Overview
Enhancement of high temperature
strength and room temperature ductility of
iron aluminides by alloying
Aruna Bahadur
The chemical ordering in intermetallics results in reduced atomic mobility and therefore increased resistance to
plastic deformation at elevated temperatures. This intrinsic source of high temperature strength leads to the inherent
brittleness of polycrystalline ordered intermetallics at room temperature. The requirements for optimum high
temperature strength and ductility at ambient temperature are often incompatible. Iron aluminides possess high
strength up to 873 K. There is an anomalous (positive) temperature dependence of yield and ow strengths. Iron
aluminides have yet to achieve satisfactory elevated load bearing capability. Alloy additions have the potential for
improving elevated temperature strength and room temperature ductility; whichever is more critical for the
application. Elements such as Cr, Ti, Mn, Co, and Mo produce higher ow stress due to solid solution strengthening.
Elements such as Zr, Ta, Nb, Re, and Hf go into solution partly, reprecipitate, effectively pin dislocations and
thereby cause strengthening. Mo, Zr, and Hf produce good tensile strength at elevated temperatures but ductility
decreases. Element B strengthens by grain boundary cohesion. The improvement in room temperature ductility can
be achieved through modi cation of the crystal structure by changes in stoichiometry, macroalloying, microalloying,
and control of the environment. B, TiB2, and Cr are notable for enhancing ductility. The paper is an overview of the
present status of iron aluminides in this respect.
MST/5682
The author is in the National Metallurgical Laboratory, Jamshedpur 831007, India (aruna@nmlindia.org).Manuscript received
29 October 2002; accepted 14 April 2003.
# 2003 IoM Communications Ltd. Published by Maney for the Institute of Materials, Minerals and Mining.
Introduction
Increasing demand for inexpensive materials with high
strength and low density for elevated temperature applications in highly corrosive environments has stimulated
interest in the development of iron aluminides (Fe – Al).
Ordered intermetallics possess a stronger bonding between
dissimilar atoms and a strong tendency for chemical
ordering, resulting in reduced atomic mobility and therefore, increased resistance to plastic deformation at elevated
temperatures. The principal effects of ordering on mechanical properties arise from the changes in dislocation
con guration due to the added constraints that ordering
places on the nucleation and the motion of dislocations.
This intrinsic source of high temperature strength leads to
the inherent brittleness of polycrystalline ordered intermetallics at room temperature. Both strength and ductility
are important for structural applications, however, the
requirements for optimum strength at elevated temperatures during operation and optimum ductility at ambient
temperature during fabrication and handling are often
incompatible and a compromise has to be arrived at.
Mechanical properties of Fe – Al
A large number of ordered intermetallics are shown to
exhibit anomalous increase in yield strength at temperatures
around half the homologous melting point,1 but Fe – Al was
not believed to be one of them. Recent studies have shown
that Fe – Al alloys do exhibit anomalous strengthening and
a yield strength peak at around 0.45 of melting temperature.2 High quenched in thermal vacancy concentration at
low temperatures as well as ne grain microstructure raises
the low temperature strength and obscured the yield
strength peak earlier. Good mechanical properties can thus
DOI 10.1179/026708303225008266
be maintained even up to about 0.7Tm in these materials,
which makes them attractive for high temperature applications. Iron aluminides are reportedly superior in strength to
316 stainless steels and modi ed 9Cr – 1Mo steels up to
873 K. The strengths of all three drop rapidly above this
temperature (Fig. 1).3 The peak in the yield and ow
strengths for Fe 3 Al alloys (Fig. 2)4 depends upon the
critical temperature Tc for the DO3 dB2 transition. The
temperature– strength anomalous behaviour of Fe3 Al in
the DO3 region is associated with the degree of ordering.
The strength peak is observed at some intermediate degree
of DO3 below DO3 „B2 transformation temperature. A
simplistic hypothesis to explain the anomaly is that the
increase in YS on heating DO3 alloy occurs because of age
hardening due to a precipitation as well as B2 formation.
The rapid decrease in YS above Tc is considered to be due to
overaging of this structure.5
The rst type of model to explain the yield strength
anomaly (YSA) involves dislocation locking. For Fe 3 Al,
only unit dislocations with associated anti phase boundary
(APB) trails are observed for Al less than 25% with DO3
order. The spacing r between dislocation pairs comprising
superlattice dislocations is inversely proportional to the
square of long range parameter L. Between 673 K and Tc ,
L decreases from 0.8 to 0.6 At low temperatures, L is high;
unit dislocations tend to associate in pairs. Their motion
does not create APBs and hence strength decreases. At
low values of L, r is large and energy of connecting
APBs is small, allowing constituent dislocations to glide
independently, leaving APB trails, creating wrong bonds,
and hardening the alloy. At T greater than Tc , L~0,
strengthening is due to short range order and is less marked
compared to the strength in the presence of long range
order. The strength is the maximum at intermediate values
of L where superlattice dislocations # 111$ can dissociate
into constituent # 001$ z# 110$ unit dislocations.7 ,8 The
dislocations multiplication is balanced by a strong exhaustion resulting from thermally activated locking.9 ,1 0 For a
Materials Science and Technology
December 2003 Vol. 19 1627
1628 Bahadur Enhancement of high temperature strength and room temperature ductility of iron aluminides
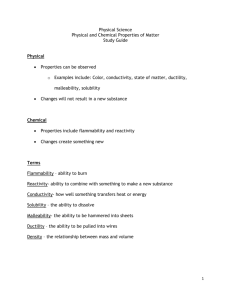
3 Comparison of temperature dependence of yield stress
of large grained low temperature annealed FeAl alloys
near stoichiometry, strained at 1610 4 s 1 (Ref. 12)
1 a Yield strength and b ductility of various Fe3 Al type
alloys (courtesy C. G. McKamey, Oak Ridge National
Laboratory3 )
Fe – 40Al (all compositions in this paper are in at.-%), the
change in deformation mode by # 111$ slip at low
temperature and # 100$ slip at higher temperatures appears
to be responsible for the peak in YS.8 ,1 1 The dislocations are
much less mobile at {100} planes. The reduction of YS at
very high temperatures occurs because of enriched dislocation mobility on {100} planes, which reduces and nally
eliminates the pinning centres formed at lower temperatures. By adding elements which increase Tc , i.e. cause
stability of DO3 structure relative to B2 structure, the yield
2 Variation of 0.2% yield stress with temperature for
Fe – 25Al alloy4
Materials Science and Technology
December 2003 Vol. 19
strength peak can be pushed to higher temperatures. A
small addition of B (100 at. ppm) reportedly shifts the yield
strength peak 200°C and 175 MPa higher compared to the
B free alloy.1 0 The prominence in the yield strength peak
decreases as aluminium concentration increases (Fig. 3).1 2
No peak was observed in stoichiometric FeAl. 1 2 However,
this transition of type of dislocations alone cannot explain
the peak in yield strength since the temperature of the peak
stress appears to be approximately independent of composition, whereas the temperature of the slip transition
depends strongly on composition. Also, a mechanism is
needed whereby # 111$ slip becomes increasingly dif cult
with increasing temperature in order to produce a yield
stress peak. The proposed decomposition of # 111$
dislocations locally into # 001$ and # 110$ segments,
which then act as primary centres against # 111$ slip was
not observed in a boron doped Fe – 45Al, which exhibited
anomalous yield behaviour.1 3
The second model to explain YSA does not depend upon
the change of slip vector. The concentration of thermal
vacancies in intermetallic compounds with bcc derived
ordered structures is generally high. It was suggested to be
on the basis of interaction between dislocations and thermal
vacancies.1 4 – 1 6 Since the vacancy concentration Cv varies as
exponential (21/T) and the hardening due to vacancies
varies as (Cv )1 /2 (Fig. 4),1 7 this model predicts an exponential increase in strength at intermediate temperatures
with increase in temperature. Accordingly, solid solution
4 Relationship between microhardness and square root
of vacancy concentration in FeAl17
Bahadur Enhancement of high temperature strength and room temperature ductility of iron aluminides 1629
5 Schematic diagram showing subdivision of yield stress15
hardening by thermal vacancies describes the anomalous
yielding behaviour for FeAl quite well. It was suggested that
at temperatures immediately below yield stress peak, region
III in Fig. 5,1 5 thermal vacancies are essentially immobile
and impede dislocation motion. However, at temperatures
above the peak, region IV in Fig. 5, and the vacancies are
suf ciently mobile to migrate and assist climb, instead of
impeding dislocations so that deformation occurs by dislocation creep. This vacancy hardening model is supported
by many experimental observations and it predicts new
effects. Nevertheless, it has not been possible so far to
explain the orientation dependence of the yield peak in
single crystals. Also, the tension/compression asymmetry of
the yield stress cannot be explained yet.
Iron aluminides have yet to achieve satisfactory elevated
temperature load bearing capability for use in structural
applications. Room temperature ductility of polycrystalline
iron aluminides decreases rapidly with the onset of ordering.
A sharply reduced ductility is reported at 477 K as the
Al content approaches 25%.1 8 Alloys made conventionally
by the ingot route containing 25 – 50%Al are usually
very brittle at room temperature (RT). The low ductility
is however restricted to lower temperatures only. The
challenge lies in developing materials with the strength of
ceramics and the plasticity of metals.
Why inadequate mechanical properties?
The ow behaviour consists of extensive cross slip of # 111$
dislocations and there are more than ve independent slip
systems present in Fe3 Al, yet it fails by brittle cleavage
fracture. B2 alloy fails predominantly by intergranular
fracture (IG) at ambient temperatures. Therefore, both
grain boundaries as well as crystalline planes are the
potential sites for brittle fracture in Fe – Al. The brittleness
in these alloys may be due to the following.
1. Having ve independent slip systems is a necessary,
but not suf cient condition for good ductility. All slip
systems should be operative simultaneously for dislocations
to pass through, otherwise dislocations move in a grain, pile
on the grain boundary building up pressure on both sides.
Grain boundaries decohesion takes place. Some grain boundaries are less stable than others due to wrong neighbour
considerations. Fe3 Al gives straight slip lines on plastic
deformation, therefore, either, cross slip is impeded or only
one type of slip system prevails during deformation.
2. Large grain size: the tendency for both transgranular
(TG) and cleavage fracture of highly alloyed ferritic alloys is
inversely proportional to the square root of the grain size.
3. Intrinsic weak grain boundaries leading to IG fracture
or because the disorder associated with the grain boundaries
leads to intrinsic poor cohesion.
4. Detrimental grain boundary segregation such as S is
responsible for extrinsic grain boundary brittleness.1 9
5. Environment effects: it has been established that Fe –
Al alloys are not inherently brittle, but extrinsic effects like
environment may be the reason for poor RT ductility.
Fe – Al exhibits a peak in susceptibility to hydrogen at
ambient temperatures, which diminishes to negligible levels
at temperatures more than 100 K above or below the
ambient.2 0 This may be due to the concentration of atomic
hydrogen at critical trap sites such as grain boundaries or
dislocations. Low temperatures limit diffusion rates and at
high temperatures, trap occupation decreases rapidly. Other
studies demonstrated that the embrittlement is due to the
chemical reaction of water vapours (not dry hydrogen) at
the metal surface (e.g. crack tip), resulting in atomic
hydrogen. It enhances dislocation mobility at crack tips,
reduces cohesive strength and causes crack propagation.2 1
The susceptibility to hydrogen embrittlement is enhanced
by atomic ordering, since transport of hydrogen by moving
dislocations can be effectively accompanied by planar slip in
ordered states.2 2 A threefold increase in percentage elongation is reported in Fe3 Al in vacuum or oxygen atmosphere.2 3 Even Fe3 Al alloys heat treated to the DO3 state are
found to be more susceptible to environmental embrittlement than those in the B2 state.2 4 This effect may be
correlated to the different superlattice dislocations exhibited
by these structures or the differences that may exist in
surface chemistry, which may alter the rate of water
dissociation.2 5 As the amount of Al increases, the susceptibility to hydrogen embrittlement increases. Alloys with Al
greater than or equal to 40% fail intergranularly and exhibit
low percentage elongation, irrespective of test environment.
RT embrittlement through the formation of hydrogen
leads to ductility being strain rate dependent because of
several time dependent steps in the embrittlement process.2 6
The ductility in air increases sharply with increase in strain
rates. At the highest strain rates of 6.66102 1 s2 1 , ductility
of Fe – 40Al tested in air, vacuum, and oxygen were found
to be the same,2 7 thus eliminating the effect of environmental embrittlement at this strain rate.
6. Excess thermal vacancies: the mechanical properties
of iron rich iron aluminides are strongly affected by the
presence of thermal vacancies which may be retained in the
lattice following heat treatment. Most studies earlier were
conducted on materials that were not given a heat treatment
to remove excess thermal vacancies before testing. The
comparison of data of different workers is therefore
dif cult. Signi cant increase in hardness can be attained
in specimens by quenching or air cooling from temperatures
greater than 1000 K to achieve a supersaturation of thermal
vacancies.2 8 – 3 0 Prolonged anneals at low temperatures
:673 K to remove excess thermal vacancies lead to
softening3 1 and an increase in room temperature ductility.3 2
The effect of hardening by thermal vacancies increases with
Al content. An increase in room temperature ductility is
obtained in FeAl by heat treatment to remove excess
thermal vacancies3 2 and/or cavities.3 3 Random vacancy
distribution process is proposed as an elementary defect
mechanism in B2 FeAl.3 4
Improvement in mechanical properties
An improvement in high temperature strength and RT
ductility can be obtained through alloy design. The alloy
additions may adversely affect the oxidation resistance.
However, the alloying approach is much cheaper and has
the potential for improving the strength and ductility
Materials Science and Technology
December 2003
Vol. 19
1630 Bahadur Enhancement of high temperature strength and room temperature ductility of iron aluminides
whichever is more critical for the application under
consideration as follows:
SUBSTITUTIONAL ADDITIONS
Modi cation of the crystalline structure through macroalloying (several per cent) and processing imparts better
mechanical properties. Fe 3 Al and FeAl have body centred
cubic (bcc) related structures, are inherently less desirable
than face centred cubic (fcc) related structures like L12 . The
latter structure is stabilised through control of e/a (average
number of electrons per atom outside the inert gas shell).
The ductility improves by changing to high symmetry
structures through macroalloying.
Elements that form single phase after homogenisation such as Ni, Co, Ti, Mn, Cr, and Si
Solid solution strengthening takes place, increasing the
number of easy slip systems and improving the ductility. No
signi cant increase in high temperature (1300 K) compressive ow strength with respect to the binary B2 takes place.
The strengthening effect of the ternary addition of transition metals increased with the atomic number difference
between iron and the metal. A linear relationship between
the yield strength and atomic size mis t was established.3 5
Ti addition stabilises DO3 structure and leads to a
signi cant expansion of the azDO3 phase eld. Ti
substitutes for iron and increases Tc for B2 and DO3
ordering and produces anisotropic APBs.3 6 This is bene cial as alloyed Fe – Al can be ordered at higher
temperatures saving on precious processing times, as long
ordering time for Fe 3 Al (823 K/100 h) restricts commercial
applications. The mechanical properties of bcc material are
sensitive to the presence of interstitial elements like C, N,
and O. Addition of 0.5%Ti to alloys with 0.03 – 0.05%C
forms a stable carbide. RT ductility of Fe – Al alloys
has recently been enhanced to 10% by composition modi cation (1 – 2%Ti) and microstructure control.3 7 TiB2 dispersions in Fe3 Al reduces the grain size of atomised powders
and increases ductility of recrystallised material.3 8
Cr addition higher than 2% modi es surface composition
by inducing a passive layer and reduces susceptibility to
environmental embrittlement and improves ductility. Cr
adversely affects sulphidation resistance of Fe3 Al alloys
above 2% and of Fe – 40Al alloys above 4%.3 9 Cr addition
to Fe 3 Al lowers YS slightly but increases UTS due to work
hardening.4 0 ,4 1 It changes fracture mode from cleavage to
mixed (IGzcleavage) failure, suggesting that Cr enhances
cleavage strength. Fine wavy slip lines indicate easier cross
slip. It is expected that plastic deformation by slip will be
enhanced if ordering energies (or critical temperatures)
become small and/or if the alloy is appreciably disordered.
Relative to Fe – 28Al alloy, ordering energies and B2 critical
temperatures reportedly4 2 decrease with temperature in
Fe – 28Al – 5Cr alloy. Lowered ordering energies is responsible for improving RT ductility as observed in Cr bearing
alloy. The increase in RT tensile ductility in Fe – 28Al – 4Cr
occurred irrespective of DO3 or B2 order tested in air or
vacuum as long as surface oxide coating persisted. The
bene cial effect of Cr is modi cation of protective surface
oxide due to possible enhancement of atomic bonding
between Fe and Al atoms resulting in an increase in cohesive
strength across cleavage planes. Cr addition decreases
susceptibility of alloy to moisture embrittlement. The
removal of oxide lm by electropolishing showed no
ductility improvement.
Addition of 1.5%Mn to Fe – 28Al decreased the degree of
DO3 ordering, which is associated with decrease in grain size
and antiphase domain size. Besides, Mn could promote slip
and cross slip of super dislocations in the alloy because
of occurrence of mainly twofold super dislocations. This
Materials Science and Technology
December 2003 Vol. 19
may be one of the reasons for improving ductility of DO3
Fe3 Al alloy.4 3
Mn addition (6, 12%) raises Tc and improves RT
ductility.4 4 Si (3, 5%) raises Tc improving high temperature
mechanical properties, however it reduces RT ductility
frequently.4 5
Elements which show incomplete solubility
in Fe ± Al after long homogenising anneals at
high temperature such as Zr, Hf, Nb, Ta, and Re
They go into solution partly and form precipitate which
effectively pin grain boundaries and dislocations, causing
strengthening. Flow stress is much greater than that of the
binary. Zr and Hf produces good increase in YS and UTS at
RT and elevated temperatures (300 – 1100 K) due to grain
re nement and precipitation hardening in Fe – 40Al.4 6
However, ductility decreases at all temperatures for ternary
alloys. Additional increase in strength can be obtained on B
addition due to re nement of the grain size. B addition
changes the fracture mode from IG to TG and the ductility
is restored to 5% up to 700 K. At higher temperatures,
strength and ductility decrease as diffusion assisted
mechanisms including grain boundary sliding and cavitation become operative. Nb raises Tc and improves high
temperature tensile as well as creep strengths.4 7
Elements which show no signi®cant solubility
in Fe ± Al such as Mo, W, and V
These lead to second phase strengthening, and ow stress at
1300 K increases by more than a factor of six in the case of
Mo. Additional strength can be obtained by addition of B
which re nes grain size and changes fracture mode from
inter to transgranular. The most effective elements for
increasing high temperature strength and room temperature
ductility of FeAl alloys are small additions of Mo, Zr, and B
in combination giving a synergistic effect.4 6 – 4 9 The Fe – Al
based alloys containing Cr, Nb, Mo, Zr, C, and B possess
not only an optimised combination of mechanical properties but good weldability has also been developed.5 0 Carbon
addition is effective in suppressing hot cracking and makes
Fe – Al weldable.5 0 The simple core structure of the # 100$
dislocations operative at high temperatures, suggests that
introducing strengthening phases such as carbides, nitrides
and borides for precipitation hardening is the only way to
signi cantly increase tensile and creep strengths at temperatures above 873 K.5 1
Molybdenum stabilises the DO3 structure for a greater
range of Al2 0 ,5 2 by dramatically increasing the DO3 to B2
ordering temperature Tc up to 10%.5 3 Site substitution by
solutes such as Mo, Ti, and Si leads to an increase in
ordering energies of the DO3 superlattice. In addition to
improvement in high temperature strength, Mo, W, and V
additions also improve creep resistance and thermal
stability. However, ductility decreases at RT and all
temperatures with Mo higher than 0.5%.5 4 Therefore, no
signi cant commercialisation has yet taken place.
MICROALLOYING (ppm RANGE)
Electron donors such as B strengthen atomic bonding
and increase the cohesive strength of the grain boundaries
relative to the grains.5 4 B has a strong tendency to
segregate to the grain boundaries but not to free surfaces,
thus enhancing the grain boundary cohesion and suppressing IG fracture.5 5 On addition of B to FeAl, intergranular fracture is suppressed and the composition at
which ductility drops off is shifted to higher Al levels.
However, B does not signi cantly improve ductility since
environmental embrittlement occurs trans- granularly in
FeAl5 6 unlike in Ni3 Al where it occurs intergranularly. The
bene cial effect of B in FeAl is limited to enhancement of
Bahadur Enhancement of high temperature strength and room temperature ductility of iron aluminides 1631
boundaries, in contrast to ordered fcc or LI2 compounds
like Ni3 Al, where B reduces k.6 4 Microadditions of reactive
elements bind harmful impurities such as S in innocuous
forms through precipitation.
Adjusting stoichiometry
6 Strength increase per at.-% boron per unit strain, or
strength increase per fractional change in lattice parameter, as a function of at.-%Al; left and right hand
ordinates show absolute and value normalised with
respect to shear modulus, respectively57
grain boundary cohesion. Low levels of B enhance RT
ductility as well as high temperature strength.5 B addition to
FeAl shows strengthening at room temperature by increasing the lattice parameter, which induces lattice strain
(Fig. 6).5 7 The strengthening effect of B was found to
depend on both the Al concentration and the presence of
vacancies, suggesting that B interacted with the vacancies in
the material.5 8 The synergistic effect of the formation of the
boride precipitates on dislocation lines along with restriction of grain boundary sliding causes strengthening. B
improves high temperature strength, especially in combination with Nb and Zr. B in FeAl presumably partitions
between the grain boundaries and the lattice since B also
provided some solute strengthening.2 9 For FeAl, ductility
increases with decrease in grain size. Part of the difference in
ductility reported as a function of concentration is due to
the effect of grain size.5 9 The optimum B concentration
must vary with the grain size. If the B level is higher than
that needed for grain boundary cohesion, then a dislocation
structure containing stacking faults forms which results in
decrease of stacking fault energy making slip more dif cult
and increasing the matrix strength.6 0 A signi cant increase
in strength is obtained at 300 – 640 K. However, when both
the matrix as well as grain boundaries become strong, the
advantage obtained through the grain boundary strengthening alone is neutralised. For high levels of B, the rise in
YS causes fracture to occur by separation of cleavage planes
before extensive plastic deformation. B retards recrystallisation in FeAl and leads to slower grain growth, re ning the
grain size. In the presence of nitrogen, B reacts to form
boron nitride and renders B unavailable for any grain
re ning work. Ti addition takes care of nitrogen and leaves
B free for grain re ning work. When added even in
microadditions, B and Ti give rise to ne precipitates, which
restrict grain growth. B has so far not succeeded in
producing a spectacular improvement in ductility of Fe –
Al as it has done for nickel aluminides. B microaddition
leads to the best mechanical properties in stoichiometric
Ni3 Al. As the amount of Al increases, B segregation at grain
boundaries decreases. The critical amount of B is required
at grain boundaries. The optimum amount of B to Al
concentration has not yet been struck.6 1 The sensitivity of
the fracture transition by slight changes of composition is
well established. Also, B addition is known6 2 ,6 3 to increase
the Hall – Petch slope k for Fe – 40Al. This means that B
increases the dif culty of slip transmission across grain
It has been established earlier that up to 20%Al alloys
fracture in a ductile manner by void nucleation and
coalescence.1 8 Alloys containing 20 – 40%Al fail in a brittle
manner by TG mode, and higher Al alloys fracture in IG
mode. The exact composition of transition from TG to IG
fracture depends on grain size, point defect concentration,
grain boundary impurities, etc. Fe – 40Al with long duration
low temperature annealing to eliminate thermal vacancies
exhibits predominantly TG fracture.6 5 With increase in Al
concentration, intrinsic grain boundary weakness becomes
important in limiting the ductility of FeAl.
Modi cation of crystal structure can be achieved by
adjusting the stoichiometry of alloys. The deviations from
stoichiometry are accommodated either by the incorporation of vacancies in the lattice or by the location of antisite
atoms in one or either of the sublattices. Fe – Al alloys exist
over a range of compositions, but the degree of order
decreases as the deviation from stoichiometry increases.
Fe3 Al exists over the range 25 – 30%Al in the ordered DO3
structure up to 813 K, in B2 ordered structure between 813
and 1033 K, and in the disordered state above that. FeAl
exists in the B2 ordered structure up to the melting point
1520 K. As the amount of Al increases above 25%, the DO3
to B2 transition temperature decreases and the B2 ordering
temperature increases. Additional atoms may also be
incorporated in the structure without losing the ordered
structure. The changes in stiochiometry affect not only YS
but also dislocation substructure and fracture behaviour.
The strength is sensitive to the microstructure and Al
content. In Fe – Al alloys (0 – 44%Al), the maximum in yield
stress is observed near the DO3 critical temperature and the
maxima in isothermal yield stress is observed near the Fe 3 Al
composition.4 The RT yield strength drops gradually and
RT ductility increase steadily with increase of Al above 25%
Al.3 8 In tension tests in air, iron rich FeAl (å 45%Al)
exhibits ductility, whereas the stoichiometric compound is
brittle and fails before yielding. In vacuum, an approximately linear relationship was observed between elongation
and deviation from stiochiometic composition, as shown in
Fig. 7.1 2 In contrast, even stoichiometric compounds can
show considerable ductility in compression. The stoichiometric composition actually contains both ordered and
disordered phase, which may be responsible for the higher
strength. In another study,4 in the fully ordered condition at
RT, Fe – 25Al exhibited a higher YS and percentage
elongation than Fe – 31Al alloy. At 25%Al and lower, RT
plastic deformation consists of extensive movement and
cross slip of ordinary dislocations and associated nearest
neighbour (NN) and next nearest neighbour (NNN) trails.
The super stoichiometric alloy (31%Al) consists of limited
movement of imperfect variants of super dislocations with
only NNN APB trails. It was suggested that in 25%Al alloy,
the degree of order and the size of thermally produced APBs
have only a small in uence on RT tensile behaviour.4
In the author’s work,6 2 stoichiometric Fe 3 Al alloy shows
the maximum UTS. and percentage elongation at RT. The
hypo-stoichiometric Fe 3 Al alloys are found to be more
ductile than hyper-stoichiometric alloys. These alloys were
not heat treated to produce DO3 order. At RT, it is easy
to maintain B2 order. Whenever percentage elongation
increases, as in the case of stoichiometric alloys, environmental embrittlement does not take place. Therefore, UTS
also increases at RT.6 2 In B2 FeAl (34 – 50%Al), YS follows
Materials Science and Technology
December 2003
Vol. 19
1632 Bahadur Enhancement of high temperature strength and room temperature ductility of iron aluminides
7 Elongation versus aluminium concentration for low temperature annealed FeAl; material tested in air had ne
grains while that tested in vacuum had large grain size12
a Hall – Petch relationship and it is maximum at stoichiometric composition, but minimum around 45%Al.5 9 The
ductility of well annealed FeAl drops off signi cantly at Al
levels less than 37%, when tested in an ultrahigh vacuum
chamber.6 5 Therefore, FeAl becomes intrinsically brittle
when its composition approaches stoichiometric composition. Fracture mode changes from TG to IG as ductility
decreases, con rming earlier results based on tests in oxygen
that grain boundaries in FeAl become intrinsically brittle as
Al content increases. In stoichiometric FeAl, there are NN
Fe – Al bonds but no Al – Al bonds. At a grain boundary,
there will be some of these weak Al – Al bonds. Their
number will decrease as Al content decreases and hence
grain boundary cohesion may improve with decrease in Al
content, leading to an increase in RT ductility.
Early data for FeAl suggested that both hardness and
yield strength increase monotonically with Al content.
However, these data contained the effects of thermal
vacancies, which also depend on composition.6 3 In FeAl
(34 – 45%Al), it was found that the hardness and fracture
strain of FeAl do not change signi cantly over the
composition range if the material is given a long, low
temperature anneal to remove excess vacancies,6 4 but then
rise rapidly towards the stoichiometric composition.6 6 The
stoichiometric composition was found to be much stronger.6 7 The mechanical properties of B2 ordered Fe – Al
strongly depend upon the anneal temperature and/or
cooling rate. Varying either results in different concentrations of retained thermal vacancies, which are responsible
for hardening and strengthening effects. The ductility in
oxygen and air decreases with increasing annealing
temperatures. The excess vacancies affect the intrinsic
ductility of Fe – Al and not their susceptibility to environmental embrittlement.6 8 NiAl exhibits a critical grain size
below which polycrystalline aggregates are ductile in
tension. This size is expected to decrease with deviations
from stoichiometry.6 9 The grain size becomes an important
factor and needs to be re ned as we move away from
stoichiometry. All these parameters affect the measured
ductilities and lead to con icting data in the literature. The
subject of the nature and effects of lattice defects as a
function of stoichiometry needs further exploration.
CONTROL OF ENVIRONMENT
It is possible to eliminate or alleviate the effect of
environment as follows.
1. Solving the hydrogen embrittlement problem by
testing in dry oxygen alone does not ensure good ductility
in the case of Fe – 40Al, since another brittle fracture mode,
Materials Science and Technology
December 2003 Vol. 19
intergranular, intervenes before extensive plastic deformation can occur. To overcome the latter, B is added, which
segregates to grain boundaries and suppresses intergranular
fracture. When both embrittling mechanisms are overcome,
FeAl undergoes extensive plastic deformation prior to
fracture.
2. Heat treatment following forming. Retaining some
degree of B2 order by oil quenching above Tc at
973 – 1023 K results in stress relieved but unrecrystallised
microstructure. RT embrittlement is due to the entry of
hydrogen atoms along cleavage planes in loading. For
maximum strength and ductility at RT, a stress relieved but
unrecrystallised microstructure is desirable. This structure
minimises environmental effects. The mechanism could
involve texturing effects or enhancement of dislocation
mobilities due to quenched B2 order. Elongated grains
parallel to stress axis may disrupt the entry of hydrogen by
providing a minimum number of cleavage planes and a
minimum of grain boundaries.7 0 ,7 1
3. Addition of Cr. Cr presumably increases the resistance
to cleavage fracture by easing the cross slip (as shown by
wavy slip lines) and increases the cleavage strength. It
changes the fracture mode to 50% TGz50% IG, improving
the ductility. For a Fe – Al, approximately 15%Al is
required to suppress internal oxidation and overgrowth of
Al2 O3 scale by iron oxides.7 2 Cr addition to Fe – Al
decreases the critical amount of Al required to form pure
Al2 O3 layer and decrease oxidation rate of alloys with less
than 19.5%Al. Cr addition may accelerate the initial growth
of Al2 O3 , which helps in quickly establishing an external
protective oxide lm before exposure to aggressive or
deleterious environments.2 0 The bene cial effect of Cr
addition on RT ductility of Fe – Al may relate to an
oxidation effect during high temperature treatment and the
scale that forms serves as a better barrier to hydrogen
uptake at ambient conditions.
Tensile tests on Fe – 28Al – 4Cr samples show signi cant
increase in percentage elongation when tested in air or
vacuum, irrespective of the DO3 or B2 order as long as there
was a surface oxide lm. The removal of oxide showed no
improvement in percentage elongation. Moisture induced
hydrogen embrittlement can be completely eliminated by
alloying Fe – 28Al – 5Cr with 0.5%Zr and 0.05%C to
produce elongated microstructure7 3 ,7 4 or with 0.5%Zr and
0.05%B.7 5 Elongated grain structures with a high aspect
ratio substantially reduce embrittlement caused by moist
air. Hydrogen diffusivity experiments proved that hydrogen
diffusion coef cients are similar at the same temperature.
Grain shapes and sizes do not affect hydrogen diffusion in
Fe3 Al based alloy.7 1 Higher ductility of Fe 3 Al based alloy
with elongated grains in air may result from the increase of
resistance of grain boundaries to crack propagation making
such structures intrinsically more ductile.7 5
GRAIN SIZE REFINEMENT
The tendency for brittle fracture depends on the critical
grain size below which ductility is high. The stress
concentration is enhanced in coarse grains. The stress
required for crack to propagate increases with decrease in
grain size and fracture will be delayed in compounds with
ne grains below a critical size. Therefore, control of grain
size throughout casting, hot working, and heat treatment
is essential. Control of the hot rolling process to get a
re ned microstructure, giving a partially recrystallised work
hardened microstructure produces Fe – 25Al with improved
properties such as ultimate tensile strength, proof stress,
and percentage elongation.7 6 The manufacturing of cold
workable sheets of Fe – 40Al alloys through an innovative
combination of roll compaction and thermomechanical
processing is an example of progress in development
research.7 7 Such fully dense sheets have a ne grain
Bahadur Enhancement of high temperature strength and room temperature ductility of iron aluminides 1633
microstructure and tensile elongation of 5% at room
temperature and are used for manufacturing heating
elements. Ductilisation is possible through grain re nement
by rapid solidi cation. The improvement in ductility is
obtained only at compositions where a signi cant suppression of ordering and/or formation of thermal APBs occurs.
Fine grain size minimises macrosegregation, grain boundary segregation and causes reduction in homogenising
times. Rapid solidi cation is known to cause a reduction in
the degree of order as an interim step during processing. The
effect of ne grain size becomes evident when tests are
performed at high strain rates.2 6 At lower strain rates in air,
environmental effects tend to cloud grain size effects.
SINGLE CRYSTAL APPROACH
Directional solidi cation leads to formation of single or
aligned crystals. The elongated grain morphology developed is likely to impose resistance to environmental
embrittlement. The relatively small number of grain
boundaries intersecting the surfaces decreases access of
the atmosphere to the interior of the materials.7 8
PRECISE CONTROL OF DEFECT AND
IMPURITY CONTENT
Low RT ductility leads to sensitivity to defect population.
Therefore, defect ingress should be reduced and melt
cleanliness should be improved.
Conclusions
Iron aluminides were not favoured for structural applications because of their brittleness at ambient temperatures
and low strength at elevated temperatures. Recent studies
have shown that adequate engineering ductility (5 – 10%)
is obtainable through microstructure control and alloy
additions. It is now feasible to consider FeAl for commercially cast components that are currently being explored
for Fe3 Al as replacements for corrosion/heat resistant steels
or Fe – Cr – Ni alloys. The aluminides developed now are
stronger than austenitic steels and 9Cr – 1Mo steels at
ambient and elevated temperatures. Coupled with good hot
workability, very low costs, and excellent oxidation and
corrosion resistance, Fe – Al alloys are potential materials
for structural use up to 1073 K. They are especially useful in
fossil fuel red energy conversion systems. For a thermal
power plant, 813 – 873 K is a very critical temperature
region and a rise in Tc of aluminides by alloy addition
renders components useful up to higher temperatures. They
can also be used in molten salt containment and automobile
components such as exhaust or catalytic convertor components subjected to high temperature. The replacement of
strategic metals such as Co and Cr and the need to develop
energy ef cient propulsion systems will stimulate further
work. Hopefully, iron aluminides will not always remain a
material of the future.
Acknowledgement
The author wishes to thank Professor P. Ramachandra
Rao, former Director of the National Metallurgical
Laboratory for permission to publish this paper.
References
1. p. m. hazzeldine and y. q. sun: ‘High temperature ordered
intermetallic alloys VI’, (ed. J. Horton et al.), 171; 1995,
Pittsburgh, PA, Materials Research Society.
2. x. li and i. baker: Scr. Metall. Mater., 1997, 361, 387.
3. r. w. cahn: ‘Metals, materials and processes’, Vol. 1, (1), 1;
1989, Bombay, India, Meshap Science Publishers.
4. m. g. mendiratta, s. k. ehlers, d. k. chatterjee and h. a.
lipsitt: Metall. Trans. A, 1987, 18A, 283.
5. h. inouye: Mater. Res. Soc. Symp. Proc., 1985, 39, 255.
6. n. s. stoloff and r. g. davies: Acta Metall., 1964, 12, 473.
7. d. g. morris and m. a. morris: Intermettalics, 1997, 5, 245.
8. k. yoshimi, s. hanada and m. h. yoo: Acta Metall. & Mater.,
1995, 43, 4141.
9. f. louchet: Philos. Mag. A, 1995, 72A, 909.
10. o. calonne, a. fraczkiewicz and f. louchet: Scr. Mater.,
2000, 43, 69.
11. i. baker: ‘Processing, properties and applications of iron
aluminides’, (ed. J. H. Schneibel and M. A. Crimp), 287; 1994,
Warrendale, PA, TMS.
12. i. baker, h. xiao, o. klein, c. nelson and j. d. whitenberger:
Acta Metall. Mater., 1995, 43, 1723.
13. p. r. munroe and i. baker: Philos. Mag., 1995, 72, 1301.
14. r. l. carleton, e. p. george and r. h. zee: Intermettalics, 1995,
3, 433.
15. e. p. george and i. baker: Philos. Mag. A, 1998, 77A, (3), 737.
16. d. morris, c. t. liu and e. p. george: Intermetallics, 1999, 7,
1059.
17. y. a. chang, l. m. pike, c. t. liu, a. r. bilbrey and d. s. stone:
Intermetallics, 1993, 1, 107.
18. m. j. marcinkowski, m. e. taylor and f. x. kayser: J. Mater.
Sci., 1975, 10, 406.
19. r. ray, v. panchanathan and s. isserow: J. Met., 1983,
30.June
20. c. a. hippsley and m. strangwood: Mater. Sci. Technol., 1992,
8, 350.
21. j. p. tu, l. mong and m. s. liu: Scr. Metall. Mater., 1998, 38,
833.
22. c. t. liu: Proc. Int. Symp. on ‘Intermetallic compounds structure & mechanical properties’, (ed. O. Izumi), 703; 1991,
Sendai, Japan, Institute of Metals.
23. g. m. bond, i. m. robertson and h. k. birnbaum: Acta Metall.,
1989, 37, 1407.
24. a. castagna and n. s. stoloff: Scr. Metall. Mater, 1992, 26,
673.
25. x. pierron and i. baker: ‘Design fundamentals of high
temperature composites, intermetallics & metal ceramic
systems’, (ed. R.Y. Lin et al.), 271; 1995, Warrendale, PA,
TMS.
26. i. baker, o. klein, c. nelson and e. p. george: Scr. Metall.
Mater., 1994, 30, 863.
27. l. m. pike and c. t. liu: Scr. Metall. Mater., 1998, 38, 1475.
28. r. j. lynch and l. a. heldt: Scr. Metall. Mater., 1994, 30, 895.
29. o. klein and i. baker: Scr. Metall. Mater., 1994, 30, 627.
30. m. a. morris and d. g. morris: Scr. Metall. Mater., 1998, 38,
509.
31. p. nagpal and i. baker: Metall. Trans. A, 1990, 21A, 2281.
32. d. j. gaydosh and m. v. nathal: Scr. Metall. Mater., 1990,
24, 1281.
33. h. y. yasuda, a. behgozin and y. umakoshi: Scr. Metall.
Mater., 1999, 40, 203.
34. m. kogachi and t. haraguchi: Scr. Mater., 1998, 39, 159.
35. j. h. schneibel, e. p. george, e. o. specht and j. a. horton:
‘High temperature ordered intermetallic alloys VI’, (ed.
J. Horton et al.), 73; 1995, Pittsburgh, PA, MRS.
36. m. g. mendiratta and h. a. lipsitt: ‘High temperature ordered
intermetallic alloys’, (ed. C. C. Koch et al.), MRS Symp. Proc.,
Vol. 39, 155; 1985, Pittsburgh, Materials Research Society.
37. d. li and d. lin: Scr. Metall. Mater., 1997, 36, 1289.
38. j. o. stiegler and c. t. liu: ‘Encyclopedia of materials science
and engineering’, II suppl. vol., (ed. R. W. Cahn), 3; 1988,
Oxford, Pergamon Press.
39. j. h. devan: ‘Oxidation of high temperature intermatallics’,
(ed. T. Grobstein and J. Deychak), 107; 1989, Warrendale.
PA, TMS.
40. c. g. mckamey, j. a. horton and c. t. liu: Scr. Metall., 1988,
22, 1679.
41. c. g. mckamey, j. a. horton and c. t. liu: J. Mater. Res., 1989,
4, 1156.
42. s. m. kim and d. g. morris: Acta Mater., 1998, 46, 2587.
43. l. baiyang, l. maosen, c. xiaobing and m. zhiyuan: J. Mater.
Sci., 1999, 34, 4039.
44. p. f. tortorelli and j. h. devan: Mater. Sci. Eng. A, 1992,
153A, 573.
Materials Science and Technology
December 2003
Vol. 19
1634 Bahadur Enhancement of high temperature strength and room temperature ductility of iron aluminides
45. r. t. fortnum and d. e. mikkola: Mater. Sci. Eng., 1987, 91,
223.
46. d. j. gaydosh, s. l. draper and m. v. nathal: Metall. Trans. A,
1989, 20A, 1701.
47. c. g. mckamey, p. j. maziasz and j. w. jones: J. Mater. Res.,
1992, 7, 2089.
48. p. j. maziasz, g. m. goodwin, c. t. liu and s. a. david: Scr.
Metall. Mater., 1992, 27, 830.
49. d. pocci, o. tassa and c. testani: ‘Properties and applications
of iron aluminides’, (ed. J. H. Schneibel and M. A. Crimp), 19;
1994, Warrendale, PA, TMS.
50. p. j. maziasz, c. t. liu and g. m. goodwin: ‘Heat resistant
materials II’, 555, 1995, Materials Park, OH, ASM International.
51. d. g. morris: Intermetallics, 1998, 6, 753.
52. u. prakash, r. a. buckley and h. jones: Mater. Sci. Technol.,
1993, 9, 16.
53. c. g. mckamey and j. a. horton: Metal. Trans. A, 1989, 20A,
751.
54. c. t. liu, c. l.white and j. a.horton: Acta Metall., 1985, 33,
213.
55. c. t. liu and e. p. george: Scr. Metall. Mater., 1990, 24, 1285.
56. c. t. liu and e. p. george: ‘High temperature ordered
intermetallic alloys IV’, MRS Symp. Proc., Vol. 213, 527;
1991, Pittsburgh, PA, Materials Research Society.
57. i. baker, x. li, h. xiao, r. l. carelton and e. p. george:
Intermetallics, 1998, 6, 177.
58. s. c. deevi, v. k. sikka, b. j. inkson and r. w. cahn: Scr. Metall.
Mater., 1997, 36, 899.
59. i. baker, p. nagpal, f. liu and p. r. munroe: Acta Metall.
Mater., 1991, 39, 1637.
Materials Science and Technology
December 2003 Vol. 19
60. m. a. crimp and k. vedula: Mater. Sci. Eng., 1986, 78, 193.
61. a. bahadur and o. n. mohanty: J. Mater. Sci., 1991, 30, 2685.
62. a. bahadur, b. r. kumar and o. n. mohanty: J. Mater. Sci.,
1995, 30, 3690.
63. z. li and i. baker: Scr. Metall. Mater., 1996, 34, 1219.
64. i. baker: Scr. Metall. Mater., 1993, 29, 835.
65. j. w. cohron, y. lin, r. h. zee and e. p. george: Acta Mater.,
1998, 46, 6245.
66. p. nagpal and i. baker: Metall. Trans. A, 1990, 21A, 2281.
67. m. a. crimp and k. vedula: Philos. Mag. A, 1991, 63A, 559.
68. r. j. lynch and l. a. heldt: Acta Metall., 1964, 12, 287.
69. e. m. shulson and d. r. barker: Scr. Metall. Mater., 1983, 17,
519.
70. c. g. mckamey, j. h. devan, p. f. tortorelli and v. k. sikka:
J. Mater. Res., 1991, 6, 1779.
71. c. g. mckamey and d. h. pierce: Scr. Metall. Mater., 1993, 28,
1173.
72. p. tomaszewicz and g. r. wallwork: Oxid. Met., 1983, 19,
165.
73. d. a. alven and n. s. stoloff: Scr. Metall. Mater., 1996, 34,
1937.
74. c. t. liu, j. l. wright and n. s. stoloff: Scr. Metall. Mater.,
1998, 38, 1601.
75. x. y. chang and x. j. wan: Scr. Metall. Mater., 1998, 38, 1505.
76. j. r. blackford, r. a. buckley, h. jones and c. m. sellars:
Mater. Sci. Technol., 1998, 14, 1139.
77. m. r. hajaligol, s. c. deevi, v. k. sikka and c. r. scorey:
Mater. Sci. Eng. A, 1998, 258A, 249.
78. m. h. yoo, s. c. sass, c. i. fu, m. j. mills, d. m. dimiduk and e. p.
george: Acta Metall. Mater., 1993, 41, 987.
Copyright of Materials Science & Technology is the property of Maney Publishing and its content may not be
copied or emailed to multiple sites or posted to a listserv without the copyright holder's express written
permission. However, users may print, download, or email articles for individual use.