Steel Slag Aggregate Pavement: Skidding Characteristics Research
advertisement

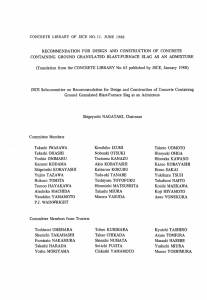
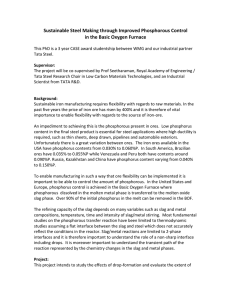
TRANSPORTATION RESEARCH RECORD 1545 35 Skidding Characteristics of Pavement Surfaces Incorporating Steel Slag Aggregates A. F. STOCK, COLIN M. IBBERSON, AND I. F. TAYLOR Steel slag, a by-product of the steel industry, has been used in road construction in South Yorkshire and its environs for the past 60 years. Local highway engineers have anecdotal evidence of good long-term antiskid performance from road surfacings that incorporate steel slag aggregate, and these materials have remained popular with users. In view of the move toward performance measurements for paving materials, a systematic study of the performance of paving materials incorporating slag has been set up as a combined industry-university project with the assistance of the Teaching Company Directorate. The evaluation of the skid resistance characteristics of steel slag aggregates and the skidding characteristics of pavement surfaces incorporating steel slag aggregate are reported. The research program developed a modified specimen preparation procedure that significantly reduced the scatter in polished stone value (PSV) results. The field data showed that all steel slag surfaces provided good long-term skid resistance and that the 14-mm chippings exceed the performance expectations of rock chippings with similar PSVs. Steel slag has been used as a bituminous road construction material in and around South Yorkshire for the past 60 years, but the performance of the constituent aggregates and the resulting bituminous materials has never been assessed systematically. This paper reports the assessment of the skid resistance of asphalt surfaces incorporating steel slag, with particular reference to the polished stone value (PSV) (British Standard 812: Part 114) and to in situ measurements of skidding resistance. Also reported are an improved specimen production technique for steel slag aggregate that is to be subjected to the PSV test and an evaluation of the possibility of using 3-mm steel slag aggregate in epoxy-resin bonded surfacings. SLAG PROCESSING Raw material is processed in melting shops through electric-arc furnaces to produce steel. Excess carbon and silicon are removed from the raw material by an oxidation process, carbon being removed as carbon dioxide and the remaining oxidized elements combined with added lime to form steel slag, which is removed continuously throughout the process. The molten slag at 1500°C is transferred from the furnace, usually into purpose-built slag ladles, and moved by specialist transporters to a slag tipping station. This molten material is tipped into specially prepared lagoons and is broken up, initially by the process of thermal shock and subsequently by physical handling by tracked loaders filling dump trucks. A. F. Stock, Stock Tynan Associates, 10 Mapperley Hall Drive, Mapperly Park, Nottingham NG3 5EP United Kingdom. C. M. Ibberson, SWK Pavement Engineering, Ltd., 9 Faraday Building, Highfields Science Park, University Boulevard, Nottingham NG7 2QP United Kingdom. I. F. Taylor, School of Construction, Sheffield Hallam University, City Campus, Pond Street, Sheffield S1 1WB United Kingdom. The steel slag is then tipped into stockpiles to weather. This process is essential as it allows volume changes to take place due to the reaction of free lime and of furnace linings that may be present, before the slag is incorporated into asphalt mixes. Experience gained over many decades of processing steel slag has indicated that no expansion problems will be encountered in the asphalt mat if a minimum of 6 months of weathering take place. Volume changes in the slag, after it has been incorporated in a mix, would be highly detrimental to the performance of asphalt mixes. Processing steel slag has two aims: 1. Removal of metal for return to the steel manufacturing process, and 2. Production of single-sized aggregates ranging from 40 mm to dust. The production of these aggregate sizes is carried out by a series of specialist screening and crushing plants at a rate of up to 5500 T/week. The Slag Reduction Company, through its subsidiary company Steelphalt, has processed more than 30 million tons of steel slag into coated roadstone. The current utilization rate is of the order of 300 000 tons/year. The only feasible alternative of disposing of this quantity of material is to tip in landfill sites. Consequently, an environmental problem has been avoided, while a significant contribution is made to the integrity of the road network. MEASUREMENT OF PSV OF STEEL SLAG AGGREGATE Previous Work The PSV test became a British Standard in 1960 and a standard requirement for aggregate used in surfacing mixes. As a result, various commercial laboratories have performed many tests on Steelphalt’s standard production aggregate. The variability of these results has been a matter of some concern. Some of the variation was thought to have been due to changes in steel production or changes to the slag handling techniques over the years, but it was considered necessary to examine possible testing variables to enable the separation of procedure-based variability from actual material variability. Figure 1 shows the annual average PSV obtained over a number of years. More detailed inspection of the records indicated that results from different laboratories, on the same sample of aggregate, showed large differences in the measured values. A major concern to the company was the difficulty of assigning a characteristic PSV for steel slag, which could be quoted as representative of the quality of the aggregate. 36 TRANSPORTATION RESEARCH RECORD 1545 produce one PSV specimen. Manual placement of the chippings is still required, but this is not thought to have a significant effect on the results. It should be noted that the European Community is harmonizing specifications throughout the member states. Within this process, Technical Committee 154 has a working group, known as SC6, that is confirming a procedure for arriving at a representative sample of aggregate for any given mass so that all tests are performed on truly representative samples of aggregate. Evaluation of Method British Standard Test Method FIGURE 1 Historical PSV data for steel slag. Hence, reducing the within-batch variability of PSV results obtained for steel slag aggregate was a major objective for the research program, as was an investigation to establish a reliable characteristic PSV. A widely accepted indicator of the current PSV level of steel slag aggregate was the Travers Morgan report on high-specification aggregates published in 1993, which quoted a PSV of 63.5 for Templeborough steel slag (1). Development of New PSV Specimen Production Method Steel slag aggregates consist of a blend of chippings that have a different appearance. This blend makes the choice of particles for use in a steel slag PSV specimen critical to the resultant PSV and to the possibility of the result being representative of the aggregate as a whole. It was believed that results could be “made to order” when following the standard test procedure, which requires the operator to personally select the aggregate particles for the test specimen. This was of concern because a PSV result could be influenced by the judicious, or injudicious, selection of chips, rather than being an impartial and representative value for the aggregate sample. The fluctuation in the results plotted in Figure 1 was believed to be due to the process of manually selecting chippings from a 2-kg sample. To eradicate this operator effect, the following chipping selection procedure was developed and evaluated: 1. A 2-kg PSV sample was produced by following the British Standard procedure. 2. The sample was split into two 1-kg samples using a riffle box. 3. Each 1-kg sample was split into two 500-g samples using a riffle box. 4. Each 500-g sample was subjected to the following procedure: the original sample was split; one half was retained, and the other was returned to the sample bag. The procedure was repeated on the retained samples until a sample 63 g in weight remained. On completion of these steps, four samples of approximately 63 g in weight remain. Each sample has just enough aggregate to Weekly samples of steel slag aggregate were taken directly from the processing plant over a 17-month period. The results obtained from the British Standard PSV tests are given in Table 1. They show an average PSV of 63.0, with a standard deviation of 3.16. The 95 percent confidence limits on the actual mean values for steel slag show an interval between 61.9 and 64.1. These limits place the aggregate firmly in the PSV range of 58 to 65. Analysis of the results from any one test, however, shows that 5 percent of the results may lie below 57.8, which casts some doubt on the position of steel slag within the PSV scale. These low values are a direct consequence of the high variability of test results on steel slag aggregate arising from the use of the British Standard specimen production technique (BS 812:Part 114:1990 cl.7.5). Proposed Riffle Test Method Thirty-seven tests were performed on steel slag aggregates using the “riffle” technique to select aggregate for the specimens, the aggregate coming from the same samples used for the British Standard procedure. The results from the tests are presented in Table 1; they show an average PSV of 63.9, with a standard deviation of 2.13. The 95 percent confidence analyses show that the aggregate lies firmly in the PSV range of 58 to 65. Comparison of Two Test Procedures The sampling procedure enabled a direct comparison between the two sets of results. The average PSV reported for the two sets of results was not significantly different, which suggests that the PSV results obtained by the new method are not affected by the procedure. The standard deviation associated with the two sets of results is, however, significantly different for the two production methods. This TABLE 1 PSV Results Obtained for Two Specimen Production Methods Stock et al. 37 clearly shows the relatively high variability associated with the traditional British Standard method. The effect of variability on the 95 percent confidence calculations is clearly shown in Table 1, with the reduced standard deviation producing a substantially reduced confidence interval. This enhances understanding of the position of steel slag aggregate within the PSV scale; because the PSV below which 5 percent of the results may fall is increased from 57.8 to 60.4, the aggregate may be considered as being within the PSV band 60 to 65. USE OF 3-mm STEEL SLAG AGGREG3ATE IN EPOXY-RESIN BONDED SURFACING Epoxy-resin bonded surfacings were developed in the United Kingdom in the late 1950s (2). Earlier work to identify aggregates for use in this type of surfacing suggested that calcined bauxite, which has a very high resistance to polishing, was the ideal material for this application (3). This work recommended that the aggregate selected for such application should have a PSV of at least 70 and an aggregate abrasion value (AAV) of 5 or less. This study also reported poor results on a nonspecific sample of steel slag aggregate. Although standard samples of steel slag do not have a PSV of 70, the aggregate does have an AAV between 3 and 4, so it was considered to be appropriate to test samples of 3-mm aggregate derived from the steel slag and to see if any of them approached a value of 70. The aggregates were evaluated against the “benchmark” of Guyana calcined bauxite, a known good performer in this type of surfacing. Methodology The aggregates were tested using a modified version of the PSV test (A. Woodside, personal communication, University of Ulster, 1994). Specimens were produced by manufacturing blank specimen plates with a radius 3 mm less than that required for a standard plate. The aggregate for the test was then sprinkled onto the adhesive-coated surface of the blank plate and rolled carefully to ensure good adhesion between the aggregate and the surface of the plate. This additional 3-mm thickness brought the specimen surface up to the required level. The fraction of aggregate tested was that passing a 3.35-mm sieve, retained on a 6.3/3.35-mm flakiness index sieve. Results One specific fraction of the steel slag aggregate produced at Rotherham showed acceptable performance for use as a 3-mm grit in an epoxy-resin surfacing. The profile of polishing values over time for this steel slag sample and the benchmark Guyana calcined bauxite are shown in Figure 2. The steel slag aggregate shows compliance with the PSV 70 requirement laid down for difficult sites in the current Highways Agency specification (4). This was a limited test program based on local material, but it does indicate that steel slag could be a considered in this demanding application. FIGURE 2 Comparison of 3-mm steel slag with Guyana calcined bauxite. direction of travel, which is also free to rotate, to the load on that wheel, as it is driven over a wet surface. For the purpose of this project, full mean summer readings were obtained on 69 sites. The full mean summer readings are the average of three surveys taken at different times during the summer, a procedure adopted because research has shown that the SFC is subject to seasonal variation due to the cleaning effect of rain and frost countering slipperiness caused by the buildup of rubber and oil deposits. One of the most valuable sources of information for relating aggregate characteristics to surface skid resistance is the 1972 paper by Szatkowski and Hosking, which provides relationships between PSV of aggregate, traffic densities, and resultant SFC of road surfaces (5). The findings from this work were instrumental in setting up the PSV and SFC specifications for road surfaces released by the Transport and Road Research Laboratory in 1973 (6 ). The original report focused on 10- and 14-mm surface dressings and 20-mm precoated chippings in hot rolled asphalt surfaces: it reported the linear relationship reproduced in Figure 3, which will be used as the basis for evaluating the performance of steel slag surfaces. 10-mm STEEL SLAG SURFACE DRESSING CHIPPINGS ON-ROAD SKIDDING RESISTANCE OF STEEL SLAG AGGREGATES The skidding resistance of road surfaces is measured using the Sideways-Force Coefficient Routine Investigation Machine (SCRIM), which provides data for highway authorities to facilitate their maintenance management procedures for various categories of road. The sideways force coefficient (SFC) is the ratio of the force at right angles to the plane of a wheel, angled at 20 degrees to the Figure 4 shows the relationship between the skid resistance of sites dressed with 10-mm steel slag aggregates and commercial vehicle (CV) traffic densities for the sites investigated, which were treated in 1978. Historical PSV data held by the company indicate that the PSV of steel slag aggregate used at the time of construction was probably 59. These data indicate that after 16 years of service, the aggregate is providing a satisfactory level of skid resistance on the road. The performance appears to be equivalent to a stone with a 38 TRANSPORTATION RESEARCH RECORD 1545 14-mm STEEL SLAG SURFACE DRESSING CHIPPINGS Two sites were found which had been treated with a 14-mm steel slag surface dressing in 1988. The historical PSV data held by the company indicates that the PSV of the aggregate was 54 in 1988. Figure 5 shows the relationship between skid resistance and traffic density for 14-mm steel slag surface dressing chipping (SDC) and indicates a level of performance similar to that of a natural aggregate with a PSV of 55 to 57. From this, one can conclude that 14-mm SDC steel slag aggregates perform better in on-road skidding than their PSV result would suggest when the road surface is within its design life. Once more, the gradient of the results, within the traffic densities plotted, appears to agree with that proposed by Szatkowski and Hosking. 20-mm PRECOATED CHIPPINGS IN HOT ROLLED ASPHALT FIGURE 3 Relationship between SFC and traffic density for different PSV aggregates (5). PSV of 56, but it must be remembered that the surface tested was 16 years old at the time of test. That is, it has provided approximately twice the service normally expected of surfacings. It can also be noted that the overall gradient of the relationship between skid resistance and traffic for these surfaces is as was suggested by Szatkowski and Hosking (5). FIGURE 4 Field data from sites surface dressed with 10-mm steel slag aggregates. The sites tested in the category of 20-mm precoated chippings were built between 1974 and 1986, hence a representative figure cannot be quoted for the PSV of the aggregate used for these roads. Data do exist, however, for SCRIM tests performed on comparable surfaces containing natural aggregate with a PSV in the range of 58 to 60 (4). Figure 6 shows the relationship between SFC and traffic density for these steel slag and crushed rock aggregate surfaces. Steel slag aggregate displays lower skidding resistance at lower traffic densities than the natural aggregates. As the traffic densities increase, however, the reduction of SFC for the steel slag is lower than that for the natural aggregate. Consequently, at about 1400 CV/lane/day, the two aggregate types have about the same skidding resistance, and at traffic densities above 1400 CV/lane/day, the steel slag surfaces have a higher skid resistance than the natural aggregate surfaces, and a greater resistance to polishing. FIGURE 5 Field data from sites surface dressed with 14-mm steel slag aggregates. Stock et al. FIGURE 6 chippings. 39 Field data from sites surfaced with 20-mm precoated FIGURE 7 Comparison of long-term field data on 10-mm slag with crushed rock aggregate. Site 1: 10-mm Close-Graded Wearing Course COMPARISON OF SKIDDING RESISTANCE PERFORMANCE OF STEEL SLAG AND NATURAL AGGREGATE Ten-millimeter surface dressings and 14-mm close-graded, wearingcourse, macadam surfaces were laid on a stretch of road in Rotherham during the early 1980s. Historical SFC data were available for these surfaces, but only in the form of single September SCRIM results. To compare these data with the 1994 levels of SFC, the 1994 September SCRIM data were isolated from the three runs taken in that year. Figures 7 and 8 show the September SFC profile measured on two surfaces for the 10- and 14-mm aggregates, respectively. The data from both these surveys show that steel slag road surfaces have at least as good long-term skidding resistance properties as those of comparable natural aggregate road surfaces under the same traffic density. The road on Site 1 was resurfaced in 1980. The first survey data available were collected in 1989, when the surface was already 9 years old; subsequent surveys were performed in 1990, 1992, and 1994. Data are available for both lanes of this highway: the results for the eastbound lane are shown in Figure 9(a) and for the westbound lane, in Figure 9(b). Unfortunately, data on the traffic densities were not available for all the years in which the skid surveys were carried out, VARIATION OF SKID RESISTANCE WITH TIME The service requirement underlying the assessment of resistance to polishing of stone used in road surfaces is to minimize the loss of skid resistance, as measured by the SFC, with time. A successful stone either will be highly resistant to polishing, thereby maintaining a sufficiently coarse surface texture to provide skid resistance, or will abrade under traffic in such a way as to continually present new surfaces that have a sharp or jagged texture. As very few sources of aggregate can effectively resist polishing, most function by abrading away. Anecdotal evidence of better-than-expected long-term performance, supported by the data on roads surface dressed with 10-mm slag aggregate, prompted a search for survey data that could be used to test this belief. Data for several sites were discovered. FIGURE 8 Comparison of long-term field data on 14-mm slag with crushed rock aggregate. 40 so it has not been possible to attempt to adjust for this. However, in 1994 the traffic density was known to be 1133 CV/lane/day. The general variation in skid resistance for the two surfaces with time is similar for both east- and westbound lanes, decreasing in Years 9, 10, and 12 and increasing after that, in Year 14. Site 2: 14-mm Surface Dressing Site 2 was constructed in 1988. The 1994 traffic densities were 704 CV/day on the westbound lane and 745 CV/day on the eastbound lane. Unfortunately, it has not been possible to obtain historical traffic density data, so it has not been possible to adjust the results for traffic. Site 3: 20-mm Precoated Chippings in Hot Rolled Asphalt Site 3 was surfaced in 1974, so it has exceeded the 8- to 10-year period used as a rule of thumb in relation to restoration of skid resistance for this type of surface. The current traffic densities are 867 CV/lane/day on the eastbound lane and 1068 CV/lane/day on the westbound lane. This road was surveyed in 1989, 1990, and 1994. The SFC decreased from 0.47 to 0.4 between the 1989 and 1990 surveys and recovered to about 0.5 by 1994. Discussion of Effects of Age on Skidding The data available are inconclusive in that they do not provide incontrovertible proof of the impression that slag has superior aging TRANSPORTATION RESEARCH RECORD 1545 characteristics in relation to retention of skid resistance when compared with natural aggregates. However, the data do make it possible to understand why some highway authority staff believe that steel slag is effective in providing long-term skid resistance, because two of the sites are well past the normal time for replacement and are still showing acceptable SFC levels. The data also show recovery of in situ skidding resistance, though this may be due to variation in conditions at the time of test. CONCLUSIONS • The average PSV of steel slag aggregate is 63.5 based on 70 PSV tests. • Use of the riffle method of PSV specimen production reduces the variability of PSV results by 33 percent in comparison with the British Standard specimen production method. • Based on the results obtained from tests performed using riffleprepared specimens, PSV of steel slag is between 63.2 and 64.6 to 95 percent confidence, and 5 percent of results may fall below a PSV level of 60.4. • A specific fraction of steel slag aggregate provides acceptable performance when used as a 3-mm aggregate for an epoxy-resin bonded surfacing. • The long-term skidding performance of 10-mm steel slag surface dressing was very good. • The on-road skid resistance performance of 14-mm steel slag surface dressings was better than the PSV of the original aggregate suggested. This was for chippings within the design life usually associated with this type of surfacing. • Steel slag surfaces appear to retain their skidding resistance with time at least as well as comparable stretches of road surfaced with natural aggregate. ACKNOWLEDGMENTS The paper forms part of a 31⁄ 2 year scheme involving Sheffield Hallam University and the Slag Reduction Company, with assistance from the Teaching Company Directorate, to assess the properties and performance of steel slag aggregate and bituminous materials. REFERENCES 1. Thompson, A., J. R. Greig, and J. Shaw. High Specification Aggregates for Road Surfacing Materials. Technical report. Travers Morgan Ltd., East Grinstead; Department of the Environment, London, England, 1993. 2. James J. G. Calcined Bauxite and Other Artificial, Polish-Resistant Roadstones. Report LR 84. Road Research Laboratory, Ministry of Transport, Crowthorne, Berkshire, England, 1967. 3. Hosking, J. R., and L. W. Tubey. Aggregates for Resin-Bound Skid Resistant Road Surfacings. Report LR 466. Transport and Road Research Laboratory, Department of the Environment, Crowthorne, Berkshire, England, 1972. 4. Design Manual for Roads and Bridges, Vol. 7. Highways Agency, Her Majesty’s Stationery Office, London, England, 1994, Section 3, Part 1, HD 28/94. 5. Szatkowski, W. S., and J. R. Hosking. The Effect of Traffic and Aggregate on the Skidding Resistance of Bituminous Surfacings. Report 504. Transport and Road Research Laboratory, Department of the Environment, Crowthorne, Berkshire, England, 1972. 6. Salt, G. F., and W. S. Szatkowski. A Guide to Levels of Skidding Resistance for Roads. Report 510. Transport and Road Research Laboratory, Department of the Environment, Crowthorne, Berkshire, England, 1973. FIGURE 9 Variation in SFC with time: (a) eastbound, (b) westbound. Publication of this paper sponsored by Committee on Characteristics of Bituminous-Aggregate Combinations to Meet Surface Requirements.