Maharaja Surajmal Institute
(Affiliated to GGSIPU, Delhi)
Course: Bachelor of Business Administration
Subject Module
On
PRODUCTION & OPERATIONS MANAGEMENT
BBA (G) Semester V
(Credit: 4)
Module Contributor(s):
/ Compiled by:
Dr. Shailza Dutt
Dr. Punam Ahlawat
Dr. Jagbir Ahlawat
July, 2021
CONTENTS
Unit
No.
I
Unit
Name
Introduction: Definition, Objectives, Scope
and functions of Production & Operations
1
Page
Number
5-13
Management,
II
Lesson1: Types of production systems,
Transformation process model, Systems
Perspectives of Operations management,
Relationship of Operational Management
with other functional areas.
15-22
Lesson2:
Production
Planning
and
Control: Objectives, Importance, Level and
procedures of Production Planning & Control,
Steps in Production Planning and Control.
23-29
Lesson3:
Production
Design
and
Development: Product Design, Factors
determining the Design of a Product,
Approaches to Product Design, Product
Development
Process,
and
Factors
influencing Product Development.
29-36
MCQs
37-41
Descriptive questions
42
Glossary/Key Words
42
References and Further Readings
42
Lesson4:
Plant
Location
and 44-53
Layout:Factor’s affection location, Criteria
of site selection.
Lesson5: Plant Location methods, Factor 53-62
Rating, Centre of Gravity Method, Analytic
Delphi Method,
Lesson6: Objectives of Plant Layout, Factors
affecting for plant layout, Types of Layouts – 62-82
Process, Product and Fixed Position Layouts,
Problems in Facility Layout
Lessson 7: Materials Management:
82-92
Objectives and Importance of Material
Management, Organisation of Material
Management, Factors responsible for
providing economy in Material Management,
Steps in purchasing procedure, Methods of
purchasing
2
MCQs
93-99
Descriptive questions
103
Glossary/Key Words
104
References and Further Readings
III
104
Lesson 8:Inventory Management & JIT: 105-117
Inventory management and analysis,
Inventory Control, Essentials of a good
Inventory Control System, Factors affecting
Inventory Control Policy, Models / Methods
of Inventory Control- EOQ, Re-order Level,
ABC analysis, VED analysis, SDE analysis,
HML analysis and FSN analysis. Just in
Time Implementation Requirements.
Lesson 8: Quality Management Systems 118-134
and TQM: TQM,Phases of Quality Control,
Specification of Quality, Quality at Source,
Zero Defects, Cost of Quality, Continuous
Improvement, Benchmarking, Poka–Yokes,
ISO (9000&14000 Series), and Six Sigma
(Introductory aspects only).
MCQs
134-138
Descriptive questions
138-139
Glossary/Key Words
139
References and Further Readings
IV
139
Lesson9:Plant Maintenance: Importance of
Maintenance
Management,
Types
of
MaintenanceBreakdown,
Preventive,
Predictive, Routine and Planned Maintenance.
140-144
Lesson10: Emerging Concepts and Issues
in Manufacturing Systems: IT in Modern
Production Management, Supply Chain
Management, CAD / CAM Systems, ERP in
Manufacturing Systems (Introductory aspects
only).
MCQs
144-152
3
153-156
Descriptive questions
156
Glossary/Key Words
156
References and Further Readings
156
Unit-1
Unit-1: Topics:
Introduction: Definition, Objectives, Scope and functions of Production & Operations
Management, Types of production systems, Transformation process model, Systems
Perspectives of Operations management, Relationship of Operational Management with other
functional areas.
Production Planning and Control: Objectives, Importance, Level and procedures of
Production Planning & Control, Steps in Production Planning and Control.
Production Design and Development: Product Design, Factors determining the Design of a
Product, Approaches to Product Design, Product Development Process, and Factors
influencing Product Development.
4
Business System
The business organization is classified into different subsystems based on the functions like
marketing, production/operation, finance and human resource etc.
Figure - Business System
Meaning of Production Management
Production management is a branch of management which is related to the production
function. Production may be referred to as the process concerned with the conversion inputs
(raw materials, machinery, information, manpower, and other factors of production) into
output (semi-finished and finished goods and services) with the help of certain processes
(planning, scheduling and controlling etc.) while management is the process of exploitation of
these factors of production in order to achieve the desired results. Thus, production
management is the management which by scientific planning and regulation sets into motion
the part of an enterprise to which it has been entrusted the task of actual transformation of
inputs into output. A few definitions of production management are being reproduced
hereunder to understand the meaning of the term clearly:
(i)
“Production management then becomes the process of effectively planning and
regulating the operations of that part of an enterprise which is responsible for actual
transformation of materials into finished products”.
The definition seems to be quite incomplete as it ignores the human factors involved in a
production process and lays stress only on the materialistic features.
Elwood S. Buffa has defined the term in a broader sense as:
(ii)
“Production management deals with decision making related to production process
so that the resulting goods or services are produced according to specifications in
amounts and by the schedules demanded, and at a minimum cost”.
Thus, production management is concerned with the decision making regarding the production
of goods and services at a minimum cost according to the demands of the customers through
the management process of planning, organizing and controlling. In order to attain these
objectives, effective planning and control of production activities is very essential. Otherwise,
the customers shall remain unsatisfied and ultimately certain-activities may have to be closed.
Production management, thus, is assigned with the following tasks –
5
(i)
(ii)
(iii)
Specifying and accumulating the input resources, i.e., management, men,
information, materials, machine and capital.
Designing and installing the assembly or conversion process to transform the
inputs into output, and
Coordinating and operating the production process so that the desired goods and
services may be produced efficiently and at a minimum cost.
What is operation management (OM)?
Operation Management is a way or means through which the listed objectives of an operating
system is achieved. There is always a confusion between the word OM & PM (Production
Management). It is accepted norm that OM includes techniques which are enabling the
achievement of operational objectives in an operation system.
The operation system includes both manufacturing sector as well as service sector, but when
you use the word PM, you should be careful to note that it refers to the manufacturing sector
but not the service sector. Suppose, you are designing a layout for the hospital you should say
that you are applying Operations Management Technique not the Production Management
Technique.
When you design a layout for a manufacturing sector you can say that you are applying
Production Technique or Operation Technique or vice versa.
From, the above discussion we can come to a conclusion that production management is a
subset of Operations Management.
Operations management is the conversion of inputs into outputs, using physical resources, so
as to provide the desired utility/utilities of form, place, possession or state or a combination
there-of to the customer while meeting the other organisational objectives of effectiveness,
efficiency and adaptability.
In operations management, the main task is to plan, organise, and control the input and to
produce desired output, which is represented in following diagram.
Figure - Work flow of conversion of input into output
Table - Various operating systems
6
Difference between Production and Operations Management
There are only two points for describing the difference between production and operations
management.
The term 'production management' is more frequently used for a system where tangible
goods are produced, whereas operations management is used for various inputs are
transformed into intangible services.
The second distinction relates to the evolution of the subject. Operations management
is the term used nowadays whereas the production management precedes operations
management in the historical growth of the subject.
Production Management v/s Operations Management:
A high-level comparison which distinct production and operations management can be done
on following characteristics:
Output: Production management deals with manufacturing of products like (computer,
car, etc) while operations management cover both products and services.
Usage of Output: Products like computer/car are utilized over a period of time whereas
services need to be consumed immediately
Classification of work: To produce products like computer/car more of capital
equipment and less labour are required while services require more labour and lesser
capital equipment.
Customer Contact: There is no participation of customer during production whereas for
services a constant contact with customer is required.
Production & Operations Management
Production & Operations Management is defined as the process which transforms the
inputs/resources of an organization into final goods (or services) through a set of defined,
controlled and repeatable policies.
7
Production/operations management is the process, which combines and transforms various
resources used in the production/operations subsystem of the organization into value added
product/services in a controlled manner as per the policies of the organization. Therefore, it is
that part of an organization, which is concerned with the transformation of a range of inputs
into the required (products/services) having the requisite quality level.
Figure -Transform
The set of interrelated management activities, which are involved in manufacturing certain
products, is called as production management. If the same concept is extended to services
management, then the corresponding set of management activities is called as operations
management.
Figure – Production / Operation System: -
8
Operation system is either manufacturing sector or service sector. The input requirements are
shown in figure (Production / Operation System)The transformation process, in which part of
the value addition takes place to get the required quantity of the product or services with the
targeted quality within the specified time period, is carried out in a most economical way.
Operation Management Plan coordinates and controls all the activities in the operation system
to achieve the stated objectives.
Thus (the activities listed in the diagram) the Operations Management activities, ensure the
objective of quantity, quality, delivery time and economical way of doing work. The
communication link between the various activities are shown in the figure (Production /
Operation System).
Each activity is dealt in detail in different sections of this material. This figure (Production /
Operation System)will be very much appreciated after getting a clear understanding of all the
activities.
Objectives of Production/Operations Management:
(i)
(ii)
(iii)
(iv)
(v)
(vi)
(vii)
(viii)
(ix)
(x)
(xi)
(xii)
Maximum utilisation of all kinds of resources needed.
Maximum customer satisfaction through quality, reliability, cost and delivery time.
Minimum scrap/rework resulting in better product quality.
Minimum possible inventory levels (i.e., optimum inventory levels).
Minimum cash outflow.
Maximum employee satisfaction.
Maximum possible production (i.e., outputs).
Higher operating efficiency.
Minimum production cycle time.
Maximum possible profit or return on investment.
Concern for protection of environment.
Maximum possible productivity.
NATURE OF PRODUCTION/OPERATIONS:
9
The nature of production or operations can be better understood by viewing the manufacturing
function as:(i)
Production/operations as a system,
(ii)
Production/operations as an organisational function,
(iii) Production/operations as a conversion or transformation process and
(iv)
Production/operations as a means of creating utility.
These four distinct views are discussed in the following section.
Production/Operations as a System
This view is also known as “systems concept of production”. A system is defined as the
collection of interrelated entities. The systems approach views any organisation or entity as an
arrangement of interrelated parts that interact in ways that can be specified and to some extent
predicted. Production is viewed as a system which converts a set of inputs into a set of desired
outputs.
A production system has the following elements or parts:
(i)
Inputs,
(ii)
Conversion process or transformation process,
(iii) Outputs
(iv)
Transportation subsystem,
(v)
Communication subsystem and
(vi)
Control or decision-making subsystem.
Production/Operations as a Conversion/Transformation Process
The conversion or transformation sub-system is the core of a production system because it
consists of processes or activities wherein workers, materials, machines and equipment are
used to convert inputs into outputs. The conversion process may include manufacturing
processes such as cutting, drilling, machining, welding, painting, etc., and other processes such
as packing, selling, etc. Any conversion process consists of several small activities referred to
as “operations” which are some steps in the overall process of producing a product or service
that leads to the final output.
Production/Operations as a Means of Creating Utility:
Production is defined as the process of adding to the value of outputs or the process of creating
utility in outputs. “Utility” is the power of satisfying human needs. During the process of
converting the raw materials into finished goods, various types of utilities are created while
adding value to the outputs. These
Types of utilities are:
Form utility:
This is created by changing the size, shape, form, weight, colour, smell of inputs in order to
make the outputs more useful to the customers. For example, iron ore is changed to steel, wood
is changed to furniture, etc.
Place utility:
This is created by changing the places of inputs or transporting the inputs from the source of
their availability to the place of their use to be converted into outputs. For example the iron ore
and coal are transported from the mines to the steel plant to be used in the conversion process.
10
Time utility:
This is created by storage or preservation of raw materials or finished goods which are in
abundance sometime, so that the same can be used at a later time when they become scarce due
to higher demand exceeding the quantity available.
Possession utility:
This is created by transferring the possession or ownership of an item from one person to
another person. For example, when a firm purchases materials from a supplier, the possession
utility of the materials will increase when they are delivered to the buying firm.
Service utility:
Which is the utility created by rendering some service to the customer. For example, a doctor
or a lawyer or an engineer creates service utility to a client/customer by rendering service
directly to the client/customer.
Knowledge utility:
This is created by imparting knowledge to a person. For example, a sales presentation or an
advertisement about some product communicates some information about the product to the
customer, thereby imparting knowledge.
SCOPE AND FUNCTIONS OF PRODUCTION AND OPERATION
MANAGEMENT
Production and operations management concern with the conversion of inputs into outputs,
using physical resources, so as to provide the desired utilities to the customer while meeting
the other organizational objectives of effectiveness, efficiency and adaptability. It distinguishes
itself from other functions such as personnel, marketing, finance, etc., by its primary concern
for ‘conversion by using physical resources.’
Following are the activities which are listed under production and operations management
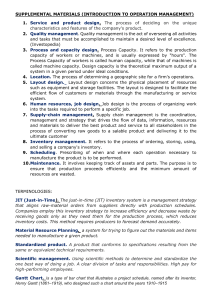
functions: 1.
2.
3.
4.
5.
6.
7.
8.
Location of facilities
Plant layouts and material handling
Product design
Process design
Production and planning control
Quality control
Materials management
Maintenance management.
1.
Location of facilities:
Location of facilities for operations is a long-term capacity decision which involves a
long-term commitment about the geographically static factors that affect a business
organization. It is an important strategic level decision-making for an organization. It
deals with the questions such as ‘where our main operations should be based?’
Plant layout refers to the physical arrangement of facilities. It is the configuration of
departments, work centers and equipment in the conversion process. The overall
objective of the plant layout is to design a physical arrangement that meets the required
output quality and quantity most economically.
11
2.
Plant layouts and material handling:
According to James Moore, “Plant layout is a plan of an optimum arrangement of
facilities including personnel, operating equipment, storage space, material handling
equipment’s and all other supporting services along with the design of best structure to
contain all these facilities”.
‘Material Handling’ refers to the ‘moving of materials from the store room to the
machine and from one machine to the next during the process of manufacture’. It is also
defined as the ‘art and science of moving, packing and storing of products in any form’.
It is a specialized activity for a modern manufacturing concern, with 50 to 75% of the
cost of production.
3.
Product design:
Product design deals with conversion of ideas into reality. Every business organization
have to design, develop and introduce new products as a survival and growth strategy.
Developing the new products and launching them in the market is the biggest challenge
faced by the organizations.
4.
Process design:
Process design is a macroscopic decision-making of an overall process route for
converting the raw material into finished goods. These decisions encompass the
selection of a process, choice of technology, process flow analysis and layout of the
facilities.
5.
Production planning and control:
Production planning and control can be defined as the process of planning the
production in advance, setting the exact route of each item, fixing the starting and
finishing dates for each item, to give production orders to shops and to follow up the
progress of products according to orders. Planning is deciding in advance what to do,
how to do it, when to do it and who is to do it. Planning bridges the gap from where we
are, to where we want to go. Routing may be defined as the selection of path which
each part of the product will follow, which being transformed from raw material to
finished products. Scheduling determines the programmer for the operations.
Scheduling may be defined as ‘the fixation of time and date for each operation’ as well
as it determines the sequence of operations to be followed.
Dispatching is concerned with the starting the processes. It gives necessary authority so
as to start a particular work, which has already been planned under ‘Routing’ and
‘Scheduling’.
6.
Quality Control:
Quality Control (QC) may be defined as ‘a system that is used to maintain a desired
level of quality in a product or service’. It is a systematic control of various factors that
affect the quality of the product. Quality control aims at prevention of defects at the
source, relies on effective feedback system and corrective action procedure. Quality
control can also be defined as ‘that industrial management technique by means of
which product of uniform acceptable quality is manufactured’. It is the entire collection
12
of activities which ensures that the operation will produce the optimum quality
products at minimum cost.
The main objectives of quality control are: To improve the companies’ income by
making the production more acceptable to the customers i.e., by providing long life,
greater usefulness, maintainability, etc. To reduce companies cost through reduction of
losses due to defects. To achieve interchange ability of manufacture in large scale
production. To produce optimal quality at reduced price. To ensure satisfaction of
customers with productions or services or high-quality level, to build customer
goodwill, confidence and reputation of manufacturer. To make inspection prompt to
ensure quality control. To check the variation during manufacturing.
7.
Materials management:
Materials management is that aspect of management function which is primarily
concerned with the acquisition, control and use of materials needed and flow of
goods and services connected with the production process having some
predetermined objectives in view.
The main OBJECTIVES of materials management are:
To minimize material cost.
To purchase, receive, transport and store materials efficiently and to reduce the
related cost.
To cut down costs through simplification, standardization, value analysis, import
substitution, etc.
To trace new sources of supply and to develop cordial relations with them in order
to ensure continuous supply at reasonable rates.
To reduce investment tied in the inventories for use in other productive purposes
and to develop high inventory turnover ratios.
THE SCOPE OF OPERATIONS MANAGEMENT
Operations management has been gaining increased recognition in recent years because
of the following reasons:
(i)
The application of operations management concepts in service operations.
(ii)
The growing importance of quality.
(iii) The introduction of operation management concepts to other areas such as
marketing and human resources and
(iv)
The realization that the operations management function can add value to
the end product.
TYPES OF PRODUCTION SYSTEMS
Production:
Production is a method employed for making or providing essential goods and services
for consumers. It is a process that puts intangible inputs like ideas, creativity, research,
knowledge, wisdom, etc. in use or action. It is a way that transforms (convert) tangible
inputs like raw-materials, semi-finished goods and unassembled goods into finished
goods or commodities.
13
System:
System is an arrangement or assembly of inter-dependent processes (activities) that are based
on some logic and function. It operates as a whole and is designed (build) with an intension to
achieve (fulfil) some objective or do some work. Huge systems are often a collection
(assembly) of smaller sub-systems.
Production system consists of three main components viz., Inputs, Conversion Process and
Output.
Inputs include raw: Materials, machines, man-hours, components or parts, drawing,
instructions and other paper works.
Conversion process includes operations (actual production process). Operations may
be either manual or mechanical or chemical. Operations convert inputs into output.
Conversion process also includes supporting activities, which help the process of
conversion. The supporting activities include; production planning and control, purchase
of raw-materials, receipt, storage and issue of materials, inspection of parts and work-inprogress, testing of products, quality control, warehousing of finished products, etc.
Output includes finished products, finished goods (parts), and services.
The three components of a production system are depicted in this diagram.
Hence, we can say that, production system is a union or combination of its three main
components viz., Inputs, Conversion Process, and Output. In short, everything which is done to
produce goods and services or to achieve the production objective is called production system.
Examples:
The examples of a production system are as follows:
Tangible goods: Consider an example of a manufacturing industry like a Sugar Industry.
Here, sugarcane is first used as an input, then the juice of sugarcane is processed through a
conversion process, finally to get an output known as a refined sugar (used for mass
consumption).
Intangible goods: Consider an example from a service industry that of a softwaredevelopment firm or company. Here, initially, written program codes are used as an inputs.
These codes are then integrated in some database and are provided with a user-friendly
interface through a conversion process. Finally, an output is made available in form of an
executable application program.
14
Types of Production System:
There are mainly two main production systems:
(A) Continuous Production System
Mass Production System
Process Production System
Assembly Line Production
(B) Intermittent Production System
Job Production
Batch Production
(A) Continuous Production System
This is the first or primary type of production system and it means it involves a continuous or
almost continuous physical flow of material. It makes use of special purpose machines and
produces standardized items in large quantities.
According to Buffa,“Continuous flow production situations are those where the facilities are
standardized as to routings and flow since inputs are standardized. Therefore, a standard set of
processes and sequences of the process can adopt.”
Such processes are adopted by the concern which produces goods or services continuously by
putting them through a series of successive connected operations in anticipation of customer
demand and rather than in response to customers or orders.
Examples are: Examples of an industry using such technology are:
Petroleum Industry
Chemicals Industry
Steel and Sugar Industry
Classification of Continuous Production System:
(i) Mass Production System
This system of production is used by concerns where manufacturing is carried on continuously
in anticipation of demand through the demand of the product may not be uniform through the
year.
Standardization is the keynote of mass production. This system may also be called ‘Flow
Production System’.
(ii) Process Production System
This system is an extended form of mass production where production is carried on
continuously through a uniform predetermined sequence of operations.
15
Generally, under this system finished product of one process is used in the next process as a
raw material until the last process.
Large industries like petroleum refining, heavy chemical industries generally use this system
of production.
Under this system, generally, one principal raw material is transformed into several products at
different stages of operations.
For Example- Crude oil is processed into kerosene, gasoline, and other products.
(iii) Assembly Lines:
Assembly line a type of flow production which is developed in the automobile industry. A
manufacturing unit prefers to develop and employ an assembly line because it helps to improve
the efficiency of production. In an assembly line, each machine must directly receive material
from the previous machine and pass it directly to the next machine.
B. Intermittent Production System
Intermittent Production System situations are those where the facilities must be flexible
enough to handle a wide variety of products and sizes or where the basic nature of activity
imposes changes of important characteristics the input.
Under this system of manufacturing production is done in lots rather than on a continuous flow
of basis. It is done more often on the basis of customer orders. The finished product is
heterogeneous but within a range of standardized options assembled by the producers.
This type of production system is based on the nature of the proper management system.
Examples of such industries are:
Auto-Mobile Industry
Electrical Goods
Manufacturing plants Printing press etc.
Classification of Intermittent Production System
Intermittent Production System may be divided into two types:
(i) Job Production
In this system, goods are produced according to the orders of the customers. Continuous
demand for such items is not assured and therefore production is done only when the orders for
the manufacturing of items are produced from the customers.
(ii) Batch Production
Under this system, the manufacturing is done in batches or groups or lots either on the basis of
customer’s order or with a hope of a continuous demand of the product. Under this system,
16
medium scale production is warranted. The best example of this type of production system is
the chemical industry where different medicines are produced in batches.
TRANSFORMATION PROCESS MODEL
A transformation process is any activity or group of activities that takes one or more inputs,
transforms and adds value to them, and provides outputs for customers or clients. Where the
inputs are raw materials, it is relatively easy to identify the transformation involved, as when
milk is transformed into cheese and butter. Where the inputs are information or people, the
nature of the transformation may be less obvious.
For example, a hospital transforms ill patients (the input) into healthy patients (the output).
Transformation processes include:
Changes in the physical characteristics of materials or customers
Changes in the location of materials, information or customers
Changes in the ownership of materials or information
Storage or accommodation of materials, information or customers
Changes in the purpose or form of information
Changes in the physiological or psychological state of customers.
Often all three types of input – materials, information and customers – are transformed by the
same organisation. For example, withdrawing money from a bank account involves
information about the customer’s account, materials such as cheques and currency, and the
customer. Treating a patient in hospital involves not only the ‘customer’s’ state of health, but
also any materials used in treatment and information about the patient.One useful way of
categorising different types of transformation is into:
Manufacture: the physical creation of products (for example cars)
Transport: the movement of materials or customers (for example a taxi service)
Supply: change in ownership of goods (for example in retailing)
Service: the treatment of customers or the storage of materials (for example hospital
wards, warehouses).
17
Several different transformations are usually required to produce a good or service. The
overall transformation can be described as the macro operation, and the more detailed
transformations within this macro operation as micro operations.
For example, the macro operation in a brewery is making beer (Figure).
The micro operations include:
Milling the malted barley into grist
Mixing the grist with hot water to form wort
Cooling the wort and transferring it to the fermentation vessel
Adding yeast to the wort and fermenting the liquid into beer
Filtering the beer to remove the spent yeast
Decanting the beer into casks or bottles.
Type of inputs:
1. Materials
2. Information (e.g. Consultancy firms and accountancy firms)
3. Customers (e.g. Hairdressing, Hospitals)
Transformation process is any activity or group of activities that takes one or more inputs,
transform and adds value to them and provides output for customers.
Transformation process includes:
1.
2.
3.
4.
5.
6.
Changes in the physical characteristics of materials or customers
Changes in the location of materials, information or customers
Changes in the ownership of materials or information
Storage or accommodation of materials, information or customers
Changes in the purpose or form of information
Changes in the physiological or psychological state of customers.
18
Figure - Example of typical transformation process
Type of transformation:
1.
2.
3.
4.
Manufacture: The physical creation of products (for example cars)
Transport: The movement of materials or customers (for example a taxi service)
Supply: Change in ownership of goods (for example in retailing)
Service: The treatment of customers or the storage of materials (for example hospital
wards, warehouses).
Nature of outputs:
1.
2.
3.
4.
5.
6.
Tangibility
Transportability
Storability (can be stored)
Customer contact
Simultaneity
Quality
SYSTEMS
PERSPECTIVES
MANAGEMENT
OF
OPERATIONS
Systems Perspectives of Operations management: A System is a group of interrelated items
in which no item studied in isolation will act in the same way as it would in the system. A
system is divided into a series of parts or subsystems, and any system is a part of a larger
system. The system’s boundary defines what is inside the system and what is outside. A
system’s environment is everything outside the system boundary that may have an impact on
the behaviour of the system. A system’s inputs are the physical objects of information that
enter it from the environment and its outputs are the same which leave it for the environment.
19
Systems view of operations management states that activities in an operations system can be
classified as inputs, transformation process and output. Inputs are classified into three
general categories-external, market and primary resources.
Transformation resources are the elements that act on, or carry out, the transformation process
on other elements. These include such elements as labour, equipment/plant and energy. The
nature and mix of these resources will differ between operations. The transformed resources
are the elements which give the operations system its purpose and goal. The operations system
is concerned with converting the transformed resources from inputs into outputs in the form of
goods and services. There are three main types of transformed resource of materials which can
be transformed either physically (e.g. manufacturing), by location (e.g. transportation), by
ownership (e.g. retail) or by storage (e.g. Warehousing).
These sub systems are present in all the 4 major sections. They are centrally controlled by the
Plant Management Office (PMO).The PMO controls the central decision making and is
responsible for running all the departments in sync. The PMO ensures that the decisions made
by the departments do not contradict and a healthy harmony is maintained so that all of them
work together as a part of a system.
Thus, we see how systems view in operations can be put to a practical use. The idea behind
systems model is that the operations function can concentrate solely on transforming input of
raw material into goods and services without considering the external environment. The
systems view gives a very simplified view of the company and thus helps us in understanding
the basic processes in a company. We can see what are the major areas of attention in
20
acompany and helps us in understanding the hierarchy and layout of an organization. However,
the disadvantages of this model include the slowness of response to change in environment as
they are transmitted through various connected functions and the inability of operations to
develop in response of the needs of the customers. Systems view gives us an oversimplified
view. In real life the processes are much more complex and cannot be differentiated so easily.
RELATIONSHIP OF OPERATIONAL MANAGEMENT WITH OTHER
FUNCTIONAL AREAS
Operations managers are integral to organizational strategy in many companies and
organizations. This provides some indication of their overall importance for the development
of the organizations for which they are employed.
Planning
Operations management professionals are responsible for collaborating with other managers
and executives to determine how operational planning can contribute to the long-term strategy
of the organization. They provide the functional component of the strategic operations of the
company by planning the activities that contribute to the overall goals of the organization. This
planning can include determining goals and policies for logistics management, budget
management and support services management. In short, the operations manager ensures that
all departments on the same page about the direction the company is heading.
Direction
To ensure that planning is carried out, operations management professionals are also
responsible for providing direction to various managers under their watch. Operations
managers ensure that all departments are completing their necessary function within the
organization by meeting productivity goals and budgetary guidelines. The operations manager
may need to make corrections or modifications when goals are not being met or carried out in
a manner consistent with company policy.
Coordination
Operations managers also help in the achievement of organizational strategy goals by
coordinating the activities between various departments within their companies. They improve
efficiency and focus by facilitating and improving relations between departments, especially
those that often operate independently of one another. They play the same role that an
orchestra conductor plays in the field of music, coordinating and directing the activities of each
section of musicians (departments) as it completes its part in the production.
Resources
The operations manager is also integral to the continued strategy and vision of a company in
his role as a resource manager. Operational managers must be able to assess the resources of
the organization, whether they be monetary or otherwise, and ensure that the resources are
used as efficiently as possible. An effective operations manager can assess whether or not
resources are being used wisely and increase profitability as a result of his assessment.
21
Profitability contributes to long-term company goals and strategies by providing additional
resources for planning strategy.
Production and other functional areas
An organization is considered as a system having several sub-systems. Marketing sub-system
has to make available the products to the consumers for their consumption. It receives sales
orders, which are communicated to the production sub-system. Production utilizes raw
materials, which are processed on plant and machinery to turn out a value-added finished
product. In other words, an organization utilizes the available facilities to satisfy the market.
While manufacturing products, the production function organizes its resources in accordance
with the production plan. The finance function makes available finance necessary to carry out
their functions to all other departments. Personnel function is a support function which plans
and provides manpower to all other sub-systems. It formulates suitable personnel policies.
All business sub-systems are inter-linked and inter-dependent. Marketing may fail, if the
production does not fulfill the expectations of customers by providing suitably manufactured
products.
Production may fail in the absence of the working capital necessary to buy raw material for
turning out the product. If skilled manpower is not available all other plans will come to a
naught. The co-ordination amongst the various sub-systems is necessary for effective
functioning of any organization.
Interface of Production and other Functions
Accountants have to understand the basic inventory management and capacity
utilization.
Management Accountants must know process costing and variance analysis.
Financial Managers take capital budgeting decision, based on production requirements.
Cash flow statements and current asset management has to be examined in the light of
production decisions. Make-or-buy or plant expansion has financial implications.
1. Marketing Managers have to understand production schedules to meet their delivery
requirements. They should understand ho-w products can be customized. Production has
a great role to play in new product development. In service industries, marketing and
operation overlap each other.
2. Personnel department is interested in understanding job analysis, job descriptions, job
specifications and job evaluation. They develop compensation plans and incentive
system, keeping production requirements in mind.
3. MIS has to install suitable control systems for production control which takes inputs
from marketing information system and provides output to purchasing information
system.
4. Entrepreneurs owe their success to successful production planning supported by working
capital management and inventory management.
22
Production Planning and Control
Meaning:
Production planning and control is an important task of Production Manager. It has to see that
production process is properly decided in advance and it is carried out as per the plan.
Production is related to the conversion of raw materials into finished goods. This conversion
process involves a number of steps such as deciding what to produce, how to produce, when to
produce, etc. These decisions are a part, of production planning. Merely deciding about the
task is not sufficient.
The whole process should be carried out in a best possible way and at the lowest cost.
Production Manager will have to see that the things proceed as per the plans. This is a control
function and has to be carried as meticulously as planning. Both planning and control of
production are necessary to produce better quality goods at reasonable prices and in a most
systematic manner.
Production planning is the function of looking ahead, anticipating difficulties to be faced and
the likely remedial steps to remove them. It may be said to be a technique of forecasting ahead
every step in the long process of production, taking them at a right time and in the right degree
and trying to complete the operations at maximum efficiency.
Production control, on the other hand, guides and directs flow of production so that products
are manufactured in a best way and conform to a planned schedule and are of the right quality.
Control facilitates the task of manufacturing and see that everything goes as per the plans.
According to Goldon B. Carson:
“Production planning and control involves generally the organization and planning of the
manufacturing process. Specifically, it consists of the planning of the routing, scheduling,
dispatching and inspection, co-ordination and the control of materials, methods, machines,
tooling and operating times. The ultimate objective is the organization of the supply and
movement of materials and labour, machine utilization and related activities, in order to bring
about the desired manufacturing results in terms of quantity, time and place.”
According toCharles A. Koepke:
“Production planning and control is the coordination of a series of functions according to a
plan which will economically utilize the plant facilities and regulate the orderly movement of
goods through the entire manufacturing cycle, from the procurement of all materials to the
shipping of finished goods at a predetermined rate.”
The Objectives of Production Planning and Control:
Following are the objectives of production planning and control functions:
1. Systematic planning of production activities to achieve the highest efficiency in
production of goods/services.
2. To organize the production facilities like machines, men, etc., to achieve stated
production objectives with respect to quantity and quality time and cost.
3. Optimum scheduling of resources.
23
4. Coordinate with other departments relating to production to achieve regular balanced and
uninterrupted production flow.
5. To conform to delivery commitments.
6. Materials planning and control.
7. To be able to make adjustments due to changes in demand and rush orders.
The importance of production planning and control are summarized below:
Better Service to Customers: Production planning and control, through proper
scheduling and expediting of work, helps in providing better services to customers is terms
of better quality of goods at reasonable prices as per promised delivery dates. Delivery in
time and proper quality, both help in winning the confidence of customers, improving
relations with customers and promoting profitable repeat orders.
Fewer Rush Orders: In an organization, where there is effective system of production
planning and control, production, operations move smoothly as per original planning and
matching with the promised delivery dates. Consequently, there will be fewer rush orders
in the plant and less overtime than, in the same industry, without adequate production
planning and control.
Better Control of Inventory: A sound system of production planning and control helps
in maintaining inventory at proper levels and, thereby, minimizing investment in
inventory. It requires lower inventory of work-in-progress and less finished stock to give
efficient service to customers. It also helps in exercising better control over raw-material
inventory, which contributes to more effective purchasing.
More Effective Use of Equipment: An efficient system of production planning and
control makes for the most effective use of equipment. It provides information to the
management on regular basis pertaining to the present position of all orders in process,
equipment and personnel requirements for next few weeks. The workers can be
communicated well in advance if any retrenchment, lay-offs, transfer, etc. is likely to
come about. Also, unnecessary purchases of equipment and materials can be avoided.
Thus, it is possible to ensure proper utilization of equipment and other resources.
Reduced Idle Time: Production planning and control helps in reducing idle time i.e.
loss of time by workers waiting for materials and other facilities; because ensures that
materials and other facilities are available to the workers in time as per the production
schedule. Consequently, less man-hours are lost, which has a positive impact on the cost
of production.
Improved Plant Morale: An effective system of production planning and control coordinates the activities of all the departments involved in the production activity. It
ensures even flow of work and avoids rush orders. It maintains healthy working conditions
in the plant thus, there is improve plant morale as a by-product.
Good public image: A proper system of production planning and control is helpful in
keeping systematized operations in an organization. Such an organization is in a position
to meet its orders in time to the satisfaction of its customers. Customer’s satisfaction leads
24
to increased sales, increased profits, industrial harmony and ultimately good public image
of the enterprise.
Lower capital requirements: Under a sound system of production planning and control,
everything relating to production is planned well in advance of operations. Where, when
and what is required in the form of input is known before the actual production process
starts. Inputs are made available as per schedule which ensures even flow of production
without any bottlenecks. Facilities are used more effectively and inventory levels are kept
as per schedule neither more nor less. Thus, production planning and control helps, in
minimizing capital investment in equipment and inventories.
Stages of Production Planning & Control
Production Planning & Control is done in three stages namely,
1. Pre-planning
2. Planning
3. Control.
Stage 1: Pre-Planning
Under this phase of production planning, basic ground work on the product design, layout
design and work flow are prepared. The operations relating to the availability scope and
capacity of men, money materials, machines, time are estimated.
Stage 2: Planning
This is a phase where a complete analysis on routing, estimating and scheduling is done. It also
tries to find out the areas of concern for short time and long time so that prominent planning
can be prepared.
Stage 3: Control
Under this phase, the functions included are dispatching, follow up, inspection and evaluation.
It tries to analyze the expedition of work in progress. This is one of the important phases of the
Production Planning and Control.
Levels and Procedures of Production Planning and Control
Production planning occurs at several levels in the organization and covers different time
horizons.
Planning can be classified as strategic planning, tactical planning and operational planning
according to the hierarchical levels in which it is done in the organization. Another
classification based on time span of planning is long range, intermediate range and short-range
planning.
Strategic planning:
Strategic planning is a process of thinking through the organizations current mission and
environment and then setting forth a guide for future decisions and results.
Example: Technology forecasting and choice of appropriate technology for the long-range
time horizon.
25
Strategic plans are usually long-range plans done at the top management level. For example,
the vice-president-operations, together with the top executives of the firm develop long range
capacity and facility plans.
The long-range plans focus on product lines, divisions, factories, markets and other business
units, span several years and reflect the operations strategy of the business. Long range plans
focus on the utilization of production facilities in the long run to achieve business objectives.
They involve commitment in terms of capital investment, manufacturing process technology,
product life and the like. The factors to be taken into consideration in long range planning are
investment capacity of the firm, product life cycle, technology level, market requirement and
the like. These plans set in motion activities required to develop facilities and equipment,
production processes and major sub-contractors. Long range plans become constraints on how
many products can be produced in the intermediate and short-range plans.
Objectives laid down by long range planning are:
1.
2.
3.
4.
Production levels (Number of units produced).
Operating capacities.
Inventory policies.
Levels of manufacturing costs.
Tactical Planning
Tactical Planning is done over an intermediate term or medium range time horizon by
the middle level management (Operations at departmental level). These plans focus on
aggregate products rather than individual specific products. These aggregate plans have
a time span of 6 to 18 months. They specify the employment plan; machinery and
utility plans, the sub-contractor and materials supply plans and facility modification/
expansion plans.
Operational Planning
Operational planning is done over a short-range time span developed by the junior level
management. It is concerned with the utilization of existing facilities rather than the
creation of new facilities. It involves proper utilization of key resources such as raw
materials, machine capacity, energy etc.
Short term planning takes into account, current customer orders, priorities, material
availability, absenteeism rate, cash flows, etc., and it is designed to respond quickly to
changes in production levels and market conditions.
Short range planning establishes short range schedules which specify the quantity of
specific products to be produced in each week of the planning horizon which varies
from a week to a few months.
Example of a short-range plan is master-production schedule, together with materials
requirement planning and capacity requirement planning.
Short range production scheduling and shop floor planning involve the day to day
Issues and decisions related to operations planning.
26
Procedures of Production Planning and Control
The process of PPC follows a pre designed formulation. The purpose is to ensure that the
plans are implemented properly. These plans are for a specified time period keeping in mind
the stipulated costs and agreed policies. The costs include the capital cost of the facility, assets
and labour.
The steps or the procedure followed in PPC are as under:
Demand predictions: The production planning process begins with estimating or forecasting
the demand among the consumers for the product or the service which is being offered.
Preparation of production budget: to compute the total cost of production.
Design the facility layout
Prescribe the types of machines and equipments to be used
Appropriation of production requirements: At the planning stage itself the
appropriation of raw materials, men and machinery required is done. Specifics
regarding their quality and quantity are decided.
Schedule: The schedule of production is drawn. Date by which a particular operation or
production step should be completed is stipulated and reasonable allowances are made for any
possible delays or errors.
The shortage or excess of the end product is ascertained I relation to efficiency of
labour and equipment. According to the fluctuation in the demand for the product,
necessary adjustments are made in capacity of machines and the number of labours.
Plans are drawn in case of a sudden surge in demand as in seasonal advantages of
certain products. Cost of surplus inventory and stocks are taken account of.
Rate of production: The rate and scale of production is set up. It is broken into realistic time
periods and schedules. The stipulated or specified job needs to be finished by a particular date
to start the next step.
Steps in Production Planning and Control
Production planning and control is a predetermined process that plans, manages and controls
the allocation of human resource, raw material, and machinery to achieve maximum
efficiency.
Production planning is a sequence of steps that empower manufacturers to work smarter and
optimize their production process in the best possible manner. This helps manufacturers work
smarter by efficiently managing internal resources to meet customer demand.
Production planning is a strategy to plan a chain of operations that supports manufacturers to
be at the right place, at the right time so that they can achieve the maximum efficiency from
their resources.
27
As per the British Standards Institute, there are following stages or essential elements in the
process of production planning and control. These are as follows:
1. Routing
Routing determines the path from which the raw materials flow within the factory. Once, the
sequence is followed, raw materials are transformed into finished goods.
Setting up time for every step is important to measure the overall duration of the production
process. Simply saying, routing in manufacturing states the sequence of work and operations.
Routing throws light on the quantity and quality of materials to be used, resources involved
(men, machine, and material), the series of operations and place of production.
Routing manages “How”, “What”, “How much”, & “Where” to produce in a manufacturing
company. It systematizes the process and nurtures optimum utilization of resources to get the
best results.
2. Scheduling
Scheduling is the second step that emphasizes on “When” the operation will be completed. It
aims to make the most of the time given for completion of the operation.
As per Kimball and Kimball, scheduling is defined as –
“The determination of the time that should be required to perform the entire series as routed,
making allowance for all factors concerned.”
Organizations use different types of schedules to manage the time element. These
include Master Schedule, Operation Schedule, Daily Schedule and more.
3.
Loading
This is when the execution of the scheduling and the routing occurs. The load at each of the
routing points and the start-end of an operation or activity are checked for resources support
and help. It’s during this step that the assignment of individual work / workload will take
place. It is also when efficiency will be put to the test.
4.
Dispatching
The third step ensures that operations are done successfully and everything is loaded on the
software. Dispatching includes the release of orders, in accordance with the scheduled charts.
Here are the points that encapsulate “Dispatching”
Issue of materials or fixtures that are important for the production
Issue of orders or drawings for initiating the work
Maintain the records from start to end
Initiate the control procedure
Cascade the work from one process to another
28
5.
Follow-up
Also known as expediting, follow-up is the final step that finds faults or defects, bottlenecks
and loopholes in the entire production process. In this step, the team measures the actual
performance from start till the end and then compares it with the expected one.
Expediters or stock chasers are responsible for performing follow-up process. It is quite
obvious that any of the processes may undergo break-downs or machine failure. Follow-up
promotes smooth production by eliminating these defects.
6.
Inspection
Inspection bouts and audits should be conducted to ensure everything under the production’s
scanner adhered to the proper quality standards.
7.
Correction
Once the steps above are done, the results will be seen, and you can take action to correct any
issues. This is crucial to make the process more efficient in the future.
Product design and development
Need of new product development:
The economic success of manufacturing firms depends on their ability to identify the customer
needs of customers and quickly create the products to meet the needs that can be produced at
low cost. A product is anything that can be offered to a market for attention, acquisition, use,
or consumption that must satisfy a want or need.
Classification of product
Durable products; Non-durable products and services:
Non-durable products: These are tangible products that normally consumed quicklyin
one or few uses. For example: soap, salt, food items.
Durable products: These products are used over extended period of time and
normally survive many uses. For example: automobile, vacuum cleaner, refrigerator, machine
tools.
Services: These are intangible by which the benefits or satisfaction are offered for
sale.
Industrial products: These products are manufactured, assembled and are primarily to be sold
for producing other products. For example: raw material, parts (components), sub-assemblies,
installations, tools (hand or power operated), and MRO (maintenance, repairs, and operating)
supplies.
In the current scenario of globalization and strong competitive environment, it has
become imperative for the companies to offer wide variety of products in order to satisfy wide
spectrum of customer demands. Product design influences a firm’s competitive priorities and
29
needs to be considered during the strategic planning process. Product design can be defined as
a strategic activity that takes a concept for a product and creates specifications that allow
production of the product, possibly in prototype form [2], Product design is increasinglyimportant in today’s competition as it has significant impact on the performance of the firm
[3]. Profits can be maximized by lowering production costs through careful product design. A
well-designed product will enable the firm to achieve a higher market share [2], Consequently,
when the firm undertakes a new (existing) product design activity, it is important to employ a
technique that will generate optimal solutions prior to its launching in an increasingly
competitive global market.
Factors determining the Design of the Product
Deciding the final design is the most critical decision in product development and is
influenced by many factorsnamely;
1) Market demand based on customers’ preferences. For example, a design
alternativemay fail to become a successful product if it does not gain and maintain
enough market demand. On the other hand, considering the market demand by itself
does not secure a successful product in the market. For instance, introducing a product
at low price into the market might increase the initial product demand significantly.
However, it may not be possible to sustain such a demand in the longer run (repurchase
of the product) due to the poor performance (and reliability) with respect to some of the
product attributes.
2) Designer’s preferences based on his/her knowledge and experience with design
issuesand market issues. A designer’s knowledge and experience can be very useful in
predicting product performance if customers’ evaluations are not known a priori. As
such, the designer’s preferences can be used to specify the product performance in
terms of its attributes, which customers may not know or consider at the point of
purchase.
3) Uncertainty in achieving the predicted design performance. Because of the
uncertaintyin product design parameters (such as, manufacturing tolerances and
variations in the product usage environment), the design attribute levels can deviate
from their nominal values and affect the product performance. Such uncertainty can
make or break a product in the market and thus, important to consider these variations
in selecting a final product design.
Importance of new product development:
The growth of an industry depends on its ability to develop new products and /or to improve
the existing products to expand the market share. The cost of development can account for up
to 85% of total cost of product. Seventy percent of the product cost is influenced by the
decision made during the product conceptual stage Therefore; greater efforts are required to
optimize product cost at design stage. Product design is also important because it directly
impacts the design and management of a firm’s production systems, and the functions that
support those systems. The production and support of a product is affected by its design over
the entire product lifecycle.
30
To survive in the competitive market the manufacturing firm must have the ability to outperform along the five dimensions:
•
Speed: The ability to respond quickly to customer or market demands and to
incorporate new ideas and technologies quickly into products.
•
Consistency: The ability to produce a product that satisfies customer’s expectations.
•
Acuity: The ability to see the competitive environment clearly and thus to anticipate
and respond to customer’s evolving needs and wants.
•
Agility: The ability to adapt simultaneously too many different manufacturing
environments.
•
Innovation: The ability to generate new ideas and to combine existing
elements to create new source of values.
Aberdeen survey reported new product development as a leading driver of revenue, profit, and
market share growth in more than seventy five percent consumer companies also it had the
most significant impact on revenue growth.
Product development process:
Product life cycle
Product design and development is one of the important phase of product life cycle. Product
life cycle management (PLM) is an integrated system approach to improve the product
development process and its management. PLM allows co-ordination and assures the integrity
of work performed on behalf of product development across the entire manufacturing industry.
Product development is a collective strategy for managing products during the four phases
(introduction, growth, maturity, and decline) of the product life cycle. During introduction
phase a customer can tell a company what feature of the product is appealing and what are the
characteristics that should / should not appear on the product. During the growth stage the firm
adds new product features and new models and enters in new marker segment and lowers the
price to increase market growth. During the period of maturity; new brands or modified
version of the existing product are introduced even when they compete with the company’s
existing product. It is difficult for a company to conceptualize the decline signals of a product.
Usually a product is said to be in decline phase as sale of the product in the market decreases.
This is the time to start withdrawing variations of the product from the market that are weak in
their market position.
Steps in product development
Generic approach to product development
31
A product development process is a sequence of activities which an enterprise employs to
conceive, design, and commercialize a product. The six phases of the generic product
development process are shown in figure . These are briefly summarized below :
Planning: This phase begins with corporate strategy and includes assessment of technology
developments and market objectives. The output of the planning phase is the project mission
statement, which specifies the target market of product, business goals, key assumptions, and
constraints.
Concept development: In this phase, the needs of the target market are identified, alternative
concepts are generated and evaluated, and one or more concepts are selected for further
development and testing. A concept is a description of the form, function and features of a
product. The concept development process includes the following activities;
> Identifying customer needs: The goal of this activity is to understand customer needs.
> Establishing target specifications: Specifications are the translation of the customer needs
into technical terms.
> Concept generation: The goal of concept generation is to generate product concepts that
may satisfy the customer needs. A product concept is an approximate description of
technology, working principles, and form of the product. The degree to which a product
satisfies customers and can be successfully commercialized depends to a large measure on the
quality of the concept. Concept generation is relatively inexpensive and can be done relatively
quickly in comparison to the rest of the development process. The concept generation process
begins with a set of customer needs and results in a set of product concepts from which the
development team will make a final selection. In most cases, team will generate hundreds of
concepts of which 5 to 20 will merit serious consideration during concept selection activity.
The concept generation method consists of five steps:
>
Clarify the problem: Many design challenges are too complex to solve as a
single problem and can be usually divided into several simpler sub problems (i.e.
problem decomposition).
>
Search externally: External search aimed at finding existing solutions to both the
overall problem and the sub problems identified during the problem clarification step.
The external search for solutions is essentially an information gathering process.
Information is to be gathered from published literature (journals, conference
proceedings, trade magazines, market/ consumer/ product information), internets,
competitors, patents, lead users, experts, and related benchmarked products.
>
Search internally: Use individual and group methods to retrieve and adapt the
knowledge of the team.
>
Explore systematically: As a result of the external and internal search activities,
the team may generate hundreds of concept fragments. These fragments are to be
organized and synthesized by considering all of the combinations of the fragments
associated with each sub problems. If more the number of combinations, then it will
be a difficult task. However, some of the combinations do not make sense.
>
Reflect on the solutions and the process: Identify opportunities for improvement
in subsequent iterations or future projects.
Concept selection: Concept selection is the process of evaluating concepts with respect to
customer needs and comparing these concepts with various criteria and then selecting one or
more concepts for further investigation. This is the activity in which various product concepts
32
are analyzed and sequentially eliminated to indentify the most promising concept(s).The
process usually requires several iterations and may initiate additional concept generation and
refinement. The methods used for concept selections are:
> External decision: Concepts are turned over to the customer, client, or some other external
entity for selection.
> Product champion: An influential member of product development team chooses a concept
based on personal preference.
> Intuition: The concept is chosen by its feel
> Multivoting; Each member of the team votes for several concepts. The concept with the most
votes is selected.
• Concept testing; One or more concepts are then tested to verify that the
customer needs have been met, assess the market potential of the product, and
identify any shortcomings which must be remedied during further
development.
• Setting final specifications: The target specifications set earlier in the process
are revisited. At this stage, the product development team must commit to
specific values of the metrics reflecting the constraints inherent in the product
concept, limitations identified through technical modeling and trade-offs
between cost and performance.
System - level design: In this phase, the product is decomposed into subsystems
andcomponents. The final assembly scheme for production system is defined during this
phase.
Detail design: This phase includes the complete specification of the geometry, materials
andtolerances of all of the unique parts in the product. The output of this phase is control
documentation (i.e. drawings, computer files, tooling required, standard or purchased part
list of the product, process plan for fabrication and assembly etc.).
Testing and Refinement: It involves the construction and evaluation of
multiplepreproduction versions of the product (prototype). The prototype is tested to
determine whether the product will work as designed and also tested by customers to check
whether the product satisfies the key customer needs.
Production ramp-up: In the production ramp-up phase, the product is made using
intendedproduction system and then supplied to preferred customers to indentify the
remaining flaws. During the transition from production ramp-up to ongoing production, the
product is launched.
Stage Gate approach to product development
There is another approach for product development called ‘stage gate’ system .Product
development initially starts with an idea and finally ends with the successful launch of a new
product. A Stage-Gate system is used for transforming a new product idea to new product
launch. In Stage-Gate system, this transforming process is divided into number of activities
(stages) which are separated by decision points (gates). The product development team must
successfully complete a set of activities in each stage. After approval of management (i.e. at
33
management decision gates), the activities of the next stage of product development are taken
place. It consists of various stages as follows:
Stage 0: Discovery: Activities designed to discover opportunities and to generate new
product ideas.
Stage 1: Scoping: A quick and inexpensive assessment of the technical merits of the
productdevelopment project and its market prospects.
Stage 2: Build Business Case: Technical, marketing, economic and business feasibility
areevaluated resulting in a business case which has three main components: product and
project definition; project justification; and project plan.
Stage 3: Development: In this stage, the actual design and development of the new
productoccurs, the manufacturing or operations plan as well as the marketing launch and
operating plans are developed, and the test plans for the next stage are defined.
Stage 4: Testing and Validation: The purpose of this stage is to provide validation of the
entire project: the product itself, the production/manufacturing process, customer acceptance,
and the economics of the project.
Customers role in product development:
While developing the product, a product concept must define the benefits that product will
offer to the customers. A product is a bundle of attributes and the benefits are to be delivered
through the products attributes such as quality, features and design. These attributes must be
modified over product’s life cycle to remain competitive. To improve sales or profits, the
quality might be raised or lowered (in case of over- engineered product), features might be
added or withdrawn, and design (or styling) might be changed. The term ‘quality’ means
‘conformance to requirements’ of the customer. The manufacturer must choose quality levels
(i.e. low, average, high, superior) for a target market segment. Other important attribute is
‘product feature’. Any product can be offered with varying features. A ‘Stripped -down’ model
or ‘Bare-Bones’ model is starting or basic model without any extra or additional
feature/features. The company can create higher-level models by adding one or more extra
features. For example, in case of an automobile, the buyer can order for power windows,
power steering, automatic transmission, air conditioning, stereo, navigation system, fog lamp,
and additional safety systems such as air bags and so on. Features are competitive tool for
differentiating the company’s product from competitor’s product. Company should
periodically contact to the buyer regarding the addition of new feature or withdrawn of
unnecessary/unused features. Being the first producer to introduce a needed and valuable new
feature is one of the most effective ways to compete in the market. Another attribute is
‘design’. Good design contributes to a product’s usefulness as well as attractiveness (i.e.
aesthetics).
Customers may have different preferences over a set of product attributes. Depending on
the nature of the demand, it is necessary to make product differentiation based on multi
attributes. The use of product differentiation is to expand the demand through maximizing the
number of individuals for whom a new product is closest to their respective ideal point
(preference). Customer voices are diverse and there is no one monolithic voice of the
34
customer. In consumer markets, there are varieties of needs. Even within one buying unit,
there are multiple customer voices (e.g., children versus parents). These diverse voices must be
considered, reconciled and balanced to develop a truly successful product. The customers’
desires and tests should reflect in the product during product development process. There are
four levels of customer requirements, which must be satisfied at each level before addressing
those of the next level. These four levels areExpecters:
These are the basic qualities one must offer to be competitive and to remain in business.
These are the characteristics that customers assume as a part of the product or service; that is,
they expect them as standard features.
•
Spokens; The specific features that customers want in a product. A company
must be willing to provide these features to satisfy its customers.
• Unspokens: Product characteristics that customers do not talk about, and,
though silent, they are important and cannot be ignored.
•
Exciters: Unexpected features of product the product that make the product
unique and distinguish it from the competition. It is also referred as ‘delighter’,
because it defines product attributes or features that are pleasant surprises to
customers when they first encounter them. However, if they are not present, then the
customers will not be dissatisfied, since they will be unaware of what they are
missing.
Decisions in product development:
Satisfying customer’s true requirements is a difficult task as it needs decisions from
customers (features they want in product) and designers (how to collect, interpret and combine
customer expected features in a product to produce efficient and effective product variants
also called configuration). A common problem faced by an individual is the choice of most
preferred product based on his / her expectations about product features / attributes out of set
of alternatives. Those products may be different brands of mobile phones, computers, cars,
washing machines etc. Individual differ in their choice of the attributes out of the existing set
of attributes of that product. A problem with a firm is to categorize the customer requirements
and to understand the nature of the requirement and how to transfer these requirements in the
product.
In addition to attribute composition of product their prices also affect the consumer
decision. The consumer first decides on his budget for the product class and then he evaluates
subsets of attributes within the product class, which have prices approximately equal to his
budget constraint. Cost is an important factor in setting the price but there is another important
factor ‘customer value’ (customer worth) i.e. what a product or a service worth to the
customer in monetary units. Therefore, it is necessary to design a product based on preferred
attributes of the customers (or group of customer i.e. segment) and customer value. The
manufacturers can customize the product as per the needs of variety of segments in order to
maximize the profits.
Different organizations may have different design perspectives about the issues such as
product concept, architecture, configuration, schedule, etc. Some product development
decisions may be related to technology or assembly of product or variants of the product or
may be regarding product development team. Krishnan and Ulrich [17] suggested the product
35
development decisions related to concept development in which product’s basic physical
configuration and specifications are defined are:
>
>
>
>
>
>
What is the core product concept?
What is the product architecture?
What variants of the product will be offered?
Which components will be shared across which variants of the product?
What are the target values of the product attributes, including price?
What will be the overall physical form and industrial design of the product? Clausing
identified the some important issues (i.e. ‘cash drains’) which affects
To improve the chances of creating profitable products, the firms have to overcome these
issues and are to be resolved.
These issues are:
> Disregarding the voice of customers.
> Not subjecting new product idea to competitive evaluation.
> Introducing new technology that doesn’t satisfy the customer needs.
> Not continually improving and optimizing the product and the manufacturing
processes.
> Designing without the input from manufacturing and production early in the
development process.
> What variants of the product will be offered?
> What are the target values of the product attributes, including price?
Although there have been significant mathematical modelling and data analysis
technique reported in the literature, but there is shortage of theory development in
segmentation based on the product attributes. That is, segmentation techniques are scarce in
product development literature. The work carried out in this research will propose a
descriptive model for product development and segmentation; and therefore it will contribute
to theory of product design and development.
36
Unit-1: MCQ with Answers
1. Which of the following is not a part of Five M’s?
a. Material
b. Machine
c. Motion
d. Method
Answer: c
2. The correct sequence of operations in production planning and control is
a. Routing-Scheduling-Dispatching-Follow up
b. Scheduling-Routing- Dispatching-Follow up
c. Dispatching-Routing-Scheduling- Follow up
d. Routing-Scheduling-Follow up-Dispatching
Answer: a
3. Which of the following is true for ‘Routing’?
a. It is flow of work in the plant
b. Route sheets include list of machine tools that are to be followed
c. It depends upon material handling facilities
d. All of the above
Answer: d
4. Loading may be defined as
a. Sending the raw material to the machine
b. Sending the finished material to the store
c. Assign the work to the facilities
d. Uploading a software in machine control panel
Answer: c
5. Dispatching authorizes the start of production operations by
Release of material and components from stores to first process
Release of material from process to process
Issue of drawings instruction sheets
Which of the following is (are) true?
a. Only i
b. Only ii
c. i& ii
d. i , ii & iii
Answer: d
6. The bill of material does not consist of
a. Part number
b. Specifications of part
c. Name of the part
d. Price of the part
Answer: d
37
7. Procurement cycle time is time consumed for
a. Receiving of raw material
b. Inspection of various raw materials
c. Inspection of purchased components parts
d. All of the above
Answer: d
8. The transit time consist of
a. Time taken by raw material from machine to machine
b. Time consumed in moving the work between various departments
c. Time taken by a worker to machine a component
d. None of the above
Answer: b
9. Master schedule is prepared for
a. Single product continuous production
b. Multi product batch production
c. Assembly product continuous production
d. Single product batch production
Answer: c
10. Which of the following chart is drawn Machine vs time?
a. Man machine chart
b. The load chart
c. The progress chart
d. Curve chart
Answer: b
11. Gantt chart is mostly used for
a. Routing
b. Scheduling
c. Follow up
d. Inspection and quality control
Answer: b
12. Key to chart is provided in
a. Man machine chart
b. The load chart
c. The progress chart
d. Gantt chart
Answer: d
13. Centralized and decentralized are the types of
a. Routing
b. Dispatching
c. Scheduling
d. Follow up
Answer: b
38
14. ___ is the probability that a product will operate properly within an expected time
frame.
A) serviceability
B) performance
C) reliability
D) durability
Answer: c
15. Which of the following describes a Process layout?
A) equipment is specialized and the workers are unskilled
B) equipment is general purpose and the workers are highly skilled
C) equipment is specialized and the workers are highly skilled
D) equipment is general purpose and the workers are unskilled
Answer: b
16. Material requirements planning (MRP) is useful for all of the following except
A) erratic orders
B) independent demand items
C) discrete demand items
D) dependent demand items
Answer: b
17. Following tool displays major causes of poor quality on a graph.
A) Scatter diagram
B) Histogram
C) Fishbone diagram
D) Process flow chart
Answer: c
18. Following two techniques used to design process layouts
A) block diagramming and relationship diagramming
B) relationship diagramming and assembly line balancing
C) relationship diagramming and assembling line balancing
D) block diagramming and assembly line balancing
Answer: a
19. All of the following are inputs into the MRP process except
A) the planned order report
B) the item master file
C) the product structure file
D) the master production schedule
Answer: a
20. Following is not a primary purpose of statistical process control.
A) to determine when a process is not in control
B) to identify specification limits
C) to detect special cause variations
D) to establish control limits
Answer: b
39
21. Which of the following statements is most true?
A) product and process layout are equally efficient: neither are flexible
B) product and process layouts are equally flexible; neither are efficient
C) product layouts are efficient: process layouts are flexible
D) product layouts are flexible; process layouts are efficient
Answer: c
22. A phantom bill of material is used
A) when due dates have not been calculated
B) for sub-assemblies that are immediately consumed in the next stage of production
C) when the product is manufactured in major sub-assemblies
D) to group small, loose parts together
Answer: b
23. ___ is the probability of rejecting a lot that has an acceptable quality level is referred
to as the
A) acceptable quality level
B) lot tolerance percent defective
C) consumer’s risk
D) producer’s risk
Answer: d
24. Which of the following is not a phase of project management?
a) Project planning
b) Project scheduling
c) Project controlling
d) Project being
Answer: d
25. The objective of ______ is to regulate and control the various operations of
production processes for orderly flow of material.
A. Production control
B. Production Audit
C. Production Planning
D. Production Execution
Answer: A
26. ______ involves taking remedial action to fill the gap or to modify the failure.
A. Production control
B. Production Audit
C. Production Planning
D. Production Execution
Answer: A
27. Production planning involves forward thinking regarding remedial action in case of
any failure.
A. Production control
B. Production Audit
40
C. Production Planning
D. Production Execution
Answer: C
28. ______ is the execution of the schedule plan as per the root chalked out.
A. Routing
B. Scheduling
C. Loading
D. Sequencing
Answer: C
29. ______ is concerned with determining the order in which jobs are processed.
A. Routing
B. Scheduling
C. Loading
D. Sequencing.
Answer: D
30. ______ is about analysis and determine of the time required to perform each
operation.
A. Routing
B. Scheduling
C. Loading
D. Sequencing
Answer: B
Descriptive Questions: Question 1. What is Operations Management? What are the main functions of operation
management?
Question 2. Define Production management and discuss its scope.
Question 3. Write difference between Production and operation Management.
Question 4. What are the problems a production manager face in an industry?
Question 5. Discuss in details different types of production system with suitable
illustrations.
Question 6. What is the Production Planning and Control?
Question 7. What are the types of Production Control? Also elaborate Factors of
Production Control?
Question 8. What are the Stages of Production Planning & Control?
41
Question 9. What are the Main Elements of Production Planning & Control?
Question 10. What are the types of Production Systems?
Question 11. Explain Mass and Batch Production?
Question 12. Explain Process of Product Design and Development?
Question 13. What do you understand by new product design? Describe its process.
Question 14. Discuss the major challenges of product design and development.
Question 15. What do you mean by productivity? Why it is so importance in present
time?
Further Readings:
1. Kale S., Production and Operation Management, McGraw Hill Education.
2. Mahadevan. B. Operation Management: theory and practice, Pearson Education india.
3. Chary, S. N.,Production and Operation Management, McGraw Hill Education.
4. Panneerselvam R., Production and Operation Management, Prentice Hall.
5. Jacobs F. Robert and Chase Richard, Operations and Supply Chain Management, McGraw
Hill Education.
6. Aswathappa K, Production and operations Management, Himalaya Publishing House.
Key words: Production, Operations Management, Product, Process Design, Product
Development, Process Development, Mass Production, Batch Production, Manufacturing
Process Technology.
42
Unit-II
Unit-II: Topics:
Plant Location and Layout:
Factors affection location, Criteria of site selection, Plant Location methods, Factor Rating,
Centre of Gravity Method, Analytic Delphi Method, Objectives of Plant Layout, Factors
affecting for plant layout, Types of Layouts – Process, Product and Fixed Position Layouts,
Problems in Facility Layout
Purchasing and Material Management:
Objectives and Importance of Material Management, Organisation of Material Management,
Factors responsible for providing economy in material management, Steps in purchasing
procedure and methods of purchasing
43
Introduction
Plant location or the facilities location problem is an important strategic level decisionmaking for an organisation. One of the key features of a conversion process (manufacturing
system) is the efficiency with which the products (services) are transferred to the customers.
Thisfactwillincludethedeterminationofwheretoplacetheplantorfacility.
The selection of location is a key-decision as large investment is made in building plant and
machinery. It is not advisable or not possible to change the location very often. So animproper
location of plant may lead to waste of all the investments made in building and
machinery,equipment.
Before a location for a plant is selected, long range forecasts should be made anticipating
future needs of the company. The plant location should be based on the company’s expansion
plan and policy, diversification plan for the products, changing market conditions, the
changing sources of raw materials and many other factors that influence the choice of the
location decision. The purpose of the location study is to find an optimum location one that
will result in the greatest advantage to theorganization.
NEED FOR SELECTING A SUITABLE LOCATION
The need for selecting a suitable location arises because of three situations.
Whenstartinganeworganisation,i.e.,locationchoiceforthefirsttime.
Incaseofexistingorganisation.
IncaseofGlobalLocation.
I. In Case of Location Choice for the First Time or New Organisations
Cost economies are always important while selecting a location for the first time, but should
keep in mind the cost of long-term business/organisational objectives. The following are the
factors to be considered while selecting the location for the new organisations:
1. Identification of region: The organisational objectives along with the various longterm considerations about marketing, technology, internal organisational strengths and
weaknesses, region- specific resources and business environment, legal-governmental
environment,
social
environment
andgeographicalenvironmentsuggestasuitableregionforlocatingtheoperationsfacility.
2. Choice of a site within a region: Once the suitable region is identified, the next step
is choosing the best site from an available set. Choice of a site is less dependent on the
organisation’s long-term strategies. Evaluation of alternative sites for their tangible and
intangible costs will resolve facilities-locationproblem.
The problem of location of a site within the region can be approached with the
following cost-oriented non-interactive model, i.e., dimensional analysis.
3. Dimensional analysis: If all the costs were tangible and quantifiable, the
comparison and selection of a site is easy. The location with the least cost is selected. In
most of the cases intangible costs which are expressed in relative terms than in absolute
terms. Their relative merits and demerits of sites can also be compared easily. Since both
tangible
and
intangible
costs
need
tobeconsideredforaselectionofasite,dimensionalanalysisisused.
The existing firms will seek new locations in order to expand the capacity or to place the
existing facilities. When the demand for product increases, it will give rise to following
decisions:
● Whethertoexpandtheexistingcapacityandfacilities.
44
Whethertolookfornewlocationsforadditionalfacilities.
● Whethertoclosedownexistingfacilitiestotakeadvantageofsomenewlocations.
II. In Case of Location Choice for Existing Organisation
In this case a manufacturing plant has to fit into a multi-plant operations strategy. That
is, additional plant location in the same premesis and elsewere under following
circumstances:
1. Plant manufacturing distinctproducts.
2. Manufacturingplantsupplyingtospecificmarketarea.
3. Plantdividedonthebasisoftheprocessorstagesinmanufacturing.
4. Plants emphasizingflexibility.
The different operations strategies under the above circumstances could be:
1. Plants manufacturing distinct products: Each plant services the entire market area
for the organization. This strategy is necessary where the needs of technological and
resource inputs arespecializedordistinctivelydifferentforthedifferentproduct-lines.
For example, a high quality precision product-line should not be located along with
other product-line requiring little emphasis on precision. It may not be proper to have too
many contradictions such as sophisticated and old equipment, highly skilled and semiskilled personnel, delicates processes and those that could permit rough handlings, all under
one roof and one set of managers. Such a setting leads to much confusion regarding the
required emphasis and the managementpolicies.
Product specialization may be necessary in a highly competitive market. It may be
necessary to exploit the special resources of a particular geographical area. The more
decentralized these pairs are in terms of the management and in terms of their physical
location, the better would betheplanningandcontrolandtheutilizationoftheresources.
2. Manufacturing plants supplying to a specific market area: Here, each plant
manufactures almost all of the company’s products. This type of strategy is useful where
market proximity consideration dominates the resources and technology considerations.
This strategy requires great deal of coordination from the corporate office. An extreme
example of this strategyisthatofsoftdrinksbottlingplants.
3. Plants divided on the basis of the process or stages in manufacturing: Each
production process or stage of manufacturing may require distinctively different equipment
capabilities, labour skills, technologies, and managerial policies and emphasis. Since the
products of one plant feed into the other plant, this strategy requires much centralized
coordination of the manufacturing activities from the corporate office that are expected to
understand the various technologicalaspectsofalltheplants.
4. Plants emphasizing flexibility: This requires much coordination between plants to
meet the changing needs and at the same time ensure efficient use of the facilities and
resources. Frequent changes in the long-term strategy in order to improve be efficiently
temporarily, are not healthy for the organization. In any facility location problem the central
question is: ‘Is this a locationatwhichthecompanycanremaincompetitiveforalongtime?’
Foranestablishedorganizationinordertoaddontothecapacity,followingaretheways:
(a) Expansion of the facilities at the existing site: This is acceptable when it does not
violate the basic business and managerial outlines, i.e., philosophies, purposes, strategies
and
capabilities.Forexample,expansionshouldnotcompromisequality,delivery,orcustomerservice.
(b) Relocation of the facilities (closing down the existing ones): This is a drasticstep
which can be called as ‘Uprooting and Transplanting’. Unless there are very compelling
reasons, relocation is not done. The reasons will be either bringing radical changes in
technology, resource availability or otherdestabilization.
●
45
All these factors are applicable to service organizations, whose objectives, priorities
and strategies may differ from those of hardcore manufacturing organizations.
III. In Case of GlobalLocation
Becauseofglobalisation,multinationalcorporationsaresettinguptheirorganizationsinIndia
and Indian companies are extending their operations in other countries. In case of global
locations thereisscopeforvirtualproximityandvirtualfactory.
VIRTUAL PROXIMITY
With the advance in telecommunications technology, a firm can be in virtual proximity to
its customers. For a software services firm much of its logistics is through the information/
communication pathway. Many firms use the communications highway for conducting a
large portion of their business transactions. Logistics is certainly an important factor in
deciding on a location—whether in the home country or abroad. Markets have to be
reached.
Customers
have
tobecontacted.Hence,amarketpresenceinthecountryofthecustomersisquitenecessary.
VIRTUAL FACTORY
Many firms based in USA and UK in the service sector and in the manufacturing sector often
out sources part of their business processes to foreign locations such as India. Thus, instead of
one’s own operations, a firm could use its business associates’ operations facilities. The Indian
BPO firm is a foreign-based company’s ‘virtual service factory’. So a location could be one’s
own
or
one’s
businessassociates.Thelocationdecisionneednotalwaysnecessarilypertaintoownoperations.
REASONS FOR A GLOBAL/FOREIGN LOCATION
A. Tangible Reasons
The trangible reasons for setting up an operations facility abroad could be as follows:
Reaching the customer: One obvious reason for locating a facility abroad is that of
capturing a share of the market expanding worldwide. The phenomenal growth of the GDP
of India is a big reason for the multinationals to have their operations facilities in our
country. An important reason is that of providing service to the customer promptly and
economically
which
islogisticsdependent.Therefore,costandcaseoflogisticsisareasonforsettingupmanufacturing
facilities
abroad. By logistics set of activities closes the gap between production of goods/services
and reaching of these intended goods/services to the customer to his satisfaction. Reaching
the customer is thus the main objective. The tangible and intangible gains and costs depend
upon the company defining for itself as to what that ‘reaching’ means. The tangible costs
could
be
the
logisticsrelatedcosts;theintangiblecostsmaybetheriskofoperatingisaforeigncountry.Thetangib
le gains are the immediate gains; the intangible gains are an outcome of what the company
defines the concepts of reaching and customer for itself.
The other tangible reasons could be as follows:
(a) Thehostcountrymayoffersubstantialtaxadvantagescomparedtothehomecountry.
(b) The costs of manufacturing and running operations may be substantially less in that
foreign country. This may be due to lower labour costs, lower raw material cost,
better availabilityoftheinputslikematerials,energy,water,ores,metals,keypersonneletc.
(c) The company may overcome the tariff barriers by setting up a manufacturing plant
in a foreigncountryratherthanexportingtheitemstothatcountry.
B. IntangibleReasons
The intangible reasons for considering setting up an operations facility abroad could be
as follows:
1. Customer-related Reasons
46
(a) With an operations facility in the foreign country, the firm’s customers may feel
(b)
(c)
(d)
2.
(a)
(b)
(c)
(d)
secure
thatthefirmismoreaccessible.Accessibilityisanimportant‘servicequality’determinant.
Thefirmmaybeabletogiveapersonaltough.
The firm may interact more intimately with its customers and may thus understand
their requirementsbetter.
Itmayalsodiscoverotherpotentialcustomersintheforeignlocation.
Organisational Learning-relatedReasons
The firm can learn advanced technology. For example, it is possible that cuttingedge technologies can be learn by having operations in an technologically more
advanced country. The firm can learn from advanced research
laboratories/universities in that country.Suchlearningmayhelptheentireproductlineofthecompany.
The firm can learn from its customers abroad. A physical location there may be
essential towards thisgoal.
It can also learn from its competitors operating in that country. For this reason, it
may havetobephysicallypresentwheretheactionis.
The firm may also learn from its suppliers abroad. If the firm has a manufacturing
plant there, it will have intensive interaction with the suppliers in that country from
whomthere
maybemuchtolearnintermsofmodernandappropriatetechnology,modernmanagement
methods,andnewtrendsinbusinessworldwide.
3. Other StrategicReasons
(a) The firm by being physically present in the host country may gain some ‘local boy’
(b)
(c)
(d)
(e)
kind of psychological advantage. The firm is no more a ‘foreign’ company just
sending its products across international borders. This may help the firm in lobbying
with the government ofthatcountryandwiththebusinessassociationsinthatcountry.
Thefirmmayavoid‘politicalrisk’byhavingoperationsinmultiplecountries.
By being in the foreign country, the firm can build alternative sources of supply.
The firm could,thus,reduceitssupplyrisks.
The firm could hunt for human capital in different countries by having operations in
those countries.Thus,thefirmcangatherthebestofpeoplefromacrosstheglobe.
Foreign locations in addition to the domestic locations would lower the market risks
for the firm.Ifonemarketgoesslowtheothermaybedoingwell,thusloweringtheoverallrisk.
47
Factors influencing Plant Location/Facility Location
Facility location is the process of determining a geographic site for a firm’s operations.
Managers of both service and manufacturing organizations must weigh many factors when
assessing the desirability of a particular site, including proximity to customers and suppliers,
labour costs, and transportationcosts.
Location conditions are complex and each comprises a different Characteristic of a tangible (i.e.
Freight rates, production costs) and non-tangible (i.e. reliability, Frequency security, quality)
nature.
Location conditions are hard to measure. Tangible cost based factors such as wages and products
costs can be quantified precisely into what makes locations better to compare. On the other hand
non-tangible features, which refer to such characteristics as reliability, availability and security,
can only be measured along an ordinal or even nominal scale. Other non-tangible features like
the percentage of employees that are unionized can be measured as well. To sum thisupnontangiblefeaturesareveryimportantforbusinesslocationdecisions.It is appropriate to divide the
factors,
which
influence
the
plant
location
or
facility
location
onthebasisofthenatureoftheorganisationas
General locational factors, which include controllable and uncontrollable factors for all type
oforganisations.
Specific locational factors specifically required for manufacturing and service organisations
Location factors can be further divided into two categories:
Dominant factors are those derived from competitive priorities (cost, quality, time, and
flexibility) and have a particularly strong impact on sales or costs. Secondary factors also are
important, but management may downplay or even ignore some of them if other factors are more
important.
General Location Factors
Following are the general factors required for location of plant in case of all types of
organisations.
CONTROLLABLE FACTORS
1. Proximity tomarkets
2. Supply ofmaterials
3. Transportationfacilities
4. Infrastructureavailability
5. Capital
UNCONTROLLABLE FACTORS
6. Government policy
7. Climateconditions
8. Supporting industries andservices
9. Community and labourattitudes
10. CommunityInfrastructure
CONTROLLABLE FACTORS
1. Proximity to markets: Every company is expected to serve its customers by providing
goods and services at the time needed and at reasonable price organizations may choose to
locate facilities close to the market or away from the market depending upon the product.
When
the
buyersfortheproductareconcentrated,itisadvisabletolocatethefacilitiesclosetothemarket.Locati
ng nearer to the market is preferred if theproductsaredelicateandsusceptibletospoilage.
• Aftersalesservicesarepromptlyrequiredveryoften.
• Transportationcostishighandincreasethecostsignificantly.
48
• Shelflifeoftheproductislow.
Nearness to the market ensures a consistent supply of goods to customers and
reduces the cost of transportation.
2.Supply of raw material: It is essential for the organization to get raw material in right
qualitiesandtimeinordertohaveanuninterruptedproduction.Thisfactorbecomesveryimporta
nt ifthematerialsareperishableandcostoftransportationisveryhigh.
49
• When a single raw material is used without loss of weight, locate the plant at the raw
materialsource,atthemarketoratanypointinbetween.
• When weight loosing raw material is demanded, locate the plant at the raw urce.
cotton textiles.
3.Transportationfacilities:Speedytransportfacilitiesensuretimelysupplyofrawmaterials
tothecompanyandfinishedgoodstothecustomers.Thetransportfacilityisaprerequisiteforthe
location of the plant. There are five basic modes of physical transportation, air, road, rail,
water and pipeline. Goods that are mainly intended for exports demand a location near to
the port or large airport. The choice of transport method and hence the location will depend
on relative costs, convenience, and suitability. Thus transportation cost to value added is
one of the criteria for plant location.
4.Infrastructure availability: The basic infrastructure facilities like power, water and
waste disposal, etc., become the prominent factors in deciding the location. Certain types of
industries are power hungry e.g., aluminum and steel and they should be located close to the
power station or location where uninterrupted power supply is assured throughout the year.
The non-availability of power may become a survival problem for such industries. Process
industries like paper, chemical, cement, etc., require continuous. Supply of water in large
amount and good quality, and mineral content of water becomes an important factor. A
waste
disposal
facility
for
processindustriesisanimportantfactor,whichinfluencestheplantlocation.
5.Labour and wages: The problem of securing adequate number of labour and with skills
specific is a factor to be considered both at territorial as well as at community level during
plant location. Importing labour is usually costly and involve administrative problem. The
history of labour relations in a prospective community is to be studied. Prospective
community is to be studied. Productivity of labour is also an important factor to be
considered. Prevailing wage pattern, cost of living and industrial relation and bargaining
power of the unions’ forms in importantconsiderations.
External economies of scale: External economies of scale can be described as
urbanization and locational economies of scale. It refers to advantages of a company by
setting up operations in a large city while the second one refers to the “settling down”
among other companies of related Industries. In the case of urbanization economies,
firms derive from locating in larger cities rather than in smaller ones in a search of having
access to a large pool of labour, transport facilities, and as well to increase their markets
for selling their products and have accesstoamuchwiderrangeofbusinessservices.
Location economies of scale in the manufacturing sector have evolved over time and
have mainly increased competition due to production facilities and lower production
costs as a result of lower transportation and logistical costs. This led to manufacturing
districts where many companies of related industries are located more or less in the same
area. As large corporations have realized that inventories and warehouses have become a
major cost factor, they have tried reducing inventory costs by launching “Just in Time”
production system (the so called Kanban System). This high efficient production system
was one main factor in the Japanese car industry for being so successful. Just in time
ensures to get spare parts from suppliers within just a few hours after ordering. To fulfill
these criteria corporations have to be located in the same area
increasingtheirmarketandserviceforlargecorporations.
6.Capital: By looking at capital as a location condition, it is important to distinguish the
physiology of fixed capital in buildings and equipment from financial capital. Fixed capital
costs as building and construction costs vary from region to region. But on the other
50
handbuildings can also be rented and existing plants can be expanded. Financial capital is
highly
mobile
and
does
notverymuchinfluencedecisions.Forexample,largeMultinationalCorporationssuchasCocaCola operate in many different countries and can raise capital where interest rates are
lowest and conditions are mostsuitable.
Capital becomes a main factor when it comes to venture capital. In that case young,
fast growing (or not) high tech firms are concerned which usually have not many fixed
assets. These firms particularly need access to financial capital and also skilled educated
employees.
UNCONTROLLABLE FACTORS
Government policy: The policies of the state governments and local bodies
concerning labourlaws,buildingcodes,safety,etc.,arethefactorsthatdemandattention.
In order to have a balanced regional growth of industries, both central and state
governments in our country offer the package of incentives to entrepreneurs in particular
locations. The incentive package may be in the form of exemption from a safes tax and
excise duties for a specific period, soft loan from financial institutions, subsidy in
electricity charges and investment subsidy. Some of these incentives may tempt to locate
the plant to avail these facilities offered.
Climatic conditions: The geology of the area needs to be considered together
with climatic conditions (humidity, temperature). Climates greatly influence human
efficiency and behaviour. Some industries require specific climatic conditions e.g., textile
mill will requirehumidity.
Supporting industries and services: Now a
day
the
manufacturing organisationwill not make all the components and parts by
itself and it subcontracts the work to vendors. So, the source of supply of
component parts will be the one of the factors that influences the location.
Thevariousserviceslikecommunications,bankingservicesprofessionalconsultancyservi
ces andothercivilamenitiesserviceswillplayavitalroleinselectionofalocation.
Community and labour attitudes: Community attitude towards
their work and towards the prospective industries can make or mar the
industry. Community attitudes towards supporting trade union activities are
important criteria. Facility location in specific location is not desirable even
though all factors are favouring because of labour attitude towards
management, which bringsveryoftenthestrikesandlockouts.
Community infrastructure and amenity: All manufacturing
activities require access to a community infrastructure, most notably
economic
overhead
capital,
such
as
roads,
railways,
portfacilities,powerlinesandservicefacilitiesandsocialoverheadcapitallikesch
ools,universities andhospitals.
These factors are also needed to be considered by location decisions as infrastructure
is enormously expensive to build and for most manufacturing activities the existing stock
of infrastructure provides physical restrictions on location possibilities.
2.3.1
Specific Locational Factors for ManufacturingOrganisation
DOMINANT FACTORS
Factors dominating location decisions for new manufacturing plants can be broadly
classified in six groups. They are listed in the order of their importance as follows.
51
Favourablelabourclimate
Proximity tomarkets
Quality oflife
Proximity to suppliers and resources
Utilities,taxes,andrealestatecosts
Favorable labour climate: A favorable labour climate may be the most important
factor in location decisions for labour-intensive firms in industries such as textiles,
furniture, and consumer electronics. Labour climate includes wage rates, training
requirements,
attitudes
toward
work,
workerproductivity,andunionstrength.Manyexecutivesconsiderweakunionsorallowprobabilit
y ofunionorganizingeffortsasadistinctadvantage.
2. Proximity to markets: After determining where the demand for goods and
services is greatest, management must select a location for the facility that will supply
that demand. Locating near markets is particularly important when the final goods are
bulky or heavy and outbound transportation rates are high. For example, manufacturers of
products such as plastic pipe and heavymetalsallemphasizeproximitytotheirmarkets.
3. Quality of life: Good schools, recreational facilities, cultural events, and an
attractive lifestyle contribute to quality of life. This factor is relatively unimportant on its
own, but it can makethedifferenceinlocationdecisions.
4. Proximity to suppliers and resources: In many companies, plants supply parts to
other facilities or rely on other facilities for management and staff support. These require
frequent
coordinationandcommunication,whichcanbecomemoredifficultasdistanceincreases.
5. Utilities, taxes, and real estate costs: Other important factors that may emerge
include utility costs (telephone, energy, and water), local and state taxes, financing
incentives offeredbylocalorstategovernments,relocationcosts,andlandcosts.
SECONDARY FACTORS
There are some other factors needed to be considered, including room for expansion,
construction costs, accessibility to multiple modes of transportation, the cost of shuffling
people and materials between plants, competition from other firms for the workforce,
community attitudes, and many others. For global operations, firms are emphasizing local
employee skills and education and the local infrastructure.
1.
2.
3.
4.
5.
1.
2.3.3 Specific Locational Factors for Service Organisation
DOMINANT FACTORS
The factors considered for manufacturers are also applied to service providers, with one
important addition — the impact of location on sales and customer satisfaction.
Customers usually look about how close a service facility is, particularly if the process
requires considerable customer contact.
52
PROXIMITY TO CUSTOMERS
Location is a key factor in determining how conveniently customers can carry on
business with a firm. For example, few people would like to go to remotely located dry
cleaner or supermarket if another is more convenient. Thus the influence of location on
revenues tends to be the dominantfactor.
TRANSPORTATION COSTS AND PROXIMITY TO MARKETS
For warehousing and distribution operations, transportation costs and proximity to
markets are extremely important. With a warehouse nearby, many firms can hold
inventory closer to the customer, thus reducing delivery time and promoting sales.
LOCATION OF COMPETITORS
Onecomplicationinestimatingthesalespotentialatdifferentlocationistheimpactofcompetitors
. Management must not only consider the current location of competitors but also try to
anticipate their reaction to the firm’s new location. Avoiding areas where competitors are
already well established often pays. However, in some industries, such as new-car sales
showrooms and fast- food chains, locating near competitors is actually advantageous. The
strategy is to createa critical mass, whereby several competing firms clustered in one
location attract more customers than the total number who would shop at the same stores
at
scattered
locations.
Recognizing
this
effect,somefirmsuseafollow–
theleaderstrategywhenselectingnewsites.
SECONDARY FACTORS
Retailers also must consider the level of retail activity, residential density, traffic flow,
and site visibility. Retail activity in the area is important, as shoppers often decide on
impulse to go shopping or to eat in a restaurant. Traffic flows and visibility are important
because businesses’ customers arrive in cars. Visibility involves distance from the street
and size of nearby buildings and signs. High residential density ensures nighttime and
weekend business when the population in the area fits the firm’s competitive priorities
and target market segment.
2.4LOCATION THEORIES
ALFRED WEBER’S THEORY OF THE LOCATION OF INDUSTRIES
Alfred Weber (1868–1958), with the publication of Theory of the Location of Industries in
1909, put forth the first developed general theory of industrial location. His model took into
account several spatial factors for finding the optimal location and minimal cost for
manufacturing plants.
The point for locating an industry that minimizes costs of transportation and labour
requires analysis of three factors:
1. The point of optimal transportation based on the costs of distance to the ‘material
index’—theratioofweighttointermediateproducts(rawmaterials)tofinishedproduct.
2. The labour distortion, in which more favourable sources of lower cost of labour
may justify greater transportdistances.
3. Agglomeration anddegglomerating.
Agglomeration or concentration of firms in a locale occurs when there is sufficient
demand for support services for the company and labour force, including new
investments
in
schoolsandhospitals.Alsosupportingcompanies,suchasfacilitiesthatbuildandservicemachin
es andfinancialservices,preferclosercontactwiththeircustomers.
Degglommerationoccurs when companies and services leave because of over
concentration of industries or of the wrong types of industries, or shortages of labour,
53
capital, affordable land, etc. Weber also examined factors leading to the diversification of
an industry in the horizontal relations between processes within the plant.
The issue of industry location is increasingly relevant to today’s global markets and
trans- national corporations. Focusing only on the mechanics of the Weberian model
could justify greater transport distances for cheap labour and unexploited raw materials.
When resources are exhausted or workers revolt, industries move to different countries.
2.5LOCATION MODELS
Various models are available which help to identify the ideal location. Some of the
popular models are:
1. Factor ratingmethod
2. Weighted factor ratingmethod
3. Load-distancemethod
4. Centre of gravitymethod
5. Break evenanalysis
2.5.1 FactorRating Method
The process of selecting a new facility location involves a series of following steps:
1. Identifytheimportantlocationfactors.
2. Rate each factor according to its relative importance, i.e., higher the ratings is
indicative of prominentfactor.
3. Assigneachlocationaccordingtothemeritsofthelocationforeachfactor.
4. Calculate the rating for each location by multiplying factor assigned to each
location with basic factorsconsidered.
5. Find the sum of product calculated for each factor and select best location having
highest totalscore.
ILLUSTRATION 1: Let us assume that a new medical facility, Health-care, is to be
located in Delhi. The location factors, factor rating and scores for two potential sites
are showninthefollowingtable.Whichisthebestlocationbasedonfactorratingmethod?
Sl. No.
1.
2.
3.
4.
5.
3.
Facto
r
ratin
g
Facility utilization
Total patient per month
Average time per emergency trip
Land and construction costs
Employee preferences
SOLUTION:
Sl. No.
1.
2.
Location factor
Location
factor
Facility utilization 8
Total patient per 5
month
Average time per 6
emergency trip
Facto
r
ratin
g (1)
8
5
6
3
5
Rating
Location
1
3
4
4
1
5
Location 2
5
3
5
2
3
Location 1
(Ratin
Total=
g)
(1) .(2)
(2)
3
24
4
20
Location 2
(Ratin
Total
g)
=
(1)
(3)
.(3)
5
40
3
15
4
5
24
54
30
4.
Land and
3
construction costs
Employee
5
preferences
5.
1
3
2
6
5
25
3
15
Total
96
Total
106
The total score for location 2 is higher than that of location 1. Hence location 2, is
the best choice.
2.5.2Weighted Factor Rating Method
In this method to merge quantitative and qualitative factors, factors are assigned weights
based on relative importance and weightage score for each site using a preference matrix
is calculated. Thesitewiththehighestweightedscoreisselectedasthebestchoice.
ILLUSTRATION 2: Let us assume that a new medical facility, Health-care, is to be
located in Delhi. The location factors, weights, and scores (1 = poor, 5 = excellent)
for two potential sites are shown in the following table. What is the weighted score
for these sites? Which is the bestlocation?
Sl. No.
1.
2.
3.
4.
5.
Location factor
Weight
Facility utilization
Total patient km per month
Average time per emergency trip
Land and construction costs
Employee preferences
25
25
25
15
10
3
4
3
1
5
Score
s
Location
Location
1
2
5
3
3
2
3
SOLUTION: The weighted score for this particular site is calculated by multiplying
each factor’s weight by its score and adding the results:
Weighed score location 1 = 25 × 3 + 25 × 4 + 25 × 3 + 15 × 1 + 10 × 5
= 75 + 100 + 75 + 15 + 50 = 315
Weighed score location 2 = 25 × 5 + 25 × 3 + 25 × 3 + 15 × 2 + 10 × 3
= 125 + 75 + 75 + 30 + 30 = 335
Location 2 is the best site based on total weighted scores.
2.5.3Load-distance Method
The load-distance method is a mathematical model used to evaluate locations based on
proximity factors. The objective is to select a location that minimizes the total weighted
loads moving into and out of the facility. The distance between two points is expressed
by assigning the points to grid coordinates on a map. An alternative approach is to use
time rather than distance.
DISTANCE MEASURES
Suppose that a new warehouse is to be located to serve Delhi. It will receive inbound
shipments from several suppliers, including one in Ghaziabad. If the new warehouse were
located at Gurgaon, what would be the distance between the two facilities? If shipments
55
travel by truck, the distance depends on the highway system and the specific route taken.
Computer software is available for calculating the actual mileage between any two
locations in the same county. However, for load-distance method, a rough calculation that
is either Euclidean or rectilinear distance measure may be used. Euclidean distance is the
straight-line distance, or shortest possible path, between two points.
Fig. 2.2 Distance between point A and point B
The point A on the grid represents the supplier’s location in Ghaziabad, and the point
B represents the possible warehouse location at Gurgaon. The distance between points A
and B is the length of the hypotenuse of a right triangle,or
dAB = Sqrt ((XA – XB)2 + (YA – YB)2)
where dAB = distance between points A and B
XA = x-coordinate of pointA
YA = y-coordinate of point A
XB = x-coordinate of point B
YB = y- coordinate of point B
Rectilinear distance measures distance between two points with a series of 90° turns
as city blocks. Essentially, this distance is the sum of the two dashed lines representing
the base and side of the triangle in figure. The distance travelled in the x-direction is the
absolute value of the difference in x-coordinates. Adding this result to the absolute value
of the difference in the y-coordinates gives
DAB = |XA – XB| + |YA – YB|
CALCULATING A LOAD-DISTANCE SCORE
Suppose that a firm planning a new location wants to select a site that minimizes the
distances that loads, particularly the larger ones, must travel to and from the site.
Depending on the industry, a load may be shipments from suppliers, between plants, or to
customers, or it may be customers or employees travelling to or from the facility. The
firm
seeks
to
minimize
its
loaddistance,generallybychoosingalocationsothatlargeloadsgoshortdistances.
To calculate a load-distance for any potential location, we use either of the
distancemeasures and simply multiply the loads flowing to and from the facility by the
distances travelled. These loadsmaybeexpressedastonesornumberoftripsperweek.
This calls for a practical example to appreciate the relevance of the concept. Let us
visit
a new Health-care facility, onceagain.
ILLUSTRATION 3: The new Health-care facility is targeted to serve seven
census tracts in Delhi. The table given below shows the coordinates for the centre of
each census
tract, along with the projected populations, measured in thousands.
Customers will travel from the seven census tract centres to the new facility when they
need health-care. Two locations being considered for the new facility are at (5.5, 4.5)
and (7, 2), which are the centres of census tracts C and F. Details of seven census tract
centres, co-ordinate distances along with the population for each centre are given below.
If we use the population as the loads and use rectilinear distance, which location is
better in terms of its total load- distance score?
Sl.
No.
Census
tract
1
A
2
B
(x, y)
(2.5,
4.5)
(2.5,
56
Population
(l)
2
5
3
C
4
5
6
7
D
E
F
G
2.5)
(5.5,
4.5)
(5, 2)
(8, 5)
(7, 2)
(9, 2.5)
10
7
10
20
14
SOLUTION: Calculate the load-distance score for each location. Using the
coordinates fromtheabovetable.Calculatetheload-distancescoreforeachtract.
Usingtheformula
DAB = |XA – XB| + |YA –YB|
Cens
us
tract
(x, y)
Populati
on
(l)
Locate at (5.5, 4.5) Locate
at (7, 2)
Distance (d)
Load- Distance (d)
Loaddistance
distance
A
(2.5,
2
3
+0 3
6
4.5 + 2.5 = 7 14
4.5)
=
B
(2.5,
5
3
+2 5
25
4.5 + 0.5 = 5 25
2.5)
=
C
(5.5,
10
0
+0 0
0
1.5 + 2.5 = 4 40
4.5)
=
D
(5, 2)
7
0.5 + 2. = 3
21
2 + 0 = 2 14
5
E
(8, 5)
10
2.5 + 0. = 3
30
1 + 3 = 4 40
5
F
(7, 2)
20
1.5 + 2. = 4
80
0+0=0 0
5
G
(9, 2.5) 14
3.5 + 2 5.5
77
2 + 0.5 = 2.5 35
=
Tota
23
Tota
168
l
9
l
Summing the scores for all tracts gives a total load-distance score of 239 when the
facility is located at (5.5, 4.5) versus a load-distance score of 168 at location (7, 2).
Therefore, the locationincensustractFisabetterlocation.
2.5.4 Centre of Gravity
Centre of gravity is based primarily on cost considerations. This method can be used to
assist managers in balancing cost and service objectives. The centre of gravity method
takes into account the locations of plants and markets, the volume of goods moved, and
transportation costs in arriving at the best location for a single intermediate warehouse.
The centre of gravity is defined to be the location that minimizes the weighted distance
between the warehouse and its supply and distribution points, where the distance is
weightedby the numberof tones supplied or consumed. The first step in this
procedure is to placethe locations on a coordinate system. The origin of the coordinate
system and scale used are arbitrary, just as long as the relative distances are correctly
represented. This can be easilydone by placing a grid over an ordinary map. The centreof
gravity is determined by theformula.
CX
= Dix.Wi
Wi
57
CY =
= Diy.W
i
Wi
58
where
Cx = x-coordinate of the centre of gravity
Cy = y-coordinate of the centre of gravity
Dix = x-coordinate of locationi
Diy= y-coordinate of locationi
ILLUSTRATION 4: The new Health-care facility is targeted to serve seven
census tracts in Delhi. The table given below shows the coordinates for thecentre
of each census tract, along with the projected populations, measured in
thousands. Customers will travel from the seven census tract centres to the new
facility when they need health- care. Two locations being considered for the new
facility are at(5.5, 4.5) and (7, 2), which are the centres of census tracts C and F.
Details of seven census tract centres, coordinate distances along with the population for
each centre are given below. Find thetarget area’s centre of gravity for the Healthcare medicalfacility.
Sl.
No.
Census
tract
1
A
2
B
3
C
4
D
5
E
6
F
7
G
SOLUTION: To calculate the centre
where population is given in thousands.
Sl.
No.
1
Census
tract
A
2
B
3
C
4
5
6
7
D
E
F
G
(x, y)
(2.5, 4.5)
2
(2.5, 2.5)
5
(5.5, 4.5)
10
(5, 2)
7
(8, 5)
10
(7, 2)
20
(9, 2.5)
14
of gravity, start with the following information,
(x, y)
(2.5,
4.5)
(2.5,
2.5)
(5.5,
4.5)
(5, 2)
(8, 5)
(7, 2)
(9, 2.5)
Total
Population
(l)
Population
(l)
Lx
Ly
2
5
9
5
12.5
10
55
45
10
20
14
68
35
80
140
126
453.5
0
14
50
40
35
205.5
0
7
Next we find Cx and
Cy.
12.5
Cx = 453.5/68 =
6.67 Cy =
205.5/68 =
3.02
The centre of gravity is (6.67, 3.02). Using the centre of gravity as starting point,
59
managerscan now search in its vicinity for the optimal location.
Break EvenAnalysis
Break even analysis implies that at some point in the operations, total revenue equals
total cost. Break even analysis is concerned with finding the point at which revenues and
costs agree exactly.Itiscalled‘Break-evenPoint’.TheFig.2.3portraystheBreakEvenChart:
Break even point is the volume of output at which neither a profit is made nor a loss is
incurred.The Break Even Point (BEP) in units can be calculated by using the relation:
FixedCost
BEP=
Contributionperunit= Selling Price – Variable Costperunit
The Break Even Point (BEP) in Rs. can be calulated by using the relation:
Fixed Cost
F
BEP = Fixed Cost =
= Rs.
PV Ratio
$
2.5.5
{Sales
Cost †
–
Variable
60
{
Sales
⎝
}
J
Fig. 2.3 Units of output or percentage of capacity
Plotting the break even chart for each location can make economic comparisons of
locations. This will be helpful in identifying the range of production volume over which
location can be selected.
ILLUSTRATION 5: Potential locations X, Y and Z have the cost structures
shown below. The ABC company has a demand of 1,30,000 units of a new product. Three
potential locations X, Y and Z having following cost structures shown are available.
Select
whichlocationistobeselectedandalsoidentifythevolumerangeswhereeachlocationissuited?
Location X
Location Y
Location Z
Fixed Costs
Rs. 150,000
Rs. 350,000
Rs. 950,000
Variable
Rs. 10
Rs. 8
Rs. 6
Costs
SOLUTION: Solve for the crossover between X and Y:
10X + 150,000 = 8X + 350,000
2X = 200,000
X = 100,000
units Solve for the crossover between Y and Z:
8X + 350,000 = 6X + 950,000
2X = 600,000
X = 300,000 units
Therefore, at a volume of 1,30,000 units, Y is the appropriate strategy.
From the graph (Fig. 2.4) we can interpret that location X is suitable up to 100,000
units, location Y is suitable up to between 100,000 to 300,000 units and location Z is
suitable if the demand is more than 300,000 units.
61
Fig. 2.4 BEP chart
2.6LOCATIONAL ECONOMICS
An ideal location is one which results in lowest production cost and least distribution cost
per unit. These costs are influenced by a number of factors as discussed earlier. The various
costs which decide locational economy are those of land, building, equipment, labour,
material, etc. Other factors like community attitude, community facilities and housing
facilities will also influence the selection of best location. Economic analysis is carried out
to decide as to which locate bestlocation.
Thefollowingillustrationwillclarifythemethodofevaluationofbestlayoutselection.
ILLUSTRATION 6: From the following data select the most advantageous
location for setting a plant for making transistorradios.
Site X
Site Y
Site Z
Rs.
Rs.
Rs.
(i) Total initial investment
2,00,000
2,00,000
2,00,000
(ii) Total expected sales
2,50,000
3,00,000
2,50,000
(iii) Distribution expenses
40,000
40,000
75,000
(iv) Raw material expenses
70,000
80,000
90,000
(v) Power and water supply expenses 40,000
30,000
20,000
(vi) Wages and salaries
20,000
25,000
20,000
(vii) Other expenses
25,000
40,000
30,000
(viii) Community attitude
Indifferent
Want
Indifferent
business
(ix) Employee housing facilities
Poor
Excellent
Good
SOLUTION:
Site X
Rs.
1,95,000
Totalexpenses
[Add (iii) (iv) (v) (vi) and (vii)]
Site Y
Rs.
2,15,000
×100
Total investment
Rate of return (RoR), % =
RoR for Site X =
= 27.5%
×100
RoR for Site Y =
= 42.5%
×100
2,00,000
2,00,000
62
Site Z
Rs.
2,35,000
RoR for Site Z =
2,35,000×100
2,00,000
= 7.5%
Location Y can be selected because of higher rate of return.
2.7 PLANT LAYOUT
Plant layout refers to the physical arrangement of production facilities. It is the
configuration of departments, work centres and equipment in the conversion process. It is
a floor plan of the physical facilities, which are used in production.
According to Moore “Plant layout is a plan of an optimum arrangement of facilities
including personnel, operating equipment, storage space, material handling equipment
and all other supporting services along with the design of best structure to contain all
these facilities”.
2.7.1
Objectives of PlantLayout
The primary goal of the plant layout is to maximise the profit by arrangement of all the
plant facilities to the best advantage of total manufacturing of the product.
The objectives of plant layout are:
1. Streamlinetheflowofmaterialsthroughtheplant.
2. Facilitate the manufacturingprocess.
3. Maintainhighturnoverofin-processinventory.
4. Minimise materials handling andcost.
5. Effectiveutilisationofmen,equipmentandspace.
6. Makeeffectiveutilisationofcubicspace.
7. Flexibilityofmanufacturingoperationsandarrangements.
8. Provideforemployeeconvenience,safetyandcomfort.
9. Minimize investment inequipment.
10. Minimize overall productiontime.
11. Maintainflexibilityofarrangementandoperation.
12. Facilitate the organizationalstructure.
63
Principles of Plant Layout
1. Principle of integration: A good layout is one that integrates men, materials,
machines and supporting services and others in order to get the optimum utilisation of
resources and maximum effectiveness.
2. Principle of minimum distance: This principle is concerned with the minimum
travel (or movement) of man and materials. The facilities should be arranged such that,
the totaldistance travelled by the men and materials should be minimum and as far as
possible straight linemovementshouldbepreferred.
3. Principle of cubic space utilisation: The good layout is one that utilise both
horizontal and vertical space. It is not only enough if only the floor space is utilised
optimally but the third dimension, i.e., the height is also to be utilized effectively.
4. Principle of flow: A good layout is one that makes the materials to move in
forward directiontowardsthecompletionstage,i.e.,thereshouldnotbeanybacktracking.
5. Principle of maximum flexibility: The good layout is one that can be altered
without much cost and time, i.e., future requirements should be taken into account while
designing the presentlayout.
6. Principle of safety, security and satisfaction: A good layout is one that gives
due consideration to workers safety and satisfaction and safeguards the plant and
machinery against fire, theft,etc.
7. Principle of minimum handling: A good layout is one that reduces the material
handling to theminimum.
2.7.2
2.8 CLASSIFICATION OF LAYOUT
Layouts can be classified into the following five categories:
1. Processlayout
2. Productlayout
3. Combinationlayout
4. Fixed positionlayout
5. Grouplayout
2.8.1
ProcessLayout
Process layout is recommended for batch production. All machines performing similar
type of operations are grouped at one location in the process layout e.g., all lathes,
milling machines, etc. are grouped in the shop will be clustered in like groups.
Thus, in process layout the arrangement of facilities are grouped together according
to their functions. A typical process layout is shown in Fig. 2.5. The flow paths of
material through the facilities from one functional area to another vary from product to
product. Usually the paths are long and there will be possibility of backtracking.
Process layout is normally used when the production volume is not sufficient to
justify a product layout. Typically, job shops employ process layouts due to the variety of
products manufactured and their low production volumes.
Fig. 2.5 Process layout
Advantages
64
1. Inprocesslayoutmachinesarebetterutilizedandfewermachinesarerequired.
2. Flexibility of equipment and personnel is possible in processlayout.
3. Lower investment on account of comparatively less number of machines and
lower cost of general purpose machines.
4. Higher utilisation of production facilities.
5. A high degree of flexibility with regards to work distribution to machineries and
workers.
6. Thediversityoftasksandvarietyofjobmakesthejobchallengingandinteresting.
7. Supervisorswillbecomehighlyknowledgeableaboutthefunctionsundertheirdepartment.
Limitations
1. Backtracking and long movements may occur in the handling of materials thus,
reducing material handling efficiency.
2. Material handling cannot be mechanized which adds to cost.
3. Process time is prolonged which reduce the inventory turnover and increases the
in- process inventory.
4. Lowered productivity due to number of set-ups.
5. Throughput(time gap between in and out in the process)timeislonger.
6. Space and capital are tied up by work-in-process.
2.8.2 Product Layout
In this type of layout, machines and auxiliary services are located according to the
processing sequence of the product. If the volume of production of one or more products
is large, the facilities can be arranged to achieve efficient flow of materials and lower cost
per
unit.
Special
purposemachinesareusedwhichperformtherequiredfunctionquicklyandreliably.
The product layout is selected when the volume of production of a product is high
such that a separate production line to manufacture it can be justified. In a strict product
layout, machines are not shared by different products. Therefore, the production volume
must
be
sufficient
to
achievesatisfactoryutilisationoftheequipment.AtypicalproductlayoutisshowninFig.2.6.
Fig. 2.6 Product layout
65
Advantages
1. Theflowofproductwillbesmoothandlogicalinflowlines.
2. In-process inventory isless.
3. Throughput time isless.
4. Minimum material handling cost.
5. Simplified production,planning andcontrolsystemsarepossible.
6. Lessspaceisoccupiedbyworktransitandfortemporarystorage.
7. Reducedmaterialhandlingcostduetomechanisedhandlingsystemsandstraightflow.
8. Perfect line balancingwhicheliminatesbottlenecksandidlecapacity.
9. Manufacturing cycle is short duetouninterruptedflowofmaterials.
10. Small amount of work-in-process inventory.
11. Unskilled workers can learn and manage the production.
Limitations
1. A breakdown of one machine in a product line may cause stoppages of machines
in the downstream of the line.
2. A change in product design may require major alterationsinthelayout.
3. The line output is decided by the bottleneck machine.
4. Comparatively high investment in equipments is required.
5. Lackofflexibility.Achangeinproductmayrequirethefacilitymodification.
2.8.3
2.8.4
CombinationLayout
A combination of process and product layouts combines the advantages of both types of
layouts. A combination layout is possible where an item is being made in different types
and sizes. Here machinery is arranged in a process layout but the process grouping is then
arranged in a sequence to manufacture various types and sizes of products. It is to be
noted that the sequence of operations remains same with the variety of products and
sizes. Figure 2.7 shows a combination type of layout for manufacturing different sized
66
gears.
Fig. 2.7 Combination layout for making different types and sizes of gears
67
2.8.4 Fixed Position Layout
This is also called the project type of layout. In this type of layout, the material, or major
components remain in a fixed location and tools, machinery, men and other materials are
brought to this location. This type of layout is suitable when one or a few pieces of
identical heavy products are to be manufactured and when the assembly consists of large
number of heavy parts, the cost of transportation of these parts is very high.
Fig. 2.8 Fixed position layout
Advantages
68
The major advantages of this type of layout are:
1. Helps in job enlargement and upgrades the skills of the operators.
2. The workers identify themselves with a product in which they take interest and
pride in doing the job.
3. Greater flexibility withthistypeoflayout.
4. Layout capital investmentislower.
2.8.5 Group Layout (or Cellular Layout)
There is a trend now to bring an element of flexibility into manufacturing system as
regards
to variation in batch sizes and sequence of operations. A grouping of
equipment for performing a sequence of operations on family of similar components or
products has become all the important.
Group technology (GT) is the analysis and comparisons of items to group them into
families with similar characteristics. GT can be used to develop a hybrid between pure
process layout and pure flow line (product) layout. This technique is very useful for
companies that produce variety of parts in small batches to enable them to take advantage
and economics of flow linelayout.
The application of group technology involves two basic steps; first step is to
determine component families or groups. The second step in applying group technology
is to arrange the plants equipment used to process a particular family of components. This
represents small plants within the plants. The group technology reduces production
planning time for jobs. It reduces the set-up time.
Thusgroup layout is a combination of the product layout and process layout. It
combines the advantages of both layout systems. If there are m-machines and ncomponents, in a group layout(Group-TechnologyLayout),them-machinesandncomponentswillbedividedintodistinctnumber of machine-component cells (group) such
that all the components assigned to a cell are almost processed within that cell itself.
Here, the objective is to minimize the intercell movements. The basic aim of a group
technology layout is to identify families of components that require similar of satisfying
all the requirements of the machines are grouped into cells. Each cell is
capable of satisfying all the requirements of the component family assigned to it.
The layout design process considers mostly a single objective while designing
layouts. In process layout, the objective is to minimize the total cost of materials
handling. Because of the nature of the layout, the cost of equipments will be the
minimum in this type of layout. In product layout, the cost of materials handling will be
at the absolute minimum. But the cost of equipments would not be at the minimum if the
equipments are not fully utilized.
In-group technology layout, the objective is to minimize the sum of the cost of
transportation and the cost of equipments. So, this is called as multi-objective layout. A
typical process layout is shown in Fig.2.9.
69
Fig. 2.9 Group layout or Cellular layout
AdvantagesofGroupTechnologyLayout
GroupTechnologylayoutcanincrease—
1. Component standardization andrationalization.
2. Reliability of estimates.
3. Effective machine operation andproductivity.
4. Customer service.
It can decrease the—
1. Paperwork and overallproductiontime.
2. Work-in-progress and workmovement.
3. Overallcost.
70
Limitations of Group Technology Layout
This type of layout may not be feasible for all situations. If the product mix is
completely dissimilar, then we may not have meaningful cell formation.
2.9 DESIGN OF PRODUCT LAYOUT
In product layout, equipment or departments are dedicated to a particular product line,
duplicate equipment is employed to avoid backtracking, and a straight-line flow of
material movement is achievable. Adopting a product layout makes sense when the batch
size
of
a
given
product
or
partislargerelativetothenumberofdifferentproductsorpartsproduced.
Assembly lines are a special case of product layout. In a general sense, the term
assembly
linereferstoprogressiveassemblylinkedbysomematerialhandlingdevice.Theusualassumption is that some form of pacing is present and the
allowable processing time is equivalent for all workstations. Within this broad definition,
there are important differences among line types. A few of these are material handling
devices (belt or roller conveyor, overhead crane); line configuration (U-shape, straight,
branching); pacing (mechanical, human); product mix (one product or multiple products);
workstation characteristics (workers may sit, stand, walk with the line, or ride the line);
and length of the line (few or many workers). The range of products partially or
completely assembled on lines includes toys, appliances, autos, clothing and a wide
variety of electronic components. In fact, virtually any product that has multiple parts and
is produced in large volume uses assembly lines to some degree.
A more-challenging problem is the determination of the optimum configuration of
operators and buffers in a production flow process. A major design consideration in
production lines is the assignment of operation so that all stages are more or less equally
loaded. Consider the case of traditional assembly lines illustrated in Fig. 2.10.
Fig. 2.10 Traditional assembly line
In this example, parts move along a conveyor at a rate of one part per minute to
three groups of workstations. The first operation requires 3 minutes per unit; the second
operation requires 1 minute per unit; and the third requires 2 minutes per unit. The first
workstation consists of three operators; the second, one operator; and the third, two
operators. An operator removes a part from the conveyor and performs some assembly
task at his or her workstation. The completed part is returned to the conveyor and
transported to the next operation. The number
of operators at each workstation was
chosen
so
that
the
line
is
balanced.
Since
three
operators
worksimultaneouslyatthefirstworkstation,ontheaverageonepartwillbecompletedeachminut
e. This is also true for other two stations. Since the parts arrive at a rate of one per
minute, parts are also completed at this rate.
Assembly-line systems work well when there is a low variance in the times required
to perform the individual subassemblies. If the tasks are somewhat complex, thus
resulting in a higher assembly-time variance, operators down the line may not be able to
71
keep up with the flow of parts from the preceding workstation or may experience
excessive idle time. An alternative to a conveyor-paced assembly-line is a sequence of
workstations linked by gravity conveyors, which act as buffers between
successiveoperations.
LINE BALANCING
Assembly-line balancing often has implications for layout. This would occur when, for
balance purposes, workstation size or the number used would have to be physically
modified.
The most common assembly-line is a moving conveyor that passes a series of
workstations in a uniform time interval called the workstation cycle time (which is also
the time between successive units coming off the end of the line). At each workstation,
work is performed on a product either by adding parts or by completing assembly
operations. The work performed at each station is made up of many bits of work, termed
tasks, elements, and work units. Such tasks are described by motion-time analysis.
Generally, they are grouping that cannot be subdivided on theassemblylinewithoutpayingapenaltyinextramotions.
The total work to be performed at a workstation is equal to the sum of the tasks
assigned
to that workstation. The line-balancing problem is one of assigning all tasks
to a series of workstations so that each workstation has no more than can be done in the
workstation
cycle
time,andsothattheunassigned(idle)timeacrossallworkstationsisminimized.
The problem is complicated by the relationships among tasks imposed by product
design and process technologies. This is called the precedence relationship, which
specifies the order in which tasks must be performed in the assembly process.
The steps in balancing an assembly line are:
1. Specifythesequentialrelationshipsamongtasksusingaprecedencediagram.
2. DeterminetherequiredworkstationcycletimeC,usingtheformula
Production time per day
C=
Required output per day (in units)
3. Determine the theoretical minimum number of workstations (Nt) required to
satisfy the workstationcycletimeconstraintusingtheformula
Sum of task times (T)
Nt =
Cycle time (C)
4. Select a primary rule by which tasks are to be assigned to workstations, and a
secondary rule to breakties.
5. Assign tasks, one at a time, to the first workstation until the sum of the task times
is equal to the workstation cycle time, or no other tasks are feasible because of
time or sequence restrictions. Repeat the process for workstation 2, workstation 3,
and so on until all tasks are assigned.
72
6. Evaluate the efficiency of the balance derived using the
formula
Efficiency=
Sum of task times(T)
Actual number of workstations (Na ) × Workstations cycle time (C)
7. Ifefficiencyisunsatisfactory,rebalanceusingadifferentdecisionrule.
ILLUSTRATION 7: The MS 800 car is to be assembled on a conveyor belt. Five
hundredcars are required per day. Production time per day is 420 minutes, and the
assembly steps and times for the wagon are given below. Find the balance that
minimizes the number of workstations, subject to cycle time and precedenceconstraints.
Task
A
Task time
(in
seconds)
45
B
C
D
11
9
50
E
F
G
H
I
J
15
12
12
12
12
8
Descriptio
n
Position rear axle support
and hand fasten
Four screws to nuts
Insert rear axle
Tighten rear axle support
screws to nuts
Position front axle assembly and hand
Fasten with four screws to nuts
Tighten front axle assembly screws
Position rear wheel 1 and fasten hubcap
Position rear wheel 2 and fasten hubcap
Position front wheel 1 and fasten hubcap
Tasks that
must precede
A
B
D
C
C
E
E
F, G, H,
I
K
9
Position front wheel 2 and fasten hubcap J
SOLUTION: 1. Draw a precedence diagram as follows:
2. Determine workstation cycle time. Here we have to convert production time to
seconds because our task times are inseconds
Production time per day
C=
Required output per day
(inunits)
420 min × 60 sec
25200
=
50.4
500
=
500cars
73
secs
3. Determine the theoretical minimum number of workstations required (the actual
number may begreater)
N
4. Select
T
=
195seconds
t
assignmentrules.
C
50.4seconds
(a)Prioritize tasks in order of the largest number of following tasks:
Task
Number
tasks
A
of
following
6
B or D
C or E
F, G, H, or
I
5
4
2
J
1
K
0
Our secondary rule, to be invoked where ties exist from our primary rule, is (b)
Prioritize tasks in order of longest task time. Note that D should be assigned
before B, and E assigned before C due to this tie-breaking rule.
5. Make task assignments to form workstation 1, workstation 2, and so forth until all
tasks are assigned. It is important to meet precedence and cycle time requirements
as the assignments aremade.
Station
Task
Station 1
A
Station 2
Station 3
D
Task time Remaining
(in sec) unassigned
time (in sec)
45
5.4
50
11
15
B
E
C
9
F
Station 4
J
K
0.4
39.4
24.4
15.4
8
3.4 idle
38.4
26.4
14.4
6.4 idle
9
41.4 idle
G
H
I
Station 5
12
12
12
12
Feasible
remainin
g tasks
Idle
6. Calculate the efficiency.
74
Idle
C, E
C, H, I
F, G, H,
I
None
H, I
I
J
None
None
Task with Task with
most
longest opefollowers ration time
None
None
C, E
C
F, G, H,
I
H, I
E
F, G, H,
I
H, I
T
=
195
= .77 or77%
Na C 5 × 50.4
7. Evaluate the solution. An efficiency of 77 per cent indicates an imbalance or idle
time of23percent(1.0–.77)across theentireline.
In addition to balancing a line for a given cycle time, managers must also consider
four other options: pacing, behavioural factors, number of models produced, and cycle
times.
Pacing is the movement of product from one station to the next after the cycle time
has elapsed. Paced lines have no buffer inventory. Unpaced lines require inventory
storage areas to be placed between stations.
BEHAVIOURAL FACTORS
The most controversial aspect of product layout is behavioural response. Studies have
shown that paced production and high specialization lower job satisfaction. One study
has shown that productivity increased on unpaced lines. Many companies are exploring
job enlargement and rotation to increase job variety and reduce excessive specialization.
For example, New York Life has redesigned the jobs of workers who process and
evaluate claims applications. Instead of using a production line approach with several
workers doing specialized tasks, New York Life has made each worker solely responsible
for an entire application. This approach increased worker responsibility and raised morale.
In manufacturing, at its plant in Kohda, Japan, Sony Corporation dismantled the conveyor
belts on which as many as 50 people assembled camcorders. It set up tables for workers to
assemble an entire camera themselves, doing everything from soldering to testing. Output
per worker is up 10 per cent, because the approach frees efficient assemblers to make more
products instead of limiting them to conveyor belt’s speed. And if something goes wrong,
only a small section of the plant is affected. This approach also allows the
linetomatchactualdemandbetterandavoidfrequentshutdownbecauseofinventorybuildups.
NUMBER OF MODELS PRODUCED
A mixed-model line produces several items belonging to the same family. A singlemodel line produces one model with no variations. Mixed model production enables a
plant to achieve both high-volume production and product variety. However, it
complicates scheduling and increases the need for good communication about the
specific parts to be produced at each station.
CYCLE TIMES
A line’s cycle time depends on the desired output rate (or sometimes on the maximum
number
of workstations allowed). In turn, the maximum line efficiency varies
considerably with the cycle time selected. Thus, exploring a range of cycle times makes
sense. A manager might go with
a particularly efficient solution even if it does not
match the output rate. The manager can compensate for the mismatch by varying the
number
of
hours
the
line
operates
through
overtime,
extendingshifts,oraddingshifts.Multiplelinesmightevenbetheanswer.
Efficiency =
2.10 DESIGN OF PROCESS LAYOUT
The analysis involved in the design of production lines and assembly lines relates
primarily to timing, coordination, and balance among individual stages in the process.
75
For process layouts, the relative arrangement of departments and machines is the
critical factor because of the large amount of transportation and handling involved.
PROCEDURE FOR DESIGNING PROCESS LAYOUTS
Process layout design determines the best relative locations of functional work centres.
Work centres that interact frequently, with movement of material or people, should be
located close together, whereas those that have little interaction can be spatially
separated. One approach of designing an efficient functional layout is described below.
1. Listanddescribeeachfunctionalworkcentre.
2. Obtainadrawinganddescriptionofthefacilitybeingdesigned.
3. Identifyandestimatetheamountofmaterialandpersonnelflowamongworkcentres
4. Usestructuredanalyticalmethodstoobtainagoodgenerallayout.
5. Evaluateandmodifythelayout,incorporatingdetailssuchasmachineorientation,storag
e area location, and equipmentaccess.
The first step in the layout process is to identify and describe each work centre. The
description should include the primary function of the work centre; drilling, new
accounts, or cashier; its major components, including equipment and number of
personnel; and the space required. The description should also include any special access
needs (such as access to running water or an elevator) or restrictions (it must be in a clean
area or away from heat).
For a new facility, the spatial configuration of the work centres and the size and
shape of the facility are determined simultaneously. Determining the locations of special
structures and fixtures such as elevators, loading docks, and bathrooms becomes part of
the layout process. However, in many cases the facility and its characteristics are a given.
In these situations, it is necessary to obtain a drawing of the facility being designed,
including shape and dimensions, locations of fixed structures, and restrictions on
activities, such as weight limits on certain parts of a floor orfoundation.
Fig 2.11 Relationship flow diagram
To minimize transport times and material-handling costs, we would like to place
close together those work centres that have the greatest flow of materials and people
between
them.Toestimatetheflowsbetweenworkcentres,itishelpfultobeginbydrawingrelationshipdi
agram asshowninFig.2.11.
Formanufacturingsystems,materialflowsandtransportingcostscanbeestimatedreasonab
ly
wellusinghistoricalroutingsforproductsorthroughworksamplingtechniquesappliedtoworker
s or jobs. The flow of people, especially in a service system such as a business office or
auniversity administration building, may be difficult to estimate precisely, although work
76
sampling canbeusedtoobtainroughestimates.
The amounts and/or costs of flows among work centres are usually presented using a
flow matrix, a flow-cost matrix, or a proximity chart.
1. FlowMatrix
A flow matrix is a matrix of the estimated amounts of flow between each pair of
work centres. The flow may be materials (expressed as the number of loads transported)
or
people
whomovebetweencentres.Eachworkcentrecorrespondstoonerowandonecolumn,andthe
element fijdesignates the amount of flow from work centre (row) I to work centre
(column) j. Normally, the direction of flow between work centres is not important, only
the
total
amount,
so
fijandfjicanbecombinedandtheflowsrepresentedusingonlytheupperrighthalfofamatrix.
Flow Matrix Table
A
B
C
D
E
F
G
H
I
32
D
0
Work
centre
E
F
80 0
20
10
30
75
-
0
10
50
-
-
-
35
-
-
-
-
-
-
-
-
-
-
-
0
150
20
-
-
-
-
-
-
-
50
45
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
A
-
B
25
-
-
-
-
-
C
G
30
0
0
20
H
5
I
15
7
45
60
25
90
80
10
Daily
flows
Between
120
Work
70
centres
0
0
80
-
2. Flow-costMatrix
A basic assumption of facility layout is that the cost of moving materials or people
between work centers is a function of distance travelled. Although more complicated cost
functions
can
beaccommodated,oftenweassumethattheperunitcostofmaterialandpersonnelflowsbetween
work centresis proportional to the distance between the centres. Sofor each type of
flow betweeneachpairofdepartments,iandj,weestimatethecostperunitperunitdistance,cij.
77
Flow-cost Matrix Table
A
-
B
25
B
C
D
-
-
-
-
-
E
F
G
A
H
I
C
Work
centre
E
F
80 0
32
D
0
40
10
90
75
0
7
10
Daily cost
-
0
10
50
45
60
0
for flows
-
-
-
35
50
90
240
between
-
-
-
-
-
80
0
70
workcentres
-
-
-
-
-
-
0
150
20
(Rs per day
-
-
-
-
-
-
-
150
45
per 100 ft)
-
-
-
-
-
-
-
-
80
-
-
-
-
-
-
-
-
-
0
20
G
30
H
5
I
15
3. ProximityChart
Proximity charts (relationship charts) are distinguished from flow and flow-cost
matrices by the fact that they describe qualitatively the desirability or need for work
centres to be close together, rather than providing quantitative measures of flow and cost.
These charts are used when it is difficult to measure or estimate precise amounts or costs
of flow among work centres. This is common when the primary flows involve people and
do not have a direct cost but rather an indirect cost, such as when employees in a
corporate
headquarters
move
among
departments
(payroll,
printing,informationsystems)tocarryouttheirwork.
2.11 SERVICE LAYOUT
The major factors considered for service providers, is an impact of location on sales and
customer satisfaction. Customers usually look about how close a service facility is,
particularly if the process requires considerable customer contact. Hence, service facility
layouts should provide for easyentrancetothesefacilitiesfromthefreeways.Wellorganizedpackingareas,easilyaccessible facilities, well designed walkways and parking
areas are some of the requirements of service facilitylayout.
Service facility layout will be designed based on degree of customer contact and the
service
neededbyacustomer.Theseservicelayoutsfollowconventionallayoutsasrequired.Forexampl
e, for car service station, product layout is adopted, where the activities for servicing a car
follows a sequence of operation irrespective of the type of car. Hospital service is the
best example for adaptation of process layout. Here, the service required for a customer
will
follow
an
independent
path.ThelayoutofcarservicingandhospitalisshowninFigs.2.12and2.13.
78
Fig. 2.12 Service layout for car servicing
Fig. 2.13 Layout for hospitality service
2.12 ORGANISATION OF PHYSICAL FACILITIES
The following are the most important physical facilities to be organised:
1. Factory building
2. Lighting
3. Claimatic conditions
4. Ventilation
5. Work-related welfare facilities
I. FACTORYBUILDING
Factory building is a factor which is the most important consideration for every industrial
enterprise. A modem factory building is required to provide protection for men, machines,
materials, products or even the company’s secrets. It has to serve as a part of the
production facilities and as a
factor to maximise economy and efficiency in plant
operations. It should offer a pleasant and comfortable working environment and project
the management’s image and prestige. Factory building is like skin and bones of a living
body for an organisation. It is for these reasons that
the factorybuilding acquires
greatimportance.
Following factors are considered for an Industrial Building:
A. Design of thebuilding.
B. Types ofbuildings.
79
A. Design of the Building
The building should designed so as to provide a number of facilities—such as lunch
rooms, cafeteria, locker rooms, crèches, libraries, first-aid and ambulance rooms,
materials handling facilities, heating, ventilation, air-conditioning, etc. Following factors
are considerations in the designing of a factory building:
1. Flexibility: Flexibility is one of the important considerations because the building
is likely to become obsolete and provides greater operating efficiency even when
processes and technology change. Flexibility is necessary because it is not always
feasible and economical to build a new plant, every time a new firm is organised or the
layout is changed. With minor alternations, the building should be able to accommodate
different types of operations.
2. Product and equipment: The type of product that is to be manufactured,
determines column-spacing, type of floor, ceiling, heating and air-conditioning. A
product of a temporary nature may call for a less expensive building and that would be a
product of a more permanent nature. Similarly, a heavy product demands a far more
different building than a product which is light in weight.
3. Expansibility: Growth and expansion are natural to any manufacturing
enterprises. They are the indicators of the prosperity of a business. The following factors
should be borne in mind if the future expansion of the concern is to be provided for:
(i) The area of the land which is to be acquired should be large enough to provide for
the future expansion needs of the firm and accommodate current needs.
(ii) The design of the building should be in a rectangular shape. Rectangular shapes
facilitate expansion on any side.
(iii) If vertical expansion is expected, strong foundations, supporters and columns
must be provided.
(iv) If horizontal expansion is expected, the side walls must be made non-load-bearing
to provide for easy removal.
4. Employee facilities and service area: Employee facilities must find a proper
place in the building design because they profoundly affect the morale, comfort and
productivity. The building plan should include facilities for lunch rooms, cafeteria, water
coolers, parking area and the like. The provision of some of these facilities is a legal
requirement.
Others
make
good
workingconditionspossible.Andagoodworkingconditionisgoodbusiness.
Serviceareas,suchasthetoolroom,thesupervisor’soffice,themaintenanceroom,receiving
and dispatching stations, the stock room and facilities for scrap disposal, should also be
included in the building design.
B. Types of Buildings
Industrial buildings may be grouped under three types:
1. Single-storeybuildings,
2. Multi-storeybuildings
The decision on choosing a suitable type for a particular firm depends on the
manufacturing process and the area of land and the cost of construction.
1. SINGLE-STOREYBUILDINGS
Mostoftheindustrialbuildingsmanufacturingwhicharenowdesignedandconstructedaresingl
e storeyed, particularly where lands are available at reasonable rates. Single-storey
buildings offer several operating advantages. A single-storey construction is preferable
when materials handling is difficult because the product is big or heavy, natural lighting
is desired, heavy floor loads are required andfrequentchangesinlayoutareanticipated.
Advantages
Advantages of single-storey building are:
80
1. There is a greater flexibility inlayoutandproductionrouting.
2. The maintenance cost resulting from the vibration of machinery is reduced
considerably because of the housing of the machinery on the ground.
3. Expansioniseasilyensuredbytheremovalofwalls.
4. The cost of transportation of materials is reduced because of the absence of
materials handling equipment betweenfloors.
5. All the equipment is on the same level, making for an easier and more effective
layout supervision andcontrol.
6. Greaterfloorload-bearingcapacityforheavyequipmentisensured.
7. Thedangeroffirehazardsisreducedbecauseofthelateralspreadofthebuilding.
Limitations
Single-storey buildings suffer from some limitations. These are:
1. Highcostofland,particularlyinthecity.
2. Highcostofheating,ventilatingandcleaningofwindows.
3. Highcostoftransportationformovingmenandmaterialstothefactorywhichisgenerally
located far from thecity.
2. MULTI-STOREYBUILDINGS
Schools, colleges, shopping complexes, and residences, and for service industries like
Software, BPOetc.multi-storeystructuresaregenerallypopular,particularlyincities.Multistoreybuildings are useful in manufacture of light products, when the acquisition of land
becomes difficult and expensiveandwhenthefloorloadisless.
81
Advantages
When constructed for industrial use, multi-storey buildings offer the following
advantages:
1. Maximum operating floor space (per sq. ft. of land). This is best suited in areas
where land is verycostly.
2. Lowercostofheatingandventilation.
3. Reduced cost of materials handling because the advantage of the use of gravity
for the flow ofmaterials.
Limitations
Following are the disadvantages of multi-storey building:
1. Materials handling becomes very complicated. A lot of time is wasted in moving
them betweenfloors.
2. Alotoffloorspaceiswastedonelevators,stairwaysandfireescapes.
3. Floor load-bearing capacity is limited, unless special construction is used, which
is very expensive.
4. Natural lighting is poor in the centres of the shop, particularly when the width of
the building is somewhatgreat.
5. Layoutchangescannotbeeffectedeasilyandquickly.
Generally speaking, textile mills, food industries, detergent plants, chemical industries
and software industry use these types of buildings.
II. LIGHTING
Itisestimatedthat80percentoftheinformationrequiredindoingjobisperceivedvisually.Good
visibility of the equipment, the product and the data involved in the work process is an
essential factor in accelerating production, reducing the number of defective products,
cutting down waste and preventing visual fatigue and headaches among the workers. It
may also be added that both inadequatevisibilityandglarearefrequentlycausesaccidents.
Inprinciple,lightingshouldbeadaptedtothetypeofwork.However,thelevelofillumination
, measured in should be increased not only in relation to the degree of precision or
miniaturization of the work but also in relation to the worker’s age. The accumulation of
dust and the wear of the light sources cut down the level of illumination by 10–50 per
cent of the original level. This gradual drop in the level should therefore be compensated
for
when
designing
the
lightingsystem.
Regularcleaningoflightingfixtureisobviouslyessential.
Excessive contrasts in lighting levels between the worker’s task and the
generalsurroundings should also be avoided. The use of natural light should be
encouraged. This can be achieved by installing windows that open, which are
recommended to have an area equal to the time of day, the distance of workstations from
the windows and the presence or absence of blinds. For this reason it is essential to have
artificial lighting, will enable people to maintain proper vision and will ensure that the
lighting intensity ratios between the task, the surrounding objects and the general
environment aremaintained.
CONTROL OF LIGHTING
In order to make the best use of lighting in the work place, the following points should be
taken into account:
1. Foruniformlightdistribution,installanindependentswitchfortherowoflightingfixture
s closest to the windows. This allows the lights to be switched on and off
depending on whetherornotnaturallightissufficient.
2. Topreventglare,avoidusinghighlyshiny,glossyworksurfaces.
3. Uselocalizedlightinginordertoachievethedesiredlevelforaparticularfinejob.
82
4. Cleanlightfixturesregularlyandfollowamaintenanceschedulesoastopreventflickerin
g ofoldbulbsandelectricalhazardsduetowornoutcables.
5. Avoid direct eye contact with the light sources. This is usually achieved by
positioning themproperty.Theuseofdiffusersisalsoquiteeffective.
III. CLIMATICCONDITIONS
Control of the climatic conditions at the workplace is paramount importance to the
workers health and comfort and to the maintenance of higher productivity. With excess
heat or cold, workers may feel very uncomfortable, and their efficiency drops. In addition,
this can lead to accidents. This human body functions in such a way as to keep the central
nervous system and the internal organs at a constant temperature. It maintains the
necessary thermal balance by continuous heat exchange with the environment. It is
essential to avoid excessive hear or cold, and wherever possible to keep the climatic
conditions optimal so that the body can maintain a thermal balance.
WORKING IN A HOT ENVIRONMENT
Hotworkingenvironmentsarefoundalmosteverywhere.Workpremiseintropicalcountriesma
y, on account of general climatic conditions, be naturally hot. When source of heat such
as furnaces, kilns or hot processes are present, or when the physical workload is heavy,
the human body may also have to deal with excess heat. It should be noted that in such
hot working environments sweating is almost the only way in which the body can lose
heat. As the sweat evaporates, the body cools. There is a relationship between the amount
and speed of evaporation and a feeling of comfort. The more intense the evaporation,
the
quicker
the
body
will
cool
and
feel
refreshed.
Evaporationincreaseswithadequateventilation.
WORKING IN A COLD ENVIRONMENT
Workingincoldenvironmentswasoncerestrictedtonontropicalorhighlyelevatedregions.Now as a result of modern refrigeration, various groups
of workers, even in tropical countries, are exposedtoacoldenvironment.
Exposure to cold for short periods of time can produce serious effects, especially
when workers are exposed to temperatures below 10°C The loss of body heat is
uncomfortable and quickly affects work efficiency. Workers in cold climates and
refrigerated premises should be well protected against the cold by wearing suitable
clothes, including footwear, gloves and, most importantly, a hat. Normally, dressing in
layers traps dead air and serves as an insulation layer, thus keeping the workerwarmer.
Introduction to Material Management :
Materials management is a function, which aims for integrated approach towards the
management
ofmaterialsinanindustrialundertaking.Itsmainobjectiveiscostreductionandefficienthandlin
g of materials at all stages and in all sections of the undertaking. Its function includes
several
importantaspectsconnectedwithmaterial,suchas,purchasing,storage,inventorycontrol,mate
rial handling, standardisationetc.
4.2
SCOPE OR FUNCTIONS OF MATERIALS MANAGEMENT
Materials management is defined as “the function responsible for the coordination of
planning, sourcing, purchasing, moving, storing and controlling materials in an
optimum manner so as to provide a pre-decided service to the customer at a
minimumcost”.
From the definition it is clear that the scope of materials management is vast. The
functions of materials management can be categorized in the following ways: (as shown
83
in Fig. 4.1.)
1. Material Planning andControl
2. Purchasing
3. StoresManagement
4. Inventory Control orManagement
5. Standardisation
6. Simplification
7. ValueAnalysis
8. Erogonomics
9. Just-in-Time(JIT)
All the above mentioned functions of materials management has been discussed in
detail in thischapter.
Fig. 4.1 Scope of materials management
1.
Materials planning and control: Based on the sales forecast and production
plans, the materials planning and control is done. This involves estimating the
individual requirements of parts, preparing materials budget, forecasting the levels of
inventories,
scheduling
the
orders
and
monitoringtheperformanceinrelationtoproductionandsales.
2.
Purchasing: This includes selection of sources of supply finalization in
terms
ofpurchase,
placementofpurchaseorders,followup,maintenanceofsmoothrelationswithsuppliers,approval
ofpaymentstosuppliers,evaluatingandratingsuppliers.
3.
Stores management or management: This involves physical control of
materials, preservation of stores, minimization of obsolescence and damage through
timely disposal and efficient handling, maintenance of stores records, proper location
and stocking. A store is also responsible for the physical verification of stocks and
reconciling them with book figures. A store playsavitalroleintheoperationsofacompany.
4. Inventory control or management: Inventory generally refers to the materials in
stock. It is also called the idle resource of an enterprise. Inventories represent those items,
which
are
eitherstockedforsaleortheyareintheprocessofmanufacturingortheyareintheformof
materials, which are yet to be utilized. The interval between receiving the purchased parts
and
transformingthemintofinalproductsvariesfromindustriestoindustriesdependinguponthecycl
e time of manufacture. It is, therefore, necessary to hold inventories of various kinds to
act as a buffer between supply and demand for efficient operation of the system. Thus, an
84
effective control on inventory is a must for smooth and efficient running of the
production cycle with least interruptions.
5. Other relatedactivities
(a) 3S
(i) Standardization: Standardization means producing maximum variety of products
from the minimum variety of materials, parts, tools and processes. It is the process of
establishing standards or units of measure by which extent, quality, quantity, value,
performance etc. may be compared andmeasured.
(ii) Simplification: The concept of simplification is closely related to
standardization. Simplification is the process of reducing the variety of products
manufactured.
Simplification
is
concernedwiththereductionofproductrange,assemblies,parts,materialsanddesign.
(iii) Specifications: It refers to a precise statement that formulizes the requirements
of the customer.Itmayrelatetoaproduct,processoraservice.
Example: Specifications of an axle block are Inside Dia. = 2 ± 0.1 cm, Outside Dia. = 4
± 0.2 cm and Length = 10 ± 0.5 cm.
(b) Value analysis: Value analysis is concerned with the costs added due to inefficient
or unnecessary specifications and features. It makes its contribution in the last stage of
product cycle, namely, the maturity stage. At this stage research and development no longer
make
positive
contributions
intermsofimprovingtheefficiencyofthefunctionsoftheproductoraddingnewfunctionstoit.
(c) Ergonomics (Human Engineering): The human factors or human engineering
is concerned with man-machine system. Ergonomics is “the design of human tasks, manmachine system, and effective accomplishment of the job, including displays for
presenting information to human sensors, controls for human operations and complex
man-machine systems.” Each of the abovefunctionsaredealtindetail.
4.3MATERIAL PLANNING AND CONTROL
Material planning is a scientific technique of determining in advance the requirements of
raw materials, ancillary parts and components, spares etc. as directed by the production
programme. It is a sub-system in the overall planning activity. There are many factors,
which
influence
the
activityofmaterialplanning.Thesefactorscanbeclassifiedasmacroandmicrosystems.
1. Macro factors: Some of the micro factors which affect material planning, are
price trends,businesscyclesGovt.importpolicyetc.
2. Micro factors: Some of the micro factors that affect material planning are plant
capacity utilization, rejection rates, lead times, inventory levels, working capital,
delegation of powers andcommunication.
85
4.3.1 Techniques of Material Planning
One of the techniques of material planning is bill of material explosion. Material planning
through bill of material explosion is shown below in Fig. 4.2.
Fig. 4.2 Material planning
The basis for material planning is the forecast demand for the end products. Forecasting
techniques such as weighted average method, exponential smoothening and time series models
are used for the same. Once the demand forecast is made, it is possiblego through the
excerseof material planning. Bill of materials is a document which shows list of materials
required, unit consumption location code for a given product. An explosive chart is a series of
bill of material grouped in a matrix form so that combined requirements for different
components can be done requirements of various materials are arrives at from the demand
forecast, using bill of materials, through explosion charts. Thusmaterial requirement plan will
lead to be the development of delivery schedule of the materials and purchasing of those
materialrequirements.
4.4 PURCHASING
Purchasing is an important function of materials management. In any industry purchase
means buying of equipments, materials, tools, parts etc. required for industry. The
importance of the purchase function varies with nature and size of industry. In small
industry, this function is performed by works manager and in large manufacturing
concern; this function is done by a separate department. The moment a buyer places an
order he commits a substantial portion of the finance of the corporation which affects
the working capital and cash flow position. He is
a highly responsible person who
meets various salesmen and thus can be considered to have been contributing to the
public relations efforts of the company. Thus, the buyer can make or mar the
company’simagebyhisexcellentorpoorrelationswiththevendors.
86
Objectives ofPurchasing
The basic objective of the purchasing function is to ensure continuity of supply of raw
materials, sub-contracted items and spare parts and to reduce the ultimate cost of the
finished goods. In other words, the objective is not only to procure the raw materials at
the lowest price but to reducethecostofthefinalproduct.
The objectives of the purchasing department can be outlined as under:
1. To avail the materials, suppliers and equipments at the minimum possible
costs: These are the inputs in the manufacturing operations. The minimization of
the
input
cost
increasestheproductivityandresultantlytheprofitabilityoftheoperations.
2. To ensure the continuous flow of production through continuous supply of raw
materials,components,toolsetc.withrepairandmaintenanceservice.
3. To increase the asset turnover: The investment in the inventories should be kept
minimum in relation to the volume of sales. This will increase the turnover of the
assets andthustheprofitabilityofthecompany.
4. To develop an alternative source of supply: Exploration of alternative sources
of supply of materials increases the bargaining ability of the buyer, minimisation
of cost of materials andincreasestheabilitytomeettheemergencies.
5. To establish and maintain the good relations with the suppliers: Maintenance
of good relations with the supplier helps in evolving a favourable image in the
business circles. Such relations are beneficial to the buyer in terms of changing
the reasonable price,preferentialallocationofmaterialincaseofmaterialshortages,etc.
6. To achieve maximum integration with other department of the company: The
purchase function is related with production department for specifications and
flow
of material, engineering department for the purchase of tools,
equipmentsand machines, marketing department for the forecasts of sales
and its impact on procurement of materials, financial department for the
purpose of maintaining levels of materials and estimating the working capital
required, personnel department for
the purpose of manning and developing
the personnel of purchase department and maintaining good vendorrelationship.
7. To train and develop the personnel: Purchasing department is manned with
varied types of personnel. The company should try to build the imaginative
employee force through training anddevelopment.
8. Efficient record keeping and management reporting: Paper processing is
inherent in the purchase function. Such paper processing should be standardised
so that record keeping can be facilitated. Periodic reporting to the management
about the purchase activitiesjustifiestheindependentexistenceofthedepartment.
4.4.1
Factors responsible for providing economy in Material Management :
The success of any manufacturing activity is largely dependent on the procurement of
raw materials of right quality, in the right quantities, from right source, at the right time
and at rightprice popularly known as ten ‘R’s’ of the art of efficient purchasing. They
are described as the basic principles of purchasing. There are other well known
parameters
such
as
right
contractual
terms,rightmaterial,rightplace,rightmodeoftransportationandrightattitudearealsoconsidere
d forpurchasing.
1. RIGHTPRICE
It is the primary concern of any manufacturing organization to get an item at the right price.
But right price need not be the lowest price. It is very difficult to determine the right price;
87
general guidance can be had from the cost structure of the product. The ‘tender system’ of
buying is normally used in public sector organizations but the objective should be to
identify the lowest ‘responsible’ bidder and not the lowest bidder. The technique of
‘learning curve’ also helps the purchase agent to determine the price of items with high
labour content. The price can be kept low by proper planning and not by rush buying. Price
negotiation also helps to determine the rightprices.
2. RIGHT QUALITY
Right quality implies that quality should be available, measurable and understandable as
far as practicable. In order to determine the quality of a product sampling schemes will be
useful. The right quality is determined by the cost of materials and the technical
characteristics as suited to the specific requirements. The quality particulars are normally
obtained from the indents. Since the objective of purchasing is to ensure continuity of
supply
to
the
user
departments,
the
time
at
whichthematerialisprovidedtotheuserdepartmentassumesgreatimportance.
3. RIGHTTIME
For determining the right time, the purchase manager should have lead time information
for all products and analyse its components for reducing the same. Lead time is the total
time elapsed between the recognition of the need of an item till the item arrives and is
provided for use. This covers the entire duration of the materials cycle and consists of
pre-contractual administrative lead time, manufacturing and transporting lead time and
inspection lead time. Since the inventory increases with higher lead time, it is desirable to
analyse each component of the lead time so as to reduce the first and third components
which are controllable. While determining the purchases, the buyer has to consider
emergency situations like floods, strikes, etc. He should have ‘contingency plans’ when
force major clauses become operative, for instance, the material is not available due
tostrike,lock-out,floods,andearthquakes.
4. RIGHTSOURCE
The source from which the material is procured should be dependable and capable of
supplying items of uniform quality. The buyer has to decide which item should be
directly obtained from the manufacturer. Source selection, source development and
vendor rating play an important role in buyer-seller relationships. In emergencies, open
market purchases and bazaar purchases are restoredto.
5. RIGHTQUANTITY
The right quantity is the most important parameter in buying. Concepts, such as,
economic
order
quantity,economicpurchasequantity,fixedperiodandfixedquantitysystems,willserveasbroa
d
guidelines.Butthebuyerhastousehisknowledge,experienceandcommonsensetodeterminethe
quantity after considering factors such as price structure, discounts, availability of the
item, favourable reciprocal relations, and make or buy consideration.
88
89
6. RIGHTATTITUDE
Developing the right attitude, too, is necessary as one often comes across such statement:
‘Purchasing knows the price of everything and value of nothing’; ‘We buy price and not
cost’; ‘When will our order placers become purchase managers?’; ‘Purchasing acts like a
post box’. Therefore, purchasing should keep ‘progress’ as its key activity and should be
future-oriented. The purchase manager should be innovative and his long-term objective
should
be
to
minimise
thecostoftheultimateproduct.Hewillbeabletoachievethisifheaimshimselfwithtechniques, such
as, value analysis, materials intelligence, purchases research, SWOT analysis, purchase
budgetleadtimeanalysis,etc.
7. RIGHTCONTRACTS
The buyer has to adopt separate policies and procedures for capital and consumer items.
He should be able to distinguish between indigenous and international purchasing
procedures. He should be aware of the legal and contractual aspects in international
practices.
8. RIGHTMATERIAL
Right type of material required for the production is an important parameter in
purchasing. Techniques, such as, value analysis will enable the buyer to locate the right
material.
9. RIGHTTRANSPORTATION
Right mode of transportation have to be identified as this forms a critical segment in the
cost profile of an item. It is an established fact that the cost of the shipping of ore, gravel,
sand, etc., isnormallymorethanthecostoftheitemitself.
10. RIGHT PLACE OFDELIVERY
Specifyingtherightplaceofdelivery,likeheadofficeorworks,wouldoftenminimizethehandlin
g and transportationcost.
4.4.3 Purchasing Procedure
The procedure describes the sequence of steps leading to the completion of an identified
specific task. The purchasing procedure comprises the following steps as indicated in Fig.
4.4.
1. RECOGNITION OF THENEED
The initiation of procedure starts with the recognition of the need by the needy section.
The demand is lodged with the purchase department in the prescribed Purchase
Requisition Form forwarded by the authorised person either directly or through the Stores
Department. The purchase requisition clearly specifies the details, such as, specification
of materials, quality and quantity, suggested supplier, etc. Generally, the low value
sundries and items of common use are purchased for stock while costlier and special
items
are
purchased
according
the
production
programmes.Generally,thecorporatelevelexecutivesareauthorizedsignatoriestosuchdeman
ds. Such purchases are approved by the Board of Directors. The reference of the approval
is made on requisition and a copy of the requisition is sent to the secretary for the
purpose of overall planning andbudgeting.
2. THE SELECTION OF THESUPPLIER
The process of selection of supplier involves two basic aspects: searching for all possible
sources and short listing out of the identified sources. The complete information about the
supplier is available from various sources, such as, trade directories, advertisement in trade
journals, direct mailing by the suppliers, interview with suppliers, salesmen, suggestions
90
from business associates, visit to trade fair, participation in industries convention, etc.
Identification
of
more
and
more
sources
helpsinselectingbetterandeconomicalsupplier.Itshouldbenotedthatthelowbidderisnotalways
the best bidder. When everything except price is equal, the low bidder will be selected. The
important considerations in the selection are the price, ability to supply the required
quantity, maintenance of quality standards, financial standing etc. It should be noted that it
is not necessary
to go for this process for all typesof purchases.For the
repetitiveordersand
for
the
purchasesoflowvalue,smalllotitems,generallytheprevioussupplierswithgoodrecordsarepreferred.
3. PLACING THE ORDER
Once the supplier is selected the next step is to place the purchase order. Purchase order
is
a
lettersenttothesupplieraskingtosupplythesaidmaterial.Atleastsixcopiesofpurchaseorder
are prepared by the purchase section and each copy is separately signed by the purchase
officer. Out these copies, one copy each is sent to store-keeper, supplier, accounts
section, inspection department and to the department placing the requisition and one copy
is retained by the purchase department for record.
Fig. 4.4 Purchasing procedure
4. FOLLOW-UP
THEORDER
OF
91
Follow-up procedure should be employed wherever the costs and risks resulting from the
delayed deliveries of materials are greater than the cost of follow-up procedure, the
follow-up procedure tries to see that the purchase order is confirmed by the supplier and
the delivery is promised. It is also necessary to review the outstanding orders at regular
intervals and to communicate with the supplier in case of need. Generally, a routine urge
is made to the supplier by sending a printed post card or a circular letter asking him to
confirm that the delivery is on the way or will be made as per agreement. In absence of
any
reply
or
unsatisfactory
reply,
the
supplier
may
be
contact
throughpersonalletter,phone,telegramand/orevenpersonalvisit.
5. RECEIVING AND INSPECTION OF THEMATERIALS
The receiving department receives the materials supplied by the vendor. The quantity are
verified and tallied with the purchase order. The receipt of the materials is recorded on
the specially designed receiving slips or forms which also specify the name of the vendor
and
the
purchase
ordernumber.Italsorecordsanydiscrepancy,damagedconditionoftheconsignmentorinferiorit
y of the materials. The purchase department is informed immediately about the receipt of
the materials.Usuallyacopyofthereceivingslipissenttothepurchasedepartment.
6. PAYMENT OF THEINVOICE
When the goods are received in satisfactory condition, the invoice is checked before it is
approved for the payment. The invoice is checked to see that the goods were duly
authorised
to purchase, they were properly ordered, they are priced as per the agreed
terms,
the
quantity
andqualityconfirmtotheorder,thecalculationsarearithmeticallycorrectetc.
7. MAINTENANCE OF THERECORDS
Maintenance of the records is an important part and parcel of the efficient purchase
function.
In the industrial firms, most of the purchases are repe In the industrial firms,
most of the purchases are repeat orders and hence the past records serve as a good guide
for the future action. They are very useful for deciding the timings of the
purchasesandinselectingthebestsourceofthesupply.
8. MAINTENANCE OF VENDORRELATIONS
The quantum and frequency of the transactions with the same key suppliers provide a
platform for the purchase department to establish and maintain good relations with them.
Good relations develop mutual trust and confidence in the course of the time which is
beneficial to both the parties. The efficiency of the purchase department can be measured
by the amount of the goodwill it has with itssuppliers.
4.4.4 Selection of Suppliers
Selection of the right supplier is the responsibility of the purchase department. It can
contribute substantially to the fundamental objectives of the business enterprise. Different
strategies are required for acquiring different types of materials. The selection of supplier
for standardised products will differ from non-standardised products. Following factors
are considered for the selection of suppliers:
A. SOURCES OFSUPPLIER
The best buying is possible only when the decision maker is familiar with all possible
sources of supply and their respective terms and conditions. The purchase department
should try to locate the appropriate sources of the supplier of various types of materials.
This
is
known
as
‘survey
stage’.Asurveyofthefollowingwillhelpindevelopingthepossiblesourcesofsupply:
1. Specialised tradedirectories.
2. Assistanceofprofessionalbodiesorconsultants.
92
3. Thebuyer’sguideorpurchasehandbook.
4. The manufacturer’s or distributor’scatalogue.
5. Advertisements indailies.
6. Advertisementinspecialisedtradejournals.
7. Trade fairexhibitions.
B. DEVELOPMENT OF APPROVED LIST OFSUPPLIERS
The survey stage highlights the existence of the source. A business inquiry is made with
the appropriate supplier. It is known as ‘Inquiry Stage’. Here a short listing is made out of
the given sources of suppliers in terms of production facilities and capacity, financial
standing, product
quality, possibility of timely supply, technical competence, manufacturing efficiency, general
business policies followed, standing in the industry, competitive attitude, and interest in
buying orders etc.
C. EVALUATION AND SELECTION OFTHE SUPPLIER
The purchase policy and procedure differ according to the type of items to be purchased.
Hence, evolution and selection of the supplier differ accordingly. In the ‘purchasing
handbook’ edited by Aljian, it has been described that the following variables to be
considered while evaluating the quotations of the suppliers:
1. Cost Factors
Price, transportation cost, installation cost if any, tooling and other operations cost,
incidence of sales tax and excise duty, terms of payment and cash discount are considered
in cost factor.
2. Delivery
Routing and F.O.B. terms are important in determining the point at which the title to the
goods passes from vendor to the buyer and the responsibility for the payment of the
payment charges.
3. Design and SpecificationFactors
Specificationcompliance,specificationdeviations,specificationadvantages,importantdimen
sions and weights are considered in line with the demonstration of sample, experience of
other users, after sale servicesetc.
4. LegalFactors
Legal factors include warranty, cancellation provision, patent protection, public liability,
federal laws and reputation compliance.
5. VendorRating
Theevaluationofsupplierorvendorratingprovidesvaluableinformationwhichhelpinimprovin
g the quality of the decision. In the vendor rating three basic aspects are considered
namely quality, service and price. How much weight should be given to each of these
factors is a matter of judgment and is decided according to the specific need of the
organization. Quality would be the main consideration in the manufacturing of the
electrical
equipments
while
price
would
be
the
primeconsiderationintheproducthavingatensecompetitivemarketandforacompanyprocurin
g its requirements under the blanket contract with agreed price, the supplier rating would
be done onthebasisoftwovariablesnamelyqualityanddelivery.
Methods of Purchasing :
1. The categorical plan: Under this method the members of the buying staff related
with the supplier like receiving section, quality control department, manufacturing
department etc., are requiredto assess the performance of each supplier. The rating sheets
are provided with the record of the supplier, their product and the list of factors for the
evaluation purposes. The membersof the buying staff are required to assign the plus or
93
minus notations against each factor. The periodic meetings, usually at the interval of one
month, are held by senior man of the buying staff toconsider the individual rating of each
section. The consolidation of the individual rating is done on the basis of the net plus value
and accordingly, the suppliers are assigned the categories such as ‘preferred’, ‘neutral’ or
‘unsatisfactory’. Such ratings are used for the futureguidance.
94
This is a very simple and inexpensive method. However, it is not precise. Its quality
heavily depends on the experience and ability of the buyer to judge the situation. As
compared to other methods, the degree of subjective judgment is very high as rating is
based on personal whim and the vague impressions of the buyer. As the quantitative data
supported by the profits do not exist, it is not possible to institute any corrective action
with the vendor. The rating is done on the basis of memory, and thus it becomes only a
routine exercise without any critical analysis.
2. The weighted-point method: The weighted-point method provides the
quantitative data for each factor of evaluation. The weights are assigned to each factor of
evaluation according to the need of the organization, e.g., a company decides the three
factors
to
be
considered—
quality,priceandtimelydelivery.Itassignstherelativeweighttoeachofthesefactorsasunder:
Quality
………
50points
Price
………
30points
Timely delivery
………
20points
The evaluation of each supplier is made in accordance with the aforesaid factors and
weights and the composite weighted-points are ascertained for each suppliers—A, B and
C— are rated under this method. First of all the specific rating under each factor will be
made and thentheconsolidationofallthefactorswillbemadeforthepurposeofjudgment.
Quality rating: Percentage of quantity accepted among the total quantity is called
quality rating. In other words, the quality of the materials is judged on the basis of the
degree of acceptance and rejections. For the purpose of comparison, the percentage
degree of acceptance will be calculated in relation to the total lots received. Price rating
is done on the basis of net price charged by the supplier. Timely delivery rating will be
done comparing with the average delivery schedule of the supplier.
3. The cost-ratio plan: Under this method, the vendor rating is done on the basis of
various costs incurred for procuring the materials from various suppliers. The cost-ratios
are ascertained delivery etc. The cost-ratios are ascertained for the different rating
variables
such
as
quality,
price,timelydeliveryetc.Thecostratioiscalculatedinpercentageonthebasisoftotalindividual cost and total value of
purchases. At the end, all such cost-ratios will be adjusted with the quoted price per unit.
The plus cost-ratio will increase the unit price while the minus cost-ratio will decrease the
unit price. The net adjusted unit price will indicate the vendor rating. The vendor with the
lowest net adjusted unit price will be the best supplier and so on. Certain quality costs can
be inspection cost, cost of defectives, reworking costs and manufacturing losses on
rejected items etc. Certain delivery costs can be postage and telegrams, telephones and
extra cost for quick delivery etc.
VENDER RATING ILLUSTRATIONS
ILLUSTRATION 1: The following information is available on 3 vendors: A, B and
C. Using the data below, determine the best source of supply under weighed-point
method and substantiate yoursolution.
Vendor A: Delivered ‘56’ lots, ‘3’ were rejected, ‘2’ were not according to the
schedule. Vendor B: Supplied ‘38’ lots, ‘2’ were rejected, ‘3’ were late.
95
Vendor C: Finished ‘42’ lots, ‘4’ were defective, ‘5’ were delayed
deliveries. Give 40 for quality and 30 weightageforservice.
SOLUTION: Formula:
Qualityaccepted
Quality performance (weightage40%) =
× 40
Total quantitysupplied
Delivery performance:
X Adherence to time schedule (weightage 30%)
No. of delivery made on the scheduled date× 30
=
Total no. of scheduled deliveries
Y Adherence to quantity schedule (weightage 30%)
No. of correct lot size deliveries× 30
=
Total no. of scheduled deliveries
Total vendor rating = X + Y
53
54 × 30 = 66.78
Vendor A =
56
56
Vendor B = ×
× 30=65.52
35
36
× 30=62.62
38
38
Vendor C = ×
38
37
42
42
Vendor ‘A’ is selected with the best rating.
ILLUSTRATION 2: The following information is available from the record of the
incoming material department of ABC Co. Ltd.
Vendor
No.
of
No. of list Proportion
Unit
Fraction of
code
lots
accepted
defectives in price
delivery
submitted
lots
in Rs. commitmen
t
A
15
12
0.08
15.0
0.94
0
B
10
9
0.12
19.0
0.98
0
C
1
1
–
21.0
0.90
0
The factor weightage for quality, delivery and price are 40%, 35% and 25% as per
the decision of the mar. Rank the performance of the vendors on the QDP basis interpret
the result.
SOLUTION: Formula:
Total vendor rating = Quality performance + Delivery performance rating + Price rating
12
Vendor
A 15
×
= 89.90
25
=
15
15
9 × 40
× 25 = 90.036
Vendor B =
15
10
19
96
× 25 = 89.357
Vendor C =
15
21
97
Formalmode:
No.
of
accepted
lots ×weightage for quality
=
No. of lots
submitted
No. of acceptedlots
× (weightage for delivery )
+
No. of lots submitted with
time
Lowest price
+
× (weightage for price
) Price of lot
Vendor B is selected with higher rating.
4.4.5 Special Purchasing Systems
The following are some of the important purchasing systems:
1. FORWARDBUYING
Forward buying or committing an organization far into the future, usually for a year.
Depending
upontheavailabilityoftheitem,thefinancialpolicies,theeconomicorderquantity,thequantitati
ve discounts, and the staggered delivery, the future commitment is decided. This type of
forward buying is different from speculative buying where the motive is to make capital
out of the price changes, by selling the purchased items. Manufacturing organizations
normally do not indulge in such buying. However, a few organizations do ‘Hedge’,
particularly in the commodity market by selling or buyingcontracts.
2. TENDERBUYING
In public, all semblance of favouritism, personal preferences should be avoided. As such,
it is common for government departments and public sector undertakings to purchase
through tenders. Private sector organizations adopt tender buying if the value of
purchases is more than the prescribed limits as Rs. 50000 or Rs. 100000. The steps
involved are to establish a bidders’ list, solicit bids by comparing quotations and place the
order with the lowest bidder. However, care has to be taken that the lowest bidder is
responsible party and is capable of meeting the delivery schedule and quality requirements.
Open tender system or advertisement in newspapers is common in public sector
organizations. As advertising bids is costly and time consuming, most private sector
organizationssolicittendersonlyfromtherenownedsupplierscapableofsupplyingthematerials.
3. BLANKET ORDERSYSTEM
This system minimizes the administrative expenses and is useful for ‘C’ type items. It is
an agreement to provide a required quantity of specified items, over a period of time,
usually for one year, at an agreed price. Deliveries are made depending upon the buyer’s
needs. The system relieves the buyers from routine work, giving him more time for
focusing attention on high value items. It requires fewer purchase orders and thus reduces
clerical work. It often achieves lower prices through quantity discounts by grouping the
requirements. The supplier, under the system maintains adequate inventory to meet the
blanket orders.
4. ZEROSTOCK
Some firms try to operate on the basis of zero stock and the supplier holds the stock for
these firms. Usually, the firms of the buyer and seller are close to each other so that the
raw materials
98
of one is the finished products of another. Alternatively, the system could work well if
the seller holds the inventory and if the two parties work in close coordination.
However, the price per item in this system will be slightly higher as the supplier will
include the inventory carrying cost in the price. In this system, the buyer need not lock
up the capital and so the purchasing routine is reduced. This is also significantly reduces
obsolescence of inventory, lead time and clerical efforts in paper work. Thus, the seller
can devote his marketing efforts to other customers and production scheduling
becomeseasy.
5. RATECONTRACT
Thesystemofratecontractisprevalentinpublicsectororganizationsandgovernmentdepartme
nts. It is common for the suppliers to advertise that they are on ‘rate contract’ for the
specific period. After negotiations, the seller and the buyer agree to the rates of items.
Application of rate contract has helped many organizations to cut down the internal
administrative lead time as individual firms need to go through the central purchasing
departments and can place orders directly with the suppliers. However, suppliers always
demand higher prices for prompt delivery, as rate difficulty has been avoided by
ensuring the delivery of a minimum quantity at the agreed rates. This procedure of
fixing a minimum quantity is called the running contract and is being practised by the
railways. The buyer also has an option of increasing the quantity by 25% more
thantheagreedquantityunderthisprocedure.
6. RECIPROCITY
Reciprocal buying means purchasing from one’s customers in preference to others. It is
based on the principle “if you kill my cat, I will kill your dog”, and “Do unto your
customers as you would have them do unto you”. Other things, like soundness from the
ethics and economics point of view being equal, the principles of reciprocity can be
practiced. However, a purchasing executive should not indulge in reciprocity on his
initiative when the terms and conditions are not equal with other suppliers. It is often
sound that less efficient manufacturers and distributors gain by reciprocity what they are
unable to gain by price and quality. Since this tends to discourage competition and
might lead to higher process and fewer suppliers, reciprocity should be practised on a
selectivebasis.
7. SYSTEMSCONTRACT
This is a procedure intender to help the buyer and the sellers to reduce administrative
expenses and at the same time ensure suitable controls. In this system, the original
indent, duly approved by competent authorities, is shipped back with the items and
avoids the usual documents like purchase orders, materials requisitions, expediting
letters and acknowledgements, delivery period price and invoicing procedure,
Carborandum
company
in
the
US
claims
drastic
reduction
in
inventoryandeliminationof40000purchaseordersbyadoptingthesystemcontractingprocedu
re. Itissuitableforlowunitpriceitemswithhighconsumption.
99
UNIT II MCQs
a.
b.
c.
d.
a.
b.
c.
d.
Q.1 Which of the following industries should be located near the vicinity of raw
materials?
Cycles
Televisions
Sewing machines
Steel mills
(Ans:d)
Q.2 For which of the following industry humid climate is helpful
Cotton
Steel
Light Bulb
Automobile
(Ans:a)
Q.3 If all the processing equipment and machines are arranged according to the
sequence of operations of a product the layout is known as
a.
b.
c.
d.
a.
b.
c.
d.
a.
b.
c.
d.
a.
b.
c.
d.
Product layout
Process layout
Fixed position layout
Combination layout
(Ans:a)
Q.4 The following type of layout is preferred to manufacture a standard product in
large quantity
Product layout
Process layout
Fixed position layout
Combination layout
(Ans:a)
Q.5 The following type of layout is preferred for low volume production of non
standard products
Product layout
Process layout
Fixed position layout
Combination layout
(Ans:b)
Q.6 In ship manufacturing, the type of layout preferred is
Product layout
Process layout
Fixed position layout
Combination layout
(Ans:c)
100
a.
b.
c.
d.
Q.7T his chart is a graphic representation of all the production activities occurring on
the shop floor
Operation process chart
Flow process chart
Templates
All of the above
(Ans:b)
Q.8 Raw Materials and WIP can be classified under ________
a. Indirect Material
b. Direct Material
c. Finished Material
d. Standard Parts
Ans:b
Q.9 The first activity of Purchasing cycle is _____________
a. Communicating requirement to the purchase
b. Source Selection and development
c. Recognizing the need for procurement
d. Inspection of goods
Ans. (c )
Q.10 ________ is the time that elapses between issuing replenishment order and
receiving the material in stores.
a. Replenishment time
b. Lead time
c. Idle-time
d. None of the above
Ans. (b)
Q.11 _________ is the scientific technique for planning the ordering and usage of
materials at various levels of production and for monitoring the stocks during these
transactions.
a. MPS
b. MRP
101
c. BOM
d. None of the above
Ans. (b)
Q.12 _________ is the task of buying goods of the right quality, in the right quantities,
at the right time and at the right price.
a. Supplying
b. Purchasing
c. Scrutinizing
d. None of the above
Ans. (b)
Q.13 Procuring an item in staggering deliveries according to the delivery schedule
finished to the supplier by the buyer.
a. Seasonal Buying
b. Hand to mouth buying
c. Scheduled Buying
d. Tender Buying
Ans. (c )
Q.14 Buying of the annual requirements of an item during its season is called _______
a. Seasonal Buying
b. Hand to mouth buying
c. Scheduled Buying
d. Speculative Buying
Ans. (d)
Q.15 Plant location decisions are ……………….., in nature.
a. Strategic
b. Long-term
102
c. Non-repetitive
d. All of the above
Ans. (d)
Q.16 The need for the selection of the location may arise under which of the following
conditions:
a. It may arise when a new plant is to be established.
b. In some cases, the facility or plant operations and subsequent expansions are
restricted by a poor site thereby necessitating the setting up of the facility at a new site.
c. The volume of business or the extent of market necessitates the establishment of
branches.
d. All of the above
Ans. (d)
Q.17 What are the factors affecting the plant location?
a. Supply of Raw materials
b. Nearness to Market
c. Transport Facilities
d. All of the above
Ans. (d)
Q.18 A plant layout refers to an ……………..arrangement of different facilities
including man, machine, equipment, material etc.
(a) Optimum
(b) Cheap
(c ) Minimum
(d ) Suitability
Ans. ( a)
Q.19 What are the factors affecting layout.
(a) Type of Materials
103
(b) Type of product
(c ) Employees
(d ) Type of Machinery
( e) All of the above
Ans. (e)
Q.20 What are the principles of layout?
(a) The Principle of Minimum travel
(b) Principle of sequence
(c ) Principle of usage
(d ) Principle of integration
(e ) All of the above
Ans. (e)
Q.21 Process layout is also called functional layout.
(a) True
(b) False
Ans. (a)
Q.22 Product layout is also called line processing or flow-line layout.
(a) True
(b) False
Ans. (a)
Q.23 Static layout is called fixed position layout.
(a) True
(b) False
Ans. (a)
Q.24 Combined layout is called hybrid layout.
104
(a) True
(b) False
Ans. (a)
Q.25 Cellular layout is called Group Technology layout.
(a) True
(b) False
Ans. (a)
Subjective Questions:
Q.1 What is meant by plant location? Discuss the steps to be taken in choosing a
location for the plant.
Q.2 Enumerate and explain the major factors governing plant location.
Q.3 Discuss the steps to be taken in choosing a plant location.
Q.4 Discuss the meaning of plant layout. What are the objectives of a good layout.
Q.5 Write short notes on the layout.
(a) Product Layout
(b) Process Layout
(c ) Static Layout
Q.6 What do you mean by assembly line balancing? Describe the steps in line balancing.
Q.7 What is Material Management. Explain the objectives and importance of material
management.
Q.8 What are the factors which are responsible for providing economy in Material
management. Discuss the steps in purchasing procedure.
Q.9 When does a need for layout arise? Also discuss the importance of plant layout.
Q.10 Evaluate the advantages and disadvantages of an urban site and a rural site.
105
Q.11 “ A city location is preferable for small plants. Suburban locations are best suited
for medium-sized plants. A country location is best suited for very large plants.” Do you
agree? Why? Give examples.
Q.12 Explain the importance of effective utilization of materials in manufacturing
industry and also for service industry.
Q.13 How to evaluate different locations. Explain in detail.
Q.14 Give a description of Weber’s Theory.
Q.15 Mention the types of layout. Briefly describe each type.
Suggested Readings :
1. Kale S., Production and Operation Management, McGraw Hill Education.
2. Mahadevan. B. Operation Management: theory and practice, Pearson Education india.
3. Chary, S. N., Production and Operation Management, McGraw Hill Education.
4. Panneerselvam R., Production and Operation Management, Prentice Hall.
5. Jacobs F. Robert and Chase Richard, Operations and Supply Chain Management, McGraw
Hill Education.
6. Aswathappa K, Production and operations Management, Himalaya Publishing House.
Key Words : Plant location, layout, Materials, Management
106
Unit-III
Unit-III: Topics:
Inventory Management & JIT: Inventory management and analysis, Inventory Control,
Essentials of a good Inventory Control System, Factors affecting Inventory Control Policy,
Models / Methods of Inventory Control- EOQ, Re-order Level, ABC analysis, VED analysis,
SDE analysis, HML analysis and FSN analysis. Just in Time Implementation Requirements.
Quality Management Systems and TQM: TQM,Phases of Quality Control, Specification of
Quality, Quality at Source, Zero Defects, Cost of Quality, Continuous Improvement,
Benchmarking, Poka–Yokes, ISO (9000&14000 Series), and Six Sigma (Introductory aspects
only).
107
Inventory Management and Analysis
Inventory management is a very important function that determines the health of the
supply chain as well as the impacts the financial health of the balance sheet. Every
organization constantly strives to maintain optimum inventory to be able to meet its
requirements and avoid over or under inventory that can impact the financial figures.
Inventory is always dynamic. Inventory management requires constant and careful evaluation
of external and internal factors and control through planning and review. Most of the
organizations have a separate department or job function called inventory planners who
continuously monitor, control and review inventory and interface with production,
procurement and finance departments.
What Is Inventory Management?
Inventory management refers to the process of ordering, storing, and using a company's
inventory. These include the management of raw materials, components, and finished
products, as well as warehousing and processing such items.
Defining Inventory
Inventory is an idle stock of physical goods that contain economic value, and are held in
various forms by an organization in its custody awaiting packing, processing, transformation,
use or sale in a future point of time.
Any organization which is into production, trading, sale and service of a product will
necessarily hold stock of various physical resources to aid in future consumption and sale.
While inventory is a necessary evil of any such business, it may be noted that the
organizations hold inventories for various reasons, which include speculative purposes,
functional purposes, physical necessities etc.
From the above definition the following points stand out with reference to inventory:
All organizations engaged in production or sale of products hold inventory in one
form or other.
Inventory can be in complete state or incomplete state.
Inventory is held to facilitate future consumption, sale or further processing/value
addition.
All inventoried resources have economic value and can be considered as assets of the
organization.
Different Types of Inventory
Inventory of materials occurs at various stages and departments of an organization. A
manufacturing organization holds inventory of raw materials and consumables required
for production. It also holds inventory of semi-finished goods at various stages in the plant
with various departments. Finished goods inventory is held at plant, FG Stores,
distribution centers etc. Further both raw materials and finished goods those that are in
transit at various locations also form a part of inventory depending upon who owns the
inventory at the particular juncture. Finished goods inventory is held by the organization at
108
various stocking points or with dealers and stockiest until it reaches the market and end
customers.
Besides Raw materials and finished goods, organizations also hold inventories of spare
parts to service the products. Defective products, defective parts and scrap also forms a
part of inventory as long as these items are inventoried in the books of the company and
have economic value.
An inventory account typically consists of four separate categories:
1.
2.
3.
4.
Raw materials
Work in process
Finished goods
Merchandise
Raw materials represent various materials a company purchases for its production process.
These materials must undergo significant work before a company can transform them into a
finished good ready for sale.
Works-in-process represent raw materials in the process of being transformed into a finished
product. Finished goods are completed products readily available for sale to a company's
customers. Merchandise represents finished goods a company buys from a supplier for future
resale.
Types of Inventory by Function
INPUT
PROCESS
OUTPUT
Raw Materials
Work In Process
Finished Goods
Consumables required for
processing. E.g.: Fuel,
Stationary, Bolts & Nuts
etc.
required
in
manufacturing
Semi-Finished Production in
various stages, lying with
Finished
Goods
at
various departments like
Distribution
Centers
Production, WIP Stores, QC,
throughout Supply Chain
Final Assembly, Paint Shop,
Packing, Outbound Store etc.
Maintenance
Items/Consumables
Production Waste and Scrap
Finished Goods in transit
Packing Materials
Rejections and Defectives
Finished
Goods
with
Stockiest and Dealers
Local purchased Items
required for production
Spare Parts Stocks
Bought Out items
Defectives, Rejects
Sales Returns
&
and
Repaired Stock and Parts
109
Sales Promotion & Sample
Stocks
An Inventory Analysis is a process of comprehending the mix of business products while
being aware of the demand for certain products. When running a business, it is important for
managers to practice a periodic Inventory Analysis to have a better Inventory Control.
Benefits of Inventory Analysis
First of all, some of the reasons why Inventory Analysis is so important is because it
contributes a lot to an Inventory Manager’s decision on what steps to take in protecting
valuable assets. Additionally, an Inventory Analysis, along with the classification of your
products, can help improve your policies for better Inventory Control.
Furthermore, the most significant benefit businesses can achieve from Inventory Analysis is a
better R.O.I. or Return on Investment. Lastly, for many, if not all businesses, the R.O.I. is the
deciding factor of whether a company meets its money rules and if it is still worth continuing
its operations.
Other Benefits of Inventory Analysis
Establishing a proper warehouse layout
Reducing lead time in acquiring sellable items
Implementation of proper authorization
Proper item classification for better cost management
Proper management of dormant inventory items
Improved utilization of the company’s capital
Better and positive cash flow
Future identification of possible opportunities or losses
Inventory Management Process
The inventory management process involves tracking and controlling stock as it moves
from your suppliers to your warehouse to your customers. There are five main stages to
follow:
1. Purchasing: This can mean buying raw materials to turn into products, or buying
products to sell on with no assembly required
2. Production: Making your finished product from its constituent parts. Not every
company will get involved in manufacturing — wholesalers, for instance, might skip this
step entirely
3. Holding stock: Storing your raw materials before they’re manufactured (if required),
and your finished goods before they’re sold
4. Sales: Getting your stock into customers’ hands, and taking payment
5. Reporting: Businesses need to know how much it is selling, and how much money it
makes on each sale.
110
Inventory Control
Inventory control is the process of keeping the right number of parts and products in stock
to avoid shortages, overstocks, and other cost problems. Inventory control focuses on
cutting the number of slow-selling products a company purchases while also increasing the
number of high-selling products.
Inventory control is the processes employed to maximize a company’s use of inventory. The
goal of inventory control is to generate the maximum profit from the least amount of
inventory investment without intruding upon customer satisfaction levels. Given the impact
on customers and profits, inventory control is one of the chief concerns of businesses that
have large inventory investments, such as retailers and distributors.
Some of the more common areas in which to exercise inventory control are:
Raw materials availability. There must be enough raw materials inventory on hand to
ensure that new jobs are launched in the production process in a timely manner, but not
so much that the company is investing in an inordinate amount of inventory. The key
control designed to address this balance is ordering frequently in small lot sizes from
suppliers. Few suppliers are willing to do this, given the cost of frequent deliveries, so a
company may have to engage in sole sourcing of goods in order to entice suppliers into
engaging in just-in-time deliveries.
Finished goods availability. A company may be able to charge a higher price for its
products if it can reliably ship them to customers at once. Thus, there may be a pricing
premium associated with having high levels of finished goods on hand. However, the
cost of investing in so much inventory may exceed the profits to be gained from doing
so, so inventory control involves balancing the proportion of allowable backorders with a
reduced level of on-hand finished goods. This may also lead to the use of a just-in-time
manufacturing system, which only produces goods to specific customer orders (which
nearly eliminates inventory levels).
Work in process. It is possible to reduce the amount of inventory that is being worked
on in the production process, which further reduces the inventory investment. This can
involve a broad array of actions, such as using production cells to work on
subassemblies, shifting the work area into a smaller space to reduce the amount of
inventory travel time, reducing machine setup times to switch to new jobs, and
minimizing job sizes.
Reorder point. A key part of inventory control is deciding upon the best inventory level
at which to reorder additional inventory. If the reorder level is set very low, this keeps
the investment in inventory low, but also increases the risk of a stockout, which may
interfere with the production process or sales to customers. The reverse problems arise if
the reorder point is set too high. There can be a considerable amount of ongoing
adjustment to reorder levels to fine tune these issues. An alternative method is to use
a material requirement planning system to order only enough inventory for expected
production levels.
Bottleneck enhancement. There is nearly always a bottleneck somewhere in the
production process that interferes with the ability of the entire operation to increase its
111
output. Inventory control can involve placing an inventory buffer immediately in front of
the bottleneck operation, so that the bottleneck can keep running even if there are
production failures upstream from it that would otherwise interfere with any inputs that it
requires.
Inventory control can also involve decisions to outsource some activities to suppliers,
thereby shifting the inventory control burden to the suppliers (though usually in
exchange for a reduced level of profitability).
Essentials of a Good inventory control System
Inventory management is a crucial piece of a business’s profitability, but a lot of SMBs
don’t practice good management practices when it comes to the items they sell.
It makes sense that having too little inventory is a detriment to a business. Customers become
frustrated when the items they’re looking for aren’t available on the shelf or through your
website. At least some of those customers will go elsewhere for the missing item. This runs
the risk that those frustrated consumers may never return.
Some businesses go the other way, though, and overstock items “just in case.” While you’re
sure to always have the items, your customers are looking for, the risk with this strategy is
bleeding money from your business. Not only does excess inventory tie up valuable cash
flow, but it also costs more to store and track.
The answer to effective inventory management lies somewhere between these two extremes.
While it requires more work and planning to achieve an efficient management process, your
profits will reflect your effort.
Here you’ll find the 10 essential tips to effectively manage your inventory for increased
profitability and cash flow management.
1. Prioritize your inventory.
Categorizing your inventory into priority groups can help you understand which you need
to order more of and more frequently, and which are important to your business but may
be costly and move more slowly. Experts typically suggest segregating your inventory into
A, B and C groups. Items in the A group are higher-ticket items that you need fewer of.
Items in the C category are lower-cost items whose inventory turns over quickly. The B
group is what’s left – those items that are moderately priced and move out the door more
slowly than C items but more quickly than A items.
2. Track all product information
Make sure that you keep a record of the product information you have for items in your
inventory. Information should include SKUs, barcode data, suppliers, countries of origin
and lot numbers. You may also consider tracking the cost of each item over time so you’re
aware of factors that may change the cost, like scarcity and seasonality.
3. Audit your inventory
Some businesses do a comprehensive count once a year. Others do monthly, weekly or
even daily spot checks of their hottest items. Many do all of the above. Regardless of how
112
you do it, make it a point to physically count your inventory regularly to ensure it matches
up with what you think you have.
4. Analyse supplier performance
An unreliable supplier can cause problems for your inventory. If you have a supplier that
is habitually late with deliveries or frequently shorts an order, it’s time to take action.
Have a discussion with your supplier about the issues and find out what the problem is. Be
prepared to switch partners, or deal with uncertain stock levels and the possibility of
running out of inventory as a result.
5. Practice the 80/20 inventory rule
As a general rule, 80 percent of your profits come from 20 percent of your stock. Make
inventory management of these items a priority. Understand completely the sales lifecycle
of these items, including how many you sell in a week or a month, and closely monitor
them. These are the items that make you the most money; don’t fall short in managing
them.
6. Be consistent in how you receive stock
It may seem like common sense to make sure incoming inventory is processed, but do you
have a standard process that everyone follows? Or does each employee receiving and
processing incoming stock do it differently? Small discrepancies in how new stock is
taken in could have you scratching your head at the end of the month or year, wondering
why your numbers don’t align with your POs. Make sure all staff that receives stock does
so the same way, that all boxes are verified received and unpacked together, accurately
counted, and checked for accuracy.
7. Track sales
Again, this seems like a no-brainer, but it goes beyond simply adding up sales at the end of
the day. You should understand, on a daily basis, what items sold and how many, and
update inventory totals. But more than that, you’ll need to analyze this data. Do you know
when certain items sell faster or drop off? Is it seasonal? Is there a specific day of the
week when you sell certain items? Do some items almost always sell together?
Understanding not just your sales totals but the broader picture of how things look is
important to keeping inventory under control.
8. Order restocks yourself
Some vendors offer to do inventory and reorders for you. On the surface, this seems like a
good thing. You save on staff and time by letting someone else manage the process for at
least a few of your items. But remember that your vendors don’t have the same priorities
you do. They are looking to move their items, while you’re looking to stock the items that
are most profitable for your business. Take the time to check inventory and order restocks
of all your items yourself.
9. Invest in inventory management technology
If you’re a small enough business, managing the first eight things on this list manually,
with spreadsheets and notebooks, is doable. But as your business grows, you’ll spend
more time on inventory than you do on your business, or risk your stock getting out of
control. Good inventory management software makes all these tasks easier. Before you
choose a software solution, make sure you understand what you need, that it provides you
with the analytics important to your business, and that it’s easy to use.
113
10. Use technology that integrates well
Inventory management software isn’t the only technology that can help you manage stock.
Things like mobile scanners and POS systems can help you stay on track. When investing
in technology, prioritize systems that work together. Having a POS system that won’t talk
to your inventory management software isn’t the end of the world, but it might cost you
extra time to transfer the data from one system to another, making it easy to end up with
inaccurate inventory counts.
Factors affecting Inventory control Policy
A company’s inventory control policies determine how the company manages the movement
of inventory under its control. Every company has a different philosophy on inventory
management that guides how and why it sets certain policies, and an organization’s policies
can vary based on the type of product managed.
Various factors affect inventory control policies, including the organization’s management,
the type of product managed and product cost and lead time.
1. Product Type
The type of product greatly influences the inventory control policies assigned to
manage the product. For example, products with short shelf lives, such as perishable
foods, require a different policy than men’s dress shirts. Short shelf life products must
rotate based on expiration date. Although it seems like a first in/first out (FIFO) policy
works in this case, if at any time goods come into the warehouse out of expiration date
sequence, a FIFO policy will fail to manage the inventory properly.
Medical device manufacturers that produce implantable products require a different
policy than perishable products. Implantable products require a serial number on the
external packaging and the actual product itself. Inventory control policies that govern
these products must take into account the serial number of each individual item and
track that item by serial number through every move into and out of the warehouse.
2. Product Cost
Many companies employ additional inventory control policies for high-value products.
For example, many warehouses that inventory expensive audio-video equipment keep
some of the most expensive equipment secured in cages; only a few of the warehouse
personnel have access to this equipment. Along with having the products caged, most
companies require a signature from authorized personnel before high-value products
move from one location within a facility to another. Depending on the value of the
product, a security guard may accompany the movement or transfer.
3. Lead Time
A major factor that affects inventory control policies is product lead time–the time from
receipt of an order to the time of delivery. Some industries and products have
extraordinarily long lead times. For example, most of a retailer’s furniture no longer is
produced in North Carolina but is made overseas in China and Vietnam. When
furniture was made in North Carolina, the furniture retailer could order furniture from
its supplier and have it delivered within two to four weeks. This short lead time reduced
the amount of inventory the retailer needed to carry because he could get more within a
114
fairly short notice. When production moved to China, the lead time increased from two
to four weeks to 90 to 120 days. This completely changed the retailer’s inventory
policies. He now has to warehouse more inventory because of the increased lead time.
The increased amount of inventory also increases the workload associated with
managing the inventory, such as cycle counting, yearly physical inventory and general
warehouse maintenance.
Models/Methods of inventory Control
Depending on the type of business or product being analysed, a company will use various
inventory management methods. Some of these management methods are:
1. Economic Order Quantity
A problem which always remains in that how much material may be ordered at a time. An
industry making bolts will definitely would like to know the length of steel bars to be
purchased at any one time.
This length is called “economic order quantity” and an economic order quantity is one
which permits lowest cost per unit and is most advantages.
This can be calculated by the following formula:
Q = √2AS/I
Where Q stands for quantity per order
A: stands for annual requirements of an item in terms of rupees
S: stands for cost of placement of an order in rupees; and
I: stand for inventory carrying cost per unit per year in rupees.
2. Reorder level of stock
Reorder level of stock (also known as reorder point or ordering point) in a business is
a preset level of stock or inventory at which the business places a new order with its
suppliers to obtain the delivery of raw materials or finished goods inventory.
Every business has to maintain a certain level of raw materials or finished goods in its
store. This is done in order to sustain the continuity of production in case of raw materials
and the continuity of sales in case of finished goods. For this purpose, the business must
set a specific level at which it should place a new order with the suppliers of inventory.
Formula:
The two formulas used to calculate the re-order level are given below:
115
1. When the business does not need to maintain safety stock:
Maximum demand or usage (in days, weeks or months) × Maximum lead time (in days,
weeks or months)
2. When the business needs to maintain a safety stock:
[Maximum demand or usage (in days, weeks or months) × Maximum lead time (in days,
weeks or months)] + Safety stock.
What is lead time?
The timing difference between placing an order with the supplier and arrival of the
goods is known as the lead time.
What is safety stock (also known as buffer stock)?
In some scenarios, it may be unlikely that the reorder level could be estimated accurately.
This is because the demand and the lead time of the goods could differ than the usual
trends and in that case the business may run out of stock. So, a level of safety stock is set
to avoid such a condition. It is also known as buffer stock.
3. ABC Analysis
In order to exercise effective control over materials, A.B.C. (Always Better Control)
method is of immense use. Under this method materials are classified into three categories in
accordance with their respective values. Group ‘A’ constitutes costly items which may be
only 10 to 20% of the total items but account for about 50% of the total value of the stores.
A greater degree of control is exercised to preserve these items. Group ‘B’ consists of items
which constitutes 20 to 30% of the store items and represent about 30% of the total value of
stores.
A reasonable degree of care may be taken in order to control these items. In the last category
i.e. group ‘C’ about 70 to 80% of the items is covered costing about 20% of the total value.
This can be referred to as residuary category. A routine type of care may be taken in the case
of third category.
This method is also known as ‘stock control according to value method’, ‘selective value
approach’ and ‘proportional parts value approach’.
If this method is applied with care, it ensures considerable reduction in the storage expenses
and it is also greatly helpful in preserving costly items.
4. VED Analysis
Vital essential and desirable analysis is used primarily for the control of spare parts. The
spare parts can be divided into three categories:
116
(i) Vital
(ii) Essential
(iii) Desirable
(i)
(ii)
(iii)
Vital: The spares the stock out of which even for a short time will stop
production for quite some time and future the cost of stock out is very high
are known as vital spares.
Essential: The spare stock out of which even for a few hours of days and
cost of lost production is high is called essential.
Desirable: Spares are those which are needed but their absence for even a
week or so will not lead to stoppage of production.
The criterion for this analysis is the availability of the materials in the market. In industrial
situations where certain materials are scarce (specially in a developing country like India) this
analysis is very useful and gives proper guideline for deciding the inventory policies.
5. The characteristics of the three categories – SD and E – are:
S: Refers to scarce items, items which are in short supply. Usually these are raw
materials, spare parts and imported items.
D: Stands for difficult items, items which are not readily available in local markets and
have to be procured from faraway places, or items for which there are a limited number
of suppliers; or items for which quality suppliers are difficult to get.
E: Refer to items which are easily available in the local markets.
6. HML Analysis
H-M-L analysis is similar to ABC analysis except the difference that instead of “Annual
Inventory Turnover”, cost per unit criterion is used.
The items under this analysis are classified based on their unit prices. They are
categorized in three groups, which are as follows:
H-High Price Items
M-Medium Price Items
L-Low Price Items
Objectives of hml analysis
Determine the frequency of stock verification
To keep control over the consumption at the department level
To evolve buying policy, to control purchase
To delegate the authority to different buyer
117
Determine the frequency of stock verification
To keep control over the consumption at the department level
To evolve buying policy, to control purchase
To delegate the authority to different buyer
7. FSN Analysis:
Here the items are classified into fast-moving (F), slow-moving (S) and Non-moving (N)
items on the basis of quantity and rate of consumption. The non-moving items (usually,
not consumed over a period of two years) are of great importance. It is found that many
companies maintain huge stocks of non-moving items blocking quite a lot of capital.
Moreover, there are thousands of such items. Scrutiny of these items is made to determine
whether they could be used or to be disposed of. The classification of fast- and slowmoving items helps in arrangement of stocks in stores and their distribution and handling
methods.
8. Just-in-Time Management
Just-in-time (JIT) manufacturing originated in Japan in the 1960s and 1970s; Toyota
Motor Corp. contributed the most to its development. The method allows companies to
save significant amounts of money and reduce waste by keeping only the inventory they
need to produce and sell products. This approach reduces storage and insurance costs, as
well as the cost of liquidating or discarding excess inventory.
JIT inventory management can be risky. If demand unexpectedly spikes, the
manufacturer may not be able to source the inventory it needs to meet that demand,
damaging its reputation with customers and driving business toward competitors. Even
the smallest delays can be problematic; if a key input does not arrive "just in time," a
bottleneck can result.
Technology can be a big help:
There are a variety of options available to help you manage inventory, ranging from a
fully integrated Enterprise Resource Planning (ERP) systems to more affordable software
products.
Here are some other tips on how to implement just-in-time inventory management.
1. Review your supply chain:
Work to build strong, long-term relationships with suppliers. The goal is to work
with companies you can rely on to deliver on time and that will go the extra mile to
meet a tight schedule.
“It also helps to have multiple suppliers in nearby locations to reduce shipping time
and costs,” Chartrand says.
2. Be transparent with your customers:
118
Be upfront about how you manage inventory and your lead-time requirements to
meet their orders. “You might feel you’ll lose a client if you can’t deliver on the
spot. But if you have a quality product and good relationship with them, you’ll retain
their loyalty.”
3. Get outside help on managing your supply chain:
Just-in-time inventory management is just one step in increasing your company’s
operational efficiency. Hire an expert to look at all aspects of your supply chain
management and production processes.
Quality Management Systems and TQM
Total Quality Management (TQM)
Total Quality Management (TQM) is the continual process of detecting and reducing or
eliminating errors in manufacturing, streamlining supply chain management, improving the
customer experience, and ensuring that employees are up to speed with their training. Total
quality management aims to hold all parties involved in the production process accountable
for the overall quality of the final product or service.
A total approach to quality is the current thinking of today; which is popularly called total
quality management (TQM).
TQM is a philosophy that believes in a company-wide responsibility toward quality via
fostering a quality culture throughout the organization; involving continuous improvement in
the quality of work of all employees with a view to best meeting the requirements of
customers.
119
Advantages of TQM
(i) Sharpens Competitive Edge of the Enterprise
TQM helps an organization to reduce costs through elimination of waste, rework etc. It
increases profitability and competitiveness of the enterprise; and helps to sharpen the
organization’s competitive edge, in the globalized economy of today.
(ii) Excellent Customer Satisfaction
By focusing on customer requirements, TQM makes for excellent customer satisfaction.
This leads to more and more sales, and excellent relations with customers.
(iii) Improvement in Organisational Performance
Through promoting quality culture in the organization, TQM lead to improvements in
managerial and operative personnel’s performance.
(iv) Good Public Image of the Enterprise
TQM helps to build an image of the enterprise in the minds of people in society. This is
due to stress on total quality system and customers’ requirements, under the philosophy
of TQM.
(v) Better Personnel Relations
TQM aims at promoting mutual trust and openness among employees, at all levels in the
organization. This leads to better personnel relations in the enterprise.
Limitations of TQM
The philosophy of TQM suffers from the following major limitations
120
(i) Waiting for a Long Time
TQM requires significant change in organization; consisting of:
1. Change in methods, processes etc. of organization.
2. Change in attitude, behaviour etc. of people.
Launching of TQM and acceptance of the philosophy of TQM requires a long waiting for
the organization. It is not possible to accept and implement TQM overnight.
(ii) Problem of Labour Management Relations
Success of TQM depends on the relationships between labour and management; because
participation of people at all levels is a pre-requisite for TQM programme implementation.
In many organizations, here and abroad, labour-management relations are quite tense. As
such, launching, acceptance and implementation of TQM programme is nothing more than
a dream for such organizations.
Basic Principles of TQM
In TQM, the processes and initiatives that produce products or services are thoroughly
managed. By this way of managing, process variations are minimized, so the end product or
the service will have a predictable quality level.
Following are the key principles used in TQM
(i)
(ii)
(iii)
(iv)
(v)
(vi)
(vii)
Top management – The upper management is the driving force behind TQM.
The upper management bears the responsibility of creating an environment to
rollout TQM concepts and practices.
Training needs – When a TQM rollout is due, all the employees of the company
need to go through a proper cycle of training. Once the TQM implementation
starts, the employees should go through regular trainings and certification process.
Customer orientation – The quality improvements should ultimately target
improving the customer satisfaction. For this, the company can conduct surveys
and feedback forums for gathering customer satisfaction and feedback
information.
Involvement of employees – Pro-activeness of employees is the main
contribution from the staff. The TQM environment should make sure that the
employees who are proactive are rewarded appropriately.
Techniques and tools – Use of techniques and tools suitable for the company is
one of the main factors of TQM.
Corporate culture – The corporate culture should be such that it facilitates the
employees with the tools and techniques where the employees can work towards
achieving higher quality.
Continues improvements – TQM implementation is not one-time exercise. As
long as the company practices TQM, the TQM process should be improved
continuously.
121
Phases of quality control
Quality control is a process employed to ensure a certain level of quality in a product or
service. It may include whatever actions a business deems necessary to provide for the
control and verification of certain characteristics of a product or service. The basic goal of
quality control is to ensure that the products, services, or processes provided meet specific
requirements and are dependable, satisfactory, and sound. Essentially, quality control
involves the examination of a product, service, or process for certain minimum levels of
quality. The goal of a quality control team is to identify products or services that do not
meet a company‘s specified standards of quality. If a problem is identified, the job of a
quality control team or professional may involve stopping production temporarily.
Depending on the particular service or product, as well as the type of problem identified,
production or implementation may not cease entirely.
Phases of Quality Control Process
1. Planning for Review
In this phase the main focus is on collection of data. Data is the main input requirement of
any successful project information system and therefore the project.
The steps to follow in this phase include:
Preparing a suitable plan for data analysis after the data has been gathered.
Obtaining necessary commitment from management and team members to participate
actively and take actions on findings.
Ensuring that every project member gives his or her commitment to participate and
deliver the service/product in the project.
Ensuring that review is planned for every stage of the project.
Preparing schedule for each project review.
2. Conducting the Review
In this phase, the review is conducted as a planned in the preceding phase. The review
leader is the project manager. The steps to conduct the review include:
Preparing an agenda before the review. The agenda should be well structured in terms
of time and content.
Making necessary arrangements to gather inputs for the review.
Incorporating points, which are external to the project. These external points have to be
well structured to be reviewed.
Documenting key points of the meeting. A reporter should be designated for this job.
Formulating an automated checklist for the session. Make use of flipcharts to collect
data from participants.
3. Taking actions on findings
In this phase, a project team takes actions on the findings of the review meeting. The
steps to follow in this phase include:
122
Determining the points which are critical to the project and its performance.
Having brain storming sessions to discuss critical points.
Making a list of all such items discussed and items suggested.
Grouping the data into categories and then prioritise, either by group discussion or
voting.
Identifying action items
Assigning the task to a project member or a team.
Setting expectations of scope, investment, time, for each item and send a copy to the
team
Following up all the actions.
Placing review reports in the project documents file, in the quality/productivity
departments and in the library.
Making reports available to managers of the life process for similar projects.
4. Do continuous improvement
Continual improvement is one of the management mantras. Every organisation wants to
improve continuously. It is not possible to achieve improvement unless sufficient
measures are adopted to calculate improvement. The steps to ensure continuous
improvement include: Encouraging the quality managers to look for quality themes that
emerge from review meetings. The quality managers should highlight trends and deescalate chronic problems.
Acting on recommendations from previous projects as reviews are a continuous check
process in the ―Plan-Do-Check-Act‖ cycle of a quality management cycle.
Capturing project data to check do a retrospective analysis of the progress and
improvement.
Doing periodic project reviews that will trigger mid-project corrections.
Conducting immediate and informal retrospective analysis after solving unexpected
obstacles
Understanding any impact on the remainder of the project.
Recognising people for extra efforts and noteworthy contributions.
Being open to attend reviews for other projects.
Learning from similar ventures, warranty failures, customer surveys and experiences of
other divisions and companies.
Being a part of continuous organisational learning program that includes
experimentation, evaluation and documentation with easy access and retrieval.
5. Identifying Critical Success Factors
It is necessary that a company identifies critical factors in a project. These factors may
slacken the project if not focused. Some of these success factors are discussed below.
Routine tasks may be assigned to lower level team members as this may relieve the
project team from wasting their skill set on routine matters. In terms of project delivery,
the project office can relieve project managers of tasks, like filling forms and templates,
getting these forms signed off, mailing, receiving and checking items.
The project office can also help the project manager in the project scope definition,
project kick-off preparation and planning tasks, through mentoring and coaching
services. Regarding project quality reviews, the project management office adds value
123
providing processes, tools and project management experience but any quality review
process can be implemented by the team without sponsorship from the management
level.
These are the combining strengths that make the project manager move forward and
achieve the project success. It is necessary to identify all the critical success factors.
One of the critical success factors for the project quality review process implementation
is to convince and sell the benefits to the management team of the organisation. The
team should exhibit better control of their project portfolio a and then demonstrate
better control about business profitability.
6. Results and Benefits of the Project Quality Reviews
The main benefits of the project quality review are that project status is formally visible
to the whole organisation. It creates awareness and room for improvement. Through
reviewing, in a detailed manner, we can have a clear idea about the lack of knowledge
mistakes, errors, deviations, and their reasons.
The project quality reviews help the project manager to make the necessary adjustments
and take the actions needed to finish the project on time, scope and budget. The entire
project team including the project manager, the customer and the sponsor benefit from
project quality reviews.
Specification of Quality
Quality specifications are detailed requirements that define the quality of a product, service
or process. Quality includes tangible elements such as measurements and intangible elements
such as smell and taste. The following are illustrative examples of quality specifications.
Food
Precise definitions that are used to sort food into quality grades. For example, apples
might be sorted according to size, ripeness, colour, symmetry and condition to offer a
premium and non-premium grade.
Manufacturing
A bicycle manufacturer performs automated quality control testing on all units before
shipping based on specifications such as detailed measurements designed to ensure that a
bicycle’s tire is properly aligned to its assembly.
Infrastructure
A solar panel manufacturer guarantees the conversion efficiency of its modules over time.
This is based on a specification of rated power output and percentage of that output that
can be expected as the panels approach end-of-life, often 25 years.
Formulations
The amount of a high-quality ingredient in a product. For example, a beverage that is 30%
organic pineapple juice.
Materials
124
Material quality such as the thread count of a fabric.
Software
Specifications for the performance of a software service such as a 99.99% availability rate.
Services
A hotel chain defines detailed specifications of what it means for a room to be clean. This
is used to define processes for cleaning services and quality control checks.
Quality at Source
Quality at the source is a lean manufacturing principle which defines that quality output is
not only measured at the end of the production line but at every step of the productive
process and being the responsibility of each individual who contributes to the production
or on timely delivery of a product or service. In a practical sense it would involve each
operator checking his or her own work before the part/component or product is sent to the
next step in the process. This practice when first implemented within the workforce will be a
challenging change to company culture but will highlight the relevance of the product’s or
service’s conformance to customer requirements and standards, thus also imparting the
importance of quality standards and customer satisfaction within the workforce.
Implementing Quality at the source
In order to make the cultural shift within an operation’s workforce to embrace quality at the
source the following items should be considered:
Employee understanding of who the customer is and their requirements.
Internal quality audits -Employee and team awareness of quality standards and
benchmarks.
Employee understanding of the customer’s intended use of the product or service.
Multi-skilled workforce which can provide support and help in different process steps.
Required tools and technology to identify quality flaws and rectify them in an
efficient manner.
Proper data collection and tracking of quality faults
Open communication of standards, performance and processes.
The advantages of quality at the source are many, including: better informed
employees, cultural awareness of the importance of quality to the customer, reduction in
rework expenses, reduction in production waste, improvement in plant and process OEE , and
most importantly the empowerment of employees in achieving the desired quality standard
required by customers.
Zero Defect
Zero Defects – The Theory and Implementation.
Zero defects theory ensures that there is no waste existing in a project. Waste refers to all
unproductive processes, tools, employees and so on. Anything that is unproductive and does
125
not add value to a project should be eliminated, called the process of elimination of waste.
Eliminating waste creates a process of improvement and correspondingly lowers costs.
Common with the zero defects theory is the concept of “doing it right the first time” to
avoid costly and time-consuming fixes later in the project management process.
Zero defects theory is based on four elements for implementation in real projects.
Quality is a state of assurance to requirements. Therefore, zero defects in a project
means fulfilling requirements at that point in time.
Right the first time. Quality should be integrated into the process from the
beginning, rather than solving problems at a later stage.
Quality is measured in financial terms. One needs to judge waste, production and
revenue in terms of budgetary impact.
Performance should be judged by the accepted standards, as close to perfection as
possible.
Zero Defects – Pros and Cons
The clear advantage of achieving a zero-defect level is waste and cost reduction when
building products to customer specifications. Zero defects meanshigher customer
satisfaction and improved customer loyalty, which invariably leads to better sales
and profits.
Nonetheless, a zero defects goal could lead to a scenario where a team is striving for a
perfect process that cannot realistically be met. The time and resources dedicated to
reaching zero defects may negatively impact performance and put a strain on employee
morale and satisfaction. There can also be negative implications when you consider the
full supply chain with other manufacturers that might have a different definition of zero
defects.
In the end, the quest for zero defects is an admirable objective in itself, and most
companies find that the pros outweigh the cons. By striving for stringent but accepted
standards of defects, companies can build better processes and create an environment of
continuous service improvement.
Cost of Quality
It’s a term that’s widely used – and widely misunderstood.
The “cost of quality” isn’t the price of creating a quality product or service. It’s the cost of
NOT creating a quality product or service.
Every time work is redone, the cost of quality increases. Obvious examples include:
The reworking of a manufactured item.
The retesting of an assembly
The rebuilding of a tool
The correction of a bank statement.
126
The reworking of a service, such as the reprocessing of a loan operation or the replacement of
a food order in a restaurant.
Categorization of Quality Costs
The cost of quality is generally classified into four categories:
1.
2.
3.
4.
External Failure Cost
Internal Failure Cost
Inspection (appraisal) Cost
Prevention Cost
External Failure Cost: Cost associated with defects found after the customer receives the
product or service. Example: Processing customer complaints, customer returns, warranty
claims, product recalls.
Internal Failure Cost: Cost associated with defects found before the customer receives the
product or service. Example: Scrap, rework, re-inspection, re-testing, material review,
material downgrades
Inspection (appraisal) Cost: Cost incurred to determine the degree of conformance to
quality requirements (measuring, evaluating or auditing). Example: Inspection, testing,
process or service audits, calibration of measuring and test equipment.
Prevention Cost: Cost incurred to prevent (keep failure and appraisal cost to a minimum)
poor quality. Example: New product review, quality planning, supplier surveys, process
reviews, quality improvement teams, education and training.
Deming’s 14 Principles, Continuous Improvement (Kaizen)
Kaizen, also known as continuous improvement, is a long-term approach to work that
systematically seeks to achieve small, incremental changes in processes in order to improve
efficiency and quality. Kaizen can be applied to any kind of work, but it is perhaps best
known for being used in lean manufacturing and lean programming. If a work environment
practices kaizen, continuous improvement is the responsibility of every worker, not just a
selected few.
Kaizen can be roughly translated from Japanese to mean “good change.” The philosophy
behind kaizen is often credited to Dr. W. Edwards Deming. Dr. Deming was invited by
Japanese industrial leaders and engineers to help rebuild Japan after World War II. He was
honoured for his contributions by Emperor Hirohito and the Japanese Union of Scientists and
Engineers.
In his book “Out of the Crisis,” Dr. Deming shared his philosophy of continuous
improvement: Deming has given his views on management and its relationship with quality in his 14 points
for management.
127
These points are summarized as under
1. Create consistency of purpose towards improvement of product and service with an aim
to become competitive and thus to stay in business and to provide jobs.
2. Adopt the new philosophy for economic stability. Management needs to take leadership
for change and we no longer live with delays, mistakes, defective materials and
defective workmanship.
3. Eliminate the need for mass inspection by building quality into the product in the first
place.
4. End the practice of awarding business on price tag alone. Rather total cost should be
minimized. Select a single supplier for any item on a long term relationship of trust and
loyalty.
5. Improve constantly the system of production and service, to improve quality and
productivity and thus leading to the decrease in cost.
6. Institute better methods of training and education for all the employees including
management to make effective use of all the employees.
7. Adopt and institute better leadership to help the people to perform a job in a better way.
8. Drive out fear so that everyone works for the company effectively without any tension.
9. Break down barriers between different departments. People in different departments
must work as a team to tackle the problems of production that may be encountered with
the product or service.
10. Eliminate slogans, exhortations and numerical targets for the workforce. They never
help the workers to do the job in a better way. Let the workers develop their own
slogans and work accordingly.
11. Eliminate work standards and numerical quotas. Eliminate management by objectives
and also eliminate management by numbers. These are usually a guarantee of
inefficiency and high costs. A person, in order to hold a job, will try to meet a quota at
any cost including doing damage to his company.
12. Remove barriers in taking pride in workmanship. Usually, incompetent supervisors,
defective materials and faulty equipment’s are stumbling blocks in the way of good
performance. These barriers must be eliminated.
13. Introduce a vigorous programme of education and self-development. Both the
management and the work force will have to be educated in the new knowledge and
understanding, including teamwork and statistical techniques.
14. Take proper action to accomplish the transformation. Top management has to constitute
a team with a plan of action to carry out the quality mission.
Benchmarking
“Benchmarking is the process through which a company measures its products, services, and
practices against its toughest competitors, or those companies recognized as leaders in its
industry.” Benchmarking is one of a manager's best tools for determining whether the
company is performing particular functions and activities efficiently, whether its costs are in
line with those of competitors, and whether its internal activities and business processes need
improvement. The idea behind benchmarking is to measure internal processes against an
external standard.
The goal of benchmarking is to identify the weaknesses within an organization and improve
upon them, with the idea of becoming the "best of the best." The benchmarking process helps
128
managers to find gaps in performance and turn them into opportunities for improvement.
Benchmarking enables companies to identify the most successful strategies used by other
companies of comparable size, type, or regional location, and then adopt relevant measures to
make their own programs more efficient. Most companies apply benchmarking as part of a
broad strategic process. For example, companies use benchmarking in order to find
breakthrough ideas for improving processes, to support quality improvement programs, to
motivate staffs to improve performance, and to satisfy management's need for competitive
assessments.
Benchmarking targets roles, processes, and critical success factors. Roles are what define the
job or function that a person fulfills. Processes are what consume a company's resources.
Critical success factors are issues that company must address for success over the long-term
in order to gain a competitive advantage. Benchmarking focuses on these things in order to
point out inefficiencies and potential areas for improvement.
A company that decides to undertake a bench-marking initiative should consider the
following questions: When? Why? Who? What? and How?
Levels of Benchmarking
1. Internal benchmarking (within the company)
2. Competitive or strategic benchmarking (Industry and competitors)
3. Benchmarking outside the industry.
What benefits have been achieved by the organizations that have successfully completed
their benchmarking programs?
There are three sets of benefits:
1. Cultural Change
2. Performance Improvement
3. Human Resources
129
(A) Cultural Change: Benchmarking allows organizations to set realistic,
rigorous new performance targets, and this process helps convince people of
the credibility of these targets. It helps people to understand that there are
other organizations who know and do job better than their own organization.
(B) Performance Improvement: Benchmarking allows the organization to
define specific gaps in performance and to select the processes to improve.
These gaps provide objectives and action plans for improvement at all levels
of organization and promote improved performance for individual and group
participants.
(C) Human Resources: Benchmarking provides basis for training. Employees
begin to see gap between what they are doing and what best-in-class are
doing. Closing the gap points out the need of personnel to be trained to learn
techniques of problem solving and process improvement.
What theoretical model would you suggest to implement a benchmarking program?
Organizations that benchmark, adapt the process to best fit their own needs and culture.
Although number of steps in the process may vary from organization to organization, the
following six steps contain the core techniques:
1.
2.
3.
4.
5.
6.
Decide what to benchmark.
Understand the current performance of your organization.
Do proper planning of what, how and when of benchmarking endeavor.
Study others well (the practices or system you wish to benchmark).
Gather data and learn from it.
Use the findings.
Poka-Yokes
Poka-yoke is a Japanese term that means "mistake-proofing" or "inadvertent error
prevention". A poka-yoke is any mechanism in any process that helps an equipment operator
avoid mistakes. Its purpose is to eliminate product defects by preventing, correcting, or
drawing attention to human errors as they occur.
Poka-yoke is a technique for avoiding simple human error in the workplace. The idea is to
take over repetitive tasks that rely on memory or vigilance and guard against any lapses in
focus.
Dr. Shigeo Shingo, a renowned authority on quality control and efficiency, originally
developed the mistake-proofing idea. Realizing its value as an effective quality control
technique, he formalized its use in Japanese manufacturing as the poka-yoke system.
Today, this concept is in wide use in Japan. Toyota Motor Corporation, whose production
system Shingo helped design, averages twelve poka-yoke devices per machine in their
manufacturing plants, thus validating the concept as beneficial to industry.
Potential benefits of Poka-yoke technique are:
elimination of set-up errors and improved quality
130
decreased set-up times with associated reduction in production time and improved
production capacity
simplified and improved housekeeping
increased safety
lower costs
lower skill requirements
increased production flexibility
improved operator attitudes.
Poka Yokes ensure that the right conditions exist before a process step is executed, and thus
preventing defects from occurring in the first place. Where this is not possible, Poka Yokes
perform a detective function, eliminating defects in the process as early as possible.
Poka Yoke technique could be used whenever a mistake could occur or something could be
done wrong – meaning everywhere. It can be successfully applied to any type of process in
manufacturing or services industry, preventing all kinds of errors:
Processing error: Process operation missed or not performed per the standard
operating procedure.
Setup error: Using the wrong tooling or setting machine adjustments incorrectly.
Missing part: Not all parts included in the assembly, welding, or other processes.
Improper part/item: Wrong part used in the process.
Operations error: Carrying out an operation incorrectly; having the incorrect
version of the specification.
Measurement error: Errors in machine adjustment, test measurement or
dimensions of a part coming in from a supplier.
ISO (9000& 14000 Series)
ISO (9000& 14000 SERIES)
The International Organization of Standardization (ISO) is a worldwide federation consisting
of member bodies from 91 countries, which promotes the development of international
manufacturing, trade and communication standards.
ISO 9000 is a set of international standards on quality management and quality assurance
developed to help companies effectively document the quality system elements to be
implemented to maintain an efficient quality system. They are not specific to any one
industry and can be applied to organizations of any size.
ISO 9000 can help a company satisfy its customers, meet regulatory requirements, and
achieve continual improvement. However, it should be considered to be a first step, the base
level of a quality system, not a complete guarantee of quality.
ISO 9000 refers to a generic series of standards published by the ISO that provide quality
assurance requirements and quality management guidance. ISO 9000 is a quality system
standard, not a technical product standard. The ISO 9000 series currently contains four
standards – ISO 9001, ISO 9002, ISO 9003 and ISO 9004. Firms select the standard that is
most relevant to their business activities. However, these four standards will be revised in late
2000. More information is provided later in this paper under ISO 9000:2000.
131
ISO 9000 Series standards
The ISO 9000 family contains these standards:
ISO 9001:2015: Quality management systems – Requirements
ISO 9000:2015: Quality management systems – Fundamentals and vocabulary
(definitions)
ISO 9004:2009: Quality management systems – Managing for the sustained success
of an organization (continuous improvement)
ISO 19011:2011: Guidelines for auditing management systems
ISO 9000 principles of quality management
The ISO 9000:2015 and ISO 9001:2015 standards are based on seven quality
management principles that senior management can apply for organizational
improvement:
Customer focus
Understand the needs of existing and future customers
Align organizational objectives with customer needs and expectations
Meet customer requirements
Measure customer satisfaction
Manage customer relationships
Aim to exceed customer expectations
Leadership
Establish a vision and direction for the organization
Set challenging goals
Model organizational values
Establish trust
Equip and empower employees
Recognize employee contributions
Engagement of people
Ensure that people’s abilities are used and valued
Make people accountable
Enable participation in continual improvement
Evaluate individual performance
Enable learning and knowledge sharing
Enable open discussion of problems and constraints
Process approach
Manage activities as processes
Measure the capability of activities
Identify linkages between activities
Prioritize improvement opportunities
Deploy resources effectively
Improvement
132
Improve organizational performance and capabilities
Align improvement activities
Empower people to make improvements
Measure improvement consistently
Celebrate improvements
(6) Evidence-based decision making
Ensure the accessibility of accurate and reliable data
Use appropriate methods to analyze data
Make decisions based on analysis
Balance data analysis with practical experience
See tools for decision making.
Relationship management
Identify and select suppliers to manage costs, optimize resources, and create value
Establish relationships considering both the short and long term
Share expertise, resources, information, and plans with partners
Collaborate on improvement and development activities
Recognize supplier successes
Why Consider ISO 9000 Registration
There are several benefits to implementing this series in your company. There is also a strong
belief that having a documented quality procedure gives a firm a strong advantage over its
competitors. For example, it will guide you to build quality into your product or service and
avoid costly after-the-fact inspections, warranty costs, and rework.
Most importantly, more contractors are working with ISO certified customers every year as
the certifications are more widely used and accepted in the United States.
ISO14000
ISO 14000 is a family of standards related to environmental management that exists to help
organizations:
(a) minimize how their operations (processes, etc.) negatively affect the environment (i.e.
cause adverse changes to air, water, or land);
(b) comply with applicable laws, regulations, and other environmentally oriented
requirements; and
(c) continually improve in the above.
ISO 14000 is similar to ISO 9000 quality management in that both pertain to the process of
how a product is produced, rather than to the product itself. As with ISO 9001, certification is
performed by third-party organizations rather than being awarded by ISO directly. The ISO
19011 and ISO 17021 audit standards apply when audits are being performed.
The ISO 14000 series of environmental management standards are intended to assist
organizations manage the environmental effect of their business practices. The ISO 14000
series is similar to the ISO 9000 series published in 1987. The purpose of the ISO 9000 series
is to encourage organizations to institute quality assurance management programs. Although
133
ISO 9000 deals with the overall management of an organization and ISO 14000 deals with
the management of the environmental effects of an organization, both standards are
concerned with processes, and there is talk of combining the two series into one.
Both series of standards were published by ISO, the International Organization for
Standardization. The purpose of ISO is to facilitate international trade and cooperation in
commercial, intellectual, scientific and economic endeavors by developing international
standards. ISO originally focused on industrial and mechanical engineering standards. Now,
it has ventured into setting standards for an organization’s processes, policies, and practices.
The requirements of ISO 14001 are an integral part of the European Union’s EcoManagement and Audit Scheme (EMAS). EMAS’s structure and material are more
demanding, mainly concerning performance improvement, legal compliance, and reporting
duties. The current version of ISO 14001 is ISO 14001:2015, which was published in
September 2015.
ISO 14000 refers to a series of standards on environmental management tools and systems.
ISO 14000 deals with a company’s system for managing its day-to-day operations and how
they impact the environment. The Environmental Management System and Environmental
Auditing address a wide range of issues to include the following:
Top management commitment to continuous improvement, compliance, and pollution
prevention.
Creating and implementing environmental policies, including setting and meeting
appropriate targets.
Integrating environmental considerations in operating procedures.
Training employees in regard to their environmental obligations.
Conducting audits of the environmental management system.
Six Sigma
Six Sigma is a business management strategy which aims at improving the quality of
processes by minimizing and eventually removing the errors and variations. The concept of
Six Sigma was introduced by Motorola in 1986, but was popularized by Jack Welch who
incorporated the strategy in his business processes at General Electric. The concept of Six
Sigma came into existence when one of Motorola’s senior executives complained of
Motorola’s bad quality. Bill Smith eventually formulated the methodology in 1986.
Quality plays an important role in the success and failure of an organization. Neglecting an
important aspect like quality, will not let you survive in the long run. Six Sigma ensures
superior quality of products by removing the defects in the processes and systems. Six
sigma is a process which helps in improving the overall processes and systems by identifying
and eventually removing the hurdles which might stop the organization to reach the levels of
perfection. According to sigma, any sort of challenge which comes across in an
organization’s processes is considered to be a defect and needs to be eliminated.
Organizations practicing Six Sigma create special levels for employees within the
organization. Such levels are called as: “Green belts”, “Black belts” and so on. Individuals
certified with any of these belts are often experts in six sigma process. According to Six
134
Sigma any process which does not lead to customer satisfaction is referred to as a defect
and has to be eliminated from the system to ensure superior quality of products and
services. Every organization strives hard to maintain excellent quality of its brand and the
process of six sigma ensures the same by removing various defects and errors which come in
the way of customer satisfaction.
The process of Six Sigma originated in manufacturing processes but now it finds its use in
other businesses as well. Proper budgets and resources need to be allocated for the
implementation of Six Sigma in organizations.
Following are the two Six Sigma methods
DMAIC
DMADV
DMAIC focuses on improving existing business practices.
DMADV, on the other hand focuses on creating new strategies and policies.
DMAIC has Five Phases
D – Define the Problem. In the first phase, various problems which need to be
addressed to are clearly defined. Feedbacks are taken from customers as to what they feel
about a particular product or service. Feedbacks are carefully monitored to understand
problem areas and their root causes.
M – Measure and find out the key points of the current process. Once the problem is
identified, employees collect relevant data which would give an insight into current
processes.
A – Analyze the data. The information collected in the second stage is thoroughly
verified. The root cause of the defects are carefully studied and investigated as to find out
how they are affecting the entire process.
I – Improve the current processes based on the research and analysis done in the
previous stage. Efforts are made to create new projects which would ensure superior
quality.
C – Control the processes so that they do not lead to defects.
DMADV Method
D – Design strategies and processes which ensure hundred percent customer
satisfactions.
M – Measure and identify parameters that are important for quality.
A – Analyze and develop high level alternatives to ensure superior quality.
D – Design details and processes.
V – Verify various processes and finally implement the same.
135
Unit-3: - MCQ with Answers 1. Which among the following is a type of inventory system that is used to manage
independent demand items?
A. Order point system
B. Material Requirements Planning
C. Time Phased Order Point
D. Enterprise Resource Planning.
Answer: C
2. An effective inventory management minimises the investment in inventory by effectively
meeting the ______.
A. Functional requirement
B. Customer requirement
C. Process reliability
D. Sales forecasting of a firm.
Answer: A
3. To achieve _______ in purchasing and transportation, goods may be purchased in larger
quantities than the actual demand.
A. Continuation
B. Quality
C. Cost efficiency
D. Potential value.
Answer: C
4. Which among the following models is used to calculate the timing of the inventory order?
A. Economic order quantity model
B. Fixed order quantity model
C. Reorder point model
D. Fixed order inventory model.
Answer: C
5. In the ABC Analysis system the B category stands for_____.
A. Outstanding importance in value
B. Comparatively unimportant in value
C. Comparatively important in value
D. Average importance in value.
Answer: D.
6. Which among the following is a quantity of a specific item that is ordered from the
supplier and issued as a standard quantity to the production process?
A. Safety stock
B. Lot size
C. Standard deviation
D. Inventory control.
Answer: B
7. The economic order quantity formula is taken using _____.
A. Differential calculus
136
B. Integral calculus
C. Vector calculus
D. Multivariate analysis.
Answer: A.
8. Which among the following components is calculated as the sum of the fixed costs that
happen each time an item is ordered?
A. Carrying cost
B. Order cost
C. Holding cost
D. Storing cost.
Answer: B.
9. A company that maintain a sufficient safety margin by having extra inventory against
certain situations are termed as ________.
A. inventory
B. lot size
C. safety stock
D. Lead.
Answer: C
10. Which among the following costs is the expense of storing inventory for a specified
period of time?
A. Purchasing cost
B. Carrying cost
C. Financial cost
D. Storing cost.
Answer: B
11. Which of the following is for Environment management?
A. ISO-9000
B. ISO-14000
C. ISO-26000
D. ISO-31000
Answer: B
12. Manufacturers actually print the labels provided to them and serial numbers to aid in
_______.
A. Quality audit
B. Quality control
C. Auditing process
D. Product quality.
Answer: B
13. The method of item placement that can accidentally substitute an item onto another is
_______.
A. Family grouping
B. Part grouping
C. ABC categorisation
D. Category mapping.
137
Answer: A
14. The movements of stock must be controlled with information regarding _______.
A. Space utilisation
B. Order status
C. Labour utilisation
D. Material protection.
Answer: B
15. The company should be prepared for any future demand from the customer by storing the
_____ in the distribution centres.
A. Delivery stock
B. Strategic stock
C. Safety stock
D. Overhead stock.
Answer: C
16. Which among the following improves the overall performance of the organisation and
helps to achieve efficient distribution and delivery system?
A. Just-in-Time
B. Master Production System
C. Customer responsiveness
D. Lead-time offsetting.
Answer: A
17. Reorder point = ______ + ______
A. Lead time demand, safety stock
B. Forecasted daily unit sale, lead time
C. Reorder point, lead time demand
D. Safety level of stock, demand per day.
Answer: A
18. Identify the two components that make up the EOQ equation.
A. Order cost, setup cost
B. Quality cost, setup cost
C. Annual usage, carrying cost
D. Quality cost, annual usage.
Answer: C
19. The objective of ISO-9000 family of Quality management is
A. Customer satisfaction
B. Employee satisfaction
C. Skill enhancement
D. Environmental issues.
Answer: A
20. Total Quality Management (TQM) focuses on
A. Employee
B. Customer
C. Both (a) and (b)
138
D. None of the above.
Answer: C
21. Which of the following is responsible for quality objective?
A. Top level management
B. Middle level management
C. Frontline management
D. All of the above.
Answer: A
24. TQM & ISO both focuses on
A. Customer
B. Employee
C. Supplier
D. All of the above.
Answer: A
25. Match The Following
A. TQM promotes
1. Small change
B. Kaizen is
2. Continuous improvement
C. Quality circle can solve problem related to
3. Employee participation
D. Quality circle benefit to
The correct order is
A. A-3, B-1, C-2, D-4
B. A-1, B-3, C-2, D-4
C. A-3, B-1, C-4, D-2
D. A-3, B-2, C-1, D-4.
Answer: A
4. Employee
Descriptive Questions: Question 1.What is Inventory? What is the purpose of Inventory in an organization? Describe
the various costs associated with the Inventory analysis
Question 2.Discuss concept of Inventory Management. Also define the term materials
handling.
Question 3.What is Inventory Control? Explain in detail the various methods of Inventory
control?
Question 4.Write a brief note on Economic Order Quantity. Explain dependent demand and
independent demand with example.
Question 5.Evaluate EOQ as a method of setting length of Production runs. What are its
strengths and Weaknesses?
139
Question 6.What are the assumptions of the basic EOQ Model? Distinguish between a fixedorder- quantity system and fixed-time-period system.
Question 7.Explain how EOQ and ABC analysis method improves inventory control. What
are its advantages and disadvantages?
Question 8.Explain the ABC, SDE, FSN, VED and HML analysis technique of Inventory
Control.
Question 9.Define quality, quality management and discuss dimensions of quality.
Question 10.Explain tools of Total Quality Management in detail.
Question 11.Depict your understanding for “Just in Time” manufacturing system.
Question 12.Define Just in Time (JIT). Explain basic elements of JIT.
Question 13.Write a note on ISO and benefits of ISO certification
Question 14.Write a note on ISO and its various series (ISO 9000, ISO 14000) applicable to
operations management.
Question 15.What is Six – Sigma? Write steps for implementing six – sigma.
Suggested Readings:
1. Kale S., Production and Operation Management, McGraw Hill Education.
2. Mahadevan. B. Operation Management: theory and practice, Pearson Education India.
3. Chary, S. N.,Production and Operation Management, McGraw Hill Education.
4. Panneerselvam R., Production and Operation Management, Prentice Hall.
5. Jacobs F. Robert and Chase Richard, Operations and Supply Chain Management, McGraw
Hill Education.
6. Aswathappa K, Production and operations Management, Himalaya Publishing House.
Key words:Inventory Management, Economic Order Quantity, ABC analysis, Total
Quality Management, Just in Time, ISO, Six – Sigma.
======================================================
140
Unit-IV
Unit-IV: Topics:
Plant Maintenance: Importance of Maintenance Management, Types of MaintenanceBreakdown, Preventive, Predictive, Routine and Planned Maintenance.
Emerging Concepts and Issues in Manufacturing Systems: IT in Modern Production
Management, Supply Chain Management, CAD / CAM Systems, ERP in Manufacturing
Systems (Introductory aspects only).
141
Plant Maintenance
Technical and administrative actions taken to retain an item or equipment or to restore it to a
state in which it performs its required functions repair and replace work. Plant maintenance is
an integral part of an organisation.
The maintenance of a plant comprises the following tasks:
1- Inspection: Determining the actual condition
2- Maintenance: Maintaining the target condition
3- Repair: Restoring the target condition
Objectives of plant maintenance
There are the following objectives of plant maintenance
To prevent maintenance charges of breakdown in future because if maintenance is not
done on regular basis, it can increase cost in future.
It increase the production without any hindrance
It prevent production loss due to breakdown of machinery
It brings reliability in operation
To provide safety to operator
Improving equipment efficiency
Types of Plant Maintenance:
1.
2.
3.
4.
5.
Breakdown maintenance
Preventive maintenance
Predictive maintenance
Routine maintenance
Planned maintenance
Breakdown maintenance (Corrective maintenance)
This maintenance refers to maintenance when work gets stops because of machine
breakdown. Here we can say maintenance becomes repair work. Repairs are made after the
equipment is out of order. e.g. An electric motor will not start unless a belt is not replaced,
engineer will make the necessary replacements.
Causes of breakdownFailure to replace worn out parts
Lack of lubrication
Neglected cooling system
Preventing maintenanceThe word ‘preventive’ refers to preventing breakdowns.
142
Preventive maintenance centres on reducing the risk of equipment failure by conducting routine
maintenance tasks, such as changing the oil or replacing certain parts
Preventive maintenance tasks often are scheduled (every week, month, quarter) or thresholdbased (every 3000 miles).
Advantages of preventive maintenance
Easy and inexpensive to perform
Less frequent breakdowns
Longer equipment life
Cost-effective
Predictive maintenance
Predictive maintenance involves predicting the likelihood of equipment failure through monitoring
and testing.
Performing maintenance when needed
It is actively done just before breakdown likely to occurs
Requires additional sensor equipment, such as vibrations and temperature.
Advantages of Predictive Maintenance
Allocating maintenance resources where they are most needed
Avoid doing unnecessary maintenance
Routine Maintenance
Routine maintenance includes activities like periodic inspection, cleaning, lubricating and repair
of production equipments. These are the activities which occur on regular basis. These are
necessary to keep machine in running situation. Routine maintenance is simple and small in
nature. Simple, small scale activities associated with regular and general upkeep of a building,
equipment, machine, plant or system against normal wear and tear.
Examples of maintenance:
Lubricating, cleaning, or adjusting machinery.
Inspecting equipment to ensure proper operation and safety.
Replacing parts that show deterioration.
Checking, testing, and maintaining safety equipment, such as safety barriers, fire
extinguishers, or alarm systems.
Checking for and replacing damaged signage or utilities, like light bulbs
General workplace maintenance, such as cleaning floors, replacing HVAC filters, and
washing windows, trash removal, and landscaping
This maintenance can be classified into two parts:
Running maintenance
Shutdown maintenance-when machinery is out of service
143
BenefitsIncrease the life-scan of equipment
This can reduce the need for reactive maintenance program
Routine maintenance are necessary to keep plant and equipments in good conditions leading to
fewer failures, better productivity, higher profitability and improved safety.
Planned maintenance
Planned maintenance is a proactive approach to maintenance in which maintenance work
is scheduled to take place on a regular basis. Process of planning the maintenance makes the tasks
more efficient and eliminates the effect of maintenance on the operations of the facility.
The primary objective of planned maintenance is to maximize equipment performance by
keeping equipment running safety for as long as possible, without that equipment deteriorating or
having unplanned outages. With planned maintenance we evolve our efforts from a reactive to a
proactive method and use trained maintenance team to help train the operators to better maintain
their equipment.
Objectives:
Achieve and sustain availability of machine
Reduce and optimum maintenance cost
Reduce spares parts inventory
Improve reliability
Improve maintainability of machines
Improves operator maintenance skill.
Targets
Zero breakdown
Zero equipment failure
Reduce maintenance cost by 50%
Improve reliability and maintainability by 50%
Ensures availability of spares all the time
Types of Planned Maintenance
The maintenance should mainly categorized on the basis of time and condition into 5 types:
1- Periodic maintenance-Maintenance work is carried out regularly, before the
occurrence of any failure. Periodic maintenance is classified into time based
maintenance.
2- Predictive maintenance-In this type of maintenance, the service life of important
component is predicted through inspection and diagnostic analysis, inspection is carried
out to examine the state of deterioration to carry out repair based on inspection results.
3- Breakdown maintenance-Under this method repair of replacement is carried out after
functional deterioration or stoppage of equipment.
4- Corrective maintenance-Under this maintenance method effort are taken to
systematically and positively rectify unsatisfactory condition of the existing equipment
in order to improve equipment reliability, maintainability and safety to reduce
144
deterioration and failure of equipment and seek realization of equipment that does not
require maintenance
5- Reliability centered maintenance- Under this maintenance method, a process used to
determine the maintenance requirements of any physical asset in its operating context.
Basically this maintenance methodology deals with some key issues not dealt with by
other maintenance programs.
Requirement for successful implementation of planned maintenance
Successful implement of planned maintenance requires the agreement and participation of
everyone affected by the timing and quality of maintenance.
Foundation planned maintenance team
Training maintenance team so they have the necessary skill and knowledge
Inform the purchasing department about planned maintenance need with sufficient lead
time to allow parts and supplies to be ordered on a normal basis.
Advantages of Planned maintenance
Improves overall equipment performance
Reduce unplanned equipment downtime
Repair costs are reduced
Improved workplace safety
Better planning of spare parts use
More efficient use of manpower
Reduce maintenance costs
Improve the communication between maintenance and operations
IT in production management
Introduction
The mechanisms by which information technology (IT) creates business value has been debated
for over 40 years, starting with Leavitt and Whistler (1958). For early IT applications, the
value was generally viewed in terms of labor savings; byusing computers an organization can
automate data storage and retrieval, conduct routine transaction processing and improve
organizational communications. This reduces the need for file clerks, accountants and even
middlemanagersthattraditionallyperformedthosefunctions.Later,massivecomputerizationof
factories and equipment intensive service operations (package delivery, air transport) created
value by reducing the need for capital; computer-based scheduling and routing enable
transport vehicles to be used more effectively, reducing the need to expand fleets.
Manufacturing automation systems boost efficiency and utilization of existing facilities
enabling slower construction of new plants. Moreover, innovations in utilizing information for
supply chain management have enabled substantial reductions in raw materials and finished
goodsinventories.
Recently, the emphasis in IT investment has shifted away from cost savings toward new ways
of creating business value. For example, recent surveys of IT managers have revealed that
cost savings is no longer the primary concern in their technology strategy; improving time to
market, quality, customer service and other intangible, revenue enhancing projects now
145
appear to be the driver of new technology investments (Brynjolfsson and Hitt, 1996).
As IT investment is increasingly directed toward organizational transformation rather than
simple automation, computers may be less of a substitute for other production inputs.
Multiskilled,empoweredproductionworkersarelesslikelytobereplacedbyacomputerthana file
clerk would have been; "intelligent" machines linked together in a computer integrated
manufacturing system (CIM) may be more valuable than these machines operated inisolation.
Instead of being substitutes for traditional factors of production, computers may
increasinglybe
complements,atleastinsometypesoforganizationsandforsometypesoffactors.
These arguments raise the possibility that computers may be less of a substitute and may even
be a complement to traditional production factors such as capital and labor in organizations
that have flexible production, empowered workers, and skilled staff
What is aComplement?
The notion of production complements is first attributed to Edgeworth (1938). In his
definition, two factors are complements if an increase in the level of one factor raises the
marginal value of another other factor. One implication is that factors that are complementary
tend to appear together: more of one is optimally accompanied by more of the other. In other
words, complements tend to appear together as a system of practices rather than a single
factor in isolation. In addition, a decline in the price of a complementary factor leads to
increased use of both factors both the factor and its complement. This is in contrast to the
traditional notion of substitution; as the price of a factor declines, one uses more of that factor
and less of factors for which it is a substitute (see Allen, 1953 for the properties of this
formulation).1
Complementarities between IT andLabor
In the mid-1980s a number of authors proposed new work systems to contrast to the
traditional "mass production" style of organization that dates back to the beginning of the
industrial revolution. In batch manufacturing processes such as automobiles, new types of
organization such as flexible specialization (Pioriand Sabel, 1984), high performance work
systems (MacDuffie, 1995; Ichniowski, Prennushi and Shaw, 1996 ), and lean production
(Womack, James and Roos, 1988) have appeared. These general principles have also been
examined by others in broader samples of the economy (Osterman, 1994; Huselid, 1994) and
in more narrowly defined industries such as metalworking (Kelley, 1994). While the exact
description of these practices vary, they generally involve a combination of flexible machinery,
skilled employees, and increased delegation of authority to line workers ("empowerment"),
either through teams or through increased individual discretion.
There are at least two possible explanations for a complementarity between decentralized
organizations, skilled employees and IT. The first arises from the need to better utilize specific
knowledge (Hayek, 1945). Through communications technologies and expert systems, line
workerscanbeprovidedthenecessaryinformationaswellasanalyticalsupporttotakeactionon
specific information that they might posses by virtue of their direct contact with customers or
the production process (Fisher et. al., 1994; Brynjolfsson and Mendelson, 1993. Second, IT
may increase the demand for information processing, creating information overload on key
decision makers (Simon, 1976; Brynjolfsson, 1994). One way in which an organization can
expand its ability to process information is to delegate authority to line workers (Brynjolfsson
and Mendelson, 1993) or by building lateral communication links to enable individual decision
146
makers to be more effective (Galbraith, 1977). As information processing demands increase on
line workers it may also need to be coupled with an increase in the demand for cognitive skills
(Zuboff, 1986). Altogether, this suggests the possibility that IT will be more complementary
to higher skilled labor and those employees that posses high levels of decision authority. For
tasks that can be easily codified though rules or require relatively low level cognitive skills
(information retrieval and storage), IT can be used for automation, substituting for the use of
labor.
Complementarities between IT andCapital
There had been a substantial increase in the use of manufacturing and service process
automation over the last twenty years in the form of flexible manufacturing (FMS), materials
resource planning (MRP I), manufacturing requirements planning (MRP II), computer
integrated manufacturing (CIM) and now enterprise resource planning (ERP). Since much of
these flexible production technologies involve embedded computing or other forms of
numerical or computer controls, this raises the possibility of a technical complementarity
between general purpose computing and flexible manufacturing.
These complementarities may explain both the rapid diffusion of ERP technology and the
difficulties many firms have in implementation. For instance, the SAP R/3 system, the most
popularERPsystem,isinstalledinover13,000sitesandSAPboaststhattheyhaveinstallations
at
70% of the Fortune 500 (SAP annual report, 1998). However, there are numerous reports of
implementation failures and even litigation (e.g. Foxmeyer’s lawsuit against Andersen
consulting) resulting from both the technological and organizational complexity of
implementing thesesystems.
For this analysis the focus will be on four indicators of the “modern” organizational system:
Age of capital. Firms that utilize newer capital are much more likely to be using flexible
production technology with embedded computer-based controls or other potential
complements to IT. Older equipment is indicative of a mass-production orientation.
Decentralized work practices. Firms that allocate high levels of decision authority to their
workers, utilize self-direct work teams, have team-based incentives and train their workers
more extensively all suggest the use of modern production work practices. We examine both
an overall index of these practices as well as specific practices (e.g. teams) that are indicative
of decentralization. The index we use is based on previous work by Hitt (1996) and Hitt and
Brynjolfsson (1997).
Human Capital. Modern production organizations are likely to employ more skilled workers
as well as have a higher average level of skill and education in the work force. Specificallywe
use the percentage of skilled blue-collar workers to identify a skilled labor force.
Inventories. A related consequence of flexible production is that work in process and finished
goods inventories can be substantially reduced due to reduced need for production buffers.
We thus believe that inventory levels are good indicators of whether a firm has made other
complementary changes necessary to utilize flexible production.
SUPPLY CHAIN MANAGEMENT
147
In commerce, supply chain management (SCM), the management of the flow of goods and
services, involves the movement and storage of raw materials, of work-in-process inventory,
and of finished goods from point of origin to point of consumption.
Interconnected or interlinked networks, channels and node businesses combine in the
provision of products and services required by end customers in a supply chain.
Supply-chain management has been defined as the “design, planning, execution, control,
and monitoring of supply chain activities with the objective of creating net value, building a
competitive infrastructure, leveraging worldwide logistics, synchronizing supply with
demand and measuring performance globally.” SCM practice draws heavily from the areas of
industrial engineering, systems engineering, operations management, logistics, procurement,
information technology, and marketing and strives for an integrated approach.
Functions
Supply chain management is a cross-functional approach that includes managing the
movement of raw materials into an organization, certain aspects of the internal processing of
materials into finished goods, and the movement of finished goods out of the organization
and toward the end consumer. As organizations strive to focus on core competencies and
become more flexible, they reduce their ownership of raw materials sources and distribution
channels. These functions are increasingly being outsourced to other firms that can perform
the activities better or more cost effectively. The effect is to increase the number of
organizations involved in satisfying customer demand, while reducing managerial control of
daily logistics operations. Less control and more supply chain partners lead to the creation of
the concept of supply chain management. The purpose of supply chain management is to
improve trust and collaboration among supply chain partners thus improving inventory
visibility and the velocity of inventory movement.
SCM Processes148
Supply chain activities aren’t the responsibility of one person or one company. Multiple
people need to be actively involved in a number of different processes to make it work.
It’s kind of like baseball. While all the participants are called baseball players, they don’t do
whatever they want. Each person has a role – pitcher, catcher, shortstop, etc. – and must
perform well at their assigned duties – fielding, throwing, and/or hitting – for the team to be
successful.
Of course, these players need to work well together. A hit-and-run play will only be
successful if the base runner gets the signal and takes off running, while the batter makes
solid contact with the ball. The team also needs a manager to develop a game plan, put people
in the right positions, and monitor success.
Winning the SCM “game” requires supply chain professionals to play similar roles. Each
supply chain player must understand his or her role, develop winning strategies, and
collaborate with their supply chain teammates.
By doing so, the SCM team can flawlessly execute the following processes:
Planning – the plan process seeks to create effective long- and short-range supply
chain strategies. From the design of the supply chain network to the prediction of
customer demand, supply chain leaders need to develop integrated supply chain
strategies.
Procurement – the buy process focuses on the purchase of required raw materials,
components, and goods. As a consumer, you’re pretty familiar with buying stuff!
Production – the make process involves the manufacture, conversion, or assembly of
materials into finished goods or parts for other products. Supply chain managers
provide production support and ensure that key materials are available when needed.
Distribution – the move process manages the logistical flow of goods across the
supply chain. Transportation companies, third party logistics firms, and others ensure
that goods are flowing quickly and safely toward the point of demand.
Customer Interface – the demand process revolves around all the issues that are
related to planning customer interactions, satisfying their needs, and fulfilling orders
perfectly.
Seven Principles of SCM
More than ten years ago, a research study of 100+ manufacturers, distributors, and retailers
uncovered some widely used supply chain strategies and initiatives. These ideas and practices
were distilled down to seven principles and presented in an article in Supply Chain
Management Review, a magazine widely read by SCM professionals.
Principle 1: Segment customers based on the service needs of distinct groups and adapt
the supply chain to serve these segments profitably.
Principle 2: Customize the logistics network to the service requirements and
profitability of customer segments.
Principle 3: Listen to market signals and align demand planning accordingly across the
supply chain, ensuring consistent forecasts and optimal resource allocation.
Principle 4: Differentiate product closer to the customer and speed conversation across
the supply chain.
149
Principle 5: Manage sources of supply strategically to reduce the total cost of owning
materials and services.
Principle 6: Develop a supply chain-wide technology strategy that supports multiple
levels of decision making and gives clear view of the flow of products, services, and
information.
Principle 7: Adopt channel-spanning performance measures to gauge collective
success in reaching the end-user effectively and efficiently.
CAD/CAM Systems
CAD/CAM is a term which means computer-aided design and computer- aided
manufacturing. One of the greatest benefits of using computer aided design and drafting
software is the ease of manufacturing. The integration of computer aided design and
computer aided manufacturing (CAD /CAM) greatly reduces the time required for production
planning and allocation of jobs to various resources. Present day CAD and CAM systems
have become very well suited to each other and in many cases they look as a single unit
instead of two different systems. CAD/CAM is the technology concerned with the use of
digital computers to perform certain functions in design and production. Ultimately,
CAD/CAM will provide the technology base for the computer integrated factory of the
future.
Computer-aided design (CAD) can be defined as the use of computer systems to assist
in the creation, modification, analysis, or optimization of a design. The computer systems
consist of the hardware and software to perform the specialized design functions required
by the particular user firm. The CAD hardware typically includes the computer, one or
more graphics display terminals, keyboards, and other peripheral equipment. The CAD
software consists of the computer programs to implement computer graphics on the
system plus application programs to facilitate the engineering functions of the user
company.
Computer-aided manufacturing (CAM) can be defined as the use of computer systems
to plan, manage, and control the operations of a manufacturing plant through either direct
or indirect computer interface with the plant's production resources. As indicated by the
definition, the applications of computer-aided manufacturing fall into two broad
categories:
1. Computer monitoring and control: These are the direct applications in which the
computer is connected directly to the manufacturing process for the purpose of monitoring
or controlling the process.
2. Manufacturing support applications: These are the indirect applications in which the
computer is used in support of the production operations in the plant, but there is no direct
interface between the computer and the manufacturing process.
Benefits of CAD in manufacturing systems
Here are some of the benefits of CAD in manufacturing systems:
150
1) Designing tools and fixture for the manufacturing: For manufacture of every
component different tools and fixture are required. When designing has been done by
using CAD, and CAM is also integrated with the system, specifying and designing the
tools and fixtures for a particular job becomes very handy since all the drawings
describing dimensions and materials for the job are readily available from the CAD.
2) Programming for manufacturing the job: For manufacturing any job on computer
numerical controlled (CNC) machine, programming is very essential. In the program
for the job all the dimensions of the job and various machining processes that the job
has to undergo and the sequence in which these processes have to be carried out are
all mentioned. During programming process the time required for each machining
process is also considered. The computer controlled machine will carry out all the
machining processes as per the program. This program is in a particular language
similar to other computer languages. The CAD system makes the programming very
easier since all the data related to the materials, dimensions, finish required etc are
mentioned in the final design of the product and it can be directly used in the CAM
system for developing the program.
3) Production planning: CAD can be combined with production planning software of
the CAM system to plan the manufacture of the object in shortest possible time and
by making the best use of the existing machines.
4) Shorter manufacturing lead times: With CAD various lead times required for
manufacturing are reduced. Making the schedules and forecast becomes much easier
and accurate by using integration of CAD and CAM.
5) Fast and accurate drawings: Waiting for the assembly and parts drawings of the
objects is one of most common reasons for the lost of time between designing and
manufacturing. With fast designing and drawing process using CAD systems, this
time can be reduced substantially. Further, the errors in designing and drawing are
very few so the production engineer does not have to frequently complain about the
mistakes in drawings, dimensions, and various fits.
Enterprise Resource Planning (ERP)
ERP is a process of integrating and managing important part of a company’s business.
An ERP Management information system, which integrates human resources, sales planning,
marketing, purchasing and finance is implemented through software most of the time.
Thus, ERP is an integrated software solution used to manage a company’s resources.
Features/characteristics of a good ERP
System
Flexible
Modular and open
Online connection with other ERP system
Best business practices
Strategic planning
Optimize the data
Project management
Comprehensive
151
Multi-facilities
Automatic functions
Reasons for adopting ERP
Integrate financial information
Integrate customer order information
Standardize and speed up operations processes
Reduce inventory
Standardize human resources information
Potential benefits of ERP
Integration of a single source of data
Control over various business processes
Eliminate duplication of data
Increased productivity, inventory management, promote quality
Reduced operating costs and improved internal communication.
External benefits of ERP
Improved customer service and order fulfilment
Improved communication with suppliers and customers
Improve customer service
Enhanced competitive position and increased sales and profits.
Steps in ERP implementation
1. Identify the need for having ERP system on board.
2. Assess whether the organisation is ready for ERP
3. Assess the cost of installing ERP on a long-term basis and the readiness of the
management to bear it.
4. Start organising for ERP implementation. Select the persons within the organisation
who will interact with the consultants of the ERP software vendor
5. Document and evaluate the old process and the new process that is desired.
6. Select the software and the vendor or its associate that would do the desired job.
7. |Draw up a detailed plan of implementation that should include:
Forming a team for implementation
Training of the team
Mapping of the business processes onto the package
Deciding upon customisingwhere essential
Schedule for the test runs
User training
152
MCQs
Q.1 ……………………. Maintenance is regular period maintenance which eliminates
breakdown and outages.
a. Breakdown
b. Preventive
c. Corrective
d. Operation
Ans. 1(a)
Q.2 With the increase in cost of preventive maintenance, the breakdown maintenance
cost will ………………
a. Decreases
b. Increases at a faster rate
c. No change
d. Increases
Ans.2 (a)
Q.3 What type of maintenance is most effective?
a. Shutdown Maintenance
b. Corrective Maintenance
c. Preventive Maintenance
d. Breakdown Maintenance
Ans. 3(c )
Q.4 …………….maintenace requires monitoring plant equipment health.
a. Preventive
b. Breakdown
c. Scheduled
d. Predictive
Ans. 4 (d)
Q.5 Which of the following type of maintenance is done on regular basis?
a. Routine Maintenance
b. Breakdown Maintenance
c. ordinary Maintenance
d. Special Maintenance
Ans. 5 (a)
Q.6 Which of the following is an advantage of plant maintenance?
a. It decreases accuracy of instruments
b. It increases life of instruments
c. It decreases plant safety
d. It decreases life of instruments
Ans. 6(b)
Q.7 large-scale repairs of machines are a part of which of the following maintenance
activity?
a. Accidental Maintenance
b. Preventive Maintenance
153
c. Routing Maintenance
d. Scheduled Maintenance
Ans. 7(a)
Q.8 Casual Maintenance of machine is called
a. Preventive Maintenance
b. Routine Maintenance
c. Scheduled Maintenance
d. Unscheduled Maintenance
Ans.8 (d)
Q.9 Why is maintenance of a machine necessary?
a. Doing so reduces the production rate
b. Doing so increases the servicing cost
c. Doing so increases efficiency
d. Doing so helps in replacement of the machine
Ans. 9 (c )
Q.10 CAD/CAM is the relationship between
a) science and engineering
b) manufacturing and marketing
c) design and manufacturing
d) design and marketing
Ans. (c )
Q11The process in which the detailed specifications materials, dimensions, tolerances
and surface rough is made is known as
a) decision process
b) analysis process
c) implementation process
d) refinement process
Answer:(c).
Q.12 Which two disciplines are tied by a common database?
a) documentation and geometric modeling
b) CAD and CAM
c) drafting and documentation
d) none of the mentioned
Answer: (b)
Q.13. Which of the following describes an ERP system?
A) ERP systems provide a foundation for collaboration between departments
B) ERP systems enable people in different business areas to communicate
C) ERP systems have been widely adopted in large organisations to store critical
knowledge used to make the decisions that drive the organisation's performance
D) All of the above
Answer: D
Q.14 What is at the heart of any ERP system?
A) Information
154
B) Employees
C) Customers
D) Database
Answer: D
Q.15 Which of the following is a reason for ERPs explosive growth?
A) ERP is a logical solution to the mess of incompatible applications
B) ERP addresses the need for global information sharing and reporting
C) ERP is used to avoid the pain and expense of fixing legacy systems
D) All of the above
Answer: D
Q.16 Which of the following occurs when everyone involved in sourcing, producing, and
delivering the company's product works with the same information?
A) Eliminates redundancies
B) Cuts down wasted time
C) Removes misinformation
D) All of the above
Answer: D
Q.17 What are several different types of software, which sit in the middle of and
provide connectivity between two or more software applications?
A) Middleware
B) Enterprise application integration middleware
C) Automated business process
D) e-business infrastructure
Answer: A
Q.18 What are the primary business benefits of an ERP system?
A) Sales forecasts, sales strategies, and marketing campaigns
B) Market demand, resource and capacity constraints, and real-time scheduling
C) Forecasting, planning, purchasing, material management, warehousing, inventory,
and distribution
D) All of the above
Answer: C
Q.19 The most important step of ERP implementation is _________ phase.
A. installing.
B. training.
C. gap analysis.
D. testing.
Answer : C
Q.20 The initial stage of the supply chain process is the _____________.
A. Sourcing Stage
B. Organizing Stage
C. Planning stage
D. Directing Stage
Answer: C
155
Q.21 The term supply chain management was first coined by ______.
A. Frankel & Paulraj
B. Peter Drucker
C. Keith Oliver
D. Philip Kotler
Answer: C
Q.22 In supply chain management, after planning, the next step involves
______________.
A. Developing
B. Building a strong relationship with suppliers
C. Sourcing
D. All of the above
Answer: D
Q.23 In Supply Chain Management, ATP stands for _________.
A. Acquire Track & Perform
B. Available To Promise
C. Active Transport Protocol
D. Access To Point
Answer: B
Q.24 The purpose of supply chain management is to_______.
A. increase the production level
B. manage and integrate supply and demand management
C. enhance the quality of a product and services
D. provide satisfaction to the customer
Answer: B
Q.25 _______is the primary activity of supply chain management.
A. Demand Management
B. Supply Planning i.e matching assets with demand
C. Analytics Workbench
D. All of the above
Answer: D
Unit-4: - Descriptive Questions: Question 1. What is maintenance management?
Question 2. What are the importance of maintenance management?
Question 3. Discuss the objectives and functions of maintenance management.
Question 4. Write details about maintenance management.
Question 5. Explain Breakdown maintenance. How can minimise it?
Question 6. Write note on CAD and CAM.
156
Question 7. Bring out the characteristics of CAD?
Question 8. State the objectives of CAM?
Question 9. Explain Preventive maintenance. What is the importance of Preventive
maintenance in production management?
Question 10. Write note on predictive, routine, and planned maintenance.
Question 11. What is role of IT in modern production management?
Question 12. Discuss the role of information technology in manufacturing and operation
management.
Question 13. Discuss in detail how technology affects operation system of an organisation?
Question 14. Discuss the role of Supply Chain Management in production system.
Question 15. Define ERP. Explain basic elements of ERP.
Suggested Readings:
1. Kale S., Production and Operation Management, McGraw Hill Education.
2. Mahadevan. B. Operation Management: theory and practice, Pearson Education india.
3. Chary, S. N., Production and Operation Management, McGraw Hill Education.
4. Panneerselvam R., Production and Operation Management, Prentice Hall.
5. Jacobs F. Robert and Chase Richard, Operations and Supply Chain Management, McGraw
Hill Education.
6. Aswathappa K, Production and operations Management, Himalaya Publishing House.
Key words: CAD, CAM, Supply Chain Management, ERP, Information Technology.
157