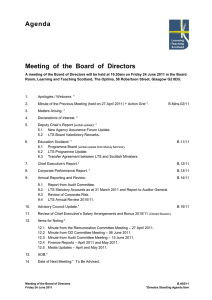
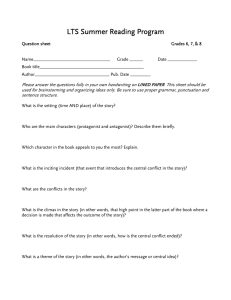
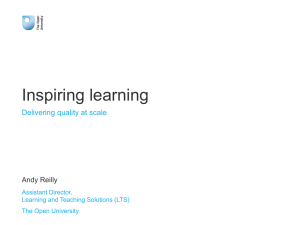
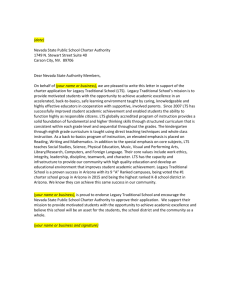
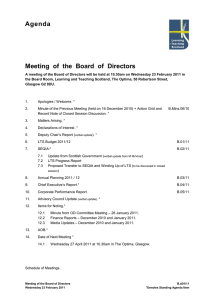
Improvements to water gas shift process John Brightling Johnson Matthey W ith a growing population supplies of natural resources are under ever-increasing pressure, their sustainable use has never been higher on the agenda. Against this backdrop, Johnson Matthey (JM) seeks to improve the efficiency, effectiveness and sustainable impact of their products, enabling JM customers to achieve high productivity by making more for less. Through a new patented solution JM has used expertise in purification science and engineering skills to develop an innovative new shift product which extends LTS life allowing ammonia plants to increase their process reliability and production efficiency. Introduction Water gas shift reaction The water gas shift reaction plays a major role in ammonia plant design and operation. Good performance of the shift catalysts, and attainment of a close approach to equilibrium thus minimising the CO slip from the catalyst system which is critical to the efficient and economic operation of the plant and ensures maximum hydrogen production from the hydrocarbon feedstock. The water gas shift or shift reaction (1) is highlighted below. CO + H2O ⇔ CO2 + H2 (1) The reaction is exothermic and high conversions are favoured by low temperature and a high steam ratio. Ammonia plants usually operate a two-stage system – a High Temperature Shift (HTS) followed by a Low Temperature Shift (LTS) – with a suitable form of inter-bed cooling, as in Figure 1. The choice of shift catalyst and how they operate are vital to the economy and efficiency of an ammonia plant. It is essential that the shift catalysts produce the lowest possible exit concentration of carbon monoxide in a stable and HTS catalyst duty predictable manner. The catalysts need to be The HTS is a Fe-Cu-Cr catalyst that is relatively able to withstand the challenges presented in real insensitive to poisons. HTS catalysts have lower plant operations for an increasing period of years activity and must be operated at higher temJohn Brightling between planned shutdowns. peratures (typically 350-470°C) the gas stream The water gas shift reaction and attributes for leaving the HTS reactor therefore contains a subThe is exothermic andinhigh favouredamount by low of temperature and a high(usually steam ratio. goodreaction catalysts are discussed thisconversions paper, plus arestantial carbon monoxide Ammonia plants usually a two-stage system2-3%). – a High Temperature Shift (HTS) followed by a Low an introduction to newoperate purification technology Temperature Shift (LTS) – with a suitable form of inter-bed cooling, as insits Figure 1. developed for use in the HTS reactor to further The HTS catalyst immediately downstream improve the performance of a LTS catalyst. of high temperature reforming systems and heat Figure 1 – Typical arrangement of WGS system in an ammonia plant Figure 1 Typical arrangement of WGS system in an ammonia plant HTS catalyst duty www.digitalrefining.com/article/1002381 November 2019 1 The HTS is a Fe-Cu-Cr catalyst that is relatively insensitive to poisons. HTS catalysts have lower activity and must be operated at higher temperatures (typically 350-470oC) the gas stream leaving the HTS reactor mpact of this on HTS can be mitigated using both high voidage inert hold-down media and a Improvements to Water Gas Shift Process shaped HTS pellet such as KATALCO 71-5F. (Figure 2). Figure 2 – KATALCO 71-5F shaped HTS Figure 2 KATALCO 71-5F shaped HTS TALCO 71-5Frecovery offers 12%(boilers lower pressure drop than the conventional and superheaters). The heat tablet with increased 3 voidage – High inert DYPOR e shape offersrecovery additionalequipment voidage to is accommodate any deposits that may foulFigure HTS bed voidage highly stressed which can Figure 3the High inert DYPOR media media rate of any resultant pressure drop increase on the HTS from deposits. cause failure leading to leakages and deposits onto the HTS bed. The HTS is the first catalyst sure drop solution. STREAMLINE was origBelow the HTS bed the use of similar inert media is well established in shift reactors as Joh so can 607 be can fouled by refractory inally to several high f the HTS bedbed highdownstream voidage inert DYPOR be used protect the top of a developed catalystSTREAMLINE bed in response STREAMLINE lowtopressure drop solution. was originally developed in resp or metal dusting debris that may be emitted from temperature (HT) and low temperature (LT) uring boiler solids and by preventing the impingement of liquid droplets onto the catalyst itself. high temperature (HT) and low temperature (LT) shift reactors exhibiting high press high temperature is solution as the SHIFTSHIELD, Figure 3. recovery equipment. The shift reactors exhibiting high pressure drops. On discoveredinvestigation that a high portion the vessel that pressure drop was associate fouling impact of thisinvestigation on HTS canit was be mitigated it wasofdiscovered a high porImprovements to Water Gas Shift Process using both high voidage inert media of thebyvessel pressure drop wasflow associated around thehold-down collector. This was tion confirmed detailed computational modelling. (Figure 4 and a high voidage shaped HTS pellet such as with the area around the collector. This was conKATALCO 71-5F. (Figure 2). firmed by detailed computational flow modelling. Shaped KATALCO 71-5F offers 12% lower (Figure 4). pressure drop than the conventional tablet with The specific size grades of DYPOR, used as a Nitrogen + Syngas International & Exhibition (Berlin 4 - media, 7 March 2019) increased strength. The 2019 shape offersConference additional support vary depending on the vessel convoidage to accommodate any deposits that may figuration and particle size of material being supfoul the HTS bed lowering the rate of any resultant ported. JM have a proprietary STREAMLINE pressure drop increase on the HTS from deposits. software program which is configured for a full Also on top of the HTS bed high voidage inert range of vessel collector designs. Figure 5 shows DYPOR 607 can be used to protect the top of a a STREAMLINE model of a vessel with a dished – High voidage inert DYPOR media solids and catalyst Figure bed 3by both capturing boiler bottom collector, along with plant data showing by preventing the impingement of liquid droplets the 60% reduction in pressure drop that resulted onto the catalyst itself. marketin this solution from Matthey’s the deployment of STREAMLINE on this HTS bed the use of similar inert media is wellJM established shift reactors as Johnson as SHIFTSHIELD, Figure 3.was originally developed in response vessel.to several LINE low pressure drop solution. STREAMLINE perature (HT) and low temperature On Below the HTS (LT) bed shift the reactors use of exhibiting similar high inertpressure Androps. enhancement to STREAMLINE technolon it was discovered that a high portion of the vessel pressure drop was associated with the area media is well established in shift reactors as ogy is now available as discussed later, utilise collector. ThisJohnson was confirmed by detailed STREAMLINE computational flow modelling. (Figureing 4). PURASPEC 2272 as a high voidage support Matthey’s low presmedia, which also provides LTS protection from Figure 4: STREAMLINE flow modelling of shift reactor chloride poisons. LTS used as a support media, vary depending on the vess The specific size grades of DYPOR, The efficiency of ammonia plants depends critand particle size of material being supported. JM have proprietary STREAMLINE ically on the ability of a the LTS catalyst to con- software is configured for a full range of vessel designs. a every STREAMLINE m vert thecollector maximum amountFigure of CO 5toshows H2. For with a dished bottom collector,molecule along with plant data showing the 60% reduction in pres of CO passing through the LTS there is only the loss in resulted from the deployment ofnot STREAMLINE onproduction this vessel.of H2 via equation 1, but also a further loss of three molecules of H2 in the methanation of CO, equation 2, and further loss when this extra methane is purged from the synthesis loop. Figure 4: STREAMLINE flow modelling of shift reactor Figure 4 STREAMLINE flow modelling of shift reactor CO + 3H2O ⇔ CH4 + H2O fic size grades of DYPOR, used as a support media, vary depending on the vessel configuration e size of material being supported. JM have a proprietary STREAMLINE software program which 2 November 2019collector designs. Figure 5 shows a STREAMLINE model of a vessel ed for a full range of vessel hed bottom collector, along with plant data showing the 60% reduction in pressure drop that om the deployment of STREAMLINE on this vessel. (2) www.digitalrefining.com/article/1002381 John Brightling Shift Reactor Pressure Drop kg/cm2 2 1.5 1 0.5 0 Standard STREAMLINE Figure flow 5: Case study STREAMLINE Figure 5 Case study STREAMLINE simulation and results flow simulation and results LTS catalyst composition vice, the active Cu phase and catalyst structure An enhancement to STREAMLINE technology is now available as discussed later, utilising PURASPEC A catalyst is designed to increase the rate of reac- should also be unaffected, as far as possible, by 2272tion as but a high support media, which also provides LTS protection fromprocess chloride doesvoidage not change the thermodynamic equitraces of poisons in the gaspoisons. stream. librium concentration of reactants and products The properties of the LTS catalyst are critically for the actual operating conditions. The catalyst dependent upon the formulation and manufacLTSmust, therefore be formulated for long-term reli- turing process rather than on the bulk chemical able operation at, or near, equilibrium conditions. analysis. The importance of the correct control of LTS catalyst is copper (Cu) distributed on on a the formulation conditions are key The efficiency of ammonia plants depends critically ability of theand LTSpreparation catalyst to convert the maximum mixed support of zinc oxide (ZnO) and alumina in obtaining the correct LTS structure to give a amount of CO to H2. For every molecule of CO passing through the LTS there is not only the loss in (Al2O3). The LTS catalyst is supplied as a mix- catalyst that offers long-term stable activity and production of H2 via equation 1, but also a further loss of three molecules of H in the methanation of CO, ture of oxides, and the copper oxide (CuO) is in a mechanical properties, 2 thus avoiding pressure equation and further loss and whenquickly this extra methane from the synthesis loop. form 2, that can be easily reduced into is purged drop increase. the active form. The Cu crystallites formed in this Improvements to WaterEnergy-dispersive Gas Shift Processx-ray spectroscopy (EDX) is way must not sinter and COlose + activity 3H2O during ser-CHan H2O technique (2)used by JM for the ele4 +analytical LTS catalyst composition Al A catalyst is designed to increase the rate of reaction but does not change the thermodynamic equilibrium concentration of reactants and products for the actual operating conditions. The catalyst must, therefore be formulated for long-term reliable operation at, or near, equilibrium conditions. LTS catalyst is copper (Cu) distributed on a mixed support of zinc oxide (ZnO) and alumina (Al2O3). The LTS catalyst is supplied as a mixture of oxides, and the copper oxide (CuO) is in a form that can be easily and Zn Cu in this way must not quickly reduced into the active form. The Cu crystallites formed sinter and lose activity during service, the active Cu phase and catalyst structure should also be unaffected, as far as possible, by traces of poisons in the process gas stream. The properties of the LTS catalyst are critically dependent upon the formulation and manufacturing process rather than on the bulk chemical analysis. The importance of the correct control of formulation and preparation conditions are key in obtaining the correct LTS structure to give a catalyst that offers long-term Figure EDX analysis KATALCO 83-3X showing elemental of catalyst structure Figure 6 EDX and analysis of6:KATALCO 83-3Xofshowing mapping of catalyst structure stable activity mechanical properties, thuselemental avoiding pressure dropmapping increase. To achieve a longx-ray and active life the copper (red) must used be small separated from Energy-dispersive spectroscopy (EDX) metal is an crystallites analytical technique by and JM well for the elemental www.digitalrefining.com/article/1002381 November 2019 3To each other by even smaller, yet thermally stable, zinc/alumina refractory oxide crystals (blue/green). analysis or chemical characterisation of catalysts. It relies on an interaction of some source of x-9 meter). the necessary catalytic behaviour the scale of this are science measured nano-meters rayobtain excitation and a sample, its characterisation capabilities due inis large part tointhe fundamental(10 principle Bulkeach analysis of the LTS cannot be used as a basis of assessment of LTSoncatalyst that element has catalyst a unique atomic structure allowing a uniqueor comparison set of peaks its John Brightling Strength (Kgf) resistance, stability, selectivity and activity that is manufactured to achieve a high dispersion of Cu crystallites within the ZnO/ Al2O3 structure. The ZnO/ Al2O3 refractory crystallites add strength to the catalyst while providing a stable support maintaining the high dispersion of the active Cu sites and therefore inhibit the Cu crystallites from sintering thus maintaining activity and life. Figure 7Figure Increasing poisons resistance or or activity onLTS LTSperformance performance After stabilising in-ser7: Increasing poisons resistance activity––effect effect on vice, the LTS catalyst needs mental analysis or chemical characterisation of to display stable performance throughout its If a level of 0.3% CO slip is considered as being end of run (EOR) condition, then, as can be seen from catalysts. It relies on an interaction of some working life – meaning uniform activity, retained Figure 7 from a base case of current LTS technology, - increasing LTS activity to 150% could increase source of x- ray excitation and a sample, its char- strength and good capacity for poisons. The relservice life to 6 years whereas a 150% increase in poisons resistance extends the life to over 7 years. acterisation capabilities are due in large part to ative effects of increasing poisons resistance and theLTS fundamental Operation of catalyst principle that each element has activity of LTS are shown in Figure 7. If a level of 0.3% CO slip is considered as being a unique atomic structure allowing a unique set of peaks on its electromagnetic emission spec- end of run (EOR) condition, then, as can be seen Considering what understanding catalyst science and LTS composition means 7in from operation, typical from Figure a base case of current LTS trum.this Figure 6 shows ofthe structure of KATALCO use of LTS catalyst comprises of three stages: technology, increasing LTS activity to 150% could 83-3X catalyst using EDX. To achieve a long and active life the copper increase service life to 6 years whereas a 150% metal crystallites must be without small incident and well increase in poisons resistance extends the life to • catalyst is loaded, reduced(red) and started-up separated from each other by even smaller, yet over 7 years. • catalyst is operated with trace levels of poisons as would be expected with a normally operating thermally stable, zinc/alumina refractory oxide purification system crystals (blue/green). To obtain the necessary cat- Operation of LTS catalyst • after many of stable at equilibrium levelsConsidering and low pressure drop, theunderstanding catalyst what this of catalyst alytic years behaviour theoperation scale ofwith thisCO science is measis discharged ured in nano-meters (10-9 meter). Bulk analysis science and LTS composition means in operation, use ofpoisons LTS catalyst comprises of three of the LTS cannot be used a basis During the operation of ancatalyst ammonia plant there are as trips, boiler of leaks,typical and catalyst that are an assessment or comparison LTS catalyst since it stages: unavoidable part of plant operation, and theofLTS catalyst must be designed to survive these. yields no information on the fundamental proper- • catalyst is loaded, reduced and started-up without incident ties or mechanism for operation such as: KATALCO 83-3 catalyst series have an excellent reputation of doing this. The catalyst structure retains a • Quantity or size of the copper crystallites pro- • catalyst is operated with trace levels of poisons high in-serviceducing strength which is especially critical to the operator as thisas is the strength of the catalyst in the would be expected with a normally operating catalytic action in-service condition, once reduced and used in plant conditions. The attached benchmark data shows with purification system • The micro-structure for poisons resistance in-service strengths measured on reduced catalyst using a crush machine housed in an inert of stable operation with CO at • The form of the alumina, which in turn affects • after many yearsatmosphere. equilibrium levels and low pressure drop, the catthe strength and stability of the catalyst. Through this leading science JM can manage alyst is discharged During the operation of an ammonia plant there the formulation and manufacture of the LTS cat15 alyst with stringent controls to achieve the opti- are trips, boiler leaks, and catalyst poisons that are mum structure balancing good activity, thermal an unavoidable part of plant operation, and the 10 stability and the ability to withstand the effect of LTS catalyst must be designed to survive these. KATALCO 83-3 catalyst series have an excelpoisons hence enhancing life. lent reputation of doing this. The catalyst struc5 ture retains a high in-service strength which is Activity and life The current formulation of KATALCO 83-3 LTS especially critical to the operator as this is the 0 catalysts is a careful balance between poisons strength of the catalyst in the in-service condiJM LTS 4 November 2019 COMP A/1 COMP A/2 COMP B/1 Fresh In-Service COMP B/2 www.digitalrefining.com/article/1002381 Nitrogen + Syngas 2019 International Conference & Exhibition (Berlin 4 - 7 March 2019) in-service strengths measured on reduced catalyst using a crush machine housed in an inert atmosphe 15 Strength (Kgf) tion, once reduced and used in plant conditions. The attached benchmark data shows with in-service strengths measured on reduced catalyst using a crush machine housed in an inert atmosphere. Fresh In-Service 10 5 0 JM LTS COMP A/1 COMP A/2 COMP B/1 Fresh In-Service COMP B/2 These results show how for all LTS cat- Figure 8 Relative strengths of LTS catalyst for both fresh and in-service conditions alysts 6the reduced Nitrogen + Syngas 2019 International Conference & Exhibition (Berlin 4 - 7 March This has the economic benefit of reducing the strength of pellets lower than for fresh oxidic. For JM LTS the in-service pellet strength is higher cost of nitrogen or natural gas used during the than competitive LTS pellets. This increased LTS catalysts reduction, however, the main benestrength helps provide stable performance with- fit is that it provides a larger operational envelope for catalyst reduction without risk of achievout increasing in-service pressure drop. A further operational difference from the struc- ing a low catalyst activity. During LTS reductural science of KATALCO 83-3 catalysts is the tion, monitoring of the gas composition is often tolerance to catalyst reduction process condi- undertaken with temporary instrumentation and tions. The catalyst reduction itself is a transient manual control of the purge flow. Therefore, a process in which the CuO in the LTS is reduced wider operating envelope within the period of to the active Cu metal, often in a recirculation less than ideal control is especially useful. loop. When a recirculating system is used there needs to be a continuous purge from the system LTS catalyst poisons to prevent the level of contaminants from build- The two most virulent poisons for an LTS charge ing up within the system. The oxidic LTS catalyst are sulphur and chlorides. They are the major contains some complex copper-zinc basic car- source of LTS deactivation. The main catalyst bonates and these decompose during reduction poisons sources and their effects are summarised and release carbon dioxide (CO2). The amount of in Table 1. CO2 in the recirculating carrier gas is one of the key parameters that determine the level of purg- Sulphur Catalysts start to be poison whenever an impuing from the recycle loop. There is a potential for the CO2 in the recirculat- rity in the process gas alters the surface structure ing gas to react with oxides in the LTS catalyst and or composition of the active metal. Sulphur, which damage its microstructure. The damage occurs is the most common of these poisons, deactivates primarily in the support phase of the catalyst, LTS catalyst by a process of chemisorption onto the resulting in a weakening of the catalyst pellets. active copper surface followed by crystallite growth. Hydrogen sulphide (H2S) can be absorbed as a This is often observed as a higher than expected LTS pressure drop as soon as the plant is started layer onto active Cu surface at much lower partial up, which then increases rapidly during ongo- pressures than required for bulk sulphides. As ing operation. Therefore, limits on the CO2 partial such Cu in LTS catalyst is very active for absorbpressure have been applied during some LTS cata- ing a surface layer of H2S if present in the reactlyst reductions, with a figure of circa 1bara (15psia) ing process gas. However, since thermodynamic being typical for some products. By optimising the data predicts H2S will react preferentially with catalyst formulation, of KATALCO 83-3 series JM ZnO rather than Cu it essential that an LTS catahave engineered a rugged stable support phase for lyst is designed such that sulphur is rapidly transthe active sites, meaning it is an LTS catalyst less ferred from the active Cu metal to ZnO before the Cu sinters. sensitive to the level of CO2 in the reduction gas. www.digitalrefining.com/article/1002381 November 2019 5 John Brightling The two most virulent poisons for an LTS charge are sulphur and chlorides. They are the major source of LTS deactivation. The main catalyst poisons sources and their effects are summarised in Table 1. surface of free ZnO present in a catalyst. Those containing Sulphur Hydrocarbon feedstock Covers active copper surface less available ZnO can allow a o be poison whenever anLubricating impurity or oil in the process gas alters the surface structure given quantity of H2S to penehe active metal. Sulphur, which is the most common of these poisons, deactivates LTS trate deeper into the bed causAir to secondary reformer cess of chemisorption ontoNew theHTS active copper surface followed by crystallite growth.ing greater deactivation. catalyst Poison Possible sources Effect on LTS catalyst Chloride Steam Promotes copper crystal growth Chloride Quench wateronto active Cu surface at much lower partial pressures de (H2S) can be absorbed as a layer Chloride as a poison presents Lubricating bulk sulphides. As such Cu in LTSoilcatalyst is very active for absorbing a surfacemore layerofofa challenge in the LTS reactor to secondary teformer n the reacting process gas.Air However, since thermodynamic data predicts H2S will reactbecause of the low h ZnO rather than Cu it essential that an LTS catalyst is designed such that sulphur melting is rapidlypoint and high solubilTable 1 Main LTS poisons sources andandtheir effects ities in water of zinc, copper chlorides. Chloride Tablecatalyst 1before – Main LTS catalyst sources their effects the active Cu metal to ZnO the Cupoisons sinters. can be redistributed through the catalyst bed by dissolution in7 condensed water or by vapour phase transfer of volatile chloride. Consequently, the absorption profile for chloride in the catalyst bed is not as stable as for sulphur and chloride can be distributed deeper into the bed. So, although the levels of chloride reaching the LTS bed are generally lower than sulphur the damage can be more harmful. The levels of S and Cl vary from plant to plant depending on the prevalent conditions of poisons. Ranges seen on inlet LTS catalyst samples Figure 9 - Schematic mechanism for S capture within LTS taken at the top of the bed over a wide range of Figure 9 Schematic mechanism for S capture within LTS over 150 plant samples, are shown in Figure 10. formulated there is an excess of High surface coverages ted LTS, thereInisaanwell excess of free LTS, ZnO meaning that H2S presence is absorbed quickly atare often seen of both free ZnO meaning that H2S presence is absorbed sulphur and chloride on discharged samples, d leaving the rest of the catalyst to operate satisfactorily. Absorption capacities of around quickly at the top of the bed leaving the rest of often above 1 wt.% at the top of the bed. A long en measuredthein catalyst KATALCO 83-3 series LTS catalysts in plant use. The feature Sulphurofcapacity to operate satisfactorily. Absorption standing JM LTS technology is that it is o the surfacecapacities of free ZnO present6%inwt. a catalyst. Those containing less available ZnO of can of around have been measured self-guarding in terms both S and Cl. Figure 11 antity of H2SintoKATALCO penetrate deeper into the bed causing greater deactivation. 83-3 series LTS catalysts in plant shows an EPMA (electron probe micro analysis) use. The Sulphur capacity relates Gas directly the of spent KATALCO 83-3 series LTS showing the Improvements to Water ShifttoProcess distribution of both S and Cl captured on the surface of the pellets. As shown in Figure 10, typical levels of chloride in spent LTS are much ison presents more of a challenge in the LTS reactor because of the low melting pointlower and level than sulphur, however even these low Cl-levels n water of zinc, copper chlorides. Chloride can be redistributed through the catalyst bed by have the potential to be much ndensed water or by vapour phase transfer of volatile chloride. Consequently, themore absorption damaging, for two reasons: e in the catalyst bed is not as stable as for sulphur and chloride can be distributed deeper - both copper and • Cl-solubility , although the levels of chloride reaching the LTS bed are generally lower thanzinc sulphur the are soluble in water, chloride hence condensation on the catamore harmful. lyst during start-up, shutdown or normal operation can move chloand Cl vary from plant to plant depending on the prevalent conditions of poisons. ridesRanges further down the bed. • Cl-induced S catalyst samples taken at the top of the bed over a wide range of over 150 plant samples, sintering - low levels of chlorides can have a signifiure 10. cant effect on LTS catalyst activity Figure 10 10: Levels Levelsof of Sulphur Sulphur and and Chloride Figure Chloride measured measuredininspent spentLTS LTScatalysts catalysts since they promote sintering. Nitrogen + Syngas 2019 International Conference & Exhibition (Berlin, 4 - 7 March 2019) ce coverages are often seen of both sulphur and chloride on discharged samples, often above 1 November 2019 e top of the6 bed. A long standing feature of JM LTS technology is that it is self-guardingwww.digitalrefining.com/article/1002381 in terms nd Cl. Figure 11 shows an EPMA (electron probe micro analysis) of spent KATALCO 83-3 series ng the distribution of both S and Cl captured on the surface of the pellets. of both S and Cl. Figure 11 shows an EPMA (electron probe micro analysis) of spent KATALCO 83-3 LTS showing the distribution of both S and Cl captured on the surface of the pellets. To understand why the impact of Cl is so pronounced the effect of temperature on sintering of metals and oxides should be considered. Temperature is the dominant factor in controlling the rate of sintering of metallic and oxidic species. Relationships have John Brightling been evolved which utilise the melting point of theAccordingly, material sintering rates of a metal or metal compounds are significant and very high near the Tamman concerned to estimatetemperature; the magthus, the relative thermal stability materials beoncorrelated terms of surface the Tamman Figure 11: EMPA analysis showing mapping analysis for S can and Cl KATALCOin 83-3 pellet nitude of the sintering process Figure EMPAlists analysis mapping S and Cl on KATALCO temperatures, Table 11 2 below theseshowing for the LTS metalsanalysis and theirfor compounds. at any given temperature. The 83-3 pellet surface Tamman temperature is Figure calcu- 10, typical levels of chloride in spent LTS are much lower level than sulphur, ho As shown in Tmp (Melting point) TTamman ( = 0.5 Tmp ºK) lated (in absolute units)low as one even these Cl-levelsCompound have the potential to be much more damaging, for two reasons: half of the melting point of the ºK ºC ºK ºC metal or oxide. This gives an Cu 1356 1083 678 405 indication of the • temperature Cl-solubility - both copper and zinc chloride are soluble in water, hence condensation o at which metal or metal oxide 893or normal operation 620 174further down the b 2 catalyst duringCuCl start-up, shutdown can447 move chlorides atom lattices experience mobilCuCl 703 430 352 79 Cl-induced ity, physically in• terms of the sintering - low levels of chlorides can have a significant effect on LTS catalyst a since they promote CuO sintering. 1599 1326 800 527 driving forces for dissociation and diffusion of surface atoms. Zn 693 420 347 74 Accordingly, sintering rates understand why theZnO impact of Cl is so pronounced the effect of1124 temperature851 on sintering of meta 2248 1975 of a metal orTo metal compounds oxides should be considered. Temperature is the dominant factor in controlling the are significant and very high ZnCl2 563 290 282 9rate of sintering of m near the Tamman temperature; and oxidic species. Relationships have been evolved which utilise the melting point of the material conc Table 2: Melting point and Tamman temperatures for LTS metals/compounds thus, the relative thermalthe stabilTable 2ofMelting point and Tammanat temperatures LTS metals/compounds to estimate magnitude the sintering process any given for temperature. The Tamman tempera ity materialscalculated can be correlated (in absolute units) as one half of the melting point of the metal or oxide. This gives an ind Sintering of LTS catalysts is strongly promoted by traces of chlorine in thewas feed,good which with react at operating in terms of the Tamman temperatures, Table 2 years on-line the performance of the temperature at which metal or metal oxide atom lattices experience mobility, physically terms temperatures with the active metal/metal oxide surface to produce a highly mobile chloride phases.inCopper below lists these for the LTS metals and their low CO slip (<0.2%) and the reaction exotherm driving forces for dissociation and diffusion of surface atoms. chlorides having a Tamman temperature of only 79–174 to 405 °C for copper metal and zinc compounds. showed little signs°C of compared poisoning. chloride a Tamman temperature of only 9 °C relative to 851 °C for ZnO. such the formation of copper Sintering of LTS catalysts is strongly proHowever, following a plant tripAswhich resulted and zinc chlorides provide a mechanism for loss of activity and poisoning by sintering, moted by traces of chlorine in the feed, which in the LTS being wetted, the CO slip increased to as shown schematically in Figure react at operating temperatures with the12.active End of Run (EOR) conditions. Consequently, the metal/metal oxide surface to produce a highly reaction exotherm moved much deeper into the mobile chloride phases. Copper chlorides having bed becoming less sharp. The Key Performance a Tamman Nitrogen temperature 79–174°C com-& Exhibition Indicators over2019) this incident are shown in + Syngas of 2019only International Conference (Berlin,(KPI) 4 - 7 March pared to 405°C for copper metal and zinc chlo- Figure 13. ride a Tamman temperature of only 9°C relative After the wetting damage the inefficient LTS to 851°C for ZnO. As such the formation of copper performance significantly increased production and zinc chlorides provide a mechanism for loss costs. The plant therefore made an unplanned of activity and poisoning by sintering, as shown shutdown to change the LTS catalyst. An estischematically in Figure 12. mate of the production costs for this event was in the range $1,000,000 – $5,000,000. Case study – impact of wetting This case study illustrates the impact a wet- New purification technology for shift reactors Figure 12: Schematic mechanism for Cl promoted sintering of LTS ting incident can have on LTS performance. An JM’s latest development in technology combine ammonia plant using competitive product strat- strong purification expertise with the design of Case study impactbed of wetting. egy, including a Cl-guard layer– (5% depth) low pressure drop systems for shift reactors to over the main bed catalyst. After less than two develop PURASPEC™ 2272 - an ‘adsorbing inert’. This case study illustrates the impact a wetting incident can have on LTS performance. An ammonia plant using competitive product strategy, including a Cl-guard layer (5% bed depth) over the main bed catalyst. After less than two years on-line the performance was good with low CO slip (<0.2%) and 7the reaction www.digitalrefining.com/article/1002381 November 2019 exotherm showed little signs of poisoning. es provide a mechanism for loss of activity and poisoning by sintering, as shown Figure 12. completed on its effectiveness as an Cl-guard at typical HTS exit test conditions. The process gas used was representative of plant conditions H2, 55%; CO 4%, CO2, 16% and N2 25% containing only a low level of HCl at 9ppbv. During the test no Chloride was detected in the exit gas. After the test was completed the PURASPEC absorbent was recovered and analysed for C content – the inlet portion contained 330ppm similar to the level of Cl levels that would be found at the top of the LTS bed in a similar duration test. In long term operation within plants that saturation capacity of PURASPEC 2272 is well Figure 12: Schematic mechanism for Clfor promoted sintering of LTSabove 1% chloride meaning it is expected to more Figure 12 Schematic mechanism Cl promoted sintering of LTS than match %w/w Cl capture that takes place normally within the LTS bed. pact of wetting.PURASPEC 2272 is a low pressure drop active adsorbent support media that replaces the inert PURASPEC 2272 – Cl-guarding support media at the bottomcan of have the high temperPURASPEC 2272 is plant a patented solution which llustrates thesupport impactmedia a wetting incident on LTS performance. An ammonia ature shift (HTS) reactor, (Figure 14), and cap- provides protection by helping to stop chlorides e product strategy, including a Cl-guard layer (5% bed depth) over the main bed catalyst. tures chloride which would otherwise poison the from reaching the LTS catalyst. Chlorides are wo years on-line the performance was catalyst good with low CO slip very (<0.2%) andand thesoreaction low temperature shift (LTS) downstream. soluble are mobile when wetted. This d little signs of poisoning. means that condensation on a LTS catalyst can Development of PURASPEC 2272 absorbent distribute chlorides throughout the bed and have JM has used its expertise in purification science a severe impact on catalyst performance. ng a plant trip which resulted in the LTS being wetted, the CO slip increased to End of Run along with its proven STREAMLINE engineering s. Consequently, reactionPURASPEC exotherm moved deeper into the bed less skills the to develop 2272 –much an innovaWetting risk - becoming Dewpoint consideration Performancetive Indicators (KPI) over this incident are shown in Figure 13. new product which combines the functions of To achieve the lowest CO slip LTS catalysts are a low pressure drop support with that of a chlo- run close to dewpoint. Hence as shown figure ride trap. 15, dewpoint at the top of the LTS traditional The development of PURASPEC 2272 was & location for a4 dedicated Cl-guard above catalyst Nitrogen + Syngas 2019 International Conference Exhibition (Berlin - 7 March 2019) made in JM’s research facilities in Billingham, (B) is typically below <25ºC. The location for UK where the effectiveness of the alkali promoted PURASPEC 2272, at the bottom of the HTS vesabsorbent was tested using with reactor tempera- sel (A), gives a much greater safety margin. Improvements to Water Gas Shift Process ture 430ºC, pressure: 30 bar and steam: dry gas The use of PURASPEC 2272 at a location below ratio: 0.5 short term 25 day high GHSV test was the HTS gives several benefits: Figure 13 KPI showing performance of performance an LTS system a wetting incident Figure 13: KPI showing of before/after an LTS system before/after a wetting incident After the wetting damage the inefficient LTS performance significantly increasedwww.digitalrefining.com/article/1002381 production costs. The plant 8 November 2019 therefore made an unplanned shutdown to change the LTS catalyst. An estimate of the production costs for this event was in the range $1,000,000 – $5,000,000. PURASPEC 2272 – Cl-guarding support media • dewpoint margin is above 200ºC Figure 14: Location for installation of PURASPEC 2272 at HTS exit • chlorides are kept out of LTS reactor PURASPEC • should wetting occur, chlo- 2272 is a patented solution which provides protection by helping to stop chlorides from reac the LTS catalyst. Chlorides are very soluble and so are mobile when wetted. This means that condensa rides can leave from a drain on a LTS catalyst can distribute chlorides throughout the bed and have a severe impact on cata rather than enter LTS performance. The first reference for the technology is a 1360 MTPD Kellogg ammonia Wetting plant, operrisk - Dewpoint consideration ating at 120% of design capacity with parallel design HTS Toeach achieve the lowest CO slip LTS catalysts are run close to dewpoint. Hence as shown figure 15, dewp and LTS vessels in vesat the top of sel the catalyst was supportedthe LTS traditional location for a dedicated Cl-guard above catalyst (B) is typically below <2 via a conventional Thearrangelocation for PURASPEC 2272, at the bottom of the HTS vessel (A), gives a much greater safety mar ment of ceramic balls above a Figure 14: Location for installation of PURASPEC 2272 at HTS exit semi-elliptical outlet collector, Figure 14 Location for installation of PURASPEC 2272 at HTS exit Figure 16 JM were able to analyse the PURASPEC 2272 is a patented solution which provides protection by helping to stop chlorides from r pressure dropthe profile LTS through catalyst. Chlorides are very soluble and so are mobile when wetted. This means that conde the catalyst bed and support on a LTS catalyst can distribute chlorides throughout the bed and have a severe impact on media using their proprietary performance. STREAMLINE software, JM were able to analyse the flow regime through the risk catalyst Wetting - Dewpoint consideration support balls, Figure 17. From this analysis the following improvements To achieve were the lowest CO slip Improvements LTS catalyststoare run close to dewpoint. Water Gas Shift Process Hence as shown figure 15, d developed for at both the the top HTS of the/LTS traditional location for a dedicated Cl-guard above catalyst (B) is typically below LTS reactors, Figure 18. The location for PURASPEC 2272, at the bottom of the HTS vessel (A), gives a much greater safety • dewpoint margin is above 200ºC • HTS • chlorides are kept out of LTS reactor o DYPOR as SHIFTSHIELD o KATALCO 71-5F as thewetting occur, chlorides can leave from a drain rather than enter LTS • should catalyst bed o PURASPEC 2272 support first reference for the technology is a 1360 MTPD Kellogg ammonia plant, operating at 120% of design as Cl absorbingThe STREAMLINE capacity with parallel design HTSFigure and LTS vessels ina Cl-guard eachsection vessel thesection catalyst was supported via a Locations in the shift media. Figure 15 Locations for 15: a Cl-guard inforthe shift conventional arrangement of ceramic balls above a semi-elliptical outlet collector, Figure 16 • LTS o KATALCO 83-3 as ofthe The use PURASPEC 2272 at a location below the HTS gives several benefits: catalyst bed o DYPOR support as 12 Nitrogen + Syngas 2019 International Conference & Exhibition (Berlin 4 - 7 March STREAMLINE system. HTS LTS The anticipated improvement in LTS performance and life extension from using PURASPEC 2272 is shown in figure 19, based on steady state operation. In addition to this life extension by keeping some Cl safely 16 – Arrangement of HTS/LTS andcollector outlet collector Figure 16 Figure Arrangement of HTS/LTS and outlet Figuredrop 15: Locations for a Cl-guard in the bed shift and section JM were able to analyse the pressure profile through the catalyst support media using their proprietary STREAMLINE software, JM were able to analyse the flow regime through the catalyst www.digitalrefining.com/article/1002381 November 2019 9 support balls, Figure 17. The use of PURASPEC 2272 at a location below the HTS gives several benefits: figure and 19, based on steady state operation. se the pressure drop profile through the catalystinbed support media using their NE software, JM were able to analyse the flow regime through the catalyst support Figure 18 – Case study – improvements to HTS/LTS loadings The anticipated improvement in LTS performance and life extension from using PURASPEC 2272 is shown in figure 19, based on steady state operation. e 17 – STREAMLINE analysis of pressure drop of gradient at HTS outlet collector Figure 17 STREAMLINE analysis pressure drop gradient at HTS outlet collector Figure 19 Expected performance of LTS with PURASPEC 2272 Figure 19 – Expected following improvements werethe developed for both HTS / LTS reactors, Figureperformance 18. of LTS with PURASPEC 2272 guarded outside LTS reactor then the in the event of unexpected transient conditions in which conJM’s LTS technology for self-guarding catalysts In addition to this life extension by keeping some Cl safely guarded outside the LTS reactor then in the event densation may occur at the top of theofLTS bed the has continued to evolve so catalysts offer ever unexpected transient conditions in which condensation may occur at the top of the LTS bed the use of R as SHIFTSHIELD use of PURASPEC 2272 provides significant longer livesprotection with reliable performance, JM’sdamaging cata- event. PURASPEC pro2272 provides significant against what would be a potentially LCO 71-5F tection as the catalyst against bed what would be a potentially dam- lyst science and manufacturing processes are key. event. The LTS duty is vulnerable to being easily SPEC 2272aging support as Cl absorbing STREAMLINE media. Applications of the PURASPEC 2272 are damaged by wetting and chlorides. JM’s cataincreasing quickly since launch in Nitrogen lyst technology leadsquickly in terms of surviving wetApplications ofand the PURASPEC 2272 are increasing since launch in Nitrogen and Syngas Berlin in March 2019, the following references are already now in-service, with these customers benefiting from Syngas Berlin in– Expected Marchperformance 2019, ofthe Figure 19 LTS following with PURASPECref2272 ting incidents due to product strength. The new Cl increased chloride protection for the downstream LTS. erences are already now in-service, with these guard PURASPEC 2272 adds a further new layer ALCO 83-3 as the catalyst bed benefiting from increased chloride of protection to the LTS catalyst from chloride that In addition tocustomers this life extension by keeping some Cl safely guarded outside the LTS reactor then in the event Process Capacity, mtpd inadvertent Region of unexpected transient conditions which condensation may occur at the top of the LTS bed theause of if wetting for theinsystem. downstream LTS. can impact bed occurs. R support asprotection STREAMLINE PURASPEC 2272 provides significant protection against what would be a Ammonia potentially damaging event. 1,600 Conclusion FSU KATALCO, PURASPEC and STREAMLINE are trademarks of the Ammonia Johnson Matthey600 Europe group of companies. Over many decades water gas shift technologies 14 Nitrogen + Syngas 2019 International Conference & Exhibition (Berlin 4 - 7 March 2019) for both HTS and LTS have been improved, with References 1 and Patent GB 2543955 Applications the of theuse PURASPEC 2272 are increasing quickly since launch in Nitrogen Syngas Berlin in – Water-Gas Shift Process, Publication Date of shape for pressure drop reduction in 24.01.2018 March 2019,the the HTS following references are already now in-service, with these customers benefiting from recent JM technology innovation. increased chloride protection for the downstream LTS. 2 The Importance of Catalyst Design in Managing the Impact of Transient Operating Conditions in Ammonia Plants, 2014 AIChE tional Conference & Exhibition (Berlin, 4 - 7 March 2019) 13 Safety Symposium, Farnell P W; Ammonia Process Capacity, mtpd Region Carlsson M Ammonia 1,600 FSU 3 Experience with Guards for Low Temperature Improvements to Water Gas Shift Process Shift Catalyst and Extended Life; 1978 AIChE Ammonia 600 Europe Ammonia Safety Symposium, Lundberg W. C.; Ammonia 1,400 FSU 4 Low Temperature Shift Catalyst Developments 14 Nitrogen + Syngas 2019 International Conference & Exhibition (Berlin 4 - 7 March 2019) Ammonia 1,200 Europe & Related Process Effects; British Sulphur Nitrogen 1988, 5 5. Kitchen D Table 3: PURASPEC 2272 references as Oct -2019 Table 3 PURASPEC 2272 references as Oct -2019 John Brightling The Use and Abuse of Low Temperature Shift Catalyst; 1989 AIChE Ammonia Safety Symposium, Kitchen D., Henson W.G.S., HTS LTS Conclusion Madsen J.K.; Over many decades water gas shift technologies for both HTS and LTS have been improved, with the use LINKS of shape for pressure drop reduction in the HTS recent JM technology innovation. More articles from: Johnson Matthey JM’s LTS technology for self-guarding catalysts has continued to evolve so catalysts offer ever longer lives More articles from the following with reliable performance, JM’s catalyst science and manufacturing processes are key. categories: Catalysts and Additives The LTS duty is vulnerable to being easily damaged by wetting and chlorides. JM’s catalyst technology leads Heat Transfer in terms of surviving wetting incidents duestudy to product strength.toThe new Clloadings guard PURASPEC 2272 adds a Figure 18 – Case – improvements HTS/LTS Figure 18 Case study – improvements to HTS/LTS loadings further new layer of protection to the LTS catalyst from chloride that can impact a bed if wetting inadvertent occurs. The anticipated improvement in LTS performance and life extension from using PURASPEC 2272 is shown n figure 19, based on steady state operation. KATALCO, 8 PURASPEC November 2019and STREAMLINE are trademarks of the Johnson Matthey group of companies. References: www.digitalrefining.com/article/1002381