Steve Furnival
PVT Analysis for Compositional Simulation
Oxford
February 2000
PVT Analysis
2
Oxford
09/09/09
PVT Analysis
Table of Contents
Table of Contents.................................................................................................................3
Table of Figures...................................................................................................................6
1. Introduction......................................................................................................................7
2. Hydrocarbon Composition..............................................................................................9
2.1 The Atom....................................................................................................................9
2.1.1 The Carbon Atom...............................................................................................10
2.2 Basic Hydrocarbon Molecules – the Alkanes...........................................................10
2.2.1 Isomerism...........................................................................................................13
2.2.2 Alkenes and Alkynes..........................................................................................14
2.3 Cycloalkanes.............................................................................................................15
2.4 Aromatics.................................................................................................................16
2.5 Polyaromatics...........................................................................................................17
2.6 Other Compounds.....................................................................................................17
2.7 Single Carbon Number Groups................................................................................17
Generalized SCN Physical Properties.........................................................................18
2.8 The Plus Fraction......................................................................................................19
Phase Behaviour................................................................................................................21
3.1 Pure Component Phase Behaviour...........................................................................21
3.1.1 p-T Projection.....................................................................................................23
3.1.2 p-V Projection....................................................................................................24
3.2 Binary Mixture Phase Behaviour.............................................................................25
3.3 Multi-Component Base Behaviour...........................................................................27
3.3.1 Dry and Wet Gas................................................................................................28
3.3.2 Gas Condensates................................................................................................28
3.3.3 Volatile Oils.......................................................................................................30
3.3.4 Crude Oils..........................................................................................................30
3.4 The Corresponding States Theorem.........................................................................31
Z-Factor Correlations..................................................................................................33
Estimating Pseudo-Criticals.....................................................................................34
4. Sampling and Laboratory Analysis...............................................................................35
4.1 Sampling...................................................................................................................35
4.1.1 Well Testing.......................................................................................................35
Conditioning................................................................................................................36
4.1.3 Down Hole Sampling.........................................................................................36
4.1.4 Surface Sampling...............................................................................................38
4.1.4.1 Liquid Loading in Gas Wells.......................................................................38
4.1.4.2 Taking Samples............................................................................................39
4.1.4.3 Metering.......................................................................................................39
4.1.4.4 Checking the Data........................................................................................41
4.1.4.5 Recombination Example..............................................................................41
4.2 Laboratory Analysis.................................................................................................45
4.2.1 Compositional Determination............................................................................45
3
Oxford
09/09/09
PVT Analysis
4.2.2 Saturation Pressure (SAT)..................................................................................47
4.2.2.1 The PVT Cell...............................................................................................47
4.2.3 Constant Composition Expansion (CCE)...........................................................50
4.2.4 Separator Test (SEP)..........................................................................................51
4.2.5 Differential Liberation (DLE)............................................................................52
Constant Volume Depletion (CVD)............................................................................54
4.2.6.1 CVD Material Balance Check.....................................................................55
4.2.7 Other Experiments.............................................................................................56
5. Equations of State..........................................................................................................59
5.1 Development of the Ideal Gas Law..........................................................................59
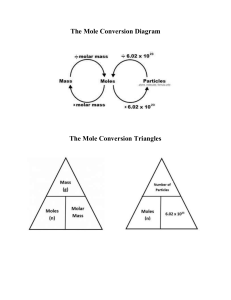
5.1.1 The Mole............................................................................................................60
5.1.2 Deficiencies in the Ideal Gas Law.....................................................................61
5.1.3 The Real Gas Law..............................................................................................61
5.2 Cubic EoS.................................................................................................................62
5.2.1 Van der Waals EoS............................................................................................62
5.2.2 Redlich-Kwong Family of EoS..........................................................................64
5.2.2.1 Zudkevitch Joffe RK EoS............................................................................64
5.2.2.2 Soave RK EoS.............................................................................................65
Peng-Robinson EoS....................................................................................................65
The Martin’s 2-Parameter EoS....................................................................................66
5.2.5 Other Cubic EoS................................................................................................66
5.3 Multi-Component Systems.......................................................................................67
5.4 Volume Translation..................................................................................................68
6. Flash Calculations..........................................................................................................69
6.1 Successive Substitution (SS) Method.......................................................................70
6.1.1 Rachford-Rice Equation.....................................................................................72
6.2 Stability Test.............................................................................................................72
6.3 Saturation Pressure...................................................................................................74
6.4 Composition versus Depth.......................................................................................75
7. Characterization.............................................................................................................77
7.1 Molar Distribution Models.......................................................................................77
7.1.1 Quadrature..........................................................................................................79
7.1.2 Modified Whitson Method.................................................................................80
7.2 Inspection Properties Estimation..............................................................................81
7.3 Critical Property Estimation.....................................................................................83
7.3.1 Normal Boiling Point Temperature....................................................................83
7.3.2 Critical Temperature, Critical Pressure..............................................................83
7.3.3 Critical Volume..................................................................................................83
7.3.4 Acentric Factor...................................................................................................84
8. Regression......................................................................................................................85
Objective Function.........................................................................................................85
8.2 Variable Choice........................................................................................................86
8.3 Constraints................................................................................................................87
9. Export for Simulation....................................................................................................89
9.1 Black Oil Modeling..................................................................................................89
9.2 Compositional Modeling..........................................................................................92
4
Oxford
09/09/09
PVT Analysis
9.2.1 Grouping............................................................................................................92
9.2.2 Mixing Rules......................................................................................................93
References..........................................................................................................................95
Appendix A: Classical Thermodynamics..........................................................................97
A.1 Abstractions.............................................................................................................97
A.2 Chemical Potential...................................................................................................98
A.2.1 Fugacity.............................................................................................................99
A.3 Equilibrium............................................................................................................100
5
Oxford
09/09/09
PVT Analysis
Table of Figures
Figure 1: The Total Production System...............................................................................8
Figure 2: Schematic of Methane Molecule showing four C-H Bonds..............................11
Figure 3: Schematic of Ethane Molecule...........................................................................12
Figure 4: Schematic of Propane Molecule.........................................................................12
Figure 5: Schematic Representations of Butane Isomers, nC4 and iC4............................14
Figure 6: Schematic Representation of Pentane Isomers..................................................14
Figure 7: Schematic of the Alkene Double Bond..............................................................17
Figure 8: Schematic of the Alkyne Triple Bond................................................................18
Figure 9: Schematic Representation of Cyclopentane and Cyclohexane..........................19
Figure 10: Alternate Schematic Representations for Benzene Molecule..........................19
Figure 11: The p-V-T Behaviour of a Pure Substance. [From Adkins]............................25
Figure 12: p-T and p-V projections from the 3D p-V-T Surface [from Adkins]..............26
Figure 13: p-T Projection for a Pure Component..............................................................26
Figure 14: p-V Projection for a Pure Component..............................................................28
Figure 15: Phase Envelopes of C2-C10 Binary Mixtures.................................................29
Figure 16: Multi-Component Phase Envelope..................................................................30
Figure 17: Schematic Phase Envelope of a Dry and Wet Gas...........................................31
Figure 18: Liquid Dropout Profile from Gas Condensate [at constant composition]........32
Figure 19: Standing Z-Factor Chart...................................................................................35
Figure 20: Schematic of the Venturi Tube Rate Measurement.........................................42
Figure 21: Schematic of an Orifice Plate Gas Rate Device...............................................42
Figure 22: Surface Separator Analysis..............................................................................45
Figure 23: Standing Analysis for the Separator Stage.......................................................47
Figure 24: Schematic of a GC System...............................................................................48
Figure 25: Schematic of the FID [from www.scimedia.com]...........................................49
Figure 26: Freezing point depression diagram [from Pedersen et al.]...............................50
Figure 27: Schematic of a Gas Condensate PVT cell........................................................51
Figure 28: Change in Slope of p-V curve around the Bubble Point..................................51
Figure 29: Liquid Dropout “Tail” Shown by Some Gas Condensates..............................52
Figure 30: Schematic of CCE applied to Gas Condensate Fluid.......................................53
Figure 31: Schematic of 2-Stage Separator Test...............................................................54
Figure 32: Schematic of Differential Liberation Experiment............................................56
Figure 33: Schematic of CVD Performed on Gas Condensate Fluid................................57
Figure 34: Schematic of the Swelling Test........................................................................60
Figure 35: Schematic of the Slim Tube Apparatus [ref. See Figure 27]...........................61
Figure 36: Charles’ Law Behaviour for Water Implying Zero Temperature....................62
Figure 37: p-V Behaviour for Pure Component with Cubic EoS Behaviour....................66
Figure 38: Flow Diagram for the Successive Substitution Flash......................................74
Figure 39: Gas-Oil Contact Figure 40: Critical Transition..............................................79
Figure 39: Gas-Oil Contact Figure 40: Critical Transition..............................................79
Figure 41: Whitson GDM for different values of α..........................................................81
Figure 42: Schematic of the Generalized BO Table Construction....................................93
6
Oxford
09/09/09
PVT Analysis
1. Introduction
In order to perform flow simulation in the reservoir and production system, we need to
know various physical properties of the fluid system. Firstly, what phases are present?
Gas? Oil? Water? What are the relative proportions of these phases? What are the bulk
phase properties, i.e. density, viscosity, thermal conductivity, etc.
In principle, we can and do take samples of the reservoir fluid and measure the quantities
of interest at certain pressures and temperature. However, these experiments are both
difficult and costly and cannot hope to cover the range of pressures, temperatures and
compositions we are likely to encounter. Consider the following schematic of the total
production system:
Figure 1: The Total Production System.
In mature areas such as the North Sea, petroleum accumulations are being sought at evergreater depths: it is now common to find reservoirs at 20000-ft [6100 m] or more. At
such depths, pressures can approach 16000 psia [1100 bars] and temperatures are close to
400 oF [205 oC]. Pressure can take any value between initial reservoir pressure and 1
7
Oxford
09/09/09
PVT Analysis
atmosphere in the stock tank, if one exists. Temperature will also vary between reservoir
temperature and standard temperature although lower temperatures are possible in subsea flow lines and cryogenic coolers.
If the fluid composition was fixed, a set of pre-defined look-up tables could handle
temperature and pressure variability. This is the black oil approach, which we will
review later in this course.
Generally, the fluid composition within the production system is not fixed for a variety of
reasons. Within the reservoir, the following changes can take place:
•
Composition varies with depth and areal location. The presence of high permeability
streaks can then allow different fluids to mix.
•
As fluid drops below saturation pressure, one phase – generally the gas – will flow in
preference to the oil so the produced well composition changes with time. This effect
is particularly important for Gas Condensates and Volatile Oils – near critical fluids.
•
Gas injection for pressure maintenance or miscibility processes.
Within the production system:
•
Fluids from different parts of the reservoir or reservoirs, can mix, i.e. Eastern Trough
Area Project (ETAP).
•
Gas injection for Gas-Lift.
•
Changes in surface separation.
•
Phase slippage in long pipe and flow lines can cause formation of liquid slugs.
All these cases, and more, point to the need for a compositional treatment of the fluid
system. These methods are computational expensive. However, with the rapid increase
in computer power at reducing cost, they are all now achievable on a high-end PC.
8
Oxford
09/09/09
PVT Analysis
2. Hydrocarbon Composition
Hydrocarbons are molecules1 composed principally of Hydrogen and Carbon but also
containing Sulphur, Nitrogen, Oxygen and various trace metals.
Carbon is unique amongst the elements in its ability to form not only strong CarbonCarbon bonds but strong Carbon-OtherElement bonds also. Because of this ability, the
number of naturally occurring molecules containing Carbon is vast. So much so that one
of the main sub-disciplines within Chemistry is devoted to the study of Carbon
compounds – Organic Chemistry. In order to appreciate the richness of Carbon
compounds, it is worth taking a short time to understand the nature of how atoms bind
within molecules.
2.1 The Atom
Consists of a central positively charged nucleus of +Z units, comprising the majority of
the atom’s mass, surrounded by Z electrons, each of charge –1. Electrons are forced to
occupy certain orbits or shells by the laws of quantum physics. The number of electrons
that can occupy each shell is limited. The first can hold two, the second eight, etc. As
the Z electrons are added to balance up the charge on the nucleus, they will fill the shells
from the inside out.
When the outermost shell is not complete then the atomic species will try to bond with
other atomic species to close the shell. Atomic species containing just one electron in
their outermost shell, such as the Group I Alkali metals 2 will donate their spare electron
to atoms that are missing one in their outermost shell. Similarly, atoms such as the Group
II Alkaline metals3 will donate their two spare electrons to atoms missing one or two
electrons. Atoms missing one or two electrons in their outermost shell include the Group
VII Halogens4 or Group VI atoms5. The exchange of electrons causes the donor become
positively charged and the recipient ions to become negatively charged. The electrostatic
attraction between the ions is what then provides the bonding mechanism. This is known
as ionic bonding.
The other way in which atoms can close their outermost shell is by sharing electrons with
other atomic species that have vacancies in the outermost shell. This is known as
covalent bonding and is the mechanism that dominates Carbon chemistry.
1
A molecule is the smallest sub-division of a chemical species which is representative of that species.
2
Lithium, Sodium, Potassium, etc.
3
Beryllium, Magnesium, Calcium, etc
4
Fluorine, Chlorine, Bromine, etc.
5
, Oxygen, Sulphur, etc.
9
Oxford
09/09/09
PVT Analysis
2.1.1 The Carbon Atom
The nucleus of the most commonly occurring Carbon consists, in part, of six positively
charged protons. Therefore, its six electrons are arranged in two shells; the inner shell of
two electrons is full and the outer shell of four electrons is four short of being complete.
Therefore, each Carbon atom requires other atomic species to share four electrons with it.
Note the four electrons required do not have to come from four other atoms. CarbonCarbon pairs can exchange one, 2 or 3 electrons with each other to form what are known
as single, double and triple bonds. Naturally occurring hydrocarbons usually only consist
of Carbon-Carbon pairs with single bonds.
These four other electrons can be donated by four other Carbon atoms in one of two
different ways. When combined in a 2D planar lattice structure, the result is graphite - a
soft powder that is used in pencils. When combined in a 3D tetrahedral structure, the
result is diamond – an ultra-hard crystal that is prized for its durability.
When Carbon combines with other atomic species, principally hydrogen, the result is the
series of chemical compounds found in petroleum.
2.2 Basic Hydrocarbon Molecules – the Alkanes
The most common hydrocarbon molecule by number is that of Methane. It consists of a
single Carbon atom surrounded by 4 hydrogen atoms each of which shares its single
electron thereby closing the Carbon outer shell of 8 and the single Hydrogen shell of 2.
The Hydrogen atoms arrange themselves at the apexes of a tetrahedron with the Carbon
atom at the centre of the structure. Symbolically Methane is represented by:
Figure 2: Schematic of Methane Molecule showing four C-H Bonds
The common shorthand representation is CH4: on PVT reports it will be denoted as C1.
If one of the C-H bonds is broken, the resulting Methyl radical is highly reactive and will
look to fill the missing electron hole as quickly as possible. If another Methyl radical is
close by, they will C-C bond to form Ethane, which is represented by:
10
Oxford
09/09/09
PVT Analysis
Figure 3: Schematic of Ethane Molecule
The common shorthand representation is CH3CH3 or C2H6: on PVT-reports it will be
denoted C2.
A Methane molecule can lose two electrons to generate a CH2 radical. Now if the Ethane
C-C bond is broken, the CH2 radical can be inserted between the 2 Methyl radicals and
the Propane molecule is created which is represented by:
Figure 4: Schematic of Propane Molecule
The common shorthand representation is CH3 CH2CH3 or C3H8: on PVT-reports it will be
denoted C3.
The process just described of inserting CH2 radicals can now be repeated ad-infinitum.
The next few molecules in the series are Butane [C4H10 or C4], Pentane [C5H12 or C5] and
Hexane [C6H14 or C6]. The generic formula for this series is CNH2N+2 where N is number
of Carbon atoms.
Organic molecules that have a similar structure and consequently graded physical
properties are known as a homologous series. This series is variously referred to as the
Alkanes or Paraffins. Some physical properties of the normal-Alkanes are shown in
Table 2.1 and its corresponding Chart.
Note the melting points of Methane and Ethane does not fit the trend; otherwise, a
remarkably smooth set of trends is evident. The first four Alkanes are gases at room
conditions: Alkanes with 18 Carbons or more are solids at room conditions.
Whether hydrocarbon molecules are found in gas, liquid or solid states depend on the
inter-molecular force called the van der Waals force. Fluctuations in the distribution of
the electron clouds gives rise to an electric field, which is the basis for the force. The
smallest molecules are highly symmetric and hence the generated fields are weak:
characteristics of a gas. The larger molecules are less symmetric and have a stronger
field: characteristic of a liquid or solid.
11
Oxford
09/09/09
PVT Analysis
N
1
2
3
4
5
6
7
8
9
10
11
12
15
20
30
Name
Methane
Ethane
Propane
Butane
Pentane
Hexane
Heptane
Octane
Nonane
Decane
Undecane
Dodecane
Pentadecane
Eicosane
Triacontane
Boil.Point Melt.Point Spec.Grav.
o
o
F
F
60o /60 o
-258.7
-269.4
-127.5
-297.0
-43.7
-305.7
0.507
31.1
-217.1
0.584
96.9
-201.5
0.631
155.7
-139.6
0.664
209.2
-131.1
0.688
258.2
-70.2
0.707
303.5
-64.3
0.722
345.5
-21.4
0.734
384.6
-15.0
0.740
421.3
14.0
0.749
519.1
50.0
0.769
648.9
99.0
835.5
151.0
Table/Chart 2.1: Physical Properties of Normal-Alkanes
Variation of Physical Properties with Carbon Number
500.0
0.900
400.0
0.850
0.800
300.0
Temperature/[degF]
0.700
100.0
0.650
0.0
0.600
-100.0
Specific Gravity
0.750
200.0
Boil.Point
Melt.Point
Spec.Grav.
0.550
-200.0
0.500
-300.0
0.450
-400.0
0.400
1
2
3
4
5
6
7
8
9
10
11
12
Carbon Number
12
Oxford
09/09/09
PVT Analysis
2.2.1 Isomerism
The structure of the Alkanes from C4 and above can vary from that implied above. In
Figure 3 showing Propane, one of the Hydrogen atoms bonded to the central Carbon
atom can be removed and replaced by a Methyl radical: this is known as iso-Butane or
iC4.
It has the same number of Carbon’s and Hydrogen’s as its straight-chained equivalent
that is generally known as normal-Butane or nC4 [or just C4].
Figure 5: Schematic Representations of Butane Isomers, nC4 and iC4.
Three possible structures are possible for Pentane. The straight-chained molecule called
normal-Pentane, nC5 [or just C5]. A Butane chain with a Methyl radical attached to the
2nd Carbon called iso-Pentane, iC5. Finally, a Propane chain with two Methyl radicals
attached to the central Carbon: the last structure called neo-Pentane is rarely found in
petroleum mixtures.
Figure 6: Schematic Representation of Pentane Isomers.
As the Carbon number rises, the number of Isomers increases rapidly.
Question:
How many isomers are there of Hexane [C6]? Estimate the number of isomers of
Decane [C10] and Triacontane [C30].
Branch-chained Isomers do not exhibit the smooth variation in physical properties seen
for the normal-Alkanes [see Table/Chart 2.1]. The physical properties of the Hexane
Isomers are shown in Table 2.2, below.
13
Oxford
09/09/09
PVT Analysis
Isomer
n-Hexane
Structure
Boil.Point
o
F
CH3CH2 CH2CH2CH2 CH3
Melt.Point
o
F
Spec.Grav.
o
o
60 /60
155.7
-139.6
0.664
145.9
-180.4
0.669
140.5
-244.6
0.658
136.4
-199.4
0.666
121.5
-147.7
0.654
CH3
3-MethylPentane
CH3 CH2CHCH2CH3
CH3
2-MethylPentane
CH3 CHCH2CH2CH3
CH3 CH3
2,3-DiMethylButane
CH3CH
CHCH 3
CH3
2,2-DiMethylButane
CH3 CCH2CH3
CH3
Table 2.2: Physical Properties of Hexane Isomers
Generally, an increase in the degree of branching causes a decrease in the inter-molecular
attraction with the consequent lowering in boiling point. The variation of melting point is
harder to predict. The way the different shapes can be slotted together is the main factor
affecting the formation of the solid lattice.
2.2.2 Alkenes and Alkynes
Chemically the Alkanes are unreactive: the name Paraffin means not enough affinity.
This is not true of straight-chained and branched hydrocarbons with double bonds – the
Alkenes: note each Carbon makes two conventional single bonds.
Figure 7: Schematic of the Alkene Double Bond.
Nor is it the case for triple bounds – the Alkynes: note each Carbon can make only one
conventional single bond.
14
Oxford
09/09/09
PVT Analysis
Figure 8: Schematic of the Alkyne Triple Bond.
These bonds are somewhat stretched compared with the equivalent single bond making
them much more likely to break. Therefore, these compounds are rarely found in
naturally occurring petroleum. That is not to ignore their importance in the
Petrochemical industry. In particular, the polymerization6 of Ethene, C2H4, [or to give it
its old name of Ethylene] gives rise to that most versatile of materials – polyethylene.
Similarly, polymerizing Ethyl Chloride gives PVC – poly-vinyl-chloride.
The presence of a Carbon-Carbon double bond in the Alkenes eliminates the need for two
Hydrogen atoms giving a generic formula of CNH2N. The corresponding Alkyne has the
formula CNH2N-2.
2.3 Cycloalkanes
The Alkanes [Alkenes and Alkynes] are all straight or branched chains; with 3 or more
Carbon atoms, other structures are possible. One of these alternatives is the homologous
series called the Cycloalkanes. In the petroleum industry, the names Cycloparaffins or
Napthenes are often used instead.
Although they have the same general formula as the Alkenes, CNH2N, because they have a
ring structure, their physical properties are very different. The two most common
Cycloalkanes are Cyclopentane, C5H10, and Cyclohexane, C6H12: see figures below.
The lighter Cycloparaffins of Cyclopropane, C3H6, and Cyclobutane, C4H8, are both
possible. However, they rarely occur in natural petroleum. The Carbon-Carbon bond
angles of 60o and 90o are both very sharp making these bonds much weaker than their
equivalents in the 5- and 6-Carbon ring structures. Ring structures with 7 or more
Carbon atoms are chemically stable but again occur rarely in natural petroleum. This is
probably because the probability a straight-chained molecule of 7 or more Carbons would
lose a Hydrogen atom from both ends simultaneously is very low.
6
In the case of polymerization of Ethene, one of the C=C double bonds is broken in each molecule. The
second Carbon in the first ethane-radical then bonds with the first Carbon in the second ethane-radical, etc.
to form the long-chain polyethylene.
The Polymerization Process of Ethene.
15
Oxford
09/09/09
PVT Analysis
Figure 9: Schematic Representation of Cyclopentane and Cyclohexane.
As with the Paraffins, one or more Hydrogen atoms can be removed from any point on
the ring to be replaced by Methyl, Ethyl, etc. radicals. Unlike the next series, the
Aromatics, the central ring is referred to as saturated.
2.4 Aromatics
A third main homologous series are the Aromatics. The basis for the Aromatics is the
Benzene molecule. Benzene contains six Carbons in a hexagonal ring with one
Hydrogen atom attached to each Carbon. Initially it was thought that there were three
single Carbon-Carbon bonds alternating with 3 double Carbon-Carbon bonds. However,
the double bonds would be much weaker than their single bond equivalents making
Benzene chemically reactive which is not the case. Clearly, the Carbon-Carbon bonds in
Benzene are unlike anything considered to date.
Current thinking has it that the electrons are delocalized over all six Carbon atoms thus
there are six hybrid bonds, or one-and-half bonds or benzene bonds.
The common symbols used to depict the Benzene molecule are shown below:
Figure 10: Alternate Schematic Representations for Benzene Molecule
In the figure above, it is assumed there is a single CH group at each vertex of the
hexagon. As with the Cycloalkanes, each of the Hydrogen atoms can be replaced by a
Methyl, Ethyl, etc. radical. Replacing one Hydrogen atom by a single Methyl radical
produces Toluene, C6H5.CH3. Replacing two Hydrogen atoms by Methyl radicals
produces Xylene, C6H4.CH3.CH3.
16
Oxford
09/09/09
PVT Analysis
2.5 Polyaromatics
Most of the large molecules found in petroleum are linked multi-ring structures that are
composed of Cycloalkanes and Aromatics, often with Sulphur, Oxygen and/or Nitrogen
atoms replacing one or more Hydrogen atoms. They are often sub-divided into two
classes called Resins and Asphaltenes.
Resins readily dissolve in petroleum and are either heavy liquids or sticky solids.
Asphaltenes are solids that are only weakly soluble in petroleum. An oil with a high
Asphaltene content is a production nightmare since when the near well bore pressure
drops, these molecules will precipitate, causing pore blocking and leading to a loss of
Productivity Index (PI).
2.6 Other Compounds
The four main non-hydrocarbon or inorganics components of naturally produced
petroleum are:
•
Nitrogen
N2
•
Carbon Dioxide
CO2
•
Hydrogen Sulphide
H2S
•
Water
H2O
Of these, it is generally assumed that water is mutually insoluble in hydrocarbon phases:
this may not be true at high temperatures or in the presence of large concentrations of
CO2 and/or H2S. However, we will not consider the effect of water other than as a standalone component during this course.
N2, CO2 and H2S are important constituents of most petroleum mixtures and are routinely
considered when laboratory analyses of reservoir fluids are undertaken. Chemically, N2
behaves most closely to Methane. CO2 is most similar to Ethane and H2S to Propane.
2.7 Single Carbon Number Groups
If the presence of Isomers were not bad enough, we now have to contend with the
different homologous series. Laboratory analysts could spend between now and eternity
trying to isolate every different molecular species. Clearly an impossible task!
For petroleum engineering purposes, standard practice is to check for and measure the
concentrations of the inorganics, N2, CO2 and H2S and the first few members of the
Alkane series, C1, C2, C3, iC4, nC4, iC5 and nC5. Thereafter, boiling point cuts called
Single Carbon Number (SCN) groups are used.
17
Oxford
09/09/09
PVT Analysis
SCN group N is taken to be all hydrocarbon molecules which boil at temperatures just
above that of the normal paraffin CN-1 up to and including the normal paraffin CN. For
example, consider some of the members of SCN group 7, denoted C7:
Name
Tboil/Kelvin
normal-Hexane
341.9
Benzene
353.2
Cyclohexane
353.8
2-Methylhexane
363.2
normal-Heptane
371.6
Table 2.3: Some Members of SCN group C7 – Shaded Area.
Clearly, the blend of Paraffins, Paraffin-Isomers, Cycloparaffins and Aromatics within
any given SCN group will vary from fluid to fluid. As the blend varies from highly
Paraffinic to highly aromatic, the average physical properties of the group can vary
considerably. This can in turn, have a considerable effect on the ability of our models to
predict fluid behaviour. We will reconsider this issue when we look at fluid
characterization and regression. For now, we either take some average of a reasonably
large set of test fluids or just use the paraffin properties.
Generalized SCN Physical Properties
The following table is re-produced from Whitson. Note the mole weights of the SCN
components are less than the mole weights of the normal-Paraffins with the same number
of Carbon atoms. This reflects the presence of Napthanic and Aromatic components
within the blend.
Key:
Tb
Normal Boiling Point Temperature
γ
Specific Gravity (60/60)
Kw
Watson Characterization Factor: see section 7.2
Mw
Molecular Weight
Tc
Critical Temperature
Pc
Critical Pressure
ω
Acentric Factor
18
Oxford
09/09/09
PVT Analysis
γ
Tb
Kw
Mw
Tc
o
SCN
K
R
K
6
337
607
0.690
12.27
84
7
366
658
0.727
11.96
8
390
702
0.749
9
416
748
10
439
11
ω
Pc
o
R
kPa
psia
512
923
3340
483
0.250
96
548
985
3110
453
0.280
11.87
107
575
1036
2880
419
0.312
0.768
11.82
121
603
1085
2630
383
0.348
791
0.782
11.83
134
626
1128
2420
351
0.385
461
829
0.793
11.85
147
648
1166
2230
325
0.419
12
482
867
0.804
11.86
161
668
1203
2080
302
0.454
13
501
901
0.815
11.85
175
687
1236
1960
286
0.484
14
520
936
0.826
11.84
190
706
1270
1860
270
0.516
15
539
971
0.836
11.84
206
724
1304
1760
255
0.550
16
557
1002
0.843
11.87
222
740
1332
1660
241
0.582
17
573
1032
0.851
11.87
237
756
1360
1590
230
0.613
18
586
1055
0.856
11.89
251
767
1380
1530
222
0.638
19
598
1077
0.861
11.91
263
778
1400
1480
214
0.662
20
612
1101
0.866
11.92
275
790
1421
1420
207
0.690
21
634
1124
0.871
11.94
291
801
1442
1380
200
0.717
22
637
1146
0.876
11.95
300
812
1461
1330
193
0.743
23
648
1167
0.881
11.95
312
822
1480
1300
188
0.768
24
659
1187
0.885
11.96
324
832
1497
1260
182
0.793
25
671
1207
0.888
11.99
337
842
1515
1220
177
0.819
26
681
1226
0.892
12.00
349
850
1531
1190
173
0.844
27
691
1244
0.896
12.00
360
859
1547
1160
169
0.868
28
701
1262
0.899
12.02
372
867
1562
1130
165
0.894
29
709
1277
0.902
12.03
382
874
1574
1110
161
0.915
30
719
1294
0.905
12.04
394
882
1589
1090
158
0.941
2.8 The Plus Fraction
Depending on the nature of the fluid, there comes a point in the allocation of SCN groups
where the law of diminishing returns takes over. That is, the error associated with
measuring the concentration of SCN group N is bigger than that concentration. At some
point before that, which usually depends on how much the owner of the fluid is prepared
to pay the service laboratory, a cut-off in the analysis is made. The residual or plus
19
Oxford
09/09/09
PVT Analysis
fraction is what is left. Usually, just the molecular weight 7 and sometimes the specific
gravity of this fraction are measured are reported. As laboratory techniques have
improved, so the typical Carbon number of the plus fraction has increased. In the 1960’s,
a plus fraction of C7+ was typical. During the 1970’s and 1980’s, C12+ was typical
whereas C20+ would be the norm now. Some typical reservoir fluid analyses are shown
below. Note the units are mole fractions. Moles and mole fractions will be discussed in
some detail in section 5.1.
Comp
N2
CO2
H2S
C1
C2
C3
iC4
nC4
iC5
nC5
C6
C7
C8
C9
C10
C11
C12
C13
C14
C15
C16
C17
C18
C19
C20
NS GC
0.60
3.34
0.00
74.16
7.90
4.15
0.71
1.44
0.53
0.66
0.81
1.20
1.15
0.63
0.50
0.29
0.27
0.28
0.22
0.17
0.15
0.14
0.09
0.13
0.47
Bah-GC
11.71
6.50
0.05
79.06
1.62
0.35
0.08
0.10
0.04
0.04
0.06
0.06
0.05
0.04
0.24
(+)
195
(+)
362
NS-VO
0.58
3.27
0.00
53.89
8.57
6.05
1.05
2.44
0.88
1.17
1.45
2.38
2.59
1.75
1.50
1.55
0.93
1.13
1.01
0.80
0.86
0.60
0.68
0.54
4.34
SWT-BO
0.00
0.00
0.00
52.00
3.81
2.37
0.76
0.96
0.69
0.51
2.06
2.63
2.34
2.35
29.52 (+)221
(+)
411
Table 2.4: Typical Fluid Analyses
Key:
NS – North Sea
SWT – South West Texas
GC- Gas Condensate VO
7
– Volatile Oil
Bah – Bahrain
BO – Black Oil
Molecular weight will be defined shortly. Note its measurement can be subject to an error of ±10 %.
20
Oxford
09/09/09
PVT Analysis
Phase Behaviour
One of the first questions to ask of a petroleum mixture of known composition is how
those components distribute themselves at some specified conditions. In particular, is the
fluid a gas, oil or a mixture of the two?
Generally we will limit our interest to hydrocarbon mixtures which can form up to 2phases which are usually denoted oil and gas, although it may be best to reserve those
names for the phases at surface conditions. Under reservoir or production conditions, the
names vapour and liquid will be used here.
Wherever we find hydrocarbons, we usually find water also. Strictly, we should consider
hydrocarbons and water together when we investigate fluid properties, however, their
mutual solubility is generally very low and for most purposes, we can consider water
independently. A notable exception is gas-water mixtures in production systems,
especially long sub-sea flow lines. At low flow rates or shut-ins, the gas-water mixture is
capable of forming a solid ice-like structure at temperatures above zero oC called a Gas
Hydrate. Once formed, they are very difficult to get rid of. So much so those operators
will add expensive Methanol at the earliest convenient point in the flow line to suppress
hydrate formation.
Other pure hydrocarbon solids can be found. We have already seen when discussing
petroleum composition that very heavy hydrocarbon molecules called resins and
Asphaltenes can be found. These materials cause most problems in the production
system but they can also be a problem in the near well bore region where they can drop
out as pressure falls and effectively reduce the porosity. Again, expensive chemical
treatments may be needed to remove them if they occur.
Carbon Dioxide injection is popular for many old oil fields in the Southern Continental
USA. Large CO2 reservoirs mean there is a plentiful supply of material for injection and
under the right conditions it can substantially enhance oil production. However, CO 2 and
to a lesser extent H2S are as soluble in water as they are in hydrocarbons. At relatively
low pressures and temperatures, say 150 oF and 1500 psia; a four-phase system is seen
consisting of an aqueous phase, a hydrocarbon vapour, a hydrocarbon liquid and a CO2
rich liquid. Given the narrow range of conditions under which this effect occurs, it is
generally not modeled in reservoir simulation although it is studied as a PVT problem.
3.1 Pure Component Phase Behaviour
Before we attempt to consider the phase behaviour of petroleum mixtures, let us first
consider a single pure component. The 3D image shown below shows axes for pressure
p, volume V and temperature T.
At high temperatures, the T5 isotherm approximates to Boyle’s Law, namely pV =
constant, which we see in Section 5.1. As temperature is reduced, the isotherm becomes
more distorted until at Tc – the Critical Temperature at point C– it becomes horizontal.
At temperatures less than Tc there is a region in which liquid and vapour can co-exist –
21
Oxford
09/09/09
PVT Analysis
region GCF. The point G is called the Triple Point, which is the unique point at which
this component can co-exist as solid, liquid and vapour.
Figure 11: The p-V-T Behaviour of a Pure Substance. [From Adkins]
Although most general, the 3D image is difficult to work around. It is more useful to
consider one of two possible projections take from this image, namely the p-T projection
at constant volume and p-V projection at constant temperature. These projections can be
seen on the next figure, below. Note that for a given temperature, liquefaction and
solidification take place at a constant pressure, therefore, the mixed phase regions shown
shaded project into lines on the p-T plot. Whereas on the p-V plane, the mixed phase
regions continue to be visible.
22
Oxford
09/09/09
PVT Analysis
Figure 12: p-T and p-V projections from the 3D p-V-T Surface [from Adkins].
Using the projections derived from this figure, we can now give a clearer description of
the fluid phase behaviour.
3.1.1 p-T Projection
Figure 13: p-T Projection for a Pure Component
23
Oxford
09/09/09
PVT Analysis
As described before, the two-mixed phase regions on the 3D-image project into two lines
on this representation, the Vapour-Liquid-Equilibrium (VLE) line and the SolidLiquid-Equilibrium (SLE) line. We will not consider the SLE any further except to
note the dashed line GH’ which is that of water – all other compounds behave like the
line GH. One consequence of line GH’ for water is a skater is actually sliding on a film
of water: the pressure caused by a skate causes the ice to melt [at constant temperature].
The VLE line GC defines the unique pressure versus temperature curve at which liquid
and vapour can co-exist. For water at atmospheric pressure, this is 100 oC or 212 oF. The
point C – the critical point – marks the highest temperature at variable pressure or the
highest pressure at variable temperature at which this compound can exist as liquid and
vapour. Furthermore, unlike other point along the VLE, the intensive properties of the
liquid and vapour at the critical point, such as density, viscosity, specific heat, etc. are
identical. At temperatures or pressures in excess of T c and pc, the fluid can only ever
exist as a single-phase of indeterminable type: some authors call this region
supercritical.
Previously in section 2.2, we saw how properties such as boiling point, melting point and
specific gravity vary with Carbon number. Not surprisingly, the critical properties,
including critical Volume, Vc, vary in a similar way:
Comp
C1
C2
C3
C4
C5
C6
C7
C8
C9
C10
Tc
R
343.0
549.8
665.7
765.3
845.4
913.4
972.5
1023.9
1070.3
1111.8
o
Pc
psia
667.8
707.8
616.3
550.7
488.6
436.9
396.8
360.6
332.0
304.0
Vc
ft3/lbmol
1.5899
2.3695
3.2499
4.0803
4.8702
5.9290
6.9242
7.8820
8.7729
9.6612
Table 3.1: Variation of Tc, pc and Vc with Carbon Number.
3.1.2 p-V Projection
In this projection, we have only highlighted the vapour-liquid two-phase region – shaded.
Consider the sub-critical isotherm defined by the points MNOP. At point P we have a
highly compressible vapour: small changes in pressure yield large changes in volume. At
point O – the Dew Point - the liquid phases appears. Now at constant pressure, the
proportion of liquid and vapour changes along the line NO until at point N – the Bubble
Point – all the vapour has disappeared and we have a single-phase liquid. Now along
24
Oxford
09/09/09
PVT Analysis
line MN we have the characteristic behaviour of a liquid in that large changes in pressure
only cause a small change in volume.
Figure 14: p-V Projection for a Pure Component
The loci of points traced out by the dew point and bubble point lines define the two-phase
region. As the temperature rises towards the critical temperatures, the [molar] volumes
and other intensive properties of the saturated vapour and liquid come together until they
are equal at the critical point, C. We will review this issue when we consider Cubic
Equations of State (EoS) in section 5.2.
3.2 Binary Mixture Phase Behaviour
Consider a mixture of two pure components, say Ethane and Decane, (C2, C10). From
Table 3.1, above, we can see that on a p-T plot, the critical points of Decane are displaced
down [in pressure] and to the right [in temperature]. Generally, with increasing Carbon
number, critical temperature increases and critical pressure decreases.
Now add a small amount of C10 to otherwise pure C2. The effect is to make the VLE line
of C2 into a narrow envelope – the two-phase region denoted 99/01. Note the critical
point of the 99/01 mixture denoted as a black circle has a critical pressure greater than
that of pure C2 whereas the critical temperature is intermediate between the Tc of C2 and
C10. As the percentage of C10 is increased and therefore that of C2 reduced, the envelope
initially broadens until as the percentage of C10 approaches 100%, it collapses onto the
VLE line of C10. The critical pressure of the binary mixtures exceeds that of C2 for the
25
Oxford
09/09/09
PVT Analysis
90/10, 75/25 and 50/50 mixtures. The critical temperature of these and the remaining
mixtures, 25/75 and 10/90 like their predecessors are intermediate between the T c of C2
and C10.
Figure 15: Phase Envelopes of C2-C10 Binary Mixtures.
As a rule of thumb, the critical temperature of an N-component mixture may be estimated
from:
(3.1)
Tcmix ≈
N
∑
i= 1
z i Tci
Tci is the critical temperature of the ith component and zi is that component’s mole
fraction: we will explain moles and mole fractions in the next two sections. This
expression is often referred to as Kay’s rule: experience has shown it is accurate to ±10%.
No such estimation technique is available for critical pressure.
Note that generally the critical point for a mixture is not the highest pressure and/or
highest temperature at which a two-phase system can exist. For a mixture, we call the
point corresponding to the highest saturation pressure [psat] the Cricondenbar [at which
dp sat dT = 0 ] and the highest temperature the Cricondentherm [at dp sat dT → ∞ ]
26
Oxford
09/09/09
PVT Analysis
3.3 Multi-Component Base Behaviour
Adding more components to a mixture generally has the effect of broadening and raising
the phase envelope. The extent of these changes depends primarily on the range of
components in the mixture and their relative proportions [measured in moles – see section
5.1]. The phase envelope for a hypothetical mixture is shown below.
Figure 16: Multi-Component Phase Envelope.
In addition to the Bubble point line [vapour fraction, V = 0%] and Dew point line [V =
100 %], we have plotted lines of constants vapour fraction for V = 10, 25, 50,75 and
90%. All these lines, including the Bubble and Dew point lines converge at the critical
point [approximately 4100 psia and 250 oF]. Using this plot, we can make sense of the
five standard fluid types:
•
Dry Gas
•
Wet Gas
•
Gas Condensate
•
Volatile Oil
•
Crude Oil
We will discuss each of these fluid types by looking at relationship between reservoir
temperature and phase envelope.
27
Oxford
09/09/09
PVT Analysis
3.3.1 Dry and Wet Gas
Although not marked explicitly, the Cricondentherm for this fluid is about Tcri ≈ 525 oF: it
is highly unlikely a hydrocarbon reservoir would be found at such a temperature. For a
lighter fluid mixture, the Tcrit will be lower and it is common to find Tres > Tcri.
If reservoir temperature is in excess of Tcri, under primary depletion where only pressure
changes, at no point would the phase envelope be crossed: denoted 1 → 2 in the figure
below. If surface conditions are at point 3d, still outside the two-phase region, the fluid
is called Dry Gas.
Figure 17: Schematic Phase Envelope of a Dry and Wet Gas.
On the other hand, if surface conditions are at point 3w inside the two-phase region, then
at some point in the production system liquid drop out will occur: this fluid is called Wet
Gas.
As a rough guide, it has been suggested that any fluid which produces more than 50
Mscf/STB [≈ 8900 sm3/sm3] may be considered a wet gas. This corresponds to the
Heptanes plus fraction being 1.0 mole percent or less. For most purposes, dry and wet
gases can be modeled using correlations: this will be discussed further when we look at
reduced properties and the Corresponding States theorem [see section 3.4].
3.3.2 Gas Condensates
Imagine the reservoir temperature for our multi-component mixture lies between T crit
[approximately 252 oF] and Tcri. Further, assume the initial reservoir pressure is 4500
psia - we have a single-phase fluid.
28
Oxford
09/09/09
PVT Analysis
Under primary depletion, pressure can fall to about 3675 psia whereupon we find the dew
point at which the first drop of liquid [heavier phase] appears from what we can now
assume to be the vapour [lighter phase].
Figure 18: Liquid Dropout Profile from Gas Condensate [at constant composition]
As the pressure continues to fall, the liquid fraction builds to a peak of about 19% [by
moles!] at about 3200 psia. As the pressure continues to fall, some of the dropped-out
liquid re-vapourizes so that as we approach abandonment pressure around 1000 psia, the
liquid fraction has fallen back to about 10%.
Note the behaviour just described is an idealized representation, which is only seen in the
laboratory. Within a reservoir, the dropped-out liquid will generally remain immobile
because of relative permeability effects [we will discuss this effect later in section 4.2.6].
The vapour however, will flow and therefore the fluid composition at a point will change
with time.
The effect where a heavier liquid phase is evolved from a lighter vapour phase goes
against our normal expectation of fluid behaviour under pressure reduction. Hence, the
name Retrograde Condensation was termed: some authors still prefer to call Gas
Condensates – Retrograde Gases.
As reservoir temperature approaches the critical temperature, we have already seen how
the vapour fraction lines on the multi-component phase envelope are packing together.
On the liquid dropout plot above, this would correspond to the slope of the curve
becoming more nearly vertical and the maximum dropout approaching 50%. If the
29
Oxford
09/09/09
PVT Analysis
reservoir temperature is equal to the critical temperature, then as the pressure falls to
equal the critical pressure, we immediately jump to a two-phase system [with 50% liquid
and 50% vapour]. The two-phases will be identical and therefore indistinguishable.
Gas Condensates typically have GOR’s between 3.3 Mscf/STB [590 sm 3/sm3] and 50
Mscf/STB [8900 sm3/sm3] although values up to 150 Mscf/STB have been reported. The
stock tank oil derived from a gas condensate is usually lighter in colour than that derived
from a crude oil. These rules are somewhat arbitrary. A more useful indicator is the
mole fraction of the Heptanes-plus will be less than 12.5%.
3.3.3 Volatile Oils
If the reservoir temperature is less than the critical temperature, we get the expected fluid
behaviour as pressure is reduced. An initially single-phase fluid, which we will
subsequently label as liquid, on reaching the bubble point pressure yields a lighter vapour
phase. The amount of vapour evolved depends on the proximity to the critical point. At
temperatures just below the critical temperature, the amount of vapour produced
approaches 50%. This vapour is rich in heavier hydrocarbons and will exhibit retrograde
condensation as it’s produced. In some volatile oil reservoirs, it is common to find that
half the produced stock tank oil entered the well bore as vapour. Because of this effect,
the classical reservoir engineering material balance equations attributed to Schilthuis [see
Dake, Chapter 3] will not work for a volatile oil.
GOR’s for volatile oils vary between 2.0 and 3.3 Mscf/STB. The Heptanes plus fraction
varies between 12.5 and 20.0 mole percent. The liquid formation volume factor, denoted
Bo [see section 4.2.5] will usually be greater than 2.0 RB/STB [2.0 m3/sm3].
3.3.4 Crude Oils
As the difference between reservoir temperature and critical temperature increases, with
Tres < Tcrit, so the lines of constant vapour fraction spread out. Therefore, as pressure falls
from the bubble point, the amount of vapour liberated falls. In addition, the liquid
content of the liberated vapour is reduced. If the assumption that the liberated vapour can
be treated as dry gas is acceptable, we can treat this fluid as a crude oil.
At pressures in excess of the bubble point, the crude will be referred to as being
undersaturated, that is more vapour could be dissolved if it were present. At the bubble
point, the crude is called saturated i.e. it holds as much vapour as it can. Strictly, at all
pressures less than the bubble point pressure the liquid will be saturated, as vapour will
continue to evolve.
Crude oils usually have GOR’s less than 2.0 Mscf/STB and their stock tank oil is often
very dark in colour, usually black hence the alternative name of black oil. The Heptanes
plus mole fraction will exceed 20%.
The relative simplicity of the crude oil phase behaviour has given rise to numerous
correlations to describe their behaviour. These consist of expressions to calculate:
30
Oxford
09/09/09
PVT Analysis
•
Bubble point pressure, pb,
•
Liquid [Oil] Formation Volume Factor (FVF), Bo,
•
Solution GOR, Rs, and
•
Oil and Gas Viscosity, µo and µg.
These correlations generally use the following set of parameters:
•
Oil API gravity8, γAPI,
•
Gas gravity9, γg,
•
Solution GOR at initial conditions, Rsi, and
•
Temperature, TR.
The correlations are therefore of the form:
(3.2)
p b = f (γ
API
, γ g , Rsi , TR )
The more commonly known correlations are due to Standing, Lasater, and Vasquez and
Beggs: for more details see Chapter 22 of Bradley.
3.4 The Corresponding States Theorem
As was evident from Table 3.1, the physical properties of hydrocarbons vary with
molecular weight [and shape]. Therefore, derived properties such as density, viscosity,
thermal conductivity, etc., cannot be easily be deduced for one species based on
measurements of those properties for another species. However, it was observed that if
we work in terms of reduced properties, such as reduced temperature, Tr, and reduced
pressure, pr, where:
(3.3)
Tr =
T
Tc
pr =
p
,
pc
then a more consistent picture emerges.
In particular, the Corresponding States theorem says all pure gases will have the same Zfactor10 at the same reduced temperature and reduced pressure: see the Real Gas Law in
section 5.1.3.
The following figure, usually known as the Standing Z-Factor chart, shows the variation
of Z-Factor with reduced pressure and reduced temperature.
8
API gravity is related to specific gravity, γo, [density relative to water] by
γ
API
= (141.5 γ o ) − 131.5
9
Gas gravity is density relative to that of air. Since they are both measured at standard conditions, we
assume the ideal gas law applies [see section 5.1] and therefore density is proportional to mole weight.
Therefore, gas gravity can be equally well represented as the gas mole weight relative to that of air where
Mair = 28.97.
10
We will define Z-factor in section 5.2.
31
Oxford
09/09/09
PVT Analysis
Figure 19: Standing Z-Factor Chart
All hydrocarbon gases [up to C6] and the inorganics N2, CO2 and H2S obey this chart to
within a few percent. Mixtures of these components can also have their Z-Factor
computed from this chart if instead of the pure component critical pressure and
temperature in (3.3), we use the pseudo-critical pressure, ppc, and pseudo-critical
temperature, Tpc, defined by:
(3.4)
p pc =
N
∑
i= 1
y i p ci
T pc =
N
∑
i= 1
y i Tci
Here yi is the mole fraction of the ith of the N components. In the absence of a
compositional analysis, the pseudo-criticals can be estimated from correlations based on
gas gravity: see Appendix B of McCain.
We will see later when we study Equations of State that both pressure and temperature
enter these expressions as reduced quantities. Other models utilize the Corresponding
States Theorem. Amongst them are the models for estimating viscosity and thermal
conductivity of hydrocarbon mixtures due to Pedersen et al., in Chapter 11 of Pedersen et
al.
32
Oxford
09/09/09
PVT Analysis
Z-Factor Correlations
One of simplest correlations for estimating Z-factors is due to Brill and Beggs [see Beggs
for details]:
D
Z = A + (1 − A) exp(− B ) + Cp pr
(3.5)
where:
A = 1.39(T pr − 0.92 )
0.5
− 0.36T pr − 0.101
0.066
B = p pr ( 0.62 − 0.23T pr ) + p 2pr
− 0.037 + 0.32 p 6pr exp − 20.723(T pr − 1)
(T − 0.86)
(3.6)
pr
C = 0.132 − 0.32 log T pr
[
(
D = exp 0.715 − 1.128T pr + 0.42T pr2
]
)
This correlation is adequate (±1-2%) provided the temperature is 80.0 < T (oF) < 340.0
and the pressure p < 10000.0 psia. The main advantage is the expression is explicit in Z.
A more accurate expression, which can be used over a wider range of pressure and
temperature, is credited to Hall and Yarborough. Here, the Z-factor is calculated from:
(3.7)
Z=
α p pr
y
where:
(3.8)
[
α = 0.06125t exp − 1.2(1 − t )
t = 1 T pr
2
]
In (3.7), y is the reduced density, which is found by solving the non-linear equation:
F ( y ) = − α p pr +
(3.9)
y + y2 + y3 + y4
(1 − y )
3
− (14.76t − 9.76t 2 + 4.58t 3 ) y 2
+ (90.7t − 242.2t 2 + 42.4t 3 ) y ( 2.18+ 2.82t )
= 0
The derivative of (3.9) is calculated from:
(3.10)
dF 1 + 4 y + 4 y 2 − 4 y 3 + y 4
=
− (29.52t − 19.52t 2 + 9.16t 3 ) y
4
dy
(1 − y )
(
)
+ ( 2.18 + 2.82t ) 90.7t − 242.2t 2 + 42.3t 3 y ( 1.18+ 2.82t )
An initial estimate of y=0.001 when used with the Newton procedure should achieve
convergence in 3 to 10 iterations for F(y) = 10-8.
33
Oxford
09/09/09
PVT Analysis
Estimating Pseudo-Criticals
In the absence of compositional information, the pressure and temperature pseudocriticals (ppc, Tpc), can be estimate by correlations dependent on the [reported] gas gravity.
Standing gives two sets of correlations, one for dry gases (γgHC < 0.75):
(3.10)
T pcHC = 168.0 + 325.0γ
p pHC = 667.0 +
gHC
15.0γ
gHC
− 12.5γ
− 37.5γ
2
gHC
2
gHC
and a second set for wet gas mixtures (γgHC ≥ 0.75):
(3.11)
T pcHC = 187.0 + 330.0γ
p pHC = 706.0 +
gHC
51.7γ
gHC
− 71.5γ
2
gHC
− 11.1γ
2
gHC
When significant quantities of the inorganics CO2 and H2S are present, the pseudocriticals should be corrected to account for the mole fractions of these components. In
particular,
T pc = T pcHC − ε
(3.12)
p pc =
p pcHC (T pcHC − ε
)
T pcHC + y H 2 S (1 − y H 2 S )ε
where the ε-correction factor is calculated from:
(3.13)
[
ε = 120 ( y CO2 + y H 2 S )
0.9
(
− y CO2 + y H 2 S
) ] + 15( y
1.6
0.5
H 2S
− y H4 2 S
)
34
Oxford
09/09/09
PVT Analysis
4. Sampling and Laboratory Analysis
Increasingly, we are using mathematical models encapsulated within software packages
to predict the behaviour of hydrocarbon reservoirs and their associated production
systems. The models require things:
1. Input and Initialisation
2. Calibration
For fluid property determination this necessitates we take samples of the fluids of
interest. Next, we determine their composition. Finally, we perform a set of standard
tests to produce data to calibrate our models.
4.1 Sampling
Before we can conduct any test, we have to acquire samples of the fluid of interest.
Samples should be taken as part of the initial well testing program. There are usually
conflicts in the well test program with the need to acquire reservoir parameters versus the
collection of representative samples. Proper design and careful planning are the key to
minimizing these conflicts.
A number of industry bodies have studied the problem of sampling, especially for more
complex fluids such as gas condensates. Their recommendations can be found the reports
from the API and UKOOA.
4.1.1 Well Testing
The main problems in well test design for sampling concern the producing interval and
tubing size.
In large hydrocarbon columns, a significant variation in composition with depth is
possible [we will discuss this effect in detail in section 6.4]. In this case, it is preferable
to sample only a limited interval by restricting the perforations: the UKOOA report
suggests intervals be restricted to 30-ft [10 m]. This then requires several tests be
performed over a large column: over a 300-ft column, the UKOOA report suggests a
minimum of three separate tests.
As we will see when we consider well conditioning, sample collection is best served by
low flow rates. Low flow rates should be produced using small diameter tubing since
low rate production in large diameter tubing gives rise to an unstable flow regime called
slugging. However, the rate must be high enough to ensure that liquids are produced to
surface: see Turner et al.: see section 4.1.4. If the flow rate of a condensate well being
surface sampled is too low such that some of the liquid phase is not produced then an
35
Oxford
09/09/09
PVT Analysis
unrepresentative sample will be taken. If all the liquid falls back, the well may choke and
die.
Technological advances in recent years have helped us here since it may be possible to
run small diameter coiled tubing during the sampling phase, reverting back to the large
diameter tubing for the other aspects of the well test.
Conditioning
As we shall discuss shortly, there are two ways of sampling:
•
Down Hole
•
Surface
In both cases, proper conditioning of well prior to taking the sample is essential.
Ideally, sampling should be done as soon as possible after the well is completed. The
process of drilling and completion usually results in near well bore damage and
contamination, which must be cleaned-up before the sample can be taken. This is best
achieved by a high flow rate. However, a high flow rate may cause in a large pressure
draw down that results in the bottom hole pressure falling below the saturation pressure.
Then, depending on relative permeability effects, the fluid flowing into the well may be
unrepresentative of the reservoir fluid.
Once the balance has been achieved between maximizing clean-up time and minimizing
draw down the main aim is to achieve:
•
Uniform flow rate,
•
Uniform GOR,
•
Stable Top Hole Pressure (THP)
•
Stable Bottom Hole Pressure (BHP)
•
Stable bottom hole density, ρBH [to ensure no liquid build up], and
•
Stable wellhead temperature, TWH.
The UKOOA report suggests these stability conditions be satisfied for 6 hours prior to the
sample being taken.
4.1.3 Down Hole Sampling
In this technique, a bottle is lowered down hole on a wire line and placed as close as
possible to the open interval. At some pre-arranged time or on a command from the
surface, the bottle is opened to the fluid flowing around it whereupon some of that fluid is
allowed to enter the bottle.
Unlike surface sampling, the volume of fluid that can be collected is relatively small:
typically 1 litre or so. Traditionally, this has precluded their use for gas condensate
36
Oxford
09/09/09
PVT Analysis
systems but with improving laboratory techniques requiring less fluid to perform the suite
of analysis tests, this is less of a problem.
The sample bottle is returned to the laboratory and the fluid is flashed to atmospheric
conditions. The volumes of stock tank gas and oil are measured (Vg, Vo). The normalized
weight fractions of the stock tank gas and oil samples are found by gas chromatography,
wgi and woi. The mole weight and density of the oil sample are measured, Mo and ρo. The
flash GOR, Rs, in consistent units, i.e. ft3/ft3 or m3/m3, tells us:
(4.xxx)
Rs =
Vg
n g V gm
=
Vo
noVom
Vgm and Vom are the molar volumes of gas and oil and ng and no are the corresponding
mole numbers: by definition, in field units, Vgm = 379.4 ft3/lbmole. If we assume 1.0
mole of feed then no = 1.0 – ng. The oil molar volume is calculated from:
(4.xxx)
Vom =
Mo
ρo
Combining these results allows us to calculate the gas moles as:
(4.xxx)
ng =
( M o ρ o ) Rs
V gm + ( M o ρ o ) Rs
Meanwhile, the oil and gas weight fractions are converted to mole fractions using the
component mole weights:
xi =
yi =
Mi )
M j ) + ( wo 7 + M o 7 +
∑ (w
j ≠ C7 +
(4.xxx)
( woi
oj
∑ (w
j ≠ C7 +
(w
gi
Mi )
M j ) + ( wg 7+ M g 7+
gj
)
)
The surface gas usually contains 1.0 mole percent or less of C7+ so Whitson has suggested
that a good estimate for the gas’ plus fraction mole weights is M g7+ = 105.0. The oil
sample plus fraction weight is calculated by material balance from:
(4.xxx)
M o7+ =
wo 7 +
1
−
Mo
∑
j ≠ C7 +
woj
Mj
Finally, with the gas and oil sample compositions and the gas moles, the feed
composition is calculated from:
(4.xxx)
z i = n g y i + (1 − n g ) xi
We will see in section 4.2.1 that the measurement of mole weight is extremely difficult
and can be subject to an error as large as ±10.0%: this will clearly feed through into the
determination of well stream composition. Whitson has suggested that the Watson
37
Oxford
09/09/09
PVT Analysis
characterization factor, Kw11, can be used to test the accuracy of the mole weight
measurement.
4.1.4 Surface Sampling
This remains the dominant technique for collecting samples. A well is allowed to flow to
surface where a fraction of the well stream fluid is re-directed to a test separator held at
some pre-determined pressure and temperature. After ensuring the stability conditions
outlined in section 4.1.2 are met, samples of the separator vapour and liquid are collected
in a number of bottles. These are then sent to regional laboratories for analysis.
The main advantage of this technique over down-hole sampling is the ability to collect
large volumes of fluid. However, there are a number of issues including:
•
Lifting all the produced fluids,
•
Ensuring a representative mix is taken from the flow line,
•
Accurate metering with the consequent problem of recombining the vapour and liquid
streams to reconstitute the well stream fluid.
4.1.4.1 Liquid Loading in Gas Wells
The first issue is particularly important for gas wells that also produce condensate or
water. The minimum [equivalent surface] rate for a given well head pressure and tubing
size was predicted by Turner et al. from:
(4.xxx)
Qmin = 3.06
v min Ap wh
TZ
The surface flow is expressed in MMscf/day, the tubing area, A, in ft2, the well head
pressure, pwh, in psia, the surface flowing temperature, T, is in degrees Rankine and Z is
the gas Z-factor at (pwh, T). The minimum velocity, vmin, measured in ft/s, can be
estimated from one of the two following equations depending on whether the liquid is
water or condensate:
( 67.0 − 0.0031 p wh ) 0.25
( 0.0031 p wh ) 0.50
( 45.0 − 0.0031 p wh ) 0.25
4.02
( 0.0031 p wh ) 0.50
wat
v min
= 5.62
(4.xxx)
cond
v min
=
It has been reported that the Turner correlation works well for LGR ratios as high as 250
bbl/MMscf.
11
See section 7.2.
38
Oxford
09/09/09
PVT Analysis
4.1.4.2 Taking Samples
Most surface samples are taken via a test separator. Ideally, the inlet of to the test
separator should be a probe inserted into the main flow line from the well head manifold.
The probe should be preceded by a baffle arrangement to ensure the fluid is well mixed.
4.1.4.3 Metering
Probably the biggest source of error in surface sampling is associated with errors in
metering the vapour and liquid streams emerging from the test separator.
The measurement of the gas rate is usually done by inserting a restriction into the gas
flow line. The restriction is one of two types, the Venturi tube:
Figure 20: Schematic of the Venturi Tube Rate Measurement
Or the Orifice Plate:
Figure 21: Schematic of an Orifice Plate Gas Rate Device
39
Oxford
09/09/09
PVT Analysis
In both cases, the conservation of momentum is used to equate the change in pressure
between the upstream [denoted ‘1’] and throat [denoted ‘2’] to the flow rate:
(4.xxx)
P1 +
1
1
ρ 1v12 = P2 + ρ 2 v 22
2
2
where the local velocity vj = Q/Aj and Aj = πdj2. After some algebra, the above equation
becomes:
(4.xxx)
Q g = A2
1
2( P1 − P2 )
1 − Fd4
ρ
where A2 is the choke area, Fd = d/D and ρ is the average density. The second term on
the right side of this expression is often known as the Approach factor. The pressure
difference is often expressed in terms of the height of a column of water, hw. In this case,
the Orifice Plate Equation (OPE) is expressed as:
(4.xxx)
Q g = C hw p f
where pf is the flowing or down stream pressure and the Orifice constant C is given by:
(4.xxx)
C = Fb F pb Ftb Fg Ftj Fr YFpv Fm Fl Fa
The set of F-multipliers correct for a series of assumptions which were made in the
derivation of OPE. Of particular interest are:
•
The Specific Gravity-factor, Fg, which must be used when the gravity is other than
0.5
1.0: Fg = (1 γ g )
•
The Super Compressibility factor, Fpv, which accounts for deviations from the Ideal
0.5
Gas law: F pv = (1 Z )
Very often the during the laboratory report of the recombination process, it will be seen
that the test separator or field GOR is corrected to ‘lab’ conditions by the equation:
(4.xxx)
GOR
Lab
= GOR
Field
FgLab F pvLab
FgField F pvField
More information on the OPE and its various F-multipliers can be found in Chapter 13 of
the Petroleum Engineers Handbook.
A well maintained, relatively new OP or Venturi Tube meter should be capable of
predicting the gas rate to an accuracy of ±5.0%. However, they are easily damaged if
there is liquid carry over in the form of a liquid-in-gas mist into the gas line. Even worse
damage will occur if the well stream fluid contains particulates, i.e. sand production.
Most liquid measurements are done via a turbine-based meter in which a spinner turns
more or less slowly depending on the flow rate and fluid properties. A well maintained
meter would be accurate to ±5.0%.
40
Oxford
09/09/09
PVT Analysis
4.1.4.4 Checking the Data
A number of analysis techniques can be employed to ensure any recombined sample is
representative. Firstly, when the liquid bottle is opened back in the laboratory, the bubble
point pressure should be the same as the separator pressure at which it was sampled,
corrected for temperature12. Secondly, since we have a vapour and liquid composition,
then we know the vapour and liquid mole fractions of all components, denoted ( y i , xi ) ,
respectively. From the gas and oil composition’s we can calculate the K-values:
(4.1)
Ki =
yi
xi
Standing suggested that these measured K-values should obey:
(4.2)
log 10 ( K i p sep ) = A0 + A1 Fi
The Fi are given by:
(4.3)
Fi =
p
1 Tbi − 1 T
log ci
1 Tbi − 1 Tci
p sc
( Tbi , Tci , pci )
are the ith components’ normal boiling point temperature, critical
temperature and critical pressure and psc is standard pressure in a consistent unit set. The
constants (A0, A1) are calculated from:
(4.4)
2
A0 = 1.200 + 4.5 × 10 − 4 p sep + 15.0 × 10 − 8 p sep
2
A1 = 0.890 − 1.7 × 10 − 4 p sep − 3.5 × 10 − 8 p sep
The separator pressure must be measured in psia. Equation (4.2) is generally assumed
valid for hydrocarbon mixtures at pressures up to 1000 psia and temperatures up to 200
o
F.
4.1.4.5 Recombination Example
The well stream fluid is flashed via the test separator into gas and oil samples. The
samples are collected in bottles and sent to the laboratory. The gas and oil flow rates
from the test separator are noted to give a gas-oil-ratio for the subsequent recombination
calculation. The gas sample is sent straight to compositional analysis via the gas
chromatogram. The oil sample is flashed at ambient or Stock Tank Conditions (STC)
with the stock streams then being analysed by gas chromatogram: again, the gas and oil
volumes are noted to give the ST flash GOR.
The surface separation process can be illustrated in the following schematic.
12
As a rule, bubble-point pressure of separator liquid samples increase between 3 and 4 psia per degree
Fahrenheit.
41
Oxford
09/09/09
PVT Analysis
Figure 22: Surface Separator Analysis.
The typical data looks like the following Excel chart: compositions, GOR’s, etc. taken
from Table 2.15 of Pedersen et al.
The input data is highlighted in the bordered cells. This includes the stock tank oil and
gas compositions, the separator gas composition, the stock tank oil plus fraction mole
weight and stock tank oil density, the separator and ambient GOR’s and the separator
FVF. The calculated reservoir composition is shown in the final column of the sheet.
The basis of the calculation is the assumption of 1.0 STB of stock tank oil. Given a
density in lb/ft3, this is converted to lb./STB by multiplying by 5.615 ft3/STB. The stocktank oil mole-weight is calculated via Equation 5.9 with the user-supplied value of plus
fraction mole weight.
The moles of oil in 1.0 STB can now be calculated from the density [in lb./STB] divided
by the mole weight.
The quoted separator GOR is the produced gas at standard conditions, per barrel of oil at
separator conditions. To convert the separator GOR to oil at standard conditions,
multiply by the separator oil FVF. Now since both GOR’s are quoted per stock tank
barrel, we can assume the stated volumes of gas are to be added to our 1.0 STB.
Standard volumes of gas can be converted directly to moles by dividing by 379.4
[scf/lbmole]. We can add the moles of stock tank oil, stock tank gas and separator gas
directly. The stream mole fractions are just stream moles per total moles. Finally, we
multiply the stream mole fractions by the stream compositions and add to yield the
reservoir fluid composition. A similar calculation involving just the stock tank oil and
gas streams will back calculate the pre-flashed separator oil composition.
42
Oxford
09/09/09
PVT Analysis
Recombine Test Separator Streams to Calculate Reservoir Composition
Comp
N2
CO2
C1
C2
C3
iC4
nC4
iC5
nC5
C6
C7
C8
C9
C10+
Sums
Mw
Dens
(lb/ft3)
(lb/stb)
28.0
44.0
16.0
30.0
44.0
58.0
58.0
72.0
72.0
96.0
110.0
124.0
138.0
228.5
ST Oil
Mw
ST Gas Mw
Sep Gas Mw
0.00
0.0
0.20
5.6
0.66
18.5
0.00
0.0
3.96
174.2
5.65
248.6
0.00
0.0
24.85
397.6
68.81
1101.0
0.20
6.0
20.40
612.0
12.86
385.8
2.14
94.2
28.41
1250.0
7.94
349.4
1.10
63.8
4.78
277.2
0.94
54.5
4.25
246.5
10.97
636.3
1.96
113.7
2.68
193.0
2.21
159.1
0.34
24.5
4.32
311.0
2.53
182.2
0.42
30.2
6.66
639.4
1.05
100.8
0.22
21.1
11.90
1309.0
0.54
59.4
0.15
16.5
13.14
1629.4
0.10
12.4
0.05
6.2
7.73
1066.7
0.00
0.0
0.00
0.0
45.88 10483.6
0.00
0.0
0.00
0.0
100.00
160.4
100.00
38.7
100.00
23.7
53.69
301.47
Separator GOR
Separator FVF
Ambient GOR
2482 scf/bbl
1.165 bbl/stb
207 scf/stb
ST Gas
0.5456
0.0543
Separator GOR(*)
Sep Gas
7.6213
0.7586
2891.53 scf/stb
Moles
Mol%
ST Oil
1.8792
0.1871
Total
10.0461
Comp
N2
CO2
C1
C2
C3
iC4
nC4
iC5
nC5
C6
C7
C8
C9
C10+
Sums
ST Oil
Mol
ST Gas Mol
Sep Gas Mol
Res Fluid
0.00
0.00
0.20
0.01
0.66
0.50
0.51
0.00
0.00
3.96
0.22
5.65
4.29
4.50
0.00
0.00
24.85
1.35
68.81
52.20
53.55
0.20
0.04
20.40
1.11
12.86
9.76
10.90
2.14
0.40
28.41
1.54
7.94
6.02
7.97
1.10
0.21
4.78
0.26
0.94
0.71
1.18
4.25
0.79
10.97
0.60
1.96
1.49
2.88
2.68
0.50
2.21
0.12
0.34
0.26
0.88
4.32
0.81
2.53
0.14
0.42
0.32
1.26
6.66
1.25
1.05
0.06
0.22
0.17
1.47
11.90
2.23
0.54
0.03
0.15
0.11
2.37
13.14
2.46
0.10
0.01
0.05
0.04
2.50
7.73
1.45
0.00
0.00
0.00
0.00
1.45
45.88
8.58
0.00
0.00
0.00
0.00
8.58
100.00
18.71
100.00
5.43
100.00
75.86
100.00
43
Oxford
09/09/09
PVT Analysis
Using the Standing procedure discussed in the previous section, we can generate the
following plot:
Figure 23: Standing Analysis for the Separator Stage.
There is some scatter of the points, especially for high F-factors, which correspond to the
more volatile species. However, this particular analysis would be regarded as
satisfactory.
44
Oxford
09/09/09
PVT Analysis
4.2 Laboratory Analysis
Having obtained what are hoped to be one or more representative samples, the next task
is to analyse them. Here the first task is to perform a compositional determination to find
which components are present and in what proportions. Then a set of standard
experiments should be performed to determine a set of important parameters. The
parameters measured depend on the nature of the fluid, i.e. reservoir liquid or vapour.
4.2.1 Compositional Determination
The workhorse in this area is the gas chromatogram. A gas chromatogram usually comes
in one of two types, Packed or Capillary columns. The packed column consists of a glass
or stainless steel coil, typically 1-5 m in length and 5 mm inner diameter. The capillary
columns are thin fused silica, typically 10-100 m in length with an inner diameter of 250
µm.
Figure 24: Schematic of a GC System.
The sample is injected into the column, which is housed in a temperature-controlled
oven. As the temperature is increased on some pre-programmed schedule, the
components will boil depending on their volatility. An inert carrier gas such as helium or
argon then carries the components along the tube to a detector. The most popular types
of detector are the Flame Ionization Detector (FID) and the Thermal Conductivity
Detector (TCD).
The effluent from the GC mixes with the air/hydrogen mixture and passes through a
flame. The resulting ions are collected between the electrodes to produce an electrical
signal. The FID is very sensitive but it destroys the sample.
The TCD consists of an electrically heated wire whose resistance is effected by the
thermal conductivity of the surrounding gas. The change in resistance can be correlated
to the nature of the surrounding gas. The TCD is not as accurate as the FID but it is nondestructive.
45
Oxford
09/09/09
PVT Analysis
Figure 25: Schematic of the FID [from www.scimedia.com].
Liquid samples can be analysed up to C10+ using the same capillary column technique. If
a breakdown of the C10+ fraction into C10, …, C19, C20+ is required, mini distillation is
required. The C10+ residue is heated at reduced pressure, to prevent thermal cracking, in a
series of boiling point increments corresponding to those which define the Single Carbon
Number groups, see section 2.7.
In a detailed study by Eyton, the repeatability and hence the accuracy of compositional
measurements was evaluated. Eyton concluded that given a mole percentage of xi, the
error bands would be:
(4.xxx)
∆ xi = 0.07 xi0.43
Thus as the mole percentage of a component approaches 100.0%, the measurement error
can be assumed to be 0.5% whereas if the mole percent is as low as 0.01%, the
measurement error is of the same order.
Regardless of the technique employed, a residue or plus fraction will be left: see section
2.8. The density or specific gravity of the plus fraction should measured relatively
accurately. The measurement of molecular weight is a lot more difficult and therefore
prone to error. The most common technique is freezing point depression where a small
amount of the plus fraction is added to a pure solvent such as benzene. The freezing
point of the mixture will be depressed by some ∆T, the value of which depends on the
mole weight of the contaminant.
46
Oxford
09/09/09
PVT Analysis
Figure 26: Freezing point depression diagram [from Pedersen et al.]
The apparatus must be calibrated with great care using substances of known molecular
weight. Similarly, the solvent must be of the highest purity. Errors of ±10% are
common.
4.2.2 Saturation Pressure (SAT)
The bubble point pressure for a reservoir liquid or the dew point pressure for a reservoir
vapour is one of the important measurements performed. The exact mechanics of the
measurement depend on the fluid type but in both cases it begins by loading a volume of
the reservoir fluid into a PVT cell. This cell is placed in chamber whose temperature can
be set to the reservoir temperature. Pistons can raise and lower the pressure and valves
allow fluid to be injected and removed from the top and bottom of the cell. Some cells
contain a window, located towards the bottom of the cell to allow visual inspection of the
contents.
4.2.2.1 The PVT Cell
Below is a schematic representation of a Gas Condensate PVT cell. The solid black line
surrounding the cell indicates the oven in which reservoir temperature can be simulated.
The proportional mercury pumps allow the reservoir fluid to be pushed from above and
below to allow the gas/oil interface to be located centrally where the cell contracts. A
mica window allows a camera too see into the cell via a fibre optic cable. A stirring
device is added to speed-up the equilibration process.
47
Oxford
09/09/09
PVT Analysis
Figure 27: Schematic of a Gas Condensate PVT cell13
For a liquid, the pressure is raised to some high pressure, generally slightly in excess of
initial reservoir pressure. Then, the pressure is reduced in a series of stages, noting the
volume of the fluid at each stage. If a plot of volume versus pressure is made, the
behaviour on the following plot is observed.
Figure 28: Change in Slope of p-V curve around the Bubble Point.
13
See Heriot-Watt Petroleum Engineering web pages: http://www.pet.hw.ac.uk/3frame.html.
48
Oxford
09/09/09
PVT Analysis
In particular, note the change in slope – this identifies the bubble point pressure since at
pressures less than 3900 psia, the higher slope shows the presence of a more
compressible system i.e. liquid and vapour.
This fluid was subsequently labeled a volatile oil and the change in slope is still evident.
However, for very near critical liquids, this technique may not be sensitive enough and
the technique used for gas condensates may be required.
The evolution of a liquid from a vapour will not produce any significant change in slope
on the p-V plot like the one seen above: instead, a visual determination is required.
Because of the hostile conditions, remote visual observation is made of the cell using a
fibre optic cable. As pressure is reduced, a careful watch is made for the point when the
first drop of dew [liquid] is seen.
This measurement is prone to error. There is considerable debate as to how long the cell
should be left after each pressure reduction step before the observation is made: this is
because equilibrium is not instantaneous. Various stirring or mixing techniques are used
to try to speed up the process. Contamination such as grease on the seals and o-rings may
cause early liquid formation. Finally, small droplets of liquid, which appear in the top of
the cell, may not trickle down to the bottom of cell where the observation is usually
made.
Some condensate samples exhibit an effect called the liquid dropout tail. This is where a
small but apparently measurable liquid saturation may exist. On the following figure, the
dew point pressure predicted by extrapolating the main trend to zero would suggest p dew ≈
5300 psia whereas the measured value is in excess of 6000 psia: discrepancies of over
1000 psia have been seen. Nevertheless, the liquid drop-out in these “tails” is generally
less than 2% therefore we have to ask ourselves whether ignoring it will have a
significant effect on the way we model and develop the fluid – probably not.
Figure 29: Liquid Dropout “Tail” Shown by Some Gas Condensates
49
Oxford
09/09/09
PVT Analysis
4.2.3 Constant Composition Expansion (CCE)
The CCE, some times called the Constant Mass Experiment (CME), is the experiment
during which the saturation pressure is determined. The fluid-containing cell is heated in
an oven to reservoir temperature and pressured up to some pressure in excess of initial
reservoir pressure: the fluid volume is measured. Since this initial pressure is presumably
single-phase, either the liquid density or vapour Z-factor are determined depending on the
nature of the single-phase fluid. These measurements are repeated for all single-phase
states, including the saturation pressure.
The pressure is reduced in a number of stages down to some low pressure, typically 1000
to 2000 psia: no fluid is ever removed from the cell, hence the name Constant
Composition Expansion. The density of pressure points is increased either side of the
saturation pressure, otherwise increments of between 500 psia to 700 psia are generally
used: at each pressure point, the fluid volume is measured. Rather than quoting the
absolute volumes, the laboratory will quote the volume relative to that at the saturation
pressure – the [Total] Relative Volume. For gas condensate systems, it is usual to
measure the liquid dropout measured as the liquid volume relative to the total fluid
volume at the dew point pressure.
Figure 30: Schematic of CCE applied to Gas Condensate Fluid.
The main aim of the CCE is as the vehicle to find the saturation pressure. Measurements
made above the saturation pressure of density or Z-factor and viscosity are useful.
Relative volume and liquid dropout measurements at pressures less than saturation
pressure are of limited value because of the constant composition assumption –
50
Oxford
09/09/09
PVT Analysis
something that doesn’t happen in the reservoir. The DLE or CVD are far more useful
because they consider compositional changes and hence from the modeling point of view,
are far more challenging.
4.2.4 Separator Test (SEP)
Well stream fluid arriving at surface is usually put through two or more stages of
separation. A separator is effectively a large tank held at some pre-determined pressure
and temperature, which allows the fluid to separate into vapour, liquid and optionally
aqueous phases. Usually, the liquid from a first stage separator is taken to be the feed for
the second stage, etc. Theoretically at least, the last stage is at standard conditions and
the liquid arriving here is stock tank oil. In practice, especially in an offshore
environment, the liquid will be put into a sales line at some pressure in excess of standard
pressure. The vapour produced from each stage is collected together and reported as if it
had been taken to standard conditions. Again, in practice, the vapour will rarely be taken
down to standard conditions although the volumes are corrected to these conditions.
Figure 31: Schematic of 2-Stage Separator Test
The set of separator stages is some times referred to as a separator train. The train is an
approximation to the processing plant used in practice. The key parameters to determine
are the:
•
GOR at each stage and hence the total GOR
51
Oxford
09/09/09
PVT Analysis
•
Liquid Formation Volume Factor14 (FVF) and each stage and from Saturation
pressure
•
Liquid and Vapour densities of liberated fluids at each stage.
The GOR is usually reported as the Gas Volume at standard conditions per Oil Volume at
standard conditions [stock tank]. The volume of gas liberated at each stage, Vj, is at some
elevated pressure and temperature (pj, Tj) at which its Z-factor, Zj, will be measured.
Then, by the real gas law:
(4.4)
pV = ZRT
See section 5.1.3.
conditions from:
(4.5)
We can compute the volume that gas will occupy at standard
Z T pj
Vst = V j st st
p st Z j T j
By definition, Zst = 1.0 and pst = 14.7 psia and Tst = 60 oF.
It is sometimes possible to adjust the pressure and temperature of the stages, generally the
first stage pressure to maximize liquid production.
4.2.5 Differential Liberation (DLE)
This experiment is performed on crude oils and it begins by taking a known mass of the
fluid to the bubble point pressure at reservoir temperature where the liquid volume is
measured. Knowing the mass and volume, the density can be calculated. Then the
pressure is reduced by a few 100 psia whereupon the liquid expands and some vapour is
liberated. All the liberated vapour is removed from the cell. The vapour volume, moles,
density and some times the composition are measured, as is the remaining oil volume.
This process of expansion and extraction continues until the residual liquid is at a
pressure of 1.0 atmosphere. The fluid is then cooled to standard temperature and the
stock tank oil volume and density are measured.
The ratio of the liquid volume at each pressure point to that at standard conditions is
reported as the Oil FVF, Bo. Summing the vapour volumes liberated between the current
pressure and stock tank conditions and dividing that by the stock tank oil volume gives
the Solution GOR, Rs.
14
Volume at stage conditions with respect to volume at stock tank conditions.
52
Oxford
09/09/09
PVT Analysis
Figure 32: Schematic of Differential Liberation Experiment.
Under certain conditions, the DLE can be seen as a tank-model of a crude oil reservoir.
If when the pressure falls below the bubble point, either any liberated vapour is produced
or it migrates upward to form or augment a gas cap, then we will always have a saturated
liquid in the reservoir. The volumetric behaviour of that system is the DLE. However,
the data from the DLE should NOT be used directly as the input to a black-oil reservoir
simulation model. The DLE data must be corrected for the Flash Separation process that
we approximate by the Separator Tests discussed in the previous section.
The equations commonly used for this conversion are:
(4.xxx)
B
Rs = Rsb − ( Rsdb − Rsd ) ob
Bodb
B
Bo = Bod ob
Bodb
Bob and Rsb are the bubble point oil FVF and solution GOR from the multi-stage separator
flash. Bodb and Rsdb are the corresponding terms from the DLE. It should be noted that
these equations are only an approximation. The recommended method is too flash the
equilibrium oil from each stage of the DLE through the multi-stage separator system to
give the true values of Bo and Rs. However, this process is time consuming and hence
costly. An alternative approach using EoS modeling will be discussed in section 9.1.
53
Oxford
09/09/09
PVT Analysis
Constant Volume Depletion (CVD)
This experiment is performed on Gas Condensate and Volatile Oil fluids. Whether a
DLE or a CVD is performed on a liquid sample depends on how much liquid remains at
each stage. A near critical volatile oil would lose almost 50% of its fluid after its first
stage of DLE: this may not leave enough fluid for analysis of subsequent stages.
As with the DLE, the experiment starts at the saturation pressure [liquid bubble point or
vapour dew point] at which we note the fluid volume. This volume becomes the control
volume for the experiment, denoted Vcell in the following figure.
Figure 33: Schematic of CVD Performed on Gas Condensate Fluid
As mentioned in section 4.2.2, the determination of the dew point pressure is a visual
one. This may also be necessary for the volatile oil as the change in slope between the
liquid and vapour plus liquid may not be clear since the liquid and vapour are so similar.
The CVD proceeds by reducing the pressure by several 100 psia say 500 – 700 psia.
Then after allowing some time for the fluid to re-equilibrate, a volume of vapour is
removed such that the volume of vapour and liquid left in the cell is Vcell once more. The
liquid volume in the cell is measured and reported as liquid drop-out:
(4.6)
Sliq = Vliq Vcell
The number of moles of vapour removed are measured as are the Z-factor and
composition of that vapour. From the data reported, it is possible to back-compute the
54
Oxford
09/09/09
PVT Analysis
composition of the liquid remaining in the cell at each stage as shown below: see
Whitson and Torp for details.
4.2.6.1 CVD Material Balance Check
Summarizing the CVD experiment once more, the data reported includes:
Oil Samples Alternates
Property
Property
T
Temperature
pd
Dew-point pressure
pb
Bubble-point pressure
Zd
Dew-point Z-factor
ρob
Bubble-point density
As well as at each stage, k:
Property
∆n
Moles removed
Z
Z-factor of removed gas
yi
Composition of removed gas
Sliq
Liquid saturation in the cell
Assuming we have 1.0 mole of fluid initially in place, the cell volume for a gas
condensate sample is:
(4.xxx)
Vcell =
Z d(1) RT
pd
For a volatile oil sample, the cell volume is given by:
(4.xxx)
Vcell =
M ob
ρ ob
The bubble point mole weight, Mob, is calculated from:
(4.xxx)
M ob =
N
∑
i= 1
z i(1) M i
The initial feed composition, zi(1), is known as are the N-component mole weights, Mi.
At stage k, the oil and gas volumes in the cell are:
55
Oxford
09/09/09
PVT Analysis
(4.xxx)
(k )
Voil( k ) = Vcell S liq
(k )
(k )
V gas
= Vcell (1 − S liq
)
The total [subscript ‘t’] moles remaining in the cell at stage k is:
(4.xxx)
nt( k ) = 1 − ∆ n ( k )
The moles of gas remaining in the cell at this stage is calculated from the Real Gas Law:
(4.xxx)
(k )
n gas
=
(k )
p ( k )V gas
Z ( k ) RT
The moles of oil remaining is obtained by difference:
(4.xxx)
(k )
(k )
noil
= nt( k ) − n gas
The overall composition of the mixture in the cell at stage k is obtained by summing up
the moles of vapour removed to date:
(4.xxx)
nt( k ) z i( k ) = z i(1) −
∑ (∆ n
k
j= 2
( j)
)
− ∆ n ( j − 1) y i( j )
The composition of the oil remaining in the cell at stage k is then obtained from:
(4.xxx)
(k ) (k )
(k ) (k )
noil
xi + n gas
y i = nt( k ) z i( k )
With these estimated liquid compositions and the measured vapour compositions, we can
calculate K-values using (4.1). If these K-values are plotted as a function of pressure, we
expect to see certain trends. In particular, the K-values should plot in order of decreasing
volatility [increasing mole weight], they should not cross and they should converge as
pressure increases.
Knowing the oil and gas compositions, we can calculate the respective phase mole
weights and hence their masses given the phase moles. With the phase volumes and
masses, we can calculate the phase densities. This whole procedure is ideal spreadsheet
material!
In practice, hardly any of the CVD’s generated before the 1980’s satisfied the conditions
above. However, since then, most of the service laboratories have got wise to the
analysis technique of Whitson and Torp and they massage the data. Whilst this may be a
valid and useful data check, it is still nice to see the original data also.
In conjunction with the Standing K-values, see section 4.1.4, the data from the CVD can
be used to estimate stock tank gas and oil yields.
4.2.7 Other Experiments
A number of other experiments are performed under special circumstances: these are all
usually connected with the possibility of gas injection or gas re-cycling.
56
Oxford
09/09/09
PVT Analysis
The most simple of these tests is the Swelling Test. Here, volumes [or moles] of a
specified composition gas are added to the reservoir fluid in a number of stages. Prior to
and after each addition, the fluid is taken to its saturation pressure. The relative change in
volume is the swelling factor. This is reported in addition to the series of saturation
pressures. If applied to an original liquid, there will be some cumulative vapour volume,
which will result in a vapour mixture; i.e. bubble-points become dew points.
Figure 34: Schematic of the Swelling Test.
A variant on the Swelling Test is the Vapourisation Test. Here, the original fluid is
initialised at some pressure less than the saturation pressure and the volume is noted. A
volume of gas is added the mixture is allowed to equilibrate and enough fluid [vapour] is
removed to return the mixture volume to the volume previously noted. Here, the idea is
to test how an injection gas might vapourise heavy ends from a dropped-out liquid phase
as it passes over reservoir liquid.
A third gas injection test is the Slim Tube experiment. Here a long length of narrow bore
tubing, say 10 m by 6 mm, is packed with porous material, usually sand. The tube is
filled with reservoir fluid and the pressure is set. Gas injection then starts at one end and
the produced fluid is monitored at the other end. The volume of oil produced as a
percentage of the total production is then plotted against pressure. By definition, the
Minimum Miscibility Pressure (MMP) is defined as Recovery of 90% of the Original
Oil In Place (OOIP) displaced by the injection of 1.2 Pore Volumes Injected (PVI) of
injection gas. Recovery is defined as being:
57
Oxford
09/09/09
PVT Analysis
(Volume of oil at stock tank condition)/(original volume of slim tube at pressure P).
Figure 35: Schematic of the Slim Tube Apparatus [ref. See Figure 27].
A near 100% recovery is achieved when the injection gas and reservoir fluid mixture is
always single-phase at the pressure of interest. The MMP is the lowest pressure at which
these two fluids will be single-phase for all possible blends of the two fluids.
58
Oxford
09/09/09
PVT Analysis
5. Equations of State
In order to predict how a fluid mixture of given composition behaves at given conditions
of pressure and temperature, we invoke various thermodynamic models.
5.1 Development of the Ideal Gas Law
The three principle contributions to the development of the Ideal Gas Law were from
Boyle (1662), Charles (1787) and Avogadro (1811).
Boyle conducted experiments on simple gases and observed that [at constant
temperature]; the volume of the gas was inversely proportional to its pressure, namely:
(5.1)
V∝
1
.
p
Charles observed that [at constant pressure], the volume of a gas is directly proportional
to its temperature, namely:
(5.2)
V∝ T.
This observation was used as a mechanism to define temperature. At a pressure of 1
atmosphere, it was decided to have 100 units separate the ice and steam points of pure
water – the Celsius scale. However, the implication of this definition is there is a zerotemperature limit at which the volume of a gas becomes zero: this demonstrates one of
the limitations of this model, which will be discussed in the next section.
Figure 36: Charles’ Law Behaviour for Water Implying Zero Temperature.
59
Oxford
09/09/09
PVT Analysis
By the time Avogadro performed his series of experiments, the elemental nature of matter
was being recognized. Avogadro observed that for a gas [at constant pressure and
temperature], the volume is directly proportional to the number of elements, namely:
(5.3)
V ∝ n.
Avagadro’s hypothesis has profound implications. Equal volumes of two different gases
at the same [low, near-atmospheric] pressure and [normal] temperature must contain the
same number of elements or molecules. Therefore, the ratio of weight of the two gases
must be the ratio of the weight of the molecules. Given a suitable reference, we now
have a method by which we can define the molecular weight, or mole weight for short, of
a given chemical species.
5.1.1 The Mole
In particular, Mw grams of [an ideal] gas at 1 atmosphere pressure and 15 oC contains 1
gram-mole of gas and occupies a volume of 22.4x10-3 m3: Mw is the mole weight which
for the diatomic molecules of hydrogen, nitrogen and oxygen are 2.0, 14.0 and 16.0,
respectively. In field units, 1 lbmole of gas, weighing Mw lb., occupies 379.4 ft3 at 14.7
psia and 60 oF.
The use of the correct mass-basis when considering moles is most important.
Combining the three relationships above, we have:
(5.4)
pV ∝ nT
Or:
(5.5)
pV = nRT
Where R is called the universal gas constant, or gas constant for short, and whose
numerical value depends on the units for p, V, n and T.
In field units with p in psia, V in ft3, n in lbmoles and T in degrees Rankine:
R = 10.732 [psia.ft3/(lbmole.oR],
Whereas in oilfield-metric units with p in bars, V in m3, n in kgmoles and T in Kelvin:
R = 0.08314 [bars.m3/(kgmole. K)].
If we consider 1 mole of material [in the appropriate mass units], we can write the Ideal
Gas Law as:
(5.6)
pVm = RT
Where the subscript m denotes a molar quantity, in this case the molar volume.
Moles are an extremely powerful tool in fluid modeling. Because they tell us the number
of molecules, or alternatively the mass of material, they are subject to the usual
60
Oxford
09/09/09
PVT Analysis
conservation laws. If we have a mixture of N-components, each of which has ni moles,
then the total moles is:
(5.7)
nT =
N
∑
i= 1
ni
We can now define the mole fraction for the ith component as:
(5.8)
zi =
ni
nT
If the mole weight of each species in our mixture is Mwi, then the mixture mole weight is:
(5.9)
M wm =
N
∑
i= 1
z i M wi
5.1.2 Deficiencies in the Ideal Gas Law
The two principle deficiencies in the Ideal Gas Law are:
•
Prediction of non-physical zero volume at zero temperature, and
•
No account of second phase.
The problem of zero volume is easily corrected. The ideal gas law has an implicit
assumption that the molecules occupy zero volume: instead, we will assume they occupy
a [molar] volume of b, namely:
(5.10)
Vm → (Vm − b )
This so-called hard-sphere approximation has the effect of defining the maximum
packing possible as the fluid pressure is raised infinitely.
The presence of a second [liquid] phase is handled by adding another term to the pressure
to account for attractive forces between molecules. van der Waals proposed:
(5.11)
p→ p+
a
Vm2
Where a is a second constant which will be determined shortly.
5.1.3 The Real Gas Law
The Ideal Gas law now becomes the Real Gas Law, where:
61
Oxford
09/09/09
PVT Analysis
(5.12)
pV = ZRT
The dimensionless Z-factor encapsulates the departure from non-ideal behaviour. We
saw in section 3.4 that the Z-factor of simple gases and mixtures of gases can be
predicted from charts or correlations fitted to those charts. For mixtures involving
heavier hydrocarbons, we will resort to Cubic equations to find the deviation factor, Z.
5.2 Cubic EoS
With the two corrections proposed, we have the van der Waals Equation of State, first
discussed in 1873:
(5.13)
a
p + 2 (Vm − b ) = RT
Vm
This can be re-arranged to give:
(5.14)
p=
RT
a
− 2
( Vm − b ) Vm
All the popular EoS used in petroleum engineering calculations are modifications of this
equation. We will study the essential features of this equation before we consider the
modern EoS. Søreide gives an excellent account of the development of cubic EoS.
5.2.1 Van der Waals EoS
Equation (5.14) can be expanded in volume to give:
(5.15)
RT 2 a
ab
V 3 − b +
V + V−
= 0
p
p
p
If we define the following three terms:
(5.16)
A=
ap
( RT )
2
B=
bp
RT
Z=
pV
RT
Now (5.15) can be re-written as:
(5.17)
Z 3 − [ B + 1] Z 2 + AZ − AB = 0
Let us now look at again at the shape of the p-V curve for a pure component.
62
Oxford
09/09/09
PVT Analysis
Figure 37: p-V Behaviour for Pure Component with Cubic EoS Behaviour.
Three isotherms [constant temperature lines] are shown at temperatures T1 < Tc < T2. The
highest temperature line at T2, IJ, is characteristic of ideal gas behaviour in that pV ≈
constant: at any given pressure, the fluid can have only 1 unique volume solution.
The lowest temperature line at T1, ABDE has three characteristic parts to it. Section AB
is typical of liquid behaviour: large pressure changes give corresponding small changes in
volume. Section DE is typical of vapour behaviour: small pressure changes give
corresponding large changes in volume. Line BD corresponds to a point on the VLE line.
Point B is the liquid volume VL and point D is the vapour volume, VV. The cubic EoS
approximates the true behaviour in the 2-phase region, shaded, by predicting three real
roots at B, D and C, however, the root at C is unphysical since ( dp dV ) > 0 .
As the temperature is increased from T1, the points B and D come together [along with
the spurious point C] until at T = Tc, there are three real equal roots at point G – the
Critical Point.
This condition of three real equal roots can be written in mathematical form as:
(5.18)
f ( Z ) = ( Z − Zc ) = 0
3
This can be expanded as:
(5.19)
f = Z 3 − 3Z c Z 2 + 3Z c2 Z − Z c3 = 0
Comparing the coefficients of (5.17) and (5.19), we see:
(5.20)
3Z c = Bc + 1
3Z c2 = Ac
Z c3 = Ac Bc
63
Oxford
09/09/09
PVT Analysis
Note we have applied (5.17) at the critical point, hence the use of the subscript ‘c’.
Simple algebra then shows that:
(5.21)
AcvdW =
27
64
1
8
BcvdW =
Z cvdW =
3
8
Substituting the first two item of (5.21) into (5.20) we have:
(5.22)
ac = Ω
( RTc ) 2
A
bc = Ω
pc
B
RTc
pc
For the van der Waals EoS:
(5.23)
Ω
vdW
A
=
27
64
Ω
vdW
B
1
8
=
As we shall see, the values of these magic numbers – the Omega-A and Omega-B – along
with the critical Z-factor depend on the form of the EoS.
5.2.2 Redlich-Kwong Family of EoS
Modifying the pressure correction (5.11) generates the RK family of EoS:
(5.24)
p=
RT
a
−
(V − b) V (V + b)
This gives rise to the following equation in Z:
(5.25)
[
]
Z 3 − Z 2 + A − B − B 2 Z − AB = 0
Comparing coefficients at the critical point, it can be shown that:
(5.26)
Ω
RK
A
=
[
92
1
13
]
−1
Ω
RK
B
=
[2
]
−1
3
13
Z cRK =
1
3
In a further modification, RK changed the a-coefficient such that:
(5.27)
a = a cα (T )
The new term, α, is a temperature dependent correction to the critical value, ac. For the
original RK EoS:
(5.28)
α
RK
= Tr− 0.5
5.2.2.1 Zudkevitch Joffe RK EoS
Rather than accepting the ( Ω A , Ω B ) as fixed constants, Zudkevitch and Joffe suggested
that they could be functions of temperature, or more particularly, reduced temperature.
Originally, this consisted of setting up a table of ( Ω A , Ω B ) versus temperature for each
64
Oxford
09/09/09
PVT Analysis
phase, which were adjusted to match pure component saturated density and fugacity data.
In a modification of their original proposal, they suggested just the ( Ω A , Ω B ) for the
liquid phase be determined and these values be applied to the vapour phase also.
The model is often referred to as the ZJRK EoS.
5.2.2.2 Soave RK EoS
Soave improved the ability of the original RK EoS to predict pure component VLE
behavior. This he achieved by making the α parameter introduced in (5.23) not just a
function of reduced temperature but of Acentric factor15, ω, also.
Soave conducted a series of experiments on light hydrocarbons at varying temperatures.
By requiring α = 1 at Tr = 1 he was able to generate the following expression:
(5.29)
α
0.5
(
= 1 + m 1 − Tr− 0.5
)
The term, m, is to include the dependence on ω. Soave proposed two possible
correlations for m(ω). A more detailed study by Graboski and Daubert [see Søreide]
suggested:
(5.30)
m = 0.47979 + 1.576ω − 0.1925ω
2
+ 0.025ω
3
The Soave RK or SRK EoS has proved to be one of the two most successful EoS used in
the upstream petroleum industry.
Peng-Robinson EoS
The PR EoS is other most successful EoS used in the upstream petroleum industry. The
PR EoS is:
(5.31)
p=
RT
a (T )
−
(V − b) V (V + b) + b(V − b)
Again it can be shown that:
(5.32)
Ω
PR
A
= 0.457235...
Ω
PR
B
= 0.077796...
Z cPR = 0.307401...
Note these are not simple values but must be determined from solving cubic equations.
The form of the a-coefficient dependence is the same as for the SRK, namely (5.27) and
(5.29) except (5.30) becomes:
(5.33)
m = 0.379642 + 1.48503ω − 0.164423ω
2
+ 0.016666ω
3
Theoretically, the PR is a better predictor of liquid volumes because its critical Z-factor is
lower. In practice, the critical Z-factor of hydrocarbons has a maximum of about 0.29 for
The acentric factor measures the nonsphericity of a molecule. Generally, ω, increases with molecular
weight.
15
65
Oxford
09/09/09
PVT Analysis
Methane and decreases with increasing mole weight: C20 has a Zc ∼ 0.20. We will return
to the issue of estimating liquid volumes when we consider the 3-parameter correction.
The Martin’s 2-Parameter EoS
The SRK and PR EoS are so similar, a common form is often used due to Martin:
p=
(5.34)
RT
a(T )
−
(V − b) (V + m1b)(V + m2 b)
The coefficients (m1, m2) are given by:
EoS
m1
m2
SRK
0
1
PR
1+√2
1-√2
The form of the cubic in Z is:
(5.35)
Z 3 − E 2 Z 2 + E1 Z − E 0 = 0
where:
E 2 = {1 − ( m1 + m2 ) B + 1}
(5.36)
E1 = { m1 m2 − ( m1 + m2 )} B 2 − ( m1 + m2 ) B + A
E 0 = m1 m2 B 2 ( B + 1) + AB
Using this form, the fugacity coefficient for the ith component in an N-component mixture
[see Appendix A.2.1], which plays a key role in the Flash [see section 6], becomes:
(5.37)
ln φ i = − ln( Z − B ) +
Bi
1
A Ai Bi Z + m2 B
( Z − 1) +
2 −
ln
( m1 − m2 ) B A B Z + m1 B
B
We will see shortly when we look at multi-component mixtures how the (A,B) for a
mixture are computed from the component (Ai,Bi).
5.2.5 Other Cubic EoS
One of the obvious weaknesses of the PR and SRK EoS is they only have two degrees of
freedom, i.e. (A,B), implying a fixed value for critical Z-factor. To rectify this shortcoming, a number of authors have added a third parameter whose value can be set by
requiring that the theoretical Z-factor match that observed experimentally.
The better known examples of this class of EoS are due to Usdin and McAuliffe (UM):
66
Oxford
09/09/09
PVT Analysis
(5.38)
p=
RT
a
−
(V − b) V (V + d )
and Schmidt and Wenzel (SW):
(5.39)
p=
a cα (T )
RT
− 2
(V − b) V + (1 + 3ω )bV − 3ω b 2
See Søreide for details.
Although the prediction of volumetric properties, in particular liquid densities, is
improved with this case of EoS, the VLE behaviour between PR and SW is broadly
similar. This improved behaviour is not really justified compared with the extra
complexity of the equation, and hence computational cost in assembling the fugacity
coefficient and its derivatives required in the Flash calculation. This is especially so
when we consider Volume Translation in section 5.4.
5.3 Multi-Component Systems
The b-coefficient was introduced to account for the fact that molecules are not pointobjects. Clearly, a satisfactory mixing rule for the b [or B] coefficient is:
(5.39)
b=
N
∑
i= 1
xi bi
where xi is the mole fraction of the ith component and:
(5.40)
bi = Ω
bi
RTci
p ci
It is generally assumed the component Ωbi [and Ωai] take the values predicted as if the
fluid were a single component.
The a-coefficient was introduced to account for interactions between molecules. The
traditional and most widely used mixing rule is:
(5.41)
a=
N
N
∑∑
i= 1 j= 1
xi x j aij
The usual expression for the coefficient aij is:
(5.42)
aij = ( ai a j ) (1 − k ij )
12
The kij are called Binary Interaction Parameters (BIPS) and were introduced to account
for deviations between theoretical and measured behaviour of binary mixtures: they have
been empirically determined for the common EoS, i.e. PR and SRK.
BIPS between a component and itself are always zero. BIPS between the inorganics [N 2,
CO2 and H2S] and hydrocarbons are usually non-zero. Some authors have suggested that
67
Oxford
09/09/09
PVT Analysis
all hydrocarbon-hydrocarbon BIPS should be zero: some have suggested all bar Methanehydrocarbon should be zero.
5.4 Volume Translation
As we saw when we developed the 2-parameter EoS, the critical Z-factor of the popular
EoS was fixed at constant valuables irrespective of the component or mixture of interest.
A suggestion due to Peneloux et al. called Volume Translation or Volume Shift corrects
this problem and vastly improves the prediction of volumetric properties such as liquid
densities.
Essentially, the difference between theoretical and measured molar volume, on a
component-by-component basis is computed by:
(5.43)
ci = Vi EoS − Vi Obs
where:
(5.44)
Vi Obs =
M wi
ρ iref
ρiref is the reference density of the ith component at standard conditions and ViEoS is the
molar volume calculated from the EoS for the pure component, again at standard
conditions. The coefficients ci are usually expressed in terms of dimensionless
coefficients si by:
(5.44)
si =
ci
bi
where bi is the usual b-coefficient of the EoS. Since the ci are proportional to the bi, the
linear mixing rule (5.39) is applicable to compute c-coefficients for mixtures:
(5.45)
c=
N
∑
i= 1
xi ci
The corrected volume for a mixture is then calculated from:
(5.45)
Vmcorr = Vm2 P − c m
where Vm2P is the molar volume predicted by the original 2-parameter EoS.
When this corrected volume appears in the Flash equations such as (A22), the same
constant c appears on both sides of the equality. Therefore, the constant can be
subtracted and we are left with the original Flash equations. This simplicity of treatment
has meant a near universal take-up of the Peneloux model.
68
Oxford
09/09/09
PVT Analysis
6. Flash Calculations
Suppose we have an N-component fluid system that’s set of physical properties and
moles are known. At some pressure and temperature, (p,T), we want to know if the
mixture is 1-phase or 2-phase and if it’s 2-phase, what are the vapour and liquid mole
fractions and the compositions of those phases: this is the role of the Flash calculation.
There are a number of ways to formulate this problem – all of which demand a high
degree of mathematical rigour. The details of some of the mathematics used, in particular
the role of Classical Thermodynamics, have been set out in the Appendix A.
Under isothermal conditions, we can find the state of a system by minimizing the GibbsFree-Energy (GFE), G. The GFE our N-component system is:
(6.1)
G
(0)
=
N
∑
i= 1
ni µ
i
where ni and µi are the moles and chemical potential of the ith component. Chemical
potential plays a role similar to that of pressure and temperature. In the absence of
gravity, a pressure difference will cause a fluid to flow. A temperature difference will
allow heat to conduct. Chemical potential causes components to diffuse from regions of
high to low chemical potential.
If our N-component system can form 2-phases, then the GFE will be given by:
(6.2)
G ( 2) =
N
∑
i= 1
N
niL µ iL + ∑ niV µ
i= 1
iV
where the moles in the liquid and vapour phases, (niL,niV) must satisfy the conservation of
moles [mass] constraint:
(6.3)
ni = niL + niV
If G(2) is the minimum GFE, then we require:
(6.4)
∂ G ( 2)
= 0
∂ n jV
Differentiating (6.2) gives:
(6.5)
∂ G ( 2)
= µ
∂ n jV
jV
− µ
jL
+
N
∑
i= 1
niV
∂ µ iV
+
∂ n jV
N
∑
i= 1
niL
∂ µ iL
∂ n jV
The second term uses (6.3), which implies ∂ n jL ∂ n jv = − 1 since the moles of feed, n, are
constant. The third and fourth terms are identically equal to zero because of the GibbsDuhem relationship16. With these conditions, (6.5) becomes:
16
Pressure, temperature and the chemical potentials are not independent.
temperature, the Gibbs-Duhem relationship is
At constant pressure and
69
Oxford
09/09/09
PVT Analysis
(6.6)
µ
iV
− µ
iL
= 0
i = 1, , N
From Appendix A.2 we see that chemical potential is related to fugacity coefficient, φi,
by:
(6.7)
µ
ij
= µ i0 (T ) + RT ln p + RT ln xij + RT ln φ ij
where µi0 is the reference or ideal gas chemical potential, which is only a function of
temperature, xij is the mole fraction of the ith component in the jth phase. Combining (6.6)
and (6.7) gives:
(6.8)
ln y i + ln φ iV − ln xi − ln φ iL = 0
Using the Martin’s generalized 2-parameter EoS, we can now compute fugacity
coefficients for the PR or SRK EoS and hence, in principle, solve (6.8) to calculate the
phase split (xi,yi).
6.1 Successive Substitution (SS) Method
The K-value of the ith component was previously defined by (4.1) as:
(6.9)
Ki =
yi
xi
Substituting this into (6.8) gives:
(6.10)
ln K i = ln φ iL − ln φ iV
Given a suitable set of initial K-values, we have the start of a process by which we can
perform the Flash calculation. The most commonly used initial K-values come from the
correlation due to Wilson:
(6.11)
Ki =
p ci
T
exp 5.3727(1 + ω i ) 1 − ci
p
T
which like the Hoffman et al. K-values, (4.2) and (4.3), give a good approximation for
pressures less than 2000 psia and temperatures less than 200 oF.
Given an estimate for the K-values, we must next determine the liquid/vapour split: this
is the subject of the Rachford-Rice equation, which we will discuss in the next section.
Assuming these compositions are available, we can then compute the component (Ai,Bi)’s
and phase (A,B)’s which in turn enable us to calculate the liquid and vapour fugacity
coefficients. These are then substituted back into (6.10) to give updated estimates for the
K-values. This process continues until there is no change in the K-values between
iterations – convergence, or all the K-values approach unity simultaneously – the trivial
N
∑
i= 1
ni dµ i = 0 .
The proof requires several pages of mathematics and the interested reader is referred to Firoozabadi.
70
Oxford
09/09/09
PVT Analysis
solution. The convergence to the trivial solution indicates the fluid of interest does not
form a two-phase mixture at the pressure and temperature of interest.
Figure 38: Flow Diagram for the Successive Substitution Flash
The rate at which the scheme proceeds to convergence or triviality depends on the
proximity to the critical point. For near-critical systems, convergence can take 100’s or
even 1000’s of iterations. Various acceleration schemes have been proposed including
the General Dominant Eigenvalue Method (GDEM): for details of GDEM, see Søreide.
The fastest technique is to use a Newton scheme. The derivatives of the fugacity
coefficients are readily derived. The major problem with a Newton scheme is
convergence is only guaranteed if the initial estimate is close to the solution. Using a
combination of good initial estimates, some advanced optimization techniques plus use of
good physics to guide the solution when it encounters difficulties, fast Newton-based
schemes are the norm in reservoir simulators like MORE and Eclipse 300.
71
Oxford
09/09/09
PVT Analysis
6.1.1 Rachford-Rice Equation
Suppose we have one mole of feed [zi = ni/nT] which splits into V moles of vapour of
composition y and L moles of liquid of composition x, then:
(6.12)
z i = Lxi + Vy i
i = 1, , N
and:
N
(6.13)
∑
i= 1
N
∑
xi =
i= 1
yi =
N
∑
i= 1
zi = L + V = 1
Combining these relationships with the definition of the K-value, (6.9) gives the
Rachford-Rice equation:
(6.14)
F (V ) =
N
∑
i= 1
zi
( K i − 1)
= 0
1 + V ( K i − 1)
Under reasonable assumptions where at least one K-value is greater than 1 and one Kvalue is less than 1, the value of V which satisfies (6.14) must lie in the range:
(6.15)
Vmin < V < Vmax
where:
(6.16)
Vmin =
1
< 0
1 − K max
Vmax =
1
>1
1 − K min
(Kmin,Kmax) are the minimum and maximum K-values, respectively. Between these lower
and upper limits, F(V) is a monotonically decreasing function. Given an initial estimate
for V, say:
(6.17)
V(0 ) = 0.5(Vmin + Vmax )
then a Newton scheme17 can be employed to find V. If the new value of V ever goes
outside the range indicated by (6.15), a bisection-like technique can be employed to bring
the solution into the physical space.
If the vapour fraction found from (6.14) is 0 < V < 1, then a physical 2-phase solution is
possible. If V < 0 or V > 1, this indicates the solution is 1-phase, being either a liquid or
vapour respectively.
6.2 Stability Test
If the solution of the SS Flash indicates a Trivial solution and/or the Rachford-Rice
solution generates a vapour fraction V < 0 or V > 1, then strictly we should do a further
17
In the simulation environment, we generally have the solution from the previous time step for the current
grid cell.
72
Oxford
09/09/09
PVT Analysis
test to confirm this fluid is indeed single-phase at the local (p, T). This further check is
called the Stability Test.
The GFE of the feed composition, z, is given by (6.1). Suppose we now attempt to split
off an infinitesimal amount, ε, of a second phase of composition, y. Using a Taylor series
expansion to first order, the GFE of feed minus the ε of the 2nd phase is:
(6.18)
G ( I ) = G (0) − ε
N
∑
i= 1
yi µ i ( z )
The GFE of the trial phase is:
(6.19)
G ( II ) = ε
N
∑
i= 1
yi µ i ( y)
The trial phase is thermodynamically preferred if:
(6.20)
∆ G = G ( I ) + G ( II ) − G ( 0) < 0
This can be simplified to show:
(6.21)
∆G=
∑ y [µ ( y) − µ ( z)] <
N
i
i= 1
i
i
0
By minimizing ∆G, we can find out if (6.21) is satisfied and hence whether our fluid is
unstable, i.e. 2-phase. It can be shown this is equivalent to requiring:
(6.22)
ln Yi + ln φ i ( y ) − ln z i − ln φ i ( z ) = 0
The Yi are interpreted as mole numbers: the composition y is given by:
(6.23)
y i = Yi
N
∑
j= 1
Yj
The iterative solution of (6.22) proceeds very much like that of the SS Flash. The Wilson
K-value correlation, (6.11), can be used to construct a liquid-like and vapour-like fluid
from the feed:
(6.24)
Yi LL =
zi
K iWil
YiVL = z i K iWil
Each of these trial compositions are taken in turn. Firstly, a normalized composition is
calculated from (6.23), then the fugacity coefficients of this composition and the feed are
calculated and a new set of mole numbers calculated from (6.22). As with the Flash, we
check for progress towards a trivial solution by seeing if all the K-values approach unity.
If the system is unstable, the sum of the mole numbers at the solution will be greater than
1. If the first trial fails, the second is then tried. If they both fail we can conclude with
reasonable confidence our fluid is single-phase. If the first trial succeeds, it is normal to
still run the second trial. The composition calculated from the Stability test can be used
to construct K-values to re-start the Flash. In the case where the 1st trial has succeeded, if
the 2nd trial succeeds as well, the ratio of the two compositions will give a better set of Kvalues to re-start the Flash.
73
Oxford
09/09/09
PVT Analysis
As with the Flash problem, around the critical point, convergence can be very slow. Onepoint GDEM18 can be used to accelerate the SS scheme or full- or quasi-Newton schemes
are possible.
In the simulation environment, the Stability Test can be a computationally expensive way
of generating very little information; i.e. the fluid is 1-phase. In its normal mode of
operation, MORE tries to avoid the Stability Test calculation wherever possible. As was
made clear when we looked at the Rachford-Rice problem, solutions outside the physical
range are possible. Similarly, the equal fugacity conditions, (6.6) or (6.8) can still be
solved although the solution cannot be guaranteed with the same rigour as when the
vapour fraction lies within [0,1]. This procedure was termed Negative Flash by Whitson
and Michelsen. Its principle value is in reservoir simulation where like the conventional
flash it can re-use information from a previous time step, i.e. K-values, as a predictor for
the solution at the current step. This is unlike the Stability Test, which starts from the
two-sided Wilson estimates each time. A negative flash can be 10 times faster than a
Stability Test calculation.
6.3 Saturation Pressure
The saturation pressure calculation is a special case of the Flash. For a bubble point we
require V = 0, equivalent to the Rachford-Rice becoming:
(6.25)
FB (V = 0) =
N
∑
i= 1
z i ( K i − 1) = 0
For a dew point, V = 1, or:
(6.26)
FD (V = 1) =
N
∑
i= 1
zi
( K i − 1)
= 0
Ki
By analogy with the Stability Test, mole numbers calculated from (6.22) must satisfy the
condition:
N
(6.27)
∑
i= 1
Yi = 1
Søreide suggests a hybrid scheme for finding the (y, psat). The composition is updated
using an iteration of (6.22) whilst the pressure is updated using an iteration of a Newton
scheme on (6.27).
As with the Stability Test, we should construct a liquid-like composition from our feed,
(6.24), and look for a bubble point solution. If that fails, build the vapour-like
composition and look for a dew point solution. If both searches fail, we are presumably
at some temperature in excess of the Cricondentherm, see section 3.2.
18
The Flash uses 2-point GDEM: see Søreide for details.
74
Oxford
09/09/09
PVT Analysis
6.4 Composition versus Depth
We have described how chemical potential is the force which drives the diffusion of
components between liquid and phases until they have the same values in both phases,
(6.6). In the presence of a gravitation field, this becomes modified to:
(6.28)
[µ
i
]
(h) − µ i (h 0 ) + M wi g (h − h 0 ) = 0
i = 1, , N
µi(h0) is the chemical potential at the reference depth, h0, whilst µi(h) is the value at the
depth of interest, h: g is the acceleration due to gravity [9.81 m/s 2]. Thus, given a
composition z(h0), we can estimate the composition z at h from (6.28).
A number of assumptions are implicit in (6.28). The first and most contentious is the
fluid column, which may stretch over several 100 ft, is in equilibrium. Fluid may be still
entering the trap or it may be undergoing change in-situ. Movement of the rock strata
can cause fluid movement, as can thermal gradients. The temperature gradient in a
reservoir can vary between 0.5 oF/100ft and 4.0 oF/100 ft: a typical value is 2.0 oF/100 ft
[3.65 oC/100 m]. These temperature gradients can induce connective flow in an attempt
to equalize the temperature differences. Generally, temperature gradients seem to have
the effect of reducing the size of the compositional variation predicted by (6.28) using the
constant temperature assumption.
The other main driver to cause deviations from that predicted by (6.28) is the presence of
asphaltic material in the reservoir fluid. Even in small quantities, they have the effect of
exaggerating the compositional variation. Near-critical fluids also experience strong
composition gradients though these may be predictable.
Putting these concerns to one side, (6.28) gives us a mechanism to estimate how
composition may change with depth. Two possible systems are possible as indicated in
the following two figures.
In the first diagram, the fluid column has a distinct Gas-Oil-Contact (GOC). The dew
point pressure equals the bubble point pressure equals the reservoir pressure at the GOC.
Above this, the vapour gets lighter at decreasing depth and the difference between the
fluid [vapour phase] pressure and the dew point pressure increases. Below the GOC, the
liquid gets heavier with increasing depth and the difference between the fluid [liquid
phase] pressure and the bubble point pressure increases.
75
Oxford
09/09/09
PVT Analysis
Figure 39: Gas-Oil Contact
Figure 40: Critical Transition
In the second case, again the fluid gets heavier with depth so that the dew point pressure
increases and the bubble point pressure decreases with increasing depth. Now however,
the fluid makes a smooth transition from vapour to liquid without exhibiting a GOC: this
is called a Critical Transition.
In the first case, sampling near the GOC, especially in the gas cap would be fraught with
problems. Since the difference between the fluid and dew point pressure is quite low, it
would not take much draw down for the fluid entering the well to be two-phase. It is
clearly preferable to sample as high up and as low-down in the column as possible.
76
Oxford
09/09/09
PVT Analysis
7. Characterization
As we saw in section 2.8, most laboratory analyses of produced fluids end with some
residual or plus fraction: typically, this will be C 7+, C10+, C12+, etc. Even if we are able to
obtain all the physical properties of the plus fraction needed to perform EoS
calculations19, experience shows the fluid system usually requires a more detailed
breakdown, especially for near-critical fluids.
The process of characterizing the plus fraction makes use of mathematical models of
component distributions based on experimental observations. There are three main tasks:
1. Divide the plus fraction into a number of sub-fractions of known mole fractions.
2. Define the mole weight, specific gravity and boiling point of the sub-fractions: the socalled Inspection Properties.
3. Estimate the physical properties required by the EoS for the sub-fractions.
We will consider these three points in turn.
7.1 Molar Distribution Models
Accepting that the origin of the hydrocarbon accumulations we found nowadays is
organic in nature20, then originally the molecules were large multi-ring aromatics and
napthenes. Over the 10’s of millions of years the material has been buried, the material
has been cooked more or less strongly depending on its depth of burial.
If all C-C bonds in all molecules are equally likely to be broken, then large molecules are
more likely to broken up into smaller molecules. Thus, the idea that the distribution of
molecules within plus fractions can be described by some exponentially decaying
function would seem reasonable: this hypothesis is borne out by observation.
Of all the mathematical models for describing plus fraction molar distributions, the most
powerful and widely used are those due to Whitson: see Søreide for details. The basis of
Whitson’s model is the Gamma Distribution Model (GDM):
(7.1)
p(M ) =
(M − η )
( M − η ) (α − 1)
exp −
α
β
β Γ (α )
where:
(7.2)
19
β =
(M N + − η )
α
Mole weights, critical pressures, temperatures and volumes, acentric factors and BIPS.
20
For an alternative explanation, see Prof. Thomas Gold’s hypothesis of The Hot Deep Biosphere,
Copernicus, New York (1998).
77
Oxford
09/09/09
PVT Analysis
This 3-parameter model (η,α,β) measures the probability p of finding a molecule of mole
weight M within the plus fraction of mole weight MN+. The key parameter is α which
defines the shape of the distribution: its value is usually 0.5 < α < 2.5. A value of α = 1
gives a pure exponential distribution and is the default value in the absence of any other
information. If a compositional breakdown of the C7+ is available, say to C12+ or
preferably C20+, this information can be used to set the value of α by tuning the model to
the measured data. The parameter η can be interpreted as the minimum mole weight
within the plus fraction: for a C7+ plus fraction, a value of η = 90 is common. Γ is the
gamma function, details of which can found in most undergraduate texts on applied
mathematics.
Figure 41: Whitson GDM for different values of α
By definition, the integral of the GDM between [η,∞] is unity:
(7.3)
∫
∞
η
p ( M )dM = 1
Further, the plus fraction mole-weight satisfies the condition:
(7.4)
∫
∞
η
Mp ( M )dM = M N +
Integrating (7.1) between mole weight limits [Mi, M(i+1)] gives normalized mole fraction
zi/zN+ of that interval. The recommended way of operation of the model was to split the
plus fraction into the SCN groups up to some upper limit of C39, leaving a C40+ residual.
These cuts should then be grouped back to give between three and five pseudocomponents. A typical split of a C7+ into five pseudo-components might then yield:
C7-10, C11-16, C16-20, C21-30, C31+.
Whitson improved the GDM model by using the mathematical technique of Quadrature.
78
Oxford
09/09/09
PVT Analysis
7.1.1 Quadrature
Certain definite integrals such as (7.3) can be approximated to a high degree of accuracy
by a series summation:
∫
(7.5)
b
a
w( x) f ( x) dx ≈
N
∑
wi f ( x i )
i= 1
The choice of weighting function w(x) depends on the nature of the function f(x) and the
limits [a, b], these in turn fix the weights, w i , and nodes, x i , for this N-point
approximation.
In the case of the GDM, we can define:
x=
(7.6)
(M − η )
β
dx =
⇒
dM
β
so that (7.3) becomes:
∫
(7.7)
∞
0
1 ( β x ) (α − 1)
exp(− x ) β dx =
Γ (α ) β α
∫
∞
0
1
x (α − 1) exp( − x)dx
Γ (α )
Given the nature of this integral, involving as it does the term exp(-x) and the limits of
zero and infinity suggests that the Laguerre-form of Quadrature is most appropriate
where the function will be:
x (α − 1)
f ( x) =
Γ (α )
(7.8)
As was made clear in (7.5), the representation of the integral by the series summation is
only an approximation although the quality of the approximation is improved by
choosing a larger number of points, N. The nodes and weights for the 5-point GaussLaguerre Quadrature are shown in the table below: see Abramowitz and Stegun.
i
xi
wi
1
0.263 560 319 718
5.217 556 105 83E-01
2
1.413 403 059 107
3.986 668 110 83E-01
3
3.596 425 771 041
7.594 244 968 17E-02
4
7.085 810 005 859
3.611 758 679 92E-03
5
12.640 800 844 276
2.336 997 238 58E-05
Having selected the number of points, N, the values for the weights and nodes can be
looked up from a book of mathematical tables: see Abramowitz and Stegun.
79
Oxford
09/09/09
PVT Analysis
7.1.2 Modified Whitson Method
Whitson’s modified method has an additional 4th parameter, δ, defined initially by:
(7.9)
δ
α β*
= exp
− 1
M N+ − η
(0)
and a modified β-parameter, β* defined by:
(7.10)
β
*
=
(M N − η )
xN
where xN is the value of the Nth node looked up from the tables and MN is the mole weight
of the last pseudo-component. For a C7+ plus fraction, Whitson suggests MN =
2.5×M(C7+). The mole weights of the N pseudo-components are given by:
(7.11)
M i = η + β * xi
and the mole fractions from:
(7.12)
z i = z N + [ wi f ( xi )]
The function f(x) is given by:
(7.13)
f ( x) =
x (α − 1) (1 + ln δ )α
Γ (α )
δ x
As a quality check, we can back-calculate the plus fraction mole-weight from:
(7.14)
M Ncal+ =
N
∑
i= 1
zi M i
If the value calculated from (7.14) disagrees with that measured, the value of δ should be
adjusted and the mole weights and mole fractions re-calculated until (7.14) is satisfied.
Another feature of the modified Whitson method is its ability to simultaneously
characterize several samples at once. Suppose we have M samples of fluid, each of
which has a common plus fraction definition, say C7+. In practice, each of the samples
will have a different plus fraction mole weight and distribution or shape parameter α.
Now by selecting an N, η and MN, we can calculate a unique β* from (7.10) and hence a
unique set of mole weights from (7.11). Now using the [α, MN+] by sample, by calculate
an [initial] δ by sample and hence a set of mole fractions, zi, by sample from (7.12). The
mole weight check (7.14) is made for each sample and the appropriate δ’s adjusted until
the plus fraction mole-weights of all samples are honoured. Arguably, this technique has
been the best advance in fluid modeling in the last 10 years.
As an example of the technique in action, consider the following case where an oil and a
gas condensate are simultaneously characterized. The mole percentage and mole weight
of the C7+ plus fraction were given as:
80
Oxford
09/09/09
PVT Analysis
Property
z[7+] (mol%)
Mw[7+]
Oil
Condensate
36.54
198.7
1.54
141.0
The resulting split into five pseudo-components in which the fifth pseudo-component was
allocated the mole weight of M = 500.0 yielded the following:
Composition/[mol%]
Pseudo-Comp
Oil
Condensate
Mole Weight
C7+(1)
3.4999
0.3365
98.55
C7+(2)
12.7400
0.9273
135.84
C7+(3)
13.2405
0.2646
206.65
C7+(4)
5.9994
0.0115
319.83
C7+(5)
1.0600
0.0001
500.00
C7+ Distribution Parameters
α
1.562
1.901
η
90.0
90.0
β
69.590
26.959
β0
32.435
32.435
δ [for (7.9)]
0.5863
1.2252
δ [for (7.14)]
0.5846
1.2218
The values of α were chose to match other properties: we will discuss general regression
procedures in Chapter 8.
7.2 Inspection Properties Estimation
We have already seen the trends in specific gravity and normal boiling point temperature
shown by the hydrocarbons: see Table/Chart 2.1.
Back in the 1930, Watson found that within a particular gas or oil mixture, the various
constituents appeared to honour the relationship:
(7.15)
Kw =
Tb1 3
γ
81
Oxford
09/09/09
PVT Analysis
where Tb is the normal boiling point temperature in degrees Rankine. Values of the
Watson K-factor, Kw, vary between 8.5 and 13.5:
Type
Lower
Upper
Paraffinic
12.5
13.5
Napthanic
11.0
12.5
Aromatic
8.5
11.0
Table 7.1: Typical Values of Watson Kw for different fluid types.
There is some overlap in these values and a mixture of paraffinic and aromatic
components will produce something that looks napthanic.
Nevertheless, within a particular fluid sample, there is remarkable consistency between
the value of the Kw for the plus fraction and the values of the constituent parts. Special
studies on two North Sea fluids showed for a gas condensate that Kw = 11.99 ± 0.01 and
for a volatile oil Kw = 11.90 ± 0.01. Thus, the following scheme is suggested for
determining the specific gravities and boiling points of the pseudo-components derived
from the splitting procedure discussed in the previous section.
Given the plus fraction mole weight and specific gravity, (MN+,γN+), we calculate the
Watson factor from the following correlation due to Whitson [see Søreide]:
(7.16)
K w = 4.5579 M 0.15178γ
− 0.84573
Then using this value of Kw, we calculate the pseudo-component specific gravities from a
re-arrangement of (7.16):
(7.17)
γ i = 6.0108M i0.17947 K w− 1.18241
The boiling points are calculated from a re-arrangement of (7.15):
(7.18)
Tbi = ( γ i K w )
3
Other more complex relationships between these properties have been proposed which
have proved more or less accurate: again, see Søreide for details.
The Watson factor has an important role to play in quality checking reservoir samples.
Whitson showed that the Watson factor of samples taken from the same field only varied
by ±0.01 units. So having defined some mean value and Whitson suggests a minimum of
three samples be used for this purpose, any new sample whose Kw differs from the
established mean is probably in error. Given the errors associated with measuring the
plus fraction mole-weight, adjusting this parameter might be appropriate for a new
sample failing this quality check.
82
Oxford
09/09/09
PVT Analysis
7.3 Critical Property Estimation
In table 3.1, we saw how the physical properties of the first few members of the alkane
series obeyed the same sort of trends we saw for the specific gravities and boiling point
temperatures. Many authors have therefore suggested correlations of the form:
θ i = θ (γ i , Tbi )
(7.19)
θ includes the set of critical pressure, critical temperature, critical volume and acentric
factor. The popular correlations are due to Kesler and Lee, Cavett, Riazi and Daubert,
Edmister, Twu and Søreide: see Søreide for details.
7.3.1 Normal Boiling Point Temperature
The correlation due to Riazi and Daubert firstly calculates the component normal boiling
point temperatures from the values for mole weight and specific gravity:
0.40167
γ
(7.20) Tbi = 6.7786 M i
− 1.58262
i
[
exp 3.7741 × 10 − 3 M i + 2.9840γ i − 4.2529 × 10 − 3 M i γ
i
]
7.3.2 Critical Temperature, Critical Pressure
Given the normal point points, an equation of the form (7.19) was generated:
θ = a exp[ bTb + cγ + dTbγ ]Tbeγ
(7.21)
f
where θ refers to the properties Tc or pc and the six constants in (7.21) are shown in the
table below. Values for the Tb must be supplied in degrees Rankine. The resulting values
of Tc and pc will be in degrees Rankine and psia, respectively.
θ
Tc
a
10.6443
b
-5.1747E-04
-4.725E-03
c
-0.54444
-4.8014
pc
6.162E+06
d
3.5995E-04
3.194E-03
e
0.81067
-0.4844
f
0.53691
4.0846
7.3.3 Critical Volume
Critical Volume may be estimated from another correlation due to Riazi and Daubert of
the form:
(7.22)
Vci = 7.0434 × 10 − 7 Tbi2.3829γ
− 1.683
i
83
Oxford
09/09/09
PVT Analysis
Again, Tb’s must be specified in degrees Rankine: the resulting Vc’s will be in ft3/lbmole.
7.3.4 Acentric Factor
Acentric factors are routinely calculated from one of two correlations due to Edmister
and Kesler-Lee. The Edmister correlation is:
(7.23)
p
log ci
3
14.7 − 1
ωi =
7 Tci
− 1
Tbi
The Kesler-Lee correlation, which is recommended, depends on the value of reduced
boiling point:
(7.24)
Tbr =
Tb
Tc
For values of Tbr < 0.8, then:
(7.25)
1
p
− ln ci − 5.92714 + 6.09648
+ 1.28862 ln Tbri − 0.169347Tbri6
14
.
7
T
bri
ωi =
1
15.2518 − 15.6875
− 13.4721 ln Tbri + 0.43577Tbri6
Tbri
For values of Tbr > 0.8, then:
(7.26)
ω i = − 7.904 + 0.1352 K wi − 0.007465 K wi2 + 8.359Tbri + (1.408 − 0.01063K wi )Tbri− 1
84
Oxford
09/09/09
PVT Analysis
8. Regression
Suppose we have split our plus fraction into 3-5 pseudo-components and used the
techniques in sections 7.2 and 7.3 to assign physical properties to them. Can this fluid
description be used with the EoS models in section 5 to simulate the laboratory
experiments discussed in section 4 - No! Typically, saturation pressure can be predicted
to about ±10%, densities to ±5% and compositions to ±10%. Why is the case?
1. Insufficient detail regarding the make-up of the plus fraction
2. Inaccurate physical properties for the plus fraction pseudo-components
3. Errors in the compositional determination and/or laboratory measurements
4. The cubic EoS is only an approximation to the real fluid behaviour
The compositional determination and laboratory experiments can be checked to some
degree: a couple of these procedures are discussed in sections 4.1.4 and 4.2.6. Assuming
these and other rationality21 checks have been performed and there are still discrepancies
between theory and measurement, what do we do? The generally accepted procedure is
to regress the EoS model. That is, change some of the parameters of the model to
minimize some measure of the difference between theoretical and observed behaviour.
There are generally three parts to an optimization problem such as a minimization. They
are:
1. An objective function
2. A number of degrees of freedom, i.e. parameters to vary
3. Constraints, i.e. physical limitations on the variability of the parameters
We will discuss these elements in turn.
Objective Function
The objective function is the single [scalar] variable we will construct and will measure
the goodness of fit between our model and the measured data. Generally, the sum of
squares error is used in EoS modeling.
Suppose we have a number of measured data, denoted yiobs, i = 1,…, M, for which our
EoS predicts the equivalent values, yiEoS. On an item-by-item basis, we can define the
following residual:
(8.1)
( y iObs − y iEoS )
ri = wi
y iEoS
21
Do the experimental results change in a predictable way? Does the results from this sample agree with
those from a similar sample, if one exists?
85
Oxford
09/09/09
PVT Analysis
The wi are weighting factors which we will discuss shortly. Summing the square of the
residuals from (8.1) gives us our objective function:
(8.2)
1 M 2
∑ ri
2 i= 1
f ( x) =
The factor of 0.5 is included for subsequent algebraic convenience. The vector x
indicates that a number of parameters or degrees of freedom are available for adjustment.
Changing one or more of these parameters will change the yiEoS: this is the mechanism by
which we seek to minimize f.
In order to minimize f, we need to ensure22:
(8.3)
gj =
∂f
=
∂xj
M
∑
i= 1
ri
∂ ri
= 0
∂xj
i = 1,..., N
N≤ M
The derivatives of the residuals with respect to the set of parameters, x, can be
approximated by finite differences as:
(8.4)
J ij =
ri ( x; x j + δ x j ) − ri ( x)
∂ ri
≈
∂ xj
δ xj
Each of variables is perturbed and then re-set, in turn, by δxj = εxj: ε is some small
number, say 10-5. The elements of (8.4) are usually called the Jacobian elements. The
set of N-equations in (8.3), called the gradient, can be solved by a variety of Newton and
quasi-Newton techniques. Assuming the residuals are normally distributed, i.e. there are
as many positive errors as negative errors and they have the same spread of error, we can
solve (8.3) by:
(8.5)
N
∂gj
k=1
∂ xk
∑
∆ xk + g j = 0
where:
(8.6)
H jk =
∂gj
∂ xk
≈
M
∑
i= 1
J ij J ik
To ensure the solution to (8.3) is a minimum and not a maximum or turning point, we
require the Hessian matrix, (8.6), to be positive definite23. That is the eigenvalues of the
Hessian should all be positive: see any standard undergraduate text on mathematics.
8.2 Variable Choice
Prior to the general introduction of the volume translation technique, see section 5.4,
volumetric properties predicted by the common EoS could require some EoS parameters
22
The necessary condition.
23
The sufficient condition.
86
Oxford
09/09/09
PVT Analysis
to be changed by ±30-40%! With the use of volume translation, the changes required
should be only ±10%.
Common sense suggests that since the majority of the uncertainty connected with the
fluid characterization derives from the plus fraction, we should concentrate our efforts
here. Various authors have suggested different combinations of parameters connected
with the plus fraction. Whitson suggests the EoS-multipliers for the A- and Bcoefficients, which we denoted ( Ω A , Ω B ) , should be selected: one pair for each pseudocomponent split-out of the plus fraction. We would recommend this approach.
As an alternative, the user might want to consider the parameters in the GDM. In
particular, we have discussed back in section 4.2.1 that errors in the mole weight can be
±10%. The value of the distribution parameter, α, is generally unknown. To complete
the set we might consider the plus-fraction specific gravity. This approach has some
appeal as we are concentrating our efforts on the real measurements, namely the plusfraction molar distribution rather than adjusting the properties of an inappropriate
distribution.
Viscosities should be matched as a separate exercise once the match to phase and
volumetric behaviour has been obtained. The standard model used for viscosity
prediction, due to Lohrenz, Bray and Clark, is a fourth order polynomial in reduced molar
density:
(8.7)
[(η − η )ξ
*
]
+ 0.0001
14
=
4
∑
k= 0
a k ρ rk
Adjustment of either the component critical volumes or the coefficients of the model [a0,
a1, a2, a3, and a4] are recommended. The reduced molar density is calculated from:
(8.8)
ρr =
Vcmix
VmEoS
The mixture critical volume is estimated from a linear mixing rule:
(8.9)
Vcmix =
N
∑
i= 1
z iVci
See Lohrenz et al. for details.
In the past, it was usually possible to achieve a physically consistent match to reliable
laboratory measurements for a single sample. Multi-sample matching involving fluids
from different parts of the reservoir, i.e. gas cap and oil leg, was not so easy. By using
the modified Whitson GDM, multi-sample matching should not present a problem.
8.3 Constraints
It is often possible to achieve a near-perfect match to the set available measured data only
to find when the tuned EoS is applied at some combination of conditions not represented
with the matching set its predictions are poor, or even worse non-physical. This is often
87
Oxford
09/09/09
PVT Analysis
because the parameters selected have been allowed to vary too far from their initial
values. Generally, constraints should be applied and despite the temptations, they should
not be relaxed from their default settings. The programmer based on the experience of
many users has usually set these defaults.
The quality check performed on the CVD experiment suggests we plot the component Kvalues as a function of pressure. The K-values should vary in a smooth, monotonic, noncrossing fashion with the largest K-values corresponding to the most volatile
components, etc. Whitson has suggested the tuned EoS should behave in a similar way.
On those rare occasions where there is a surplice of measured data, some might be held
back to be used as quality check for the EoS tuned to the other measured data.
88
Oxford
09/09/09
PVT Analysis
9. Export for Simulation
The two major classes of reservoir simulation performed today are:
1. Black Oil (BO)
2. Compositional (EoS)
Young and Hemanth-Kumar showed that the BO model maybe considered as a special
case of a 2-component EoS model. In section 9.1, we will see how to generate a BO
model suitable for use in a reservoir simulator of that type.
The EoS models developed in the previous chapters could be used directly in simulation
models like MORE and Eclipse 300. However, a 15-component system derived from a
system consisting of N2, CO2, C1, C6 and 5 pseudo-components generated from C7+ split
would generally be considered as computationally too expensive. A technique called
pseudoization or grouping must be considered. This is discussed in section 9.2.
9.1 Black Oil Modeling
In a BO model of a hydrocarbon fluid, we represent the system by 2-components which
are identified as Stock Tank Gas (STG) and Stock Tank Oil (STO). These components
are generated by the production system when well stream fluid is processed through the
separator train, ultimately yielding the stock tank products: see the diagram in section
4.2.4. From the modeling point of viewing, this process is the mechanism by which we
turn moles of well stream into volume of STO and STG.
Let us consider the most general case where we have a two-phase reservoir system
consisting of a mass mL of liquid and mV of vapour. If produced to the surface, the liquid
will yield a mass of moL of STO and a mass of mgL STG whilst the vapour will yield a
mass of moV of STO and a mass of mgV of STG according to:
(9.1)
m L = moL + m gl
mV = moV + m gV
by the law of conservation of mass. (9.1) can be written in terms of reservoir and surface
volumes:
(9.2)
ρ LVL = ρ ostVoL + ρ gstV gL
ρ V VV = ρ ostVoV + ρ gstV gV
where (ρL,ρV) are the reservoir liquid and vapour densities and (ρost,ρgst) are the STO and
STG densities.
89
Oxford
09/09/09
PVT Analysis
Figure 42: Schematic of the Generalized BO Table Construction.
Bo reservoir volumes of liquid liberates 1 surface volume of STO and Rs surface volumes
of [dissolved] STG:
(9.3)
Bo =
VL
Vol
Rs =
VoV
VoL
By analogy, Bg reservoir volumes of vapour, liberates1.0 surface volume of STG and Rv
surface volumes of [vapourized] STO:
(9.4)
Bg =
VV
V gV
RV =
VoV
V gV
90
Oxford
09/09/09
PVT Analysis
Rv is known as the Oil-Gas-Ratio (OGR) or Condensate-Gas-Ratio (CGR). Substituting
(9.3) and (9.4) into (9.2) and re-arranging gives:
ρ
(9.5)
L
=
ρV =
(
st
g
)
+ Rv ρ ost
)
1
ρ ost + Rs ρ
Bo
(
1
ρ
Bg
st
g
Given the (Bo, Rs), (Bg, Rv) as a function of pressure and the (ρost, ρgst) along with the
liquid and vapour viscosities, we have all the information we need to calculate the
reservoir static fluid properties – the BO tables.
In this general case, the stock tank densities are calculated as the average of the densities
produced from flashing the reservoir liquid and reservoir vapour through the production
system:
(9.6)
st
st
ρ ost = Fo ρ oL
+ (1 − Fo ) ρ oV
Fo =
(9.7)
ρ
Fg =
st
g
= Fg ρ
st
gV
+ (1 − Fg ) ρ
st
gL
VoL
VoL + VoV
V gV
V gV + V gL
The traditional BO formulation ignores the OGR, Rv. It is assumed that reservoir free gas
[vapour] does not yield any liquids when brought to surface. That is, it is the same gas as
the surface gas [STG] and that the properties of the STO and STG do not vary with time.
This is thought to be a reasonable approximation for crude oils with an initial Solution
GOR of 750 scf/STB or less. If the Solution GOR exceeds 1000 scf/STB, the STO
gravity will vary with time and the fraction of STO produced from the reservoir vapour
increases from zero to something approaching 90%. Hence, the need for the generalized
BO table construction method.
The majority of BO reservoir simulators assume:
(9.8)
st
st
ρ oL
= ρ oV
= ρ ost = constant
ρ
st
gV
= ρ
st
gL
= ρ
st
g
= constant
This may be a poor set of assumptions for a volatile oil, hence some authors have
developed techniques where the BO pressure-dependent properties are adjusted to
account for the non-variability of the stock tank densities, i.e. Coats.
Within a PVT program, we use one of the three depletion experiments:
•
CCE
•
CVD
•
DLE
to define the reservoir performance. Clearly, for a crude oil we use the DLE. For a gas
condensate, because we assume that dropped-out liquid in the reservoir remains immobile
due to relative permeability effects, the CVD would seem appropriate. The CCE doesn’t
91
Oxford
09/09/09
PVT Analysis
really simulate any reservoir process, however, it may valid for generating BO tables [as
a function of temperature] to describe flow in a well or pipeline being modeled using the
steady-state approximation, i.e. constant composition.
9.2 Compositional Modeling
The EoS models generated using the techniques outlined in sections 5-8 will typically
have between 10 and 25 components. Can these models be exported directly into a
compositional simulator? 10-components – yes. 25-components – no!
There are two main numerical procedures in a compositional simulator. Firstly, there is a
mass conservation equation for each component, including water, which describes how
that component moves around the field. Depending on the model formulation, an
additional equation called the Volume Balance is then used to describe the variation in
the pressure field. The second main computational effort is the Flash.
In section 6.1, we outlined the SS method for solving the Flash. It was pointed out that
reservoir simulators don’t generally use this technique. Instead they employ Newtonbased techniques because they usually have a good initial estimate, i.e. the last time steps
solution, and consequently a Newton will find the new solution most quickly. However,
in order to use a Newton, we have to store the derivatives of the equal chemical potential
condition with respect to the component mole fractions, which is a matrix of order N2.
Then we must invert this N × N matrix for each time step on each grid cell, where N is the
number of components. Numerical analysis tells us that computationally this is an N3
operation.
For small and medium sized compositional problems in which the number of active grid
cells is less than 50,000, the Flash will be the dominant computational effort. Anywhere
between 50 and 80% of the total CPU will be spent in the Flash. Therefore, if we can
reduce the number of components, we reduce the memory requirement in proportion to
N2 and the CPU time in proportion to N3.
9.2.1 Grouping
The technique used to reduce the number of components is called grouping or
pseudoization. Essentially, it consists of identifying components whose behaviour is so
similar that by adding them, the predictions of the reduced EoS model are almost the
same as the extended EoS in which the components are considered individually.
We saw in chapter 2 that isomerism makes the identification of hydrocarbon molecules
containing six or more Carbon atoms a very time consuming and hence expensive
process. Butane [C4] and Pentane [C5] are routinely reported in terms of their normalparaffin’s and a single isomer, usually denoted iCN24. The properties of the normal C4/C5
and their isomers are so similar they are a natural for combination.
24
Remember the Alkane-Pentane has two isomers but one of these, neo-Pentane, is rarely found in
naturally occurring petroleum – see section 2.2.1.
92
Oxford
09/09/09
PVT Analysis
If the mole fractions of the inorganics N2, CO2 and H2S are small and they are not being
considered as [a considerable part of any] injection fluid, they can be combined with one
of the light hydrocarbons. N2 is very similar to C1 and the ratio of N2:C1 often exceeds
1:50 – this is a natural group. Clearly, this is not an option when modeling Ekofisk
where N2 injection is being done as a way of slowing-down the compaction of the chalk.
CO2 is most similar to C2 and these components should be considered as a potential
group. Again, this is not an option in CO2-injection is being done as is common in the
South West states of the USA. H2S is similar to C3 so that another group is possible but
not for the super-giant Bab field in Abu Dhabi in which the H2S mole fraction varies
from zero percent in the southwest to over 10% in the northeast.
Beyond this, care must taken. Depending on the application, a C 2 plus C3 group and a C4
to C6 group is commonly used. If the C7+ plus fraction has been split into five pseudocomponents, it maybe viable to re-group the 1st/2nd pseudos and 3rd/4th pseudos.
Regardless of the grouping scheme adopted, the ultimate test is that the predictions of the
pseudoized system should be broadly similar to those of the original system.
Note the current trend is to work with more detailed compositional descriptions in the
reservoir simulator. The Production and Process Engineers who require this more
detailed description to perform their calculations and optimizations dictate this trend.
9.2.2 Mixing Rules
The simplest and easiest method of generating physical properties for a grouped
component is via Kay’s rule:
(9.9)
θ
J
=
∑
j∈ J
z jθ
∑
j
j∈ J
zj
where j is the set of components with the group J and θ is the usual set of properties,
critical temperature, critical pressure, etc. The group specific gravity must be calculated
from:
(9.10)
γ
J
=
∑
j∈ J
z jM j
∑
j∈ J
z jM j γ
j
BIPS for binary group I-J can be calculated from:
(9.11)
∑∑
k IJ =
i∈ I j∈ J
z i z j k ij
∑∑
i∈ I j∈ J
zi z j
Coats then suggests the ΩaI and ΩbI are determined from:
(9.12)
Ω
aI
=
∑∑
i∈ I j∈ J
z i z j ai a j (1 − k ij )
( RTcI ) 2
α I (ω I , TrI )
p cI
and:
93
Oxford
09/09/09
PVT Analysis
(9.13)
Ω
bI
=
∑
i∈ I
z i bi
RTcI
p cI
The component Ωai and Ωbi may include previously determined corrections via the
regression process. Coats has shown it preserves the volumetric predictions made with
the original EoS: Whitson recommends the method.
94
Oxford
09/09/09
PVT Analysis
References
Abramowitz, M., and Stegun, I. A., editors,
“Handbook of Mathematical Functions”,
Washington D.C., National Bureau of Standards, Applied Mathematics Series-55, (1964).
Adkins, C. J.,
“Equilibrium Thermodynamics”, 3rd Edition,
Cambridge University Press, 1985.
API (American Petroleum Institute) RP44, 1st Edition,
“Recommended Practice for Sampling Petroleum Reservoir Fluids”,
API, Dallas, Texas, January 1966.
Beggs, H. D.,
“Production Optimization”,
OGCI Publications, Tulsa, Oklahoma, 1991.
Bradley, H. B., Editor-in-Chief,
“Petroleum Engineering Handbook”,
Society of Petroleum Engineers, Richardson, Texas, 1987.
Coats, K. H.,
“Simulation of Gas Condensate Reservoir Performance”,
JPT, (Oct. 1985), pp. 1870-1886.
Dake, L. P.,
“Fundamentals of Reservoir Engineering”,
Elsevier, Amsterdam, 1978.
Eyton, D. G. P.,
“Practical Limitations in Obtaining PVT Data for Gas Condensate Systems”,
SPE 15765, Presented at the 5th SPE Middle East Oil Show, Bahrain, March 7-10, 1987.
Firoozabadi, A.,
“Thermodynamics of Hydrocarbon Reservoirs”,
McGraw-Hill, New York, 1999.
Hall, K. R. and Yarborough L.,
“A New Equation of State for Z-factor Calculations”,
Oil and Gas J., (June 18, 1973), pp. 82-90.
Hoffman, A. E., Crump, J. S., and Hocott, C. R.,
“Equilibrium Constants for a Gas Condensate System”,
Trans. AIME, (1960), 219, pp. 313-319.
Lohrenz, J., Bray, B. G., and Clark, C. R.,
“Calculating Viscosities of Reservoir Fluids from their Compositions”,
JPT, Oct. 1964, pp. 1171-1176.
95
Oxford
09/09/09
PVT Analysis
McCain, W. D. Jr.,
“The Properties of Petroleum Fluids”, 2nd Edition,
Penn Well Books, Tulsa, Oklahoma, 1990.
Pedersen, K. S., Fredenslund, A., Thomassen, P.,
“Properties of Oils and Natural Gases”,
Gulf Publishing Company, Houston, Texas, 1989.
Peneloux, A., Rauzy, E., and Freze, R.,
“A Consistent Correction for Redlich-Kwong-Soave Volumes”,
Fluid Phase Equilibria, 8, (1982).
Søreide, I.,
“Improved Phase Behavior Predictions of Petroleum Reservoir Fluids From a Cubic
Equation of State”,
Ph.D. Thesis, Department of Petroleum Technology and Applied Geophysics,
Norwegian Institute of Technology, Trondheim, April 1989.
Turner, R. G., Hubbard, M. G., and Dukler, A. E.,
“Analysis and Prediction of Minimum Flow Rate for Continuous Removal of Liquids
from Gas Wells”,
JPT, November 1969.
UKOOA (United Kingdom Offshore Operators Association),
“Sampling and Analysing Gas/Condensate Reservoir Fluids”,
Complied by Hearn, R. S., March 1986.
Wichert, E., and Aziz, K.
“Compressibility Factor of Sour Natural Gases”,
Can. J. Chem. Eng., (1971), 49, p. 267.
Whitson, C.H.,
“Characterizing Hydrocarbon Plus Fractions”,
SPEJ, (August 1983), pp. 683-694.
Whitson, C. H., and Michelsen, M. L.,
“The Negative Flash”,
Paper presented at the 5th International Conference on Fluid Properties and Phase
Equilibria for Chemical Process Design, Banff, Alberta, (April 31 – May 5, 1989).
Whitson, C. H., and Torp, S. B.,
“Evaluating Constant Volume Depletion Data”,
JPT, (March 1983), pp. 610-620, Trans. AIME, 275.
Wilson, G. M.,
“A Modified Redlich-Kwong Equation of State, Application to General Physical Data
Calculations”,
Paper No. 15c, presented at AIChE 65th National Meeting, Cleveland, (May 4-7, 1969).
Young, L. C., and Hemanth-Kumar, K.,
“High Performance Black Oil Computations”,
Paper SPE 21215, presented at 11th SPE Symposium on Reservoir Simulation”,
Anaheim, Feb. 17-20, 1991.
96
Oxford
09/09/09
PVT Analysis
Appendix A: Classical Thermodynamics
In order to calculate fluid properties, we need a thermodynamic model for fluid
behaviour. However the model we require is difficult to develop. Derivations are often
too mathematical, too abstract or both. Instead, we will quote some results and point the
interest reader at the book by Firoozabadi.
A.1 Abstractions
The basis for the development of our thermodynamic model is sound, namely the law of
conservation of energy. However, it is usually expressed as:
(A1)
dU = dQ + dW
U is the Internal Energy, Q is the Heat Content and W the Work Done. Of these
quantities, only W is readily understandable. Imagine the piston of a frictionless cylinder
is moved by a distance dx. If the cylinder’s cross-sectional area is A and its gas is at a
pressure p, then:
(A2)
dW = F .dx = − ( pA)dx = − pdV
F is the force moving the piston and dV is the volume change.
The change in heat content is related to the Temperature, T, by:
(A3)
dQ = TdS
S is another abstract quantity called Entropy. Other quantities can be introduced such as
Helmholtz Energy, A, Enthalpy, H, and Gibbs Free Energy (GFE), G. Why we need all
these different abstract quantities becomes clearer when we consider what information
we know in advance.
In all cases, we will know the total of feed composition, n = [n1,…,nN]. In the reservoir
context or in a laboratory experiment, we will also know the pressure and temperature
(p,T). In this case, it can be shown we minimize the GFE – the Isothermal Flash:
(A4)
dG = − SdT + Vdp +
N
∑
i= 1
µ i dni
where µi is the Chemical Potential given by:
(A5)
∂G
µ i =
∂
n
i p ,T ,n j
where nj indicates all component moles, except ni, are held constant. Chemical Potential
will be explained shortly.
97
Oxford
09/09/09
PVT Analysis
In a producing well, at a given point the pressure and enthalpy are known. Here, we
minimize the negative entropy [maximize the positive entropy] – the Isenthalpic Flash –
from which we calculate the local temperature. The following table shows the various
types of process that can be considered.
Given
Minimize
Name
p, T, n
G
Isothermal
p, H, n
-S
Isenthalpic
p, S, n
H
Isentropic
V, T, n
A
Isochoric
Table A1: Type of Flash Process Depending on Known Quantities.
In the reservoir context, when a fluid is flashed at some point, it may or may not undergo
a phase transition. Generally, a phase transition will be accompanied by
A.2 Chemical Potential
Using a mathematical technique called the Reciprocity relationship [see Firoozabadi],
from (A4) we can derive:
(A6)
∂V
∂ ni
p ,T , n j
∂µ
= i
∂ p T ,n j
The term on the left-hand side of (A6) is defined as the Partial Molar Volume:
(A7)
∂V
V i =
∂ ni
p ,T , n j
Combining (A6) and (A7) gives:
(A8)
( dµ
i
= Vi dp
)
T ,n
Expression (A8) is an extremely important result since it provides a relationship between
an abstract quantity, the Chemical Potential25, and the pressure and volume [and
temperature and composition].
25
Sometimes called the Partial Molar Gibbs Energy.
98
Oxford
09/09/09
PVT Analysis
A.2.1 Fugacity
For an ideal gas, the [partial] molar volume is:
(A9)
Vi =
RT
p
Then, substituting (A9) into (A8) gives:
(A10)
dµ i =
RT
dp = RTd ( ln p )
p
For a real gas or fluid, the real-pressure or Fugacity replaces the pressure p. Fugacity is
defined by:
(A11)
dµ i = RTd ( ln f i )
And:
(A12)
Lim f i
=1
p → 0 xi p
where xi is the mole fraction of the ith component. The ratio ( f i xi p ) = φ i is known as
the Fugacity Coefficient.
Now subtract RTd (ln xi p ) from both sides of (A11):
(A13)
dµ i − RTd ( ln xi p ) = RTd ( ln f i ) − RTd ( ln xi p )
Or:
(A14)
RTd ( ln φ i ) = Vi dp − RTd ( ln p )
In (A14), we have substituted (A8) for the first term on the right hand side and have
dropped the term RTd ( ln xi ) since we assume constant composition. This equation can
now be integrated to give:
p
(A15)
RT ln φ i =
∫ V
i
0
−
RT
dp
p
If we have an analytic EoS such as the cubic EoS discussed in Section 5.2, then we can
substitute the appropriate expression for the partial molar volume into (A15) and perform
the integral to give us an analytic expression for fugacity coefficient. In particular, the
Martin’s generalized 2-parameter EoS gives rise to the following expression:
99
Oxford
09/09/09
PVT Analysis
(A16)
ln φ i = − ln( Z − B ) +
Bi
1
A Ai Bi Z + m2 B
( Z − 1) +
2 −
ln
( m1 − m2 ) B A B Z + m1 B
B
A.3 Equilibrium
Let’s consider a two-phase N-component system. The two-phases will be denoted using
the superscript (1) and (2). The moles of each component must satisfy the material
balance condition:
(A17)
ni = ni(1) + ni( 2 )
Since the feed composition is fixed, differentiating (A17) gives:
(A18)
dni(1) = − dni( 2 )
At constant pressure and temperature, the change in GFE for the two phases will be:
(A19)
dG (1) =
N
∑
i= 1
µ
(1)
i
dG ( 2 ) =
dni(1)
N
∑
i= 1
µ
( 2)
i
dni( 2)
At equilibrium, dG (1) + dG ( 2) = 0 , which can only be satisfied if:
(A20)
µ
(1)
i
− µ
( 2)
i
= 0
for
i = 1, , N
From the definition of fugacity coefficient, (A20) is equivalent to:
(A21)
ln xi(1) + ln φ i(1) = ln xi( 2 ) + ln φ i( 2)
100
Oxford
09/09/09