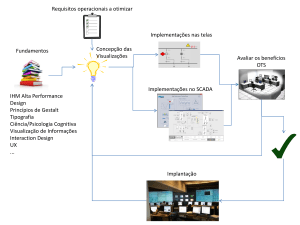
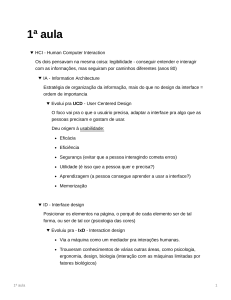
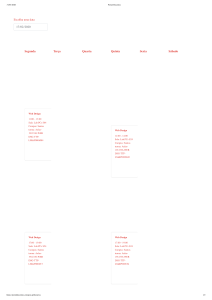
Downloaded From: www.EasyEngineering.net Unit - I Chapter - 1 Introduction Syllabus : Product cycle- Design process- sequential and concurrent engineering- Computer aided design – CAD system architecture- Computer graphics – co-ordinate systems- 2D and 3D transformations- homogeneous coordinates Line drawing -Clipping- viewing transformation-Brief introduction to CAD and CAM – Manufacturing Planning, Manufacturing control- Introduction to CAD/CAM –CAD/CAM concepts ––Types of production - Manufacturing models and Metrics – Mathematical models of Production Performance ww Section No. 1.1 w.E Topic Name Page No. Introduction to CAD 1 - 2 Product Cycle 1 - 2 Design Process 1 - 5 1.4 Sequential and Concurrent Engineering 1 - 8 1.5 Computer Aided Design (CAD) 1 - 12 1.6 CAD System Architecture 1.7 Computer Graphics 1.8 Coordinate System 1.9 2D Transformations 1.10 3D Transformations 1.11 Line Drawing 1.12 Clipping 1.13 Viewing Transformation 1.14 Brief Introduction to CAD and CAM 1 - 71 1.15 Computer Aided Manufacturing (CAM) 1 - 77 1.16 Types of Production Systems 1 - 80 1.17 Manufacturing Models and Metrics 1 - 84 1.18 Break Even Analysis - A Tool for Manufacturing Control 1 - 100 Part A : Two Marks Question with Answers 1 - 104 Part B : University Questions with Answers 1 - 114 1.2 1.3 www.EasyEngineering.net asy E ngi nee 1 - 15 rin 1 - 16 1 - 18 g.n et 1 - 20 1 - 51 1 - 52 1 - 62 1 - 1 1 - 69 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1.1 Introduction to CAD · CAD (Computer Aided Design) is the use of computer software to design and document a product's design process. · Engineering drawing entails the use of graphical symbols such as points, lines, curves, planes and shapes. · Essentially, it gives detailed description about any component in a graphical form. · The use of orthographic projections was formally introduced by the French mathematician Gaspard Monge in the eighteenth century. · Since visual objects transcend languages, engineering drawings have evolved and become popular over the years. ww · While earlier engineering drawings were handmade, studies have shown that engineering designs are quite complicated. · A solution to many engineering problems requires a combination of organization, analysis, problem solving principles and a graphical representation of the problem. · Objects in engineering are represented by a technical drawing (also called as drafting) that represents designs and specifications of the physical object and data relationships. · CAD is used to design, develop and optimize products. · While it is very versatile, CAD is extensively used in the design of tools and equipment required in the manufacturing process as well as in the construction domain. · CAD enables design engineers to layout and to develop their work on a computer screen, print and save it for future editing. · When it was introduced first, CAD was not exactly an economic proposition because the machines at those times were very costly. · The increasing computer power in the later part of the twentieth century, with the arrival of minicomputer and subsequently the microprocessor, has allowed engineers to use CAD files that are an accurate representation of the dimensions / properties of the object. w.E asy E ngi nee rin g.n et + [AU : Dec.-18] 1.2 Product Cycle · In the design and manufacture of a product various activities and functions must be accomplished. These activities and functions are referred to as the "Product Cycle". · The product cycle includes all the activities starting from identification for product to deliver the finished product to the customer. Fig. 1.2.1 explains various stages in product life cycle. Fig. 1.2.2 depicts various steps in the product cycle and Fig. 1.2.3 explains product cycle in in a detailed manner. www.EasyEngineering.net 1 - 2 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction The 4 life cycle stages and their marketing implications Introduction Growth Decline Maturity Sales Shake-out Saturation Take-off · Low sales · High cost per customer · Financial losses · Innovative customers · Few (if any) competitors ww · Increasing sales · Cost per customer falls · Profits rise · Increasing No. of customers · More competitors w.E Time · Falling sales · Cost per customer low · Profits fall · Customer base contracts · Number of competitors fall · Peak sales · Cost per customer lowest · Profits high · Mass market · Stable number of competitors Fig. 1.2.1 Various stages in product life cycle Manu fac ngi tu nee Distribu tion Product Lifecycle En ign g f d of Li e s De rin asy E rin g.n et Customer Fig. 1.2.2 Various steps in product life cycle · Two main processes in the product cycle are : i) Design process ii) Manufacturing process. i) Design process · The activities involved in the design process can be classified into : · Synthesis · Analysis. www.EasyEngineering.net 1 - 3 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Synthesis of design : · The philosophy, functionality, and uniqueness of the product are all determined during synthesis. · During synthesis, a design takes the form of sketches and layout drawings that show the relationship among the various product parts. · Most of the information generated and handled in the synthesis sub process is qualitative and consequently it is hard to capture in a computer system. Analysis of design : · The analysis begins with an attempt to put the conceptual design into the context of engineering sciences to evaluate the performance of the expected product. · This requires design modeling and simulation. An important aspect of analysis is the questions that helps to eliminate multiple design choices and find the best solution to each design problem. · Bodies with symmetries in their geometry and loading are usually analyzed by considering a portion of the model. Example : Stress analysis pressure vessels, couplings etc. · The quality of the results obtained from these activities is directly related to and limited by the quality of the analysis model chosen. · Prototypes may be built for the design evaluation. Prototypes can be constructed for the given design by using software packages (CAM). · The outcome of analysis is the design documentation in the form of engineering drawings. ww w.E asy E ngi ii) Manufacturing process nee rin · Manufacturing process begins with process planning, using the drawings from the design process, and it ends with the actual products. · Process planning is a function that establishes which processes and the proper parameters for the processes are to be used. · It also selects the most efficient sequence for the production of the product. · The outcome of the process planning is a production plan, tools procurement, materials order, and machine programming. · Other special requirements, such as design of jigs and fixtures, are also planned. The relationship of process planning to the manufacturing process is analogous to that of synthesis to the design process. It involves considerable human experience and qualitative decisions. · This description implies that it would be difficult to computerize process planning. · Once process planning has been completed, the actual product is produced and inspected against quality requirements. www.EasyEngineering.net 1 - 4 g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Parts that pass the quality control inspection are assembled, functionally tested, packaged, labeled, and shipped to customers. · Market feedback is usually incorporated into the design process. · This feedback give birth to a closed-loop product cycle. The design process Synthesis Collecting relevant design information and feasibility study Design definitions, specifications and requirements Design need Analysis Design communication and documentation ww w.E Process planning Design analysis Design optimization Design evaluation The CAD process Design modeling and simulation Design conceptualization The manufacturing process The CAM process Production planning asy E Design and procurement of new tools Production Order material NC, CNC, DNC programming Quality control ngi Packaging Shipping nee Marketing Fig. 1.2.3 Product cycle rin + 1.3 Design Process Engineering design process : g.n et [AU : Dec.-16] · The engineering design process is the formulation of a plan to help an engineer build a product with a specified performance goal. It is a decision making process in which the basic sciences, mathematics, and engineering sciences are applied to convert resources optimally to meet a stated objective. Fig. 1.3.1 explains engineering design process in a detailed manner. · The fundamental elements of the design process are the establishment of objectives and criteria, synthesis, analysis, construction, testing and evaluation. · The engineering design process is a multi-step process including the research, conceptualization, feasibility assessment, establishing design requirements, preliminary design, detailed design, production planning and tool design and finally production. www.EasyEngineering.net 1 - 5 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Define problem Problem statement Benchmarking QFD PDS Project planning Production architecture Arrangement of physical elements to carry out functions Configuration design Preliminary selection of material and manfacturing modeling/sizing of parts Gather information Internet Patents Trade Literature Conceptual design Parametric design Robust design Tolerances Final dimensions DFM Concept generation Brainstorming Functional decomposition Morphological chart ww w.E Embodiment design Evaluation of concepts Pugh concept selection Decision matrix asy E Detail design Detail drawing and specifications Fig. 1.3.1 Engineering design process Conceptual Design ngi It is a process in which we initiate the design and come up with a number of design concepts and then narrow down to the single best concept. This involved the following steps. · Identification of customer needs : To identify the customers' needs and to communicate them to the design team. nee rin g.n et · Problem definition : The main goal of this activity is to create a statement that describes what are the needs to be accomplished to meet the needs of the customers' requirements. · Gathering information : In this step, all the information that can be helpful for developing and translating the customers' needs into engineering design are collected. · Conceptualization : In this step, broad sets of concepts are generated that can potentially satisfy the problem statement. · Concept selection : The main objective of this step is to evaluate the various design concepts, modifying and evolving into a single preferred concept. Embodiment Design · It is a process where the structured development of the design concepts takes place. · It is in this phase that decisions are made on strength, material selection, size shape and spatial compatibility. www.EasyEngineering.net 1 - 6 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Embodiment design is concerned with three major tasks - Product architecture, configuration design, and parametric design. · Product architecture : It is concerned with dividing the overall design system into small subsystems and modules. It is in this step we decide how the physical components of the design is to be arranged in order to combine them to carry out the functional duties of the design. · Configuration design: In this process we determine what all features are required in the various parts / components and how these features are to be arranged in space relative to each other. · Parametric design : It starts with information from the configuration design process and aims to establish the exact dimensions and tolerances of the product. Also, final decisions on the material and manufacturing processes are done if it has not been fixed in the previous process. One of the important aspects of parametric designs is to examine if the design is robust or not. ww Detail Design · w.E It is in this phase the design is brought to a state where it has the complete engineering description of a tested and a producible product. Any missing information about the arrangement, form, material, manufacturing process, dimensions, tolerances etc. of each part is added and detailed engineering drawing suitable for manufacturing are prepared. Shigley's Design Process asy E ngi nee · Fig. 1.3.2 explain the step by step procedure of Shigley's design process model. (See Fig. 1.3.2 on next page) · Recognition of need : The problems in the existing products (or) potential for new products in market has to be identified. · Definition of problem : The problem in the existing product or specification of the new product is specified as design brief to the designers. It includes the specification of physical and functional characteristics, cost, quality, performance requirements etc. and requirement of design brief. · Analysis and optimization : Each design from the synthesis stages are analysed and optimum one is selected. It should be noted that synthesis and analysis are highly iterative. A certain component or subsystem of the overall system conceived by the designer in the synthesis stage is subjected to analysis. Based on the analysis, improvements are made and redesigned. The process is repeated until the design optimized within all the constraints imposed by designer. · Evaluation : In this stage optimized design from the previous stage is checked for all the specification mentioned in the design brief. A prototype of the product is developed and experimentally checked for its performance, quality, reliability and other aspects of product. If any discrepancies/problems are faced, it should be fed back to the designer in the synthesis stage. www.EasyEngineering.net 1 - 7 rin g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Recognition of need Definition of problem Change the design Synthesis ww Yes Can the design be improved Analysis and optimization w.E Fails asy E No Evaluation Design impossible for the given specification Success Presentation ngi nee Fig. 1.3.2 Shigley's design process · rin Presentation : After the product design passing through the evaluation stage, drawings, diagrams, material specification, assembly lists, bill of materials etc. which are required for product manufacturing are prepared and given to process planning department and production department. 1.4 Sequential and Concurrent Engineering g.n et + [AU : May-17, Dec.-18] Sequential Engineering (Over The Wall Engineering) · In sequential engineering design has been carried out as a sequential set of activities with distinct non-overlapping phases as shown in Fig. 1.4.1. · Sequential engineering is the term used to describe the method of production in a linear format. The different steps are done one after another, with all attention and resources focused on that one task. After it is completed it is left alone and everything is concentrated on the next task. · In such an approach, the life-cycle of a product starts with the identification of the need for that product. These needs are converted into product requirements which are passed on to the design department. www.EasyEngineering.net 1 - 8 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · The designers design the product's form, fit, and function to meet all the requirements, and pass on the design to the manufacturing department. · After the product is manufactured it goes through the phases of assembly, testing and installation. This type of approach to life-cycle development is also known as `over the wall' approach, because the different life-cycle phases are hidden or isolated from each other. · Each phase receives the output of the preceding phase as if the output had been thrown over the wall. In such an approach, the manufacturing department, for example, does not know what it will actually be manufacturing until the detailed design of the product is over. · There are a lot of disadvantages of the sequential engineering process. The designers are responsible for creating a design that meets all the specified requirements. They are usually not concerned with how the product will be manufactured or assembled. · Problems and inconsistencies in the designs are therefore, detected when the product reaches into the later phases of its life-cycle. · At this stage, the only possible option is to send the product back for a re-design. The whole process becomes iterative and it not until after a lot of re-designs has taken place that the product is finally manufactured. ww w.E asy E ngi ···· Design nee Manufacturing ···· rin Assembly Fig. 1.4.1 (a) Over the wall engineering Information flow Requirements definition Product definition Process definition g.n et Delivery and support Errors changes and corrections Fig. 1.4.1 (b) Sequential engineering www.EasyEngineering.net 1 - 9 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Concurrent Engineering · Due to the large number of changes, and hence iterations, the product's introduction to market gets delayed. In addition, each re-design, re-work, re-assembly etc. incurs cost, and therefore the resulting product is costlier than what it was originally thought to be. The market share is lost because of the delay in product's introduction to market, and customer faith is lost. · Concurrent engineering is a dramatically different approach to product development in which various life-cycle aspects are considered simultaneously right from the early stages of design as shown in Fig. 1.4.2. · These life-cycle aspects include product's functionality, manufacturability, testability, assimilability, maintainability, and everything else that could be affected by the design. In addition, various life-cycle phases overlap each other, and there in no "wall" between these phases. ww · The completion of a previous life-cycle phase is not a pre-requisite for the start of the next life-cycle phase. In addition, there is a continuous feedback between these life-cycle phases so that the conflicts are detected as soon as possible. · The concurrent approach results in less number of changes during the later phases of product life-cycle, because of the fact that the life-cycle aspects are being considered all through the design. · The benefits achieved are reduced lead times to market, reduced cost, higher quality, greater customer satisfaction, increased market share etc. w.E asy E Life Cycle Aspects (Electrical, Mechanical Survicing, Assembiability, Recyclability, etc.) ngi nee rin Feedback loops between different life - cycle phases Requirements Analysis Preliminary Design Detailed Design Manufacturing g.n et Assembly Testing Life - cycle phases Installation Time Fig. 1.4.2 Concurrent engineering · In concurrent engineering, different tasks are tackled at the same time, and not necessarily in the usual order. This means that info found out later in the process can be added to earlier parts, improving them, and also saving a lot of time. www.EasyEngineering.net 1 - 10 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Concurrent engineering is a method by which several teams within an organization work simultaneously to develop new products and services and allows a more streamlined approach. · The concurrent engineering is a non-linear product or project design approach during which all phases of manufacturing operate at the same time -simultaneously. · Both product and process design run in parallel and occur in the same time frame. · Product and process are closely coordinated to achieve optimal matching of requirements for effective cost, quality, and delivery. Decision making involves full team participation and involvement. ww · The team often consists of product design engineers, manufacturing engineers, marketing personnel, purchasing, finance, and suppliers. w.E Comparison between Concurrent and Sequential Engineering · Fig. 1.4.3 depicts the schematic representation of the comparison between sequential and concurrent engineering. Requirements definition asy E Information flow Product definition ngi Process definition nee Errors, changes and corrections CE life cycle time (a) Sequential engineering Delivery and support rin Requirements definition Product definition g.n et Process definition Delivery and support CE life - cycle time Requirements definition Product definition Time saved Delivery and support Process definition (b) Concurrent engineering Fig. 1.4.3 Comparison between sequential and concurrent engineering www.EasyEngineering.net 1 - 11 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Sr. No. Sequential engineering Concurrent engineering 1. Sequential engineering is the term used to explain the method of production in a linear system. The various steps are done one after another, with all attention and resources focused on that single task. In concurrent engineering, various tasks are handled at the same time, and not essentially in the standard order. This means that info found out later in the course can be added to earlier parts, improving them, and also saving time. 2. Sequential engineering is a system by which a group within an organization works sequentially to create new products and services. Concurrent engineering is a method by which several groups within an organization work simultaneously to create new products and services. ww 3. The sequential engineering is a linear product design process during which all stages of manufacturing operate in serial. The concurrent engineering is a non-linear product design process during which all stages of manufacturing operate at the same time. 4. Both process and product design run in serial and take place in the different time. Both product and process design run in parallel and take place in the same time. 5. Process and product are not matched to attain optimal matching. Process and product are coordinated to attain optimal matching of requirements for effective quality and delivery. 6. Decision making done by only group of experts. Decision making involves full team involvement. w.E asy E 1.5 Computer Aided Design (CAD) ngi nee rin + [AU : May-17] g.n et The conventional design process has been accomplished on drawing boards with design being documented in the form of a detailed engineering drawing. This process is iterative in nature and is time consuming. The computer can be beneficially used in the design process. The various tasks performed by a modern computer aided design system can be grouped into four functional areas. i) i) Geometric modeling ii) Engineering analysis iii) Design review and evaluation iv) Automated drafting. Geometric Modeling · The geometric modeling is concerned with computer compatible mathematical description of geometry of an object. · The mathematical description should be such that the image of the object can be displayed and manipulated in the computer terminal, modification on the www.EasyEngineering.net 1 - 12 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction geometry of the object can be done easily, it can be stored in the computer memory, and can be retrieve back on the computer screen for review analysis or alteration. Conventional Design Process Computer - aided design Recognition of need Problem definition ww Synthesis Geometric modeling Analysis and optimization Engineering analysis w.E asy E Evaluation Presentation Design review and evaluation ngi Automated drafting nee Fig. 1.5.1 Computer aided design process · Geometric modeling is classified into a) Wireframe modeling b) Solid modeling c) Surface modeling ii) Engineering Analysis rin g.n et · The computer can be used to aid the analysis work such as stress-strain analysis, heat transfer analysis, etc. The analysis can be done by using specific program generated for it or by using general purpose software commercially available in the market. · The geometric models generated can be used for the analysis by properly interfacing the modeling software with the analysis software. · Two types of engineering analysis are a) Analysis for mass properties b) Finite Element Analysis (FEA) www.EasyEngineering.net 1 - 13 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction iii) Design Review and Evaluation · The accuracy of the design can be checked and rectified if required in the screen itself. · Layering feature available in software are very useful for design review purpose. · Similarly, using the layer procedure, every stage of production can be checked. · Suppose a new mechanism is to be designed, the same mechanism can be simulated in the computer. · By animation, the working of the mechanism can be checked. · These will relieve the designer from tedious conventional method of mechanism checking. ww · Another advantage of animating the complete assembly of product is that whether any component fouls the other components in its working. w.E iv) Automated Drafting · Automated drafting is the process of creating hard copies of design drawing. · The important features of drafting software's are automated dimensioning, scaling of the drawing and capable of generating sectional views. · The enlargement of minute part details and ability to generate different views of the object like orthographic, oblique, isometric and perspective views are possible. · Thus, CAD systems can increase productivity on drafting. asy E ngi Advantages of CAD nee · Efficiency, effectiveness and creativity of the designer are drastically improved. · Faster, consistent and more accurate. · Easy modification (copy) and improvement (edit). · Repeating the design drawing is not needed when modifying. · Manipulation of various dimensions, attributes is easy. · Parametric and possess parent-child relationship. · Inspecting tolerance and interface is easy. · Use of standard components from part library makes fast modeling. · Excellent graphical representation. · Co-ordination among the groups and sharing the design data is possible. · Exchange of e-drawing and storage of several data are easily possible. · Graphical Simulation and animation studies the real-time behavior. · 3D visualization of model in several orientations eliminates prototype. · Documentation at various design phases is efficient, easier, flexible and economical. www.EasyEngineering.net 1 - 14 rin g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Linkage to Manufacturing to carry out the production (NC/CNC programming). · Engineering applications of CAD. Applications of CAD : · Structural design of Aircraft · Aircraft simulation · Real time simulation · Automobile industries · Architectural design · Pipe routing and plan layout design · Electronic industries · Dynamic analysis of mechanical systems · Kinematic analysis · Mesh data preparation for finite element analysis. ww w.E asy E 1.6 CAD System Architecture · In CAD, computer architecture is a set of disciplines that explains the functionality, the organization and the introduction of computer systems; that is, it describes the capabilities of a computer and its programming method in a summary way, and how the internal organization of the system is designed and executed to meet the specified facilities. · Computer architecture engages different aspects, including instruction set architecture design, logic design, and implementation. · The implementation includes integrated circuit design, power, and cooling. Optimization of the design needs expertise with compilers, operating systems and packaging. · Its use in designing electronic systems is known as Electronic Design Automation, or EDA. In mechanical design it is known as Mechanical Design Automation (MDA) or Computer-Aided Drafting (CAD), which includes the process of creating a technical drawing with the use of computer software. · CAD software for mechanical design uses either vector-based graphics to depict the objects of traditional drafting, or may also produce raster graphics showing the overall appearance of designed objects. · However, it involves more than just shapes. As in the manual drafting of technical and engineering drawings, the output of CAD must convey information, such as materials, processes, dimensions, and tolerances, according to application-specific conventions. ngi www.EasyEngineering.net 1 - 15 nee rin g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · CAD may be used to design curves and figures in two-dimensional (2D) space; or curves, surfaces, and solids in three-dimensional (3D) space. · CAD is an important industrial art extensively used in many applications, including automotive, shipbuilding, and aerospace industries, industrial and architectural design, prosthetics, and many more. CAD is also widely used to produce computer animation for special effects in movies, advertising and technical manuals, often called DCC (Digital Content Creation). · Fig. 1.6.1 explains CAD system architecture. System Major classes : Main frame Mini computer Workstation Microcomputer Based ww w.E Application software Database (CAD model) Application areas : Mechanical Architectural Construction Circuit design Chip design asy E Graphics utility Device drivers ngi Cost : High end Low end nee Input - output devices Fig. 1.6.1 CAD system architecture 1.7 Computer Graphics User interface rin g.n et · Computer graphics involves creation, display, manipulation and storage of pictures and experimental data for proper visualization using a computer. · Typically, a graphics system comprises of a host computer which must have a support of a fast processor, a large memory and frame buffer along with a few other crucial components. · The first of them is the display devices. Colour monitors are one example of such display device. · There are other examples of output devices like LCD panels, laser printers, colour printers, plotters etc. · Set of input devices are also needed. Typical examples are the mouse, keyboard, joystick, touch screen, trackball etc. www.EasyEngineering.net 1 - 16 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Through these input devices it is possible to provide input to the computer and display device is an output device which shows the image. Control signals Link to host computer Control processor Display file Display processor unit Display screen Input devices ww Fig. 1.7.1 A basic computer graphics layout w.E · The first and most important of them is the GUI as it is called. It has various components. · A graphical interface is basically a piece of interface or a program which exists between the user and the graphics application program. · It helps the graphics system to interact with the user both in terms of input and output. · Typical components which are used in a graphical user interface are menus, icons, cursors, dialog boxes and scrollbars. · Grids are used in two dimensional graphics packages to align the objects along a set of specific coordinates or positions. It can be switched on and off and displayed on the screen. · Sketching is an example which is used to draw lines, arcs, poly lines and various other objects. · The most difficult part of the GUI is three dimensional interfaces which is normally available at the bottom of screen. · It is easy to interact and handle with two dimensional objects but for interacting with the three dimensional objects three dimensional interface is needed to pick up one of the 3D objects from a two dimensional screen. · Essentially the computer monitor is just a two dimensional ray of pixels where the entire picture is projected and the picture could represent a three dimensional scene. Special facilities for 3D interface to handle or manipulate three dimensional objects are needed. asy E ngi nee rin g.n et Classification of computer graphics · Based on the control the user has over the image a) Passive computer graphics - The user has no control b) Interactive graphics - The user may interact with the graphics www.EasyEngineering.net 1 - 17 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · · Based on the way the image is generated a) Vector graphics - The image comprises of number of lines. b) Raster graphics - Manipulation of the colour and intensity of points, pixels. Based on the space a) Image-space graphics - Image itself is directly manipulated to create a picture. b) Object-space graphics - Separate model is manipulated. 1.8 Coordinate System Three types of coordinate systems are generally used in CAD/CAM operations as shown in Fig. 1.8.1. ww a) Model Coordinate System (MCS) or Database CS/ World CS / Master CS b) Working Coordinate System (WCS) or User Coordinate System (UCS) w.E c) Screen Coordinate System (SCS) or Device CS asy E a) Model Coordinate System (MCS) ngi Z' Z Y' Z Y Y nee Y1 X' X (Xmax'Ymax) X rin (0,0) X1 (a) MCS (b) WCS Fig. 1.8.1 (c) SCS g.n et · It is the reference space of the model with respect to which all the model geometrical data is stored. · It is a Cartesian system which forms the default coordinate system used by a particular software program. · The X, Y, and Z axes of the MCS can be displayed on the computer screen. · The choice of origin is arbitrary. · The three default sketch planes of a CAD/CAM system define the three planes of MCS, and their intersection point is the MCS origin. www.EasyEngineering.net 1 - 18 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · When a CAD designer begins sketching, the origin becomes a corner point of the profile being sketched. The sketch plane defines the orientation of the profile in the model 3D space. · Existing CAD/CAM software uses the MCS as the default WCS. · The MCS is the only coordinate system that the software recognizes when storing or retrieving graphical information from a model database. Many existing software package allow the user to input Cartesian and cylindrical coordinates. This input information is transformed to (x, y, z) coordinates relative to the MCS before being stored in the database. b) Working Coordinate System (WCS) or User Coordinate System (UCS) · This is basically an auxiliary coordinate system used in place of MCS. For convenience while we develop the geometry by data input this kind of coordinate system is useful. · It is very useful when a plane (face) in MCS is not aligned (easily defined) along any orthogonal planes. · It can be established at any position and orientation in space that the user desires. · The user can define a Cartesian coordinate system whose XY plane is coincident with the desired plane of construction. That new system is called as WCS. · It is a user defined system that facilitates the geometrical construction. While user inputs data in WCS the software transforms it to MCS before storing the data. · There is only one active WCS at any one time. If the user defines multiple WCSs in one session, the software recognizes only the last one. ww w.E asy E ngi c) Screen Coordinate System (SCS) nee rin · In contrast to MCS and WCS, Screen Coordinate System is a two-dimensional device-independent system whose origin is usually located at the lower left corner of the graphic display (display screen). · The physical dimensions of the device screen and the type of device determine the range of the SCS. A 1024 ´ 1024 display has an SCS with a range of (0, 0) to (1024,1024). · The SCS is important for display, screen input and digitizing tasks. · A transformation operation from MCS coordinates to SCS coordinates is performed by the software before displaying the model views and graphics. · For a geometric model, there is a data structure to store its geometric data (relative to MCS), and a display file to store its display data (relative to SCS). g.n et Window and View Port Window · When a design package is initiated, the display will have a set of co-ordinate values. These are called default co-ordinates. www.EasyEngineering.net 1 - 19 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · A user co-ordinate system is one in which the designer can specify his own coordinates for a specific design application. · These screen independent coordinates can have large or small numeric range, or even negative values, so that the model can be represented in a natural way. · It may, however, happen that the picture is too crowded with several features to be viewed clearly on the display screen. · Therefore, the designer may want to view only a portion of the image, enclosed in a rectangular region called a window. · Different parts of the drawing can thus be selected for viewing by placing the windows. · Portions inside the window can be enlarged, reduced or edited depending upon the requirements. Fig. 1.8.2 (a) depicts the use of windowing to enlarge an image. ww View Port w.E · It may be sometimes desirable to display different portions or views of the drawing in different regions of the screen. · A portion of the screen where the contents of the window are displayed is called a view port. Fig. 1.8.2 (b) explains a view port. Window asy E ngi Original drawing 130,100 View port 2 nee View port 4 65,50 (a) Window View port 1 (b) View port rin View port 3 g.n et Fig. 1.8.2 + [AU : Dec.-17] 1.9 2D Transformations · Geometric transformations provide a means by which an image can be enlarged in size, or reduced, rotated, or moved. · These changes are brought about by changing the co-ordinates of the picture to a new set of values depending upon the requirements. · The basic transformations are translation, scaling, rotation, reflection or mirror and shear. www.EasyEngineering.net 1 - 20 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction a) 2D Translation · This moves a geometric entity in space in such a way that the new entity is parallel at all points to the old entity. Translation of a point is shown in Fig. 1.9.1. · Let's consider a point on the object, represented by P which is translated along X and Y axes by DX and DY respectively to a new position P '. · The new coordinates after transformation are given by following equations. P' = [x', y' ] …(1.9.1) ww x' = [x+Dx] …(1.9.2) y' = [y+Dy] …(1.9.3) é x ¢ù é x + D [P'] = ê ú = ê ë y ¢û ë y + D w.E xù é xù é D xù = + yúû êë yúû êë D yúû …(1.9.4) Y asy E Y' Y P P X Z Z' P' X' ngi nee Fig. 1.9.1 Translation of a point 2D Translation of an object X rin g.n et Fig. 1.9.2 explains the transformation of a rectangle. Consider a rectangle of coordinates (1,1), (4,1), (1,5) and (4,5). The rectangle is translated by 3 units along x-direction (Dx) and 3 units along y-direction (Dy). (See Fig. 1.9.2 on next page) b) 2D Scaling · Scaling is the transformation applied to change the scale of an entity. · To achieve scaling, the original coordinates would be multiplied uniformly by the scaling factors. Sx = Scaling factor along x-direction Sy = Scaling factor along y-direction · Ts = Scaling matrix The scaling operations could be explained by the equations stated below. …(1.9.5) P ¢ = [x', y' ]=[Sx ´ X, Sy ´ Y] www.EasyEngineering.net 1 - 21 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 10 9 (5, 8) (8, 8) 8 7 Y After translation 6 (1, 5) 5 (4, 5) 4 ww (5, 4) (8, 4) 3 w.E Original rectangle 2 1 (1, 1) 0 0 1 (4, 1) asy E 2 3 4 5 6 8 7 ngi 9 10 X Fig. 1.9.2 2D Translation of an object éS x [P ¢] = ê ë0 0 ù é xù S y úû êë yúû …(1.9.6) éS x [Ts] = ê ë0 0ù S y úû …(1.9.7) nee rin Y [P ¢] = [Ts] × [P] …(1.9.8) · Fig. 1.9.3 depicts the scaling of an object. g.n et P' c) 2D Rotation · Rotation is another important geometric transformation. The final position and orientation of a geometric entity is decided by the angle of rotation (q) and the base point about which the rotation, is to be done. If rotation is made in clockwise direction 'q' is considered as www.EasyEngineering.net 1 - 22 P SY Y · X X SX Fig. 1.9.3 2D Scaling of an object Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction negative and if rotation is made in counter clockwise (anti-clockwise) direction ' q' is considered as positive. · Fig. 1.9.4 depicts rotation of an object. Y P' Y' ww P Y r w.E 0 X X' asy E X Fig. 1.9.4 2D rotation of an objects · · · ngi To develop the transformation matrix for transformation, consider a point P located in XY-plane, being rotated in the counter clockwise direction to the new position, P ¢ by an angle 'q' as shown in Fig. 1.9.4. The new position P ¢ is given by P ¢ = [x ¢, y ¢ ] From the figure the original position is specified by x = r cos a nee rin y = r sin a The new position P ¢ is specified by x ¢ = r cos (a + q ) = r cos q cos a – r sin q sin a g.n et = x cos q – y sin q Also, · · y¢ = r sin (a + q ) = r sin q cos a + r cos q sin a = x sin q + y cos q Thus the transformation matrix for a rotation operation could be derived as follows, é x ¢ù é cos q - sin q ù é xù …(1.9.9) [P ¢] = ê ú = ê úê ú ë y ¢û ë sin q cos q û ë yû The rotation matrix is given as TR . www.EasyEngineering.net 1 - 23 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction é cos q [TR ] = ê ë sin q - sin q ù cos q úû …(1.9.10) [P ¢] = [TR ]× [P] (1.9.11) d) 2D Shearing · A shearing transformation produces distortion of an object or an entire image. There are two types of shears : X-shear and Y-shear. · A transformation that slants the shape of an object is called the shear transformation. · One shifts X coordinates values and other shifts Y coordinate values. However; in both the cases only one coordinate changes its coordinates and other preserves its values. ww · Shearing is also termed as skewing. · The X-shear as shown in the Fig. 1.9.5 (a), preserves the Y coordinate and changes are made to X coordinates, which causes the vertical lines to tilt right or left. w.E 10 9 asy E ngi 8 D1 D 7 Y 6 nee After X-shear rin 5 E 4 C E1 Original part g.n et C1 3 2 A1 1 A B1 B 0 0 1 2 3 4 5 6 8 7 9 10 11 12 13 X Fig. 1.9.5 (a) X-Shear www.EasyEngineering.net 1 - 24 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · The Y-shear as shown in the Fig. 1.9.5 (b) preserves the X coordinates and changes the Y coordinates which causes the horizontal lines to transform into lines which slopes up or down. 10 C1 D1 After X-shear 9 8 7 ww Y E1 D 6 5 w.E 4 E 3 A1 2 1 A 0 0 C asy E 1 2 3 4 ngi 5 6 X B nee 7 Fig. 1.9.5 (b) Y-Shear · 8 9 10 rin g.n et A Y-shear transforms the point (x, y) to the point (x 1, y 1) by a factor Sh 1, x¢ = x · Original part B1 …(1.9.12) …(1.9.13) y ¢ = Sh 1 × x + y An X-shear transforms the point (X, Y) to (x 1, y 1), where Sh 2 is the shear factor x ¢ = x + Sh 2 × y …(1.9.14) y¢ = y …(1.9.15) e) 2D Reflection/Mirror · Reflection is the mirror image of original object. · Mirroring is a convenient method used for copying an object while preserving its features. · In reflection transformation, the size of the object does not change. · Reflection could be done along both x and y directions as shown in the Fig.1.9.6(a) and 1.9.6(b). www.EasyEngineering.net 1 - 25 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Y Y –X X –Y Y P P' X P' P X ww (b) Reflection about Y-axis (a) Reflection about X-Axis · Fig. 1.9.6 w.E For reflection about x-axis the y coordinate will be negative and the following equations should be utilized, …(1.9.16) P ¢ = [X ¢, Y ¢] = [X, – Y] asy E é1 0 ù [P ¢] = ê ú ë0 -1û é xù ê yú ë û The translation matrix is given as, é1 0 ù [Tm ] = ê ú ë0 -1û · ngi …(1.9.17) nee rin …(1.9.18) g.n et …(1.9.19) [P ¢] = [Tm ] × [P] For reflection about y-axis the x coordinate will be negative and the following equations should be utilized, …(1.9.20) P ¢ = [X ¢, Y ¢] = [X, – Y] é - 1 0ù é xù [P ¢] = ê ú ê ú ë 0 1û ë yû …(1.9.21) The translation matrix is given as, é -1 0ù [Tm ] = ê ú ë 0 1û · …(1.9.22) [P ¢] = [Tm ] × [P] Thus the general form of reflection matrix could be written as, é± 1 0 ù [Tm ] = ê ú ë 0 ± 1û www.EasyEngineering.net 1 - 26 …(1.9.23) …(1.9.24) Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1.9.1 Homogeneous Coordinates Concatenation of Transformations · · Sometimes it becomes necessary to combine the individual transformations in order to achieve the required results. In such cases the combined transformation matrix can be obtained by multiplying the respective transformation matrices as shown below, …(1.9.25) [P ¢] = [Tn ][Tn - 1 ][Tn - 2 ]...[T3 ][T2 ][T1 ] In order to concatenate the transformation, all the transformation matrices should be multiplicative type. The following form known as homogeneous form should be used to convert the translation matrix into a multiplication type. 0 0ù é x ù é x ¢ù é 1 ê ú ê …(1.9.26) [P ¢] = y ¢ = 0 1 0ú ê y ú ê ú ê ú ê ú êë 1 úû êë DX DY 1úû êë 1 úû ww w.E · The three dimensional representation of a two dimensional plane is called homogeneous coordinates and the transformation using the homogeneous co-ordinates is called homogeneous transformation. · The translation matrix in homogeneous form is, 0 0ù é 1 ê [T] = 0 1 0ú ê ú êë DX DY 1úû · · asy E ngi The Scaling matrix in homogeneous form is, éS x 0 0ù [S] = ê 0 S y 0ú ê ú 0 1úû êë 0 The Rotation matrix in homogeneous form is, é cos q sin q 0ù [TR ] = ê - sin q cos q 0ú ê ú 0 1úû êë 0 nee rin g.n et Need for homogeneous transformation · Consider the need for rotating an object about an arbitrary point as shown in Fig. 1.9.7. · The transformation given earlier for rotation is about the origin of the axes system. · To derive the necessary transformation matrix, the following complex procedure would be required. i) Translate the point 'P' to 'O', the origin of the axes system. www.EasyEngineering.net 1 - 27 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction ii) Rotate the object by the given angle 'q'. iii) Translate the point back to its original position from origin. Y P' P r r Y ww A w.E O X X Fig. 1.9.7 Rotation of an object about an arbitrary point · asy E The following homogeneous transformation matrices should be used for the translation operation, i) Translate the point from point 'P' to origin 'O' ngi 0 0ù é 1 ê [T1 ] = [T] = 0 1 0ú ê ú êë - DX - DY 1úû ii) Rotate the object by the given angle 'q'. é cos q [T2 ] = [TR ] = ê - sin q ê êë 0 nee sin q 0ù cos q 0ú ú 0 1úû rin g.n et iii) Translate the point back to its original position from origin. 0 0ù é 1 ê 1 0ú [T 3 ] = [T] = 0 ê ú êë DX DY 1úû iv) Final Transformation matrix after concatenation, [T] = [T1 ] ´ [T2 ] ´ [T 3 ] www.EasyEngineering.net 1 - 28 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1.9.2 Solved Examples on 2D Transformation Example 1.9.1 : Translate a point P(2, 3) by four units in x-direction and 5 units in y-direction. Solution : Given : P(2, 3) Þ (x 1 , y 1 ) Dx = 4; Dy = 5 Tranformation matrix é Dx ù T = ê ú ë Dy û ww New position of a point is, w.E P¢ = P + T é x1¢ ù é x1 ù é Dx ù é2ù é 4ù é6ù ê y ¢ ú = ê y ú + ê Dy ú = ê3ú + ê5ú = ê8ú ë 1û ë 1û ë û ë û ë û ë û Y asy E ngi y=5 P (2, 3) x=4 nee P'(6, 8) rin g.n et X Fig. 1.9.8 Example 1.9.2 : A line AB, A(2, 4) and B(5, 6) is to be translated 1 unit along +ve direction of 'x' and 3 units along +ve direction of y. Find the translated coordinates. Solution : Given : For line AB ® A(x1 , y 1 ) = (2, 4) B(x 2 , y 2 ) = (5, 6) T(Dx, Dy ) = (1, 3) www.EasyEngineering.net 1 - 29 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction \ A¢ = A + T é2ù é1ù é 3ù A¢ = ê ú + ê ú = ê ú ë 4û ë3û ë 7û é5ù é1ù é6ù B¢ = B + T = ê ú + ê ú = ê ú ë6û ë3û ë9û Similarly Y B' (6, 9) A' (3, 7) ww w.E y=3 B (5, 6) asy E A (2, 4) ngi x=1 Fig. 1.9.9 nee X rin g.n et Example 1.9.3 : Translate a triangle ABC having coordinates A(1, 1), B(3, 1) and C(1, 3) about the origin by 3 - units in x - direction and 2 - units in y - direction. Solution : Given : Triangle ABC, A = (x1 , y 1 ) = (1, 1) B = (x 2 , y 2 ) = (3, 1) C = (x 3 , y 3 ) = (1, 3) Dx = 3; Dy = 2 Þ T = (3, 2) é1ù é3ù é 4ù A¢ = A + T = ê ú + ê ú = ê ú ë1û ë2û ë3û www.EasyEngineering.net 1 - 30 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction é3ù é3ù é6ù B¢ = B + T = ê ú + ê ú = ê ú ë1û ë2û ë3û é1ù é3ù é 4ù C¢ = C + T = ê ú + ê ú = ê ú ë3û ë2û ë5û Y C' (4, 5) ww C (1, 3) w.E B' (6, 3) A' (4, 3) y=2 B (3, 1) asy E A (1, 1) X x=3 ngi Fig. 1.9.10 nee Example 1.9.4 : A rectangular lamina ABCD having co-ordinates A(2, 2), B(4, 2), C(4, 5) and D(2, 5) is translated by 4 units in x - direction and 4 units in y - direction. Find out the translated coordinates and plot the rectangle before and after translation. Solution : Given : Rectangle ABCD, A (2, 2) = (x1 , y 1 ) B (4, 2) = (x 2 , y 2 ) C (4, 5) = (x 3 , y 3 ) rin g.n et D (2, 5) = (x 4 , y 4 ) Dx = 4; Dy = 4 Þ T( Dx , Dy ) = (4, 4) é2ù é 4ù é6ù [A] = [A] + [T] = ê ú + ê ú = ê ú ë2û ë 4û ë6û é 4ù é 4ù é8ù [B ¢] = [B] + [T] = ê ú + ê ú = ê ú ë2û ë 4û ë6û www.EasyEngineering.net 1 - 31 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction é 4ù é 4ù é8ù [C ¢] = [C] + [T] = ê ú + ê ú = ê ú ë5û ë 4û ë9û é2ù é 4ù é6ù [D ¢] = [D] + [T] = ê ú + ê ú = ê ú ë5û ë 4û ë9û Y (6, 9) D' ww A' (6, 6) w.E (2, 5) D C' (8, 9) B' (8, 6) C (4, 5) y=4 asy E (2, 2) A B (4, 2) ngi x=4 Fig. 1.9.11 X nee rin g.n et Example 1.9.5 : A polygon ABCD is having the coordinates A(2, 3), B(6, 3), C(6, 6), D(2, 6). Scale the polygon by 2 units along x-axis and y-axis. Solution : Given : Polygon ABCD ® A(x1 , y 1 ) = (2, 3) B(x 2 , y 2 ) = (6, 3) C(x 3 , y 3 ) = (6, 6) D(x 4 , y 4 ) = (2, 6) Scaling factor ® \ www.EasyEngineering.net S = (S x ,S y ) = (2, 2) éS x 0 ù é2 0ù Scaling matrix, [S] = ê ú =ê ú ë 0 S y û ë0 2û 1 - 32 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction [A]¢ = [S] ´ [A] é2 0ù é2ù é 4ù = ê ú´ê ú = ê ú ë0 2û ë3û ë6û [B]¢ = [S] ´ [B] Þ é2 0ù é6ù é12ù = ê ú´ê ú = ê ú ë0 2û ë3û ë 6 û [C]¢ = [S] ´ [C] é2 0ù é6ù é12ù = ê ú´ê ú = ê ú ë0 2û ë6û ë12û ww w.E Y [D]¢ = [S] ´ [D] é2 0ù é2ù é 4 ù = ê ú´ê ú = ê ú ë0 2û ë6û ë12û asy E D' (4, 12) D (2, 6) ngi C (6, 6) A' (4, 6) A (2, 3) C' (12, 12) nee rin g.n et B' (12, 6) B (6, 3) X Fig. 1.9.12 www.EasyEngineering.net 1 - 33 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Example 1.9.6 : Rotate the point P(6, 8) about the origin at an angle 30 ° in anti-clock wise direction and obtain the new position of the point. Solution : Given P(x1 , y 1 ) = (6, 8) ; q = 30° é x1¢ ù écos q P¢ = ê ú = ê ë y 1¢ û ë sin q - sin q ù cos q úû é x1 ù écos 30 - sin 30ù ê y ú = ê sin 30 cos 30 ú ë 1û ë û é 6ù ê 8ú ë û é1.196ù [P ¢] = ê ú ë 9.928û Þ ww Y w.E asy E P' (1.196, 9.28) P(6, 8) ngi °= 30 Fig. 1.9.13 nee X rin g.n et Example 1.9.7 : A triangle ABC, A(5, 2), B(3, 5), C(7, 5). Find the transformed position if, i) The triangle is rotated by 45 ° in clockwise direction. ii) The triangle is rotated by 60 ° in anti-clockwise direction. Solution : Given : DABC Þ A(5, 2) B(3, 5) C(7, 5) , (x1 , y 1 ) (x 2 , y 2 ) (x 3 , y 3 ) i) Rotated by 45 ° in clockwise direction : , q = – 45° \ é x1¢ ù écos( - 45° ) - sin ( - 45° )ù [A]¢ = ê ú = ê ú ë y 1¢ û ë sin ( - 45° ) cos( - 45° ) û www.EasyEngineering.net 1 - 34 é5ù ê2ú ëû Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Þ é 4.97 ù [A]¢ = ê ú ë - 2.12û Similarly, é x ¢2 ù écos( - 45° ) - sin ( - 45° )ù [B]¢ = ê ú = ê ú ë y ¢2 û ë sin ( - 45° ) cos( - 45° ) û Þ é 5.65ù [B]¢ = ê ú ë1.41û Similarly, é x ¢3 ù écos( - 45° ) - sin ( - 45° )ù [C]¢ = ê ú = ê ú ë y ¢3 û ë sin ( - 45° ) cos( - 45° ) û ww Þ é3ù ê5ú ëû é 7ù ê 5ú ë û é 8.48 ù [C]¢ = ê ú ë -1.414û w.E ii) Rotated by 60° in anticlockwise direction (counter-clockwise) : asy E q = 60° \ é x1¢¢ ù écos 60 - sin 60ù [A]¢¢ = ê ú = ê ú ë y 1¢¢û ë sin 60 cos 60 û é5ù ê2ú ëû Þ é0.767 ù [A]¢¢ = ê ú ë 5.330 û Similarly, é x 2¢¢ ù écos 60 - sin 60ù [B]¢¢ = ê ú = ê ú ë y 2¢¢ û ë sin 60 cos 60 û nee Þ é - 2.830 ù [B]¢¢ = ê ú ë 5.098û Similarly, é x ¢¢3 ù écos 60 - sin 60ù [C]¢¢ = ê ú = ê ú ë y ¢¢3 û ë sin 60 cos 60 û Þ é - 0.83 ù [C]¢¢ = ê ú ë 8.562û www.EasyEngineering.net 1 - 35 ngi é3ù ê5ú ëû é 7ù ê 5ú ë û rin g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Y (–0.830, 8.582) C" B" (–2.830, 5.098) A" (0.767, 5.330) B(3, 5) A(5, 2) B' (5.65, 1.41) 60° 45° X C(7, 5) X 0 ww C' (8.48, –1.41) w.E A' (4.97, –2.12) asy E Y ngi Fig. 1.9.14 nee Example 1.9.8 : A square with an edge length of 10 units is located in the origin with one of the edges inclined at an angle 30 ° with X-axis. Calculate the new position of the square, i) If it is rotated by an angle 30 ° in clock-wise direction. ii) If it is rotated by 60° in counter-clockwise direction. rin g.n et Y Solution : Given : Square of edge length 10 units. ® Positioned in such a way that, it is located in origin ® with one of the edges inclined by 30 ° to 'X' (Refer Fig.1.9.15). C (x2, y2) (x3, y3) D Initially evaluate the coordinates of the square. Þ A(x1 , y 1 ) = (0, 0). Since place at the origin. Þ B(x 2 , y 2 ) B (x1, y1) X 60° 0 A (0, 0) 30° X Fig. 1.9.15 www.EasyEngineering.net 1 - 36 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction B(x 2 , y 2 ) : Y Here edge length = 10 units \ x 2 = 10 cos 30 = 8.66 units B (x2, y2) y2 y 2 = 10 sin 30 = 5 units 10 30° B(x 2 , y 2 ) = (8.66, 5) \ l= X x2 A (0, 0) Fig. 1.9.16 Similarly, C(x 3 , y 3 ) : ww Y w.E (x3, y3) asy E l = 10 10 sin 60 ngi y2 60° 30° 30° B (x2, y2) nee rin 10 cos 60 x2 A (0, 0) X g.n et Fig. 1.9.17 \ x 3 = x 2 - 10 cos 60 = 8.66 – 5 = 3.66 units Y y 3 = y 2 + 10 sin 60 = 5 + 8.66 = 13.66 units D(x4, y4) C(x 3 , y 3 ) = (3.66, 13.66) \ l=1 \ 10 sin 60 0 [D](x 4 , y 4 ) : x 4 = – 10 cos 60 X 60° – 10 cos 60 = – 5 units Fig. 1.9.18 www.EasyEngineering.net 1 - 37 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction y 4 = 10 sin 60 = 8.66 units \ D(x 4 , y 4 ) = (– 5, 8.66) i) Rotate the square by 30° clockwise : q = – 30° \ \ ww Þ écos( -30) - sin ( - 30)ù [A]¢ = ê ú ësin ( - 30) cos( - 30) û é0ù é0ù ê0ú = ê0ú ëû ëû écos( -30) - sin ( - 30)ù [B]¢ = ê ú ësin ( - 30) cos( - 30) û é 8.66ù é 9.99 ~ 10 ù ê 5 ú = ê 0.0001 ~ 0ú ë û ë û é10 ù [B]¢ = ê ú ë0 û w.E écos( -30) - sin ( - 30)ù [C]¢ = ê ú ësin ( - 30) cos( - 30) û é 3.66 ù é10ù ê13.66ú = ê10ú ë û ë û écos( -30) - sin ( - 30)ù [D]¢ = ê ú ësin ( - 30) cos( - 30) û é -5 ù é 0ù ê 8.66ú = ê10ú ë û ë û asy E ngi nee iii) Square is rotated by 60° in counter clockwise direction : \ q = 60° écos 60 - sin 60ù [A]¢¢ = ê ú ë sin 60 cos 60 û é0ù é0ù ê0ú = ê0ú ëû ëû écos 60 - sin 60ù [B]¢¢ = ê ú ë sin 60 cos 60 û é 8.66ù é 0 ù ê 5 ú = ê10ú ë û ë û écos 60 - sin 60ù [C]¢¢ = ê ú ë sin 60 cos 60 û é 3.66 ù é - 10ù ê13.66ú = ê 10 ú ë û ë û écos 60 - sin 60ù [D]¢¢ = ê ú ë sin 60 cos 60 û é - 5 ù é - 10ù ê 8.66ú = ê 0 ú ë û ë û www.EasyEngineering.net 1 - 38 rin g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction (3.66, 13.66) C (–10, 10) C" C' (10, 10) D' B'' (0, 10) B ww D'' (–10, 0) w.E 60° 30° A (0, 0) A', A" B' (10, 0) Fig. 1.9.19 asy E Example 1.9.9 : For a planar lamina ABCD with A(3, 5), B(2, 2), C(8, 2) and D(4, 5) in XY plane with point P(4, 3) in the inetrior is to be é8ù i) Translated by a translation matrix [T] = ê ú ë5û ngi ii) Rotated by 60° in counter clockwise direction. nee rin D (4, 5) A (3, 5) g.n et P (4, 3) B (2, 2) C (8, 2) Fig. 1.9.20 www.EasyEngineering.net 1 - 39 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Sol. : i) Translation : é Dx ù é8ù [T] = ê ú = ê ú ë Dy û ë5û \ Dx = 8; Dy = 5 é x1 ù é Dx ù é3ù é8ù é11ù [A]¢ = ê ú + ê ú = ê ú + ê ú = ê ú ë y 1 û ë Dy û ë5û ë5û ë10 û é x 2 ù é Dx ù é2ù é8ù é10 ù [B]¢ = ê ú + ê ú = ê ú + ê ú = ê ú ë y 2 û ë Dy û ë2û ë5û ë 7 û ww é x 3 ù é Dx ù é8ù é8ù é16ù [C]¢ = ê ú + ê ú = ê ú + ê ú = ê ú ë y 3 û ë Dy û ë2û ë5û ë 7 û w.E é x 4 ù é Dx ù é 4ù é8ù é12ù [D]¢ = ê ú + ê ú = ê ú + ê ú = ê ú ë y 4 û ë Dy û ë5û ë5û ë10 û asy E é 4ù é Dx ù é 4ù é8ù é12ù [P]¢ = ê ú + ê ú = ê ú + ê ú = ê ú ë 3û ë Dy û ë3û ë5û ë 8 û ngi ii) Rotate through 60° in counter clockwise direction : q = 60° nee écos 60 - sin 60ù [A]¢¢ = ê ú ë sin 60 cos 60 û é3ù é - 2.83ù ê5ú = ê 5.09 ú û ëû ë écos 60 - sin 60ù [B]¢¢ = ê ú ë sin 60 cos 60 û é 2ù é - 0.732ù ê 2ú = ê 2.732 ú ë û ë û écos 60 - sin 60ù [C]¢¢ = ê ú ë sin 60 cos 60 û é 8ù é 2.26ù ê 2ú = ê7.93ú ë û ë û écos 60 - sin 60ù [D]¢¢ = ê ú ë sin 60 cos 60 û é 4ù é - 2.33ù ê 5ú = ê 5.96 ú ë û ë û écos 60 - sin 60ù [P]¢¢ = ê ú ë sin 60 cos 60 û é 4ù é - 0.59ù ê 3ú = ê 4.96 ú ë û ë û www.EasyEngineering.net 1 - 40 rin g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net 12 9 B' 6 5 nee rin 4 3 g.n et –1 –3 X A'' D'' –2 B" P" Y Y 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 1 B 2 C'' A D ngi 7 8 C asy E P w.E 10 A' ww 11 D' P' 13 14 15 16 C' X Introduction Fig. 1.9.21 www.EasyEngineering.net 1 - 41 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Example 1.9.10 : Derive an appropriate 2D transformation method to reflect the rectangle ABCD, A(3, 4), B(7, 4), C(7, 6), D(3, 6). Reflect about i) X-axis, ii) Y-axis. Solution : i) For reflection about X-axis : Þ é1 0 ù [A]¢ = ê ú ë0 -1û é x1 ù êy ú ë 1û é1 0 ù [A]¢ = ê ú ë0 -1û é 3ù é 3 ù ê 4ú = ê - 4ú ë û ë û ww é1 0 ù é7 ù é 7 ù [B]¢ = ê ú ê ú =ê ú ë0 -1û ë 4û ë - 4û w.E é1 0 ù é7 ù é 7 ù [C]¢ = ê ú ê ú =ê ú ë0 -1û ë 6û ë - 6û asy E é1 0 ù [D]¢ = ê ú ë0 -1û é 3ù é 3 ù ê 6ú = ê - 6ú ë û ë û ngi Y nee (3, 6) D A (3, 4) (7, 6) C rin B (7, 4) g.n et X X (3, – 4) A' D' (3, – 6) B'(7, – 4) C' (7, – 6) Y Fig. 1.9.22 www.EasyEngineering.net 1 - 42 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction ii) Reflection about Y-axis : é -1 0ù é x1 ù [A]¢ = ê ú ê ú ë 0 1û ë y 1 û é -1 0ù é 3ù é - 3ù [A]¢ = ê ú ê ú=ê ú ë 0 1û ë 4û ë 4û Þ é -1 0ù é7 ù é - 7 ù [B]¢ = ê ú ê ú =ê ú ë 0 1û ë 4û ë 4 û é -1 0ù é7 ù é - 7 ù [C]¢ = ê ú ê ú =ê ú ë 0 1û ë 6û ë 6 û ww é -1 0ù é 3ù é - 3ù [D]¢ = ê ú ê ú=ê ú ë 0 1û ë 6û ë 6 û w.E (–7, 6) (–7, 4) C'' B'' asy E Y D(3, 6) D''(–3, 6) ngi A''(–3, 4) X nee C(7, 6) A(3, 4) B(7, 4) rin g.n et X Y Fig. 1.9.23 iii) About origin : é -1 0 ù [A]¢¢¢ = ê ú ë 0 -1û www.EasyEngineering.net 1 - 43 é x1 ù êy ú ë 1û Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Þ é -1 0 ù [A]¢¢¢ = ê ú ë 0 -1û é 3ù é - 3 ù ê 4ú = ê - 4ú ë û ë û é -1 0 ù [B]¢¢¢ = ê ú ë 0 -1û é7 ù é - 7 ù ê 4ú = ê - 4ú ë û ë û é -1 0 ù [C]¢¢¢ = ê ú ë 0 -1û é7 ù é - 7 ù ê 6ú = ê - 6ú ë û ë û é -1 0 ù [D]¢¢¢ = ê ú ë 0 -1û é 3ù é - 3ù ê 6ú = ê - 6ú ë û ë û Y ww w.E asy E (3, 6) D C (7, 6) (3, 4) A B (7, 4) ngi X B''' (–7,–4) A''' (–3,–4) C''' (–7,–6) D''' (–3,–6) X O Y Fig. 1.9.24 nee rin g.n et 2-D Transformation Problems based on Homogeneous Coordinate System (Concatenation) Example 1.9.11 : A rectangle ABCD has coordinates A(2, 3), B(6, 3), C(6, 6) and D(2, 6). Calculate the combined transformation matrix (concatenation) for the following operations. Also find the resultant coordinates. i) Translation by 2 units in x - direction and 3 units in y - direction. ii) Scaling by 4 - units in x - direction and 2 - units in y - direction. iii) Rotation by 30 ° in counter clockwise direction about z - axis, passing through a point (3, 3). www.EasyEngineering.net 1 - 44 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Solution : Given : Rectangle ABCD ® A(2, 3) Þ (x1 , y 1 ) B(6, 3) Þ (x 2 , y 2 ) C(6, 6) Þ (x 3 , y 3 ) D(2, 6) Þ (x 4 , y 4 ) i) Translation matrix in homogeneous form : Dx = 2 Given, Dy = 3 ww Homogeneous Translation Matrix é1 0 0ù = ê0 1 0ú ê ú êë2 3 0úû w.E [T](2,3) asy E ii) Scaling matrix in homoeneous form, '[ S ] (4 ,2)' Given, S x = 4 Sy = 2 \ [S](4 ,2) é 4 0 0ù = ê0 2 0ú ê ú êë0 0 1úû ngi nee iii) Rotation matrix in homoeneous form, [R] Þ at point (3, 3) rin g.n et Note : In normal cases rotation is done with suspect to origin. · But in this problem rotation has to be made at point (3, 3), which is not possible by normal method. · Therefore, initially the rectangle will be tanslated to origin, it will be rotated at origin. · After rotating at origin, the retangle will be translated back to point (3, 3). Procedure for rotation at (3, 3) Step 1 : Translate rectangle ABCD at origin [T1 ]. Step 2 : Rotate rectangle ABCD at origin [T11 ]. Step 3 : Translate rectangle ABCD from origin [T111 ] to point [3, 3]. Step 4 : Final rotation matrix [R] = [T1 ] ´ [T11 ] ´ [T111 ] www.EasyEngineering.net 1 - 45 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Step 1 : Translation matrix for translating ABCD to origin form point (3, 3) [TI ] Here, DxI = – 3, Dy I = – 3 é 1 [TI ] = ê 0 ê êë DxI \ 0 1 Dy I 0ù 0ú ú 1úû é 1 0 0ù ê 0 1 0ú ê ú êë –3 –3 1úû Step 2 : Rotate rectangle ABCD at origin [TII ]. q = 30° (counter - clockwise) Here, \ ww Þ é cos q sin q 0ù é cos 30 sin 30 0ù ê ú [TII ] = – sin q cos q 0 = ê – sin 30 cos30 0ú ê ú ê ú 1úû 0 0 1úû êë 0 êë 0 w.E . 0.5 0ù é0866 ê [T] = – 0.5 0866 . 0ú ê ú 0 1úû êë 0 asy E Step 3 : Translate ABCD from origin to (3, 3) [T] III Here DxIII = 3 ; Dy III = 3 [T]III é 1 = ê 0 ê êë DxIII 0 1 Dy III ngi 0ù 0ú ú 1úû nee é1 0 0 ù ê0 1 0 ú ê ú êë3 3 1úû \ Rotation matrix at (3, 3) in homogeneous form Þ [R] [R] = [T]I ´ [T ]II ´ [T]III rin 0.5 0ù é1 0 0ù . é 1 0 0ù é0866 ê ú ê = 0 1 0 ´ – 0.5 0866 0ú ´ ê0 1 0ú . ê ú ê ú ê ú 0 1úû êë3 3 1úû êë –3 –3 1úû êë 0 Þ g.n et 0.5 0ù é 0.866 ê [R] = –0.5 0.866 0 ú ê ú êë1 . 902 – 1.908 1úû So we obtained all the three matrixes for evaluating the combined matrix [m ] [T](2,3) www.EasyEngineering.net é1 0 0ù = ê0 1 0ú ê ú êë2 3 0úû 1 - 46 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction [S](4,2) [R]( q= 30°) é 4 0 0ù = ê0 2 0ú ê ú êë0 0 1úû 0.5 0ù . é0866 ê = – 0.5 0866 0ú . ê ú 1úû . –1098 . êë1902 \ Combined transformation matrix [Tc ] [Tc ] = [T](2,3) ´ [S](4,2) ´ [R]( q= 30°) ww Þ = w.E 0.5 0ù . é1 0 0ù é 4 0 0ù é0866 ê0 1 0ú ´ ê0 2 0ú ´ ê –0.5 0866 . 0ú ê ú ê ú ê ú . –1098 . 1úû êë2 3 0úû êë0 0 1úû êë1902 2 0ù é3.464 ê –1 1.732 0 ú [Tc ] = ê ú êë 5.93 8.098 1úû asy E ngi To find the resultant co-ordinates after combined transformations operations. Given, A B C D Þ A (x1 , y 1 ) = (2, 3) B (x 2 , y 2 ) = (6, 3) C (x 3 , y 3 ) = (6, 6) D (x 4 , y 4 ) = (2, 6) nee Coordinates an homogeneous form, éA ù é x1 ê Bú êx ê ú = ê 2 êCú êx 3 ê Dú êx ë û ë 4 y1 y2 y3 y4 1ù é2 3 1ú ê6 3 ú = ê 1ú ê6 6 1úû êë2 6 rin 1ù 1ú ú 1ú 1úû g.n et \ Resultant co-ordinates (After transformation) éA ù é A ¢ù ê Bú ê B¢ ú ê ú = ê ú ´ [Tc ] = êCú êC ¢ú ê Dú ê D ¢ú ë û ë û é2 ê6 ê ê6 ê2 ë 3 3 6 6 1ù 2 0ù é3.464 1ú ê ú ´ –1 1732 0ú . ú ê 1ú 593 8098 1 . . úû ê ë 1úû 4×3×3×3 www.EasyEngineering.net 1 - 47 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction é A ¢ù é 9.858 17.294 1ù ê B¢ ú ê 23.714 25.294 1ú ê ú = ê ú êC ¢ú ê 20.714 30.49 1ú ê D ¢ú ê 6.888 22.49 1ú ë û ë û A ¢ = (x1¢ , y 1¢ ) = (9.858, 17.294) B ¢ = (x ¢2 , y ¢2 ) = (23.714, 25.294) C ¢ = C (x ¢3 , y ¢3 ) = (20.714, 30.49) D ¢ = (x ¢4 , y ¢4 ) = (6.888, 22.49) (20.714, 30.49) C' ww Y w.E B' (23.714, 25.94) D' (6.88, 22.49) asy E ngi nee A' (9.858, 17.294) D(2,6) C(6,6) A(2,3) B(6,3) rin g.n et X Fig. 1.9.25 Example 1.9.12 : Find the transformartion matrix to transform polygon ABCD to 3/4 of its original size, with uts centre (4, 4.5) remians at the same position. Coordinates of ABCD are A(2, 3), B(6, 3), C(6, 6), D(2, 6). Solution : Given : Polygon ABCD ® A (x1 , y 1 ) = (2, 3) B (x 2 , y 2 ) = (6, 3) C (x 3 , y 3 ) = (6, 6) D (x 4 , y 4 ) = (2, 6) www.EasyEngineering.net 1 - 48 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · In this problem rectangle ABCD has to scaled to 3/4 of its size. \ S x = 0.75 and S y = 0.75 · Scaling has to be done such that centre point (4, 4.5) remains at same position. · This is not possible by normal means of scaling operation. · Here scaling can be performed only with repect to origin. · So initially translate ABCD to orgin, perform scaling at origin and translate back to point (4, 4.5). Procedure for performing scaling at (4, 4.5) Step 1 : Translate ABCD from (4, 4.5) to origin (0, 0) [TI ] Step 2 : Scale ABCD at orgin (0, 0) [TII ] ww Step 3 : Translate ABCD from orgin (0, 0) and point (4, 4.5) [TIII ] w.E Step 4 : Evaluate scaling matrix [S] [S ](0.75, 0.75) = [TI ] ´ [TII ] ´ [TIII ] asy E Step 5 : Find out the resultant co-ordinates after scaling. Step 1 : Translate ABCD from (4, 4.5) to (0, 0) Here, DxI = –4 and Dy I = – 4.5 \ é 1 [TI ] = ê 0 ê êë DxI Step 2 : ngi [TI ] in homogeneous form, Scaling to 0 1 Dy I 0ù 0ú ú 0úû nee 0 0ù é 1 ê 0 1 0ú ê ú êë - 4.5 - 4.5 1úû 3 of its size at origin (0,0) 4 Here, S x = 0.75; S y = 0.75 \ rin g.n et [S] in homogeneous form, éS x 0 [TII ] = ê 0 S y ê 0 êë 0 0ù é 0.75 0 0ù ú ê 0 = 0 0.75 0ú ú ê ú 1úû êë 0 0 1úû Step 3 : Translation of ABCD to (4, 4.5) from (0, 0) [T] III Here D x = 4 ; D y = 4.5 www.EasyEngineering.net 1 - 49 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction \ \ [T]III 0 0ù é1 é1 0 0 ù ê ú = 0 1 0 = ê0 1 0 ú ê ú ê ú êë Dx Dy 1úû êë 4 4.5 1úû Final scaling matrix [S]æ 3 3ö ç , ÷ è4 4ø [S] = [TI ] ´ [TII ] ´ [TIII ] ww 0 0ù é0.75 0 0ù é1 0 0ù é1 ê = 0 1 0ú ´ ê –0.5 0.75 0ú ´ ê0 1 0ú ê ú ê ú ê ú 0 1úû êë 4 4.5 1úû êë –4 –4.5 1úû êë 0 Þ 0 0ù é0.75 ê = 0 0.75 0 ú ê ú 1.125 1úû êë 1 w.E [S]æ 3 3ö ç , ÷ è 4 4ø Resultant Co-ordinates asy E Given, A (x1 , y 1 ) = (2, 3) ngi B (x 2 , y 2 ) = (6, 3) C (x 3 , y 3 ) = (6, 6) D (x 4 , y 4 ) = (2, 6) ABCD in homogeneous form, éA ù é x1 ê Bú êx ê ú = ê 2 êCú êx 3 ê Dú êx ë û ë 4 y1 y2 y3 y4 1ù é 2 3 1ú ê6 3 ú = ê 1ú ê6 6 1úû êë 2 6 nee 1ù 1ú ú 1ú 1úû rin g.n et Resultant Co-ordinates é A ¢ù ìA ü ê B¢ ú ïï B ïï ê ú = í ý ´ [S ](3/ 4 , 3/ 4 ) êC ¢ú ïC ï ê D ¢ú ïî D ïþ ë û Þ é A ¢ù é2 ê B¢ ú ê6 ê ú = ê êC ¢ú ê6 ê D ¢ú ê2 ë û ë www.EasyEngineering.net 3 3 6 6 1ù é 2.5 0 0ù ê é0.75 ú 1 ê 5.5 ú´ 0 0.75 0ú = ê ú ê 5.5 1ú ê 1úû ê . êë 1 1125 ú 1û ë 2.5 1 - 50 3.375 3.375 5.625 5.625 1ù 1ú ú 1ú 1úû Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction \ A ¢ = (2.5, 3.375) B ¢ = (5.5, 3.375) C ¢ = (5.5, 5.625) D ¢ = (2.5, 5.625) Y C(6, 6) D(2, 6) D' (2.5, 5.625) ww w.E C' (5.5, 5.625) P (4, 4.5) asy E A' (2.5, 3.375) A(2, 3) B' (5.5, 3.375) ngi Fig. 1.9.26 1.10 3D Transformations · · · It is often necessary to display objects in 3-D on the graphics screen. The transformation matrices developed for 2-dimensions can be extended to 3-D. Fig. 1.10.1 represents 3D translation of a donut. B(6, 3) nee X rin g.n et 3D Translation · · 3D translation matrix is explained by, 0 0 0ù é 1 ê 0 1 0 0ú ê ú [T] = 0 1 0ú ê 0 êD ú ë x D y D z 1û Fig. 1.10.1.3D Translation of a donut D x , D y and D y explains distance of translation along x, y and z direction respectively. www.EasyEngineering.net 1 - 51 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 3D Scaling · 3D scaling matrix is explained éS x 0 ê0 S y [ Ts ] = ê 0 ê0 ê0 0 ë · S x ,S y and S z represents the scaling factors along x, y and z direction by, 0 0ù 0 0ú ú S y 0ú 0 1úû respectively. 3D Rotation · 3D rotation matrices are given by, i) Rotation along Z-axis by angle 'q' ww é cos q ê – sin q [R z ] = ê ê 0 ê 0 ë w.E sin q 0 0ù cos q 0 0ú ú 0 1 0ú 0 0 1úû asy E ii) Rotation along X-axis by angle 'f' ngi 0 0 é1 ê0 cos f – sin f [R x ] = ê ê0 sin f cosf ê0 0 0 ë 0ù 0ú ú 0ú 1úû iii) Rotation along X-axis by angle 'f' é cos f ê 0 [R y ] = ê ê sin f ê 0 ë 0 sin f 0ù 1 0 0ú ú 0 cos f 0ú 0 0 1úû nee rin g.n et + [AU : Dec.-16, May-18] 1.11 Line Drawing · Straight line segments are used a great deal in computer generated pictures. · The following criteria have been stipulated for line drawing displays : i) Lines should appear straight ii) Lines should terminate accurately iii) Lines should have constant density iv) Line density should be independent of length and angle v) Line should be drawn rapidly www.EasyEngineering.net 1 - 52 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · The process of turning on the pixels for a line segment is called vector generation. If the end points of the line segment are known, there are several schemes for selecting the pixels between the end pixels. One method of generating a line segment is a symmetrical Digital Differential Analyzer (DDA). 1.11.1 DDA Algorithm · The digital differential analyzer algorithm generates lines from their differential equations. · The DDA works on the principle that X and Y are simultaneously incremented by small steps proportional to the first derivatives of X and Y. · In the case of a straight line the first derivatives are constant and are proportional to dX and dY, where 'd' is a small quantity. · In the real world of limited precision displays, addressable pixels only must be generated. This can be done by rounding to the next integer after each incremental step. · After rounding, a pixel is displayed at the resultant X and Y locations. An alternative to rounding is the use of arithmetic overflow. X and Y are kept in registers that have integer and fractional parts. · The incrementing values which are less than unity are repeatedly added to the fractional part and whenever the result overflows the corresponding integer part is incremented. The integer parts of X and Y are used to plot the line. · This would normally have the effect of truncating. The DDA is therefore initialized by adding 0.5 in each of the fractional parts to achieve true rounding. · The symmetrical DDA generates reasonably accurate lines since a displayed pixel is never away from a true line by half the pixel unit. ww w.E asy E ngi Procedure for line drawing using DDA algorithm nee rin g.n et Consider a line segment with coordinates (x 1 , y 1 ) and (x 2 , y 2 ) with slope 'm' as shown in the Fig. 1.11.1. Y Step 1 : Identify (x 1 , y 1 ) and(x 2 , y 2 ) (x2, y2) Step 2 : Calculate number of steps. If D x > D y , No. of steps = D y Y Else If D x > D y , No. of steps = D x Step 3 : Find the slope 'm' m = · Dy Dx c x+ =m (x1, y1) = (y 2 – y1) ( x 2 – x1 ) X Fig. 1.11.1 Line segment If m £ 1, Assume D x = 1 www.EasyEngineering.net 1 - 53 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction ¡ Then, D y = mDx = ( y 2 – y 1 ) = m (x 2 – x1 ) ¡ This could be written as, y i + 1 - y i = m(x i+1 – x i ), where(i = 1, 2, 3,¼ ) and since, D x = 1, y i+1 – y i = m · Therefore, If m £ 1 x i+1 - x i - = 1 · · y i+1 - y i = m From this it could be observed that x value will be incremented by 1 and y value will be incremented by slope 'm'. If m >1, Assume D y = 1 Dy ¡ Then, m = Dx Dy Dx = m 1 (y – y1) ( x 2 - x1 ) = m 2 ¡ This could be written as, 1 (y – y i ), where (i = 1, 2, 3, …) ( x i+1 – x i ) = m i+1 Therefore, If m > 1 x i+1 – x i - = 1/m ww w.E · · asy E ngi nee rin y i+1 – y i = 1 From this it could be observed that x value will be incremented by 1/m and y value will be incremented by 1. Step 4 : Find x and y increment values Dx No. of steps Dy = No. of steps x increment = y increment g.n et Note : 1. If m £ 1, increment 'x' by 1 and increment 'y' by 'y-increment' value and round off to nearest value. 2. If m > 1, increment 'y' by 1 and increment 'x' by 'x-increment value and round off to nearest value. Step 5 : Plot the x and y points in raster scan display as shown in Fig. 1.11.2. www.EasyEngineering.net 1 - 54 Fig. 1.11.2 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Fig. 1.11.3 represents flow chart for the DDA Algorithm. Start Set values for x1, y1, x2 and y2 Calculate No. of steps x and y Calculate slope 'm' ww w.E If m No 1 xi+1 – xi– = 1/m yi+1 – yi = 1 Yes asy E xi+1– xi– = 1 yi+1– yi = m ngi Evaluate and plot x and y points Stop nee rin Fig. 1.11.3 Flowchart for DDA algorithm g.n et 1.11.2 Bresenham's Line Drawing Algorithm · Bresenham's algorithm selects optimum raster locations with minimum computation. · This algorithm always increments by one unit in either X or Y depending upon the slope of the line. · The increment in the other variable either zero or one is determined by examining the distance (error) between the actual line location and the nearest grid location. This distance is called decision variable or error. · Only the sign of this error needs be examined. · This is accurate and efficient method of raster generation algorithms to display lines, circles, ellipse and other curves incorporating only incremental integer calculation. · Bresenham's line drawing algorithm rectifies the disadvantage of DDA algorithm. www.EasyEngineering.net 1 - 55 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Procedure for Bresenham's Algorithm Consider the line segment shown in Fig. 1.11.2. Step 1 : Identify (x 1 , y 1 ) and (x 2 , y 2 ) Step 2 : Calculate number of steps. If D y > D x No. of steps = D y Else If D x > D y , No. of steps = D x Step 3 : Evaluate error or deviation 'e', e i = 2 Dy – Dx Step 4 : If e i ³ 0, e i + 1 = e i + 2 Dy – 2 Dy , increment 'x' and 'y' by 1. ww If e i < 0, e i +1 = e i + 2 Dy increment 'x' by 1. w.E Step 5 : Plot the x and y points in raster scan display. Fig. 1.11.4 represents flowchart for the Bresenham's algorithm asy E Start ngi Set values for x1, y1, x2 and y2 Calculate No. of steps x and y Evaluate error 'e' If e 0 No nee rin ei+1 – ei + 2 y – 2 x g.n et Yes ei+1 = ei + 2 y Evaluate and plot x and y points Stop Fig. 1.11.4 www.EasyEngineering.net 1 - 56 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1.11.3 Solved Examples on DDA Algorithm and Bresenham's Algorithm Example 1.11.1 : Explain rasterization by performing DDA algorithm for a line AB, A(2, 3) and B(12, 8). Solution : Given, Line AB Þ A(x1 , y 1 ) = (2, 3) A(x 2 , y 2 ) = (12, 8) Step 1 : Identity (x1 , y 1 ) and (x 2 , y 2 ) ww x1 = 2; y1 = 3 x 2 = 12; y2 = 8 Step 2 : Calculate the number of steps w.E Dy = y 2 - y 1 = 5 Dx = x 2 - x1 = 10 Q Dx asy E > Dy Þ No. of steps = Dx = 10 Step 3 : Find the slope (m) Dy 5 = = 0.5 Dx 10 Slope, (m) = m = 0.5 < 1 \ when m £ 1 xi + 1 - xi = 1 y i+ 1 - y i = m ngi nee ü ï ' x' will be intremented by 1 ý ï ' y' will be intremented by m þ Step 4 : Find the increment value x increment = Dx 10 = =1 No. of. steps 10 y increment = Dy 5 = = 0.5 = m No. of. steps 10 rin g.n et Sample solution x i = 2; First increment : x i + yi = 3 1 =2+1=3 y i +1 = 3 + 0.5 = 3.5 Second step : xi + 2 =3+1=4 y i + 2 = 3.5 + 0.5 = 4 www.EasyEngineering.net 1 - 57 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Similarly Step 3 : x i +3 = 4 + 1 = 5 yi +3 = 4 + 0.5 = 4.5 Follow the iterations until 10 steps are completed as shown in table. Step 5 : Identify initial and final values No. of steps x initial y initial x final (Round off) y final (Round off) 0 2 3 2 3 1 3 3.5 3 4 2 4 4 4 4 3 5 4.5 5 5 4 6 5 6 5 7 5.5 7 6 8 6 8 6 ww 7 w.E 9 6.5 9 7 8 10 7 10 7 9 11 7.5 11 8 10 12 8 12 8 5 6 asy E ngi Step 6 : Plot yvalues 8 7 nee rin g.n et 6 5 4 3 2 1 0 1 2 3 4 5 6 7 8 9 10 11 12 xvalues Step 6 : Plot Fig. 1.11.5 www.EasyEngineering.net 1 - 58 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Example 1.11.2 : Using DDA algorithm rasterize line AB, A(0, 0), B(4,6). Solution : AB Þ A(0, 0) ; B(4, 6) Given, A(x1 , y 1 ) ; B(x 2 , y 2 ) Step 1 : Identity (x 1 , y 1 ) and (x 2 , y 2 ) ww x1 = 0; y1 = 0 x 2 = 4; y2 = 6 Step 2 : Calculate the number of steps w.E Dy = y 2 - y 1 = (6 – 0) = 6 asy E Dx = x 2 - x1 = (4 – 0) = 4 Q Dy > Dx Þ No. of steps = Dy = 6 Step 3 : Find the slope (m) Dy 6 Slope (m) = = = 1.5 Dx 4 Q m >1 xi + 1 yi + 1 1 - xi = m - yi =1 ngi ü ï ' x' will be incremented by 1 and ý m ï ' y' will be intremented by '1' þ Step 4 : Find the increment value : x increment = Also, 0.66 = y increment = Initial values : Dx 4 = = 0.66 No. of steps 6 rin g.n et 1 1 = m 1.5 Dy 6 = =1 No. of steps 6 xi = 0 ; www.EasyEngineering.net nee yi = 0 1 - 59 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction First step : x i + 1 = 0 + 0.66 = 0.66; y i +1 = 0 + 1 = 1 Second step : x i + 2 = 0.66 + 0.66 = 1.32; y i + 1 = 1 + 1 = 2 Follow this until 6-steps are completed. Step 5 : Find initial and final values of 'x' and 'y' No. of steps x initial y initial x final (Round off) y final (Round off) 0 0 0 0 0 1 ww 0.66 1 1 1 2 1.32 2 1 2 1.98 3 2 3 4 2.64 4 3 4 5 3.30 5 3 5 6 3.96 4 6 3 w.E asy E ngi Step 6 : Plot 6 6 nee rin 5 4 3 g.n et 2 1 0 1 2 3 4 Fig. 1.11.6 www.EasyEngineering.net 1 - 60 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Bresenham's Line Algorithm Example 1.11.3 : Rasterize line A,B, A(3,3) and B(11, 7) using Bresenham's line drawing algorithm. Solution : AB Þ A(x1 , y 1 ) = (3, 3) Given, B(x 2 , y 2 ) = (11, 7) Step 1 : Identity (x 1 , y 1 ) and (x 2 , y 2 ) ww x1 = 3; y1 = 3 x 2 = 11; y2 = 7 w.E Step 2 : Calculate the number of steps Dx = x 2 - x1 = 11 – 3 = 8 asy E Dy = y 2 - y 1 = 7 – 3 = 4 Here Dx > Dy; \ No. of steps = Dx = 8 Step 3 : Evaluate error and deviation. Initial values of error and deviation, e i = 2Dy - Dx ngi = 2´ 4-8 = 0 \ nee rin ei = 0 Step 4 : e1 = 0 = e 0 (if e i ³ 0; e i 1) +1 = e i + 2Dy - 2Dx) g.n et \ e1 = e 0 + 2Dy - 2Dx x=x+1=3+1=4 Þ e1 = 0 + 8 – 16 = –8 y=y+1=3+1=4 Since, e1 = – 8 (if e i < 0, e i + 1 = e i + 2Dy) e 2 = e7 + 2Dy \ Þ x=x+1=4+1=5 = –8+8=0 y=4 Note : From procedure it is clear that, · If e i ³ 0 ® Increment x and y by 1 www.EasyEngineering.net 1 - 61 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · If e i < 0 ® Increment x by 1 and keep 'y' as it is. · The results could be tabulated as below. No. of Steps x y 0 3 3 0 1 4 4 –8 2 5 4 0 3 6 5 –8 4 7 5 0 5 8 6 – 8 9 6 0 10 7 – 8 11 7 0 ww w.E 6 7 8 asy E ngi Step 5 : Plot the points 7 6 5 Error nee rin 4 g.n et 3 2 1 0 1 2 3 4 5 6 7 8 9 10 11 Fig. 1.11.7 + [AU : Dec.-16, 17] 1.12 Clipping · Various projections of an object's geometry can be defining views. · A view requires a view window. www.EasyEngineering.net 1 - 62 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · If any part of the geometry is not inside the window, it is made invisible by the CAD software through a process known as clipping. · Clipping is the process of determining the visible portions of a drawing lying within a window. · Clipping, in the context of computer graphics, is a method to selectively enable or disable rendering operations within a defined region of interest. · In clipping each graphic element of the display is examined to determine whether or not it is completely inside the window, completely outside the window or crosses a window boundary. · Portions outside the boundary are not drawn. Any geometry lying wholly outside the view boundary is not mapped to the screen, and any geometry lying partially inside and partially outside is cut off at the boundary before being mapped. ww · Typical clipping algorithm : Cohen-Sutherland clipping algorithm. · If clipping is not done properly a CAD system will produce incorrect pictures due to an overflow of internal coordinate registers. This effect is known as wrap round. w.E Applications of Clipping : asy E · Extracting part of defined scene for viewing · Identifying visible surfaces in 3D Views · Anti-aliasing line segments or object boundaries · Creating objects using solid modelling procedures · Drawing and painting operations ngi Types of Clipping : i. Point clipping ii. Line clipping iv. Curve clipping v. Text clipping i. Point Clipping · The clip window is a rectangle as shown in the Fig. 1.12.1. y wmin £ y < y wmax rin g.n et iii. Area clipping (Polygon) ywmax · The point P = (x,y) will be displayed if the following inequalities are satisfied : x wmin £ x < x wmax nee P (x, y) ywmin xwmin xwmax Fig. 1.12.1 Point clipping www.EasyEngineering.net 1 - 63 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction (x wmin , x wmax ) and (y wmin , y wmax ) are the edges of the clip window. · If any one of these four inequalities is not satisfied, the point is clipped. ii. Line Clipping · Line that do not intersect the clipping window are either completely inside the window or completely outside the window. · In the case of line clipping, four different cases are possible. Different Cases for line Clipping · Case1 : Both endpoints of the line lie within the clipping area as shown in Fig. 1.12.2. This means that the line is included completely in the clipping area, so that the whole line must be drawn. ww w.E B B asy E A A ngi Clip rectangle nee Fig. 1.12.2 Line clipping case 1 · rin Case 2 : One end point of the line lies within the other outside the clipping area as shown in Fig. 1.12.3. It is necessary to determine the intersection point of the line with the bounding rectangle of the clipping area. Only a part of the line should be drawn. D D' D' B A g.n et B C C A Clip rectangle Fig. 1.12.3 Line clipping case 2 www.EasyEngineering.net 1 - 64 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · · Case 3 : Both end points are located outside the clipping area and the line do not intersect the clipping area as shown in Fig. 1.12.4. In the case, the line lies completely outside the clipping area and can be neglected for the scene. E F Clip rectangle Case 4 : Both endpoints are located outside the clipping area Fig. 1.12.4 Line Clipping Case 3 and the line intersect the clipping area as shown in Fig. 1.12.5. The two intersection points of the line with the clipping are must be determined. Only the part of the line between these two intersection points should be drawn. ww w.E D D' asy E Clip rectangle C ngi nee Fig. 1.12.5 Line Clipping Case 4 Cohen-Sutherland Line Clipping Algorithm rin g.n et · This algorithm divides a 2D space into 9 parts, of which only the middle part is visible. · Cohen-Sutherland subdivision line clipping algorithm was developed by Dan Cohen and lvan Sutherland. · This method is used to : · To save a line segment. · · To discard line segment or, · To divide the line according to window co-ordinate. Cohen Sutherland performs line clipping in two phases : · Phase 1 : Find visibility of line. · Phase 2 : Clip the line falling in category 3 (candidate for clipping). www.EasyEngineering.net 1 - 65 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · · · Every line end point in a picture is assigned a four-bit binary code (TBRL), called a region code, that identify the location of the point relative to the boundaries of the clipping rectangle. Region are set up as top (T), bottom (B), right (R) and left (L) as shown in Fig. 1.12.6. y 1000 1010 Window ywmin ww w.E 1001 ywmax Every bit position in the region code is used to indicate one of the four relative coordinate position of the point with respect to the clip window to the left, right, top and bottom. Right Left 0001 0000 0010 0101 0100 0110 xwmax xwmin asy E This rule is also called TBRL code (Top-Bottom-Right-Left). · Cohen Sutherland clipping could be explained by the Fig. 1.12.7. Left 1001 ywmax ywmin ngi P8 1000 Window P6 0001 nee 1010 P7 0010 P4 rin Top P1 0100 0110 P5 xwmin x Right P2 0000 0101 Bottom Fig. 1.12.6 Bit code (TBRL code) for cohen- sutherland clipping · y Top P3 xwmax Bottom g.n et x Fig. 1.12.7 Cohen, Sutherland line clipping technique · Following rules are used for clipping by Cohen-Sutherland line clipping algorithm : · Visible : Any lines that are completely contained within the window boundaries have a region code of '0000' for both endpoints, and we trivially accept these lines. For example, Line segment P1P2 is visible in the figure. www.EasyEngineering.net 1 - 66 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Invisible : Any lines that have a 1 in the same bit position in the region code for each endpoint are completely outside the clipping rectangle and the line segment is invisible, and these lines will be trivially rejected. The line that has a region code of '0001' will be discarded. For one endpoint and a code of '0101' for the other endpoint. Both end points of the line are at left of the clipping rectangle, as indicated by the '1' in the first position of each region code. · Clipping candidate or indeterminate : A line segment is said to be indeterminate if the bitwise logical AND of the region codes of the end points is equal to '0000'. · For example : Line segment P3P4 having endpoint codes '0100' and '0010' and P7P8 having endpoints codes '0010' and '1000' in the figure. These line segments may or may not process the window boundaries as line segment P7P8 is invisible but line segment P3P4 is partially visible and must be clipped. ww iii. Polygon Clipping w.E · The simplest curve is a line segment or simply a line. · A sequence of line where the following line starts where the previous one ends is called a polyline. · If the last line segment of the polyline ends where the first line segment started, the polyline is called a polygon. · A polygon is defined by 'n' number of sides in the polygon. · We can divide polygon into two classes. a) Convex polygon · asy E ngi nee b) Concave polygon A convex polygon as shown in Fig. 1.12.8 (a), is a polygon such that for any two points inside the polygon, all the point of the line segment connecting them are also inside the polygon. A triangle is always a convex one. rin P Q g.n et Fig. 1.12.8 (a) Convex polygon · A polygon is said to be a concave, if the line joining any two interior points of the polygon does not lie completely inside the polygon, as shown in Fig. 1.12.8 (b) · There are four possible cases when processes vertices in sequence around the parameter of the polygon. As each pair of adjacent polygon Fig. 1.12.8 (b) Concave polygon vertices is passed to a window boundary clipper, the following test could be made, · Case 1 : If the first vertex is outside the window boundary and second vertex is inside the window boundary then both the intersection point of a polygon edge with the window boundary and second vertex are added to the output vertex list. www.EasyEngineering.net 1 - 67 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Case 2 : If both input vertices are inside the window boundary. Only the second vertex is added to the vertex list. · Case 3 : If the first vertex is inside the window boundary and the second vertex is outside the window boundary then only the edge intersection with the window boundary is added to the output vertex list. · · Case 4 : If both the input vertices are outside the window boundary then nothing is save to the output list. Fig. 1.12.9 explains an example for polygon clipping. 13 10 11 9 ww 6 5 w.E 12 1 8 7 2 4 3 asy E (a) Clip polygon 5 ngi 7 6 4 3 x 8 (b) Clipped polygon nee 2 Fig. 1.12.9 Example for polygon clipping iv. Curve Clipping rin g.n et · The boundary rectangle for a circle or other curved object can be used first to test for overlap with a rectangular boundary window. · If the bounding rectangle for the object is completely inside the window, we save the object. If the rectangle is determined to be completely outside the window, we discard the object. · Fig. 1.12.10 explains curve clipping. Fig. 1.12.10 Curve clipping www.EasyEngineering.net 1 - 68 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction v. Text Clipping Text clipping can be of two types : Widow a) All or none string-clipping : In this clipping as shown in figure, if all the string is inside a clip window, it will be kept. Otherwise, the string is discarded. STRING 1 STRING 2 Fig. 1.12.11 All or none string-clipping b) All or none character-clipping : In this clipping as shown in figure, only those characters that are not completely inside the window will be discarded. ww Widow STRING 1 w.E STRING 1 G IN TR S STRING 4 Widow 2 ING 1 R ST STRING 4 TRING 1 asy E Fig. 1.12.12 All or none character-clipping 1.13 Viewing Transformation ngi + [AU : Dec.-16, May-18] · The process that converts object coordinates in WCS to normalized device coordinates is called window-to-view port mapping or normalization transformation. · The process that maps normalized device coordinates to discrete device / image coordinates is called workstation transformation, which is essentially a second window-to-view port mapping, with a workstation window in the normalized device coordinate system and a workstation view port in the device coordinate system. nee rin g.n et · Collectively, these two coordinate-mapping operations are referred to as viewing transformation. · The step by step procedure for viewing transformation is shown in Fig. 1.13.1. 2D Object data Computer display a b c Object transformation Window transformation Clipping f e Frame buffer Scan conversion d Visaport transformation Fig. 1.13.1 Viewing transformation www.EasyEngineering.net 1 - 69 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · A window is specified by four world coordinates, x wmin , x wmax , y wmin , and y wmax as shown in Fig. 1.13.2 (a). · Similarly, a view port is described by four normalized device coordinates : x vmin , x vmax , y vmin , and y vmax as shown in Fig. 1.13.2 (b). yvmax ywmax (xv, yv) (xw, yw) yvmin ywmin ww xwmin w.E xvmin xwmax Window Fig. 1.13.2 (a) Window xvmax View port Fig. 1.13.2 (b) View Port asy E · The objective of window-to-view port mapping is to convert the world coordinates (x w , y w ) of an arbitrary point to its corresponding normalized device coordinates (x v , y v ). · In order to maintain the same relative placement of the point in the view port as in the window, we require : x w – x w min x v – x v min y w – y w min y v – y v min = and = x w max – x w min x v max – x v min y w max – y w min y v max – y v min ngi nee · Solving the above two equations we get, ì x v = x v min + (x w – x w min )S x íy = y v min + (y w – y w min )S y î v · S x and S y are scaling factors, · Sx = x v max – x v min x w max – x w min Sy = y v max – y v min y w max – y w min rin g.n et Since the eight coordinate values that define the window the view port are just constants, these two formulas for computing (x v , y v ) from (x w , y w ) can be expressed in terms of a translate-scale-translate transformation 'N', æ xw ö æ xv ö ÷ ÷ ç ç ç y v ÷ = N× ç y w ÷ ç 1 ÷ ç 1 ÷ ø ø è è www.EasyEngineering.net 1 - 70 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction æ1 0 ç N = ç0 1 ç0 0 è · 0 ö æ 1 0 – x w min ö ÷ ç ÷ 0 ÷ × ç 0 1 – y w min ÷ ÷ 1 1 ÷ø çè 0 0 ø x v min ö æ S x 0 ÷ ç y v min ÷ × ç 0 S y 1 ÷ø çè 0 0 An example for viewing transformation is shown in Fig. 1.13.3. Window ywmax (xw, yw) ywmax ywmin ywmin ww w.E xwmin 0 xwmax 0 xvmin xvmax asy E Fig. 1.13.3 Viewing transformation 1.14 Brief Introduction to CAD and CAM ngi · CAD and CAM are important tools in designing and manufacturing. · Before the advent of computers and especially PC in the eighties, draftsmen performed an important role in designing in companies. · Today hand drafting for designing has become outdated and the days of compasses and protractors are virtually over. · CAD and CAM are important terms in the field of design and manufacture and refer to Computer Aided Design and Computer Aided Manufacture respectively. nee rin g.n et 1.14.1 Computer Aided Design (CAD) · CAD is the intersection of computer graphics, geometric modeling, and design tools as explained in Fig. 1.14.1. (Refer Fig. on next page) · CAD is defined as any design activity that involves the effective use of a computer to create, modify analyze, optimize and document an engineering design. · CAD software for design uses either vector-based graphics to explain the objects of traditional drafting or may also develop raster graphics showing the overall look of designed objects. · During the manual drafting of engineering drawings, the output of CAD must convey information, like dimensions, materials, processes, and tolerances. · CAD is a significant industrial art used for many purposes, including industrial and architectural design, shipbuilding, automotive, and aerospace industries etc. www.EasyEngineering.net 1 - 71 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · · CAD software packages provide the designer with a multi window environment with animation. Computer graphics The animations using wire frame modeling helps the designer to see into the interior of the object and to observe the behaviors of the inner components of the assembly during the motion. CAD Design engineering Geometric modelling Fig. 1.14.1 ww w.E Typical Components CAD/CAM System CAD/CAM system asy E Hardware Computing machine ngi Software nee Graphics device rin Display processing unit Display device Input device Output device Fig. 1.14.2 Components of a CAD/CAM system g.n et CAD hardware : CAD hardware consists of a central processing unit, storage devices, one or more graphic display terminals and other input and output devices as shown in Fig. 1.14.2. CAD hardware components : · Central Processing Unit (CPU) · Memory · Hard disk, Floppy disk, CD-ROM · External storage devices · The monitor www.EasyEngineering.net 1 - 72 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Printers and Plotters · Digitizer, Puck and Mouse CAD software : · CAD software allows the designer to create and manipulate a shape interactively and store it. CAD software consists of (a) System software and (b) Application software. a) System software : System software control the operations of a computer. It is responsible for making the hardware components to work and interact with each other and the end user. Example : Operating system, compiler, interpreter etc. b) Application software : Application software or application programs are used for general or customized CAD problems. Example : Auto CAD, CATIA, CREO, Solidworks, ADAMS, ANSYS, ABAQUS, NASTRAN etc. A CAD software or program contains hundreds of functions that enable you to accomplish specific drawing tasks. ww · w.E asy E · The drawing tasks may involve drawing an object, editing an existing drawing, displaying a view of the drawing, printing or saving it, or controlling any other operation of the computer. · The functions are organized into modules that provide easy access to all the commands. · The CAD modules are : i. Draw : The draw module enables to draw lines, arcs, circles, ellipses, text, dimensions, symbols, borders and many other drawing components. ngi nee rin g.n et ii. Edit : The edit module lets to change existing drawing elements and manipulate them in a number of ways such as move, copy or erase drawing components. iii. Data output : The data output module enables to display drawings on the screen and then print them on paper. There are two separate sets of functions that help accomplish this : a) View-display functions b) Print/plot functions iv. System control : The system control module enables to control how the CAD software works such as setting default units, dimension style, precision, line type, colour etc. v. Data storage and management : The data storage and management module enable the storage you can store drawings as files on the hard disk. vi. Special features : CAD provides certain special features which makes working with CAD easier, such as rendering, animation, spreadsheets creation etc. www.EasyEngineering.net 1 - 73 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Basic Elements of a CAD System The basic elements of a CAD system are shown in Fig. 1.14.3. Geometric modeling a) Geometric Modeling : Engineering analysis · · Geometric modeling is applied mathematics and geometry that studies algorithms for the description of shapes. a branch of computational methods and mathematical Design review and evaluation Automated drafting The shapes studied in geometric modeling are mostly two or three-dimensional, although many of Fig. 1.14.3 Basic elements of a CAD system its tools and principles can be applied to sets of any finite dimension. ww w.E · Today most geometric modeling is done with computers and for computer-based applications. · Two-dimensional models are important in computer typography and technical drawing. Three-dimensional models are central to computer aided design and manufacturing (CAD/CAM). · Basic geometric modeling techniques are, · Wireframe modeling · Surface modeling · Solid modeling asy E ngi b) Engineering analysis nee rin g.n et · Checking the designed object for its functionality is called as engineering analysis. · In almost all the engineering design related projects some or the other analysis is required. It can be stress-strain calculations, heat transfer measurements, or using differential equations to find the dynamic behavior of the system, which is being designed. · One of the most commonly used and powerful feature of the CAD software to carry out engineering analysis is Finite Element Analysis. · To carry out the analysis of object by using FEA, the object is divided into finite number of small elements of shapes like rectangular or triangular. These objects form the interconnected network of the concentrated nodes. · To carry out the analysis of whole object each and every node of the network is analyzed and their results are synthesized to get the complete analysis of the object. Each and every node can be analyzed for various properties like www.EasyEngineering.net 1 - 74 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction stress-strain, heat transfer or any other characteristics depending upon the type of application. The interrelating behavior of all the nodes gives the behavior of the whole object. · The CAD software has the option of defining the nodes and network structure as per the designer's requirement. · The output of the finite element analysis can be observed through the graphical user interface. If the user finds that the output results are undesirable, they can change the shape and dimensions of the object and carry out FEA again. · Some of the common FEA packages in CAD for carrying out engineering analysis are ANSYS, ABAQUS, NASTRAN etc. · CAD also has provision for kinematic analysis of the design. ADAMS is the commonly used CAD package for kinematic analysis. ww c) Design Review and Evaluation w.E · Review and evaluation is checking whether the designed part has been designed properly or not and if they will fail in practical situations. · CAD software makes the process of design review and evaluation has become much faster and convenient. · Design review and evaluation features offered by CAD software are zoom in and out, layering, checking interference, animation capability. d) Automated drafting asy E ngi nee · Drafting is the process of making the drawings of the designed parts. · After designing of the object its assembly and detail parts drawings have to be made which includes specifications of various materials also called as bill of materials used for the manufacturing the components of the object. · Automated drafting is one of the most important applications of the CAD software. rin Reasons for Implementing CAD or Advantages or Benefits of CAD g.n et i. Increase in the productivity of the designer : The CAD software helps designer in visualizing the final product that is to be made, it subassemblies and the constituent parts. The product can also be given animation and see how the actual product will work, thus helping the designer to immediately make the modifications if required. CAD software helps designer in synthesizing, analyzing, and documenting the design. All these factors help in drastically improving the productivity of the designer that translates into fast designing, lower designing cost and shorter project completion times. ii. Improve the quality of the design : With the CAD software the designing professionals are offered large number of tools that help in carrying out thorough engineering analysis of the proposed design. The tools also help designers to consider large number of investigations. Since the CAD systems offer greater www.EasyEngineering.net 1 - 75 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction accuracy, the errors are reduced drastically in the designed product leading to better design. Eventually, better design helps carrying out manufacturing faster and reducing the wastages that could have occurred because of the faulty design. iii.Flexibility in design : It is easy to change and alter the design in CAD as per the user's requirement. For example, a building plan might contain separate overlays for its structural, electrical, and plumbing components. In CAD layers can be used for this purpose. The user could display, edit, and print layers separately or in combination. Also, the layers could be named to track content, and layers could be locked so that they can't be altered. Assigning settings such as color, linetype, or lineweight to layers helps to comply with industry standards. Assigning a plot style to a layer makes all the objects drawn on that layer plot in a similar manner. iv. Improved design analysis : CAD helps in performing advanced engineering analysis of the design with the aid of CAD packages such as ANSYS, ABAQUS for FEA and ADAMS for kinematic analysis. ww w.E v. Better communications : The next important part after designing is making the drawings. With CAD software better and standardized drawings can be made easily. The CAD software helps in better documentation of the design, fewer drawing errors, and greater legibility. asy E vi. Creating documentation of the designing : Creating the documentation of designing is one of the most important parts of designing and this can be made very conveniently by the CAD software. The documentation of designing includes geometries and dimensions of the product, its subassemblies and its components, material specifications for the components, bill of materials for the components etc. ngi nee rin vii. Creating the database for manufacturing : When the creating the data for the documentation of the designing most of the data for manufacturing is also created like products and component drawings, material required for the components, their dimensions, shape etc. g.n et viii. Saving of design data and drawings for future reference : All the data used for designing can easily be saved and used for the future reference, thus certain components don't have to be designed again and again. Similarly, the drawings can also be saved and any number of copies can be printed whenever required. Some of the component drawings can be standardized and be used whenever required in any future drawings. ix. Better design accuracy x. Better visualization of drawing : CAD has provision for rendering and 3D visualization. Rendering helps in the visualization of design in required environment. www.EasyEngineering.net 1 - 76 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1.15 Computer Aided Manufacturing (CAM) · Computer-Aided Manufacturing (CAM) is an application technology that uses computer software and machinery to facilitate and automate manufacturing processes. · CAM reduces waste and energy for enhanced manufacturing and production efficiency via increased production speeds, raw material consistency and tool accuracy. · CAM uses computer-driven manufacturing processes for additional automation of management, material tracking, planning and transportation. CAM also implements advanced productivity tools like simulation and optimization to leverage professional skills. ww · 1.15.1 · CAM is often linked with CAD for more enhanced and streamlined manufacturing, efficient design and superior machinery automation. w.E CAD-CAM Integration CAD/CAM integration allows the transfer of information from the design stage into the planning stage of the manufacture of a product. asy E · The design is stored CAD database and is further processed by CAM into the necessary data and instructions for operating and controlling the production machinery, material handling equipment and automated testing and inspection. · Fig. 1.15.1 explains basic elements of the CAD/CAM integration. ngi CAD Determination of dimensions Material selection nee Assembly method rin Part drawing Conceptual design Thickness determination g.n et Part arrangement Database Automatic cutting Simulation Material handling Jigs and fixtures Automatic assembly CAM Fig. 1.15.1 CAD/ CAM integration www.EasyEngineering.net 1 - 77 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1.15.2 Manufacturing Planning The information processing activities in manufacturing planning includes, i. Process planning ii. Master scheduling iii.Materials requirement planning iv. Capacity planning i. Process Planning · Purpose of process planning is to translate design requirement to manufacturing process detail. · Process planning acts as a bridge between design and manufacturing. · The process starts with selection of raw material and ends with the completion of the part. · Process planning could be achieved by means of manual as well as by means of computer aided approach · Computer Aided Process Planning (CAPP) : Two basic approaches of CAPP are retrieval CAPP approach and generative CAPP approach. ww w.E ii. Master Scheduling asy E ngi · Scheduling is the process of arranging, controlling and optimizing work and workloads in a production process or manufacturing process. · Scheduling is used to allocate plant and machinery resources, plan human resources, plan production processes and purchase materials. · The master production schedule is a detailed plan of production. It drives the MRP system by referencing inventory, requirements and bill of materials. · For the purpose of materials requirements planning, the time periods must be identical with those used in MRP system. · Master production schedule represents the plan for manufacturing products. It consists quantities, dates and configurations. Typical MPS is a table containing the following information : · Demand forecast · Allocated, reserved and unplanned slots · Planned order - Planned and firm · Projected Available Balance (PAB) · Available To Promise (ATP) www.EasyEngineering.net 1 - 78 nee rin g.n et Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction iii. Materials Requirement Planning · MRP is a production planning, scheduling, and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, but it is possible to conduct MRP by hand as well. · An MRP system is intended to simultaneously meet three objectives : · Ensure materials are available for production and products are available for delivery to customers. · Maintain the lowest possible material and product levels in store · Plan manufacturing activities, delivery schedules and purchasing activities. iv. Capacity Planning ww · Capacity planning is the process of determining the production capacity needed by an organization to meet changing demands for its products. · In the context of capacity planning, design capacity is the maximum amount of work that an organization is capable of completing in a given period. · Effective capacity is the maximum amount of work that an organization is capable of completing in a given period due to constraints such as quality problems, delays, material handling, etc. w.E asy E ngi 1.15.3 Manufacturing Control · Manufacturing control is concerned with managing and controlling the physical operations in the factory to implement the manufacturing plans. · nee rin Factory operations included in the manufacturing control are, (i) Shop floor control (ii) Inventory control (iii)Quality control (i) Shop Floor Control g.n et · Shop Floor Control is a system of methods and tools that are used to track, schedule and report on the progress of work in a manufacturing plant. · Shop Floor Control systems generally evaluate the portion of an order or operation that has been completed. · That percentage of work in process is useful for resource planning, inventory evaluations and supervisor and operator productivity on a shop floor. (ii) Inventory Control · Inventory control, also known as stock control, involves regulating and maximizing company's inventory. · The goal of inventory control is to maximize profits with minimum inventory investment, without impacting customer satisfaction levels. www.EasyEngineering.net 1 - 79 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Inventory control is an important aspect for the growth of company. · Stores inventory is the heart of an industry. · Inventory control or stock control can be broadly defined as "the activity of checking a shop's stock". · Major field of application of inventory control : · In operations management, logistics and supply chain management, the technological system and the programmed software necessary for managing inventory. · In economics and operations management, the inventory control problem, which aims to reduce overhead cost without hurting sales. It answers the 3 basic questions of any supply chain : When ? Where ? How much ? ww · In the field of loss prevention, systems designed to introduce technical barriers to shoplifting. w.E (iii) Quality Control asy E · Quality control is a process by which entities review the quality of all factors involved in production. · Visual inspection is a major component of quality control, where a physical product is examined visually and the inspectors will provide list of unacceptable products with defects such as cracks or surface blemishes. · ISO 9000 defines quality control as "A part of quality management focused on fulfilling quality requirements". This approach places an emphasis on three aspects, i. Elements such as controls, job management, defined and well managed processes, performance and integrity criteria, and identification of records. ngi nee rin g.n et ii. Competence, such as knowledge, skills, experience, and qualifications. iii. Soft elements, such as personnel, integrity, confidence, organizational culture, motivation, team spirit, and quality relationships. + [AU : May-17] 1.16 Types of Production Systems The production system of an organization is that part, which produces products of an organization. It is that activity whereby resources, flowing within a defined system are combined and transformed in a controlled manner to add value in accordance with the policies communicated by management. The production system has the following characteristics : · Production is an organized activity, so every production system has an objective. · The system transforms the various inputs to useful outputs. www.EasyEngineering.net 1 - 80 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · It does not operate in isolation from the other organization system. · There exists a feedback about the activities, which is essential to control and improve system performance. Classification of Production System (i) Job Production Production/Operations volume Fig. 1.16.1 represents the classification of production system. · Under this method peculiar, special or non-standardized products are produced in accordance with the orders received from the customers. ww · w.E As each product is nonstandardized varying in size and nature, it requires separate job for production. Mass production Batch production Job-shop production asy E Output/Product variety Fig. 1.16.1 Classification of production system · The machines and equipment's are adjusted in such a manner so as to suit the requirements of a particular job. · Job production involves intermittent process as the work is carried as and when the order is received. · It consists of bringing together of material, parts and components in order to assemble and commission a single piece of equipment or product. · Ship building, dam construction, bridge building, book printing are some of the examples of job production. Third method of plant layout viz., stationery material layout is suitable for job production. ngi nee rin Characteristics The job production possesses the following characteristics : · A large number of general purpose machines are required. g.n et · A large number of workers conversant with different jobs will have to be employed. · There can be some variations in production. · Some flexibility in financing is required because of variations in work load. · A large inventory of materials, parts and tools will be required. · The machines and equipment setting will have to be adjusted and readjusted to the manufacturing requirements. · The movement of materials through the process is intermittent. www.EasyEngineering.net 1 - 81 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Limitations Job production has the following limitations : · The economies of large scale production may not be attained because production is done in short-runs. · The demand is irregular for some products. · The use of labour and equipment may be inefficient. · The scientific assessment of costs is difficult. (ii) Batch Production · Batch production pertains to repetitive production. · It refers to the production of goods, the quantity of which is known in advance. · It is that form of production where identical products are produced in batches on the basis of demand of customers' or of expected demand for products. · This method is generally similar to job production except the quantity of production. · Instead of making one single product as in case of job production, a batch or group of products are produced at one time. · It should be remembered here that one batch of products may not resemble with the next batch. · Under batch system of production, the work is divided into operations and one operation is done at a time. · After completing the work on one operation it is passed on to the second operation and so on till the product is completed. · Batch production can be explained with the help of an example. An enterprise wants to manufacture 20 electric motors. The work will be divided into different operations. The first operation on all the motors will be completed in the first batch and then it will pass on to the next operation. The second group of operators will complete the second operation before the next and so on. Under job production the same operators will manufacture full machine and not one operation only. Batch production can fetch the benefits of repetitive production to a large extent, if the batch is of a sufficient quantity. ww · w.E asy E ngi nee rin g.n et · Thus, batch production may be defined as the manufacture of a product in small or large batches or lots by series of operations, each operation being carried on the whole batch before any subsequent operation is operated. · This method is generally adopted in case of biscuit and confectionery and motor manufacturing, medicines, tinned food and hardware's like nuts and bolts etc. www.EasyEngineering.net 1 - 82 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Characteristics The batch production method possesses the following characteristics, · The work is of repetitive nature. · There is a functional layout of various manufacturing processes. · One operation is carried out on whole batch and then is passed on to the next operation and so on. · Same type of machines is arranged at one place. · It is generally chosen where trade is seasonal or there is a need to produce great variety of goods. (iii) Mass or Flow Production ww · This method involves a continuous production of standardized products on a large scale. · Under this method, production remains continuous in anticipation of future demand. Standardization is the basis of mass production. · Standardized products are produced under this method by using standardized materials and equipment. · There is a continuous or uninterrupted flow of production obtained by arranging the machines in a proper sequence of operations. · Process layout is best suited method for mass production units. · Flow production is the manufacture of a product by a series of operations, each article going on to a succeeding operation as soon as possible. · The manufacturing process is broken into separate operations. · The product completed at one operation is automatically passed on to the next till its completion. · There is no time gap between the work done at one process and the starting at the next. · The flow of production is continuous and progressive. w.E asy E ngi nee rin g.n et Characteristics The mass or flow production possesses the following characteristics : · The unit's flow from one operation point to another throughout the whole process. · There will be one type of machine for each process. · The products, tools, materials and methods are standardized. · Production is done in anticipation of demand. · Production volume is usually high. · Machine set ups remain unchanged for a considerable long period. www.EasyEngineering.net 1 - 83 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Any fault in flow of production is immediately corrected otherwise it will stop the whole production process. Suitability of Flow/Mass Production : · There must be continuity in demand for the product. · The products, materials and equipment must be standardized because the flow of line is inflexible. · The operations should be well defined. · It should be possible to maintain certain quality standards. · It should be possible to find time taken at each operation so that flow of work is standardized. ww · The process of stages of production should be continuous. Advantages of Mass Production w.E A properly planned flow production method, results in the following advantages : · The product is standardized and any deviation in quality etc. is detected at the spot. asy E · There will be accuracy in product design and quality. · It will help in reducing direct labour cost. · There will be no need of work-in-progress because products will automatically pass on from operation to operation. · Since flow of work is simplified there will be lesser need for control. · A weakness in any operation comes to the notice immediately. · There may not be any need of keeping work-in-progress, hence storage cost is reduced. ngi 1.17 Manufacturing Models and Metrics nee rin g.n et + [AU : Dec.-16, May-17] · Manufacturing metrics are effectively utilized to quantitatively measure the performance of a manufacturing company. · It is used to track the performance of a company in successive periods (eg. Months and years) · It provides the facility to try new technologies and new systems to determine the merits, identify problems with performance, compare alternate methods and make good decisions. · Manufacturing metrics can be divided into two basic categories : a) Production performance measures b) Manufacturing costs www.EasyEngineering.net 1 - 84 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1.17.1 Production Performance Measures Metrics that indicate production performance include i) Production rate ii) Plant capacity iii) Proportion uptime on equipment (Reliability) iv) Manufacturing head time (v) work in process i) Production rate · Production rate for an individual production operation is expressed as the work units completed per hour (Pc hr) · The starting point to evaluate production rate is cycle time (Tc ). ww Cycle time (Tc ) · Cycle time is defined as the time that one work unit spends being processed or assembled. · It is the time between when one work unit begins processing and when next unit begins. w.E · asy E Cycle time is expressed as the sum of (1) actual processing (or) assembly operation time (To ) (min Pc ) 2) Handling time (loading and unloading time) min Pc (Tn ) ngi 3) Tool handling time (tool changing time) min Pc (Tth ) Te = To + Tn + Tth min Pc nee Production rate evaluation for 3 types of production (R p ) 1) Batch production : · rin g.n et In batch production, the time to process one batch consisting of 'Q' work units is the sum of set up time and processing time. Batch processing time = Tb (min) Set up time = Tsu (min batch) Q = Batch quantity (Pc ) Tc = Cycle time (min Pc ) Tb = Tsu + Q ´ Tc \ · 'Q ´ Tc ' Þ Representing processing time (min) List average production time per min be 'Tp ' (min Pc ) \ www.EasyEngineering.net Tp = Tb Q 1 - 85 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · The average production rate for the machine is simply the reciprocal of average production time expressed in hourly rate. Rp = 60 Tp Pc hr 2) Job shop production : · For job shop production, usually the value of quantity, Q = 1 · Then average production time per work unit, Tp = Tsu + 1 ´ Tc Tp = Tsu + Tc ww The production rate, · Rp = w.E 60 Tp min Pc Pc hr If 'Q' is greater than 'i', Tp is evaluated as explained for batch production 3) Mass production : asy E · For mass production setup time could be neglected (Tsu ~ 0) and Q = 1 · Then average production time per work unit, Tp = 0 + Tc ngi · Therefore · Here production rate could be expressed as, Tp = Tc Rp 60 60 = = Tp Tc nee rin Pc hr g.n et ii) Plant capacity or Production capacity · Production capacity is defined as the maximum rate of output that a production facility is able to produce under a given set of assumed production operating conditions. · The production facility is usually referred to a plant (or) factory, and so the term plant capacity is often used. · The assumed operating conditions are, · No. of shifts per day (1, 2 or 3) · No. of days in the week or month that the plant operates · Employment levels www.EasyEngineering.net 1 - 86 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Production capacity for a plant is given by, nS w H sh × R p Pc = no Pc = weekly production capacity of the facility (units/week) Where, S w = no. of shifts per period (shift/week) H sh = hr/shift (hr) R p = Hourly production rate of each work center (units/hr) ww n o = Number of distinct operations through which work units are routed Problems On Production Capacity w.E Example 1.17.1 : The Turret lathe section has six machines, all devoted to the production of the same part. The section operates 10 shifts/week. The number of hours per shift averages 8.0. Average production rate of each machine is 17 units/hr. Determine the weekly production capacity of the turret lathe section. asy E ngi Solution : n = Number of work centers nee = Number of machines in turret lathe section = 6 rin S w = Number of shifts in (shifts/week) = 10 shift/week H sh = Number of hours/shift = 8 hrs/shift g.n et R P = Hourly production rate of each work center = 17 units/hr \ Production capacity, Pc = n S w H sh R P n0 Here, n 0 = 1, number of distinct operations is one since this problem deals with turret lathe section with production of same part. Pc = 6 ´ 10 ´ 8 ´ 17 = 8160 Units/week 1 Pc = 8160 unit/week www.EasyEngineering.net 1 - 87 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Example 1.17.2 : A production production of the same part. 5 days/week. Average production weekly production capacity of the facility has 5 works centers, all devoted to the The facility operates 8 hr/shift, 2 shifts/day and rate for each machine is 15 units/hr. Compute the production facility. Solution : Given : Number of work centers, n = 5, H sh = Number of hours per shift = 8 hr/shift, S w = Number of shifts per week. Here, Shifts per day - 2 shifts /day ww Working days in a week = 5 days/week \ S w = 2 shifts /day ´ 5 days/week w.E S w = 10 Shifts/week asy E R P = Hourly production rate = 15 units/hr Production capacity = Pc = n S w H sh R P no ngi nee Here, no = 1, since production facility deals with production of same part. \ \ Pc = 5 ´ 10 ´ 8 ´ 5 = 6000 units/week 1 Pc = 6000 units/week iii) Proportion Uptime On Equipment (A reliability measure) The common reliability measures for an equipment are, a) Utilization rin g.n et b) Availability A) Utilization (u) \ · Utilization is defined as the amount of output of a production facility relative to its capacity. · Utilization is expressed as, u= Q Pc www.EasyEngineering.net 1 - 88 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Where, Q = Actual quantity produced by the facility during a given time period (Pc / week). Pc = Production capacity for same period (Pc / week). Note : i) Utilization can be assessed for an entire plant, a single machine in the plant or any other productive resources such as labour. ii) Utilization is often defined as the proportion of time that the facility is operating relative to the time available. iii) Utilization is usually expressed as percentage. ww iv) If utilization is high, that means the facility is being operated to its full capacity. B) Availability (A) w.E · Availability is defined using two other reliability measure terms. · MTBF = Mean Time Between Failures · asy E MTTR = Mean Time To Repair. MTBF - MTTR A = MTBF ngi nee · MTBF = Average length of time the piece of equipment runs between breakdowns. · MTTR = Average time required to service the equipment and put it back into operation. · Availability is also expressed as percentage. · Availability provides a measure of how well the equipment on the plant are service and maintained. Breakdown rin g.n et Repairs completed Equipment operating MTBF TIme Fig. 1.17.1 Time scale showing MTBF and MTTR used to define availability www.EasyEngineering.net 1 - 89 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Effect of utilization find availability on plant or production capacity. Pc = U ´ A ´ (n S w H sh R P ) no Problems based of utilization and availability Example 1.17.3 : A production machine operates 80 hrs/week (2 shifts, 5 days) at full capacity. During a certain week the machine produced 1000 parts and was idle in the remaining part. a) Determine the production capacity of the machine. b) What was the utilization of the machine during the week under consideration. c) Compute the expected plant capacity if the availability of the machine is, A = 90 % and with the effect of computed utilization ‘U’. ww w.E Solution : Given : n = No. of work centers = 1, asy E S w = No. of shift /week, H sh = number of hrs/shift, R P = Production rate = 20 units/hr Here, ngi Production machine operation at full capacity = 80 hrs/week \ H sh ´ S w = 80 hrs/week a) Production capacity Pc = n S w H sh R P no nee rin n o = 1, since same parts are being produced \ Pc = 1 ´ 80 ´ 20 = 1600 units/week 1 g.n et Pc = 1600 units/week b) Utilization (u) u = Q Pc Q = Actual quantity produced = 1000 Pc /week \ u = www.EasyEngineering.net 1000 = 0.625 1600 1 - 90 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction ‘U’ is usually represented in percentage, \ U = 62.5 % c) Expected plant capacity if availability is 90 % and utilization 62.5 % Here, A = 90 % U = 62.5 % n S w H sh R P = 0.9 ´ 0.625 ´ 1600 = 900 \ Pc = U ´ A ´ no Pc = 900 units/week ww Example 1.17.4 : The mean time between failures for a certain production machine is 200 hours and the mean time to repair is 5 hours. Determine the availability of the machine. w.E asy E Solution : Given : MTBF = 200 hr, MTTR = 5 hr \ Availability, A = ngi MTBF - MTTR 200 - 5 = = 0.975 MTBF 200 nee \ Availability is usually represented in percentage, A = 97.5 % ii) Manufacturing Lead Time (MLT) rin · Manufacturing Lead Time (MLT) is defined as the total time required to process a given part or product through the plant including any lost time due to delays, time spent in storage and reliability problems. · MLT represents both operation and non operation elements. · An operation is performed on a work unit when it is in the production machine. · Non operation elements include handling, temporary storage, inspections and other sources of delay when work unit is not in the machine. · MLT for 3 types of production. g.n et a) MLT for batch production : The manufacturing lead time for the batch production is given by, MLT = n o (Tsu + QTc + Tn o ) n o = No. of distinct operations through which work units are routed. Tsu = Set up time (min/batch) www.EasyEngineering.net 1 - 91 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Q = Batch quantity (Pc ) Tc = Cycle time (min / Pc ) Tn o = Non-operation time operated with machine (min) b) MLT for job shop production · For job shop production, the batch quantity, Q = 1 MLT = n o (Tsu + Tc + Tn o ) \ c) MLT for mass production · For mass production n o = Number of distinct operations through which work units are routed = 1 Tsu = Set up time is neglected ~ 0 Tn o = Non operation time is neglected ~ 0 ww w.E asy E MLT = Tc \ Problems On Manufacturing Lead Time ngi Example 1.17.5 : A certain part is produced in a batch size of 100 units. The batch must be routed through 5 operations to complete the processing of the parts. Average set up time is 3 hr/operations and average operation time is 6 min (0.1 hour). Average non operation time due to handling, delays, inspection etc. Is 7 hours for each operation. Determine how many days it will take to complete the batch, assuming that the plant runs for 8 hr shift / day. nee Solution : Given, n o · \ \ · \ rin g.n et = No. of distinct operations = 5, Tsu = Average setup time = 3 hr/ operation, Tc = Average operation time = Average cycle time = 0.1 hr, Tn o = Average non operation time = 7 hours, Q = Batch size = 100 Pc For batch Production, MLT = n o (Tsu + QTc + Tn o ) MLT = 5(3 + 100 ´ 0.1 +7) = 100 hours MLT = 100 hours If the plant runs for 8 hr shifts/day MLT = www.EasyEngineering.net 100 = 12.5 days 8 1 - 92 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Example 1.17.6 : A certain part is routed through six machines in a batch production plant. The set up and operation times for each machines are given in the table below. The batch size is 100 and the average non operation time per machine is 12 hours. Determine. i) Manufacturing Lead Time (MLT) ii) Production Rate for operation 3 Machine ww Set up time (hr ) Operation time (min) 1 4 5 2 2 3.5 3 8 1.0 4 3 1.9 5 3 4.1 w.E 6 asy E 4 Solution : Given, Q = Batch size = 100, 2.5 ngi Tn o = Avg. non operation time = 12 hr = 720 min i) MLT MLT = n o (Tsu + Q.Tc + Tn o ) Here, Tsu = Average Set up time = nee rin 4+ 2+ 8+ 3+ 3+ 4 = 4 hr 6 Tsu = 4 hours = 240 min Also, Tc = Average operation time (Cycle time) = g.n et 5 + 3.5 + 10 + 1 .9 + 4 .1 + 2 .5 = 4.5 min 6 Tc = 4.5 min \ MLT = n o (Tsu + Q.Tc + Tn o ) = 6 (240 + (100 ´ 4.5) +720) = 8460 min MLT = 141 hr www.EasyEngineering.net 1 - 93 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction ii) Production rate ‘R P ’ for operation 3 For batch processing, Batch processing Time, Tb = Tsu + Q.Tc For operation 3 Þ Tsu = 8 hrs = 480 min Tc = 10 min · Tc = 1480 min The average production time, T 1480 = 14.8 min TP = b = Q 1000 ww · The production rate R P (in hours) w.E \ RP = 60 60 = = 4.05 hr Tb 14.8 asy E R P = 4.05 hr v) Work In Process (WIP) ngi · WIP is defined as the quantity of parts or products currently located in the factory that are either being processed or are between processing operation. · WIP can be expressed as, WIP = A ´ U ´ Pc ´ MLT Sw Hsh Where, A = Availability U = Utilization Pc = Plant (or) production capacity nee rin g.n et MLT = Manufacturing Lead Time S w = Number of shifts/ week H sh = Hours/shift · Work In Process (WIP) is the inventory that is in the state of being transformed from raw material to finished product. · WIP represents investment by a firm that cannot be converted to revenue until all processing is finished. www.EasyEngineering.net 1 - 94 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Problems Based On Work In Process Example 1.17.7 : The average part produced in a batch manufacturing plant must be processed subsequentially through six machines on average. Twenty new batches of parts are launched each week. Average operation time is 6 min, average setup time = 5 hours, average batch size = 36 parts and average non operation time per batch = 10 hrs/ machine. There are 18 machines in the plant working in parallel. Each of the machine in the plant working in parallel. Each of the machine can be set up any type of job processed in the plant. The plant operates at an average of 70 production hours per week. Scrap rate is negligible. Determine manufacturing lead time for an average part, plant capacity, plant utilization and work in process. ww Solution : Given, n 0 = 6, Tc = Average operation time = 6 min, w.E Tsu = 5 hr = 300 min, Q = Average batch size = 25 units, Tn o = Average non operation time = 10 hr = 600 min, asy E n = Number of work centers = 18, Plant operation time = 70 hr/week. Here, S w = No. of shifts/week ngi H sh = No. of hours/week nee \ S w ´ H sh = 70 hr/week · MLT for batch production MLT = n o (Tsu + Q.Tc + Tn o ) = 6(300 + 25 ´ 6 + 600) = 6300 min = 105 hr If plant runs for 70 hr/week MLT = · 105 = 1.5 week 70 rin g.n et Production rate, R P Batch processing time, TP = Tsu + QTc = 300 + 25 ´ 6 = 450 min = 450 min Average production Time/week, (TP ) TP = Production rate, R P = www.EasyEngineering.net Tb 450 = = 18 min Q 25 60 60 = TP 18 1 - 95 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction R P = 3.33 Pc / hr · Plant capacity or production capacity n S w H sh R P Pc = no Here, n o = 6 since operations done through six different machines 18 ´ 70 ´ 3.33 = 699.3 = 699 units/week 6 Pc = · Plant utilization (u) ww U = \ Q Po Q = Actual output quantity w.E = No. of batches ´ Batch size = 20 ´ 25 = 500 Pc U = asy E 500 = 0.715 699 Utilization is usually represented in percentage u = 71.5 % \ · Work In Process (WIP) WIP is given as WIP = AUPc MLT S w H sh ngi nee Assume 100 % availability \ WIP = rin 1 ´ 0.715 ´ 700 ´ 1.5 = 10.78 70 g.n et WIP = 11 parts 1.17.2 Manufacturing Costs · Manufacturing cost is the second defining element of manufacturing metrics. · Decision on automation and production system are usually based on the relative cost of alternatives. · Manufacturing cost can be classified into two major categories 1) Fixed cost 2) Variable cost www.EasyEngineering.net 1 - 96 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 1) Fixed Cost (Fc ) : A fixed cost is the one which remains constant for any level of production output. Example : Cost of equipment and erection, insurance and property tax etc. · Fixed costs are generally expressed as annual amounts since insurance and property taxes are annual costs. · Capital costs such as equipments and erection costs are converted to annual amounts based on interest rates. 2) Variable costs (Vc ) : · Variable cost is the one that varies in proportion to the level of production output. Example : Direct labour, raw materials, electric power to operate equipments etc. ww · As output increases, variable cost also increases. · Total cost (Tc ) could be obtained by adding fixed cost (Fc ) and variable cost (V c ). w.E Tc = Fc + V c asy E Direct Labour, Material and Overhead Costs · ngi An alternate classification divide manufacturing cost into, 1) Direct labour cost 2) Material cost 3) Overhead cost 1) Direct labour cost : nee rin g.n et It is the sum of wages and benefits paid to the worker who operates the equipment and performs processing tasks. 2) Material cost : It is the cost of all raw materials required to make the product. Example : For a rolling mill which works on steel sheet stocks, iron or and scrap iron raw materials, out of which sheet is rolled. 3) Overhead cost · Overhead costs the expenses other than direct labour cost and material cost associated with running a firm. · They are divided into two major categories a) Factory overheads b) Corporate overheads www.EasyEngineering.net 1 - 97 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction a) Factory overheads Some of the typical factory overheads are, · Plant supervision · Applicable taxes · Factory depreciation · Material handling · Power for machinery · Security personnel · Insurance ww · Tool crib attendant · Clerical support · Heat and Air conditioning · Light w.E asy E · Payroll services b) Corporate overheads ngi Some of the typical corporate overheads are, · Sales and Marketing · Accounting department · Research and development · Office space · Finance department · Legal counsel · Corporate executives Various components of manufacturing costs, Various components of manufacturing costs are, nee rin g.n et 1) Prime cost 2) Factory or Work cost 3) Manufacturing or Production cost 4) Total cost or Ultimate cost 5) Selling prices 6) Market price 1) Prime cost : It is the direct cost associated with production www.EasyEngineering.net 1 - 98 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Prime cost = Direct labour cost + Direct material cost + Direct expenses 2) Factory (or) work costs : Factory cost = Prime cost + Factory expenses (Factory on cost) 3) Production (or) Manufacturing cost : Production cost = Factory + Administrative expenses 4) Total cost (or) ultimate cost : Total cost = Manufacturing or production cost + Selling expenses + Distribution expenses ww 5) Selling price : Selling price = Total cost + Profit w.E 6) Market Price : asy E Market price = Selling price + Discount Problems based on components of cost ngi Example 1.17.8 : A certain piece of work is purchased by a firm in batches of 100. The direct material cost of 100 pieces is ` 200 and direct labour cost is ` 300. Overhead cost is 30 % of factory cost and factory on cost is 20 % of the total material and labour cost. If management want to make a profit of 15 % on the gross cost. Determine selling price of each product. nee Solution : Given, n o = 100, Direct material cost = ` 200, Direct labour cost = ` 300, Direct expenses = 0 (not specified), rin g.n et Overhead charges = 30 % of factory cost, Factory on cost = 20 % of total material and labour cost. · Prime cost or direct cost = Direct material cost + Direct labour cost + Direct expenses = 200 + 300 + 0 = ` 500 Factory cost = Prime cost + Factory expenses (Factory on cost) Factory expenses = Factory on cost 20 = (200 + 300) = `100 100 Factory cost = 500 + 100 = ` 600 Q · Selling price for each article for a profit of 15 % of gross cost Selling price = Total cost + Profit www.EasyEngineering.net 1 - 99 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Total cost = Factory cost + Overhead cost Overhead cost = 30% of factory cost = 30 ´ 600 = ` 180 100 Total cost = 600 + 180 = ` 780 Selling price = 780 + 780 15 = ` 917.65 ´ Selling price = 0.85 100 Selling price per product = ` 917.65 1.18 Break Even Analysis - A Tool for Manufacturing Control ww · Break even analysis is defined as the study of inter-relationships among a joins sales, cost and operating profit at various levels of output. · It analyses the relationship between fixed cost, variable cost, business volume etc. · It is a technique widely used by production management and management accountants. · It is also known as cost-volume profit analysis. w.E asy E ngi Break Even Point · Break Even point is defined as the level of sale volume, sales value (or) production at which the business makes neither a profit nor a loss. · It is also known as no profit - no loss point. Break Even Chart nee rin · Break Even chart is a graphical representation of costs at various levels of activity as variation on income (Sales or revenue). · The Fig. 1.18.1 below explains Break even analysis. g.n et e ue en ev lr ta To lin it rof l Tota P Break even Cost (`) cost line ost le c iab Var point Fixed cost ss Lo Volume (units) Fig. 1.18.1 Break even analysis www.EasyEngineering.net 1 - 100 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Mathematical Model for Break Even Analysis · Break Even Quantity (Q BEP ) · Break even quantity defines the sales volume at Break even point. Q BEP = Fc S p - Vc Where, Fc = Fixed cost ww V c = Variable cost Also, S p = Selling price/unit w.E Total cost = Fc + V c ´ Q Q = Quantity solid (units) asy E Total revenue = S P ´ Q At Break even point Q = Q BEP Q BEP = ngi Fc S p - V c units Þ Break even sales (S BEP ) S BEP Fc = æV ö 1- ç c ÷ è SP ø in rupees nee rin g.n et Problems On Break Even Analysis Example 1.18.1 : The fixed cost for the year 2015-2016 are ` 700000, variable cost per unit is ` 45.Each unit is sold at ` 200. Determine. i) Break even point in terms of sales volume. ii) Break even point in terms of rupees. iii) If sales volume of 6000 units has been expected, what will be the profit earned ? iv) If a profit target of ` 150000 has be budgeted, compute the number of units to be sold. www.EasyEngineering.net 1 - 101 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Solution : Given, Fc = 700000 `, V c = 45 `, S p = ` 200 i) BEP in terms of sales volume (Q BEP ) Fc 700000 = = 4516.12 S p - Vc 200 - 45 Q BEP = Q BEP = 4516 units ii) BEP in terms of Rupees (S BEP ) Fc 700000 = V æ 45 ö 1- c 1 -ç ÷ SP è 200 ø ww S BEP = w.E S BEP = ` 903225.8 asy E iii) If Q BEP = 6000 units Profit = ? (If profit is there, we can write) Also, Q BEP = 6000 = Fc + Profit =Q S p - Vc ngi nee 700000 + Profit = ` 23000 200 - 45 iv) Number of units to be sold if profit target = ` 150000 Here, Q BEP = Q, since there is profit \ Q = = Fc + Profit S p - Vc rin g.n et 700000 + 150000 = 5483.8 200 - 45 Q = 5484 units www.EasyEngineering.net 1 - 102 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Review Questions 1. What is meant by product cycle ? Explain it with a neat sketch. 2. Explain the Shigley's design model with a neat diagram. 3. Explain concurrent and sequential engineering with neat diagram and also mention its advantages and disadvantages. 4. Explain the CAD process with a neat sketch and also state its applications ? 5. Explain the 2-D transformation matrix for the various transformation processes. 6. Explain the 3-D transformation matrix for the various transformation processes. ww 7. What is the need of homogeneous coordinates ? Mention the homogeneous coordinates for translation, rotation and scaling. w.E 8. Explain the DDA hidden line algorithm with an example. 9. Explain the Bresenham's line algorithm with an example. asy E 10. Explain Cohen Sutherland clipping algorithm with an example. 11. Elaborate on the basic requirements that a CAD software has to satisfy. ngi 12. Distinguish between modes of the design process and models of designs. 13. Describe the various database models which are generally used. nee 14. What are the differences between the sequential approach to the product rin development process and the concurrent engineering approach ? Why should the latter be adopted ? g.n et 15. A scaling factor of 2 is applied in the Y direction while no scaling is applied in the X direction to the line whose two end points are at coordinates (1, 3) and (3,6). The line is to be rotated subsequently through 300, in the counter-clockwise direction. Determine the necessary transformation matrix for the operation and the new coordinates of the end points. 16. What are the reasons for implementing a computer aided design system. 17. The vertices of a triangle are situated at points (15, 30), (25, 35) and (5, 45). Find the coordinates of the vertices if the triangle is first rotated 100' counter clockwise direction about the origin and then scaled to twice its size. 18. Describe the basic types of coordinate transformation in CAD, and then show how these may all be calculated using matrix operations through the www.EasyEngineering.net 1 - 103 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction homogeneous coordinate with an example of matrix. How may a general rotation transformation be expressed in terms of a combination of other transformation. 19. What is meant by interactive computer graphics ? Explain its various elements 20. Briefly explain the clipping and line drawing with an example. 21. Explain and bring out their differences between CAD and CAM. 22. Explain break-even analysis. 23. Explain briefly the types of production systems. 24. Explain the manufacturing models and metrics in detail. ww Part A : Two Marks Question with Answers Q.1 + [ AU : May 2017 ] State any two benefits of CAD. w.E Ans. : · Efficiency, effectiveness and creativity of the designer are drastically improved. · Faster, Consistent and More accurate. asy E · Easy modification (copy) and Improvement (Edit). · Inspecting tolerance and interface is easy. ngi · Use of standard components from part library makes fast modeling. · 3D visualization of model in several orientations eliminates prototype. Q.2 What is concurrent engineering. nee + [ AU : Dec. 2016, May 2017 ] rin Ans. : In concurrent engineering, various tasks are handled at the same time, and not essentially in the standard order. This means that info found out later in the course can be added to earlier parts, improving them, and also saving time. Concurrent engineering is a method by which several groups within an organization work simultaneously to create new products and services. Q.3 What are the advantages of concurrent engineering ? g.n et + [ AU : May 2018 ] Ans. : · Both product and process design run in parallel and take place in the same time. · Process and Product are coordinated to attain optimal matching of requirements for effective quality and delivery. · Decision making involves full team involvement. · Reduced lead times to market · Reduced cost · Higher quality · Greater customer satisfaction · Increased market share www.EasyEngineering.net 1 - 104 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Q.4 What is meant by concatenation transformation ? + [ AU : Dec. 2018, May 2018 ] Ans. : Sometimes it becomes necessary to combine the individual transformations in order to achieve the required results. In such cases the combined transformation matrix can be obtained by multiplying the respective transformation matrices as shown below, [P¢ ] = [Tn ] [Tn -1 ] [Tn - 2 ]........[T 3 ] [T2 ] [T1 ] Q.5 List the various activities involved in product development. + [ AU : Dec. 2018 ] Ans. : i. Design process · Synthesis ww · Analysis ii. Manufacturing process. w.E · Process planning · Process control Q.6 asy E + What is meant by homogeneous coordinates? [AU : Dec. 2016 ] Ans. : · The three dimensional representation of a two dimensional plane is called homogeneous coordinates and the transformation using the homogeneous co-ordinates is called homogeneous transformation. ngi · In order to concatenate the transformation, all the transformation matrices should be multiplicative type. The following form known as homogeneous form which should be used to convert the translation matrix into a multiplicative type. 0 0ù é x ù é x¢ ù é 1 ê ú ê [P¢ ] = y ¢ = 0 1 0ú ê y ú ê ú ê úê ú êë 1 úû êë DX DY 1úû êë 1 úû Q.7 nee What do you mean by synthesis of design ? rin g.n et + [AU : Dec. 2016 ] Ans. : · The philosophy, functionality, and uniqueness of the product are all determined during synthesis. · During synthesis, a design takes the form of sketches and layout drawings that show the relationship among the various product parts. Q.8 What is meant by view port and windowing ? Ans. : · View Port + [ AU : Dec. 2017 ] · It may be sometimes desirable to display different portions or views of the drawing in different regions of the screen. · A portion of the screen where the contents of the window are displayed is called a view port. www.EasyEngineering.net 1 - 105 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction 130, 100 View port 2 View port 1 View port 4 View port 3 65,50 Fig. 1.1 ww · Window · When a design package is initiated, the display will have a set of co-ordinate values. w.E These are called default co-ordinates. · A user co-ordinate system is one in which the designer can specify his own coordinates for a specific design application. asy E · Therefore, the designer may want to view only a portion of the image, enclosed in a rectangular region called a window. ngi Window nee Original drawing rin g.n et Fig. 1.2 Q.9 List out the fundamental reason for implementing a CAD system. + [ AU : May 2015, Dec. 2013, Dec. 2011 ] Ans. : · To Increase in the productivity of the designer · To Improve the quality of the design www.EasyEngineering.net 1 - 106 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · To provide flexibility in design · To improve design and analysis · For creating documentation of the design · For better communications · For creating the database for manufacturing: · For saving of design data and drawings for future reference · To obtain better design accuracy · For better visualization of drawing Q.10 + [ AU : Dec. 2011 ] What are the components of a CAD system ? ww Ans. : CAD hardware components : · Central Processing Unit (CPU) w.E · Memory · Hard Disk, Floppy Disk, CD-ROM asy E · External storage devices · The monitor · Printers and Plotters · Digitizer, Puck and Mouse CAD software : ngi nee CAD software allows the designer to create and manipulate a shape interactively and store it. CAD software consists of (a) System software and (b) Application software. rin · System Software : System software control the operations of a computer. It is responsible for making the hardware components to work and interact with each other and the end user. Example: Operating system, Compiler, Interpreter etc. g.n et · Application Software : Application software or application programs are used for general or customized CAD problems. Example : Auto CAD, CATIA, CREO, Solid works, ADAMS, ANSYS, ABAQUS, NASTRAN etc. Q.11 Define product cycle. Ans. : Product cycle is the process of managing the entire lifecycle of a product from starting, through design and manufacture, to repair and removal of manufactured products. Q.12 List out fundamentals of product life cycle management. Ans. : · Customer Relationship Management (CRM) · Supply Chain Management (SCM) · Enterprise Resource Planning (ERP) · Product Planning and Development (PPD). www.EasyEngineering.net 1 - 107 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Q.13 What is conceptualization in design process ? Ans. : A concept study is the stage of project planning that includes developing ideas and taking into account the all features of executing those ideas. This stage of a project is done to reduce the likelihood of assess risks, error and evaluate the potential success of the planned project. Q.14 What is meant by design process ? Mention the steps involved in Shigley's model for the design process. Ans. : · Design process is an approach for breaking down a large project into m Manageable portions. m Recognition of need m Definition of Problem m Synthesis m Analysis and Optimization m Evaluation m Presentation ww Q.15 w.E asy E ngi Mention any four applications of computer aided design in mechanical engineering. nee Ans. : · Computer-Aided Engineering (CAE) and Finite Element Analysis (FEA) · Computer-Aided Manufacturing (CAM) Numerical Control (CNC) machines including · Photorealistic rendering and motion simulation. instructions rin to Computer g.n et · Document management and revision control using product data management. Q.16 List and differentiate the types of 2D geometric transformations. Ans. : · Translation - Moves an object to a different position on the screen. · Rotation - Rotate the object at particular angle q (theta) from its origin. · Scaling - Change the size of an object · Reflection - Mirror image of original object · Shear - Slants the shape of an object Q.17 List the various stages in the life cycle of a product Ans. : · Developing the product concept · Evolving the design · Engineering the Product · Manufacturing the product www.EasyEngineering.net 1 - 108 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · Marketing · Servicing Q.18 Define clipping. Ans. : Any procedure that identifies those portions of a picture that are either inside or outside of a specified region or space is known as clipping. · Types of clipping · Point clipping · Line clipping · Area clipping ww · Text clipping Q.19 What is viewing transformations ? w.E Ans. : · The mapping of a part of a world-coordinate scene to device coordinates is referred to as a viewing transformation. Sometimes the two-dimensional viewing transformation is simply referred to as the window-to-viewport transformation or the windowing transformation. asy E · A world-coordinate area selected for display is called a window. · An area on a display device to which a window is mapped is called a viewport. ngi · The window defines what is to be viewed; the viewport defines where it is to be displayed. Q.20 Describe Computer Aided Design. nee rin Ans. : CAD is the function of computer systems to support in the creation, modification, analysis, or optimization of a design. CAD software is used to raise the productivity of the designer, progress the quality of design, progress communications through documentation, and to generate a database for manufacturing. Q.21 State the importance of Computer Architecture in CAD. g.n et Ans. : In CAD, Computer architecture is a set of disciplines that explains the functionality, the organization and the introduction of computer systems; that is, it describes the capabilities of a computer and its programming method in a summary way, and how the internal organization of the system is designed and executed to meet the specified facilities. Q.22 What are the steps involved in architecture implementation ? Ans. : Computer architecture engages different aspects, including instruction set architecture design, logic design, and implementation. The implementation includes Integrated Circuit Design, Power, and Cooling. Optimization of the design needs expertise with Compilers, Operating Systems and Packaging. www.EasyEngineering.net 1 - 109 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Q.23 Differentiate clockwise and counter clockwise rotation matrix. Ans. : The direction of vector rotation is counter-clockwise if q is positive and clockwise if q is negative. écos q R(q ) = ê ë sin q - sin q ù cos q úû é cos q sin q ù R( -q ) = ê ú ë - sin q cos q û Q.24 What is design process ? Ans. : The Engineering Design process is a multi-step process including the research, ww conceptualization, feasibility assessment, establishing design requirements, preliminary design, detailed design, production planning and tool design, and finally production. Q.25 w.E What is meant by analysis ? Ans. : · The analysis begins with an attempt to put the conceptual design into the context of asy E engineering sciences to evaluate the performance of the expected product. · This requires design modeling and simulation. An important aspect of analysis is the questions that helps to eliminate multiple design choices and find the best solution to each design problem. ngi nee · Bodies with symmetries in their geometry and loading are usually analyzed by considering a portion of the model. Example : Stress analysis pressure vessels, couplings etc. Q.26 What are the applications of CAD ? Ans. : · Structural design of aircraft · Aircraft simulation · Real time simulation · Automobile industries rin g.n et · Architectural design · Pipe routing and plan layout design · Electronic industries · Dynamic analysis of mechanical systems · Kinematic analysis · Mesh data preparation for finite element analysis. www.EasyEngineering.net 1 - 110 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Q.27 Differentiate between sequential and concurrent engineering. Ans. : Sequential engineering Concurrent engineering Sequential engineering is the term used to explain the method of production in a linear system. The various steps are done one after another, with all attention and resources focused on that single task. In concurrent engineering, various tasks are handled at the same time, and not essentially in the standard order. This means that info found out later in the course can be added to earlier parts, improving them, and also saving time. Sequential engineering is a system by which a group within an organization works sequentially to create new products and services. Concurrent engineering is a method by which several groups within an organization work simultaneously to create new products and services. ww Q.28 w.E Define computer graphics. Ans. : · Computer Graphics involves creation, display, manipulation and storage of pictures and asy E experimental data for proper visualization using a computer. · Typically, a graphics system comprises of a host computer which must have a support of a fast processor, a large memory and frame buffer along with a few other crucial components. ngi · The first of them is the display devices. Colour monitors are one example of such display device. nee rin · There are other examples of output devices like LCD panels, laser printers, colour printers, plotters etc. Q.29 What is transformation ? List its types. g.n et Ans. : · Geometric transformations provide a means by which an image can be enlarged in size, or reduced, rotated, or moved. · These changes are brought about by changing the co-ordinates of the picture to a new set of values depending upon the requirements. · The basic transformations are translation, scaling, rotation, reflection or mirror and shear. Q.30 Define translation. Ans. : This moves a geometric entity in space in such a way that the new entity is parallel at all points to the old entity. Translation of a point is shown below, www.EasyEngineering.net 1 - 111 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Y' Y Z P' X' P Y P Z X X Fig. 1.3 ww Q.31 Write the features needed to be satisfied for line drawing algorithm. Ans. : · Lines should appear straight w.E · Lines should terminate accurately · Lines should have constant density asy E · Line density should be independent of length and angle · Line should be drawn rapidly Q.32 ngi Differentiate preliminary design and detailed design. Ans. : Preliminary design The preliminary design fills the gap between the design concept and the detailed design phase. The system configuration is defined, and schematics, diagrams, and layouts of the project will offer early project configuration. In detailed design and optimization, the parameters of the part being produced will change, but the preliminary design focuses on creating the common framework to construct the project. Q.33 nee Detailed design rin The next phase of preliminary design is the Detailed Design which may include procurement also. This phase builds on the already developed preliminary design, aiming to further develop each phase of the project by total description through drawings, modeling as well as specifications. g.n et What are the types of production systems ? Ans. : · Mass production · Batch production · Job-Shop production Q.34 Define - production capacity Ans. : Production capacity is defined as the maximum rate of output that a production facility is able to produce under a given set of assumed production operation conditions such as, · No of shifts/day www.EasyEngineering.net 1 - 112 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction · No. of days in the week (or) month that the plant operates. · Employment levels. Q.35 Define - Utilization and Availability Ans. : Utilization (U) is defined as the amount of output of a production facility relative to its capacity. · Utilization is expressed as, Q U = Pc ww Q = Actual quantity produced by the facility during a given time period. (pieces/week) Pc = Production capacity for the same period. (pieces/week) w.E Availability (A) is defined using the two reliability measure terms. MTBF = Mean Time Between Failures asy E MTTR = Mean Time to Repair A = Q.36 MTBF - MTTR MTBF Define - Manufacturing Lead Time. ngi nee Ans. : Manufacturing lead time (MLT) is defined as the total time required to process a given part (or) product through the plant including any lost time due to delays, time spent in storage and reliability problems. Q.37 Define - Fixed Cost and Variable Cost. Ans. : · rin g.n et Fixed cost : A fixed cost is the one which remains constant for any level of production output. Eg. Cost of equipment, erection, insurance, property tax etc. · Variable cost : Variable cost is the one that varies in proportion to the level of production output. Eg. Direct labour, Raw materials, Electric power to operate equipment etc. Q.38 Define - Direct Labour, Material and Overhead Cost Ans. : · Direct Labour Cost : It is the sum of the wages and benefits paid to the worker who operates the equipment and performs processing tasks. · Material cost : It is the cost of all raw materials required to make a product. · Overhead cost : Overhead costs are the expenses other than direct labour cost and material cost associated with a running firm. · Factory overhead expenses · Corporate overhead expenses www.EasyEngineering.net 1 - 113 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Q.39 Name five typical factory overhead expenses. Ans. : · Plant supervision · Applicable taxes · Factory depreciation · Material handling · Power for machinery Q.40 Name five typical corporate overhead expenses. Ans. : · Sales and Marketing · Accounting department · Research and Development ww · Office space · Finance department w.E · Legal counsel asy E Part B : University Questions with Answers Dec.-2016 ngi 1. Describe various stages of design process with an example. (Refer section 1.3) [8] nee 2. Explain a line drawing algorithm. (Refer section 1.11) [8] 3. Define clipping. Also explain the working of a simple line clipping algorithm. (Refer section 1.12) rin 4. Deduce windowing and viewing transformation parametrically. (Refer section 1.13) 5. Write in detail about the production performance metrics. (Refer section 1.17) [8] g.n et [8] [8] 6. The average part produced in a batch manufacturing plant must be processed sequentially through six machines on average. Twenty new batches of parts are launched each week. Average operation time = 6 min., average set up time = 5 hours, average batch size = 36 parts, and average non-operation time per batch=10 hrs/machine. There are 18 machines in the plant working in parallel. Each of the machines can be set up for any type of job processed in the plant. The plant operates an average of 70 production hours per week. Scrap rate is negligible. Determine manufacturing lead time for an average part, plant capacity and plant utilization.) (Refer example 1.17.7) www.EasyEngineering.net 1 - 114 [16] Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction May-2017 7. Compare and Contrast sequential and concurrent engineering with suitable examples. (Refer section 1.4) [16] 8. Explain with block diagram, CAD process with suitable examples. (Refer section 1.5) [16] 9. The average part produced in a batch manufacturing plant must be processed sequentially through six machines on average. Twenty new batches of parts are launched each week. Average operation time = 6 min., average set up time = 5 hours, average batch size = 36 parts, and average non-operation time per batch = 10 hrs/ machine. There are 18 machines in the plant working in parallel. Each of the machines can be set up for any type of job processed in the plant. The plant operates an average of 70 production hours per week. Scrap rate is negligible. Determine manufacturing lead time for an average part, plant capacity and plant utilization. (Refer example 1.17.7) [16] ww w.E asy E 10. Explain in detail job shop production and mass production. (Refer section 1.16) ngi [16] Dec.-2017 nee 11. Explain the different types of 2D transformations with examples. (Refer section 1.9) [13] rin 12. Explain the Cohen-Sutherland line-clipping approach with proper sketches. (Refer section 1.12) May-2018 [13] g.n et 13. Explain the various graphic transformations required for manipulating the geometric transformation. (Refer section 1.13) [13] 14. Describe and Demonstrate DDA line drawing algorithm. (Refer section 1.11.1 and example 1.11.1) [13] Dec.-2018 15. Describe the stages in product life cycle and importance of each stage. (Refer section 1.2) [13] 16. Discuss the significance of concurrent engineering approach in limiting design changes. (Refer section 1.4) [13] Introduction ends ... www.EasyEngineering.net 1 - 115 Computer Aided Design and Manufacturing Downloaded From: www.EasyEngineering.net Introduction Notes ww w.E asy E ngi www.EasyEngineering.net 1 - 116 nee rin g.n et Computer Aided Design and Manufacturing