See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/368661065
Acetone Production Process
Technical Report · May 2022
CITATIONS
READS
0
165
1 author:
Cavidan Zeynalov
Baku Higher Oil School
25 PUBLICATIONS 0 CITATIONS
SEE PROFILE
Some of the authors of this publication are also working on these related projects:
Generation of wave energy from capturing ocean wave movements View project
All content following this page was uploaded by Cavidan Zeynalov on 20 February 2023.
The user has requested enhancement of the downloaded file.
Chemical Engineering Department
“Acetone production process”
Team number: 6
Team members: Shahin Huseynli
Yunis Garayev
Aytan Valiyeva
Naila Shakarova
Dzhavidan Zeinalov
Banovsha Mammadova
Supervisor:
Sevda Zargarova
Date of submission: 4th of May 2022
Table of contents
Contents
........................................................................................................................................ 1
Chemical Engineering Department.................................................................................. 1
Table of contents ............................................................................................................. 2
Introduction...................................................................................................................... 4
Description of the process ............................................................................................... 5
Mass Balance for the whole process ............................................................................... 6
Energy Balance for the whole process .......................................................................... 10
Health and Safety Precautions ...................................................................................... 12
References .................................................................................................................... 15
Introduction to the individual section ............................................................................. 47
Flow description ............................................................................................................ 47
Mass & Energy Balance ................................................................................................ 48
Pie and pump specification............................................................................................ 49
Heat exchanger design ................................................................................................. 55
HSE ............................................................................................................................... 67
References .................................................................................................................... 69
Material & Energy balance ............................................................................................ 71
Heat exchanger HE-103 design .................................................................................... 73
Heat exchanger safety ............................................................................................. 85
Pump P-105 design ....................................................................................................... 87
Step 1: Collecting physical parameter ................................................................... 87
Step 2: Pipe parameters .......................................................................................... 88
Step 3: Determination of flow parameters ............................................................. 89
Step 4: Suction side calculations ........................................................................... 90
Step 5: Discharge side calculations ....................................................................... 91
Step 6: Pump power, NPSH available calculation ................................................. 92
Pump safety .............................................................................................................. 93
Process description ....................................................................................................... 97
Material and Energy Balance ........................................................................................ 98
P-104 ............................................................................................................................. 99
HE-104 ........................................................................................................................ 107
References .................................................................................................................. 116
Heat Exchanger Design .............................................................................................. 126
Process description ..................................................................................................... 138
Material balance .......................................................................................................... 138
Energy balance ........................................................................................................... 140
Pump design ............................................................................................................... 141
Heat exchanger design ............................................................................................... 147
References .................................................................................................................. 160
Introduction
It comes off as no surprise that a favorable plant design dictates the project’s future
success rate. The efficacy of problem solving is increased via the high contest level for
the market, which supports the idea of initiative-taking, and assimilates the change in
processes. Thus, the possession of requisite knowledge, a sense of creativity, and a clear
purpose is a must to obtain a service product. The following report displays a plant’s
design, and its development for Acetone production via means of catalytic
dehydrogenation of Isopropyl Alcohol. The aim is to get slightly over 280000 tons of
Acetone product per year all the while keeping production costs and pollution levels low.
Acetone, otherwise called as propanone , is a solvent utilized in plastic manufacture and
a plethora of other industries. Acetone has no color, and can be utilized in personal care
products as well as cosmetics, mainly as an essential component of a nail polish remover.
Acetone breaks down nail polish, making the removal with a cloth, or something similar,
simple. Weirdly enough, as metabolism’s by-product, Acetone can also be found in
human body. That Acetone evaporates extremely fast in the air, and is able to mix with
water quite easily contribute to its wide usage. Furthermore, Acetone is broadly utilized
for degreasing degumming silk and wool in the textile industry. Acetone is also regularly
utilized in blends, solvent systems, and in lacquer formulation. Reducing lacquer
solutions’ viscosity is also viable via utilizing Acetone.
Currently, three methods are mainly utilized in Acetone production, and they are as
follows: The Isopropyl Alcohol’s dehydrogenation process, Polypropylene’s oxidation
process, and Cumene process. The last process is the most prevalent method. That said,
benzene, a by-product in Cumene Process, lowers Acetone’s purity level, and gives a
rise to production costs due to separation processes. When it comes to the second
process, the polypropylene’s oxidation’s conversion value is low for Acetone, whereas
the reactants’ purity value should be approximately 99%. In the last method, namely
Isopropyl Alcohol’s dehydrogenation, Acetone with a high level of purity is acquired.
Furthermore, it is probable to utilize the Isopropyl Alcohol’s aqueous solution, and
Acetone’s conversion rate is quite high while including no considerably harmful
substances. Aside from Acetone, the main product of the aforementioned method, a
secondary product is also obtained: Hydrogen. Hydrogen is utilized in an array of
industries, which makes utilizing this process for Acetone production all the more
favorable. These reasons altogether are precisely why the Isopropyl Alcohol’s
dehydrogenation process was opted for our project design.
Description of the process
First of all, it has to be mention that there are various methods for acetone production
such as co product of glycerine-H2O2 process, oxidation of propylene, butanol , or
isopropyl benzene, and catalytic dehydrogenation of isopropanol. The crucial reason why
the last one has been chosen is that this process is believed to be capable of obtaining
high-purity acetone which is of the importance in the biomedical sections, namely
approximately 99% pure product.
The main reaction has been conducted in the reactor the presence of zinc oxide
(ZNO):
(𝐶𝐻3 )2 𝐶𝐻𝑂𝐻 → (𝐶𝐻3 )3 𝐶𝑂 + 𝐻2
(1)
Giving comprehensive information about each step of the PFD, primarily, fresh
feed which is aqueous solution of isopropyl alcohol at the ambient temperature and
pressure has been heated to 320 K, before mixing with recycle stream which constituents
of mainly isopropanol and minor amount of water and acetone mixture (S4). As the
reaction mentioned above is endothermic, which means that reactor should be heated by
means of a solid catalyst; therefore, additional heater (H102) and vaporizer (V101) have
been utilized for reducing heat load on reactor by increasing the temperature of the fluid
from 320K to 389 and 415 K, respectively. After reactor, 3 heat exchanger have been
placed so as to cooling the products and unreacted reagents, namely H103 and H104
having cooled the gas mixture from 623 and to 550K, and to 470K, correspondingly.
However, H104.1 change their phase by decreasing their temperatures to 289K before
sending them to the flash tank (D101) where gas mixture which consists of mainly
hydrogen gas is planning to be separated from liquid mixture. The absorption column
(C201) provided with water which has been heated from ambient conditions to 320 K
before entering C201 separated mainly hydrogen from mixture. Since hydrogen is not
able to dissolved in the water, it is removed from the top of absorption column as a form
of gas with a few moles of other substances to the T103 hydrogen tanks; however,
another portion of the mixture which have been adsorbed by water have been connected
with the S14 which was the bottom product of the flash tank. After the combined mixture
has been pumped and heated from 325 to 352.25K, it is sent to the distillation column (or
acetone column) where the main product have been planned to be gathered. Adding more
information, from the top of the column most of the acetone, a few amount of the water
and remaining hydrogen gases at 360 K have been cooled to 295 K by means of HE107.
Consequently, certain part of it has been conveyed to the column itself for controlling
temperature inside by pretending overheating process which might damage the walls of
C202, whereas another proportion of it has been pumped to the shortage tank. The next
step is to remove isopropanol from mixture moved from the bottom of the C202 by means
of another distillation column where the temperature is higher than the C202 in order to
reach the boiling point of the isopropyl alcohol; therefore, before sending them to the
C203, mixture’s temperature should be raised to the 365-370K. By following these, gas
mixture which mainly constitutes of isopropanol have been cooled from 370K to 330K
before dividing into 2 parts, namely same procedures assuming this distillation column as
well. However, here the vital aim is to recycle that cooled mixture to the feed stream,
namely before reactor. Ultimately, water which has been separated in C203 has been
cooled and pumped to the shortage tanks.
Mass Balance for the whole process
It is an undeniable fact that material balance is considered as one of the most essential
and fundamental stages of chemical or physical processes as all subsequent steps are
done based on that. Generally, mass conservation is taken as the fundament on which
the mass balance is calculated. That mass is not created as well as not destroyed for
close systems is stated by the said law. For any component in the process, mass balance
equation’s general form is like below:
Input + Generation = Output + Consumption + Accumulation
However, the process of production of acetone occurs under steady state conditions
which means accumulation of species is zero. In addition to this, the consumption and
production values will be equal to zero if no chemical reaction is to occur. In our process,
the chemical reaction occurs only between Streams number 6 and 7. So, the last form of
material balance equation except for this stage is like that:
Input = Output
The table below demonstrates material balance for the process between S-1 – S-9 which
covers the entrance of the reactants to the reactor and their exit.
Table 1.Material balance
S1/S2
Mole (kmols
per hour)
isopro
panol
609.231
water
300.069
hydrog
en
aceton
e
TOTA
L
Co
mp.
0.6
7
0.3
3
S4
Mass
(kilograms per
hour)
Mole (kmols
per hour)
36553.86
66.885
5401.24
35.943
Co
mp.
Mass
(kilograms per
hour)
0.6
5
0.3
493
4013.1
646.97
0
0
0
0
0
0
0
0
0
0.072
0.0
007
4.18
909.3
1
41955.1
102.9
1
4664.25
Table 2.Material balance
S3/S5/S6
Mole
(kmol/h)
isopropan
ol
676.116
water
336.012
Comp.
0.66796
7
0.33196
2
hydrogen
0
0
Mass
(kg/h)
S7/S8/S9
Mole
(kmol/h)
40566.96
67.58681
6048.21
335.98914
0
608.60551
Comp
.
0.041
7
0.207
3
0.375
5
Mass
(kg/h)
4055.2090
7
6047.8046
1
1217.2110
4
0.00007
0.375 35299.120
acetone
0.072
1
4.18
608.60551
5
1
TOTAL
1012.2
1
46619.35
1620.787
1
46619.3
As it was mentioned before, the reaction that takes place in the reactor is like that:
It is clearly seen from the reaction that the coefficients for both reactants and products
are equal to 1. This fact also verifies itself in material balance as the moles of isopropanol
that participates in reaction is equal to moles of acetone and hydrogen gas that leaves
the reactor.
After leaving reactor the materials enter C-202 column for separating pure acetone. The
mass balance for following streams are like below:
Table 3.Material balance
S10
Mole
(kmol/h)
isopro
panol
79.9
Co
mp.
0.0
033
0.0
088
0.8
732
0.1
147
696.64
1
2.2989
water
hydrog
en
aceton
e
TOTA
L
6.154
608.30
Mass
(kg/h)
S11
Mole
(kmol/h)
Mass
(kg/h)
S12/S-12.1
Mole
Co
(kmol/h) mp.
Mass
(kg/h)
8.3496
0
0
0
779.02
1216.5
3
2558.5
96
350
1
6300
0
0
0
44.11
Co
mp.
0.0
002
0.0
622
0.8
742
0.0
634
137.93
0.143
110.77
43.279
1216.6
4634.4
67
6099.7
7
608.268
0
0
0
695.8
1
4562.5
350
1
6300
Table 4.Material balance
S14
Mole
(kmols
per
hour)
isop
rop 65.2879
anol
wat
er
329.916
7
Co
m
p.
0.
07
06
0.
35
71
6
Mass
(kilogram
s per
hour)
Mole
(kmols
per
hour)
3917.274
2.1754
5938.5
S13
C
Mass
o (kilogram
m
s per
p.
hour)
0.
00
130.52
62
0.
312.875 89
17
5631.754
S15/S16
Mole
C
Mass
(kmols
o (kilogram
per
m
s per
hour)
p.
hour)
0.
67.440 05 4046.453
29
0.
642.792 50
42
11570.26
hydr
oge
n
0.2199
acet 528.700
one
9
TO
924.125
TAL
0.
00
02
4
0.
57
2
1
0.4398
0.
0.03509 00
01
30664.65
35.789
0.
10
2
40520.87
350.875
1
0.070175
2075.77
7838.126
0.
0.25498 00
02
0.
564.387 44
27
1274.87
1
5
0.51
32734.46
48351.67
In the following stages, mixture which consists of mainly isopropanol and water is sent to
C-203 where isopropanol is recycled and transferred to the feed and water is pumped to
T-104 tank. The compositions and flowrates of these streams are provided below:
Table 5.Material balance
Mole
(kmols
per
hour)
isop
rop
anol
0
S19
C
Mass
o (kilogram
m
s per
p.
hour)
0
Mole
(kmols
per
hour)
0
S22
C
Mass
o (kilogram
m
s per
p.
hour)
S23/S24
Mole
(kmols
per
hour)
Co
mp
.
Mass
(kilogram
s per
hour)
0
0
0
0
0
0
10.16
0.564
0
0.228
0.
0.00048
00
9
06
0.008817
0.565
0.
00
1
hydr
0.
0.22842
oge
27
2
n
98
0.456843
0
0
0.
acet 0.58746
71
one
4
96
34.07288
0
0.
563.810 99
9
32701.02
564.398
TO 0.81637
TAL
5
34.53854
0
564.375
32711.18
565.190
wat
er
1
1
0.0
00
99
9
0.0
00
40
4
0.9
98
59
7
1
10.168
0.457
32735.08
9
32745.71
4
Table 6.Material balance
S27/S28/S29
isopropano
l
Mole
(kmol/h)
Comp.
Mass
(kg/h)
67.50198
0.095
1
4050.1188
S36/S37/S38
Mole
Comp
(kmol/h)
.
0.606725
0.001
Mass
(kg/h)
36.4035
water
642.22704
hydrogen
0
acetone
0.07098
TOTAL
709.8
0.904
8
0
0.000
1
1
11560.086
7
0
606.118275
0.999
10910.129
0
0
0
4.11684
0
0
0
15614.322
4
606.725
1
10946.532
5
What can be clearly seen from the tables is the flowrate of acetone product is 565.19
kmol/hour while 608.52919 kmol/hour isopropanol participates in reaction. It means
conversion of process is 93%. In addition, the purity of the product is 99.8%.
Energy Balance for the whole process
Energy changes are also balanced based on the conservation law as mass balance. It is
stated in this law that no energy can be generated or destroyed, it is only able to be
transferred from one form to another. Regarding to this law, the overall input and outputs
should be always the same, and in the subsequent equation energy conserving law for
open systems where both energy and mass transfer occurs is provided as 1st law of
thermodynamics:
heat transfer rate + shaft work- enthalpy change-kinetic energy changepotential energy change=0
As it should be known, most parts of the chemical also physical processes have
association with the changes of enthalpies. Since the main aim of this project is focusing
on heat exchangers and pumps’ designs, and if thermodynamics’ first law is taken into
account for them, it will be observed that for heat exchangers there is not any shaft work
done by or on the system, and for pumps there is no exchange of heat, and for both
kinetic and potential energies are in negligible amounts, these equations are derived:
For HEs:
heat transfer rate + shaft work- enthalpy change-kinetic energy change - potential
energy change=0
heat transfer rate = enthalpy change
For pumps:
heat transfer rate + shaft work- enthalpy change-kinetic energy change - potential
energy change=0
shaft work= enthalpy change
So, at it is evidently seen now, the examination of enthalpies in streams is very crucial for
being able to be well- informed about energy consumptions in the plant. However, it is
not possible to estimate the enthalpy of chemical components at only given operation
temperature and that is why it is required to use reference temperature whose value will
be 298K in this project’s calculations.
𝑇
∆𝐻_ = 𝑛_̇ ∗ ∫
𝑇𝑟𝑒𝑓
𝐶𝑝𝑚 _ 𝑑𝑇
If all parts are divided by the molar flow rate, molar enthalpy will be obtained which is
actually be shown in final energy balance table.
𝑇
∆ℎ_ = ∫
𝑇𝑟𝑒𝑓
𝐶𝑝𝑚 _ 𝑑𝑇
Where ∆ℎ_ I s molar enthalpy change and 𝐶𝑝𝑚 _ is molar heat capacity. However, for
doing the required calculations, it is needed to find out molar heat capacity values. After
using Antonius equation and compare saturation and operations pressures, the phases
of components in each stream were determined. Following 2 tables show the molar heat
capacity constants for liquid and gas phase component, and as it is expected they have
different calculation equations.
Table 7. Molar heat capacity constants for liquid phase
Liquid heat capacity
isopropanol
water
hydrogen
acetone
A
72.525
92.053
50.607
46.878
𝑪𝒑 [
B
0.79553
-0.03995
-6.1136
0.62652
C
-0.002633
0.00021103
0.3093
-0.0020761
D
3.6498E-06
5.3469E-07
-0.004148
2.9583E-06
E
0
0
0
0
𝑱
] = 𝑨 + 𝑩𝑻 + 𝑪𝑻𝟐 + 𝑫𝑻𝟑 + 𝐸𝑻𝟒
𝒎𝒐𝒍 ∗ 𝑲
Table 8. Molar heat capacity constants for liquid phase
Gas heat capacity
isopropanol
water
hydrogen
acetone
A
25.535
33.933
25.399
35.918
𝑪𝒑 [
B
0.21203
-0.00842
0.020178
0.093896
C
0.000053492
0.000029906
-0.000038549
0.0001873
D
-1.4727E-07
-1.7825E-08
3.188E-08
-2.1643E-07
𝑱
] = 𝑨 + 𝑩𝑻 + 𝑪𝑻𝟐 + 𝑫𝑻𝟑
𝒎𝒐𝒍 ∗ 𝑲
As final step, it is needed to multiply the corresponding molar heat capacity constants for
each component and to sum up them in order to obtain the constants of mixtures:
𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = ∑ 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡 𝑜𝑓 𝑒𝑎𝑐ℎ ∗ 𝑚𝑜𝑙𝑎𝑟 𝑓𝑟𝑎𝑐𝑡𝑖𝑜𝑛
Now, final results are tabulated within the following graph and some of the equipment’s
enthalpy changes will be also provided:
Table 9. Energy balance for all streams
Properties
Streams
S-1
S-2
S-3
S-4
S-4.1
S-5.1
S-5
S-6
S-7
S-8
S-9
S-10
S-11
S-12
S-12.1
S-13
S-14
S-14.1
S-15
S-16
S-19
S-22
S-23
S-24
S-27
S-28
S-29
S-36
S-37
S-38
Cp(J/mol*K)
Molar
enthalpy(J/mol)
152.78
157.12
157.59
159.01
159.01
157.59
83.89
109.76
71.39
91.94
88.69
88.69
40.92
113.04
118.40
114.67
0
3401.055
3411.499
4964.983
4964.983
3411.499
7064.131
27388.60
19784.23
1811.807
-444.954
-444.954
811.994
0
1142.877
-359.8234631
128.57
111.16
111.16
99.48
126.96
126.92
126.92
124.49
3387.951
5690.739
5690.739
-299.0220771
-381.670284
-381.5521058
-381.5521058
2916.34121
41.06
41.06
34.15
113.10
113.10
3281.883541
3281.883541
2441.450843
0
0
Health and Safety Precautions
It is necessary to take into consideration personal health and safety in acetone
production. All of the chemicals used in the production of the acetone can cause explosive
reactions, which should be avoided. Industries and organizations should undertake risk
assessments and precautions to prevent potential hazards arising from unintentional
cases. [1] Additional controls, including protective packaging and handling procedures
are designed in order to reduce any kind of risks.
Figure
1.
B2- During the early stages of design and development of the plant,
Flammable
liquid,
chemical process route must be taken into account. At normal
D2B- Eye irritant
environmental considerations, acetone has been demonstrated to
have a low toxicity and does not cause a neurotoxic, carcinogenic and reproductive
hazard. Long-term skin contact can cause skin to dry, resulting in cracking, mild irritation
and burning sensation. In order to lessen its effects, skin should be washed immediately.
Besides that, dizziness, and nausea can happen during exposure to excessive level of
vapor concentrations. High level of vapor can also irritates eyes, resulting in tearing and
sore, red eyes. During eye contact eyes should be flushed with water. If acetone is
ingested, as a first aid measure vomiting must not be induced
since vomiting may be dangerous and medical help should be
implemented to avoid lung damage as soon as possible. While
working with acetone, it is needed to wear safety goggles and
protective clothes as a personal protective equipment for
respiratory and skin protection. It is important to mention that
acetone is highly flammable liquid, which can also ignite at room
temperature and in other certain circumstances due to static
discharge. Even acetone and water mixture may be also
flammable. Therefore, identifying the risk assessment for
acetone is very critical. Ignition of gas acetone can generate very toxic chemicals, namely
carbon dioxide, formaldehyde, carbon monoxide and acetic acid. In order to avoid any
potential risks and extinguish aforementioned chemicals quickly and effectively, suitable
media for extinguishing should be implemented. Coming to the environmental issues,
acetone is relatively non-toxic to aquatic organisms. [2], [3] Moreover, it is easily
biodegradable, and has a limited bioaccumulation potential. According to the criteria of
regulation, acetone production via isopropyl is not classified as hazardous to the
environment and ozone layer, and does not cause greenhouse effect.
Table 10. Hazards identification of acetone
PHYSICAL AND CHEMICAL HAZARDS
Highly flammable vapor and liquid
HUMAN HEALTH
Serious eye, skin irritation, dizziness,
nausea, lightheadedness
ENVIRONMENT
Not classified
FLAMMABILITY LIMITS
Lower:2.2%
Upper:13%
PRECAUTIONARY STATEMENTS
1
Acetone storage should be kept away from open flames, hot surfaces, sparks
2
Protective gloves and goggles should be worn
3
Precautionary measures should be taken against static discharge
4
Containers should be tightly closed
5
Breathing vapors should be avoided
6
Direct sunlight, extremely high or low temperatures should be avoided
FIRST AID MEASURES
SKIN CONTACT
Contaminated clothing should be immediately removed.
EYE CONTACT
For a time period of at least 15 minutes, eyes should be
rinsed.
INGESTION
If necessary, patient should be kept under medical
observation whereas patient’s mouth must be rinsed.
Vomiting should not be induced.
INHALATION
If the patient is unconscious, artificial respiration may be
administered.
MEASURES TO FIGHT THE FIRE
ADVISABLE
Alcohol resistant foam, dry chemical, carbon dioxide, or
water spray
INADVISABLE
Water jet is not suitable
References
[1] Iskender H. Risk assessment for an acetone storage tank in a chemical plant in
Istanbul, Turkey: Simulation of dangerous scenarios. Proc Safety Prog. 2021
[2] Canadian Centre for Occupational Health and Safety, www.ccohs.ca/ [Accessed:
01.05.2022]
[3]
Fedyaeva
OA,
Poshelyuzhnaya
EG.
Concentration
dependences
of
the
physicochemical properties of a water-acetone system. Russ J Phys Chem A.
2017;91:63-66
[4] “Material Safety Data Sheet,” Air Liquid company, 04.09.2018 [Accessed: 03.05.2022]
[5] Barrettine “Safety Data Sheet”, Acetone, [Accessed: 03.05.2022]
Individual section 1.
Banovsha Mammadova, CE 19’2
The following topics will be covered:
Flow diagram explanation
Mass balance
Energy balance
Pipeline and pump design
Heat exchanger design
HSE (Health, safety, and environment)
References
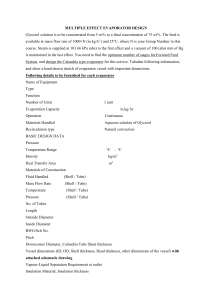
Process description
This section is going to examine the equipment and streams outlined within a blue frame.
As it has already be stated the process is
executed for obtaining world’s one of the
most important chemicals-acetone from the
dehydrogenation of isopropyl alcohol which
is the sole and only raw material in acetone
manufacturing
process
that
requires
catalyst. First of all the water and
Picture 1. Process flow diagram
isopropanol mixture is taken from the T-101 feed tank with the initial temperature of 298K
and transferred to HE-101, whose operation pressure is 1atm, in order to be heated up
to 320 K before mixed with recycle stream. After recycle stream and S-2 streams are
mixed, the new mixture is subsequently pumped by P-101, which will increase the
pressure from 1.5atm to 2.6atm, to next heat exchanger for being heated more while
further heating will be done within the vaporizer (V-101) by molten salt as well.
Mass and energy balance
As it has already been depicted in previous sections, material and energy balances
should be done in a correct way since further design stages have direct dependence from
them. While the balances have already been provided, now streams around the P-101
pump and HE-101 will be given.S-1 and S-2 streams are the inlet and outlet of HE-101
respectively, whereas S-3 and S-5.1 are input and output of P-101. In all of these streams
there are no hydrogen gas, and other 3components namely isopropanol, water and
acetone are in liquid phase.
Table 1. Mass balance of S1 and S2 streams
isopropanol
water
hydrogen
MW(kg/kmol)
60
18
2
S1/S2
Mole
(kmol/h)
Comp.
435.165
0.67
214.335
0.33
0
0
Mass
(kg/h)
26109.9
3858.03
0
58
-
acetone
TOTAL
0
129.9
0
1
0
29967.93
Table 2.Mass balance of S3 and S5.1 streams
S3/S5.1
isopropanol
water
hydrogen
acetone
TOTAL
Mole
Mass
(kmol/h)
Comp.
(kg/h)
482.94 0.667966805
28976.4
240.00855 0.331962033 4320.1539
0
0
0
0.05145 7.11618E-05
2.9841
723
1
33299.5
Additionally, by means of molar heat capacity constants taken from data book, heat
capacities and molar enthalpies are defined:
Table 3. Molar heat capacities and enthalpies of required streams
Number of
the stream
Molar
heat
capacity
(J/mol*K)
S-1
S-2
S-3
S-5.1
152.78
0
157.12 3401.0546
157.59 3411.499
157.59 3411.499
Molar
enthalpy(J/mol)
Determination of properties in streams
Before commencing on any kind of design calculation, the initial step is to figure out the
crucial and required physical fluid properties through the whole system including density
values, viscosities, and conductivities. The ways how to find out the properties of S-1
stream will be detailed in subsequent paragraphs and, as the calculations are similar for
other streams as well, for putting a stop to repetition they will not ne depicted and can be
observed from the correlating excel spreadsheet. It is undeniably true that there are
several types of methods for computations of those properties each of which has
individual and different precision and accuracy. The masses and moles for S-1 stream is
given below which will be actually very important and considered in further calculation
stages.
Table 4. Material balance for P-101 pump
Name of the
Mass flow Mass fraction Mole
Mole
corresponding
(kg/hr)
flow(kmol/hr) fraction
component
isopropanol
40566.96 0.8701742
676.116 0.668
water
6048.21546 0.1297362
336.012 0.332
hydrogen
0
0
0
0
7Eacetone
4.17774 8.961E-05
0.07203
05
Total result
46619.3532
1
1012.2
1
Viscosity ascertainment
Viscosity is one of the most important physical properties whose actual meaning is
resisting ability of fluid to shear stressing deformation or tensile stress which contributed
by layer motions’ intermolecular friction.
Based on the book called Coulson and
Richardson, the ways for finding viscosities for gases and liquids are different, and as in
S-1 stream, there is no hydrogen-no gas, all components are in the liquid phase, only
subsequent equations will be applied, and constants have been taken from Appendix.
log(𝜇) = 𝐴 +
𝐵
+𝐶𝑇 + 𝐷𝑇 2
𝑇
Where constants of A,B,C and D are for each component as well as unitless, whereas
the temperature is represented as T with Kelvin as its unit. After finding each chemical’s
viscosity, these formulae beneath should be used for ascertainment of that of mixture:
1
𝜇(𝑚𝑖𝑥𝑡𝑢𝑟𝑒)
=
𝑋(1) 𝑋(2) 𝑋(3)
𝑋(𝑛)
+
+
+ ⋯+
𝜇(1) 𝜇(2) 𝜇(3)
𝜇(𝑛)
𝜇 indicates the value of dynamic viscosity with Pa*s as its unit and X indicates mass
fraction.
By applying those expressions and given mass fraction values within the Table 5. all
results are given within next Table:
Table 5. Viscosity determination table of P-101
The name of
the
A
component
isopropanol
B
-0.7009
C
841.5 0.008607
D
T
8E06
Log (𝜇)
320 0.02416286
10^
log
(centipoise)
(𝜇 )
1.057214
-1Ewater
-10.2158 1792.5 0.01773
05
320 -0.2340519
0.583375
-2Eacetone
-7.2126 903.05 0.018385
05
320 0.59151595
0.256144
As in the constant providing book, the unit of viscosity was given in centipoise, it is needed
to
convert in to Pa×s by dividing 1000 :
Table 6. Viscosity values of each component in P-101
Name of the
component
Viscosity
(in Pa*s)
isopropanol
water
acetone
0.001057214
0.000583375
0.000256144
Turning to mixture viscosity determination, by inserting Equations….. , the required values
are obtained:
1
𝜇(𝑚𝑖𝑥𝑡𝑢𝑟𝑒)
0.8701742
0.1297362
8.961 × 10−5
=
+
+
= 1045.821
0.001057214 0.000583375 0.000256144
𝜇(𝑚𝑖𝑥𝑡𝑢𝑟𝑒) =
1
1045.821
= 0.000956 Pa×s
Density ascertainment
Density is another physical feature of chemicals which shows the mass amount of
component per volume and has significantly important applications in industrial fields. As
the S-1 stream only consists of liquid phase components, the formulae taken from
Coulson and Richardson which is considered for liquid phase components must be
applied:
𝜌(𝑙𝑖𝑞𝑢𝑖𝑑_𝑝ℎ𝑎𝑠𝑒) =𝐴𝐵
−(1−𝑇
𝑇
𝑐𝑟𝑖𝑡𝑖𝑐𝑎𝑙
)𝑛
For the mixture containing different components:
𝜌(𝑚𝑖𝑥𝑡𝑢𝑟𝑒) = 𝑋(1) × 𝜌(1) + 𝑋(2) × 𝜌(2) +…+ 𝑋(𝑛) × 𝜌(𝑛)
A, B and n are substances’ regression constants
𝑇(𝑐𝑟𝑖𝑡𝑖𝑐𝑎𝑙) and T are critical and actual stream temperatures respectively in Kelvin
X shows mass fraction of each component
𝜌 is density value in kg/𝑚3
Table 8. Density table of P-101
Component
A
n
B
isopropanol
water
acetone
T
0.26785 0.26475
0.243
0.3471
0.274 0.28571
0.27728
0.2576 0.29903
𝜌(𝑚𝑖𝑥𝑡𝑢𝑟𝑒) = 0.8701742 × 760.8785869 +
Tc
320
320
320
Density (kg/m^3)
508.31 760.8785869
647.13 1007.245479
508.2 759.610499
0.1297362 × 1007.245479 +
8.961 ×
10−5 ×759.610499=792.8412 kg/𝒎𝟑
Thermal conductivity ascertainment
Thermal conductivity is a property which is defined as heat rate of conduction per unit
area whenever area and temperature are perpendicular to each other. To find out the
thermal conductivities of components and mixture, subsequent expressions should be
applied orderly:
𝑇 2
log10 𝑘𝑙𝑖𝑞𝑢𝑖𝑑 =A+B× (1 − )7
(for organic liquids-isopropanol,
𝐶
acetone)
k = A+BT+C𝑇 2
(for inorganic liquid-water)
𝑘(𝑚𝑖𝑥𝑡𝑢𝑟𝑒) = 𝑋(1) × 𝑘(1) + 𝑋(2) × 𝑘(2) +…+ 𝑋(𝑛) × 𝑘(𝑛)
Where X is mass fraction, k is thermal conductivity, actual stream temperature is indicated
as T with its unit as Kelvin, and A,B,C are constants. Thermal conductivity values
separately for each chemical is systemized within the table here:
Table 9. Thermal conductivity table of P-101
The name
of
the A
component
isopropanol
water
1.372
1
0.275
8
Temperatur
e
(K)
C
B
0.658
508.31
0.00461
2
-5.5391E06
log10(k)
320
320 -
0.8766
4
k(W/m*K)
0.13285
0.63283
6
acetone
1.385
7
0.7643
508.2
320
0.8102
6
0.15479
𝑘(𝑚𝑖𝑥𝑡𝑢𝑟𝑒) =0.197718 W/m× 𝑲
Pipeline and Pump design
P-101 pump design along with the design of pipeline will be provided in a detailed way in
this part of the report. Firstly, that in many of plants and platforms, approximately 25-50%
of general energy consumption is accounted by pumps is noteworthy; therefore, a correct
and proper design of pump systems is essential process. In real applications, pumps are
provided to the plants individually, but their operations become feasible when they are
started to operate as a part of system. Consequently, different considerations including
economic aspects, hydraulic and service issues must be taken into consideration
carefully. Energy and material expenses are estimated based on the pump design and
overall installation. Being able to design pumps and pipelines properly has utmost
essence in terms of guaranteeing maintenance for long period of time, to have possible
lowest amount of energy and cost of service.
In mechanical engineering fields, there is a term called Schedule number which is used
for description of wall thickness of pipes. When the Schedule numbers for pipes are
different but their nominal pipe diameters are the same, in that case wall thickness values
will be varies because of the changes of outside diameter respecting
to
inside diameter.
In industrial applications, there a lot of types of the Schedule numbers each of which has
their individual characteristic features, however the most common and preferrable one is
Schedule number 40. In this process, austenitic stainless- stell pipe with 40 schedule
number is chosen to be used in order to decrease the possibility of risky situations to
minimum and as the desirable pressures are not too much. Moreover, the austenitic
stainless- stell material can deal with higher possess and flow rates , and corrosion
process which is anticipated as in the process water in high amount is present. This type
of pipeline does not require extra maintaining processes and expense, as well as their
lifetime can be till fifty years. Additionally, this material can be recycled, so eco-friendly
and cost-effective. Taking all these advantages into account, it was decided that
austenitic stainless- steel pipe with 40 schedule number is the best option for the process,
and for calculating optimum diameter of pipe, subsequent equation must be used:
Optimum diameter =260× 𝑚𝑎𝑠𝑠 𝑓𝑙𝑜𝑤 0.52 × 𝑑𝑒𝑛𝑠𝑖𝑡𝑦 −0.37 =260× 12.950.52 × 792.84−0.37 =
83.301mm
In the equation above, mass flow rate should be expressed in kg/s whereas density
should be with the unit of kg/𝑚3 . The value for optimum diameter was calculated and
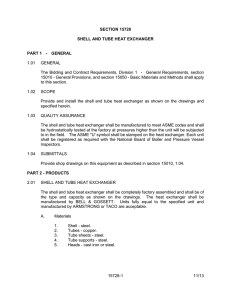
found out as 83.301mm which is actually does not exist in standard values table. So, in
order to choose the value from the table, the closest value of internal diameter to optimum
diameter must be opted to; however as the values in table is provided with inches, (
1in=2,54cm) , the optimum diameter should be converted to inch which is 3.28 inch and
taken from table like below:
Picture 2. Standard pipe values of 40schedule number
As it is seen, the standard internal diameter of pipe which is relevant to optimum value,
is chosen as 3.548inch.
Picture 3. Inner appearance of cross of pipe
For finding other diameter, inner one should be summed with 2times thickness as it is
evident from provided illustration about diameters and thickness. All needed figures are
put in the next table:
Table 10. Length and diameter values for pipeline
Pipeline
Density
(kg/m^3)
mass
flow
rate
(kg/s)
Optimum
diameter,
mm
optimum
diameter,
inch
OD(inch)
OD(m)
ID
(inch)
ID
(m)
Thickness
of
wall(inch)
Thickness
of wall
(m)
Pipe
nominal
,
inch
Wt
per ft
3.5
9.2
0.09
792.8
12.9
83.30
3.280
4 0.102 3.55
0.226
0.0057
Now, the design procedures can be started as diameters have already been estimated.
Initially, it is required to figure out cross sectional area:
Pipe cross sectional area=
2
𝜋𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙
𝜋∗0.092
4
=
4
=0.00638 𝒎𝟐
If the S-1 stream’s mass flow rate is divided by its density , the volume flow is obtained
which stands at the value of 0.01633 𝑚3 /s and, the previously found value of cross section
and volume flow rate should be inserted in linear velocity equation like that:
𝑄
0.01633
𝐴
0.00638
𝑢𝑙𝑖𝑛𝑒𝑎𝑟= =
=2.56m/s
Subsequent that by using already determined density, inner diameter and viscosity
values, as well as linear velocity, Re (Reynolds number) must be defined which will give
information about regime of the flow:
𝑢𝑙𝑖𝑛𝑒𝑎𝑟× 𝜌(𝑚𝑖𝑥𝑡𝑢𝑟𝑒) ×𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙 2.56×792.8412×0.09
Reynolds number=
𝜇(𝑚𝑖𝑥𝑡𝑢𝑟𝑒)
=
0.000956
=191344
The obtained value is greater than the critical value which is 2300 and indicates that the
flow of inside pipe is turbulent.
The next stage is relative roughness calculation which is equal to the division of absolute
roughness to internal diameter. To explain roughness, it actually shows any unevenness
of inner surface of pipe, and it directly related to the pressure drop of pipe section.
Actually, the values of absolute roughness depend on the material from which the pipe is
constructed, and those values are obtained experimentally; as it has already been stated
the material for this process case is austenitic stainless steel and its epsilon (absolute
roughness value) is 0,015mm. Now, relative roughness should be calculated:
𝑟𝑜𝑢𝑔ℎ𝑛𝑒𝑠𝑠𝑟𝑒𝑙𝑎𝑡𝑖𝑣𝑒 =
𝜀
𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙
= 0.000166446
There are actually several techniques for finding friction factor, and one of them is using
friction factor calculators from which gives the result of 0.017, however for the sake of
being more exact and providing comparison of the conclusions obtained from calculator
and equation, the following Colebrook formulae ( can be used for the cases of turbulent
regime) has also been applied which gives the result as 0.0167 that is very close to
previously obtained result.
1
√𝑓
=-2*log(
𝜀
3.7∗𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙
+
2.51
𝑅𝑒∗√𝑓
The next is the determination of pipe sections’ pressure losses stem from friction based
on the famous equation named as Darcy-Weisback equation (for the cases of mixture
transportation) :
𝐿
Δ𝑃_𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛_ =f× (
𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙
)×
2
𝜌𝑚𝑖𝑥𝑡𝑢𝑟𝑒 ×𝑢𝑙𝑖𝑛𝑒𝑎𝑟
2
In general, there are 2 possibilities for pressure losses; one of them is caused by friction
and is considered as major loss, whereas the second can be contributed by elbows,
bends ,fittings , valves and so on. The equation above is only take major losses into
account, however there are two methods which also consider minor losses namelyequivalent length and velocity head loss. The equivalent length methods will be used, and
now equation above is expressed as below:
𝐿
Δ𝑃_𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛_ =f× (
𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙
+
∑𝐿(𝑒𝑞)
2
𝜌𝑚𝑖𝑥𝑡𝑢𝑟𝑒 ×𝑢𝑙𝑖𝑛𝑒𝑎𝑟
𝑑
2
)×
Before using this method, there is one important requirement here which is the indication
of fittings, entries, valves, exits and their dimensionless pipe diameters in suction and
discharge sections. The given below tables depict minor losses for suction and discharge
sections in turn:
Table11. Side fittings of the suction side
Table12. Side fittings of the discharge side
Type of the
fitting
Fitting’s
number
Pipe
diameter_
number
Pipe
diameters’
total
number
Sudden
reduction
(Outlet of the
tank)
1
25
Ball
valve
(100%open)
1
Type of the
fitting
Fitting’s
number
Pipe
diameter
number
Pipe
diameters’
total
number
25
Check valve
(100%open)
100
1
100
18
18
90
elbow
standard
radius
40
1
40
1
19.5
Total L equivalent/d, m
19.5
62.5
Temperature
control valve
Total L equivalent /d, m
140
After the determination fittings’ diameters for both inlet and outlet sides, pressure drops
for both sides can now be estimated . Before turning to that stage, it is needed to define
length of pipe on both parts. The assumption was made related to approximate length
value of pipe section and scale; it is assumed that the value of 1cm in process flow
diagram is the same as it was in ten meter in real applications. ( the ratio is 1:1000). It
has assumed that suction pipe is 12m long and discharge is 30m long. Now,
corresponding equations must be inserted and calculations should be done:
𝐿
Δ𝑃_𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛_𝑠𝑢𝑐𝑡𝑖𝑜𝑛 =f× (
𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙
+
∑𝐿(𝑒𝑞)
2
𝜌𝑚𝑖𝑥𝑡𝑢𝑟𝑒 ×𝑢𝑙𝑖𝑛𝑒𝑎𝑟
𝑑
2
792.8412×2.562
2
)×
= 8493.25Pa
12
=0.0167× (
0.09
+ 62.5) ×
𝐿
Δ𝑃_𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛_𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 =f× (
𝑑𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙
+
792.8412×2.562
2
∑𝐿(𝑒𝑞)
𝑑
)×
2
𝜌𝑚𝑖𝑥𝑡𝑢𝑟𝑒 ×𝑢𝑙𝑖𝑛𝑒𝑎𝑟
2
=0.0167× (
30
0.09
+ 140) ×
= 20527.7Pa
One more possible pressure loss is left which is needed to be expressed ; when larger
amount of fluid transports into the pipe , in that case liquid’s acceleration process can
cause certain pressure losses in entrance which must be defined.
2
𝜌𝑚𝑖𝑥𝑡𝑢𝑟𝑒 ×𝑢𝑙𝑖𝑛𝑒𝑎𝑟
792.8412×2.562
Δ𝑃_𝑒𝑛𝑡𝑟𝑦 =
2
=
2
=2599.33Pa
Exit losses are neglected during the calculations, and as there is not any sudden
compression or expansion on inlet and outlet section which would have effect on pressure
losses, possible drops because of sudden (
as well as gradual) compression and
expansion are also ignored.
Ascertainment of total head of suction side
The total head of pump ( this term can also be named as total dynamic head) has very
important place in pumping processes which is equal to the difference of discharge and
suction heads. Total pump head indicates the head which is needed to handle the
pressure drops and any variations which can be both vertical and horizontal through the
overall system. Firstly, for total suction head value calculation, it is important to know total
suction pressure equation as head is the distance which can be reached by applying the
pressure.
𝑃__𝑠𝑢𝑐𝑡𝑖𝑜𝑛__𝑡𝑜𝑡𝑎𝑙 =𝑃𝑠𝑡𝑎𝑡𝑖𝑐__𝑠𝑢𝑐𝑡𝑖𝑜𝑛_ + 𝜌*g*𝑍𝑠 - Δ𝑃_𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛_𝑠𝑢𝑐𝑡𝑖𝑜𝑛 - Δ𝑃_𝑒𝑛𝑡𝑟𝑦
And if all the terms above are divided by 𝜌*g , corresponding heads of pressures and as
a consequence corresponding total suction head will be obtained:
ℎ__𝑠𝑢𝑐𝑡𝑖𝑜𝑛__𝑡𝑜𝑡𝑎𝑙 =ℎ𝑠𝑡𝑎𝑡𝑖𝑐_𝑠𝑢𝑐𝑡𝑖𝑜𝑛_ + 𝑍𝑠 - Δℎ_𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛_𝑠𝑢𝑐𝑡𝑖𝑜𝑛 - Δℎ_𝑒𝑛𝑡𝑟𝑦
Where ℎ𝑠𝑡𝑎𝑡𝑖𝑐_𝑠𝑢𝑐𝑡𝑖𝑜𝑛_ is the inlet pressure of pump (static pressure), 𝑍𝑠 is total suction side
head which is 18m .After inserting values, the result is obtained:
ℎ__𝑠𝑢𝑐𝑡𝑖𝑜𝑛__𝑡𝑜𝑡𝑎𝑙 =19.4513+18-1.09199- 0.3342=36.12m
Ascertainment of total head of discharge side and total pump head
For doing calculations for discharge side, the subsequent equation must be known and
used:
ℎ__𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒__𝑡𝑜𝑡𝑎𝑙 =ℎ𝑠𝑡𝑎𝑡𝑖𝑐_𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒_ +
𝑍𝑑 +
Δℎ_𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛_𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 =
33.8728+18+2.64=54.51m
It must be kept in mind that the proper operation of centrifugal pump is only possible when
there is an intersection between system and pump curves, and for showing this
intersection, pump selector app will be utilized for this purpose. Before that overall head
of pump should be stated:
ℎ__𝑝𝑢𝑚𝑝__𝑡𝑜𝑡𝑎𝑙 =ℎ__𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒__𝑡𝑜𝑡𝑎𝑙 -ℎ__𝑠𝑢𝑐𝑡𝑖𝑜𝑛__𝑡𝑜𝑡𝑎𝑙 = 54.51𝑚 − 36.12𝑚=18.39m
Ascertainment of NPSH (Net Positive Suction Head)
There is a famous issue related to the pumps called cavitation which happens because
of the reduction of static pressure to vapor pressure contributing small vapor bubbles’
creation and can create shock waves which is undesirable for the safety of the process
and equipment. In order to control that whether there is a cavitation risk or not, net positive
suction head term is used whose unit is meter. There are 2 types of NPSH one of which
is called NPSH available and characterizes fluid proximity at given point to cavitation and
flashing. To be more exact, it depicts the head of absolute pressure which is able to be
obtained from application to suction part in which first cavitation is expected to happen.
There are different ways for NPSH available determination such as experimental testing
on actual hydraulic system or monitoring during the period of process and using analytical
equation. Now, analytical way is going to be given:
NPSH available=
𝑃𝑠 −𝑃𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑒𝑑
𝜌∗𝑔
=ℎ__𝑠𝑢𝑐𝑡𝑖𝑜𝑛__𝑡𝑜𝑡𝑎𝑙 -
𝑃𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑒𝑑
𝜌∗𝑔
𝑃𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑒𝑑 term here ( is known as vapor or saturation pressure) indicates the pressure
under which the system has its max amount of water in vapor phase. One of the wellknown equations called Antoine equation is used for the determination of that term and
as the units for pressures obtained from Antonius are given in mmHg and should be
converted to kPa after calculation:
𝐵
log10 𝑃 𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑖𝑜𝑛 =A+ +C*log10 𝑇+D*T+E*T2
𝑇
In the equation the constants A,B,C,D, and E are specific for each component whereas
the system’s temperature is indicated as T. As it is clear, there are not just 1 pure and
single component in the system, however Antonius equation above is only needed for
pure components. Thus, for solving this issue and calculate the mixture saturation
pressure another famous law- Raoult’s law can be applied:
𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑖𝑜𝑛
∑𝑖=1 𝑥𝑖 ∗ 𝑃𝑖𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑖𝑜𝑛
𝑃𝑚𝑖𝑥𝑡𝑢𝑟𝑒
Where, 𝑃𝑖𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑖𝑜𝑛 is the vapor pressure of each component (mmHg) and 𝑥𝑖 is the mole
fraction of each of them. All of the important computations are tabulated within the
subsequent table of pressures:
Table 13. Saturation pressure ascertainment table.
Component
mole fraction
A
C
B
D
isopropanol 0.667967 38.2363 3551.3 10.031
water
0.331962 29.8605 3152.2 7.3037
acetone
Total
7.12E-05 28.5884
-2469
-7.351
E
T
-3.474E10
1.7367E-06 320
2.4247E09 0.000001809 320
2.8025E10
2.7361E-06 320
log10(P)
P(mm Hg)
2.187 153.874
1.898
79.114
2.738 546.505
1
After doing the calculations, the figure for saturated pressure is gotten as 17.21kPa and
now this value is going to be used for NPSH available estimation:
NPSH available= ℎ__𝑠𝑢𝑐𝑡𝑖𝑜𝑛__𝑡𝑜𝑡𝑎𝑙 -
𝑃𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑒𝑑
𝜌∗𝑔
= 36.12 -
17.21∗1000
= 33.9m
792.84∗9.81
As it was mentioned, cavitation happens whenever the suction heat decreases below of
vapor pressure and it generally takes place around the sections on impeller as the
minimum pressure is observed here as a result of which voids are rushed and shock
waves are generated by liquid which has very adverse influence on equipment and its
parts, especially impeller. The second type of NPSH is used for preventing that happened
which is called net positive suction head required. And in all processes of pumps, it is
demanded to have greater NPSH available than NPSH required. While NPSH available
can be calculated via equation, NPSH required should be provided by pump producer
companies’ characteristic curves.
Selection of Pump
There is a software called “Wilo Pump Selector” (results are depicted in below picture)
and it has been utilizing for the determination of required NPSH value which was shown
as 3.8m and as from calculations NPSH available was obtained as 33.9m , no cavitation
will occur since 33.9>3.8. And this selector app also found the value of efficiency which
stand for 82.8% and is considered very desirable value as 70-85% efficient pumps are
very common in industrial applications. Hence, it means that P-101 pump will do its duty
safely and the mixture will be expected to be successfully transported to next heat
exchanger.
Pump type was opted as centrifugal since this kind can easily be handle with higher
values of flow rates and high heads. Additionally, these pumps have simple design and
maintenance is also easy as there is not any moving components’ array.
As a final stage, the input pump power which is needed to be computed should be defined
by knowing efficiency and other certain physical properties:
𝑉
0.016
𝜂
0.828
Input power= 𝜌 ∗ 𝑔 ∗ ℎ𝑡𝑜𝑡𝑎𝑙𝑝𝑢𝑚𝑝 * =792.84*9.81*18.39*
=2822.59W
Table 14. Pump datasheet table (P-101)
Pump Data Sheet
Equipment
Function
equipment
Centrifugal pump
of
Transportation of fluid
Process Operation Conditions
Water
,acetone
Fluid type
,isopropanol mixture Phase
liquid
Minimum
Flow best efficiency
flow(m/s)
0.016 point
0.02
Suction side
Discharge side
Temperature,
K
320 Temperature, K
320
Density ,kg/m3
792.84 Density ,kg/m3
792.84
Viscosity, Pa*s
0.000956186 Viscosity, Pa*s
0.000956186
Vapour
pressure ,Pa
17210
Pipeline data
Diameter
of
pipe, m
0.10160 Diameter of pipe, m
0.10160
Length of pipe,
m
12 Length of pipe ,m
30
Roughness,
mm
0.015 Roughness ,mm
0.015
Technical Design Data
Suction
Discharge pressure
pressure, kPa
280.895 ,kPa
423.982
Total
pump
head, m
18.397 NPSH available ,m
33.90
Number
of
Impeller Pat 07 002
stages
1 Impeller type
115
Pipeline
material
Stainless steel
NPSH required ,m
3.8
Motor
Type
IEC standard
Size, kW
Enclosure
Sizing
requirement
TEFC
Speed ,rpm
3
3749
Maximum power
Frame ,L
Specifications of pump
Actual power,
Theoretical
power
kW
2.337107625 ,kW
Efficiency,%
82.8 Size
100
2.82259375
2*37H
Heat transfer equipment -HE design
In the subsequent section, the design report will be continued with the description of
design procedures related to heat exchanger, namely HE-101 whose purpose is to heat
up the mixture temperature from 298K to 320 K before mixing of the stream with recycle
stream. After investigation of types of heat transfer equipment in industrial fields, their
advantages, disadvantages and applications , it has been decided that the most proper
and relevant one to current process requirements is shell and tube heat exchanger, and
some of the preference reasons are outlined as follows:
It is more comfortable and easier to handle with the cleaning issues of this type.
STHEs occupy less space and give more efficiency.
The design is not very complicated and that is why maintenance is not hard and
does not require additional effort and cost.
Tube numbers can be higher.
Handling with leaked tubes is not tremendously hard.
There are also some more benefits of STHEs, however it is enough to mention the main
ones. As it was noted down, HE-101 will increase liquid mixture temperature and the
reason for that is related to the increment of viscosity value which makes transportation
process more comfortable by making mobility to be higher. The brackish water (in other
words sea water) will be used as heating agent whose temperature will decrease from
353K to 338K and put in the shell side. This heating agent was preferred due to its
availability and heat capacity’s higher value. The sea water is in the shell side due to its
corrosive nature while the mixture of organic and inorganic fluids is in the tube side. To
prevent any feasible wear or corrosion of tubes, austenitic stainless steel construction
material was chosen.
The famous method called Kern’s method is used for design procedures of HE-101.
Before starting certain benefits and drawbacks of Kern’s method must be explained in
order to have better understanding. Whereas in standard design stages this method
gives satisfactory and reasonable heat prediction transferring coefficient, easy to be
applied, preliminary precise design computations, pressure loss predictions are not that
much satisfying as within this method leakage and bypass streams are not taken into
account ( they are essential on pressure drops for heat transfer equipment).
In order to get highest possible heat transferring rate, keep comparatively stable
difference of temperatures, prevent higher temperature deviations, counter-current flow
arrangement was opted. Turning to the pitch selection, whereas there is a possibility to
have more pressure drop, as it is the best option for higher heating rate, triangular pitch
was selected , and it was set that the difference between centers of the tubes is 1.25
times greater than outer diameter whereas the number of passes is chosen as 6.
Ascertainment of physical properties of heat exchanger
Since the calculation ways of density, viscosity and thermal conductivity and specific heat
capacity have already been elucidated in previous sections, there is no need to show
them again , and for that reason tube and shell sides’ physical properties are tabulated
within table provided below:
Table 15. Tube and shell side properties of HE-101
TUBE Cold stream (water and
isopropanol mixture)
Physical
properties
Inlet part
Temperature,
Celsius
Temperature, Kelvin
Mean temperature
(Kelvin)
Density at T mean,
kg/m^3
Viscosity at T mean
,Pa*s
Molecular
weight(kg/kmol)
Heat capacity at T
mean ,J/mol*K
Heat capacity
Tmean,kJ/kg*K
at
Conductivity at
mean , W/m*K
T
Outlet part
25
298
47
320
SHELL Hot stream (water)
Outlet
part
Inlet part
80
353
309
345.5
803.5990128
976.3
0.000126851
0.000389298
46.2067265
18
155.1571276
75.438
3.357890492
4.191
0.197801557
0.663355
65
338
Ascertainment of Duty of HE and LMTD
The mass flow rate value for liquid mixture which contains water and isopropanol is equal
to 11.65kg/s. By applying the values of specific heat capacities, temperature of both tube
and shell sides, and tube side’s mass, firstly duty of heat transfer equipment and secondly
mass flow of shell side liquid can easily be found out.
Q=mtube*cp,tube*(Tout,tube- T,in,tube)= 11.65*3357.89*(320-298)=860.915kW
After some additional research papers review ( Couper 1964), it was found that for having
more stable temperature difference in both sides, it would be better to have inlet and
outlet temperatures of water side as 353 and 338K in turn, then mass of sea water is
calculated and heat exchanger’s temperature profile is shown subsequent to that:
𝑄
mshell=
860915
=
=13.69kg/s
cp,shell∗(Tout,shell− T,in,shell) 4191∗(353−338)
Graph 1. Temperature diagram of HE-101
Temperature profile of HE-101
360
Temperature values in Kelvin
350
340
330
320
310
300
290
1
1.2
1.4
Hot shell side
1.6
1.8
2
Cold tube side
By means of the temperature plots above, LMTD which mean logarithmic mean
temperature difference between two sides can be determined , and it is noteworthy to
write that having greater LMTD is desirable, since in that case heat transfer rate will also
be higher.
∆𝑇𝐿_𝑀 =
∆𝑇1 −∆𝑇2 33−40
∆𝑇
ln(∆𝑇1 )
2
=
33
ln(40)
=36.39 Celsius
However, the value of LMTD is not always as the same as true value of temperature
difference , especially in the cases of multi-passing and cross flows; thus correction factor
is used for compensation of calculated LMTD value to mean temperature difference. This
factor is mostly used when the arrangement is counter current , and if the input and output
temperature values are available, in that case it is easier to size heat exchanger by using
true difference of temperatures. Actually, the value of correction factor has dependency
from both tube and shell sides, as well as tube numbers and shell passes, but for
determination of its value from chart or equation, 2 unitless ratios are used :
𝑅=
𝑆=
𝑇1_𝑠ℎ𝑒𝑙𝑙 −𝑇2_𝑠ℎ𝑒𝑙𝑙
𝑡2_𝑡𝑢𝑏𝑒 −𝑡1_𝑡𝑢𝑏𝑒
𝑡2_𝑡𝑢𝑏𝑒 −𝑡1_𝑡𝑢𝑏𝑒
𝑇1_𝑠ℎ𝑒𝑙𝑙 −𝑡1_𝑡𝑢𝑏𝑒
=0.68
=0.4
By using those coefficients and correction factor chart the correction factor value can be
found out if the R curves and S values on x axis are intersected with corresponding y
value which stands for 𝐹𝑡 and is found out as 0.96.
Chart 1. Correction factor determination
Moreover, there is one more way of finding correction factor which is analytical and
following equation should be applied:
𝐹𝑡 =
1−𝑆
1−𝑅𝑆
√𝑅2 ln
2−𝑆∗(𝑅+1−√𝑅2 +1)
(R−1)∗ln
2−𝑆∗(𝑅+1+√𝑅2 +1)
This equation gives the value for 𝐹𝑡 as 0.957 and this is very close to graphically obtained
one, thus:
Mean temperature difference=𝐹𝑡 * LMTD=0.96*36.39=34.82 Celsius
Assuming of heat transfer coefficient
The main and necessary stage in Kern method is having correct assumption of heat
transferring coefficient for successfully completing the design as it is needed. Since the
mixture within the tube side consists of water and 2 organic liquids, and shell side only
has sea water, the U value is assumed to be 400W/m2 °C.
Ascertainment of number of tubes and diameter of shell
Now, it is time for surface area determination of heat exchange equipment:
𝑄̇ = 𝑈𝐴∆𝑇
A=
𝑄
=
860915
=61.8m2
𝑈∆𝑇 400∗34.82
It must be said here that the area for shell and tube heat exchanger selection should be
greater that 50 m2 and it is evident that this requirement is met by this value. Outer tube
diameter is taken as 45mm whereas the inner one is 36.6mm and tube length is 2.4 m
which can be varied between 2m and 10m. Following to that area for just 1 tube is to be
commenced:
𝐴𝑓𝑜𝑟_𝑜𝑛𝑒_𝑡𝑢𝑏𝑒 = 𝜋𝑑_𝑜𝑢𝑡𝑒𝑟_ 𝐿 = 𝜋 ∙ 0.045𝑚 ∙ 2.4𝑚 = 𝟎. 𝟑𝟑𝟗𝟑 𝒎𝟐
Since total equipment area and area of 1 tube are known, by dividing the first one to the
second it has been found that there are totally 183 tubes of HE and , by considering the
fact that STHEs are able to accommodate approximately 10000 tubes, this figure is
sufficient and normal.
Bundle diameter is estimated by means of an experimental formulae which is based on
standard tube layouts where K1 and n1 are constant figures for pattern -triangle and are
taken from below:
Table 16. Triangular pitch values for K1 and n1
1
𝐷_𝑏𝑢𝑛𝑑𝑙𝑒_ = 𝑑_𝑜𝑢𝑡𝑒𝑟_ ∙
𝑁_
𝑛
( 𝑡𝑢𝑏𝑒𝑠_) ! =1024.1mm
𝐾1
Triangular pitch with p=1.25 was preferred as fluid of shell side is relatively clean without
having impure components. When it comes to the selection reasons of split floating head,
having differential expansion (thermal expansion) among shell and tube sides, simple
cleaning and rational cost can be given as instances. Since shell diameter is the
summation of bundle diameter and space between shell inside and tube bundle, which is
considered as clearance, clearance value is needed to be known from the below chart:
Chart 2. Bundle diameter and clearance chart
So, clearance was taken as 74mm and shell diameter is calculated as 1098.1mm and
according to TEMA standards, this value is allowed to be till 1520mm.
Ascertainment of tube side HTC (Heat transfer coefficient)
First of all heat area must be defined:
𝐴𝑡𝑢𝑏𝑒 = 𝐴𝑡𝑢𝑏𝑒_𝑖𝑛 ∙
𝑁_𝑡𝑢𝑏𝑒
𝑁_𝑝𝑎𝑠𝑠𝑒𝑠
=
𝜋∙0.03862 𝑚2
4
∙
183
6
=0.03569 𝑚2
Subsequent to that linear velocity of tube side mixture can be found:
𝑉
𝑢𝑙𝑖𝑛𝑒𝑎𝑟= = 0.4m/s
𝐴
There is one more term named as Colburn coefficient which is essential to be introduced
before going on with next stages of calculations. In general , transfer principles of mass
and heat, also momentum principles are the same in most of the cases and they can be
intercorrelated in certain circumstances. In this section of the design , the analogy called
Colburn-Chilton will be used based on what tube side HTC will be estimated:
1
ℎ𝑡𝑢𝑏𝑒_𝑠𝑖𝑑𝑒
𝑘𝑡𝑢𝑏𝑒 ∙ 𝑗ℎ ∙ 𝑅𝑒 ∙ (Pr)3
=
𝑑𝑖𝑛𝑛𝑒𝑟
Where k shows thermal conductivity of mixture, Re is Reynolds number for fluid regime
determination, Prandtl number is indicated as PR and Colburn factor is indicated as j.
Calculation of the value of Reynolds number is the next step:
𝑅𝑒 =
𝜌∗𝑢𝑙𝑖𝑛𝑒𝑎𝑟= ∗𝑑𝑖𝑛𝑛𝑒𝑟 803.59∗0.4∗0.0386
𝜇(𝑡𝑢𝑏𝑒)
=
0.000126851
=99357
The flow regime is turbulent since obtained value is greater than critical value.
Then, Pr number calculation is performed:
Pr_ 𝑛𝑢𝑚𝑏𝑒𝑟 =
𝑐𝑝∗𝜇(𝑡𝑢𝑏𝑒)
𝑘(𝑡𝑢𝑏𝑒)
=2.15
Now, there is just one unknown parameter -Colburn factor which must be taken from
corresponding chart:
Chart 3. Tube side heat transfer factor Colburn chart
At given value of Re number, heat transfer factor is nearly equal to 0.029 and, by inserting
all given in the equation for tube side HTC , following result will be obtained:
1
ℎ𝑡𝑢𝑏𝑒_𝑠𝑖𝑑𝑒 =
1
𝑘𝑡𝑢𝑏𝑒 ∙𝑗ℎ ∙𝑅𝑒∙(Pr)3 0.198∙0.029∙99357∙(2.15)3
𝑑𝑖𝑛𝑛𝑒𝑟
=
0.0386
=1901.83 W/k*m2
Ascertainment of shell side HTC (Heat transfer coefficient)
The primary step for shell HTC estimation is the determination of baffle spacing, and
baffles are very important parts of the heat exchangers as their duty is keeping the tubes
all together. The most preferred baffle spacings vary between 0.2 and 1 times of diameter
of shell. It must also be kept in mind that when the baffles are put closer to each other,
higher rate will be observed but at expense of greater pressure loss. In this design, baffle
spacing is accepted to be 0.5 times of shell diameter which gives the figure as 549mm.
𝐴_𝑠ℎ𝑒𝑙𝑙_ =
(𝑝𝑝𝑖𝑡𝑐ℎ −𝑑𝑜𝑢𝑡𝑒𝑟 )∙𝐷𝑠ℎ𝑒𝑙𝑙 𝐿𝑏
𝑝𝑝𝑖𝑡𝑐ℎ
Then, linear velocity should be defined:
𝑢𝑙𝑖𝑛𝑒𝑎𝑟=
𝑉
𝐴_𝑠ℎ𝑒𝑙𝑙_
= 0.116m/s
=0.12 m2
And as it has done for tube side, the same calculations for Re and Pr numbers should be
executed:
𝑅𝑒 =
𝜌∗𝑢𝑙𝑖𝑛𝑒𝑎𝑟 ∗𝑑𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡 803.59∗0.4∗0.0386
𝜇(𝑡𝑢𝑏𝑒)
Pr_ 𝑛𝑢𝑚𝑏𝑒𝑟 =
=
𝑐𝑝∗𝜇(𝑡𝑢𝑏𝑒)
𝑘(𝑡𝑢𝑏𝑒)
0.000126851
=99357
=2.459
Once again the factor proposed by Colburn must be used, however in comparison to tube
side, in shell side baffle cut must be chosen for intersecting with corresponding Re
number, and 25% baffle cut was chosen which is considered the most common and
optimum cut:
Chart 4. Shell side heat transfer factor Colburn chart
Here it is also necessary to calculate equivalent diameter since in shell side calculations
it
will
𝑑𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡 =
be
1.27
𝑑𝑜𝑢𝑡𝑒𝑟
needed:
2
(𝑝𝑡2 − 0.785𝑑𝑜𝑢𝑡𝑒𝑟
)=0.032m
Now by inserting all values in required places , shell side HTC is obtained:
1
ℎ𝑠ℎ𝑒𝑙𝑙𝑠𝑖𝑑𝑒 =
𝑘𝑠ℎ𝑒𝑙𝑙 ∙𝑗ℎ ∙𝑅𝑒∙(Pr)3
𝑑𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡
𝑊
=
1
0.066 2 ∙0.006∙9321∙2.463
𝑚 𝐾
0.032
=1562.672
1
ℎ𝑠ℎ𝑒𝑙𝑙_𝑠𝑖𝑑𝑒 =
𝑘𝑠ℎ𝑒𝑒𝑙 ∙𝑗ℎ ∙𝑅𝑒∙(Pr)3
𝑑𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡
=1562.6733 W/k*m2
Tube and shell sides’ pressure drops’ ascertainment
Pressure losses are other crucial properties that must be calculated, since they are
greater than allowable pressure drops, it would not be desirable. In this case, friction
factor charts will be applied for both sides, whereas the finding ways will be similar as in
Colburn charts. From the charts below, shell side friction factor coefficient is obtained as
0.05 while that for tube side is equal to 0.0029.
Chart 5. Shell side friction factor determining chart
Chart 6. Tube side friction factor determining chart
𝑙
∆𝑃𝑠ℎ𝑒𝑙𝑙_𝑠𝑖𝑑𝑒 = 8𝑗𝑓 ( 𝑡𝑢𝑏𝑒) (
𝐿𝑏
𝐷𝑠ℎ𝑒𝑙𝑙
𝑑𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡
∆𝑃𝑡𝑢𝑏𝑒_𝑠𝑖𝑑𝑒 = 𝑁𝑜𝑓_𝑝𝑎𝑠𝑠𝑒𝑠 ∗ (8𝑗𝑓 ∗
2
𝜌𝑢𝑡𝑢𝑏𝑒
2
)
2
𝜌𝑢𝑠ℎ𝑒𝑙𝑙
𝑙𝑡𝑢𝑏𝑒
𝑑𝑖𝑛𝑛𝑒𝑟
2
=8*0.05*4.37*34.37*6.6=396.944Pa
+ 2.5) ∗
=6*(8*0.029*(2.4/0.0286+2.5)*(803.6*0.42)/2=1569.155Pa
Overall heat transfer coefficient’s ascertainment
Finally, Kern method’s most important part is reached which is dedicated to the
determination of overall HTC and comparison of it with initially assumed value. Taking
into account the constriction material which is stainless steel and deposits layers that are
also resistant to transferring of heat known as fouling factor, they all must be considered
during calculation. The fouling factors, thermal conductivity and shell and tube side HTCs
are tabulated below:
Table 17. Required figures for overall HTC calculation
Tube side HTC
Tube side fouling coefficient
Material conductivity (stainless
steel)
Shell side HTC
Shell side fouling coefficient
1
𝑈𝑜𝑣𝑒𝑟𝑎𝑙𝑙_
1901.834711
4000
16
1562.67329
1000
𝑑
𝑑𝑜𝑢𝑡𝑒𝑟 ln ( 𝑜𝑢𝑡𝑒𝑟 )
𝑑𝑜𝑢𝑡𝑒𝑟
𝑑𝑜
𝑑𝑖𝑛𝑛𝑒𝑟
=
+
+
+
+
ℎ𝑠ℎ𝑒𝑙𝑙 ℎ𝑠ℎ𝑒𝑙𝑙𝑓𝑜𝑢𝑙𝑖𝑛𝑔
2 ∙ 𝑘𝑠𝑡𝑎𝑖𝑛𝑙𝑒𝑠_𝑠𝑡𝑒𝑒𝑙
𝑑𝑖𝑛𝑛𝑒𝑟 ℎ𝑡𝑢𝑏𝑒 𝑑𝑖 ℎ𝑡𝑢𝑏𝑒_𝑓𝑜𝑢𝑙𝑖𝑛𝑔
𝑈𝑜𝑣𝑒𝑟𝑎𝑙𝑙_ =
1
1
1
0.045
0.045 ln(0.386)
1
1
0.045
0.045
+
+
+0.0386∗1901.83+0.0386∗4000
1562.67 1000
2∙16
= 362.306 𝑾/𝒎𝟐 ℃
This is very close to the assumed value which was 400 𝑊/𝑚2 ℃ and there is just 9.42%
error which is allowable.
Table 18. HE-101 construction table
Type
Purpose
Number of passes
Properties
Construction sheet of HE-101
Shell and Tube
Heating gas mixture
Tube
Shell
6
1
Shell side
Inlet
Outlet
353
338
1
1
13.69
Utility
Heat transfer area
Tube material
Number of tubes
Tube side
Inlet
293
3
11.65
Sea water
61.8 m2
Stainless
steel
183
Outlet
370
1
Temperature (K)
Pressure (bar)
Mass flow rate (kg/s)
Allowable pressure drop
0,2
0,2
(bar)
75.438
155.157
Average Cp (J/mol K)
Average
conductivity
0.66
0,197
(W/m K)
976.3
803.599
Average density (kg/m3)
0.000389
0.0001268
Viscosity (Pa*s)
Tube parameters
Shell parameters
2.4
Shell diameter (mm)
1098
Length (m)
45
Bundle diameter (mm)
1024
Outer diameter (mm)
38.6
Clearance (mm)
74
Inner diameter (mm)
67.5
Equivalent d (m)
0.032
Tube pitch (mm)
3.2
Baffle space (mm)
549
Thickness (mm)
0.4
Baffle cut (%)
25
Velocity (m/s)
Heat transfer specifications
Overall coefficient (W/m2
C)
362.306
Driving force (K)
34.82
CounterHeat load (kW)
860.915kW
Flow Regime
current
Equipment safety
While very detailed information has already been provided in safety section, safety issues
related to pumps and heat exchangers are going to be explained individually in this part
as well.
Pumps:
As it is obvious, there are several kinds of centrifugal pumps which would operate properly
if the selection is true, however there are certain possibilities which must be considered
in order to prevent possible failures contributing to cost, ecological and mechanical
damages. Three main problems can be arised from pumps and possible actions must
be executed are listed below:
1) Cavitation
As it has said, cavitation takes place whenever the pressure at the suction end (NPSH)
is not sufficient , and leads to bubbles to be formed. The formation of bubbles is not
desirable because cavitation itself and the issues relating to that can decrease length of
usage life of equipment 10 to years. For making cavitation not to be occurred, NPSH
available value should always be kept as greater than required figure of NPSH which
must be offered by manufacturer company of equipment.
2) Fouling
Whenever the pump's inner surface is adhered by particulated matter, intake or outflow
mostly occurs within the distribution lines. In result, the pump capacity and capacity of
flow is being decreased which is failure. Unfortunately this problem is unavoidable , and
maybe related to cleaning procedures.
3) Overheating
It is very serious issue as internal parts of pump can be damaged because of this.
Moreover the operators who are responsible for pumps can be also injured severely. For
avoiding it, it must always be checked that suction line and discharge line are in opening
positions at what times the operation goes on.
Heat exchangers:
As possible pump issues have been explained, the heat exchangers' ones should also
be looked more closely:
1) Chemically induced corrosion which happens due to chemicals' interactions. For
addressing this issue, adequate corrosion resistance should be selected and it is
important to note down that in most cases charts do not consider combination
issues of metals, and it is necessary to get advice from metallurgists.
2) Mechanical issues which includes metal corrosion, steam ( water) hammer, cycling
and thermal expansion. Metal corrosion is mostly connected with
excessive
increment of fluid velocity which contributes damaging erosion of metal. Mostly Ubend and U-type HEs prone to such problems. In order to address it, flow velocities
should not be allowed to be more or less than allowable ranges. Turning to water
(steam hammer), it is a rapid deceleration or acceleration which causes sudden
pressure surge and, and this caused pressure surge can be levelled up to 20 000
psi which is not desired.
preference for avoiding it.
Control and shut acting valves can be very good
The next problem of HEs is expansion due to
temperature and cycling. U-tube construction type is the best preferred
construction handling with that. Removing tube bundles and cleaning of them,
split-floating had selection are also possible methods which can be offered.
Different types of marine animals or deposits can also leave coatings or films
which behaves as insulator and restricts flow transfer process. By controlling
design layout, this can be managed.
References
Process Engineering B handbook, HW University, Thermodynamics Introduction
,pg 6-30
M.Hayati, ‘ The method of Kern”, Iran, 2014
C.Yaws, “ Appendix of Physical properties of gases and liquids”, 2005
Coulson and Richardson, “ Chemical Engineering Design”, Volume 6, London,
Butterworth-Heinemann,2005
Riazi, M, R, Adubert T.E,1980, Simplify property predictions , volume 3, 115e116
Process Engineering A, HW university, Edinburgh EH14 4AS, UK
Engcylopedia (2021) Absolute Pipe Roughness
Kuppan Thulukkam, HE Design Handbook, Second edition, CRC press, pages 1132
https://wilo.com/en/index.html (For NPSHr and efficiency calculations)
https://pumpsuae.com/?gclid=EAIaIQobChMIx8bO5bjF9wIVifdRCh39fg0ZEAAY
AiAAEgK2-fD_BwE
Arthur P.Fraas , Heat exchanger design, page 17-21
Q.Wang, Yitung Chen, Bengt Sunden ,“ Emergin topics in heat transfer“, WIT
press, page 45
Robert Ross, Val S. Lobanoff ,” Design and applications of centrifugal pumps” , 2nd
edition page 84
Ron Polgrave, “ Troubleshooting Centrifugal pumps and their systems”, page 13
Individual section 2.
Dzhavidan Zeinalov, CE 19’2
The subsequent topics will be explained:
Introduction to individual section
Mass and energy balance
Pipeline and pump design
Heat exchanger design
Health and safety precautions
References
Introduction to the individual section
The recycling stream and the total combined stream of feed and recycled streams are
scrutinized thoroughly in this section of the report. A recycle stream, which is mainly
comprised of isopropanol and water, is pumped from the residues of the water product
stream to the feed stream. The feed stream, on the other hand, comes together with
recycle stream after going through H-101 which increases its temperature from 298 K to
320 K. The combined stream then enters the heat exchanger H-102 which raises its
temperature from 320K to 389 K. It is important to note that the recycle stream is at 330
K before combining with feed stream. The pump operates at 1.11 bar at its suction side
and 2.02 bar at its discharge side. On the other hand, the heat exchanger operates at
different pressure values for its tube and shell side. That is, the shell side has a stable
pressure of 2.63 bar for its inlet and outlet. The tube side has a stable pressure value as
well, at 3.5 bar for its inlet and outlet. The combined stream is directed to the unit V-101,
namely vaporizer, after going through the shell and tube heat exchanger H-102.
Flow description
Figure 1:The heat exchanger’s diagram
Figure 2:The pump’s diagram
Some parts of the overall flow diagram were skipped as the recycle stream goes from the
rightmost part of the diagram to the left part.
Mass & Energy Balance
The balances for mass and energy values are tabulated based on the flow diagram
demonstrated previously in this section of the report:
Table 2:Mass Balance
Compon
S-3
S-5.1
S-5
S-4
S-4.1
S-6
27.1715
27.1715
27.1715
2.786875
2.786875
27.1715
1.49762375
1.49762375
14.00049
ents
Isopropa
nol
Water
14.00049 14.00049 14.00049
875
875
875
0
0
0
Hydroge
875
0
0
0
0.07203
0.02100875
0.003001
n
Acetone
0.003001 0.003001 0.003001
Total in
25
25
25
42.175
42.175
42.175
25
4.2875
4.2875
42.175
1360.40658
1360.40658
3108.537
33333
33333
5
kmol/day
Total in
3108.537 3108.537 3108.537
kg/day
5
5
5
It is noteworthy that the components are written in kilo moles per day ratio below the
stream line names, with an exception of the bottom line which is the total number of
kilograms per day.
Table 3:Energy Balance
Reference
Temperature
25 degree Celsius
value in C
HE duty in
Cp constant in
Temperature
Enthalpy
in Celsius
in J/mol
S-3
47
3411.499
157.5916439
S-5.1
47
3411.499
157.5916439
Stream number
kJ/mol
J/mol*K of the
mixture
-73.70345122
S-5
116
7064.131
83.88819268
S-4
57
4964.983
159.005503
S-4.1
57
4964.983
159.005503
S-6
325
27388.60
109.7557689
Pie and pump specification
It comes as no surprise that pumps are one of the most commonly utilized items in a
plethora of industry applications. Transfer of fluids, or gases via creating a variance in
pressure is the working principle of pumps. This in turn helps to overcome the gravity and
friction’s impact on the system. There are mainly two pump types: positive displacement
and rotodynamic pumps. Though their purpose is the same, there is a difference in the
way these pumps operate. One of the most popular kinetic pumps is a centrifugal pump,
which operates bases on flow of fluid cause the pressure acquisition, as opposed to
positive displacement pumps where the substance is transferred via physical means. It
should also be mentioned that positive displacement pumps have an array of varieties in
comparison to rotodynamic pumps. Some other differences between the aforementioned
two types are as follows:
The viscosity value affects the positive displacement pumps’ efficiency in an
extremely positive way. That is to say, these pumps are great at dealing with fluids
with high viscosity whereas the opposite is true for centrifugal pumps.
Flows with high flow rate but low value of head are better off utilized with centrifugal
pumps whereas, once again, the opposite is true for positive displacement pumps.
It is possible to utilize centrifugal pumps in a wide range of pressure and mass flow
values whereas positive displacement pumps are more relevant for stable flows.
The manufacturing and maintenance cost of centrifugal pumps is comparatively
low due to their simplicity, while positive displacement pumps have high value of
the previously mentioned costs as their mechanism is rather complex.
Due to the above mentioned reasons, it is no surprise that centrifugal are utilized widely
in many an industry such as water engineering, power generation, agriculture. In this kind
of pumps, namely rotary pumps, the flow transportation is viable via dynamic pressure.
When most of the fluid is rotated via utilization of external sources, flow is then expelled
from spin’s central axis, and head of centrifugal pump is causing the rise of the fluid to a
higher height. The stable supply of fluid at a higher elevation point can be done in case
more flow persists to stay at the rotation’s hub. The angular momentum change also
assists in the rise of the pressure of the fluid. That is to say, the energy is transferred from
asynchronous engine to the flow via rotary wheel which in turn causes the said rise in
pressure value. Moreover, as kinetic energy experiences an increase as well, the flow
velocity goes up simultaneously.
Selection of the most relevant and effective pump for a particular is not possible without
knowing some considerable factors such as Available value of Net Positive Suction Head,
efficiency, and pump head values. Another pump might be selected in case the current
flowrate, head, fluid characteristics will not conform to the chosen pump.
This pump connects the streams S-4 and S-4.1, which is also the recycle stream. First
things first, some values known beforehand are displayed below:
Table 4: The properties of the mixture
Some of the known fluid properties
Density provided in kg/m^3
752.89
Viscosity provided in Pa*sec
0.000789
Temperature
330 Kelvin
Total mass flow of the stream provided
1.295625333
in kg/sec
The first step should be calculation of the optimum diameter. In our case, this will be done
via the formula of economic pipe diameter:
𝑑𝑜𝑝𝑡𝑖𝑚𝑢𝑚 = 293 ∗ 𝑀0.53 ∗ 𝜌−0.37 = 293 ∗ 1.2956253330.53 ∗ 752.89−0.37 = 28.979 𝑚𝑚
It ought to be considered that the tube material is stainless steel due to high amount of
water which might cause corrosion. Needless to say, material selection also affects the
above equation’s constants as well as the overall price of the pump as this particular
material is quite high in cost. As the calculated value of optimum diameter, which is also
considered the inside diameter value, does not have a direct match with standard pipe
diameter values. Henceforth, the next closest pipe diameter value is selected from the
appropriate table. Therefore, the inner diameter value is taken as 35.052 mm.
Furthermore, the thickness value for the mentioned inner diameter value is 3.556 mm,
and the outer diameter is 42.164 (as Douter=Dinner + 2*thickness).
Following this, the stream’s velocity value is found as volumetric flowrate and area values
are now known:
𝑣=
𝑄 4 ∗ 0.0023795
𝑚
=
= 2.4659
2
𝐴 𝜋 ∗ 0.035052
𝑠
That the fluid velocity range is between 1 and 3 meters per second as well as the value
above is in between these two values is noteworthy.
The next step is the calculation of Reynolds Number. This step is extremely crucial as it
allows the determination of the regime of the flow, which changes the way other values
are measured:
𝑅𝑒 =
𝜌 ∗ 𝑣 ∗ 𝑑 752.89 ∗ 2.4659 ∗ 0.035052
=
= 82477.89158
𝜇
0.000789
That the flow regime is turbulent is now obvious due to the number of Reynolds. The
determination of the value of friction factor should be the next reasonable step. For that,
initially, it is needed to first find the value of relative roughness. The stainless steel’s
absolute roughness value is 0.015 mm. Taking this into account:
𝜀=
𝑒
0.015
=
= 0.00042794
𝑑 35.052
The value of friction factor is determined via a graph called moody chart. The conditions
that make this possible are true, namely Re being between 5000 and 10^8, and relative
roughness being between 10^-2 and 10^-6.
𝑓′ =
1.325
1 𝑒 5.74 2
[ln(
∗ +
]
3.5 𝑑 𝑅𝑒 0.9
= 0.02059
Now that these values needed for the last few calculations have been found out, the
pressure drop values for discharge and suction sides should be measured. Some values
that are known and are needed are as follows:
Table 5: Parameters of the Suction Side
Suction side
Value of Static Pressure in Pa
111457.5
Level of Liquid Hs1 in m
0
Hs2 in m
15
The length of suction side in m
5
The value of equivalent length in m
70
The equivalent length is equal to 70 as there were two 90 degree elbows utilized in suction
side.
Table 6: Parameters of the Discharge Side
Discharge side
Value of Discharge Pressure in Pa
202650
Level of Liquid Hd1 in m
10
Hd2 in m
15
The length of discharge side in m
15
The value of equivalent length in m
142.5
The equivalent length is equal to 142.5 as in discharge side, one gate valve that is fully
open along with three elbows of 90 degree are present.
The suction side pressure drop:
∆ℎ𝑠𝑓
𝐿
𝑣2
5
2.4652
= 𝑓 ∗ ( + 𝐿𝑒 ) ∗
= 0.02059 ∗ (
+ 70) ∗
= 1.356917 𝑚
𝑑
2∗𝑔
0.035052
2 ∗ 9.81
′
∆ℎ𝑠 =
𝑃𝑠
111457.5
+ ℎ𝑠1 + ℎ𝑠2 − ℎ𝑠𝑓 =
+ 0 + 15 − 1.356917 = 28.73376 𝑚
𝜌∗𝑔
752.89 ∗ 9.81
The discharge side pressure drop:
∆ℎ𝑑𝑓
𝐿
𝑣2
15
2.4652
= 𝑓 ∗ ( + 𝐿𝑒 ) ∗
= 0.02059 ∗ (
+ 142.5) ∗
= 3.640026 𝑚
𝑑
2∗𝑔
0.035052
2 ∗ 9.81
∆ℎ𝑑 =
′
𝑃𝑑
202650
+ ℎ𝑑1 + ℎ𝑑2 + ℎ𝑑𝑓 =
+ 10 + 15 + 3.640026 = 56.07762 𝑚
𝜌∗𝑔
752.89 ∗ 9.81
The computation of the difference between discharge side head and suction side head,
also known as the head value of the pump:
∆ℎ𝑝 = ∆ℎ𝑑 − ∆ℎ𝑠 = 56.07762 − 28.73376 = 27.34386 𝑚
The overall pressure drop is calculated via the above value as follows:
∆𝑃 = 𝜌 ∗ 𝑔 ∗ ∆ℎ𝑝 = 752.89 ∗ 9.81 ∗ 27.34386 = 201957.7 𝑃𝑎
The next step is calculating the pump power value. However, it is crucial to first determine
the efficiency value of the pump. As per our case, this was determined at 72.30% via
utilizing pump head value and volumetric flowrate value, and selecting appropriate pump.
The power:
𝑊 = ∆𝑃 ∗ 𝑄 = 201957.7 ∗ 0.0023795 = 480.55834715 𝑊
𝑊=
∆𝑃 ∗ 𝑄 201957.7 ∗ 0.0023795
=
= 664,672679 𝑊
𝜂
0.7230
Last, but not least, it is important to ensure that the available value for Net Positive Suction
Head is higher than that of the required value. The required NPSH value is provided from
the pump supplier and is a fixed number, whereas available NPSH changes depending
on the parameters of the flow. The saturated pressure value was calculated as 152084.7
Pa. The value of available Net Positive Suction Head is measured as follows:
𝑁𝑃𝑆𝐻𝑎𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒
𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛 − 𝑃 𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑒𝑑
=
+ ℎ𝑠1 + ℎ𝑠2 − ℎ𝑠𝑓
𝜌∗𝑔
=
111457.7 − 152084.7
+ 0 + 15 − 1.356917 = 8.142406 𝑚
752.89 ∗ 9.81
The required value of the pump provided by the supplier is 0.54 m. As is seen, the
required NPSH value is less than that of available value.
Figure 2: Pump Curve
𝑁𝑃𝑆𝐻𝑎𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒 (8.14) > 𝑁𝑃𝑆𝐻𝑟𝑒𝑞𝑢𝑖𝑟𝑒𝑑 (0.54)
Table 7: The data obtained for the pump
Equipment №
Pump Data Sheet
Pump 107
Function
Transportation
Process Operating Conditions
Fluid Type
Organic liquid
Phase
liquid
mixture
Suction
Temperatur
K
Discharge
330
Temperatur
e
K
330
e
Density
𝑘𝑔/𝑚3
752.89
Density
𝑘𝑔/𝑚3
752.89
Viscosity
Pa*s
0.000789
Viscosity
Pa*s
0.000789
Vapor Pressure
Bar
1.520847
Line Data
Suction
Pipe
Diameter
m
Discharge
0.035052
Pipe
Diameter
m
0.035052
Equivalent
m
70
Equivalent
Pipe
Pipe
Length
Length
Roughness
mm
0.015
Roughness
m
142.5
mm
0.015
bar
2.02650
m
8.142406
m
0.54
Technical Design Data
Suction
bar
1.114575
Discharge
Pressure
Pressure
Total
m
27.34386
NPSH(avail
System
able)
Head
NPSH(requ
ired)
Number of Stages
2
Impeller Type
Laser-welded
stainless steel
Mounting
Vertical
Pump Specifications
Theoretical
W
480.5583
Actual
Power
W
664.6726
Power
Efficiency
%
72.30
Design by
Dzhavidan Zeinalov
Date
03.05.2022
Heat exchanger design
Transfer of energy between fluids via thermal means, that is, changing temperature
values by transmitting heat, is viable through a variety of units. One such unit utilized in
our process design is a heat exchanger. That there is no heat that is acquired from
external sources in heat exchangers is noteworthy. The aforementioned device is used
in a plethora of industries due to how essential the transmission of energy is in general.
Some prime examples to said industries are chemical processing plants, industry of
power generation, and oil and gas industry. Heat exchangers are able to both cool and
heat the requisite substances if so is required, for varying purposes such as transportation
of gases, altering fluid flow for a simpler transportation, changing values of temperature
for the reactions needed and many more. For the purpose of cooling as well as heating,
many fluid substances are used in the heat exchanger systems. Amonst many heat
exchanger types existing, the one that is going to be utilized in our project design is known
as heat exchanger of shell and tube type, which is quite a common heat exchanger
utilized across range of industries. Condensers, boilers, heaters are some ways heat
exchangers can be used as.
As it can be guessed, the hot stream’s fluid experiences cooling whereas cold stream
goes through heating process. Condensation and evaporation of the said fluids is also
probable. That said, control, crystallization, distillation, and a few other similar processes
are also viable and amongst applications of heat exchangers. The cold and hot fluid
streams are not mixed in heat exchangers of shell and tube type which constitutes the
fundament of the design of a heat exchanger. The aforementioned heat exchanger of
shell and tube type is one of the most common types, along with evaporators,
condensers, and preheaters. There is also another term pertinent to heat exchangers,
which is a sensible heat exchanger, and is used to refer to heat exchangers through which
there is no phase change of fluids happening.
There are various heat exchangers depending on a range of factors. Prime examples of
the said factor would be phases of the fluid, heat transfer’s working structure,
transportation method utilized and so on. Even though the heat exchanger’s fundamental
working principle is the same irrespective of the type of the heat exchanger, it is still
imperative to select the most relevant heat exchanger. Some key factors that are to be
deemed to choose the right HE type are as follows:
Maintenance and monitoring of the heat exchanger
Allowed pressure and temperature values
Construction material
Considerations of the parameters such as velocity, pressure drop, mass flow
Coefficients of heat transfer as well as heat exchanger’s contamination factor
Taking all that was said into consideration, the heat exchanger of shell and tube
classification was chosen. These heat exchangers are simple, cost-effective, and
comparatively low-maintenance. The space they occupy is usually more than that of, say,
a heat exchanger of plate type with approximately the same thermal exchange capacity
value. That said, these heat exchangers still have a high value of heat transfer rate.
As the name suggests, these heat exchangers house a shell and a tube. A shell
encompasses tube series contained within a cylinder. The tube formation is also known
as a tube bundle. Each of these tubes move through tube sheets as well as baffles. The
thermal expansion via heating of heat exchanger is achieved via allowing one tube sheet
to move whereas the other stays constant. The fluid passing through the tubes is labelled
as medium of the tube side whereas the shell side fluid is the fluid moving through outside
the tubes. Both sides have one entrance point known as suction side and one exit side
known as discharge side.
Most commonly, the fluid having a higher-pressure value is chosen as the medium of the
tube side. This is because it is easier to withstand high pressure when fluid is divided into
small tubes each playing a role of a pressure vessel. Furthermore, the production cost of
a shell able to withstand high pressures is higher than that of tubes.
Additionally, the material for the heat exchangers must be chosen meticulously. Stainless
steel is usually preferred due to its resistance to corrosion as water is utilized in heat
exchangers. However, the selection should be done for each specific components as it
can have a considerable impact on the overall cost.
Last but not least, heat exchangers of shell and tube type are operating at the highest
efficiency values when compared to other heat exchangers.
Hot and cold fluid’s physical properties and rate of heat transfer
The calculations would be done while assuming that all of the heat given from hot fluid to
cold fluid is not lost:
𝑄ℎ𝑜𝑡 = 𝑄𝑐𝑜𝑙𝑑
Where,
𝑄ℎ𝑜𝑡 indicates the equipment’s duty value for hot fluid,
𝑄𝑐𝑜𝑙𝑑 indicates the equipment’s duty value for cold fluid.
The above equation can be further broken down to the next equation:
𝑐𝑝,ℎ𝑜𝑡 ∗ 𝑚ℎ𝑜𝑡 ∗ ∆𝑇ℎ𝑜𝑡 = 𝑐𝑝,𝑐𝑜𝑙𝑑 ∗ 𝑚𝑐𝑜𝑙𝑑 ∗ ∆𝑇𝑐𝑜𝑙𝑑
𝑐𝑝,ℎ𝑜𝑡 , 𝑐𝑝,𝑐𝑜𝑙𝑑 -> refers to specific heat capacity values of hot and cold fluid respectively
provided in kJ/kg K,
𝑚ℎ𝑜𝑡 , 𝑚𝑐𝑜𝑙𝑑 -> refers to hot and cold fluids’ mass flow values respectively provided in kg/s,
∆𝑇ℎ𝑜𝑡 , ∆𝑇𝑐𝑜𝑙𝑑 -> refers to difference value between hot and cold fluids’ temperature values
respectively provided in K.
The temperature differences for both fluids should be known beforehand, whereas
specific heat capacity have been found from the energy balance. The mole value for cold
fluid – a mix of isopropanol, water, and acetone in our case – is known. Thus, first the
rate of heat transfer is found as follows:
𝑄 = 𝑐𝑝,𝑐𝑜𝑙𝑑 ∗ 𝑚𝑐𝑜𝑙𝑑 ∗ ∆𝑇𝑐𝑜𝑙𝑑 = 2597.5 ∗ 12.94982 ∗ (115.85 − 45.85) = 2321.81205 𝑘𝐽/𝑠
Now that the heat transfer rate value for cold fluid was found, which we know is equal to
the that of the hot fluid (the opposite sign is ignored for the sake of finding the right value),
the value of mass flow of hot fluid, namely water, is found as follows:
𝑚ℎ𝑜𝑡 =
𝑄
2321.81205 𝑘𝐽/𝑠
=
= 54.79458188 𝑘𝑔/𝑠
𝑐𝑝,ℎ𝑜𝑡 ∗ ∆𝑇ℎ𝑜𝑡 4237.5 ∗ (130 − 120)
Some values known beforehand about both hot and cold fluids are illustrated below:
Table 8: Known parameters for the Heat Exchanger
Hot stream Cold stream
Inlet temperature in Celsius
130
46.85
Outlet temperature in Celsius
120
115.85
Mass flowrate value in kg per second
54.79
12.95
Inlet Cp in kJ/kmol*C
154
76.13
Outlet Cp in kJ/kmol*C
85.64
76.54
Average Cp in kJ/kmol*C
119.82
76.335
Inlet value of density in kg per m^3
930.8
762.76
Outlet value of density in kg per m^3
922
3.7572
Average density value in kg per m^3
926.4
383.2586
For the sake of convenience, the temperature values for hot flow will be written remain
as a capital T, whereas that of cold fluid would be t.
Following this, the values of volumetric flowrate are found utilizing density values known
beforehand:
𝑉𝑐𝑜𝑙𝑑 =
𝑚𝑐𝑜𝑙𝑑
12.95
=
= 1.731822222 𝑚3 /𝑠
𝜌𝑐𝑜𝑙𝑑
383.2586
𝑉ℎ𝑜𝑡 =
𝑚ℎ𝑜𝑡 54.79458188
=
= 0.348611111 𝑚3 /𝑠
𝜌ℎ𝑜𝑡
926.4
The heat transfer in our case occurs not from energy received from an external source,
but from the exchange of heat. This, in turn, is driven via a difference in temperature
between hot and cold fluid. Two values needed for further calculations - ∆𝑇𝑚𝑖𝑛 and ∆𝑇𝑚𝑎𝑥 ,
namely minimum and maximum possible temperature difference values are found as
follows:
∆𝑇𝑚𝑖𝑛 = 𝑇1 − 𝑡2 = 14.15 𝐾
∆𝑇𝑚𝑎𝑥 = 𝑇2 − 𝑡1 = 73.15 𝐾
Then, the logarithmic mean temperature difference - ∆𝑇𝐿𝑀 is measured as follows:
∆𝑇𝐿𝑀 =
∆𝑇𝑚𝑎𝑥 − ∆𝑇𝑚𝑖𝑛 73.15 − 14.15
=
= 35.914 ℃
∆𝑇
73.15
ln( 𝑚𝑎𝑥 )
ln
(
)
∆𝑇𝑚𝑖𝑛
14.15
Heat transfer coefficient value cannot be determined as of now, which is why it will initially
be assumed from the table where some values are available depending on the nature of
the stream. As per our case, organic solvents of liquid phase constitute the cold fluid
whereas the hot fluid is water. Therefore:
𝑈𝑎𝑠𝑠𝑢𝑚𝑒𝑑 = 1000
𝑊
∗℃
𝑚2
Even though we found logarithmic mean temperature difference, it cannot be utilized for
precise calculations. This is due to logarithmic mean temperature difference being for a
heat exchanger with 1 shell side pass and 1 tube pass. As per our case, there are 2 tube
passes. To ensure there is no inaccuracy, it is needed that we first find 𝐹𝑡 , also known as
Correction Factor. R and S values together constitute the function for the correction factor,
two dimensionless parameters, which are found as follows:
𝑅=
𝑇1 − 𝑇2
= 0.144928
𝑡2 − 𝑡1
𝑆=
𝑡2 − 𝑡1
= 0.829826
𝑇1 − 𝑡1
Now, there are two ways to find out the correction factor value, both utilizing the above R
and S parameters to do so.
The first one is the following equation:
𝐹𝑡 =
1−𝑆
√𝑅2 + 1 ∗ ln(1 − 𝑅 ∗ 𝑆)
2 − 𝑆 ∗ (𝑅 + 1 − √𝑅2 + 1
(𝑅 − 1) ∗ ln(
)
2 − 𝑆 ∗ (𝑅 + 1 + √𝑅2 + 1
The second method is to find the 𝐹𝑡 via a graph already available for 1 shell and 2 tube
pass heat exchanger.
Thus, the correction factor 𝐹𝑡 is found as 0.8866.
Then, the value of actual mean temperature difference is found as follows:
∆𝑇𝑚𝑒𝑎𝑛 = ∆𝑇𝐿𝑀 ∗ 𝐹𝑡 = 35.914 ∗ 0.8866 = 31.841
As the next step, the duty’s requisite surface area value is calculated from 𝑄 = 𝑈 ∗ 𝐴 ∗
∆𝑇𝑚𝑒𝑎𝑛 :
𝐴=
𝑄
2321.81205
=
= 72.639 𝑚2
𝑈 ∗ ∆𝑇𝑚𝑒𝑎𝑛 1000 ∗ 31.841
To find the outer diameter and thickness values of our tubes, the T E M A standards were
utilized. The relevant values from available range, that is – from 16 mm to 50 mm, were
chosen.
𝑑𝑜 = 0.05 𝑚𝑒𝑡𝑒𝑟 ;
𝑡 = 0.0032 𝑚𝑒𝑡𝑒𝑟 .
Henceforth, the inner diameter value is:
𝑑𝑖𝑛 = 𝑑𝑜𝑢𝑡𝑠𝑖𝑑𝑒 − 2 ∗ 𝑡ℎ𝑖𝑐𝑘𝑛𝑒𝑠𝑠 = 0.0436 𝑚𝑒𝑡𝑒𝑟
Following this, the tube length value was determined at 7 meter.
As all the required values are known, the value of the surface area of 1 tube is calculated
as follows:
𝐴𝑡 = 𝜋 ∗ 𝑑𝑜 ∗ 𝑙 = 0.471238898 𝑚2
It is now needed to find the total number of tubes, which is found via utilizing 1 tube’s
surface area and the total area value which found using U assumption and temperature
difference along with heat transfer rate.
𝑛=
𝐴
= 154.14 ≈ 156
𝐴𝑡
Due to the heat exchanger chosen having 2 tube passes, the tube number per pass is:
𝑛𝑝𝑎𝑠𝑠 =
𝑛
= 78
2
There are three ways the tubes can be arranged: square, rotated square, and triangular
forms. It was decided to choose triangular shape due to this particular pattern having
higher values of heat transfer rate. Taking this into consideration, the tube pitch value,
which is the value of distance between two closest tubes’ diameters, is found through the
following equation:
𝑝𝑡 = 1.25 ∗ 𝑑𝑜 = 0.0625 𝑚𝑒𝑡𝑒𝑟
The next step is calculation the value of bundle diameter. Bundle diameter is comprised
of a circular formation of tubes inside the shell. The equation for this is as follows:
1
1
𝑛 𝑛1
156 2.207
𝐷𝑏 = 𝑑𝑜 ∗ ( ) = 0.05 ∗ (
= 0.925267599 𝑚𝑒𝑡𝑒𝑟
)
𝐾
0.249
The values of K and n1 are known beforehand as they are constants that were found
through a series of experiments. For our case, taking into account 2 tube passes and
triangular formation shape, the values are.
A split-ring floating head was opted for as the shell head for our heat exchanger. This was
chosen due to broad pressure as well as temperature value ranges and flexibility in
comparison to other heads.
Furthermore, another important part of heat exchangers is baffles which are utilized to
alter the direction of the flow for the shell side, to cause turbulence. The baffles are usually
placed in a way to be perpendicular to flow direction, which inhibits the moving flow to
some extent. This is called cut segment of baffles. In our case, this value was taken as
35%.
In order to find the shell’s diameter, it is needed to once more refer to T E M A standards,
where the clearance values – the value of the space between the shell itself and the
bundle – are provided. When it comes to our heat exchanger:
𝐷𝑠 = 𝐷𝑏 + 𝐶𝑙𝑒𝑎𝑟𝑎𝑛𝑐𝑒 = 0.9252 + 0.072 = 0.99726 𝑚𝑒𝑡𝑒𝑟
In order to find the actual heat transfer coefficient’s overall value, finding heat transfer
coefficients of shell and tube sides is required, which will later be utilized to find the actual
U value. Some values that are known beforehand and are going to be utilized a bit later
are as follows:
Table 9: Values for further calculations for the Heat Exchanger
Inlet value of viscosity in
Pa*sec
Outlet value of viscosity
in Pa*sec
Average value of
viscosity in Pa*sec
Cold stream
Hot stream
0.00099182
0.0002111
0.00000827
0.0002299
0.0005
0.0002205
The value of conductivity
0.13326
in W/(m*K)
5
0.6872
Calculations for the tube-side
1 tube’s internal area value:
𝜋 ∗ 𝑑𝑖2
𝐴𝑡 =
= 0.00149301 𝑚2
4
The value of cross-sectional area per pass:
𝐴𝑝𝑎𝑠𝑠 = 𝐴𝑡𝑢𝑏𝑒 ∗ 𝑛𝑝𝑎𝑠𝑠 = 0.116454818 𝑚2
Flow’s velocity value:
𝑣𝑡 =
𝑉𝑡
= 2.993531018 𝑚/𝑠
𝐴𝑡
Then, the Reynolds Number value is found as:
𝑅𝑒 =
𝑣∗𝜌∗𝑑
= 548352.9754
𝜇
The value of Prandtl Number is found as well:
𝑃𝑟 =
𝑐𝑝 ∗ 𝜇
= 440.8812791
𝑘
Another value that needed in our calculations is called 𝑗ℎ - factor of heat transfer. This
value is found from the graph using the values of Reynolds Number. Internal diameter to
tube length ratio was also used to find the aforementioned value. That said, the said ratio
is not needed after Reynolds number gets higher than a certain value, as the heat transfer
factor changes values in a linear dependence. This value is found as 𝑗ℎ = 0.002.
Normally, the value of viscosity correction term is found as well, which is how the viscosity
value changes all the while fluid flow occurs. However, this value is negligible in our case.
Therefore, Nusselt Number value is:
𝑁𝑢 = 𝑗ℎ ∗ 𝑅𝑒 0.8 ∗ 𝑃𝑟 0.33 = 8179.303947
Interchanging the equation 𝑁𝑢 =
ℎ𝑡 ∗𝑑𝑖
𝑘
, the value of heat transfer coefficient for tube-side
is:
ℎ𝑡 = 𝑁𝑢 ∗
𝑘
= 128917.8365
𝑑𝑖
Calculations for the shell side
As was mentioned, the triangular formation of tubes was selected per our case. For this
reason, tube pitch value is:
𝑝𝑡 = 1.25 ∗ 𝑑𝑜 = 0.0625 𝑚𝑒𝑡𝑒𝑟
Then, shell diameter value is figured out. For this, shell clearance value is needed, which
is also found via an appropriate graph:
𝐷𝑠ℎ𝑒𝑙𝑙 = 𝐷𝑏𝑢𝑛𝑑𝑙𝑒 + 𝑐𝑙𝑒𝑎𝑟𝑎𝑛𝑐𝑒 = 0.593
The value 𝑙𝑏 indicates the amount of distance between baffles. The lower the distance,
the higher the drop in pressure and heat transfer. This value is taken as 0.33 for our heat
exchanger leading to:
𝑙𝑏 =
𝐷𝑠
= 0.498633799
2
When it comes to the value of cross flow area of the shell side, it is found out as follows:
𝐴𝑆 =
(𝑝𝑡 − 𝑑𝑜 ) ∗ 𝐷𝑠 ∗ 𝑙𝑏
= 0.099454266 𝑚2
𝑝𝑡
Following this, the velocity value for the shell side is found:
𝑣𝑠ℎ𝑒𝑙𝑙 =
𝑚𝑎𝑠𝑠 𝑓𝑙𝑜𝑤
= 17.4132522 𝑚/𝑠
𝜌∗𝐴
For further calculations, finding value of equivalent diameter is required, which is as
follows:
𝑑𝑒 =
1.1
∗ ((𝑡𝑢𝑏𝑒 𝑝𝑖𝑡𝑐ℎ)2 − 0.917 ∗ (𝑑𝑜 )2 ) = 0.0355025 𝑚𝑒𝑡𝑒𝑟
𝑑𝑜
Then, once again Reynolds Number is figured out:
𝑅𝑒 =
𝜌 ∗ 𝑣𝑠ℎ𝑒𝑙𝑙 ∗ 𝑑𝑒
= 473563.8371
𝜇
Prandtl Number is:
𝑃𝑟 =
𝑐𝑝 ∗ 𝜇
= 24.99434709
𝑘
As in the tube side, this time viscosity factor value is neglected as well. The value of the
cut for segmental baffles is taken as 35%, which allows finding heat transfer factor 𝑗ℎ from
the graph as 𝑗ℎ = 0.0018:
𝑁𝑢 = 𝑗ℎ ∗ 𝑅𝑒 ∗ 𝑃𝑟 0.33 = 2465.692015
Once again, heat transfer coefficient is found utilizing Nusselt Number value:
ℎ𝑠ℎ𝑒𝑙𝑙 =
𝑁𝑢 ∗ 𝑘
= 9254.375355
𝑑𝑒
Before calculating the actual value of overall coefficient of heat transfer, taking reasonable
values of fouling factors is required. For shell side, this said value is taken as 5000
whereas for tube side this value is taken as 4000
𝑊
𝑊
,
𝑚2 ℃
. The stainless steel’s conductivity
𝑚2 ℃
value, which was selected as the material of the tube, is equal to 15
𝑊
.
𝑚℃
𝑑
𝑑𝑜 ∗ ln( 𝑜 ) 𝑑
1
1
1
1
1
𝑑𝑖
𝑜
= +
+
+ ∗( +
)
𝑈 ℎ𝑠 ℎ𝑠 𝑓𝑜𝑢𝑙
2𝑘
𝑑𝑖 ℎ𝑡 ℎ𝑡 𝑓𝑜𝑢𝑙
0.05
0.05 ∗ ln(0.0436)
1
1
1
0.05
1
1
=
+
+
+
∗(
+
)
𝑈 9254.375355 5000
2 ∗ 15
0.0436 128917.8365 4000
= 0.000938
𝑈=
1
= 1902.02974
0.000831926
Having found the actual overall coefficient of heat transfer, the calculation of the
difference in percentage of actual and assumed values is probable.
𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝑑𝑖𝑓𝑓𝑒𝑟𝑒𝑛𝑐𝑒 = |
𝑈𝑎𝑠𝑠𝑢𝑚𝑝𝑡𝑖𝑜𝑛 − 𝑈𝑐𝑎𝑙𝑐𝑢𝑙𝑎𝑡𝑒𝑑
| ∗ 100% = 19.20 %
𝑈𝑎𝑠𝑠𝑢𝑚𝑝𝑡𝑖𝑜𝑛
The last touches are finding pressure drop for tube and shell sides, which will then be
summed to overall pressure drop value. The friction factor for both tube and shell sides
are found via appropriate graphs:
Tube side:
𝑙
𝜌𝑣 2
∆𝑃𝑡 = 2 (8 ∗ 𝜑 ∗ + 2.5) ∗
= 29893.66989 𝑃𝑎 = 0.298936699 𝑏𝑎𝑟
𝑑𝑖
2
Shell side:
∆𝑃𝑠 = 8 ∗ 𝜑 ∗
𝐷𝑠
𝑙
𝜌 ∗ 𝑣2
∗
∗
= 1806890.483 𝑃𝑎 = 18.06890483 𝑏𝑎𝑟
𝑑𝑒 𝑏𝑎𝑓𝑓𝑙𝑒
2
Overall value for pressure drop:
∆𝑃𝑡𝑜𝑡𝑎𝑙 = ∆𝑃𝑡 + ∆𝑃𝑠 = 18.367841529 𝑏𝑎𝑟
Table 10: The data obtained for the Heat Exchanger
HEAT EXCHANGER
HE-102
Equipment no
DATA SHEET
Heating of organic liquid mixture
Function
Duty Specification
Overall U (𝑊/𝑚2
℃)
Area (m2)
1000
72.6389
Duty (kW)
Mean
temperature ( ̊C)
2321.81205
31.963
Operating conditions of the process
Tube Side
IN
Shell Side
OUT
Temperatur
403.15
e(K)
393.15
IN
OUT
Temperatur
320
e(K)
389
Type of fluid
Water
Type of fluid
Organic mixture
Mass flow ( kg/s )
54.794
Mass flow ( kg/s )
12.949
Density ( kg/m3 )
926.4
Viscosity ( Pa*s )
0.0002205
Thermal
Density
383.25
( kg/m^3 )
Viscosity ( Pa*s )
0.000500325
Thermal
0.6872
Conductivity
( W/m-K )
( W/m-K )
Specific Heat
Specific Heat
4.2375
capacity ( kJ/kgK)
0.13325
Conductivity
2.5975
capacity ( kJ/kgK)
Mechanical Layout
Tube Side
Number of Tubes
Shell Side
156
Bundle Diameter
(m)
Triangular
Tube Arrangement
Pitch ( m)
0.0625
Internal Diameter ( m)
Outside Diameter
( m)
Length (m)
Fluid Velocity
(m/s)
0.05
3
2.993531018
Heat Transfer
Coefficient
(bar)
Shell Diameter
(m)
0.9972675989
0.0436
Baffle Spacing
(m)
Shell Area (m2)
Shell Side
Velocity (m/s)
0.498633799
0.099454266
17.4132522
Heat Transfer
128917.8365
( W/m-C )
Pressure Drop
0.925267599
Coefficient
9254.375355
( W/m-C )
0.298936699
Pressure
Drop(bar)
18.068904
Materials of Construction
Stainless Steel
Tube material
Chemical Engineering
Cost
-
Department of Baku
Higher Oil School
Design by
Zeinalov Dzhavidan
HSE
Safety precautions for the centrifugal pump
Firstly, it should be paid attention to that the available NPSH value remains greater than
that of the required value. If the opposite were true, some harm to the pump as well as
cavitation is inevitable.
Secondly, any leakage must be avoided as much as possible. That said, if it is to occur,
the inlet flow of the fluid must first be shut down to avoid further losses. For this, some
measures must be prepared beforehand.
Thirdly, the units do require electric energy to operate, which means there is a danger of
ignition of electric sockets as well as a chance for a person to be harmed by an electrical
plug. The switching on and off of the plugs must be done meticulously and with utmost
care.
Safety precautions for the heat exchanger
Maintenance and operation of a heat exchanger might cause additional safety risks to an
already critically functioning aspect of it. Henceforth, grasping the safety measures that
must be followed is imperative.
First things first, heat exchanger must be designed with taking into account the range of
the temperature and pressure values.
Secondly, the type of the gasket, thickness value as well as the material must all match,
as leakage might occur if the opposite was true.
Last but not least, easy maintenance of a heat exchanger must be taken into
consideration, as heat exchangers in need of frequent maintenance increase the chance
of tragic accidents occurring.
References
1. n.d. Accessed May 4, 2022. https://owlcation.com/stem/How-To-Read-a-MoodyChart.
2. Carl L., Yaws. 1999. Chemical properties handbook : physical, thermodynamic,
environmental, transport, safety, and health related properties for organic and
inorganic chemicals. McGraw-Hill.
3. 2013. Heat Exchanger Design Handbook.
4. 2012. Neutrium. October 5. Accessed May 4, 2022. https://neutrium.net/fluidflow/pressure-loss-from-fittings-equivalent-length-method/.
5. P.Sekulic, R. K. a. D. 2003. "Fundamentals of heat exchanger design. 1st edition."
New York: John Wiley & Sons, Incorporation.
6. Perry, Robert. n.d. Perry’s Chemical Engineers’ Handbook, the 8th edition.
7. n.d. "Physical Properties of Liquids and Gases." Accessed May 4, 2022.
https://www.mathscinotes.com/wp-content/uploads/2016/01/Appendix_C.pdf.
8. Richardson, Coulson &. n.d. Coulson & Richardson’s Chemical Engineering
Design Volume 6, 4th edition.
9. Shahs., Ramesh K. 2003. "Fundamentals of Heat Exchanger Design, 1st edition."
Hoboken, New Jersey: John Wiley & Sons Incorporation.
10. SINNOTT, R. K. 2005. "Coulson & Richardson’s Chemical Engineering Design 4th
edition." In Chemical Engineering Design, pages 194-340. Oxford.
11. n.d.
Wermac.
Accessed
May
https://www.wermac.org/equipment/pumps_centrifugal.html.
4,
2022.
Individual section 3.
Aytan Valiyeva, CE 19’1
The next topics will be expressed:
Introduction to individual section
Material balance
Energy balance
Pipeline and pump design
Heat exchanger design
Health and safety precautions
References
Material & Energy balance
Heat exchanger H-103 is placed between stream 7 and stream 8, which is shown in the
figure 1. H-103 is applied for the sake of decreasing the gas mixture’s temperature value
from 623K to 550K. Besides that, P-105 operates at 322K, which raise the pressure of
liquid mixture from 150 kPa to 224 kPa. The pump is located between stream 28 and 29.
For further calculations, it is needed to determine the energy and mass balances of heat
exchanger and pump. In the following tables, material balance for pump and heat
exchanger are tabulated.
Table 11. Material balance for heat exchanger
Stream 7 - 8
Isopropyl
mole flow rate
kmol/hr
67.5868179
mole
fraction
0.0417
mass flow
mass
rate kg/hr
fraction
4055.209074 0.086985544
Water
335.9891451
0.2073
6047.804609 0.129727362
Hydrogen
608.6055185
0.3755
1217.211037
Acetone
608.6055185
0.3755
35299.12008 0.757177524
1620.787
1
Components
Total
46619.3
0.02610957
1
Table 12. Material balance for pump
Stream 28 - 29
Components
Isopropyl
Water
Hydrogen
Acetone
Total
Mole flow rate
(kmol/h)
67.50198
Mole
friction
0.0951
Mass flow rate
(kg/h)
4050.1188
Mass
friction
0.259384859
642.22704
0.9048
11560.08672
0.740351483
0
0
0
0
0.07098
0.0001
4.11684
0.000263658
709.8
1
15614.32236
1
In the energy balance calculation, it is needed to find heat capacity constants from Perry
Chemical Engineering handbook. Those constant values should be evaluated for liquid
mixture by using their mole fractions:
𝐴𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = ∑ 𝑥𝑖 ∗ 𝐴𝑖
𝑖
𝑥𝑖 is a substance’s mole fraction whereas 𝐴𝑖 stands for that substance’s specific heat
capacity, due to which, equivalent value for mixture is obtained. Same procedures should
be done on other constants as well. Eventually, heat capacity of the mixture will be
calculated as follows:
𝐶𝑝𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = 𝐴𝑚𝑖𝑥 + 𝐵𝑚𝑖𝑥 ∗ 𝑇 + 𝐶𝑚𝑖𝑥 ∗ 𝑇 2 + 𝐷𝑚𝑖𝑥 ∗ 𝑇 3 + 𝐸𝑚𝑖𝑥 ∗ 𝑇 4
After finding heat capacity, enthalpy changes have been determined by the formula given
below (𝑇𝑟𝑒𝑓 − 298𝐾):
𝑇
∆ℎ𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = ∫
𝑇𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑒
𝐶𝑝𝑚𝑖𝑥𝑡𝑢𝑟𝑒 𝑑𝑇
Table 13. Energy balances of streams
Temperatures
Heat capacities Molar enthalpies
(K)
(J/mol K)
(J/mol)
S-7
623
71.389
19784.23
S-8
550
66.897
14734.91
S-28
322
87.20
2916.467
S-29
322
87.20
2916.467
Heat exchanger HE-103 design
The key aspect of the following section is to focus on the structural
design of the heat exchanger HE-103. Various kinds of heat
exchangers are present as of now. Considering that the area value of
heat transfer was greater than 50𝑚2 , it was decided on heat
exchangers of shell and tube type. Besides that, heat exchangers of
shell and tube type are deemed cost-effective and highly reliable. The
aforementioned heat exchangers are versatile for an array of
industries. To decrease the temperature of the gas mixture, it was
decided for the cooler to be placed following the reactor R-101. Cold
water was opted for as component that would be cooling due to its
economical and non-toxic nature. In shell side, gas mixture was
placed while in tube side, water was placed. Since gas mixture has a
larger volume and a lower coefficient of heat transfer, allocating it
in shell side will increase the heat transfer and decrease the
Figure 3. Location of
HE-103
pressure drop. Moreover, water is much more corrosive than the gas mixture, thus it
would be more sufficient to place water in the tube side, which is made of stainless steel.
Gas mixture enters the shell side at 350 degrees Celsius and leaves at 277 degrees
Celsius. On the other hand, water enters the tube at 20℃ and exits at 70℃.
General information about heat exchanger:
o Heat transfer area was higher than 50m^2, therefore shell and tube heat
exchanger has been chosen.
o 25% baffle cut was chosen for easy cleaning and better heat transfer rate
o 6 tube and 1 shell pass arrangement were applied
o Counter flow regime was provided in order to get more uniform difference in
temperatures of two fluids as well as more heat transfer rate.
o It was decided to put cold water in tube side while in shell side, gas mixture would
be placed for aforementioned reasons.
All physical properties are demonstrated in the following table, which were calculated
using Perry’s Physical Properties table. Since there is inlet and outlet, mathematical mean
of physical properties were defined.
Table 14. General Specifications
Physical properties
Temp, K
Pressure, bar
Molar flow rate kmol/sec
Hot stream
Cold Stream
Shell side
Tube side
Inlet
Outlet
Inlet
Outlet
623
550
293
343
4
4
3
1
0.450218611
Average heat capacity, J/mol K
69.68
74.497
Average thermal conductivity k,
W/mK
Average density, kg/m3
0.084405
0.6331
2.3725
994.18
Dynamic viscosity, cP
0.019795
0.798
Mass flow rate, kg/sec
12.9498
21.737
Step 1. Calculation of flow rate of water and heat load
The first step after collecting all the data related to the shell and tube side, is to determine
the molar and the coolant water’s rate of mass flow. Assuming that no heat loss occurs,
water’s molar flow rate value can be easily computed by heat, which is released by the
hot gases.
𝑛̇ ℎ𝑜𝑡 ∗ 𝑐𝑝ℎ𝑜𝑡 ∗ (𝑇2 − 𝑇1 ) = 𝑛̇ 𝑐𝑜𝑙𝑑 ∗ 𝑐𝑝𝑐𝑜𝑙𝑑 (𝑡2 − 𝑡1 )
0.451
𝑘𝑚𝑜𝑙
𝐽
𝐽
∗ 69.68
∗ (623 − 550)𝐾 = 𝑛̇ 𝑐𝑜𝑙𝑑 ∗ 74.497
∗ (343 − 293)𝐾
𝑠𝑒𝑐
𝑚𝑜𝑙 ∗ 𝐾
𝑚𝑜𝑙 ∗ 𝐾
𝑛̇ 𝑐𝑜𝑙𝑑 = 0.615
𝑚𝑐𝑜𝑙𝑑 = 0.615
𝑘𝑚𝑜𝑙
𝑠𝑒𝑐
𝑘𝑚𝑜𝑙
𝑘𝑔
𝑘𝑔
∗ 18.0153
= 11.076
𝑠𝑒𝑐
𝑘𝑚𝑜𝑙
𝑠𝑒𝑐
After determining the molar flow rate, heat load should be calculated in to order to
evaluate the heat transfer area.
𝑄̇ = 0.451
𝑘𝑚𝑜𝑙
𝐽
∗ 69.68
∗ (623 − 550)𝐾 = 2290.1 𝑘𝑊
𝑠𝑒𝑐
𝑚𝑜𝑙𝐾
Step 2: Assumption of U and Determination of Area
In shell and tube heat exchanger, since counter flow is more effective and generate more
uniform difference in temperature than configuration of parallel flow type, counter flow is
applied in the design process. In the chart given below, temperature curve of hot and cold
side was sketched in order to determine the temperature difference.
Temperature curve
700
temperature in kelvin
600
500
400
Hot shell side
300
Cold tube side
200
100
0
1
1.2
1.4
1.6
1.8
2
Position
Figure 4. Temperature profile of the heat exchanger
For counter flow configuration, the value of Log Mean Temperature Difference is easy to
calculate:
∆𝑇𝐿𝑀𝑐𝑜𝑢𝑛𝑡𝑒𝑟 =
(𝑇ℎ𝑖𝑛 − 𝑇𝑐𝑜𝑢𝑡 ) − (𝑇ℎ𝑜𝑢𝑡 − 𝑇𝑐𝑖𝑛 ) (623 − 343) − (550 − 293)
=
𝐾 = 268.34𝐾
𝑇ℎ𝑖𝑛 − 𝑇𝑐𝑜𝑢𝑡
623 − 343
ln
(
)
ln(
)
550 − 293
𝑇ℎ𝑜𝑢𝑡 − 𝑇𝑐𝑖𝑛
Temperature ratios of R and P are determined in order to get more accurate value:
𝑅=
𝑇1 − 𝑇2
= 1.46
𝑡2 − 𝑡1
𝑃=
𝑡2 − 𝑡1
= 0.152
𝑇1 − 𝑡1
Utilizing the below chart, it can be concluded that correction factor is approximately 1.
𝐹 = 1 −≫ ∆𝑇 = 1 ∗ ∆𝑇𝐿𝑀𝑐𝑜𝑢𝑛𝑡𝑒𝑟 = 268.34𝐾
Figure 5. Correction factor chart
According to Coulson & Richardson book, if gases make up the hot fluid, and water forms
the cold fluid, the overall value of heat transfer is possible to be selected between 20 and
300
W
𝑚2 𝐶
. In design, it has been chosen as 160
W
𝑚2 𝐾
.
Figure 6. Typical overall coefficients
Since log mean temperature is known, heat transfer area can be determined:
A=
𝑄
2290.1 𝑘𝑊
=
= 53.34 𝑚2
W
𝑈 ∗ ∆𝑇 160
∗ 268.34𝐾
𝑚2 𝐾
Step 3: Tube specifications
One of the important parts of the design to choose the best pattern for the heat exchanger.
There are three commonly used tube patterns, namely triangular, square and rotated
square. Taking into account that triangular patterns provide more rate of heat transfer
than other patterns, tube patters was chosen to be triangular. Coming to the material of
the tube, stainless steel was selected to avoid corrosion in tube side. The outside
diameter of tube was taken as 50 mm. The dimensions of tube were estimated by figure
4, which is given below.
Figure 7. Standard dimension for steel tubes
After that, value of one tube’s area can determined in pursuance of calculating the total
value of number of tubes in following steps.
𝐴1 = 𝜋 ∗ 𝑑𝑜 ∗ 𝐿 = 𝜋 ∗ 50𝑚𝑚 ∗ 2.4𝑚 = 0.377 𝑚2
𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑡𝑢𝑏𝑒𝑠 =
𝐴
= 142 𝑡𝑢𝑏𝑒𝑠
𝐴1
It was mentioned that, triangular pitch was chosen. According to the Kern’s method, the
pitch of tube is calculated as below:
𝑝𝑖𝑡𝑐ℎ = 1.25 ∗ 𝑑0 = 1.25 ∗ 50 𝑚𝑚 = 62.5 𝑚𝑚
Considering all the aforementioned data, final result of tube dimensions is shown below:
Table 15. Dimensions of tube
Tube specification
tube material
outer diameter, mm
Thickness, mm
inner diameter, mm
tube length, m
tube pitch, mm
A_1 tube, m2
n tubes
stainless steel
50
3.2
43.6
2.4
62.5
0.377
142
Step 4: Tube bundle and diameter of shell
The main purpose of this step is to calculate the diameter of shell. However, before that
it is needed to find clearance and diameter of the bundle. By using the table for 𝐾1 and
𝑛1 constants, it is possible to compute the value of bundle diameter:
1
𝐷𝑏𝑢𝑛𝑑𝑙𝑒
1
𝑛 𝑛1
142 2.499
= 𝑑𝑜 ∗
= 50𝑚𝑚 ∗
= 1026.57 𝑚𝑚
𝐾1
0.0743
Figure 8. Tube bundle
Clearance between shell and bundle can be determined from the chart.
𝐶𝑙𝑒𝑎𝑟𝑎𝑛𝑐𝑒 = 74 𝑚𝑚
𝐷𝑠ℎ𝑒𝑙𝑙 = 𝐷𝑏𝑢𝑛𝑑𝑙𝑒 + 𝐶𝑙𝑒𝑎𝑟𝑎𝑛𝑐𝑒 = 74𝑚𝑚 + 1026.57𝑚𝑚 = 1100.57𝑚𝑚
Diameter of the bundle is less than 1520mm, which is quite reasonable according to the
TEMA standards. Besides that, coming to the size of the baffle, maximum spacing is more
suitable for this heat exchanger:
𝑏𝑢𝑓𝑓𝑙𝑒 𝑠𝑝𝑎𝑐𝑖𝑛𝑔 = 1 ∗ 𝐷𝑠ℎ𝑒𝑙𝑙 = 1100.57 𝑚𝑚 = 1.1 𝑚
Figure 9. Shell diameter determination
Step 5: Calculation of the drop in pressure as well as heat transfer coefficient of
tube side
As the first thing, tube area per mass is measured:
𝐴𝑡𝑢𝑏𝑒𝑖𝑛 =
𝐴 = 𝐴𝑡𝑢𝑏𝑒 ∗
𝜋 ∗ 𝑑𝑖𝑛 2
= 0.0015 𝑚2
4
𝑛𝑡𝑢𝑏𝑒
142
= 0.0015 𝑚2 ∗
= 0.035 𝑚2
𝑛𝑝𝑎𝑠𝑠𝑒𝑠
6
Next, volumetric flow rate of the water is determined:
𝑄=
𝑚̇
11.076 𝑘𝑔/𝑠𝑒𝑐 0.011𝑚3
=
=
𝑘𝑔
𝜌
𝑠𝑒𝑐
994.18 3
𝑚
Finally, velocity of the water is:
𝑣=
𝑄
𝐴𝑡𝑢𝑏𝑒𝑝𝑒𝑟𝑚𝑎𝑠𝑠
=
0.011
𝑚
= 0.316
0.035
𝑠𝑒𝑐
Inside coefficient for water is determined using equation below, which was suggested by
Eagle and Ferguson:
ℎ𝑖 =
4200 ∗ (1.35 + 0.02𝑡)𝑣 0.8
𝑑𝑖 0.2
= 1769
(20 + 70)℃
) ∗ 0.3160.8
2
43.60.2
4200& (1.35 + 0.02 ∗
=
𝑊
𝑚2 ℃
There are some parameters which result in pressure drop in pipes and tubes of the heat
exchangers. Tube side’s flow is more streamlined than that of the shell side, resulting in
the minimal value of drop in pressure. It is needed to find Reynolds’ number to calculate
the tube side’s pressure drop value:
𝑘𝑔
𝑚
𝜌 ∗ 𝑣 ∗ 𝑑𝑖𝑛 994.18 𝑚3 ∗ 0.316 𝑠𝑒𝑐 ∗ 0.0436𝑚
𝑅𝑒 =
=
= 19653
𝜇
0.0007 𝑃𝑎 ∗ 𝑠𝑒𝑐
𝑗𝑓 is nearly equal to the 0.004, which is determined from the chart given below:
Taking minor losses into account, final pressure loss can be computed:
∆𝑃𝑡𝑢𝑏𝑒
𝑙
𝜌 ∗ 𝑣2
(1
(𝑛
= 𝑛 ∗ (8 ∗ 𝑗𝑓 ∗
+ + 0.5) ∗ 𝑛 + − 1) ∗ 1.5) ∗
𝑑𝑖𝑛
2
∆𝑃𝑡𝑢𝑏𝑒 = 6 ∗ (8 ∗ 0.004 ∗
2.4
994.18 ∗ 0.316
+ (1 + 0.5) ∗ 6 + (6 − 1) ∗ 1.5) ∗
0.0436
2
= 5453.68 𝑃𝑎 = 0.0545 𝑏𝑎𝑟
Allowable pressure drop was 1 bar. As such it can be concluded that, pressure drop in
tube side is lower than 0.5 bar to an adequate degree.
Table 16. Minor losses
k
values
contraction
0.5
expansion
1
five flow reversal
1.5
Step 5: Calculation of the drop in pressure as well as heat transfer coefficient of
the shell side
First of all, cross-sectional area of the shell side should be found:
𝐴𝑠ℎ𝑒𝑙𝑙 =
(𝑝𝑖𝑡𝑐ℎ − 𝑑𝑜 ) ∗ 𝐷𝑠ℎ𝑒𝑙𝑙 ∗ 𝑏𝑎𝑓𝑓𝑙𝑒 (62.5 − 50) ∗ 1.1 ∗ 1.1
=
= 0.242 𝑚2
𝑝𝑖𝑡𝑐ℎ
62.5
After finding flow area, velocity and volumetric flow rate can be determined:
𝑘𝑔
12.95 𝑠𝑒𝑐
𝑚̇
𝑚3
𝑄= =
= 5.458
𝑘𝑔
𝜌
𝑠𝑒𝑐
2.3725 3
𝑚
𝑣𝑠ℎ𝑒𝑙𝑙 =
𝑚3
5.458 𝑠𝑒𝑐
0.242 𝑚2
= 22.532
𝑚
𝑠𝑒𝑐
The maximum velocity of gases in shell side of heat exchanger should be less than 30
m/sec, which indicates that above value is quite reasonable.
The next procedure is determination of equivalent diameter:
𝑑𝑒𝑞 =
1.27
1.27
∗ (𝑝𝑖𝑡𝑐ℎ2 − 0.785 ∗ 𝑑𝑜2 ) =
∗ (62.52 − 0.785 ∗ 502 ) = 49.371 𝑚𝑚
𝑑𝑜
50𝑚𝑚
Reynolds’ number is evaluated in order to find j_h factor:
22.532
𝑅𝑒 =
𝑘𝑔
𝑚
∗ 49.371𝑚𝑚 ∗ 2.3725 3
𝑠𝑒𝑐
𝑚 = 133326.1793
0.000019795 𝑃𝑎 ∗ 𝑠𝑒𝑐
𝑗ℎ is approximately equal to 0.0012, which is found from figure 8 by taking baffle cut as
25%.
𝑘𝐽
𝜇 ∗ 𝑐𝑝 2.42 𝑘𝑔𝐶 ∗ 0.000019795 𝑃𝑎 ∗ 𝑠𝑒𝑐
𝑃𝑟𝑎𝑛𝑑𝑡𝑙 𝑛𝑢𝑚𝑏𝑒𝑟 =
=
= 0.567
𝑊
𝑘
0.084405
𝑚𝐾
Eventually, heat transfer coefficient in shell side can be evaluated as follows:
1
ℎ𝑠ℎ𝑒𝑙𝑙
𝑘 ∗ 𝐽ℎ ∗ 𝑅𝑒 ∗ 𝑃𝑟 3
𝑊
=
= 226.425 2
𝑑𝑒𝑞
𝑚 ℃
Gases transfer the heat inefficiently to other medium, therefore heat transfer coefficient
in shell side is found to be relatively lower than that in tube side.
Pressure drop in shell side is determined by:
∆𝑃𝑠ℎ𝑒𝑙𝑙 = 8 ∗ 𝑗𝑓 ∗
𝜌 ∗ 𝑣2
𝑙
𝐷𝑠ℎ𝑒𝑙𝑙
2.3725 ∗ 22.532 2.4 1.1
∗
∗
= 8 ∗ 0.0028 ∗
∗
∗
2
𝑏𝑢𝑓𝑓𝑙𝑒 𝑑𝑒𝑞
2
1.1 0.049
= 655.76 𝑃𝑎
𝑗𝑓 is found from figure 7, which is equal to 0.0028. Since the allowable pressure drop was
0.2 bar, the pressure drop in shell side is quite reasonable.
Figure 11. Factor chart
Step 6: Coefficient of heat transfer’s overall value and error determination
Last but not least, it is required to determine the overall value of heat transfer coefficient
in order to compare the calculated value with assumed one. Therefore, fouling factors
ought to be considered, which are shown below. According to the reference book
conductivity of stainless steel is 16 𝑊 ⁄𝑚2 ℃. Besides that, coefficients of water and gases
are taken as 5500 and 5000𝑊 ⁄𝑚2 ℃ respectively.
Figure 12. Fouling factors
The calculation of the overall value of heat transfer coefficient is as follows:
1
𝑈𝑜𝑢𝑡𝑒𝑟
𝑑
𝑑𝑜 ∗ ln( 𝑜 )
1
1
𝑑𝑜
𝑑𝑜
𝑑𝑖
=
+
+
+
+
ℎ𝑜 ℎ𝑜𝑑 𝑑𝑖 ∗ ℎ𝑖 𝑑𝑖 ∗ ℎ𝑖𝑑
2𝑘
Where,
ℎ𝑖 − ℎ𝑒𝑎𝑡 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟 𝑐𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡 𝑓𝑜𝑟 𝑡𝑢𝑏𝑒 𝑠𝑖𝑑𝑒, 1769.138
𝑊
𝑚2 ℃
ℎ𝑜 − ℎ𝑒𝑎𝑡 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟 𝑐𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡 𝑓𝑜𝑟 𝑠ℎ𝑒𝑙𝑙 𝑠𝑖𝑑𝑒, 226.425
𝑊
𝑚2 ℃
ℎ𝑖𝑑 − 𝑖𝑛𝑛𝑒𝑟 𝑠𝑖𝑑𝑒 𝑑𝑖𝑟𝑡 𝑠𝑐𝑎𝑙𝑒, 5500
𝑊
𝑚2 ℃
ℎ𝑜𝑑 − 𝑜𝑢𝑡𝑒𝑟 𝑠𝑖𝑑𝑒 𝑑𝑖𝑟𝑡 𝑠𝑐𝑎𝑙𝑒, 5000
𝑊
𝑚2 ℃
𝑑𝑖 − 𝑖𝑛𝑛𝑒𝑟 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 𝑜𝑓 𝑡𝑢𝑏𝑒 𝑠𝑖𝑑𝑒, 0.0436 𝑚
𝑑𝑜 − 𝑜𝑢𝑡𝑒𝑟 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 𝑜𝑓 𝑡𝑢𝑏𝑒 𝑠𝑖𝑑𝑒, 0.05 𝑚
1
𝑈𝑜𝑢𝑡𝑒𝑟
0.05
0.05 ∗ ln(0.0436)
1
1
0.05
0.05
=
+
+
+
+
226.425 5000 0.0436 ∗ 1769.138 0.0436 ∗ 5500
2 ∗ 16
𝑈𝑜𝑢𝑡𝑒𝑟 = 175.833
𝑊
𝑚2 ℃
In the first step, the overall heat transfer coefficient was chosen as 160
𝑊
𝑚2 𝐾
. Relative error
between these two values will be:
𝐸𝑟𝑟𝑜𝑟 𝑖𝑛 % =
175.833 − 160
∗ 100% = 9.8 %
160
Based on the relative error, which is less than 20%, it can be concluded that the assumed
value was convenient choice.
Heat exchanger safety
o Appropriate conditions for heat exchanger should be determined, including
pressure, temperature, and material of tube.
o Gasket type and thickness values should be matching with each other in order to
avoid any potential hazards.
o Alarm system and grounding should be applied.
o The maintenance of the heat exchanger must be considered, to reduce the risks
of disastrous incidents including explosion, and fire exposure.
o Thermal expansion, pressure shocks and corrosion should be avoided in order to
avoid hazards.
Table 17. HE-103 data
BES type cooler
HE-103
Shell & tube
Type
cool
Purpose
down
gas
mixture
Number
of
passes
Tube
Shell
6
1
Water
Coolant
53.34 𝑚2
Area
Hot side properties
Water
Temperature
Gas mixture
Medium
Inlet
Outlet
293𝐾
343𝐾
3−1
𝒃𝒂𝒓
Pressure
Mass flow rate
11.076
𝒌𝒈
𝒔𝒆𝒄
Mass flow rate
Allowable drop
0.5
𝒃𝒂𝒓
Allowable
Pressure
142
Number of tubes
Cold side properties
Medium
Stainless steel
Tube material
Temperature
Inlet
Outlet
623𝐾
550𝐾
4
𝒃𝒂𝒓
12.95
𝒌𝒈
𝒔𝒆𝒄
0.2
𝒃𝒂𝒓
drop
Tube side physical properties
Heat capacity
74.497
Thermal
0.6331
conductivity
𝑱
𝒎𝒐𝒍𝑲
𝑾
𝒎𝑲
Shell side physical properties
Heat capacity
64.68
Thermal
0.0844
conductivity
Density
994.18
𝒌𝒈
𝒎𝟑
Density
Viscosity
0.798
𝒄𝑷
Viscosity
Tube side
𝑱
𝒎𝒐𝒍𝑲
𝑾
𝒎𝑲
2.3725
𝒌𝒈
𝒎𝟑
0.019795
𝒄𝑷
Shell side
Length
2.4
𝒎
Diameter
1100.57
𝒎𝒎
Outer diameter
50
𝒎𝒎
Bundle
1026.57
𝒎𝒎
Inner diameter
43.6
𝒎𝒎
Clearance
74
Thickness
3.2
𝒎𝒎
D effective
49.37
𝒎𝒎
Tube pitch
62.5
𝒎𝒎
Baffle
1100.57
𝒎𝒎
25
%
Baffle cut
Heat transfer
175.83
Coefficient
𝑾
𝒎𝟐 ℃
Temperature
𝒌𝑾
Configuration
2290.1
Heat
268.34
℃
difference
counter
Pump P-105 design
In many industrial applications, centrifugal pumps are more widely utilized due to its
advantages,
including
effectiveness,
high
costefficiency,
simplicity and easy installation and
maintenance.
It
should
be
also
mentioned that centrifugal pumps can
operate at wide range of temperature
and pressure, which makes it more
flexible than other type of pumps.
Therefore,
in
this
design
project
centrifugal pumps are known to be
more suitable than other types of
pumps. In this process, in order to
Figure 13. Position of Pump P-105 on the PFD
transport the mixture of isopropyl,
water and acetone from the bottom of the distillation column C-202 to the top of C-203
column with the height of 5 meters, P-105 is utilized. This pump is located between stream
7 and 8. The pump raises the pressure of the fluid from 150kPa to 224kPa. The following
sections is going to discuss the sizing of the pump.
Step 1: Collecting physical parameter
There are some physical parameters which will be needed in order to design centrifugal
pump.
Table 18. Physical properties
Properties
Values
Temperature, K
322
Suction pressure, kPa
150
Discharge pressure, kPa
224
916.6
Density kg/m^3
Dynamic Viscosity, Pas
0.000706
Step 2: Pipe parameters
The next step is to identify the parameters of the pipe. Firstly, the material of pipe was
taken as stainless steel with absolute roughness of 0.015 mm. In order to find the outside
and inner diameter of the pipe, optimum diameter is required, which is calculated as
follows:
𝐷𝑜𝑝𝑡𝑖𝑚𝑢𝑚 = 260 ∗ 𝑚0.52 ∗ 𝜌−0.37 = 260 ∗ 4.3370.52 ∗ 916.6−0.37 = 44.7 𝑚𝑚
The optimum diameter is 44.7 mm. According to the reference book, nominal size is taken
as 2 inch. (Figure 12)
Figure 14. Standard Steel Pipe Dimensions
Final result of pipe dimensions will be:
Outside diameter – 60.32 mm
Inside diameter – 52.5 mm
Wall thickness – 3.91 mm
Cross sectional area – 0.002 m^2
Relative roughness is defined as follows:
𝑅𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝑟𝑜𝑢𝑔ℎ𝑛𝑒𝑠𝑠 =
𝜀 0.015 𝑚𝑚
=
= 0.0002857
𝑑
52.5 𝑚𝑚
Step 3: Determination of flow parameters
Firstly, it is needed to determine volumetric flow rate of the mixture:
𝑄=
𝑚 4.37 𝑘𝑔/𝑠𝑒𝑐 0.00473𝑚3
=
=
𝑘𝑔
𝜌
𝑠𝑒𝑐
916.6 3
𝑚
With the help of continuity equation, average velocity of the flow can be found:
𝑚3
𝑄 0.00473 𝑠𝑒𝑐
𝑚
𝑉= =
=
2.186
𝐴 0.00216 𝑚2
𝑠𝑒𝑐
Following this, Reynolds number is calculated to determine flow regime:
𝑅𝑒 = 𝜌 ∗ 𝑣 ∗
𝑑𝑖𝑛
𝑘𝑔
𝑚
𝑚
= 916.6 3 ∗ 2.186
∗ 0.0525
= 148930
𝜇
𝑚
𝑠𝑒𝑐
0.0007063 𝑃𝑎𝑠
Since Reynolds’ number is higher than 4000, the flow regime is turbulent.
After determining the Reynolds’ number, friction factor can be found from Moody chart.
𝑓́ = 0.01824
Step 4:
Figure 15. Moody diagram for friction factor calculation
Suction side calculations
For further calculations, suction and discharge side parameters should be evaluated. The
following table depicts the parameters of suction side in P-105.
Suction side
322
Temperature
150
Pressure
2
vertical length
10
horizontal length
equivalent diameter
7.5
gate valve (fully open)
35
90 elbow x1
2.23125
equivalent d
12
total length
K
kPa
m
m
m
m
𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 = 0.0525 ∗ 7.5 + 0.0525 ∗ 35 = 2.231 𝑚
𝑡𝑜𝑡𝑎𝑙 𝑙𝑒𝑛𝑔𝑡ℎ = 𝑣𝑒𝑟𝑡𝑖𝑐𝑎𝑙 + ℎ𝑜𝑟𝑖𝑧𝑜𝑛𝑡𝑎𝑙 = 2𝑚 + 10𝑚 = 12𝑚
After collecting all the required data, frictional heat loss and suction head can be
evaluated:
∆ℎ𝑓 = 𝑓 ′ ∗
𝐿 + 𝐿𝐸 𝑣 2
∗
= 1.2 𝑚
𝑑𝑖𝑛𝑠𝑖𝑑𝑒 2𝑔
ℎ𝑠𝑢𝑐𝑡𝑖𝑜𝑛 =
𝑃𝑠
+ 𝑧 − ℎ𝑓 =
𝜌𝑔
150 𝑘𝑃𝐴
+ 2𝑚 − 1.2𝑚 = 17.48 𝑚
𝑘𝑔
916.6 3 ∗ 8.31
𝑚
Pressure loss in suction side will be:
916.6
𝑃𝑓𝑠 =
𝑘𝑔
∗ 9.81 ∗ 1.2𝑚
𝑚3
= 10.8 𝑘𝑃𝑎
1000
Step 5: Discharge side calculations
Coming to the discharge side of pump, parameters are collected:
Discharge side
322
224
5
3
Temperature
Pressure
vertical length
horizontal length
equivalent diameters
sudden expansion
gate valve100%
90 elbow x2
equivalent length
total length
K
kPa
m
m
50
7.5
35
6.69375 m
8 m
𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡 𝑙𝑒𝑛𝑔𝑡ℎ = (50 + 7.5 + 35 ∗ 2) ∗ 0.0525𝑚 = 6.69 𝑚
𝑡𝑜𝑡𝑎𝑙 𝑙𝑒𝑛𝑔𝑡ℎ = 5𝑚 + 3𝑚 = 8𝑚
∆ℎ𝑓 = 𝑓 ′ ∗
ℎ𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 =
𝑃𝑑
+ 𝑧 + ℎ𝑓 =
𝜌𝑔
𝐿 + 𝐿𝐸 𝑣 2
∗
= 1.24 𝑚
𝑑𝑖𝑛𝑠𝑖𝑑𝑒 2𝑔
224 𝑘𝑃𝐴
+ 5𝑚 + 1.24𝑚 = 31.15 𝑚
𝑘𝑔
916.6 3 ∗ 8.31
𝑚
916.6
𝑃𝑓𝑑 =
𝑘𝑔
∗ 9.81 ∗ 1.24𝑚
𝑚3
= 11.18 𝑘𝑃𝑎
1000
Step 6: Pump power, NPSH available calculation
Available net positive suction head should be determined in order to compare it with
required value. Required value should be less than available NPSH for cavitation do not
occur. Available NPSH is equal to:
𝑁𝑃𝑆𝐻𝑎𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒 = (𝑃𝑠 − 𝑃 𝑠𝑎𝑡 )/𝜌𝑔 + ℎ𝑠 − ℎ𝑓𝑠
= (150𝑘𝑃𝑎 − 0.127 𝑏𝑎𝑟)/916.6 ∗ 9.81 + 2𝑚 − 1.2𝑚 = 16.06 𝑚
Where the saturation pressure is 0.127 bar, which is calculated with the help of Antoine
equation by taking constant values from reference hand book:
𝑃 = 10^(𝐴 +
𝐵
+ 𝐶𝑙𝑜𝑔10(𝑇) + 𝐷𝑇 + 𝐸𝑇 2
𝑇
NPSH_availbale is higher than the required net positive suction head which is 0.92m.
𝑁𝑃𝑆𝐻𝑎𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒 > 𝑁𝑃𝑆𝐻𝑟𝑒𝑞𝑢𝑖𝑟𝑒𝑑 (𝑙𝑜𝑤𝑒𝑟 𝑐𝑎𝑣𝑖𝑡𝑎𝑡𝑖𝑜𝑛 𝑟𝑖𝑠𝑘)
Pump head is equal to:
𝑝𝑢𝑚𝑝 ℎ𝑒𝑎𝑑 = 𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 ℎ𝑒𝑎𝑑 − 𝑠𝑢𝑐𝑡𝑖𝑜𝑛 ℎ𝑒𝑎𝑑 = 13.67𝑚
After sketching pump curve, it was determined that the efficiency of pump is 78%. The
typical pump curve is described by a plot, which includes its efficiency, power, NPSH
against volumetric flow rate. Eventually, pump power can be calculated with the help of
equation given below:
𝑊=
𝜌𝑔ℎ𝑄
=
𝜂
916.6
𝑘𝑔
0.0047𝑚3
∗
9.81
∗
13.67𝑚
∗
𝑠𝑒𝑐
𝑚3
= 746.08 𝑊𝑡
0.78
Figure 16. Pump Curve
Pump safety
o To begin with, the available net positive suction head should be always greater
than required value. If not, cavitation can occur, which can lead to deterioration,
mechanical damage in the configuration of pump.
o Secondly, leakage must be minimalized. If leakage occurs, the cause of it should
be determined.
o Overheating, operating against a closed valve should be avoided. If overheating
happens, pump should be stopped, and allowed to cool down.
o Since the units run on electricity, there is risk of electric sockets igniting, as well as
the possibility of a person being injured by an electrical plug.
Table 19. Data sheet for P-105
P-104 Data Sheet
Suction part
150
kPa
Pressure
322
Temperature
𝐾
Flow parameters
709.8
kmol/h
Mole flow
15614.322
kg/h
Mass flow
Volumetric
flow rate
17.035
m^3/h
Stainless Steel Pipeline
Specifications
0.015
mm
Absolute
Roughness
Pump №
Type
Aim
P-104
Centrifugal pump
Send product to
distillation column
Liquid
Liquid mixture
Discharge stage
224
kPa
Pressure
322
Temperature
𝐾
Liquid mixture properties
916.6
kg/m3
Density
0.000706
Pa*s
Dynamic
Viscosity
Saturated
Pressure
0.127
bar
Fluid data
Average
Velocity
2.19
m/s
Outside
diameter
60.32
mm
Reynolds
number
148930
-
Inside
diameter
52.5
mm
Relative
roughness
0,000706
-
Thickness
3.91
mm
0.01824
Friction
factor
Checking cavitation risk
0.92
meter
NPSH
(required)
Pump power figures
78
Efficiency
Power
746.08
%
W
NPSH
(available)
16.06
meter
References
[1] J.M. Coulson, J, Richardson, Chemical Engineering Design. Volume 6 ed 1983
[2] Gallahger, James E. Natural gas measurement handbook, ELseveir, 2013
[3] F. M. White, “Fluid Mechanics”, 8th edition
[4] APA. Cengel, Y. A, & Cimbala. Fluid Mechanic’s: Fundamentals and applications (4th
edition)
[5] Cengel Yunus A. Heat transfer: A Practical Approach
[6] https://wilousa.portal.intelliquip.com/ [Accessed: 29.04.2022]
[7] Perry, R. H., Green, D.W. and Maloney, J.O. (1997) Perry’s Chemical Engineers
Handbook, 7th edition (McGraw-Hill)
[8] Ludwig, E.E. (2001) Applied Process Design for Chemical and Petroleum Plants, Vol.
3, 3rd edition
[9] KERN, D. Q. (1950) Process Heat Transfer (McGraw-Hill)
[10] Hall, S. M. (2018). Heat exchangers. In Rules of Thumb for Chemical Engineers (pp
197-230)
Individual section 4.
Naila Shakarova, CE 19’2
The presented topics will be scrutinized:
Introduction to individual section
Material balance and energy balance
Pipeline and pump design
Heat exchanger design
References
Process description
At this individual section, P-104 (pump) and H-104 (heat
exchanger) which have been described on the Figure_4.1 & 4.2 by
showing their exact places on process flow diagram are going to
designed and demonstrated in a detailed way.
S-8.1
Figure 4.1. H-104
Figure 4.2. P-104
Starting from P-104 which had been utilized so as to send the product which mostly
consists of acetone from the top of the distillation column (C-202) to the shortage tank (T105). As it is obvious, products commonly enter to tanks from their tops (not the way that
described in Figure 4.2); therefore, there is a need of pressure difference to conveying
that material. From the top of the C-202, almost all gases at high temperature are
separated, and then sent to the HE-107 for cooling. After that some portion of those
substances have been backed to the distillation column in order to balance the
temperature inside the column, while another part of them have been moved to the tank
as a ready product whose 99% constituents of acetone at the 1.1 bar. By means of P104, their pressure had been increased to the 1.5 bar so as to raise them to the top of the
tank at the 295 K, pump design having been considered as an isothermal process.
Regarding to the H-104 whose main aim is to cool the gas mixture by means of
cold water, this heat exchanger had been placed after reactor (R-101). Adding more
details about its place, after reactor, the substances which constituents of hydrogen,
acetone, isopropanol, and water as a gas form at the 623 K firstly enters H-103 where
their temperature have been decreased to the 550 K. By following these, those materials
had been sent to H-104 for cooling from 550K to 470K at 4 bar; during cooling process
their pressure have been stayed constant by having negligible pressure drop. Coming to
the importance of this cooling process, as it is clear that high temperature is believed to
have an adverse effect on the piping system by damaging their materials significantly;
moreover, heat exchangers are known to help to reach the desired temperature for the
next procedures of the whole process.
Material and Energy Balance
Before starting pump and heat exchanger designs separately, first of all, material
and energy balances for their streams have to described briefly since comprehensive
explanation for all streams have been demonstrated before individual parts.
On the table 4.1 and 4.2, molar and mass flow rate of the streams with their
corresponding mole and mass fractions of substances have been demonstrated.
Table_ 4.1. Material balance for P-104
S23/S24
Molar flow
rate
MW(kg/kmol)
(kmol/h)
Mol fraction
Isopropanol
60
0
0
Water
18
0,56486483 0,000999422
Hydrogen
2
0,22842173 0,000404149
Acetone
58
564,398088 0,998596428
TOTAL
565,191375
1
Mass
flow
rate
Mass
(kg/h)
fraction
0
0
10,1676 0,000311
0,45684
1,4E-05
32735,1 0,999676
32745,7
1
Table_ 4.2. Material balance for H-104
Isopropanol
Water
Hydrogen
Acetone
TOTAL
Molar
flow rate
MW(kg/kmol) (kmol/h)
60
67,58682
18
335,9891
2
608,6055
58
608,6055
1620,787
S8/S8.1
Mass
Mol
flow rate
Mass
fraction
(kg/h)
fraction
0,0417 4055,209 0,086986
0,2073 6047,805 0,129727
0,3755 1217,211 0,02611
0,3755 35299,12 0,757178
1
1 46619,34
In regard to the energy balance for those streams, it had been done based on the
first law of thermodynamics whose main aim is to explain that energy cannot be destroy
neither generated, it is always interchanged from one form t another form. Vital purpose
here is to determine specific heat capacities of each stream by means of A, B, C, D, and
E constant values for heat capacities of substances which might be taken from reference
books. As there are mixtures of gases and liquids, those constants values should be
calculated for mixtures by using their corresponding mole fractions:
(1)
𝐴𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = ∑ 𝑥𝑖 ∗ 𝐴𝑖
𝑖
𝑥𝑖 is mole fraction of a substance, and 𝐴𝑖 is the constant value for heat capacity of
that substance, due to which, equivalent value for mixture is obtained. Same procedures
should be done other constants as well. By following these:
𝐶𝑝𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = 𝐴𝑚𝑖𝑥 + 𝐵𝑚𝑖𝑥 ∗ 𝑇 + 𝐶𝑚𝑖𝑥 ∗ 𝑇 2 + 𝐷𝑚𝑖𝑥 ∗ 𝑇 3 + 𝐸𝑚𝑖𝑥 ∗ 𝑇 4
(2)
Consequently, enthalpy changes have been determined by means of the below
formula(𝑇𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑒 𝑒𝑞𝑢𝑎𝑙𝑠 𝑡𝑜 25℃):
𝑇
∆ℎ𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = ∫
𝑇𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑒
𝐶𝑝𝑚𝑖𝑥𝑡𝑢𝑟𝑒 𝑑𝑇
(3)
Table_ 4.3. Energy balance for all streams
Temperatures
Heat capacities Molar enthalpies
(K)
(J/mol K)
(J/mol)
S-8
550
66.897
14734.91
S-8.1
470
61.659
9590.81
S-23
295
126.921
-381.6703
S-24
295
126.921
-381.6703
Note: the reason for negative values of S23/S24’ molar enthalpies is that the given
temperature is less than reference temperature.
P-104
Before starting the numerical values calculations for P-104, the type of the pump
should be determined by analyzing the physical properties of the streams, considering
working conditions such as temperature, pressure, and flow rates as well. Mainly there
are 2 types which are widely utilized in the industrial applications: positive displacement
and rotodynamic pumps. The main purpose is to convey fluids from one place to another
one; however, the essential difference between them is that positive displacement pumps
are known to send streams just physically, while the rotodynamic pumps is also able to
increase its pressure. Centrifugal pump is believed to be suitable for the fluid which have
high flow rate with low head, whereas an opposite pattern has been observed for positive
displacement pumps. If the viscosity of substances are highly great, then centrifugal pump
is not available, while another type is capable of dealing with this property. The range in
terms of pressure and temperature is wider for rotodynamic pumps in comparison with
positive displacement ones. Consequently, centrifugal pump has been chosen for P-104
based on the conditions and properties mentioned above.
Step 1. The required physical parameters of the considered stream
Before starting pump design specific calculations, certain physical properties
should be gathered from reliable sources, mainly from reference books.
Table_ 4.4 The required specifications for streams’ substances
Properties
Values
789.322454 kg/m3
Density
Dynamic viscosity
0.000316828 Pa*s
Kinematic viscosity
4.01392E-07 m2/s
2.66E+01 kPa
Saturated pressure
Since our stream constituents of water and acetone, all values should be
determined by considering this mixture.
Density and viscosity of liquid mixture should be determined by taking into account
the molar (𝑥𝑖 ) and mass (𝑦𝑖 ) fractions of them, respectively:
𝜌𝑚𝑖𝑥𝑡𝑢𝑟𝑒 = ∑ 𝑥𝑖 𝜌𝑖
(1.1)
𝑖
1
𝜇𝑚𝑖𝑥𝑡𝑢𝑟𝑒
=
1
∑𝑖 𝑦𝑖 ∗ 𝜇𝑖
(1.2)
For saturated pressures, Antoine coefficients (A, B, C) have been utilized at the
given temperature:
log10 (𝑃) = 𝐴 −
𝐵
𝐶+𝑇
(1.3)
T-temperature in Kelvin; P-saturated pressure in mm Hg.
All required constants’ values have been taken from Perry’s book, and they have
been compared with figures gathered from Aspen HYSYS software; eventually, there is
a negligible difference between those values.
Step 2. Determination of general specifications and sizes for pump
Primarily, material of the pump should be defined by taking into consideration the
substances that it is going to work. As it is seen from material balance table for P-104,
the mole fraction of acetone is 99.8%, the remaining part consists of water and hydrogen
gas. In addition, the mole and mass fraction of hydrogen gas is 0.001, and 0.0003,
respectively. As it is obvious that pumps are required to work with only liquid mixture;
therefore, hydrogen gas might be accepted negligible. Based on the fact that acetone is
known to be less likely to be corrosive to the metal, carbon steel has been recommended
for this pump since from economical point of view, it is known to be more suitable in
comparison with other kinds of materials. Now, by calculating its optimum diameter, sizes
also determined precisely (the constant ‘293’ changes based on material’s types):
𝑑𝑜𝑝𝑡𝑖𝑚𝑖𝑢𝑚 = 293 ∗ 𝑚0.52 ∗ 𝜌−0.37
(2.1)
m stands for mass flow rate in kg/s;
𝜌 is density of mixture in
𝑘𝑔
𝑚3
;
D is optimum diameter in mm.
By
means
of
equation
2.1,
optimum diameter is equal to 78.25 mm
as a nominal size; therefore, the actual
size of diameter should be slightly higher
than this: 3.5 inch is taken outside diameter
Figure 4.3. Nominal pipe sizes for carbon steel
and Schedule 40 has been preferred (figure_4.3).
Table_4. 5. Size for pipe
D_optimum
Material
Nominal size
Outside diameter
Wall thickness
Inside diameter
Cross-sectional area
78,2498184 mm
Carbon steel 40s
3,5 inch
101,6 mm
5,7 mm
90,2 mm
0,006390031 m2
Absolute roughness
0.0441 mm
By defining inside diameter, cross-sectional area might be calculated:
𝐴𝑐 = 𝜋 ∗
2
𝑑𝑖𝑛𝑠𝑖𝑑𝑒
= 0.0064 𝑚2
4
(2.2)
Next step is required to calculate the velocity of fluid by using volumetric flow rate
and cross-sectional area of tube. Before continuing the next steps, the gathered velocity
should be compared to the rules which requires that velocity of 1-3 m/s :
𝑣𝑎𝑣𝑒𝑟𝑎𝑔𝑒
𝑄̇
𝑚̇⁄𝜌
=
=
=
𝐴𝑐
𝐴𝑐
32745𝑘𝑔 789𝑘𝑔
⁄
𝑠
𝑚3 = 1.8𝑚
0.0064𝑚2
𝑠
(2.3)
Ultimately, there are all needed figures for determining Reynolds number:
𝜌𝑚𝑖𝑥𝑡𝑢𝑟𝑒 𝑢𝑎𝑣𝑒𝑟𝑎𝑔𝑒 𝑑𝑖𝑛𝑠𝑖𝑑𝑒 789 ∗ 1.8 ∗ 90.2 ∗ 10−3
𝑅𝑒 =
=
= 405253.234 = 4.1 ∗ 105
𝜇𝑚𝑖𝑥𝑡𝑢𝑟𝑒
0.000137
𝑅𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝑟𝑜𝑢𝑔ℎ𝑛𝑒𝑠𝑠 =
𝐴𝑏𝑠𝑜𝑙𝑢𝑡𝑒 𝑟𝑜𝑢𝑔ℎ𝑛𝑒𝑠𝑠
= 0.00049
𝑖𝑛𝑠𝑖𝑑𝑒 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟
From Moody chart:
j_friction=0.0182
Figure 4.4 Moody Diagram for friction factor
Step 3. Suction side calculations
(2.5)
(2.4)
Table_ 4.6. Parameters for suction side
Suction pressure
Vertical length
Horizontal length
Gate valve (fully open)
90° square elbow
L (equivalent)
Total length
Frictional head loss
Suction head
h_entry
Frictional pressure loss
110000
18
2
7,5
75
7,4415
20
0,92
31,12
0,1658
7097,82
Pa
m
m
m
m
m
m
m
Pa
Table_ 4.7. Fitting for suction and discharge sides
For discharge part:
90° square elbow x3
Gate valve (fully open) x1
For suction part:
90° square elbow x1
Gate valve (fully open) x1
At the suction part, 1 90° square elbow and 1 gate valve have been assumed to
be utilize, whereas there are 3 90° square elbow for discharge part. By considering both
tables displayed above, frictional head loss might be determined by using several
equations. First of all, equivalent length should be found for determining frictional head
loss (∆ℎ𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙 ), then ℎ𝑒𝑛𝑡𝑟𝑦 is found for suction head:
𝐿𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡 = (𝐿𝑔𝑎𝑡𝑒.𝑣𝑎𝑙𝑣𝑒 + 𝐿𝑠𝑞𝑢𝑎𝑟𝑒.𝑒𝑙𝑏𝑜𝑤 ) ∗ 𝑑𝑖𝑛𝑠𝑖𝑑𝑒 = 7.4415𝑚
∆ℎ𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙
(3.1)
2
𝑣𝑎𝑣𝑒𝑟𝑎𝑔𝑒
𝐿𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡 𝐿𝑡𝑜𝑡𝑎𝑙
=8∗𝑓 ∗(
+
= 0.92𝑚
)∗
𝑑𝑖𝑛𝑠𝑖𝑑𝑒
𝑑𝑖𝑛𝑠𝑖𝑑𝑒
2𝑔
′
ℎ𝑒𝑛𝑡𝑟𝑦 =
𝜌 ∗ 𝑢2
𝑢2
=
= 0.1658𝑚
2 ∗ 𝜌 ∗ 𝑔 2𝑔
(3.2)
(3.3)
By following these calculations, frictional pressure loss (∆𝑃𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙.𝑙𝑜𝑠𝑠 ) and suction
head (ℎ𝑠𝑢𝑐𝑡𝑖𝑜𝑛 ) is going to find:
∆𝑃𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙.𝑙𝑜𝑠𝑠 = 𝜌 ∗ 𝑔 ∗ ∆ℎ𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙 = 7.098𝑘𝑃𝑎
ℎ𝑠𝑢𝑐𝑡𝑖𝑜𝑛 =
(3.4)
𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛
+ ℎ𝑣𝑒𝑟𝑡𝑖𝑐𝑎𝑙.𝑙𝑒𝑛𝑔ℎ𝑡 − ℎ𝑒𝑛𝑡𝑟𝑦 − ∆ℎ𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙 = 31.12𝑚
𝜌∗𝑔
(3.5)
Obtaining just 7.1 kPa from frictional head loss shows that the steps which have
done till this one is quite logical.
Step 4. Discharge parameters
Table_ 4.8. Discharge side specifications
150000 Pa
Static pressure
Vertical length
Horizontal length
Gate valve (fully open)
90° square elbow
L (equivalent)
Total length
Frictional head loss
Discharge head
Frictional pressure loss
20
3
7,5
75
20,97
23
1,4689
40,841
11373,35
m
m
m
m
m
m
Pa
Almost the same procedures have been applied these parts. Firstly, equation 3.1,
3.2 and 3.4 (at the discharge part there is no need to estimate h_entry):
𝐿𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡 = (7.5 + 75 ∗ 3) ∗ 90.2 ∗ 10−3 𝑚 = 20.97𝑚
∆ℎ𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙
20.97
23
1.82
= 0.0182 ∗ (
+
= 1.47𝑚
)∗
0.0902 0.0902 2 ∗ 9.81
Frictional head loss is again responsible for the sufficiently lower value, which is
the one of the primary aims while designing P-104.
∆𝑃𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙.𝑙𝑜𝑠𝑠 =
789𝑘𝑔 9.81𝑚
∗
∗ 1.47𝑚 = 11.373𝑘𝑃𝑎
𝑚3
𝑠2
Finally, for discharge head:
ℎ𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 =
𝑃𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒
+ ℎ𝑣𝑒𝑟𝑡𝑖𝑐𝑎𝑙.𝑙𝑒𝑛𝑔ℎ𝑡 + ∆ℎ𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙.𝑙𝑜𝑠𝑠 = 40.841𝑚
𝜌𝑎𝑣𝑒𝑟𝑎𝑔𝑒 ∗ 𝑔
(4.1)
Step 5. Calculations related to the pump head, power and cavitation risk
Regarding to the pump head of the P-104, the difference between discharge and
suction parts should be found:
ℎ𝑝𝑢𝑚𝑝 = ℎ𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 − ℎ𝑠𝑢𝑐𝑡𝑖𝑜𝑛 = 40.841 − 31.12 = 9.72𝑚
(5.1)
Using the chart displayed below, NPSH_required and efficiency are capable of
being determined, which means the power of pump might be defined here:
𝑊𝑝𝑢𝑚𝑝 =
𝑊ℎ𝑦𝑑𝑟𝑜𝑙𝑖𝑐
𝑑𝑒𝑛𝑠𝑖𝑡𝑦 ∗ 𝑔 ∗ ℎ𝑝𝑢𝑚𝑝 ∗ 𝑣𝑜𝑙𝑢𝑚𝑒𝑡𝑟𝑖𝑐 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒
=
𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦
𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦
𝑊𝑝𝑢𝑚𝑝
789𝑘𝑔 9.81𝑚
0.0115𝑚3
∗
∗ 9.72𝑚 ∗
3
2
𝑠
𝑠
= 𝑚
= 1.239𝑘𝑊
0.7
(5.2)
Chart 4.1.Performance Datasheet for P-104
As it is clear that while designing any equipment some critical values should be
considered which are known to dangerous for both plant and instrument itself. After
finishing P-104 design, cavitation risk should be analyzed by comparing required (which
is taken from chart) and available Net Positive Suction Head. As it has been already
mentioned above that pumps have to be worked with liquid mixture since if there are gas
molecules inside liquid, then those molecules might able to create bubbles inside pump.
Despite the fact that their sizes are quite small, they are capable of wearing, erosion,
collapsing the impeller of the pump. Another reason for cavitation is the amount of the
saturated and suction pressure, as it is seen from equation 5.3, if P_saturated is less than
suction pressure, then the value for NPSH (available) will be decreased. Having higher
frictional head loss is also one of the critical reason for cavitation.
𝑁𝑃𝑆𝐻𝑎 =
𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛 −𝑃𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑒𝑑
𝜌𝑎𝑣𝑒𝑟𝑎𝑔𝑒 ∗𝑔
+ 𝐿𝑣𝑒𝑟𝑡𝑖𝑐𝑎𝑙.𝑠𝑢𝑐𝑡𝑖𝑜𝑛 − 𝐻𝑠𝑢𝑐𝑡𝑖𝑜𝑛.𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛𝑎𝑙.𝑙𝑜𝑠𝑠 = 27.85𝑚
Which is less than the required NPSH (1.5m).
NPSH (available)>>NPSH (required) (lower cavitation risk)
(5.3)
Table_4. 9. Data Sheet for P-104
P-104 Data Sheet
Suction part
1.1
Pressure
295
Temperature
Flow parameters
565.191
Mole flow
32745.7
Mass flow
bar
𝐾
kmol/h
kg/h
41.485
m^3/h
Volumetric
flow rate
Carbon Steel Pipeline Specifications
0.0441
mm
Absolute
Roughness
101.6
mm
Outside
diameter
90.2
mm
Inside
diameter
5.7
mm
Thickness
Pump power figures
70
Efficiency
Power
1239
%
W
Pump №
Type
Purpose
P-104
Centrifugal pump
Send product to
tank shortage
Liquid
Acetone+water
Discharge stage
1.5
bar
Pressure
295
Temperature
𝐾
Liquid mixture properties
789
kg/m3
Density
Pa*s
Dynamic
0.317 ∗ 10−3
Viscosity
26.6
kPa
Saturated
Pressure
Fluid data
1.8
m/s
Average
Velocity
405253.2
Reynolds
number
0,0004889
Relative
roughness
0.01818
Friction
factor
Checking cavitation risk
1.5
meter
NPSH
(required)
27.85
meter
NPSH
(available)
HE-104
The general information about the purpose and the place of H-104 on the process
flow diagram have been already discussed at the beginning. The most significant features
which should be vitally taken into account while designing a heat exchanger is which duty
ought to be used for increasing or decreasing the temperature of the main streams. It is
believed that the higher difference between the viscosities of stream and duty means the
greater heat transfer coefficient; therefore, cold water has been utilized to cool the gas
mixture from 550K to 470K. Nevertheless, as their heat capacity values are quite closer
each other, the temperature difference between inlet and outlet sides for both should be
approximately same, as a result of which the figures for water had been raised from 293K
to 370K. This design had been checked by utilizing just dry air; however, it was not
efficiently preformed and values for certain parameters are quite far away from the
required ones.
Another concern related fluids taking place on the shell and tube side. First and
foremost, corrosion factor should be realized and searched comprehensively, the most
corrosive one mostly placed on the tube part, since it is easy to maintenance when there
is a problem or any destruction on this side; however, if the shell side of the heat
exchanger has been damaged, then it is most likely to be usefulness for repairing since
buying new one looks more cheaper than this way. Moreover, the fluid whose flow rate is
lower than another one is mostly put on the shell side so as to save it and achieving the
lower cost HE. For considering all mentioned properties, cold water had been put on the
tube, whereas gas mixture had been on the shell side.
Consequently, before starting to analyze the formulas for design H-104, some
assumptions have to be mentioned in order to make straightforward them by reducing
further calculations:
There is no heat loss between cold and hot streams of H-104, namely heat transfer
between system and its surrounding have been neglected, heat gain by cold
stream having been equal to heat removed from hot fluid;
Countercurrent regime for fluid flow have been chosen so as to reached the
highest heat transfer rate by having higher mean temperature difference between
2 streams;
Pitch diameter have been taken 5/4 times outside diameter by preferring 25
percent cut for baffle;
Shell and Tube HE have been chosen as:
the heat transfer area is greater than 50- meter square;
this type of HEs are known to be more reliable due to thermal resistance to
the scale formations;
and pressure drop throughout the tube side is lower in comparison with
other types of HEs.
1st stage. Physical properties needed during the whole design
Table_ 4.10. Physical data for H-104's streams
Physical Specifications
Hot stream
Cold stream
Shell side
Tube side
Inlet
Outlet
Inlet
Outlet
550
470
293
370
Temperature (K)
4
4
3
1
Pressure (bar)
12,9498
44,1913
Mass flow rate (kg/s)
0,45022
0,40732
Molar flow rate (kmol/s)
64,805
74,421
Average Cp (J/mol K)
0,0733
0,638
Average conductivity k
(W/m K)
2,7345
980,33
Average density (kg/m3)
1.7195E-05
6.485E-04
Viscosity (Pa*s)
0,1
0,5
Allowable Pressure drop
(bar)
Those values have been calculated by means equation 1.1, 1.2, and Table_4.3;
however, here heat capacity, conductivity, and density should be taken average, because
there is a great variance between inlet and outlet temperature of both streams.
2nd stage. Heat load, molar flow rate for cold stream
As it has been already mentioned that, the magnitude of the gained and lost energy
or heat are same for both fluids as heat loss is not taking considerations:
𝑛𝐶𝑜𝑙𝑑.𝑤𝑎𝑡𝑒𝑟
̇
0.45𝑘𝑚𝑜𝑙
64.8𝐽
∗
∗ (470 − 550)𝐾 0.40732𝑘𝑚𝑜𝑙
𝑠
𝑚𝑜𝑙 𝐾
=
74.421𝐽
𝑠
∗ (293 − 370)𝐾
𝑚𝑜𝑙𝐾
𝑘𝑔
𝑚𝑜𝑙𝑒𝑐𝑢𝑙𝑎𝑟 𝑤𝑒𝑖𝑔ℎ𝑡 (
)
𝑘𝑔
𝑘𝑚𝑜𝑙
(2.3)
=
= 44.1913
𝑚𝑜𝑙𝑎𝑟 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒
𝑠
𝑛𝐻̇ ∗ 𝐶𝑝𝐻 ∗ (𝑇2 − 𝑇1 )
=
=
𝐶𝑝𝐶𝑜𝑙𝑑.𝑤𝑎𝑡𝑒𝑟 ∗ (𝑡1 − 𝑡2 )
𝑚𝐶𝑜𝑙𝑑.𝑤𝑎𝑡𝑒𝑟
̇
𝑄̇ = 450
𝑚𝑜𝑙 64.8𝐽
∗
∗ (550 − 470)𝐾 = 2334𝑘𝑊
𝑠
𝑚𝑜𝑙𝐾
(2.4)
Capital letters for temperatures means hot stream values, the lowercases are for
cold water at Kelvin.
(2.1)
3rd stage. Log Mean Temperature Difference
The
fundamental
600
advantages
of
counter550
current flow regime have
Graph_4.1.The
temperature
difference
through the whole process
mainly stays same, which
is
able
efficiency
to
increase
of H-104 by
500
Temperatures, in K
been displayed on the
450
Cold stream
400
Hot stream
350
300
250
200
1
eliminating errors that may
1.2
1.4
1.6
1.8
2
arise. LMTD is calculated Graph_ 4.1. Temperature and its flow regime
based on this formula:
𝐿𝑇𝑀𝐷𝑐𝑜𝑢𝑛𝑡𝑒𝑟 =
[(𝑇ℎ𝑖𝑛 − 𝑇𝑐𝑜𝑢𝑡 ) − (𝑇ℎ𝑜𝑢𝑡 − 𝑇𝑐𝑖𝑛 )]
(𝑇ℎ − 𝑇𝑐𝑜𝑢𝑡 )
ln ( 𝑖𝑛
)
(𝑇ℎ𝑜𝑢𝑡 − 𝑇𝑐𝑖𝑛 )
= 178.4958𝐾
(3.1)
If 1 shell 2, 4, or 6 tube passes, or 2 and more shells and 2, 4, or 6 tube passes
are planning to design, then correction factor should be calculated, and multiplied to the
LMTD; however, H-104 consists of 1 shell and 1 tube pass, which are quite enough for
them to exchange their temperatures by showing high efficiency. Therefore, there is no
need to define correction factor for H-104, the figure gathered from equation 3.1 have
been utilized on the further calculation steps.
4th stage. U_assumption and
Heat transfer area
Initially, shell and tube heat
exchanger
is
taken,
and
U_assumption should be chosen
regarding to its values. If its area will
be more than 50-meter square,
then process can continue with this Figure 5. Standard U values for Shell and Tube HEs
type of HEs. If it is between 2 and
50-meter squares, then double-pipe HEs are known to be the best option for designing,
whereas less than 2-meter square area might be handled by using just a coiled HE. Our
assumption is 220 for U:
𝐴ℎ𝑒𝑎𝑡.𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟 =
𝑄̇
𝑈𝑎𝑠𝑠𝑢𝑚𝑝𝑡𝑖𝑜𝑛 ∗ ∆𝑇𝐿𝑀
= 59.44𝑚2
(4.1)
5th stage. Tube size determinations
Table_ 4.10. Tube specifications
D_outer
D_inside
Thickness
Tube length
Tube pitch
0,05
0,0436
0,0032
1,83
0,0625
m
m
m
m
m
Figure 4.7. Standards for Tube sizing
Primarily, diameters should be selected from Figure_4.6, and its length is assumed
to be 1.83meter which is known one of the common figures for this type of HEs. Regarding
to the tube pitch, it is accepted as 1.25*D_outer. After that, area for 1 tube and number
of them might be calculated by means of below equations:
𝐴𝑟𝑒𝑎 𝑜𝑓 1 𝑡𝑢𝑏𝑒 = 𝜋𝑑𝑜𝑢𝑡𝑒𝑟 𝐿𝑒𝑛𝑔𝑡ℎ𝑡𝑢𝑏𝑒 = 0.287𝑚2
(5.1)
𝐴𝑡𝑜𝑡𝑎𝑙 59.44
=
𝐴1𝑡𝑢𝑏𝑒 0.287
≈ 207
(5.2)
𝑁𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑡𝑢𝑏𝑒𝑠 =
By following these, tube bundle should be found
by
considering that square pitch had been chosen in Figure 4.6. K1 and n1 constant
values depending on pitch type
order to eliminate pressure drop as much as possible
because H104 is not working with higher pressure values:
1
1
𝑛𝑡𝑢𝑏𝑒𝑠 𝑛1
207 2.207
𝐵𝑢𝑛𝑑𝑙𝑒 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 = 𝑑𝑜𝑢𝑡ℎ𝑒𝑟 ∗ (
) = 50𝑚𝑚 ∗ (
)
𝐾1
0.215
= 1.12𝑚
(5.3)
Eventually, baffle spacing and shell diameter have been determined by means of
certain equations which are going to mention below. Nevertheless, there are some
allowable ranges for shell side diameter which should not be exceed from 1.5 m,
meanwhile baffle spacing has been required to be between 0.2 and 1.0 times of shell
diameter. Moreover, clearance in this design is taken from splitting-ring floating head.
𝑆ℎ𝑒𝑙𝑙 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 = 𝐷𝑏𝑢𝑛𝑑𝑙𝑒 + 𝐶𝑙𝑒𝑎𝑟𝑎𝑛𝑐𝑒 = 1.2 + 0.075 = 1.199𝑚
(5.4)
(5.5)
𝐵𝑎𝑓𝑓𝑙𝑒 𝑠𝑝𝑎𝑐𝑖𝑛𝑔 = 0.8 ∗ 1.199 = 0.959𝑚
6th stage. Tube side calculations
Here, all required data have to be determined so as to be sure about the
corrections of the ranges. Formula 6.1 and 6.2 have been utilized in order to determine
the velocity of cold water inside tube, which is going to be used for gathering the inside
heat transfer coefficient by means of equation 6.4. This equation is utilized when the fluid
in the tube side is water; if there are other substances, then Prandtl and Nusselt number
is required to be used for further steps. The equation 6.5 illustrates that flow regime is
turbulent, which means this type of flow significantly increases the heat transfer rate.
Ultimately, pressure drops should be underlined, and allowable pressure drop is required
to be followed since H-104 has been assumed to be stay constant at 4 bar for main
stream, whereas tube sides’ pressures are moved from 3 bar to 1 bar.
𝐴𝑟𝑒𝑎 𝑓𝑜𝑟 𝑡𝑢𝑏𝑒 𝑝𝑒𝑟 𝑝𝑎𝑠𝑠 = 𝐴𝑡𝑢𝑏𝑒𝑖𝑛𝑠𝑖𝑑𝑒 ∗
𝑛𝑡𝑢𝑏𝑒
= 0.309𝑚2
𝑛𝑝𝑎𝑠𝑠𝑒𝑠
(6.1)
𝑘𝑔
44.19 𝑠
𝑚𝑎𝑠𝑠 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒
𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑡𝑟𝑖𝑐 𝐹𝑙𝑜𝑤 𝑅𝑎𝑡𝑒 =
=
= 0.0451
980.33𝑘𝑔
𝑑𝑒𝑛𝑠𝑖𝑡𝑦
𝑠
3
𝑚
𝑣𝑜𝑙𝑢𝑚𝑒𝑡𝑟𝑖𝑐 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒
𝑚
𝑉𝑒𝑙𝑜𝑐𝑖𝑡𝑦 𝑜𝑓 𝑐𝑜𝑙𝑑 𝑤𝑎𝑡𝑒𝑟 =
= 0.1459
𝐴𝑡𝑢𝑏𝑒.𝑝𝑒𝑟.𝑝𝑎𝑠𝑠
𝑠
𝐻𝑖𝑛𝑛𝑒𝑟 =
4200 ∗ (1.35 + 0.02𝑡𝑎𝑣𝑒𝑟𝑎𝑔𝑒 ) ∗ 𝑣𝑡𝑢𝑏𝑒 0.8
𝑑𝑖𝑛𝑠𝑖𝑑𝑒
𝑅𝑒 =
0.2
= 3369
𝜌𝑎𝑣𝑒𝑟𝑎𝑔𝑒 𝑢𝑡𝑢𝑏𝑒 𝑑𝑖𝑛𝑛𝑒𝑟
= 9.613 ∗ 103
𝜇
From the chart (Figure 4.4), 𝑗𝑓 = 0.0048
𝑊
𝑚2 ℃
(6.5)
(6.2)
(6.3)
(6.4)
𝐿𝑡
∆𝑃𝑡 = 𝑛𝑡𝑢𝑏𝑒.𝑝𝑎𝑠𝑠 [8𝑗𝑓 ∗ ( ) + (0.5 + 1) ∗ 𝑛𝑡𝑢𝑏𝑒.𝑝𝑎𝑠𝑠 + (𝑛𝑡𝑢𝑏𝑒.𝑝𝑎𝑠𝑠 − 1) ∗ 1.5]
𝑑𝑖
∗
𝜌𝑢𝑡2
2
(6.6)
∆𝑃𝑡𝑢𝑏𝑒 = 1 ∗ [8 ∗ 0.0048 ∗ (
1.83
980.3 ∗ 0.14592
= 0.000324 𝑏𝑎𝑟
) + 1.5] ∗
0.0436
2
7th stage. Shell side calculations
Firstly, shell side area is required to be determined in order to define gas mixture’s
velocity by means of the same way which is done on the tube side. There is a rule that
the velocity of the gases/vapors at the shell side of the heat exchangers should be
between 10 and 30 m/s, the obtained data (20.584m/s) is sufficiently following this range.
Next step is related with finding Reynolds number, whereas the problem is that which
data should be taken as a diameter. As a rule of thumb, it has been determined that
equation 7.4 is able to solve this issue.
𝑆ℎ𝑒𝑙𝑙_𝑠𝑒𝑐𝑡𝑖𝑜𝑛_𝑎𝑟𝑒𝑎 = (𝑝𝑝𝑖𝑡𝑐ℎ − 𝑑𝑜 ) ∗ 𝐷𝑠ℎ𝑒𝑙𝑙 ∗
= (0.0625 − 0.05)𝑚 ∗ 1.2𝑚 ∗
𝐿𝑏𝑎𝑓𝑓𝑙𝑒
𝑝𝑝𝑖𝑡𝑐ℎ
0.959𝑚
= 0.23 𝑚2
0.0625𝑚
(7.1)
𝑚𝑎𝑠𝑠_𝑓𝑙𝑜𝑤_𝑟𝑎𝑡𝑒_𝑜𝑓_ℎ𝑜𝑡_𝑠𝑡𝑟𝑒𝑎𝑚 4.7357𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒𝑡𝑟𝑖𝑐_𝑓𝑙𝑜𝑤_𝑟𝑎𝑡𝑒 =
=
𝑎𝑣𝑒𝑟𝑎𝑔𝑒_𝑑𝑒𝑛𝑠𝑖𝑡𝑦_𝑜𝑓_ℎ𝑜𝑡_𝑠𝑡𝑟𝑒𝑎𝑚
𝑠
𝑉𝑒𝑙𝑜𝑐𝑖𝑡𝑦_𝑜𝑓_𝑔𝑎𝑠_𝑚𝑖𝑥𝑡𝑢𝑟𝑒 =
𝑑𝑒𝑞 =
𝑄𝑠ℎ𝑒𝑙𝑙.𝑠𝑖𝑑𝑒 4.7357𝑚3 /𝑠 20.5839𝑚
=
=
𝐴𝑠ℎ𝑒𝑙𝑙.𝑠𝑖𝑑𝑒
0.23𝑚2
𝑠
(7.2)
(7.3)
1.27
1.27
2
2
∗ (𝑝𝑝𝑖𝑡𝑐ℎ
− 0.785 ∗ 𝑑𝑜𝑢𝑡𝑒𝑟
)=
∗ (0.06252 − 0.785 ∗ 0.052 )
𝑑𝑜𝑢𝑡𝑒𝑟
0.05
= 0.049371𝑚
2.73𝑘𝑔
20.6𝑚
∗ 0.049371𝑚 ∗
𝑠
𝑚3 = 1.6 ∗ 105
𝑅𝑒 =
−5
1.72 ∗ 10 𝑃𝑎 ∗ 𝑠
(7.4)
(7.5)
Figure 4.8. Relation between heat transfer coefficient and Reynolds number
This high data for Re means that flow is turbulent whose main merit is to directly
affect to the heat transfer rate in a positive way. While taking data for heat transfer rate
from the corresponding chart (Figure 4.8), 25% baffle cut is chosen: 𝑗ℎ = 0.0016. By
following these, Prandtl number has been calculated so as to define shell side heat
transfer coefficient, equivalent diameter which have been found (7.4) above. At the end,
one of the crucial point is to check pressure drop at the shell side which is responsible for
the main streams by 0.1 bar allowable pressure loss. As a result, 0.0103 bar pressure
loss shows that till now all calculations comes smooth, and still there is no undesirable
parameter for H-104.
2253𝐽
∗ 0.0000172𝑃𝑎 ∗ 𝑠
𝐶𝑝.𝑎𝑣𝑒𝑟𝑎𝑔𝑒 ∗ 𝜇
𝑘𝑔𝐾
𝑃𝑟 =
=
= 0.5282
0.0733𝑊
𝑘𝑎𝑣𝑒𝑟𝑎𝑔𝑒
𝑚2 𝐾
ℎ𝑠ℎ𝑒𝑙𝑙 =
(7.6)
𝑘𝑔𝑎𝑠.𝑚𝑖𝑥𝑡𝑢𝑟𝑒 ∗ 𝑗ℎ ∗ 𝑅𝑒 ∗ 𝑃𝑟 0.333 0.07333 ∗ 0.0016 ∗ 1.6 ∗ 105 ∗ 0.52820.33
=
𝑑𝑒𝑞
0.04937
= 310.4948
𝑊
𝑚2 ℃
(7.7)
2
𝜌𝑎𝑣𝑒𝑟𝑎𝑔𝑒 𝑢𝑠ℎ𝑒𝑙𝑙
𝑙𝑒𝑛𝑔𝑡ℎ𝑡
𝐷𝑠ℎ𝑒𝑙𝑙
𝑆ℎ𝑒𝑙𝑙_𝑝𝑟𝑒𝑠𝑠𝑢𝑟𝑒_𝑑𝑟𝑜𝑝 = 8 ∗ 𝑗𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛 ∗ (
)∗(
)∗
(7.8)
𝐿𝑏𝑎𝑓𝑓𝑙𝑒
𝑑𝑒𝑞
2
∆𝑃𝑠ℎ𝑒𝑙𝑙
1.83
1.2𝑚
2.73 ∗ 20.62
= 8 ∗ 0.0016 ∗ (
= 0.010307𝑏𝑎𝑟
)∗(
)∗
0.959
0.049𝑚
2
8th stage. Checking error
At the end, the assumption at stage 4, should be checked by finding the percentage
of error between experimental value and assumption, which should not be more than
19%. By means of equation 8.1 U value should be found for comparing, all required
values having been calculated throughout aforementioned stages, and dirt factors having
been taken from tables shown below.
1
𝑈𝑒𝑥𝑝𝑒𝑟𝑖𝑚𝑒𝑛𝑡𝑎𝑙
𝑑
𝑑𝑜𝑢𝑡𝑠𝑖𝑑𝑒 ∗ ln ( 𝑜𝑢𝑡 )
1
𝑑𝑜𝑢𝑡
𝑑𝑜𝑢𝑡𝑠𝑖𝑑𝑒
𝑑𝑖𝑛
=
+
+
+
+
(8.1)
ℎ𝑜𝑢𝑡𝑠𝑖𝑑𝑒 ℎ𝑜𝑑
2 ∗ 𝑘𝑠𝑡𝑒𝑒𝑙
𝑑𝑖𝑛𝑠𝑖𝑑𝑒 ℎ𝑖𝑛𝑠𝑖𝑑𝑒 𝑑𝑖𝑛𝑠𝑖𝑑𝑒 ℎ𝑖𝑑
1
50
0.05 ln (
)
1
1
50
50
𝑚2 ℃
43.6
=
+
+
+
+
= 0.004357
310.495 5000
2 ∗ 45
43.6 ∗ 3369 43.6 ∗ 3000
𝑊
237𝑊
𝑈𝑜𝑢𝑡𝑒𝑟 = 2
𝑚 ℃
237 − 220
𝑒𝑟𝑟𝑜𝑟 𝑖𝑛 % =
∗ 100% = 7.7%
220
Figure 4.9. Dirt factors
Table_ 4.11. Data Sheet for H-104
Type
Purpose
Number of passes
Properties
Construction of H-104
Shell and Tube
Cooling gas mixture
Tube
Shell
1
1
Shell side
Inlet
Outlet
550
470
4
4
12.95
Utility
Heat transfer area
Tube material
Number of tubes
Tube side
Inlet
293
3
44.19
Cold water
59.44 m2
Carbon
steel
207
Outlet
370
1
Temperature (K)
Pressure (bar)
Mass flow rate (kg/s)
Allowable pressure drop
0,1
0,5
(bar)
64.805
74.421
Average Cp (J/mol K)
Average
conductivity
0,0733
0,638
(W/m K)
2.7345
980.33
Average density (kg/m3)
1.72E-05
6.485E-04
Viscosity (Pa*s)
Tube parameters
Shell parameters
1.83
Shell diameter (mm)
1199
Length (m)
50
Bundle diameter (mm)
1124
Outer diameter (mm)
43.6
Clearance (mm)
75
Inner diameter (mm)
62.5
Effective d (mm)
49.37
Tube pitch (mm)
3.2
Baffle space (mm)
959.3
Thickness (mm)
0.1459
Baffle cut (%)
25
Velocity (m/s)
Heat transfer specifications
Overall coefficient (W/m2
C)
237
Driving force (K)
178.4958
CounterHeat load (kW)
2334.113
Flow Regime
current
References
[1] Maurice Stewart, Surface production operations, volume 4, ‘Pump and compressor
systems: Mechanical design and specification, 2019, Chapter 2, Pump fundamentals,
pages 7-59. Online version: https://doi.org/10.1016/B978-0-12-809895-0.00002-8 ,
{Accessed: 04.05.2022};
[2] Centrifugal pump handbook, 3rd edition, edited by: Sulzers Pumps, 2010, Chapter 2:
Behavior
of
centrifugal
pumps
in
operation,
pages
27-68.
Online
version:
https://doi.org/10.1016/B978-0-7506-8612-9.00002-4 , {Accessed: 04.05.2022};
[3] Zohuri, B. (2016). Compact Heat Exchangers. Chapter 2, Heat Exchanger Types and
Classifications,
page
19-56,
DOI:
https://doi.org/10.1007/978-3-319-29835-1_2
{Accessed: 04.05.2022};
[4] Forsberg, C. H. (2021). Heat Transfer Principles and Applications, Chapter 8, Heat
exchangers, page 305-341. DOI: https://doi.org/10.1016/b978-0-12-802296-2.00008-1
{Accessed: 04.05.2022};
[All figures] Coulson and Richardson’s “Chemical Engineering Design”, 4th edition, 6th
volume, page 634-774;
[Constant values for physical properties of substances] Don W. Green and Marylee
Z. Southard, “Perry’s chemical engineers’ handbook”, 9th edition, 2nd chapter, page 36387.
Individual section 5.
Yunis Garayev, CE 19’1
The subsequent topics will be explained:
Process description
Material balance
Energy balance
Pipeline and pump design
Heat exchanger design
References
Process Flow Diagram
HE-106 and P-102 which are the names of heat exchanger and pump, respectively that
will be described their design processes in the next aspects of the report.
Energy and Mass Balance
S12/S-12.1
Mole (kmol/h)
0
350
0
0
350
Isopropanol
Water
Hydrogen
Acetone
Total
S15/S16
Mole (kmol/h)
67.440
642.792
0.25498
564.387
1274.875
Isopropanol
Water
Hydrogen
Acetone
Total
Stream
name
S-12
S-12.1
S-15
S-16
Cp (J/mol*K)
113.037
118.398
111.156
111.156
Energy balance
Pump Design
Molar
enthalpy
0
1142.9
5690.7
5690.7
Comp.
0
1
0
0
1
Comp.
0.0529
0.5042
0.0002
0.4427
1
Mass (kg/h)
0
6300
0
0
6300
Mass (kg/h)
4046.453
11570.26
0.51
32734.46
48351.67
That phase of the project of design encompasses necessary knowledge and
computations which are associated with design of the pump. The essential function of
pump which is called P-102 is to carry acetone content and send them to distillation
column which is called C-202.
First and foremost, it is an obvious fact that physical properties of the stream
substances have to be described. Following this step, we should choose an appropriate
pump and, in that process, certain quantities such as pump head and power must be
considered in order to check that pump satisfies requirements or not. There is no doubt
that there are myriad types of pumps, but centrifugal pump will be utilized in this process.
It is widespread pump, because this type pump has various benefits such as saving of
the space, minimum expenditure and also flexibility. Coming to disadvantage, major flaw
of these pumps is inefficiency for larger head values.
Next, certain parameters (physical) should be defined. Firstly, mixture temperature is
352.15 K in both side (it is clear that temperature does not change in the pump). However,
inlet and outlet pressure values are different which are 303.975 kPa and 607.95 kPa,
respectively and mass influx rate is 1.919 kg per second. Other quantities such as
viscosity or density will be computed with the help of certain equations.
To cite an example:
𝜌 = 𝐴′ + 𝐵′ ∗ 𝑇 + 𝐶′ ∗ 𝑇 2 + 𝐷′ ∗ 𝑇 3
𝐵′
𝜇 = exp(𝐴′ + + 𝐶′ ∗ 𝑙𝑛𝑇 + 𝐷′ ∗ 𝑇 𝐸 )
𝑇
Quantity
Value
Unit
Temperature
352.15
K
Mass Influx rate
1.919
kg/s
Density
781.241
kg/m3
Viscosity
0.0002369
Pa*s
Inlet pressure
303.975
kPa
Outlet pressure
607.95
kPa
It is obvious that we should measure optimal diameter of the pump, that is why material
of the pump has to be defined. Stainless steel will be an optimal choice compared to other
materials. That is because its price is very appropriate and also special treatment is not
needed for that material. Another key point to remember is that stainless steel has a
resistance to a corrosion.
As a result, diameter can be defined as:
d (optimum) = 260 * mass(0.52) * density(-0.37)= 31.032 mm
unit of m is kg per s and unit of the density is kg per m3. Then optimum diameter will be:
d op = 1.22 inch
Following that calculation, certain parameters must be defined:
A=
𝜋∗𝑑^2
4
=
̇ 𝑚̇
𝑉̇ = =
𝜌
𝑣=
𝑉̇
𝐴
=
𝜋∗(0.035052∗)^2
1.919
781.241
0.002456
0.000965
4
= 0.000966 m2
= 0.002456 m3 per second
= 2,545131 m per second
In those formulae:
A – area (cross sectional) of the influx with m2
𝑉̇ - volumetric influx rate with m3 per second
𝑚̇- mass influx rate with kg per second
𝜌- density with kg per m3
Pipel
ine
density(kg
/m^3)
mass
flow
rate(k
g/s)
optimu
m
diamete
r,mm
781,24
1
1,91
9
31,03
2
optimu
m
diamete
r,inch
1,222
OD(i
nch)
1,6
6
OD(m)
ID(in
ch)
ID(m)
0,04
216
1,3
8
0,035
052
Thick
ness
of
wall(i
nch)
0,14
Thickne
ss
of
wall(m)
Pipe
nomi
nal
,inch
Wt
per
ft
0,003
556
1,2
5
2,2
73
Influx regime should be emphasized because of its importance. If we must find type of
the influx (turbulent or laminar), we have to utilize Reynolds Number:
𝑅𝑒 =
𝜌∗𝑣∗𝑑𝑜𝑝𝑡
𝜇
=
781.241∗2.545131∗35.052∗10−3
0.0002369
= 294.174.2
If the obtaining number is more than 4000, it will be turbulent influx and it is clear that
influx is turbulent in that process.
As mentioned above, we will take stainless steel as a pump material and absolute
roughness (𝜀) of it is 0.015 mm which will be utilized to compute relative roughness. Then,
it is the turn of the defining of the relative roughness:
𝑟𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝑟𝑜𝑢𝑔ℎ𝑛𝑒𝑠𝑠 =
𝜀
=
𝑑𝑜𝑝𝑡
0.015 𝑚𝑚
= 0.00042794
35.052 𝑚𝑚
Following these stages, friction factor has to be determined with the help of diagram that
is called Moody and acquired values, namely Reynold Number and relative roughness.
So, friction factor which is acquired from chart that is called Moody is 0.0178.
During the process of the design of the pump, another key quantity to remember is drop
of the pressure. Whole pressure loss consists of friction and fittings associated pressure
drops. Firstly, drop of the pressure which is caused by friction has to be determined with
the help of equation shown below:
𝐿 𝜌𝑣 2
∆𝑃𝑓 = 𝑓 ∗ ∗
𝑑 2
′
In which,
∆𝑃𝑓 – drop of the pressure that is caused by friction
𝑓 ′ - moody friction
d- diameter (optimal)
L- length of the pump
Furthermore, besides friction loss, loss which is generated by fittings should be
considered and it is an obvious fact that it will be necessary during computation process
of entire loss.
Type of fitting
Number
Pipe
diameter
number
Total number of
pipe diameters
Check valve
1
100
100
90 elbow standart radius
1
1
40
7,5
18
19,5
137,5
Control valve
Total Leq/d, m
This table represents suction.
Type of fitting
Number
Pipe
number
Control valve
1
7,5
7,5
90 elbow standart
radius
2
40
80
87,5
Total Leq/d, m
diameter
Total number of
pipe diameters
That table shows discharge.
These are formulae which allow us to calculate (suction and discharge) entire drop of the
pressure.
∆𝑃𝑠𝑢𝑐
∆𝑃𝑑𝑖𝑠
(2.545131)2
𝐿 ∑ 𝐿𝑒 𝜌𝑣 2
20
=𝑓 ( +
)
= 0.0178 ∗ (
+ 137.5) ∗ 781.241 ∗
𝑑
𝑑
2
35.052 ∗ 10−3
2
= 31891 𝑃 = 32𝑘𝑃𝑎
′
(2.545131)2
𝐿 ∑ 𝐿𝑒 𝜌𝑣 2
32
=𝑓 ( +
)
= 0.0178 ∗ (
+ 87.5) ∗ 781.241 ∗
𝑑
𝑑
2
35.052 ∗ 10−3
2
= 45.059 𝑃𝑎 = 45𝑘𝑃𝑎
′
∆𝑃𝑡𝑜𝑡𝑎𝑙 = ∆𝑃𝑠𝑢𝑐 + ∆𝑃𝑑𝑖𝑠 = 32 𝑘𝑃𝑎 + 45 𝑘𝑃𝑎 =77 kPa
Saturation Pressure Computation
log10(P)=A+B/T+Clog10(T)+
DT+ET^2
Compon mole
A
fraction
ent
Isopropa
nol
0,0529
38,23
63
Water
0,5042
02
29,86
05
Acetone
0,4426
98
28,58
84
Total
1
B
3551
,3
3152
,2
C
10,0
31
7,30
37
7,35
2469 1
D
E
T
log10
(P)
P(mm
Hg)
Psat
(kPa)
3,474
E-10
1,7367E06
352,
15
2,82
1
661,9
40
88,25
1
2,424
7E-09
0,000001 342,
809
15
2,35
0
223,9
75
29,86
1
2,802
5E-10
2,7361E06
3,19
5
1568,
522
209,1
19
112,3
01
352,
15
It is the turn of head values computations:
a) Suction
ℎ𝑠 = ℎ(𝑠𝑡𝑎𝑡𝑖𝑐) + 𝑍 − 𝐻𝑓(𝑠𝑢𝑐𝑡𝑖𝑜𝑛) − ℎ(𝑒𝑛𝑡𝑟𝑦)
303975
32000
45000
=
+ (32 − 20) −
−
9.81 ∗ 781.241
781.241 ∗ 9.81 9.81 ∗ 781.241
= 47.61219 𝑚
b) Discharge
ℎ𝑑 = ℎ𝑠𝑡𝑎𝑡𝑖𝑐(𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒) + 𝑍 + ℎ𝑓(𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒)
607950
45000
=
+ 12 +
= 96.20501𝑚
781.241 ∗ 9.81
9.81 ∗ 781.241
Following that stage, we should determine pump head as a following:
∆ℎ𝑝 = ℎ𝑑𝑖𝑠 − ℎ𝑠𝑢𝑐 =96.20501-47.61219=49.59282 m
It is obvious from written formulae and results, 77 kPa indicates entire drop of the pressure
around P-102. As mentioned previously, main duty of P-102 is to send the stream to the
distillation column that is called C-202. As a result, it is clear that power is required in
order to overcome friction losses which are generated in certain places such as bends,
pipes and also pipelines. In addition, here is no doubt that power is needed to pass the
mixture from one place to another place. As emphasized previous section of the written
report, in let pressure indicates approximately 3 bar, whilst outlet pressure value shows
6 bar as a result of which differ is 3 bar. Equation that is written below allows us to define
minimum power value which is necessary to accomplish all mentioned tasks:
𝑊 = 𝜌𝑔∆ℎ𝑝 𝑉̇ = 781.241 ∗ 9.81 ∗ 49.59282 ∗ 0.002456 = 933.466 𝑊
Pump efficiency will be 76.19%. Generally, that value fluctuates between 60-80%, that is
why our value is acceptable.
Winput= W * (100/effieciency)=933.466*(100/76.19)=1225.182 W
There is no doubt that one quantity must not be neglected which is called NPSH, in other
words, Net Positive Suction Head. It is an obvious fact that there are 2 main types of that
quantity, namely available and required NSPH. First one can be computed with formula
that is shown below:
𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒 𝑁𝑃𝑆𝐻 = ℎ(𝑠𝑢𝑐𝑡𝑖𝑜𝑛) − (
𝑃(𝑠𝑎𝑡)
112301
) = 47.61219 − (
) = 32.96 𝑚
𝜌∗𝑔
781.241 ∗ 9.81
Required value of NSPH that is acquired from a particular software is 4.21 m.
So, it is obvious that available value is higher compared to the required one.
Therefore, cavitation will not take place.
Pump Data Sheet
Equipment №
P-102
Function
Liquid transferring
Flow properties
Molar flowrate
182.124 kmol/hour
Mass flowrate
6907.38 kg/hour
Volumetric flowrate
0.00246m3/s
Linear velocity
2.5 m/sec
Reynolds number
294174
Operation temperature
352.15 K
Fluid physical properties
Density
781.241 kg/m3
Viscosity
0.000237 N*s/m2
Technical design data
Discharge side
Suction side length
20 meter
Internal diameter
35 mm
Outer diameter
42 mm
Wall thickness
3.5 mm
Absolute roughness
0.015 mm
Relative roughness
0.00043
Moody friction factor
0.0178
length
32 meter
Operation conditions
Suction
Discharge
Pressure
3bar
6 bar
Head loss
3.7m
5.87 m
Head
47.61 m
97.205 m
Static head
39.66 m
Entry head
0.33 m
Elevation
12 m
Total head loss
13.99 m
Pump power
1225.1818 Watt
Pump efficiency
76.19%
NPSH available
32.96 m
NPSH required
4.21m
Pipe material
Stainless steel
Designer
Huseynli Shahin
Heat Exchanger Design
That section illustrates design of the heat exchanger which is called HE-105. It is an
obvious fact that heat transfer is one of the most important processes in the engineering
field. Specially, this topic is extremely crucial and widespread in the petrochemical,
petroleum engineering and also chemical engineering. There is no doubt that, during
these types of the processes which are associated with heat, certain large apparatuses
are utilized such as heat exchangers. Heat exchangers are widely utilized in the majority
of the factories which allow employees to acquire higher temperature. Work concept of
these devices is based on thermodynamic second law. More precisely, there are two
various liquids and there is a disparity between temperatures of them. As a consequence,
fluids meet each other and energy transportation takes place as a result of which
temperature of the hot product gradually diminishes, whilst cold product heats up. In this
case, liquid is water and He-105 will be heater, in other words, will rise temperature of the
water which is received from Tank 104 and will send the water to the distillation column
that is called C-201 with the higher temperature. More precisely, inlet temperature of the
water is 298 K and heat exchanger should increase temperature value to 320 K.
Step 1:
Cold stream parameters
cold fluid Molar flowrate
Cold fluid mass flowrate
Inlet temp
Outlet temp
Hot stream parameters
Hot fluid Molar flowrate
Hot fluid mass flowrate
Inlet temp
Outlet temp
350
6300
298
320
513.53146
9243.5662
297
288
kmol/hour 0.0972222 kmol/sec
kg/hour
1.75 kg/sec
K
25 C
K
47 C
kmol/hour 0.1426476 kmol/sec
kg/hour
2.5676573 kg/sec
K
24 C
K
15 C
Qduty must be defined with the help of the formula that is written below:
𝑄 = 𝐶𝑝 ∗ 𝑛 ∗ ∆𝑇
𝑄 = 77.76 ∗ 0.097 ∗ 22 = 166.32 𝑘𝑊
Stage 2:
There is no doubt that we have to find some quantities, namely thermal conductivity,
viscosity, power of the heat, and also density before the main processes. Tables that are
tabulated below contain data which represent appropriate values of the emphasized
quantities:
Viscosity
density at 19.5 degrees
celcius
heat capacity at 19.5 C
(mass)
Heat capacity at 19.5 C
(mole)
Fluid thermal conductivity
0.9107 mPa * s
1009 kg/m^3
4315 J/kg*K
77.73 KJ/kmol*K
0.6 W/m *C
That table represents hot stream
density at 36 C
Heat capacity at 36 C
Heat capacity at 19.5 C
(mole)
Thermal conductivity at 36 C
Viscosity at 36 C
998 kg/m^3
4316 J/kg*K
77.76 KJ/kmol*K
0.625 W/m*C
0.73 mPa *s
That table show cold stream
Stage 3:
This phase illustrates type and dimensions of the heat exchanger. It is an obvious fact
that there are certain kinds heat exchangers; however, shell and tube type of heat
exchanger will be utilized in that design process. Generally, this kind is widespread and
well-known. That is because it has a substantially larger heat transportation area while
taking up much less space. In addition to its benefits, immense pressure values can be
proceeded in these heat exchangers because of their designs. Another key point to
remember is that various liquids can be utilized due to washing ease. Generally, as a
reference point, 1 shell and 2 tube crossings are utilized.
As emphasized previously, shell and tube heat exchanger will control the process of the
heating because of its capacity and influxes are flowing in opposite directions. A quantity
which is known as temperature mean must be computed with the help of the equation
below:
∆𝑇𝑙𝑚 =
∆𝑇1 − ∆𝑇2 (𝑇ℎ𝑖 − 𝑇𝑐𝑜 ) − (𝑇ℎ𝑜 − 𝑇𝑐𝑖 )
=
𝑇 − 𝑇𝑐𝑜
∆𝑇
ln ( 1 )
ln ( ℎ𝑖
)
∆𝑇2
𝑇ℎ𝑜 − 𝑇𝑐𝑖
In which:
∆𝑇𝑙𝑚 - log mean temperature
𝑇ℎ𝑜 and 𝑇𝑐𝑜 - out temperature (hot and cold, respectively)
𝑇ℎ𝑖 and 𝑇𝑐𝑖 – temperature (inlet) (hot and cold, respectively)
∆𝑇𝑙𝑚 = 15.6℃
Sometimes, correction factor is utilized:
𝑅=
𝑆=
𝑇ℎ𝑖 − 𝑇ℎ𝑜
= 2.44
𝑇𝑐𝑜 − 𝑇𝑐𝑖
𝑇𝑐𝑖 − 𝑇𝑐𝑜
= 0.2813
𝑇ℎ𝑖 − 𝑇𝑐𝑜
𝐹𝑡 = 0.83
∆𝑇𝑙𝑚 = 𝐹𝑡 ∗ ∆𝑇𝑙𝑚 = 13.08
These are utilized to compute correction factor of the temperature.
Stage 4:
In this section, U value for water-water process is assumed as 900
𝑊
𝑚2 ∗𝐾
based on the
information taken from reference book.
We have to find an area which transportation of the heat takes place. It can be defined
as:
𝐴𝑜 =
|𝑄|
166.32 ∗ 1000𝑊
=
= 14.12𝑚2
𝑈∆𝑇𝑙𝑚 900 𝑊 ∗ 13.08
𝑚2 ∗ 𝐾
Stage 5:
One of the most essential processes is stream distribution. Both cold and heat stream are
distributed equally in both section of the device, namely shell and all tube parts. It is and
obvious fact that there are certain main points that should be take into account. To cite
an example, immense temperature and pressure values, fooling or corrosion which show
why we prefer tube side are very important. Moreover, according to other key points such
as loss of the pressure, viscous liquids or lower influx rate, shell flank is preferred. It is
clear that shell flank has to be contain the water. In addition, negative impact may be
generated by high velocity value of water in the tube flank of the heat exchanger.
Coming to the material of tube flank of the heat exchanger, stainless steel will be utilized.
That is because it is an obvious fact that this type of material has a pressure resistance
and toughness of it is suitable.
Area
14.122666 m^2
Outside tube diameter
16 mm
Wall thickness
1.6 mm
Inside tube diameter
Length
12.8 mm
3.6 m
Area(one tube outside)
Number of tubes
0.1809557 m^2
79
Step 6:
We have to find out certain quantities and then one of the most basic properties which is
called tube segment liquid speed should be computed.
First and foremost, XSA must be found out as:
𝐴 = 𝜋 ∗ 𝑑𝑜 ∗ 𝐿 = 𝜋 ∗ 16 ∗ 10−3 ∗ 3.6 = 0.18 m2
We also have to define the number of tubes that are located in shell flack of the heat
exchanger. It can be written as n:
n=
𝐴𝑜
𝐴
=
14.12
0.18
= 79
We should compute tube per pass (T.P):
T.P=
𝑛(𝑎𝑐𝑞𝑢𝑖𝑟𝑒𝑑 𝑚𝑒𝑟𝑒𝑙𝑦 𝑎𝑏𝑜𝑣𝑒)
𝑁
=
79
4
= 19
N- number of pass
After gaining these values, area (cross-sectional) of a tube has to be computed:
𝐴𝑐𝑠 =
𝜋∗𝑑𝑖𝑛 2
4
=
𝜋∗(12.8∗10−3 )2
4
=0.0001287 m2
Area value of tube per pass should be computed:
𝐴𝑝𝑒𝑟−𝑝𝑎𝑠𝑠 = 𝑡𝑢𝑏𝑒𝑠 𝑝𝑒𝑟 𝑝𝑎𝑠𝑠 ∗ 𝐴𝑐𝑠 = 0.002511
Following these stages, influx rate (volumetric) must be find out, because it is necessary
to determine speed:
𝑉𝑐̇ =
𝑚̇
4.279429
=
= 0.0042
𝜌
1009
Finally, velocity can be defined as:
𝑢𝑐 =
𝑉𝑐
𝐴𝑝𝑒𝑟−𝑝𝑎𝑠𝑠
=
0.0042
= 1.68
0.002511
Stage 7:
Bundle lengths can be defined with the help of formula that is written below:
1
𝑁𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑡𝑢𝑏𝑒𝑠 𝑛1
𝐷𝑏 = 𝑑𝑜𝑢𝑡 (
)
𝐾1
K1 and n1 values are acquired from certain sources.
1
78 2.285
𝐷𝑏 = 16 ∗ 10−3 ∗ (
= 231 𝑚𝑚
)
0.175
When the computation process of the bundle, clearance is not considered.
𝐷𝑠 = 𝐷𝑏 + 𝑐𝑙𝑒𝑎𝑟𝑎𝑛𝑐𝑒 = 231 + 52 = 283𝑚𝑚
Stage 8:
It is turn of computation of tube part heat transfer coefficient and some non-dimensional
denominations should be known. Besides tube part heat transfer coefficient, we have to
calculate Reynolds, Prandtl and Nusselt values. Reynolds and Prandtl denominations can
be find out as:
𝑅𝑒 =
𝜌ℎ 𝑢ℎ 𝑑𝑖
= 23956.661
𝜇ℎ
𝐶𝑝𝑐 𝜇𝑐
𝑃𝑟 =
= 6.5494508
𝑘𝑐
Transfer of the heat factor (tube flack) can be defined with the help of certain graph and
if we want to use that chart, we should know L/d value that has to be determined formula
that is written below:
𝐿
3.6𝑚
=
= 281
𝑑𝑖 12.8 ∗ 10^ − 3𝑚
Stage 9
Another key point to remember is declivity of the pressure which is generally caused by
friction, rapid expanding and contraction. Specially, it takes place in opening and closing
section of the tube. Equation which is written below represents drop of pressure
computation in emphasized sections:
𝐿
𝜇 −𝑚
𝜌𝑢𝑐
Δ𝑃𝑡𝑢𝑏𝑒 = 𝑁𝑝 [8𝑗𝑓 ( ) ( ) + 2.5]
𝑑𝑖 𝜇𝑤
2
Δ𝑃𝑡𝑢𝑏𝑒 − descent of the pressure
Np – number of tube passes
uc – speed of tube phase
L – tube length
𝑗𝑓 – friction factor
Remember that friction factor is taken from relevant graph.
Δ𝑃𝑡𝑢𝑏𝑒 = 2 ∗ (8 ∗ 0.0025 ∗
7.32
0.57385 ∗ 2511.965
+ 2.5)
= 10058.89𝑃𝑎
0.016
2
Stage 9:
Baffle spacing of variable consists of merely multiplication of diameter of baffle and the
factor.
Baffle area= 0.2 * Ds=0.2 * 283=56.59
Certain quantities have to be found out:
𝑀̇ℎ =
𝑚̇ℎ
= 546.38
𝐴𝑠
𝑢ℎ =
𝑑𝑒 =
1.1
∗ ((𝑃𝑡 )2 − 0.917 ∗ (𝑑𝑜 )2 ) = 11.36
𝑑𝑜
𝑅𝑒 =
𝜌ℎ 𝑢ℎ 𝑑𝑒
= 8503
𝜇ℎ
𝑃𝑟 =
ℎ𝑠 =
Δ𝑃𝑠ℎ𝑒𝑙𝑙
𝑀̇ℎ
= 0.55
𝜌
𝐶𝑝ℎ 𝜇ℎ
= 5.04
𝑘ℎ
𝑘ℎ
∗ 𝑗𝑠 ∗ 𝑅𝑒 ∗ 𝑃𝑟 0.33 = 6416.85
𝑑𝑒
𝐷𝑠 𝐿 𝜌𝑢ℎ 2 𝜇 −0.14
= 8𝑗𝑓 ( ) ( )
= 13.270 𝑘𝑃𝑎
( )
𝑑𝑒 𝑙𝑏 2 𝜇𝑤
Stage 10:
Entire hate number of the transfer should be computed and, in this calculation, fooling
factor has to be applied. 0.0005 and 0.0002 are resistance (fooling) values, first one
indicates tube, whilst second one shows shell flack of the heat exchanger. In term of
conductivity (heat), it will indicate 16 W/m*K:
𝑑
𝑑𝑜 ln 𝑜 𝑑
1
1
1
1
𝑑𝑜 1
𝑑𝑖
𝑜
=
+
+
+ ∗
+ ∗
𝑈𝑜
ℎ𝑜 ℎ𝑜𝑑
2𝐾𝑤
𝑑𝑖 ℎ𝑖𝑑 𝑑𝑖 ℎ𝑖
16
0.016 ln
1
1
1
16
1
16
1
12.8
=
+
+
+
∗
+
∗
𝑈𝑜
6676 4000
2 ∗ 45
12.8 6417 12.8 3000
U=952.913 W/m^2*K:
And this value is accepted as normal since the difference between it and assumed value
is merely 6%.
Heat exchanger data
Equipment No
HE-105
sheet
Function
Cooling product water
Duty specifications
Duty
166.32 KW
U
900 W/m2*C
Contact area
14.1 m2
LMTD
13.08 C
Fluid properties
Shell side
Tube side
Process fluid
Inlet
Outlet
Cooling water
Inlet
Outlet
Temperature
25 ℃
47 ℃
Temperature
24
15
Mass flow
6300 kg/hour
Mass flow
15405 kg/hour
Molar flow
359 kmol/hour
Molar flow
855.886 kmol/hour
Density
998 kg/m3
Density
1009 kg/m3
Viscosity
0.73 mPa*s
Viscosity
0.9107 mPa*s
Thermal
conductivity
Specific heat
capacity
0.625 W/m*℃
4316 J/kg*K
Thermal
0.6 W/m*℃
conductivity
Specific heat
4315 J/kg*K
capacity
Mechanical layout
Shell side
Tube side
Mean temperature
36 ℃
Mean temperature
19.5 ℃
Bundle diameter
231 mm
Outside diameter
16 mm
Shell diameter
283 mm
Wall thickness
1.6 mm
Shell size
323.9 mm
Inside diameter
12.8 mm
Equivalent
diameter
11.3608 mm
One tube outside
area
0.18 m2
Baffle spacing
56.59 mm
Number of tubes
78
Tube pitch
20 mm
Tube pass
4
Heat transfer
coefficient
Mean wall
6416.85 W/℃ ∗m2
Tube cross sectional
area
128.67 mm2
34 ℃
Inside coefficient
6676 W/m2
Cross flow area
0.0032 m2
Total flow area
0.0025 m2
Mass velocity
546.387 kg/s*m2
Mass velocity
1704 kg/s*m2
temperature
Linear velocity
0.54748 m/sec
Linear velocity
1.69 m/sec
Reynolds number
8503
Reynolds number
23956
Prandtl number
5.04
Prandtl number
6.55
Heat transfer factor
0.008
Heat transfer factor
0.004
Friction factor
0.007
Friction factor
0.004
Pressure drop
13.270 kPa
Pressure drop
66.224 kPa
Construction
Material
Carbon steel
Designer
Garayev Yunis
References
Felder book
Ramesh K. Shah, Dusan P. Sekulic, “ Heat exchanger design handbook”,
available
at
https://books.google.az/books?hl=en&lr=&id=beSXNAZblWQC&oi=fnd&pg=PA1
&dq=heat+exchanger+design&ots=NYMjqs91KQ&sig=pTb3H4nsl4KCfGTdCVjkEP1FEs&redir_esc=y#v=onepage&q=heat%20exchange
r%20design&f=false
John
Tuzson,
“
Centrifugal
pump
design
article.
Available
at
https://books.google.az/books?hl=en&lr=&id=OYxacAomY8wC&oi=fnd&pg=PA3
&dq=pump+design&ots=FjLRbPvPWQ&sig=vISfFtGDK8tBr6wJ9_qEAmMqokU&
redir_esc=y#v=onepage&q=pump%20design&f=false
Irenka Kozlowska, Klimek Walczak , “ Acetone biochemistry, production and uses”,
pages 14-16
Individual section 6.
Shahin Huseynli, CE 19’1
The subsequent topics will be explained:
Process description
Material balance
Energy balance
Pump design
Heat exchanger design
References
Process description
Picture 1
In this stage of the process, the water product that leaves the distillation column is firstly
being cooled to the standard temperature passing through heat exchanger (HE-112), and
then sent to storage tank with the help of pump (P-108). As it is clearly seen from the
diagram, there is not any chemical reaction or additional consumption of materials in this
section which means the compositions of Streams 36, 37 and 38 will remain the same.
Although the stream was called water product in the beginning, it does not mean that
stream is 100% pure water. There is very little amount of Isopropanol passes through
pipes which constitutes 0.1% of overall material and the detailed information about this
composition will be provided in following parts.
The brief explanation of what happens in this part is that the fluid at the rate of
approximately 11 tons/hour enters the shell side of shell and tube heat exchanger at 370
K. The temperature of process fluid is decreased to the standard temperature of 298 K
here with the help of cooling water. Afterwards, our material passes through pipe and
moves into centrifugal pump at 1 bar pressure. The pressure of fluid is increased to 1.4
bar in the discharge side and finally product is immediately sent to storage tank.
Material balance
It can be intuitively argued that one of the most essential parts of industrial processes is
mass balance as determination of molar, mass, and volumetric flowrates of streams are
considered fundamental stage of calculations related to procedure. Overall, the mass
balance equation for any component in the process is written like below:
Input + Generation = Output + Consumption + Accumulation
It should be noted that for a continuous process operating under steady-state conditions
the accumulation of species is equal to zero. In addition, as there is not any reaction
occurs in this stage, generation and consumption vales will also be zero. It means final
state of material balance equation should be like that: (Process Indutries C, 2016)
Input = Output
The table below demonstrates the values of molar flowrate in Streams 36, 37, and 38.
Stream-36
Stream-37
Stream-38
Isopropanol
0.6067 kmol/hour
0.6067 kmol/hour
0.6067 kmol/hour
Water
606.1183 kmol/hour
606.1183 kmol/hour
606.1183 kmol/hour
Total
606.725 kmol/hour
606.725 kmol/hour
606.725 kmol/hour
Table 20
As it was mentioned before, the flowrate values are constant through all streams. When
it comes to mass and volumetric flowrate, and compositions, they are presented below:
Mass flowrate
Volumetric flowrate
Isopropanol
36.4035 kg/hour
0.04667 m^3/hour
Water
10910.1296 kg/hour
10.94296 m^3/hour
Total
10945.5331 kg/hour
10.98963 m^3/hour
Table 21
Molar composition
Mass composition
Volume composition
Isopropanol
0.001
0.997
0.996
Water
0.999
0.003
0.004
Total
1
1
1
Table 22
Energy balance
It is evident that building energy balance also plays key role in chemical processes.
Although the detailed energy balance was provided before, the brief description of
enthalpies of Streams 36, 37, and 38 was described below. Firstly, heat capacities of
fluids than passes through each stream is noted:
S-36
S-37
S-38
A (mixture)
33.9246
92.033472
92.033472
B (mixture)
-0.008198
-0.039117517
-0.039117517
C (mixture)
2.9929 * 10-5
0.000208186
0.000208186
D (mixture)
-1.7954 * 10-8
5.37805E * 10-7
5.37805E * 10-7
E (mixture)
3.73911 * 10-12
0
0
34.2012
113.096
113.096
Overall
Cp
(J/mol*K)
Table 23
The table below demonstrates molar enthalpy of each stream.
Stream
Molar enthalpy in J/mol
S-36
2680.677
S-37
0
S-38
0
Table 24
The molar enthalpy of Streams 37 and 38 are zero as their temperature is equal to
reference temperature.
Pump design
As it was mentioned before, water is being sent to T-104 tank with the help of P-108
hydraulic pump. Generally, pumps are extensively utilized in different fields of industry,
including chemical plants. A pump is mechanical device that is installed for transferring
liquids
with
pressure.
high
They
are
usually used for lifting
fluids from low to high
locations with the help
of pressure energy.
The design of pump
consists
steps
of
and
several
in
this
Picture 2
section of report, the
sizing process of pump P-108 is detailed explained. Firstly, let’s look through steps that
should be followed. (What is pump, n.d.)
1. Give stream composition and flow rates.
2. Determine physical properties of fluid.
3. Define inner and outer diameters, and length of tubes.
4. Find velocity of flow and Reynolds number.
5. Note the type and number of fittings.
6. Determine pressure losses due to fittings and friction.
7. Calculate total pressure drop.
8. Define power of pump.
9. Net Positive Suction Head (available)
10. Check whether cavitation will occur or not?
Step 1
Composition of stream and flow rates.
Isopropanol
Water
Total
Molecular weight (g/mol)
60
18.02
18.04
Molar flowrate (kmol/hour)
0.606725
606.11831
606.725035
Molar composition
0.001
0.999
1
Mass flowrate (kg/hour)
36.4035
10910.12958
10946.53308
Mass composition
0.003
0.997
1
0.04667
10.94296
10.98963
0.004
0.996
1
Volumetric
flowrate
(m^3/hour)
Volume composition
Table 25
Inlet
Outlet
Pressure (bar)
1
1.4
Temperature (Kelvin)
298
298
Table 26
Step 2
Physical properties. (Viscosity of water, n.d.)
(Density of liquid Water, n.d.)
Density
996.08 kg/m^3
Viscosity
0.00089 Pa*s
Table 27
Step 3
In this stage, the diameter of tubes is determined. For doing that, optimum diameter
should be calculated and then the nearest pipe size is chosen. The optimum diameter
formula for stainless steel pipe is like below: (Pipe size selection, n.d.)
𝑑𝑜𝑝𝑡𝑖𝑚𝑢𝑚 = 260 ∗ 𝑀0.52 ∗ 𝜌−0.37
Where M is mass flowrate in kg/sec and 𝜌 is density in kg/m^3.
𝑑𝑜𝑝𝑡𝑖𝑚𝑢𝑚 = 36.04 𝑚𝑚
Then nearest pipe size is chosen:
Picture 3
Outer diameter – 42.164 mm
Wall thickness – 3.556 mm
Internal diameter – 35.052 mm
In addition to this, the pipe length on suction side is equal to 8 m while on discharge side
total length is 14.5 m. (Pump sizes, n.d.)
Step 4
After that, u – velocity of flow and Reynolds number should be determined. Firstly, cross
sectional area of tube has to be calculated for doing that.
𝐴= 𝜋∗
𝑑𝑖𝑛𝑛𝑒𝑟 2
= 946.97 𝑚𝑚2
4
𝑢=
𝑅𝑒 =
𝑉̇
𝑚
= 3.16
𝐴
𝑠𝑒𝑐
𝑢𝑑𝜌
= 123843 (𝑡𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡 𝑓𝑙𝑜𝑤)
𝜇
Step 5
It is clear that there are some type of fittings installed in the process which increases
pressure drop in the flow. These are listed below:
Equivalent
Fitting
Suction
Discharge length
90 standard elbow
2
3
35
gate valve 75%
1
0
40
Tank inlet
0
1
50
open
0
1
450
Total
110
605
Globe valve fully
Table 28
Step 6
In this stage, suction and discharge head losses will be calculated using relevant
formulae.
𝐴𝑏𝑠𝑜𝑙𝑢𝑡𝑒 𝑟𝑜𝑢𝑔ℎ𝑛𝑒𝑠𝑠 (𝑠𝑡𝑎𝑖𝑛𝑙𝑒𝑠𝑠 𝑠𝑡𝑒𝑒𝑙) = 0.015 𝑚𝑚
𝑅𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝑟𝑜𝑢𝑔ℎ𝑛𝑒𝑠𝑠 =
𝜀
0.00043
𝑑
𝑀𝑜𝑜𝑑𝑦 𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛 𝑓𝑎𝑐𝑡𝑜𝑟 = 0.019
𝑆𝑢𝑐𝑡𝑖𝑜𝑛 ℎ𝑒𝑎𝑑 𝑙𝑜𝑠𝑠 (ℎ𝑓𝑠 ) = 8𝑓 ∗ (
𝐿
𝑢2
+ ∑ 𝐾) ∗
= 3.36 𝑚
𝑑𝑖𝑛
2∗𝑔
𝐿
𝑢2
𝐷𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 ℎ𝑒𝑎𝑑 𝑙𝑜𝑠𝑠 (ℎ𝑑𝑠 ) = 8𝑓 ∗ (
+ ∑ 𝐾) ∗
= 10.12𝑚
𝑑𝑖𝑛
2∗𝑔
Step 7
In this stage, suction head, discharge head, and total pressure drop are going to be
calculated.
𝑆𝑡𝑎𝑡𝑖𝑐 ℎ𝑒𝑎𝑑 =
𝑃𝑠𝑢𝑐𝑡𝑖𝑜𝑛
= 10.23 𝑚
𝜌∗𝑔
𝑍( 𝑒𝑙𝑒𝑣𝑎𝑡𝑖𝑜𝑛) = 6.5 𝑚
ℎ𝑒𝑛𝑡𝑟𝑦 =
𝑢2
= 0.51 𝑚
2∗𝑔
𝑆𝑢𝑐𝑡𝑖𝑜𝑛 ℎ𝑒𝑎𝑑 = 𝑆𝑡𝑎𝑡𝑖𝑐 ℎ𝑒𝑎𝑑 + 𝑍 − ℎ𝑓𝑠 − ℎ𝑒𝑛𝑡𝑟𝑦 = 12.86 𝑚
𝐷𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 ℎ𝑒𝑎𝑑 = 𝑆𝑡𝑎𝑡𝑖𝑐 ℎ𝑒𝑎𝑑 + 𝑍 + ℎ𝑑𝑠 = 26.85 𝑚
𝑇𝑜𝑡𝑎𝑙 ℎ𝑒𝑎𝑑 𝑙𝑜𝑠𝑠 = 26.85 − 12.86 = 13.99 𝑚
𝑇𝑜𝑡𝑎𝑙 𝑝𝑟𝑒𝑠𝑠𝑢𝑟𝑒 𝑑𝑟𝑜𝑝 (∆𝑃) = ℎ𝑡𝑜𝑡𝑎𝑙 ∗ 𝜌𝑔 = 136.64 𝐾𝑝𝑎
Step 8
In this section, power of pump is calculated with the help of efficiency. Efficiency of P-108
pump is 74%.
10.99
136640 ∗ 3600
∆𝑃 ∗ 𝑉̇
=
= 564 𝑊
𝜂
0.74
Step 9
Determination of NPSH
𝑁𝑒𝑡 𝑃𝑜𝑠𝑖𝑡𝑖𝑣𝑒 𝑆𝑢𝑐𝑡𝑖𝑜𝑛 𝐻𝑒𝑎𝑑 (𝑁𝑃𝑆𝐻) = ℎ𝑠 −
𝑃𝑠𝑎𝑡
𝜌𝑔
As it is seen from above, saturation pressure of the fluid should be calculated for
determining available NPSH. To do that, some constants should be known.
log10 𝑃𝑠𝑎𝑡 = 𝐴 +
𝐵
+ 𝐶 log10 𝑇 + 𝐷𝑇 + 𝐸𝑇 2
𝑇
𝑃𝑠𝑎𝑡 = 3.145 𝑘𝑃𝑎
𝑁𝑃𝑆𝐻 = 12.54 𝑚
Step 10
Finally, the possibility of cavitation has to be checked for concluding the design of pump.
Generally, cavitation is the phenomenon of formation of vapor bubbles within a liquid
where the pressure of liquid is less than its saturation pressure. The occurrence of
cavitation entails different type of negative results such as decrease in pump efficiency,
Table 29
loud noises, and vibration, etc. Simply if the available NPSH is higher than required
NPSH, it means cavitation is not likely to occur. For our pump, required NPSH is 0.82 m.
(Cavitation, n.d.)
12.54 𝑚 > 0.82 𝑚
So, cavitation will not occur in this process.
Pump Data Sheet
Equipment №
P-108
Function
Transferring water
Flow properties
Molar flowrate
606.725 kmol/hour
Mass flowrate
10946.533 kg/hour
Volumetric flowrate
10.9896 m3/hour
Linear velocity
3.16 m/sec
Reynolds number
123843
Operation temperature
298 K
Fluid physical properties
Density
996 kg/m3
Viscosity
0.00089 N*s/m2
Technical design data
Discharge side
Suction side length
8 meter
Internal diameter
35 mm
Outer diameter
42 mm
Wall thickness
3.5 mm
Absolute roughness
0.015 mm
Relative roughness
0.00043
Moody friction factor
0.01947
length
14.5 meter
Operation conditions
Pressure
Head loss (friction and
fittings)
Head
Suction
Discharge
1 bar
1.4 bar
3.36 m
10.12 m
12.86 m
26.85 m
Static head
10.23 m
Entry head
0.51 m
Elevation
6.5 m
Total head loss
13.99 m
Pump power
563.7 Watt
Pump efficiency
74%
NPSH available
12.5 m
NPSH required
0.82 m
Pipe material
Stainless steel
Designer
Huseynli Shahin
Heat exchanger design
It is an undeniable fact that heat exchangers play very important role in the chemical
industry. The main point here is that they prevent the squandering of energy that is
released while cooling
the
fluid.
A
heat
exchanger is a device
that
encounters
the
process of heat transfer
between two fluids that
are
at
Picture 4
different
temperatures. These devices are extensively utilized in wide range of engineering
applications such as refrigeration, power plants, food processing systems, and
automobile radiators.
In this stage of the process, a typical shell and tube heat exchanger is accommodated in
which cooling water enters the tubes as cold fluid while process water enters from shell
side as hot fluid. The main aim here is to cool down the process fluid from 370 K to 298
K.
Overall, the design process of a heat exchanger consists of several steps. These steps
have been displayed as follows:
1. The heat transfer rate is to be determined along with flowrates and temperature
values of the fluids.
2. Fluids physical properties at required temperatures are recorded down.
3. Type of heat exchanger that is going to be utilized is selected.
4. Assume the initial value of overall value of coefficient of heat transfer.
5. Find out LMTD (Logarithmic Mean Temperature Difference)
6. Find out the heat transfer area’s required value.
7. Calculate the number of tubes and shell diameter.
8. Determine drop in pressure for tube side
9. Drop in pressure for shell side
10. Determine the total value of coefficient of heat transfer.
11. Compare your obtained value with initial assumption. If the difference is significant,
start from beginning.
Step 1
Firstly, Q – duty have to be determined using the equation below:
𝑄 = 𝐶𝑝 ∗ 𝑛̇ ∗ ∆𝑇
Where Q is heat transfer rate, 𝑛̇ is molar flowrate, 𝐶𝑝 is molar heat capacity and ∆𝑇 is
temperature difference between inlet and outlet.
As the mole fraction of isopropanol in this stage is 0.001, we can assume that our stream
consists of 100% percent water. That’s why taking physical properties of water is
acceptable.
Hot stream
Inlet
Outlet
Temperature
97 °𝐶
25 °𝐶
Mass flowrate
10946.54 kg/hour
10946.54 kg/hour
Molar flowrate
606.725 kmol/hour
606.725 kmol/hour
Cold stream
Inlet
Outlet
Temperature
18 °𝐶
30 °𝐶
Table 30
In addition, constants for calculating specific heat capacity of water (KJ/kmol*K) at any
temperature are like that:
Water
A
B
C
72.433
0.010393
1.497E -06
Table 31
𝐶𝑃 ℎ𝑜𝑡 = 𝐴 + 𝐵 ∗ 𝑇 + 𝐶 ∗ 𝑇 2 = 76.07
𝐶𝑃 𝑐𝑜𝑙𝑑 = 75.5
𝐾𝑗
𝑘𝑚𝑜𝑙 ∗ 𝐾
𝐾𝑗
𝑘𝑚𝑜𝑙 ∗ 𝐾
(T is average temperature of streams in Kelvin)
Heat transfer rate for hot stream is calculated.
𝑄 = 76.07 ∗ (
606.725
) ∗ 72 = 923.087 𝐾𝑊
3600
𝐶𝑝 ℎ𝑜𝑡 ∗ 𝑛ℎ𝑜𝑡 ∗ ∆𝑇ℎ𝑜𝑡 = 𝐶𝑝 𝑐𝑜𝑙𝑑 ∗ 𝑛𝑐𝑜𝑙𝑑 ∗ ∆𝑇𝑐𝑜𝑙𝑑
𝑛𝑐𝑜𝑙𝑑 =
923.08
𝑘𝑚𝑜𝑙
𝑘𝑚𝑜𝑙
= 1.019
= 3667.89
75.5 ∗ 12
𝑠𝑒𝑐
ℎ𝑜𝑢𝑟
𝒎𝒂𝒔𝒔 𝒇𝒍𝒐𝒘𝒓𝒂𝒕𝒆 𝒐𝒇 𝒄𝒐𝒍𝒅 𝒔𝒕𝒓𝒆𝒂𝒎 = 𝟔𝟔𝟎𝟐𝟐. 𝟏
𝒌𝒈
= 𝟏𝟖. 𝟑𝟑𝟗𝒌𝒈/𝒔𝒆𝒄
𝒉𝒐𝒖𝒓
Step 2
Second step is to determine physical properties of fluids at average temperatures. The
values have been taken from Aspen HYSYS.
61°𝑪
24 °𝑪
Molar heat capacity
76.07 Kj/kmol*K
75.5 Kj/kmol*K
Mass heat capacity
4185 Kj/kg*K
4182 Kj/kg*K
Density
982 kg/m^3
997 kg/m^3
Thermal conductivity
0.65 W/m*C
0.607 W/m*C
Viscosity
0.466 mPa*s
0.9107 mPa*s
Table 32
Step 3
It is intuitively obvious that selecting the heat exchanger type is very essential stage of
the process. Heat exchangers are classified into different groups in terms of their working
principle, construction, and size. In this stage, typical heat exchanger of shell and tube
type will be utilized. The reason why this kind of exchangers are very frequently used in
the industry is that they have a lot of disadvantages in terms of cost and effectiveness.
Some of these advantages are listed below:
More cost effective when compared to other types of heat exchangers.
Able to withstand high values of temperature and pressure.
Easy to locate and fix the tubes where any leakage occurs.
For the sake of preventing spillage of one side’s fluid to the other one, it is possible
to “double wall” the tubes.
Step 4
Now, initial trial value for U – overall heat transfer coefficient has to be chosen.
Picture 5
In our heat exchanger cool water is used for decreasing the temperature of hot stream.
Hence, our process is water-water condition. (Typical Overall Heat transfer coefficients,
n.d.) In this case, what can be seen from the table above is that U value should be
between 800 and 1500 W/m2*C. My assumption is 900 W/m2*C.
Step 5
In this stage, Logarithmic Mean Temperature Difference LMTD has to be calculated. For
doing it correctly, firstly we need to determine the flow regime. According to different
studies and experiments, it has been concluded that counter flow pattern is more efficient
in shell and tube heat exchangers. Therefore, we will choose this regime. Now, the
temperature graph for the streams has to be plotted. (what is the difference between
parallel and counter flow, n.d.)
𝑇𝐿𝑀 =
∆𝑇1 − ∆𝑇2
∆𝑇
ln 1
∆𝑇2
𝑇𝐿𝑀 = 25.56 ℃
Graph 1
However, this temperature difference is not correct one. The point is that in shell and tube
heat exchangers there can be different regimes of flow in each part of the shell. So, there
is a need to modify the temperature difference value by including “correction factor” term.
Firstly, R and S values have to be determined for doing that.
𝑅=
𝑇1 − 𝑇2
𝑡2 − 𝑡1
𝑆=
𝑡2 − 𝑡1
𝑇1 − 𝑡1
Where T1 and T2 stands for hot stream temperatures while t1 and t2 represents cold
stream values.
R=6
S = 0.1519
Then, correction factor has to be determined using the suitable chart.
Graph 2
Ft – correction factor = 0.55
𝐿𝑀𝑇𝐷 (𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑒𝑑) = 0.55 ∗ 25.56 = 14.65 ℃
Step 6
Now, heat transfer area should be calculated:
𝐴=
𝑄
923087
=
= 70.026 𝑚2
𝑈 ∗ 𝐿𝑀𝑇𝐷
900 ∗ 14.65
Step 7
After that, the number of tubes inside the heat exchanger and diameter of shell have to
be calculated. Therefore, we have to choose sizes of tubes.
Outside diameter – 20 mm
Inside diameter – 16 mm
Wall thickness – 2 mm
Tube length – 4.2 mm
𝑂𝑢𝑡𝑠𝑖𝑑𝑒 𝑎𝑟𝑒𝑎 𝑜𝑓 𝑜𝑛𝑒 𝑡𝑢𝑏𝑒 = 𝜋 ∗ 𝑑𝑜𝑢𝑡 ∗ 𝑙 = 0.2639 𝑚2
𝑁𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑡𝑢𝑏𝑒𝑠 =
𝑇𝑜𝑡𝑎𝑙 𝑎𝑟𝑒𝑎
= 265
𝐴𝑟𝑒𝑎 𝑜𝑓 𝑜𝑛𝑒 𝑡𝑢𝑏𝑒
The next stage is to decide what type of pitch will be installed in the device. As we do
not deal with heavy liquid, triangular pitch with 4 tube passes can be chosen. (K1 and
n1 values, n.d.)
Picture 6
𝑁𝑡
𝐵𝑢𝑛𝑑𝑙𝑒 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 − 𝐷𝑏 = 𝑑𝑜𝑢𝑡 ( )
𝐾1
1⁄
𝑛1
= 493 𝑚𝑚
From the graph, clearance is determined:
Clearance = 59 mm
Graph 3
Shell diameter = Bundle diameter + Clearance = 493 +59 = 552 mm
Nearest pipe size is 558.8 mm. (Standard pipe sizes, n.d.)
Step 8
In this stage, pressure drop for tube side has to be calculated by following suitable steps.
Firstly, cross sectional are of 1 tube is determined:
𝐴𝑡𝑢𝑏𝑒 =
𝜋𝑑2
= 201.0619 𝑚𝑚2
4
𝑇𝑢𝑏𝑒𝑠 𝑝𝑒𝑟 𝑝𝑎𝑠𝑠 = 66
𝑇𝑜𝑡𝑎𝑙 𝑓𝑙𝑜𝑤 𝑎𝑟𝑒𝑎 = 66 ∗ 201.06 ∗ 10−6 = 0.0133 𝑚2
Then, mass, and linear velocity of water have to be defined. We need to know the density
of water at relevant temperature for doing that. From Table 13 it is seen the density is 997
kg/m2.
𝑊𝑎𝑡𝑒𝑟 𝑚𝑎𝑠𝑠 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦 =
𝑚𝑎𝑠𝑠 𝑓𝑙𝑜𝑤
18.34
𝑘𝑔
=
= 1374.955
𝑡𝑜𝑡𝑎𝑙 𝑓𝑙𝑜𝑤 𝑎𝑟𝑒𝑎
0.0133
𝑠 ∗ 𝑚2
𝑊𝑎𝑡𝑒𝑟 𝑙𝑖𝑛𝑒𝑎𝑟 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦 =
1374.955
𝑚
= 1.379
997
𝑠𝑒𝑐
After that, Reynolds number, Prandtl number, and water inside coefficient are defined.
The appropriate values for water at 24 degrees Celsius is taken from Table 13.
𝑅𝑒𝑦𝑛𝑜𝑙𝑑𝑠 𝑛𝑢𝑚𝑏𝑒𝑟 =
𝑢𝑑𝜌
= 24156 (𝑡𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡 𝑓𝑙𝑜𝑤)
𝜇
𝑃𝑟𝑎𝑛𝑑𝑡𝑙 𝑛𝑢𝑚𝑏𝑒𝑟 =
𝐶𝑝 ∗ 𝜇
= 6.27
𝑘𝑓
𝐿
4200
=
= 262.5
𝑑
16
Heat transfer factor is determined from the chart below:
Graph 4
Heat transfer factor = 0.0036
𝐼𝑛𝑠𝑖𝑑𝑒 𝑐𝑜𝑒𝑒𝑓𝑓𝑖𝑐𝑖𝑐𝑒𝑛𝑡 𝑓𝑜𝑟 𝑤𝑎𝑡𝑒𝑟 ℎ𝑖 =
4200 (1.35 + 0.02𝑡)𝑢0.8
𝑑𝑖 𝑜.2
𝑓𝑟𝑖𝑐𝑡𝑖𝑜𝑛 𝑓𝑎𝑐𝑡𝑜𝑟 𝑗𝑓 (𝑡𝑎𝑘𝑒𝑛 𝑓𝑟𝑜𝑚 𝐺𝑟𝑎𝑝ℎ 5) = 0.0037
= 5708.88
Graph 5
The last step is to calculate Pressure drop for tube side using the Equation below:
𝐿
𝜌𝑢2
997 ∗ 1.3792
∆𝑃𝑡 = 𝑁𝑝 [8𝑗𝑓 ( ) + 2.5] ∗
= 2 ∗ [8 ∗ 0.0037 ∗ 262.5 + 2.5] ∗
= 38.9 𝑘𝑃𝑎
𝑑
2
2
Step 9
In this stage, pressure drop for shell side is calculated.
𝐵𝑎𝑓𝑓𝑙𝑒 𝑠𝑝𝑎𝑐𝑖𝑛𝑔 (𝑙𝑏 ) = 0.2 ∗ 𝐷𝑆 = 0.2 ∗ 552 = 110.4
𝑇𝑢𝑏𝑒 𝑝𝑖𝑡𝑐ℎ (𝑃𝑡 ) = 1.25 ∗ 𝑑𝑜𝑢𝑡 = 25 𝑚𝑚
𝐶𝑟𝑜𝑠𝑠 𝑓𝑙𝑜𝑤 𝑎𝑟𝑒𝑎 (𝐴𝑠 ) =
(𝑝𝑡 − 𝑑𝑜𝑢𝑡 )
𝐷𝑠 𝑙𝑏 = 0.012 𝑚2
𝑝𝑡
𝑆ℎ𝑒𝑙𝑙 𝑒𝑞𝑢𝑖𝑣𝑎𝑙𝑒𝑛𝑡(ℎ𝑦𝑑𝑟𝑎𝑢𝑙𝑖𝑐) 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 𝑑𝑒 =
1.10
(𝑝𝑡 2 − 0.917 ∗ 𝑑𝑜𝑢𝑡 2 ) = 14.2 𝑚𝑚
𝑑𝑜𝑢𝑡
As it was mentioned before, the mean temperature for cold stream is 61℃. So, required
fluid properties for this temperature are being taken from Table 13.
10946
𝑚̇
𝑘𝑔
𝑀𝑎𝑠𝑠 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦 =
= 3600 = 249.26
𝐴𝑠
0.012
𝑠 ∗ 𝑚2
𝐿𝑖𝑛𝑒𝑎𝑟 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦 =
249.26
𝑚
= 0.25
982
𝑠𝑒𝑐
𝑅𝑒𝑦𝑛𝑜𝑙𝑑𝑠 𝑛𝑢𝑚𝑏𝑒𝑟 = 7596 (𝑡𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡 𝑓𝑙𝑜𝑤)
𝑃𝑟𝑎𝑛𝑑𝑡𝑙 𝑛𝑢𝑚𝑏𝑒𝑟 = 3.00
Graph 6
Heat transfer factor is defined from Graph 6 by taking baffle cuts as 25 percent
𝐻𝑒𝑎𝑡 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟 𝑓𝑎𝑐𝑡𝑜𝑟 (𝑗ℎ ) = 0.006
ℎ𝑒𝑎𝑡 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟 𝑐𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡 (ℎ𝑠 ) =
1
𝑘𝑓
𝑊
∗ 𝑗ℎ ∗ 𝑅𝑒 ∗ 𝑃𝑟 3 = 3008.77
𝑑𝑒
℃ ∗ 𝑚2
𝑀𝑒𝑎𝑛 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑒 𝑑𝑖𝑓𝑓𝑒𝑟𝑒𝑛𝑐𝑒 𝑎𝑐𝑟𝑜𝑠𝑠 𝑎𝑙 𝑟𝑒𝑠𝑖𝑠𝑡𝑎𝑛𝑐𝑒 = 61 − 24 = 37℃
𝑀𝑒𝑎𝑛 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑒 𝑑𝑖𝑓𝑓𝑒𝑟𝑒𝑛𝑐𝑒 𝑎𝑐𝑟𝑜𝑠𝑠 𝑤𝑎𝑡𝑒𝑟 𝑓𝑖𝑙𝑚 =
𝑈 ∗ ∆𝑇
900 ∗ 35
=
= 11 ℃
ℎ𝑠
3008.77
𝑀𝑒𝑎𝑛 𝑤𝑎𝑙𝑙 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑒 = 61 − 11 = 50 ℃
Again, friction factor is determined the aforementioned Graph 5.
𝑗𝑓 = 0.0057
Finally, Pressure drop for shell side (hot fluid) is calculated:
∆𝑃𝑠 = 8𝑗𝑓 (
𝐷𝑠
𝐿
𝜌𝑢2
= 2.133 𝑘𝑃𝑎
)( ) ∗
𝑑𝑒 𝐿𝑠
2
Step 10
In this stage, overall heat transfer coefficient for the heat exchanger is calculated.
𝑑
𝑑𝑜 ln 𝑜 𝑑
1
1
1
1
𝑑𝑜 1
𝑑𝑖
𝑜
=
+
+
+ ∗
+ ∗
𝑈𝑜
ℎ𝑜 ℎ𝑜𝑑
2𝐾𝑤
𝑑𝑖 ℎ𝑖𝑑 𝑑𝑖 ℎ𝑖
20
0.02 ln 16 20
1
1
1
1
20
1
=
+
+
+
∗
+
∗
𝑈𝑜
3008.77 3000
2 ∗ 45
16 5500 16 5708.88
𝑼𝒐 = 𝟖𝟔𝟎. 𝟗
𝑾
∗ ℃
𝒎𝟐
Step 11
The final stage is to compare the obtained U value with initial assumption.
𝑈𝑎𝑠𝑠𝑢𝑚𝑒𝑑 = 900
𝑈𝑜𝑏𝑡𝑎𝑖𝑛𝑒𝑑 = 860.9
𝑅𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝑒𝑟𝑟𝑜𝑟 =
𝑊
∗ ℃
𝑚2
𝑊
∗ ℃
𝑚2
900 − 860.9
∗ 100% = 4.3%
900
Heat exchanger data
Equipment No
HE-112
sheet
Function
Cooling product water
Duty specifications
Duty
923 KW
U
860.95 W/m2*C
Contact area
70.026 m2
LMTD
14.65 C
Fluid properties
Shell side
Tube side
Process fluid
Inlet
Outlet
Cooling water
Inlet
Outlet
Temperature
97 ℃
25 ℃
Temperature
18
30
Mass flow
10946.53 kg/hour
Mass flow
66022 kg/hour
Molar flow
606.725 kmol/hour
Molar flow
3667.8943 kmol/hour
Density
982 kg/m3
Density
997 kg/m3
Viscosity
0.466 mPa*s
Viscosity
0.9107 mPa*s
Thermal
conductivity
Specific heat
capacity
0.65 W/m*℃
4185 J/kg*K
Thermal
0.6071 W/m*℃
conductivity
Specific heat
4182 J/kg*K
capacity
Mechanical layout
Shell side
Tube side
Mean temperature
61 ℃
Mean temperature
24 ℃
Bundle diameter
493 mm
Outside diameter
20 mm
Shell diameter
552 mm
Wall thickness
2 mm
Shell size
558.8 mm
Inside diameter
16 mm
Equivalent
diameter
14.2 mm
One tube outside
area
0.2639 m2
Baffle spacing
110.4 mm
Number of tubes
265
Tube pitch
25 mm
Tube pass
4
Heat transfer
coefficient
Mean wall
temperature
Cross flow area
3008.77 W/℃ ∗m2
Tube cross sectional
area
201.06 mm2
50 ℃
Inside coefficient
5708.88 W/m2
0.0122 m2
Total flow area
0.0133 m2
Mass velocity
249.26 kg/s*m2
Mass velocity
1374.96 kg/s*m2
Linear velocity
0.2538 m/sec
Linear velocity
1.379 m/sec
Reynolds number
7596
Reynolds number
24156
Prandtl number
3.00
Prandtl number
6.27
Heat transfer factor
0.006
Heat transfer factor
0.0036
Friction factor
0.0057
Friction factor
0.0037
Pressure drop
2.133 kPa
Pressure drop
38.947 kPa
Construction
Material
Carbon steel
Designer
Huseynli Shahin
References
1. Cavitation. (n.d.). Retrieved from https://www.britannica.com/science/cavitation
2. Density
of
liquid
Water.
(n.d.).
Retrieved
ltd.co.uk/Expansion/Density_Of_Water_Tables.pdf
from
https://www.vip-
3. K1
and
n1
values.
(n.d.).
Retrieved
from
https://www.researchgate.net/figure/Values-of-K-1-and-n-1-coefficients-for-S-t125d-o_tbl1_282161662
4. Pipe
size
selection.
(n.d.).
Retrieved
https://chemicalprojects.net/2014/04/28/pipe-size-selection/
from
5. Process Indutries C. (2016). Edinburgh: Heriot-Watt University.
6. Pump sizes. (n.d.). Retrieved from https://www.steeltubesindia.net/schedule-40steel-pipe.html
7. Standard
pipe
sizes.
(n.d.).
Retrieved
from
https://sites.google.com/site/standardbasicengineering/home/standard-pipe-size
8. Typical Overall Heat transfer coefficients. (n.d.). Retrieved
http://www.engineeringpage.com/technology/thermal/transfer.html
from
9. Viscosity of water. (n.d.). Retrieved from https://wiki.anton-paar.com/en/water/
10. What is pump. (n.d.). Retrieved from https://mechanicalboost.com/what-is-apump-types-of-pumps-and-applications/
11. what is the difference between parallel and counter flow. (n.d.). Retrieved from
https://www.enerquip.com/whats-the-difference-between-parallel-flow-counterflow-and-crossflow-heatexchangers/#:~:text=%E2%80%9CThe%20counter%20flow%20pattern%20in,gr
eatest%20temperature%20change%20between%20fluids.
View publication stats