down sufficiently.
(B)
Clean the lubricating part.
(C)
Remove hardened oil and grease from the lubrication inlets.
(D)
Feed grease slowly by operating the compressed oil feeder.
(E)
Idle the motor for about 10 minutes so that the excessive grease is completely leaked out.
(F)
If the motor has a long grease pipe, clean the pipe thoroughly before lubrication.
(G)
If it is necessary to feed oil during the operation, be careful that you should not feed excessive
oil. Idle the motor for about 10 minutes as the lubrication plug is open (grease using motor).
Note.
If contamination is severe or the temperature is excessively high, you should open the
bearing housing and check the grease status once a year or at every 5000 hours. If the
grease is deteriorated or contaminated, you should clean the bearing housing and
replace grease.
Excessive or low grease and oil may cause a damage of bearings and the motor. Pay attention that
no contaminant is included in grease or oil.
Use the designated grease and oil. Unauthorized grease or oil may reduce life of bearing and
cause an overheat damage.
6.6 Maintenance of grease
(1) Standard grease feeding cycle for ball bearing
(A)
The following tables are based on the standard bearing and ALVANIA #2 grease.
(B)
Standard for ball bearing is applied to the 73-series bearing.
(C)
Grease feeding cycle for outdoor motor must be 1/1.2 times of the standard value.
(D)
If different feeding cycles are set for the same motor, the shorter cycle must be applied.
(E)
The values are based on the ambient temperature of 40℃, and the standard for outdoor type is
applied if the ambient temperature is 40℃∼50℃.
(F)
If the ambient temperature is 50℃ or higher, the feeding cycle is reduced by half at every 15℃.
(G)
Bearing operation temperature
For universal grease: 40℃ ≤ T ≤ 120℃
For widely used grease: 40℃ ≤ T ≤ 140℃
- 17 -
Control No. : HVM-0206
Induction Motor Operation Manual
REV. 0
(1) Grease feeding cycle
<Unit: months>
Type
No. of poles
50
60
70
80
90
100
Inner dia. 110
of bearing 120
130
140
150
160
170
180
Ball Bearing
2
4
3
4
6
8
10
Roller Bearing
12
14
2
2
5
4
4
4
3
2
6
3
3
2
1
12
5
4
5
5
3
4
2
4
4
2
3
(2) Amount of grease applied
Inner dia. of bearing
50
60
70
80
90
100
110
120
130
140
150
14
6
4
5
`
10
5
6
3
8
Amount (gram)
Standard bearing
structure
65
95
140
160
160
160
160
160
160
160
160
- 18 -
Initial amount (gram)
Roller
Ball
60
95
150
230
310
440
580
690
970
1160
1350
150
210
310
450
600
800
1010
1320
1660
1980
2320
5
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
6.7 Management of bearing
For a motor stored for months, you should check the rotation status of the motor right after installation,
and noise and temperature rise during operation. You should use proper amount of oil or grease so that it
can obtain sufficient lubricating effects for the bearing. Lubrication cycle must be determined based on
size, speed and operating conditions of the bearing.
(1) BALL bearing sound
You can check the problems of bearing based on the sound of the roll bearing.
(A)
Normal sound
A continuous sound (shh- sound, wind sound) is generated as the balls roll on the inner race
and the outer race regardless of the rpm.
(B)
Normal sound (drop sound)
The drop sound is generated in the horizontal ball bearing as balls dropped from the bearing
contact the retainer and the inner race. This sound is heard as rpm drops rather than during the
operation. A loud sound may be generated when the bearing idles before it is stopped, but
does not indicate a problem.
(C)
Retainer sound
This irregular metallic sound is generated as the retainer, balls, inner race and outer race
contact with each other regardless of rpm. It is often heard from the bearing with a large gap for
high-speed machine.
This sound (Jrr- sound) can be reduced or disappeared as grease is fed. If the retainer sound
grows again, you should check the bearing (worn retainer). This sound may not be completely
disappeared.
(D)
Creak sound
The creak sound is often heard from a roll bearing due to an irregular operation and in relation
with the grease status and the gap. You can find the crack-sound preventive bearing, but it is
not perfect. Unless the sound is accompanied with vibration, the bearing with this sound has no
problem. Normally, this sound (Grr- sound) disappears as grease is fed. In this case, the
bearing may be considered to be normal. Like the drop sound, it often grows as it idles with the
bracket.
(E)
Scratch sound
This sound is generated in proportion to the rpm when the outer/inner race or a ball is
scratched or cracked. This sound is normally accompanied with a vibration, but can be easily
detected as the cycle gets longer before the bearing is stopped. You can find a scratch by
turning the rotor slowly with a hand.
(F)
Foreign substance sound
This sound is generated due to a foreign substance inside the bearing. It has an irregular cycle
and volume. If you leave the bearing as it is without removing the cause, a scratch may occur
- 19 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
in the bearing.
This sound (Pjj- sound) is often heard when the bearing is assembled in a dirty location.
6.8 Overhauling motor
(1) Checkpoints before disassembly
(A)
Range of work (To which point will inspection be performed?)
(B)
Process (Date of possible overhauling, estimated date of test operating, use of heavy
machinery including cranes)
(C)
Number of workers (workers qualified for the works)
(D)
Work space and drawings (place with good ambient environment)
(E)
Questions and unreasonable points
(F)
Tools (general tools and special tools)
(G)
Spare parts
(H)
Lubricants
(I)
Measures against rain and humidity
(J)
Separation of pipe system for coolant and lubricant
(L)
Power supply (Main power, heater power)
(K)
Components
(L)
Various standards and previous inspection data
(2) Disassembly and assembly work flow
The following procedure shows the general work procedure. You should perform each process
thoroughly, and try your best to secure safety and protect devices. When overhauling two or more
motors of a same kind, you should distinguish the part boxes to prevent mixing of parts. If a trouble is
found in the measurement when compared with the controlled value, contact the Hyosung Technician
Division.
(A)
Separate power cable
(B)
Measure insulation resistance, and winding resistance
(C)
Centering (Center motor shaft and load shaft on the base)
(D)
Move to the work stand
(E)
Remove coupling
(F)
Remove external fan cover
(G)
Remove external fan
(H)
Measure air gap
(I)
Measure shaft concentricity
(J)
Remove brackets
(L)
Remove bearing parts
- 20 -
Induction Motor Operation Manual
(K)
Pull out rotor
(L)
Check each part
Control No. : HVM-0206
REV. 0
Wear appropriate protective gears for installation, maintenance or repairing. You can be injured by
the motor parts.
Do not repair or alter the motor at you own discretion. A shortened life or accident may occur.
6.9 Handling waste
Waste from the motor must be handled as general industrial waste. Leaving the parts outdoor or
failure to handling as industrial waste may cause a pollution.
- 21 -
Control No. : HVM-0206
Induction Motor Operation Manual
REV. 0
7. Routine Inspection and Maintenance
7.1 General rules for routine inspection
A routine inspection is performed for each part of the motor after pulling out the rotor. A routine inspection
must be made for the motor of less than 3000KW every 6 years. The motor for middle inertia load (10 sec
or longer operation time) must be inspected every 4 years.
7.2 Induction motor inspection standard
A : ○ daily inspection,
B : ● weekly inspection,
C : △ monthly inspection
D : ▲ overhaul (every 6 months ~ 2 years depending on the environment)
Part
Checkpo
int
Classification
A
B C D
Details or
parts of
inspection
1. Bearing
○
○
Lubricati
on
○ ●
Method of inspection
△ ▲ Flux
The oil level must be within the
Check the flow with oil level indication line of the level gauge.
However, check the oil level and
gauge, flow meter, and
indicator when the bearing is
sight flow.
stopped.
△ ▲ Oil pressure
Use the oil pressure gauge ±20% of the designated pressure.
at the bearing lubrication
2
inlet or the lubrication
Normally, 0.8∼2kg/cm
system
Rotation of oil Check through the
ring
inspection window
Check the decreased flux
Change of flux for a weak. Check the
○ ● △ ▲ in the tank and deposit on the bottom of
deterioration the tank and discoloration
of oil
Leakage ○
Criteria
The oil ring must rotate smoothly at
the same position. It is defective if
it rotates unsmoothly or tilted.
Check the leakage from the cooler
or pipes. If there is deposit on the
bottom of the tank and the oil is
discolored to brown, replace the oil.
△ ▲ Grease
Check the last feeding
date, amount and grease
nameplate
Feed grease to the cycle and
amount specified on the
nameplate.
Coupling
between shaft
△ ▲ and bearing
cap
Check with bear eyes or
hand. Check the inside of
sleeve ring and inside of
the body.
Wipe stains and check the status.
Take the action if oil is formed or
dropped.
- 22 -
Induction Motor Operation Manual
Part
Checkpo
int
Temp.
Endplay
Sound
Classification
A
B C D
Details or
parts of
inspection
Control No. : HVM-0206
Method of inspection
Criteria
○
Is the temperature is as
usual? Check the
△ ▲ Thermometer
temperature with hand if
there is no thermometer.
The temperature must be 80℃ or
lower.
○
Check the range of shaking
with bare eyes or hands, or
Shaking to the a scale (make sure not to
△ ▲ direction of the touch the rotating part).
shaft
Check the compliance of
the center indicator with the
shaft indicator.
The shaft must not shake and
touch the thrust surface of the
metal, nor be overheated as it is
bumped on the thrust surface. OK
if it is ±1mm. (Applied to the shaft
with the center indicator.)
○
1. Bearing
Vibration ○
△ ▲ Strange sound
Check with hands or the
listening bar.
The stator and the rotor must not
be touched with each other. There
should not be strange sound from
the roll bearing.
Size and
△ ▲ change of
Check with hands. Use a
vibration meter if the
vibration is big.
You should check the reason for
abnormal vibration or strange
sound.
Coolant
pressure,
△ ▲ drain temp.,
water supply
temp.
Check the waterway and
drain temp.
Check the coolant if the flux is low
or the drain temp. is high.
Check with bare eyes.
Thickness gauge
Overhaul the bearing metal every
year. If the metal gap is more than
twice of the designed gap, replace
the metal with the spare part.
Examine the cause for partial wear
and take the action.
vibration
Coolant
Metal
Exfoliation,
crack, metal
▲ wear, metal
gap
Shaft
Damage,
Check with bare eyes and
▲ streak
hands.
(shaft journal)
2. Stator
and
rotor
REV. 0
○
Temp.
○
If the streak is felt with a finger nail,
cut or grind the shaft.
Contact the maker if there is a
possibility of rust.
The temperature must not exceed
Read the flushed
the value in Table 1. You should
△ ▲ Core, winding thermometer, or check with examine the cause and take the
hands or bar thermometer. action. Check the cause if the
temperature is not as usual.
Inhalation,
exhaustion
Read the exhaustion
thermometer, or check with
hands or bar thermometer.
Check if you smell a
strange smell.
- 23 -
The temperature must be as usual,
and the air temperature must be
40℃ or lower. A special standard
is applied if the temperature is 40℃
or higher.
Induction Motor Operation Manual
Part
Checkpo
int
Load
Classification
A
B C D
Voltage,
current
○
Winding
Details or
parts of
inspection
Control No. : HVM-0206
Method of inspection
REV. 0
Criteria
The voltage must be within ±5% of
the rated voltage, and the current
Read the voltage meter
should not be higher than the rated
and the current meter every
current. Contact the maker if you
two hours.
need to operate the motor with
overcurrent.
Use the 1000V Megger for
Stator winding,
the machine of 1000V or
△ ▲ rotor winding,
higher. Or use the 500V
space heater
Megger in other cases.
Measure at hot time in possible.
Record the air temperature,
humidity and the machine
temperature.
Damage,
Check with bare eyes,
▲ stain, coupling hands or spanner.
status
Remove the covers and check
more closely than the monthly
inspection. Remove dust. If the
insulation resistance is lowered,
clean, dry and apply varnish.
Band
looseness,
Check with bare eyes,
core
hands, or test hammer
▲ looseness,
magnifier.
rotor bar
breakage, dust
Check the looseness of the winding
rotor banding with the test hammer,
and rewinding if it is loose.
Contact the maker if a crack is
found at the welded part between
the rotor bar and the resistance
ring.
Remove dust from the core duct.
Check the deformation,
discoloration or deterioration of
other parts, and take the action.
Stator
2. Stator
and
rotor
Rotor
3. Air filter
Check with bare eyes, or
read the exhaustion
temperature.
If the filter is blocked with dust,
remove the filter and blow
compressed air. Or beat with a
wooden stick to remove dust.
○
△
Blocking of
filter
○
△
Flux and
pressure
Check the flux at the water
Check the flux and if the flow is
way, and read the water
lower than usual.
pressure meter.
○
△
Drain temp.
Check the temperature at
the water way.
○
△ ▲
Water supply
temp.
The temperature of water supply
Read the thermometer on
should not be higher than the
the water supply pipe wall.
designated temperature.
○
△ ▲ Belt tension
4. Cooler
If the drain temperature is high,
there is a possibility of lack of
coolant.
5. Belt
Check the belt tension and The tension should be as usual.
rocking status during the
The belt should not touch the belt
operation with hands.
cover during the operation.
- 24 -
Induction Motor Operation Manual
Part
Checkpo
int
Classification
A
○
B C D
Details or
parts of
inspection
Control No. : HVM-0206
Method of inspection
REV. 0
Criteria
Check if the core is
exposed as the surface
rubber is worn.
Replace the belt if the core is
loose.
Use the dial indicator.
① Compare the measurement
with the previous record, and
maintain the designated value.
② Surface error and
circumference error must be
within 0.05mm.
△ ▲ Flame
Check the flame with bare
eyes at the start and
operation.
Continuous flames are not allowed
even if they are small. There
should be no flame if possible.
△ ▲ Flatness
Check the flatness with
bare eyes or hands when
the motor is stopped.
Check if the frame is lost.
No perturbation groove to the
direction of the circumference of
1mm or deeper is allowed. The
current collection surface should
not be damaged by flames.
Check with bare eyes.
Brass yellow or dark brown glossy
surface.
Smell the gas.
Caution: Sulfurous acid gas,
hydrogen sulfide, chlorine or other
corrosive gas contained in the air
may obstruct fine film.
△ ▲ Damage
6.Coupling
△ ▲
Alignment
check
7. Slip ring
Current
collection ○
status
○
△
Current
collection
part
8. Slip ring
spiral
groove
Contact
status
Film status
○
Bad gas
○ ● △
Carbon dust
Check with bare eyes or
and cleanness hands. Remove dust.
Carbon dust may cause flashover
during the operation.
○ ● △ ▲ Temperature
Check the status with bare Partial red or violet color indicates
eyes.
overheating during the operation.
○
Check the contact surface
with bare eyes.
Ruggedness of 0.5mm or deeper
due to wear and loss of contact
surface is not allowed. Correct the
problem at the routine inspection.
Check with bare eyes or
ears. Check the contact
between slider and shaft
roller.
No sound should be generated by
the shift roller touched by the slider
during the operation.
○
△ ▲ Flatness
Contact to
▲ stator
- 25 -
Induction Motor Operation Manual
Part
9. Brush
and
brush
holder
Checkpo
int
Classification
A
B C D
Vibration ○
▲ Vibration
△
Brush
Details or
parts of
inspection
Compliance
Control No. : HVM-0206
Method of inspection
REV. 0
Criteria
There should be no strange
Check the movement of
vibration.
brush during operation with
Check the vibration with a hand
bare eyes or hands.
between the insulation bars.
Grasp the spring of the
The brush must move smoothly.
brush, and move the brush Carbon dust or small bits must not
up/down.
be attached.
○ ● △ ▲ Length
Check the status and size
of wear.
Up to 3mm from the spring
fastening tool. Be careful not to rub
the slip ring with the fastening tool.
○
Check the color of the
spring connection part.
Must be brass yellow or copper
color. Red or violet indicates that
the motor is overheated.
Check the spring terminal
with hands.
Fasten the loose screws.
Check with bare eyes and
hands.
Remove carbon dust as it causes
an accident.
△ ▲ Discoloration
●
▲ Spring
○ ● △
Carbon dust
○
Looseness of Check if the bolts and nuts
Fasten the loose bolts and nuts.
bolts and nuts are loose.
10. Others
○
△
Breaking
sound
Check if a strange sound is
generated from the
If the noise is louder than usual,
inspection window, side
check with the vibration meter and
plate, slip ring cover or the the noise meter.
pipes.
- 26 -
Induction Motor Operation Manual
Control No. : HVM-0206
REV. 0
8. Motor Troubleshooting Chart
Symptom
Problem Cause
What to do
The fuse is cut.
Check the fuse capacity.
Change the start method or increase the
The start torque is low.
It is
capacity.
Check if the voltage is consistent with the
The voltage is too low.
nameplate, and raise the voltage.
impossible or
difficult to start
The circuit is open, or the connection
Replace the fuse. Check the overload
the motor.
is imperfect.
relay, starter and push button.
The stator winding or the rotor winding
Check if the connection of the stator
is cut.
winding or the end ring of the rotor bar is
The resistance of the winding is not
damaged.
Replace the poor resistance. Repair the
correct.
open circuit.
Overload
Reduce load.
Ventilation is obstructed.
Clean dust or dirt from the ventilation
P1 of the 3-pahse motor is open.
Check the connection.
The motor is
The stator coil is cut between the
overheated.
layers.
Repair the stator coil.
The voltage is uneven.
Repair it in the grounding place.
The coil is grounded.
Repair it in the grounding place.
The voltage is too high or too low.
Correct the voltage.
The shaft is bent.
Replace the shaft.
The belt is too tight.
Adjust the belt tension.
The pulley is too far from the
The bearing is
hot.
bearing.
General The pulley diameter is too
Move the pulley close to the bearing.
Replace the pulley with the one with a
small.
larger diameter.
The shaft is not in a straight.
Correct the shaft.
The bearing is heated by
external heat source.
- 27 -
Protect the bearing from the heat.
Induction Motor Operation Manual
Symptom
Control No. : HVM-0206
Problem Cause
REV. 0
What to do
The grease is excessive or
Roll
insufficient.
Add or reduce grease.
The grease is deteriorated.
Wash the bearing and feed new grease.
The thrust is too big.
Reduce thrust in the shaft side.
bearing
The ball is broken or the race is
rough.
The oil groove is blocked by
The bearing is
dust.
Replace the bearing.
Feed new oil.
hot.
The oil ring is bent or broken.
Replace the oil ring.
The viscosity of oil is
Replace the oil with the one with
Sleeve inappropriate.
bearing
The oil lacks.
appropriate viscosity.
Stop the motor, and feed oil to the
appropriate level.
The thrust is too big.
Remove the thrust.
The bearing is worn
Replace the bearing.
substantially.
The shaft is not in a straight line.
Adjust the shaft.
The base is weak.
Strengthen the base.
The coupling or the geared equipment
The noise is
loud.
has a poor balance.
Adjust the balance of the driving device.
The bearing is defective.
Replace the bearing.
The 3-phase motor runs in 1-p.
Check if there is an open circuit.
The end play is too big.
Check the bearing.
- 28 -
Control No. : HVM-0206
Induction Motor Operation Manual
9. A/S Center Contact Information
9.1 A/S Center
Bupyeong
TEL
: 82-32-505-2765~8
FAX
: 82-2-707-6111
Clover Service
: 080-024-8282 (24 hours)
Changwon Office TEL : 82-55-268-9714
FAX
: 82-55-268-9737
9.2 Sales Team
Agency Sales Team
TEL
: 82-2-707-6421~8
FAX
: 82-2-714-8822
Rotary Machine Sales Team TEL
Changwon Sales Team
: 82-2-707-6341,6322,6333,6338
FAX
: 82-2-707-6446
TEL
: 82-55-268-9205~9208
FAX
: 82-55-282-3287
9.3 Technical Division for Motor
Changwon Plant Motor Design Team
TEL : 82-55-268-9670~6,
FAX : 82-55-268-9695
Homepage
: www.hyosung.com
www.hico.co.kr/electricmotor
- 29 -
REV. 0
Hyosung Corporation/Heavy Industries
Service Team
Main Office TEL: 82-2-707-6557~8 FAX: 82-2-707-6111
Changwon OfficeTEL: 82-55-268-9714 FAX: 82-55-268-9737
Clover Service TEL: 080-024-8282
Technical Division for Motor
TEL: 82-55-268-9670~76 FAX: 82-55-268-9695
Homepage
www.hyosung.com
www.hico.co.kr/electricmotor
Sales Team
Agency Sales Team TEL: 82-2-707-6421~8 FAX: 82-2-714-8822
Rotary Machine Sales Team TEL: 82-2-707-6331~5 FAX: 82-2-707-6446
Changwon Sales Team TEL: 82-55-268-9205~8 FAX: 82-55-282-3287
Instruction Manual-III-5.1 Steam Seal System
A4. OM Manual for Manual Valves
(To be continued on next page)
III-5.1-21
W
X
uvU
klzjypw{pvu
th{lyphs
xN{
zwljpmpjh{pvu
ylthyrz
PAGE 2 OF 7
hzz|p{VG jhpyv
h[GOY`^GGYXWGP
$GNNQYU&GUKIP%CNEWNCVKQP
PAGE 3 OF 7
7<3(RI%(//2:6704'+0(14%'&5+0).' %+4%7.#4
2,60#/'
&$,52:(67
6#)0Q
5+<'
$ [/
&9)0Q
5(9
%CNE0Q
5(9
&CVG
&'5+)0 4'37+4'/'065
,7.,0
'37+8'.'06 /18'/'06
.J&P
35(6685(
&DOFXODWHGE\
$;,$/029(SHU&RQY
PP
7(03(5$785(
'HJ&
/$7(5$/029(SHU&219
PP
',$0(7(5
PP
$1*8/$5029(3HU&219
PP
$;,$/(;7(16,21
PP
727$/029(3HU&219
PP
$;,$/ &2035(66,21
PP
$;,$/35(6(7
PP
/$7(5$/029(<
PP
/$7(5$/029(=
PP
$1*8/$5527$7,21
'HJ
5(4 '&<&/(/,)(
564'55%#.%7.#6+105
7$1*(17&,5&80675(66GXHWR35(66 6
&<&/(6
&2//$5&,5&80675(66GXHWR35(66 6 66
%(//2:60$7(5,$/
.JPP
6
.JPP
6 %(//2:6&,5&80675(66GXHWR35(66 6
$'..195/#6 .2412'46+'5
.JPP
6
$//2:675(66 +27 .JPP
6 6
$//2:675(66 &2/' .JPP
%(//2:60(5,',21$/675(66GXHWR35(66 6
<281* 602'8/86 +27 .JPP
<281* 602'8/86 &2/' .JPP
.JPP
.JPP
6
%(//2:60(5,2'%(1',1*675(66GXHWR35(66 6
.JPP
6
$'..1955*#2'
3,7&+
PP
+(,*+7
PP
7+,&.RI3/<
PP
1RRI3/,(6
3/,(6
1RRI&255
&255
&255/(1*7+
727$//(1*7+ LQFOXGLQWSLSH
())(&7,9(',$0(7(5
'()/(&7,21)$&725&G
())(&76(&7$5($
&P
7+5867)25&(GXHWR35(66
.J
727$/$;,$/)25&(
.J
&2/801648,5035(6685(
.JPP
.JPP
%(//2:6%(1',1*675(66GXHWR'()/(&7,21 6
.JPP
6
6 6LVQRWFRPSDUHGZLWKDOORZDEOHVWUHVV
DQGLVXVHGRQO\FDOFXODWLRQRIIDWLJXHOLIHF\FOH
&$/&8/$7('727$/675(66 67
67 66 66
.JPP
&$/&8/$7(' )$7,*8(.+(' %;%.' 1F
1F
%;%.'
524+0)4#6'
/+5%'..#0'175
,13/$1(648,5035(6685(
&P[6DE
6
PP
6+$3()$&725&I
&P
1$ PP
%(//2:60(5,2'675(66GXHWR'()/(&7,21 6
PP
35(66)$&725&S
66
.J&P
$;,$/635,1*5$7(
.J&P
$;,$/635,1*)25&(
/$7(5$/635,1*5$7(
$//2:$%/(7256,21$/$1*/(
'HJ
/$7(5$/635,1*)25&( $//2:$%/(72548(
.JP
$1*8/$5635,1*020( $1*8/$5635,1*)25&( '21*6,1()
.JPP
.J
.JPP
.J
.JP'HJ
.J
/1T-R>PW?NL
LN
L&h
R1J)RD
J)W1R?)G
,N/b
) _-,
/?T-
) -6 J
,N/b T3+X
TW1GG>W1 <>L:1 P>L
) ) N^1RH)b
TWNP P?L
TPR?L:
>L-NL1G a
,N/bG[: ,1)R>L:
) P>L :[>/1
) #
1b1 ,NGW
) 6
6GN_
>L
LNW1
0qxlzq|z ]zr
Zen MO
xx VAc2
MQV 0M
$"
'0
"
*VK2 .ve S9 9IM;20
Z
'.
M 'i
';
9
$
" %
`2B;=Z
M Z*Q Fn
)tt /owjyp{y d~j py Jouuowjj~ ww
/jomy T}jk ( )P> #)TJ1 ! 6dgj { 7dgj ( )P> #
1yh /pwwjyp{y ( )TJ1 ! <h~{dpg Wj
,N/b ( fd~ m
T4)X ( fd~ m
-~dgspym P~j~j ( fd~ m
8@RUY @UU\5/
G11 T C G11 U E
8@RUY @UU\5/
G11 T C G11 U D
LN
/)Y1
/1T-R?PW>NL
/1T
-<D
)PR
S2K*SF
PAGE 4 OF 7
-^//6RGLb LNL1
PAGE 5 OF 7
PAGE 6 OF 7
4
PAGE 7 OF 7
2