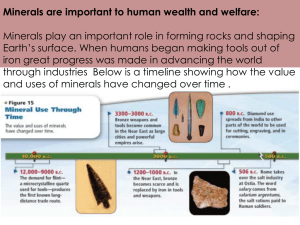
Course Title: Applied Chemistry Course Code: Chem 116 Lecture - 01 Instructor Name Dr. Muhammad Usman Rashid Assistant Professor Institute Of Chemical Engineering And Technology, ICET University of the Punjab, Lahore Date: 15-12-2021 Welcome to the ICET ◦ I warmly welcome you all in the prestigious Institute of Chemical Engineering and Technology. ◦ welcome to family of Chemical Engineers Brief history of the Department ◦ The Institute of Chemical Engineering & Technology is one of the oldest institutes of the country that has served the region over a century. It started offering program as diploma in industrial chemistry in 1917 and then offered diploma in chemical technology 1. Program Introduction ◦ 1917: A two-year course, leading to B.Sc. Degree in Technical Chemistry was started by Punjab University at Forman Christian College Lahore. ◦ 1925: A two-year course was replaced by a three years course leading to B.Sc. (Hons) Degree followed by a one year M.Sc. (Hons.) course in Technical Chemistry. ◦ 1939: University of the Punjab merged the B.Sc. (Hons) course of Chemistry and Technical Chemistry by modifying the syllabi in such a manner that the B.Sc. (Hons) in Chemistry included the necessary course requirements for admission to M.Sc. (Hons) in Technical Chemistry. ◦ 1941: The department temporarily shifted at the Punjab College of Engineering and Technology, Mughalpura as an independent department of Chemical Technology. ◦ 1946: The department was shifted to Punjab University, Old Campus. ◦ 1948: The department was raised to the status of the Institute of Chemical Technology. ◦ 1950: A four-year Course in Chemical Technology was started. 1957: The improvement in syllabi and course of reading was carried out and this resulted, ultimately, in the Institution of parallel course leading to B.Sc. (Hons.) Tech degree in Chemical Engineering. 1966: Chemical Technology was accorded recognition as a professional subject by the University. ◦ 1970: The following professional degree courses were launched. 1. B.Sc. (Engg.) Chemical Engineering 2. B.Sc. (Engg.) Metallurgy and Materials Science 3. M.Sc. (Engg.) Chemical Engineering 4. M.Sc. (Engg.) Metallurgy and Materials Science 1982: The Faculty of Engineering & Technology was established at the University of the Punjab with the purpose of expanding its educational/training programs in the allied disciplines to meet the demands of newly emerging technologies in the country. Background: Relation between chemistry and chemical engineering ◦ Modern industrial societies are the result of the great industrial revolution, which began in England in the 18th century and that forever changed the methods used by the mankind to manufacture substances and machines. Prior to those years the industry was mostly craft and the processes employed techniques that had passed from parents to children for generations. In the 19th century the chemistry had a great development thanks to the great scientists who laid the foundations for the establishment of theories and laws that govern that science. ◦ In that century, the chemists began also to create, at high speed, new chemical substances that had great importance in the industrial development of those times, such as the pigments, fuels, solvents, the rubbers, explosives and drugs . ◦ At that time the creation of new chemical plants was in charge of chemists and mechanical electrical engineers , but towards the end of the 19th century it was realized the need for engineers who knew chemistry and which could engage in the ever more pressing task of designing more efficient chemical plants for substances that had never before been produced commercially. ◦ It was so that in 1887, Edward Davis, in Manchester U.K., proposed the creation of a special career in a series of conferences (Davis, 1888). After Davis´s courses, the idea passed to the United States, where in 1888 were held at MIT the first chemical engineering courses organized by Lewis.M. Norton, Professor of industrial chemistry. The first curricula settled did stress upon the deep study of chemistry and physics, reinforced by mechanical engineering courses and descriptive courses of the industrial equipment used at that time, as well as the most important industrial processes. ◦ As soon as the graduates began to become operational, they realized the inoperative of their training. The courses received were descriptive and upon arriving at their works the engineers were required to do engineering. They needed to know how to perform balances of matter and energy, how to design equipment, how to determine the size of a new plant, etc. This served to redesign in the schools the teaching of chemical engineering. ◦ The first thing discovered was the importance of having good balances of matter and energy. In the chemistry courses then only talked about the stoichiometry, but what chemical engineers needed was beyond what was taught in those courses, because the complexity of chemical plants required balances in reactors , distillation columns, purges, processes in transient and permanent regime, etc. Therefore since the beginning of the century the professors began to give courses on balances of matter and energy for engineers, that is considered the first paradigm of chemical engineering. ◦ With the grow of the chemical industry and when the first engineers leave the schools they discovered the futility of imparting knowledge through the descriptive method and they emphasized the study of the "unit operations“ techniques. This concept due to Arthur D. Little, indicates that instead of studying the different processes the engineers should study the operations common to many of them, for example, heat flow, flow of fluid, filtration, distillation, drying. ◦ These unit operations have as a common property that they are physical and chemical operations, i.e. that they do not involved chemical reactions, but physical or physic chemical processes. ◦ The first engineers had great difficulties with the design of chemical plants, as there was a great lack of data on variables such as viscosity, density, thermal conductivity, diffusivity, heat capacities, etc. ◦ The civil and mechanical engineers had only done in-depth studies about fluids such as water and air, but chemical engineers had to work with a huge number of them. ◦ The chemists were not interested in obtaining the thermodynamic and kinetic constants required, so chemical engineers had to be given to the task of obtaining them. ◦ For this reason almost all universities and techs in the United States began to do serious studies on the behavior of the equipment used in the chemical industry, and soon there was sufficient information to appear the first book on unit operations: "Principles of the engineering chemistry", Walker, Lewis and Mc Adams, in 1923. CHEMICAL ENGINEER ◦ Chemical engineering has to do with industrial processes in which raw materials are changed or separated into useful products. The chemical engineer must develop, design, and engineer both the complete process and the equipment used; choose the proper raw materials; operate the plants efficiently, safely, and economically; and see it to that products meet the requirements set by the customers. ◦ Chemical Engineering is a branch of engineering that uses principles of chemistry, physics, mathematics, biology, and economics to efficiently use, produce, design, transport and transform energy and materials. The work of chemical engineers can range from the utilization of nanotechnology and nanomaterials in the laboratory to large-scale industrial processes that convert chemicals, raw materials, living cells, microorganisms, and energy into useful forms and products. ◦ Chemical Engineering Program Objectives The Chemical Engineering graduates from the Institute are expected to meet the following program educational objectives through our educational structure: 1. PEO1: Apply knowledge and skills to work effectively as productive Chemical Engineers and entrepreneurs (individually as well as a team member) in chemical process industries, academic and research organizations, chemical marketing and sales companies, and government departments. 2. PEO2: Constantly advance knowledge through professional training, research and lifelong learning. 3. PEO3: Work professionally and communicate effectively in order to devise technically sound and optimal solutions to engineering problems while observing ethical practices ◦ Introduction to course outline Title: Applied Chemistry Code Number: CHEM116 Semester: 1st Credit Hours: 3 Pre-requisites course requirements/ skills: Basic knowledge of applied sciences. Course Learning Outcomes: 1. Upon successful completion of the course, the students will be able to comprehend chemistry involved in manufacturing of organic and inorganic products. 2. Describe the mechanism of reaction of raw materials for synthesis of various products. 3. Devise reaction scheme for synthesis of industrially important chemicals. Contents ◦ Unit I: Introduction 1. Basic chemistry of various ores found in Pakistan 2. Coordination compounds and ligands 3. Complexes of different coordination numbers 4. Water: Chemistry, Reactivity, Hydrates 5. Chemistry of industrial aqueous and non-aqueous solvents 6. Industrial inorganic chemistry 7. Introduction to nuclear chemistry ◦ Unit II: Petrochemical Chemistry 1. Alkanes, Cycloalkanes, alkenes, alkynes, aromatic compounds 2. Heterocyclic organic compounds of sulphur, oxygen and nitrogen, generally present in crude petroleum. 3. Chemistry of Organometallic compounds related to chemical process and petroleum industries 4. Chemistry of Carbohydrates, lipids and proteins 5. Dyestuff chemistry 6. Brief treatise on stereo chemistry ◦ Unit III: Thermoplastics 1. Production of Industrially Important Thermoplastics 2. Links between chemical structure and properties of various industrially important Thermoplastics 3. Innovation in Polymerization 4. Co-Polymerization, Blending and Modification ◦ Unit IV: Oils and Fats 1. Natural Fats and their classification 2. Iodine Value and Saponification Values 3. Chemistry of Soap and Detergents Assessment and Examinations Sr. No. Elements Weightage Details 1. Midterm Assessment 35% Written examination at the mid-point of the semester. 2. Formative Assessment 25% It includes: classroom participation, attendance and assignments. 3. Final Assessment 40% Written examination at the end of semester. Pakistan Mineral data ◦ Pakistan is endowed with huge reserves of minerals covering an outcrop area of 600,000 sq. Kms. There are 92 known minerals of which 52 are commercially exploited with a total production of 68.52 million metric tons per year. The sector is a promising one with an average growth of 2-3% per annum, existence of above 5,000 operational mines, 50,000 SMEs and direct employment of 300,000 workers. ◦ Minerals are broadly classified into three categories; i) Metallic minerals ii) Non metallic minerals, and, iii) Energy/strategic minerals”. Metallic minerals include metalliferous ores, aluminum, chromium iron etc, non metallic mineral include dimensional stones, clay, salt silica etc and energy/strategic minerals include, coal etc. Pakistan has immense reserves of a number of minerals and natural resources that include coal, gold, copper, bauxite, mineral salt, chromite, iron ore, and many others. Pakistan also mines a variety of precious and semi-precious minerals including ruby, topaz, and emerald. ◦ ◦ The country has the world’s second largest salt mines and fifth largest copper and gold reserves, and second largest coal deposits, as well as estimated billions of barrels of crude oil. Despite huge potential, contribution of mineral sector to Pakistan’s GDP is around 3 % and country’s exports are only about 0.1% of the world’s total. In the year 2017, Pakistan’s total mineral exports were 0.5 Billion USD as compared to the world’s 401 Billion USD. ◦ The most potential and valuable minerals of Pakistan includes; Marble, Granite, Coal, Chromite, Gypsum, Copper, Gold, Iron Ore, Lead zinc, Bauxite, Crude oil and Natural gas. There are billions of commercially extractable reserves of these minerals that give both comparative and competitive advantages to Pakistan in the global perspective. ◦ Copper and Gold There are huge copper and gold reserves in Pakistan and are mainly concentrated in Baluchistan. There are estimated over 1600 million tons of gold reserves in Pakistan. In Reko Diq, Balochistan, main deposits of copper and gold are present. Antofagasta, the company which possesses the RekoDiq field, is targeting an initial production of 170,000 metric tons of copper and 300,000 ounces of gold a year. The project may produce more than 350,000 tons a year of copper and 900,000 ounces of gold. There are also copper deposits in Daht -e- Kuhn, Nokundi, located in Chaghi district.8 Key investment opportunities in Copper and Gold sector are; Modern copper and gold mining projects Copper refining plant Gold refining plant Chromite Pakistan has belts of chromite deposits in Balochistan and parts of Khyber Pakhtunkhwa (KPK) Provinces. The highest grade of chromite ores is available in Balochistan, especially in Muslim bagh. Currently, the chromite ores deposits in Pakistan are estimated to be 2.5 million tones. At present, chromite ores are being produced from Muslim bagh, Khanozai, Nisai, Gawal, Wad and Sonaro areas of Balochistan, and Malakand and Kohistan areas of KPK. Pakistan’s chromite grade ranges between 28%-56% and is produced both metrological and refractory grades of chromite ◦ Iron Ore Iron ore is among the top five minerals found in Pakistan and the country has estimated 1.427 billion tons of reserves of various grades. Iron ore is found in various regions of Pakistan including Nokundi, Chinot and the largest one in Kalabagh, Haripur and other Northern Areas. Key investment opportunities in coal sector are; Modern Iron Ore Mining/Quarrying Operations. Iron Ore Processing & Steel Mills Complex ◦ Coal: Pakistan is blessed with abundant coal reserves of both energy and fuel coal. The total coal reserves in Pakistan are 185 billion tones; within which ‘measured reserves’ are 3.45 billion tones, ‘indicated reserves’ nearly 12 billion tones, ‘inferred reserves’ 57 billion and ‘hypothetical resources’ 113 billion. The coals of Pakistan are high in sulphur and ash contents. The moisture percentage is also high in Sindh coal, especially in the Thar coal. Small tonnages of indigenous coal are used for electricity generation and by households, but by far the largest portion is used to fire brick kilns almost over half of the total coal consumption. It is anticipated that, if properly exploited, Pakistan’s coal resources may generate more than 100,000 MW of electricity for the next 30 years. Key investment opportunities in coal sector are; Coal fired alternate energy power plant. Coal washing plant Coal briquetting plant Extraction of metal from mineral ores In this unit, we shall study how metals are extracted from mineral ores in which they exist with other materials of less value. Generally, ores are first taken through size reduction, sorting and agglomeration to transform them into a form that can be taken through extraction processes including calcining, roasting, smelting and refining. ◦ Mineral ores An ore is a mineral deposit which can be profitably exploited. It may contain three groups of minerals namely: • Valuable minerals of the metal which is being sought • Compounds of associated metals which may be of secondary value • Gangue minerals of minimum value. Almost all metals are derived from mineral ores. There are also ores that contain non-metals such as: sulphur. Generally, the valuable mineral in an ore may be found in the form of native metal, oxides, oxy-salts, sulphides or arsenides. During mining, large open pits are excavated by breaking the ore using explosives. Ores as mined may be in large lumps and therefore, some size reduction is done at the mine. The ore is shoveled into trucks and transported to the factory. If the mineral ore is found in waterbeds, mining is carried out by dredging. For example, sand is dredged from river beds. ◦ Ore dressing Before the ores are subjected to the main chemical treatment steps, they are pre-treated by a series of relatively cheap processes, mainly physical rather than chemical in nature. These processes constitute what is known as ore dressing. They are meant to effect the concentration of the valuable minerals and to render the enriched material into the most suitable physical condition for subsequent operations. Ore dressing may include: • Size Reduction to such a size as will release or expose all valuable minerals • Sorting to separate particles of ore minerals from gangue (non-valuable) minerals or different ores from one another • Agglomeration may be carried out sometimes before a roasting operation ◦ If the ores are rich in the valuable mineral, above processes may not add value. Such ores can be ground, sized and blended with other ores in order to provide a homogeneous feed to say, a blast furnace or reaction bed. ◦ Size Reduction Size reduction may be carried out by first crushing the ore down to 7mm maximum followed by grinding to smaller sizes. Jaw crushers can be used deep in the mine to prepare the ore for transportation to the surface e.g. using bucket elevators. ◦ Sizing Screens are used to separate particles according to size and may not affect the concentrations of the ore minerals. Particles are separated into oversize and undersize. ◦ Sorting The particles may be sorted by classification, flotation or magnetic methods. Classifiers: These are devices that separate particles according to their different rates of travel under gravity through a fluid medium such as water. Particles of different densities, sizes and shapes have different falling velocities. Classifiers include rake classifiers and jigs. ◦ Flotation Flotation uses difference in surface properties of the individual minerals. It is readily applied to very fine concentrates and can distinguish ore mineral from gangue, and also, one ore mineral from another. ◦ Magnetic Separation Ferromagnetic magnetite or iron minerals which can be chemically altered to produce magnetite may be sorted out using a magnetic separator. ◦ Magnetic separations take advantages of natural magnetic properties between minerals in feed. The separation is between economic ore constituents, noneconomic contaminants and gangue. Magnetite and ilmenite can be separated from its nonmagnetic RFM of host rock as valuable product or as contaminants. The technique is widely used in beneficiation of beach sand. All minerals will have one of the three magnetic properties. It is ferromagnetic (magnetite, pyrrhotite etc.), paramagnetic (monazite, ilmenite, rutile, chromite, wolframite, hematite, etc.) or diamagnetic (plagioclase, calcite, zircon and apatite etc.). Commercial magnetic separation units follow continuous separation process on a moving stream of dry or wet particles passing through low or high magnetic field. ◦ Drum separator Drum separator consists of a nonmagnetic drum fitted with three to six permanent magnets. It is composed of ceramic or rare earth magnetic alloys in the inner periphery (Fig. 12.34). The drum rotates at uniform motion over a moving stream of preferably wet feed. The ferromagnetic and paramagnetic minerals are picked up by the rotating magnets and pinned to the outer surface of the drum. As the drum moves up the concentrate is compressed, dewatered and discharged leaving the gangue in the tailing compartment. The drum rotation can be clockwise or counterclockwise and the collection of concentrate is designed accordingly. Drum separator produces extremely clean magnetic concentrate. Electrostatic Separation Electrostatic-separation utilizes the difference in electrical conductivity between the various minerals in a feed material to produce differential movement in the mineral grains, and although it is applied as a concentrating process to only a small number of minerals, it has proven to be highly successful with these. ◦ Electrostatic separators depend on the principle that if two bodies are charged alike they repel each other, and if charged oppositely they attract each other. If a mixture of good and poor conductors is fed onto a highly charged conducting surface the good conductors immediately receive a charge similar to that of the surface and are repelled from it, while the poor conductors are not as ready to receive a charge and continue to adhere. ◦ This is usually accomplished with a rotor-type separator, which is grounded and positive potential ( +), in the electrical field of a large single, negative potential ( - ) electrode, with the feed particles spilling onto the rotating roll, rapidly developing a surface charge by induction. The particles that are the better conductors acquire the same potential as the rotor (+) and will then be drawn away from it towards the ( - ) electrode. While the nonconductive particles, less prone to pick up a charge, adhere to the rotor surface until the rotor turns enough for gravity to make the particle fall off. ◦ Dewatering and filtration After sorting and leaching, it is necessary to separate the solid and liquid phases. Coarse solids may be freed from most of their moisture by draining. Slurries with particles which can settle may be separated from the bulk of the liquid by settling and subsequent decantation. These dewatering methods may reduce moisture content to 50%. The moisture content may be reduced further by filtration and drying. If the valuable ore is in the filtrate, it can be recovered by evaporation followed by drying. Agglomeration When a particle size of an ore or concentrate is too small for use in a later stage of treatment e.g. in a blast furnace, it must be reformed into lumps of appropriate size and strength. This is done by any of the following methods: • pelletizing • Briqueting • sintering ◦ Briquetting This is a mechanical process of agglomeration in which the materials, after mixing with water and necessary bonding agents are pressed or extruded into brick or block form. These blocks are then dried and hardened by heating. Use of hydraulic cement allows hardening to be carried out cold. Briquetting is not popular in mineral ore agglomeration. ◦ Sintering Sintering involves diffusion of material between particles. It is applied to the consolidation of metallic and ceramic powder compacts which are heated to temperatures approaching their melting points to allow diffusion to take place at the points of contact of particles so that they grow together to form a rigid entity. The process can be envisaged as a net migration of vacancies into the solid at the highly curved energy surfaces near points of contact and again at low energy areas away from contact points. Sintering may be accompanied by a chemical reaction Extractive Metallurgy of Iron Uses of iron Iron is used in the forms shown below as material of construction for machines, plants, buildings, locomotives, ships, automobiles, railway lines and for many other things. All these forms are obtained from pig iron which is first obtained from the iron ore. ◦ Cast iron or pig iron contains 2-5% carbon along with traces of other impurities like sulphur, phosphorus, manganese. ◦ Wrought Iron It is the purest form of iron and contains carbon to the extent of 0.25%. ◦ Steel which contain from 0.5 to 1.5% carbon along with varying amounts of other elements. ◦ Raw materials The main raw materials for the manufacture of iron and steel are iron ore and limestone or dolomite as flux. Coking coal is used as fuel. The fuel serves two purposes: to heat the furnace and to produce CO which acts as the reducing agent. To make special steels other materials such as nickel, chromium, cobalt are added. Iron ore deposits are found in India, China, Brazil, Canada, Germany and United States of America. ◦ The ores include red haematite (Fe2O3). ◦ The less inferior brown hydrated hematite also known as limonite (2Fe2O3.3H2O). ◦ The magnetic magnetite (Fe3O4) which is black in color and pyrites (FeS2). ◦ The hematite is easily reduced. ◦ Magnetite contains about 72% pure metal and it is reduced with some difficulty. ◦ Removal of impurities in iron ore ◦ The presence of impurities in the iron ore not only reduce the iron content in the ore but also increase production costs especially with regard to consumption of flux and fuel. ◦ If limonite is used, it is first dried before use. ◦ When the ore contains large amounts of impurities, appropriate ore dressing operations are carried out on it. ◦ When the ore is obtained in small particles, it is sintered into lumps. The main impurities in iron ore are silica and alumina. ◦ Silica and alumina in the presence of limestone makes the ore self-fusing with less production costs. ◦ At high temperatures of the blast furnace, the flux reacts with alumina and silica to form a complex of calcium-magnesium aluminum silicate known as slag. ◦ Sulphur and phosphorus are also found in iron ores as impurities in the form of sulphides (FeS), sulphates (CaSO4) and phosphates (Ca3(PO4)2 or Fe3(PO4)2). Both sulphur and phosphorus, which can also come from the fuel used, are not desired in iron and steel manufacture. ◦ Normally steel should not contain more than 0.05% sulphur and 0.05% phosphorus. Sulphur can be removed in the blast furnace slag. Phosphorus cannot be removed in the slag but passes through to the pig iron where it is combined with steel in the convertor. ◦ As a result, the ores are sometimes classified as acid or basic ores according to the amount of phosphorus present. Acid ores contain less than 0.05% phosphorus while basic ores has more than 0.05%. A small amount of manganese is generally present in iron ores. Manganese is advantageous for steel production because it reduces the effect of sulphur by forming manganese sulphide (MnS). Sometimes, if manganese is absent from the ores, it is added. ◦ Fuel Coke is the fuel used to melt the ore and also to reduce the iron ore to metallic iron. Coke is produced at the bottom of the blast furnace by carbonization of coal i.e. burning of coal in the absence of oxygen to remove volatile matter. Good quality coke has about 80% carbon and 20% ash. It is hard to prevent the formation of CO and its high porosity provides large surface area for the chemical reactions. It is consumed at the rate of one ton per ton of pig iron. ◦ Manufacture of Pig Iron ◦ Pig iron is a direct product of smelting iron ore with fluxes and fuel in a tall blast furnace. The oxygen is introduced at the top of the furnace, blown or blasted through bronze or copper nozzles over the furnace materials in a number of symmetrically placed tubes, called tuyeres. The air blast is preheated to a temperature of about 700 0C and pressure of 2.5 kgf/cm2 using the hot exhaust gases leaving the furnace at the top. ◦ Preheating greatly increases the economy of steel production. The molten iron and slag collect at the bottom of the furnace while the gases escape from the top. The slag layer floats over the heavier iron and is periodically collected as dross and stored as waste material that can be used for cement manufacture or for making floor tiles ◦ The pig iron is tapped and is either used to produce cast iron, stored in pigs of sand bags or is taken for steel production. To make cast iron, the molten metal is poured into moulds of desired size and shape. The metal gets cooled and solidifies taking the desired shape. Steel is an alloy of iron with typically a few percent of carbon to improve its strength and fracture resistance compared to iron. Many other elements may be present or added. Stainless steels that are corrosion- and oxidation-resistant need typically an additional 11% chromium. Tuyeres Blast Furnace Process ◦ The blast furnace is a counter-current gas/solids reactor in which the descending column of burden materials [coke, iron ore and fluxes/additives] reacts with the ascending hot gases. The process is continuous with raw materials being regularly charged to the top of the furnace and molten iron and slag being tapped from the bottom of the furnace at regular intervals. ◦ Key steps of the process are as follows: • upper part of the furnace - free moisture is driven off from the burden materials and hydrates and carbonates are disassociated. • lower part of the blast furnace shaft - indirect reduction of the iron oxides by carbon monoxide and hydrogen occurs at 700-1,000°C. • Bosh area of the furnace where the burden starts to soften and melt - direct reduction of the iron [and other] oxides and carbonization by the coke occurs at 1,000-1,600°C. Molten iron and slag start to drip through to the bottom of the furnace [the hearth]. ◦ Between the bosh and the hearth are the tuyeres [water cooled copper nozzles] through which the blast combustion air, preheated to 900-1,300°C, often enriched with oxygen - is blown into the furnace. ◦Blast furnace is a tall cylindrical furnace made of steel. It is lined inside with fire bricks. It is narrow at the top and thus an arrangement for the introduction of ore and outlet for waste gases. Heated with the help of hot gases. ◦ Reactions of the blast furnace The temperature of the blast furnace progressively rises up from top to bottom. The following reactions take place at different zones Chemical Reactions: Formation of Carbon monoxide Near the bottom of the furnace, coke burns in air to form carbon monoxide and a lot of heat is produced. We get a temperature of about 1875 K. The CO2 further reacts with more coke and is reduced to CO. C + O2 → CO2 + Heat C+ CO2 → 2CO Reduction of Haematite to Iron In the upper part of the furnace, the temperature is between 975K to 1075K. Here haematite is reduced to iron by CO. The molten iron collected at the bottom of the furnace. Fe2O3 + 3CO → 2Fe + 3 CO2 Functions of Limestone It acts as flux to remove sand from haematite in form of liquid slag. In the middle of the furnace, the temperature is about 1075-1275K. Here limestone decomposes to produce calcium oxide and CO2. This CaO reacts with silica (sand) present in the ore to form slag (CaSiO3) CaCO3 + Heat → CaO + CO2 CaO + SiO2 → CaSiO3 (Slag) Slag is lighter than molten iron so it floats over molten iron and protects it from oxidizing back to its oxides.