Oil Debris Monitoring in Aerospace Engines and Helicopter
Gearboxes
E t A
Eaton
Aerospace Group
G
Presented at the Mid
Mid‐Atlantic
Atlantic Symposium on
Aerospace, Unmanned Systems and Rotorcraft
April 10, 2014
Villanova University Conference Center
Oil Debris Monitoring (ODM) Basics: Debris
Types
Debris particles contain lots of
information:
• Quantity, rate of production,
shape, size, material, color, size
distribution etc
distribution,
etc.
• Different failure modes produce
different types of particles:
• Rolling-contact-fatigue
Rolling contact fatigue – chunks
• Adhesive wear – fine grit
• Bearing and gear wear – ferrous
• Bronze
Bron e cage wear
ear – non-ferrous
non ferro s
Etc.
Debris Monitoring
•
Chip Collectors ‐ Collect Ferro Magnetic debris for visual
inspection
– Inexpensive solution that is proven effective in failure
detection:
– Key Features include:
• R
Removable
bl Magnetic
M
i Pl
Plug
• Typically Includes a Self Closing Valve (SCV) Feature to
minimize oil loss during removal and installation of Plug.
• Various Mounting Configurations
– Threaded
– Quick Disconnect – Bayonet, Helilok®
– Flange Mount
• Optimized Magnetic Capture Area – Magnetic Selection,
Capture Area, and Valve design
Debris Monitoring
•
•
Electric Chip Detectors – Provides remote indication of Ferro Magnetic
debris; Also provides Visual Indication
FAA (FARS, 14 CFR), Section 27.1337 requires all helicopter gearboxes to
be equipped with electric chip detectors
– Key Features include:
• Removable Magnetic Plug with Axial or Radial Chip Gap – As
particles bridge the gap, electrical continuity is achieved,
providing
d indication
d
off particles
l
• Chip Gap size and configuration can be varied to indicate target
particle sizes
• Typically Includes a Self Closing Valve (SCV) Feature to minimize
oil loss during removal and installation of Plug
Plug.
• Various Mounting Configurations
– Threaded
– Quick Disconnect – Bayonet, Helilok®
Chip Gap
– Flange
g Mount
• Optimized Magnetic Chip Gap Area – Magnetic Selection,
Capture Area, Gap size/ geometry, target particle size(s), and
Valve design
Debris Monitoring
A i l Chi
Axial
Chip G
Gap
Radial Chip Gap
Debris Monitoring
CHIP GAPS - Axial or Radial
•Axial Gap Magnetic Chip Detector
•Contains two pole pieces which have a gap
between them in an axial direction relative to
the magnetic chip detector.
•Typically used for engine applications where
increased sensitivity is required.
• Radial Gap Magnetic Chip Detector –
•Contains two pole pieces which have a gap
between them in a radial direction relative to
th magnetic
the
ti chip
hi detector.
d t t
•Typically used for applications where lower
sensitivity due to higher debris generation
rates, such as transmissions and gearboxes.
Spring
Isolated Ground
Chip Detector
Axial Gap
Magnet
Debris Monitoring
H li
Helix
Valve
Valve Cup
Pole Pieces
Axial Gap
Plug
Helix Pin
Debris Monitoring
•
Zapper® ‐ Capacitive discharge method to remove nuisance fuzz
accumulated on electric chip detector
– Controlled amount of Energy
– May have Integral Temperature Switch ‐ may inhibit zap
– Automatic or Manual operation
p
– Various form factors used:
• Attached pod
• Self contained in handle
• Separate Power Module for multiple CDs
– Zapping depends on power voltage
Debris Monitoring
•
Smart Zapper®
– Can handle many channels by sharing capacitors
– Incorporates Built in Test (BIT) Functions to verify wiring and system
integrity
– Allows more sophisticated
p
reporting,
p
g, e.g.
g ARINC 429 Bus
– Zapping independent of voltage
– Can provide multiple zapping attempts, report and record attempts
Software developed to
meet DO-178B
requirements
S92 Smart Zapper® System
Debris Monitoring for Engines
A schematic of a typical gas turbine engine lubrication system
Debris Monitoring for Engines
QDM® (Quantitative Debris Monitor) with “Lubriclone®”
System shown:
GE90 (B
(Boeing
i 777)
Lubriclone
L
bi l
three-phase vortex
separator for
debris and air
separation from oil
(installed in
combinedcombined
scavenge line)
Signal conditioner
QDM® inductive debris
sensor (installed in
separator) counts,
collects and retains
ferrous debris
Debris Monitoring
• Lubriclone® ‐ Provides phase cyclonic separation
– Principle of Operation
• Fluid rotational motion is created through tangential
injection of fluid into a cylindrical vessel
• Phase separation results from differences in densities
• Air exits via a vortex finder containing an orifice
• Debris is removed through a small passageway on the
downstream end of the cylinder through use of QDM
or Chip
Chi Detector
D t t
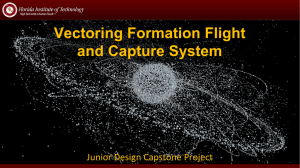
Debris Monitoring
Operating Principle – Three-Phase Vortex Separator
Very high efficiency (data for
GP7200):
• Air separation
p
> 95%
• Oil separation > 99.8%
• Debris separation > 88%
• Pressure drop
< 9 psid at 41 gpm oil, 8scfm
air
Debris Monitoring
– Common Lubriclone® Terminology
• Air separation efficiency ‐ the amount of air (at standard conditions)
by volume that exits the air exit port, vs. the amount of air that
enters the air/oil inlet port (at standard conditions)
• Oil separation efficiency ‐ the amount of oil by volume that exits the
oil outlet port, vs. the amount of oil by volume that enters the
separator air/oil inlet port
• Air
Ai and
d Oil separation
ti efficiencies
ffi i i can be
b optimized
ti i d for
f specific
ifi
application requirements by varying air/oil inlet and air outlet
orifice sizes
• Dwell time (residence time) ‐ The amount of time it takes fluid to
pass through the Lubriclone
Debris Monitoring (GP7200
Lubriclone®)
Air Outlet
O tlet
Sensor
Port
(Debris
Capture)
Air/Oil/Debris
Inlet
Oil Outlet (Enters Tank)
Debris Monitoring
•
Lubriclone® with QDM – Typical Design Challenges
– Lubriclone® Sizing
• Optimizing Air & Oil Separation efficiencies for a
variety of flow conditions
• Minimizing Pressure Drop
• Structural, Weight
– Sensor Capture Capabilities
• Defining particle threshold above which indications
shall be provided
• Understanding material, shape, and mass of failure
debris
• Capture Efficiency
– C
Comply
l with
i h Fire
Fi Proof
P f Requirements
R
i
(2000 °F for
f
15 minutes.)
Debris Monitors for Engines
GEnx
Trent XWB
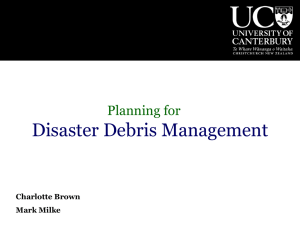
Operating Principle ‐ QDM
Magnetic field
BIT coil
Sense coil
Magnet
Magnetic pole piece
Output pulses for a “small”
and a “large” particle
QDM sensor is a passive, magnetic, inductive sensor that collects, retains
and
d iindicates
di t capture
t
off iindividual
di id l ferromagnetic
f
ti particles
ti l
Operating Principle ‐ QDM
Sample Output Signal – 0.798 mg particle
QDM Operating Principle – System Example
QDM counts
discrete particles
Pre set mass threshold
Pre‐set
QDM sensor
QDM signal
conditioner
Chip pulses to
Engine
Monitoring
System, FADEC
or HUMS
sensor output
BIT input to sensor
Bit input from
EMS, FADEC or
HUMS
Notes:
1
1.
Th system has
The
h a minimum,
i i
pre-set chip
hi mass threshold
h h ld to reject
j noise-induced
i i d d false
f l
counts.
2. Chip count algorithms for alerting flight and/or maintenance crew are included in EMS,
FADEC or HUMS software.
3. Limited chip mass classification (“binning”) is possible, but this requires more complex
signal conditioning and chip alert algorithms.
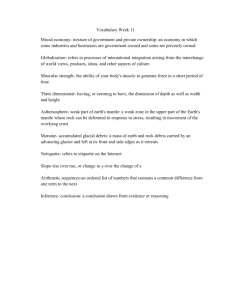
ODM Basics: Rolling-Contact Fatigue (RCF)
Debris From Engine Shaft Bearing
Bearing debris particles produced by
Rolling Contact Fatigue (RCF) vary
widely
id l iin shape
h
and
d mass
Extruded RCF spall flake,
ca. 300 µm diameter
Bearing
g RCF p
particle,, approx.
pp
110 µg
Oil Debris Monitoring (ODM) Basics: Comparison
between Actual and Test Debris
Debris Monitoring
• Quantitative Debris Monitor (QDM)
– Counts ferromagnetic chips arriving at the sensor.
sensor
– Collects and retains all chips for alert verification by means of
chip inspection and analysis.
– Counts
C
allll chips
hi with
i h a mass above
b
a preset sensitivity
ii i
threshold, which is set so that environmental noise (EMI,
vibration) does not cause false counts.
– Chip alerts are generated by FADEC, EMS or HUMS‐based alert
algorithms. Examples are: number of chips per flight or
p p
per elapsed
p
time interval. There can be in‐
number of chips
flight alerts or maintenance alerts, or both.
Future Challenges for Debris
Monitoring
• Rotaryy Wingg Air‐framers are clamoringg to design
g “hybrid
y
bearings” into their products
• Hybrid Bearings Use standard inner and outer race material,
typically M50 type steels; however, the rolling elements are
made of silicon nitride – a ceramic material – a non‐metal
• Hybrid Bearings have many advantages over all steel bearing
designs. These special features provide greatly improved
engine and mechanical efficiencies
Future Challenges for Debris
Monitoring
• Hybrid Bearing Advantages Include:
– Higher Operating Temperatures
– Lower Centrifugal Forces – Higher DN speeds
– Less Dependent on Lubrication
– Lower
L
W
Weight
i ht – as much
h as 40% reduction
d ti
– High Insulation Properties to Resist Electrical
Arcing
Future Challenges for Debris
Monitoring
• The Challenge is to develop newer
newer, more
sophisticated monitoring systems that can
detect ferrous
ferrous, non‐ferrous
non ferrous and non‐metallic
non metallic
debris
• The leading and most likely technologies will
be optically and/or acoustically based with a
second inductive confirmation stage
Trent XWB
Specifications
75 000 – 97,000
75,000
97 000 lb
lbs. th
thrustt
Bypass Ratio 9.3:1
Overall Pressure Ratio 50:1
Fan 22 Blade 118” Dia.
Powers Airbus A350/A380
Eaton Debris Monitoringg Products
•
•
•
•
Chip Collectors and Detectors
Zapper ®, Smart Zapper ®
QDM ® (Quantitative Debris Monitor)
Lubriclone ®
 0
0