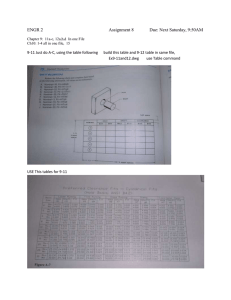
Mechanical Engineering Laboratory New Jersey Institute of Technology Report Submitted by Nicholas Stremel Date Performed 3/30/2023 + 4/6/2023 Course & Section ME215-010 Experiment No. Date Submitted Instructor 4/13/2023 Veljko Samardzic Measurement and Tolerance Experiment Title Performed by Group 010A2 With TA Group Members Nicholas Stremel (leader) (Indicate Leader) Michael Kosakowski Carlos Veira Xavier Romero Rumana Hasan 6 2 Table of Contents Abstract Introduction Objectives Background and importance Procedure Results and Calculations Discussion Conclusion Questions and Answers Original Data Sheet References 3 3 3 4 4 4 5 5 5 7 13 2 3 Abstract In this laboratory, we were introduced to Measurement and Tolerance. Our goal was to become familiar with the process of measuring workpieces in an engineering context. Through a presentation, we learned of the system of fits and tolerances. Following this, we were introduced to the vernier caliper, micrometer, and thread pitch gauge. To gain a practical understanding, we were tasked with using these instruments to measure the dimensions of five workpieces: a shaft-hole, a bolt, a step-block, a CNC demo part, and a tapered shaft. To measure the taper angle of the tapered shaft, we used both the optical comparator and a protractor. We used a thread gauge to measure the thread of the bolt. In week two, we learned the basics of geometric dimensioning and tolerancing and the symbols used in the system. We were then tasked with verifying that dimensions of an aluminum CNC part and a shaft were correct. Using gauge blocks and a dial indicator, we were tasked with finding the angle of a particular feature on the CNC part. Using the same instruments, we were able to find the runout of the shaft. We found that the calipers were the easiest and most efficient way to dimension the workpiece and that the optical comparator worked best for measuring the taper angle. Introduction Measurement is the act of defining the lengths, angles, and locations of various features on a workpiece. When measuring, there are three types of sizes: nominal (general identification), basic (theoretical), and actual (measured). Deviation refers to the amount a measurement is different from the expected size (basic). It is expressed in terms of maxes/mins. Tolerance is the total amount a measurement is allowed to deviate whereas allowance is the tightest fit between two mating parts. Limits represent two extremal possible sizes of dimension (high and low). Fits represent the magnitude of tightness between two parts. There are three types of fits: clearance (positive allowance), interference (negative allowance), and transition. Objectives The objective of this lab is to 1. Define various measurement and tolerance terms 2. Become familiar with various measuring instruments 3. Use measuring instruments to properly measure the dimensions of several workpieces 4. Learn the basics of geometric dimensioning and tolerancing. 3 4 Background and importance Measuring and tolerances help ensure products meet the necessary specifications. Tolerances ensure that parts work, fit, and function correctly. Too loose or tight of a tolerance can result in mechanical failure. Product quality and safety requires a strict attention to measurements and deviations. Measuring can even reduce manufacturing costs as tight tolerances can increase costs due to the high preciseness necessary to machine those parts. Procedure In Week 1, we were introduced to various measuring terms and definitions including deviation, tolerance, sizes, limits, fits, and allowance. We were also introduced to the vernier caliper, micrometer, optical comparator, and thread pitch gauge. Using these instruments, we were tasked with measuring the dimensions of five workpieces and recording the measurements on sketches of the part profiles. Four of the workpieces (the shaft-hole, bolt, step-block, and tapered shaft) were sketched using rulers and a sketch of the five workpiece (CNC demo part) was provided. To find the taper angle of the tapered shaft, we used both a protractor and the optical comparator. To find the thread of the bolt, we used a thread gauge. In Week 2, we learned the basics of geometric dimensioning and tolerancing and the various symbols used in the system. We were given two more workpieces: an aluminum CNC demo part and a shaft. We were tasked with measuring the dimensions of these workpieces and verifying that they match the dimensions provided. Any deviations were recorded on the sketches. To measure the runout of the shaft, we used gauge blocks and a dial indicator. To measure the angle of a particular feature on the CNC part, we used the same instruments. Results and Calculations Overall, we were able to dimension all five workpieces accurately and efficiently. We found that the vernier calipers were the most useful instrument and used it for a good portion of our measurements. When measuring the taper angle, we found the protractor gave us the best results and did not deviate much from the measurements found in the optical comparator. During the second portion of the lab, we were able to verify the dimensions of the sketches provided and understand the symbols used in geometric dimensioning and tolerancing. Overall, we found small deviations within the measurements using vernier calipers but they were within the provided tolerances. We found that the optical comparator gave us the best results when finding the angle on the CNC part. The gauge blocks and dial indicator were quite difficult to use in this context and gave us an inaccurate measurement. They were useful in finding the runout of the shaft, however. 4 5 Discussion Overall, the lab was very successful in achieving the objectives. Through a presentation, we learned the various terms and definitions that were essential for the lab. We learned how to correctly use the various measuring instruments and became proficient in their use. We were able to accurately and efficiently measure the dimensions of all the workpieces. We also became familiar with symbols used in geometric dimensioning and tolerancing. Our recorded dimensions were not far from the expectation. Using the calipers, we were able to quickly find all of the dimensions, even in particularly difficult to measure corners. We also expected that the optical comparator would be best for finding angles and our experience confirms that. There are many ways one could make a mistake during this laboratory. Some older calipers can be a bit loose and the slider can be moved by accident if one is not careful. Also, the gauge block and dial indicator can easily become difficult to work with if the table is not steady during measurement. Conclusion As a class and as a group, We learned the basics of measuring terms and definitions. We learned how to correctly use measuring tools and correctly measured the dimensions of seven different workpieces. We were also able to accurately measure angles, threads, and shaft runout. Through these exercises, we achieved all of our lab objectives and became familiar with the measuring and tolerancing process. Questions and Answers Question 1: Define the meaning of allowance Answer: Closest fit between two connecting parts. Question 2: A shaft and a hole have a nominal diameter of 1 in. The shaft has a tolerance of 0.003 in, the hole has a tolerance of 0.004 in and the allowance is set at 0.001 in. Show the deviations for the shaft and the hole from nominal size, calculate the maximum and minimum clearance for two mating parts. Answer: minimum clearance = 0.001 in., maximum clearance= 0.008 in. Question 3: Explain the difference between clearance and interference. Answer: Clearance fit is the air space between the shaft and the hole. Interference fit is a negative allowance between the shaft and the hole. In other words, the shaft does not fit. 5 6 Question 4: What two ways can be used to check the accuracy of the micrometer Answer: Using a standard gauge and comparing it with another calibrated micrometer . It can also be checked using slip gauges and a gauge block. Question 5: What is meant by the term tolerance Answer: an undesired but acceptable deviation from the intended size Question 6: Give the total readings of instruments shown in the figure. Answer: A) TOTAL VALUE = 1.5 + (16 x 0.02) = 1.5 + 0.32 = 1.82 mm B) TOTAL VALUE = 6.5 + (19 x 0.01) = 6.69 mm C) TOTAL VALUE = 3.5 + (16 x 0.01) = 3.66 mm D) TOTAL VALUE = 4.5 + (11 x 0.01) = 4.61 mm Question 7: Calculate allowance and tolerance for three mating parts in the shaft-bearing-frame assembly shown in the figure. Answer: Tolerance for shaft : 1+.005-(1+0.003)=1.005-1.003=0.002 for outer radius - 3+0.0-(3-0.003) = 0.003 for inner radius 1+0.002-1=0.002 for frame : 3+0.004-3=0.004 allowance for bearing and shaft = -0.001 allowance for bearing and frame = 0.007 6 7 Original Data Sheet 7 8 8 9 9 10 10 11 11 12 12 13 References Black, J. T., & Kohser, R. A. (2019). DeGarmo's Materials and Processes in Manufacturing. Wiley. 13