Ministry of Defence
Defence Standard 02-838 (NES 838)
Issue 1 Publication Date 01 April 2000
Requirements For Phosphor Bronze
Part 2
Wrought Bar Stock
Incorporating NES 838 Part 2 Category 3
Issue 1 Publication Date April 1990
AMENDMENT RECORD
Amd No
Date
Text Affected
REVISION NOTE
This standard is raised to Issue 1 to update its content.
HISTORICAL RECORD
This standard supersedes the following:
Naval Engineering Standard (NES) 838 Part 2 Issue 1 dated April 1990.
Signature and Date
Ministry of Defence
Naval Engineering Standard
NES 838
Part 2
Issue 1 (Reformatted)
REQUIREMENTS FOR
PHOSPHOR BRONZE RODS
PART 2
WROUGHT BAR STOCK
April 1990
This NES Supersedes
DG SHIPS 376
Record of Amendments
AMDT
1
2
3
4
5
6
7
8
9
10
INSERTED BY
DATE
NAVAL ENGINEERING STANDARD 838
REQUIREMENTS FOR PHOSPHOR BRONZE RODS
PART 2
ISSUE 1 (REFORMATTED)
WROUGHT BAR STOCK
The issue and use of this Standard
is authorized for use in MOD contracts
by MOD(PE) Sea Systems and
the Naval Support Command
ECROWN COPYRIGHT
Published by:
Director of Naval Architecture
Procurement Executive, Ministry of Defence
Sea Systems, Foxhill, Bath BA1 5AB
i
ii
NES 838
Part 2
Issue 1 (Reformatted)
SCOPE
1.
This Part of the NES relates to the requirements for the manufacture, inspection and testing
of wrought phosphor bronze rods for bar stock sizes up to 75mm in diameter.
iii
NES 838
Part 2
Issue 1 (Reformatted)
iv
NES 838
Part 2
Issue 1 (Reformatted)
FOREWORD
Sponsorship
1.
This Naval Engineering Standard (NES) is sponsored by the Procurement Executive, Ministry
of Defence, Chief Naval Architect (CNA), Section NA 132.
2.
It is to be applied as required to any Ministry of Defence contract for the purchase of wrought
and continuously cast phosphor bronze and is applicable to Surface Ships and Submarines.
3.
This NES Comprises:
Requirements for Phosphor Bronze Rods.
Part 1
Continuously Cast.
Part 2
Wrought Bar Stock.
4.
If it is found to be technically unsuitable for any particular requirement, the Sponsor is to be
informed of the circumstances with a copy to Chief Naval Architect, Section NA 145.
5.
Any user of this NES either within MOD or in industry may propose an amendment to it.
Proposals for amendments which are:
a.
not directly applicable to a particular contract are to be made to the Sponsor of the NES;
b.
directly applicable to a particular contract are to be dealt with using existing procedures
or as specified in the contract.
6.
No alteration is to be made to this NES except by the issue of a formal amendment.
7.
Unless otherwise stated, reference in this NES to approval, approved, authorized or similar
terms means by the Ministry of Defence.
8.
Any significant amendments that may be made to this NES at a later date will be indicated
by a vertical sideline. Deletions will be indicated by 000 appearing at the end of the line
intervals.
9.
A check list at Annex D. is included to assist in the preparation of technical requirements.
Conditions of Release
General
10.
This Naval Engineering Standard (NES) has been prepared for the use of the Crown and of
its contractors in the execution of contracts for the Crown. The Crown hereby excludes all
liability (other than liability for death or personal injury) whatsoever and howsoever arising
(including but without limitation, negligence on the part of the Crown, its servants or agents)
for any loss or damage however caused where the NES is used for any other purpose.
11.
This document is Crown Copyright and the information herein may be subject to Crown or
third party rights. It is not to be released, reproduced or published without written permission
of the MOD.
v
NES 838
Part 2
Issue 1 (Reformatted)
12.
The Crown reserves the right to amend or modify the contents of this NES without consulting
or informing any holder.
MOD Tender or Contract Process
13.
This NES is the property of the Crown and unless otherwise authorized in writing by the MOD
must be returned on completion of the contract, or submission of the tender, in connection
with which it is issued.
14.
When this NES is used in connection with a MOD tender or contract, the user is to ensure that
he is in possession of the appropriate version of each document, including related documents,
relevant to each particular tender or contract. Enquiries in this connection may be made of
the local MOD(PE) Quality Assurance Representative or the Authority named in the tender
or contract.
15.
When NES are incorporated into MOD contracts, users are responsible for their correct
application and for complying with contracts and any other statutory requirements.
Compliance with an NES does not of itself confer immunity from legal obligations.
Related Documents
16.
In the tender and procurement processes the related documents listed in each section and
Annex A can be obtained as follows:
a.
British Standards
British Standards Institution,
389 Chiswick High Road,
London W4 4AL
b.
Defence Standards
Directorate of Standardization and Safety Policy,
Stan 1, Kentigern House, 65 Brown Street,
Glasgow G2 8EX
c.
Naval Engineering Standards
CSE3a, CSE Llangennech, Llanelli,
Dyfed SA14 8YP
d.
Other documents
Tender or Contract Sponsor to advise.
Note: Tender or Contract Sponsor can advise in cases of difficulty.
17.
All applications to Ministry Establishments for related documents are to quote the relevant
MOD Invitation to Tender or Contract Number and date, together with the sponsoring
Directorate and the Tender or Contract Sponsor.
18.
Prime Contractors are responsible for supplying their subcontractors with relevant
documentation, including specifications, standards and drawings.
Health and Safety
Warning
19.
This NES may call for the use of processes, substances and/or procedures that may be injurious
to health if adequate precautions are not taken. It refers only to technical suitability and in
no way absolves either the supplier or the user from statutory obligations relating to health
and safety at any stage of manufacture or use. Where attention is drawn to hazards, those
quoted may not necessarily be exhaustive.
vi
NES 838
Part 2
Issue 1 (Reformatted)
CONTENTS
Page No
TITLE PAGE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
i
SCOPE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
iii
FOREWORD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sponsorship . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conditions of Release . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MOD Tender or Contract Process . . . . . . . . . . . . . . . . . . . . . . . . . .
Related Documents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Health and Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Warning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
v
v
v
v
vi
vi
vi
vi
CONTENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
vii
SECTION
1.
PHYSICAL CHARACTERISICS . . . . . . . . . . . . . .
1.1
SECTION
2.
MECHANICAL PROPERTIES . . . . . . . . . . . . . . . .
TABLE 2.1 MECHANICAL PROPERTIES . . . . .
2.1
2.1
SECTION
3.
MANUFACTURE . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1
SECTION
4.
QUALITY ASSURANCE DOCUMENTATION . . .
4.1
SECTION
5.
5.1
5.1.1
5.1.2
5.1.3
5.2
5.2.1
5.2.2
5.2.3
TEST METHODS . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Destructive Tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mechanical Tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Test Pieces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Non-destructive Tests . . . . . . . . . . . . . . . . . . . . . . . . .
Dimensional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Visual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ultrasonics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1
5.1
5.1
5.1
5.1
5.1
5.1
5.1
5.1
SECTION
6.
6.1
6.1.1
6.1.2
6.2
6.2.1
6.2.2
6.2.3
6.3
ACCEPTANCE STANDARDS . . . . . . . . . . . . . . . . .
Destructive Examination Standards . . . . . . . . . . . . .
Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mechanical Tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Non-destructive Examination Standards . . . . . . . . .
Dimensional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Visual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ultrasonics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Assessment of Suitability for Ultrasonic
Examination . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1
6.1
6.1
6.1
6.1
6.1
6.1
6.1
6.1
SECTION
7.
7.1
DEFECTS AND RECTIFICATION OF DEFECTS
Defects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1
7.1
SECTION
8.
IDENTIFICATION MARKINGS . . . . . . . . . . . . . . .
8.1
SECTION
9.
PACKAGING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1
vii
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX
A.
RELATED DOCUMENTS . . . . . . . . . . . . . . . . . . . .
A.1
ANNEX
B.
DEFINITIONS AND ABBREVIATIONS . . . . . . . .
B.1
ANNEX
C.
ULTRASONIC REFERENCE STANDARD FOR
PHOSPHOR BRONZE ROD . . . . . . . . . . . . . . . . . .
C.1
PROCUREMENT CHECK LIST . . . . . . . . . . . . . . .
D.1
ANNEX
D.
ALPHABETICAL INDEX
viii
NES 838
Part 2
Issue 1 (Reformatted)
1.
PHYSICAL CHARACTERISICS
a.
Wrought material to this NES is to conform to the chemical composition of alloy
in BS 2874 PB 102.
1.1
NES 838
Part 2
Issue 1 (Reformatted)
1.2
NES 838
Part 2
Issue 1 (Reformatted)
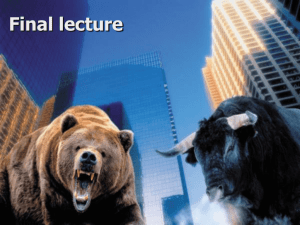
2.
MECHANICAL PROPERTIES
a.
At room temperature the mechanical properties from nominated test pieces, as
specified in Clause 5.2.1a., are to meet the requirements listed in TABLE 2.1 for
both Grade 1 and Grade 2 material.
SIZE
Tensile
Strength
0.2% Proof
Stress
Elongation on
5 65 So
5.65
Min
Min
Min
N/mm 2
N/mm 2
%
mm
Up to and
including
mm
6
18
500
410
12
18
40
460
380
12
40
60
380
320
16
60
75
350
250
18
O
Over
TABLE 2.1 MECHANICAL PROPERTIES
2.1
NES 838
Part 2
Issue 1 (Reformatted)
2.2
NES 838
Part 2
Issue 1 (Reformatted)
3.
MANUFACTURE
a.
Rods are to be supplied in two grades as follows:
Grade 1
Material for high integrity applications (eg 1st level systems in
Nuclear Submarines).
Grade 2
Normal grade material.
b.
Rods are to be manufactured by cold rolling, drawing or peeling suitably shaped
from cast staves or continuously cast bars with interstage annealing as
necessary such that the finished product is to meet the mechanical properties
and dimensions.
c.
The tolerances on rods are to be in accordance with BS 2874, Normal Tolerance.
d.
The material is to be supplied in the ‘as manufactured’ condition ‘M’ of BS 2874.
e.
Unless otherwise stated in the Contract Documents all rods are to be supplied
in straight random lengths of not more than 5.5 metres. Not less than 90% of
each batch are to have a minimum length of 2 metres, the remainder may be
supplied in shorter lengths down to a minimum of 1 metre.
3.1
NES 838
Part 2
Issue 1 (Reformatted)
3.2
NES 838
Part 2
Issue 1 (Reformatted)
4.
QUALITY ASSURANCE DOCUMENTATION
a.
b.
Each consignment of Grade 1 rods is to be accompanied by Quality Assurance
Documentation providing:
(1)
the actual test results required by Clauses 5.1.1a. and 5.1.2a. from the ‘as
supplied’ material;
(2)
a Certificate of Conformity for the remainder of the tests detailed in
Section 5.
Each consignment of Grade 2 rods is to be supplied with a Certificate of
Conformity. This is to provide for all material in the consignment:
(1)
cast numbers;
(2)
composition and mechanical test certificate numbers.
Actual test certificates are to be retained by the manufacturer.
4.1
NES 838
Part 2
Issue 1 (Reformatted)
4.2
NES 838
Part 2
Issue 1 (Reformatted)
5.
TEST METHODS
5.1
Destructive Tests
5.1.1
Analysis
a.
5.1.2
Mechanical Tests
a.
5.1.3
Where holding furnaces are used in the production process a full analysis is to
be taken from the holding furnace at regular intervals, the intervals to be agreed
with the QAR.
Tensile tests are to be carried out in accordance with BS 18. Analysis requires
to be taken from a sample taken from each cast and also each batch of ‘as
supplied’ material. The number of tests are to be taken as for BS 2874 PB 102,
retest material to be available if required.
Test Pieces
a.
All test pieces are to be permanently marked with the cast or batch number.
b.
Unless authorized by the QAR all test pieces are to be retained for a period of
two months after completion of the contract or delivery of the material.
5.2
Non-destructive Tests
5.2.1
Dimensional
a.
5.2.2
Visual
a.
5.2.3
Rods are to be gauged and the sizes recorded.
All rods are to be visually inspected, assisted where necessary by the use of ¢5
magnification optics. All imperfections are to be identified and recorded.
Ultrasonics
a.
Grade 1 rods are to be:
(1)
subjected to 100% ultrasonic examination in accordance with NES 729
Pt 5;
(2)
subjected to a compressional wave examination in the longitudinal and
radial direction.
b.
The technique used by the Contractor is to ensure 100% effective volumetric
examination of the material under test within the effective beam width of the
probe used.
c.
Where the dimension of the material under test precludes satisfactory
inspection using the above technique, alternative techniques are to be
employed.
d.
The reference standard and accompanying notes are given at Annex C.
5.1
NES 838
Part 2
Issue 1 (Reformatted)
5.2
NES 838
Part 2
Issue 1 (Reformatted)
6.
ACCEPTANCE STANDARDS
6.1
Destructive Examination Standards
6.1.1
Analysis
a.
6.1.2
Each analysis is to conform with the requirements for alloy of BS 2874 PB 102.
Mechanical Tests
a.
Each test result is to conform with the relevant section of TABLE 2.1 of this
NES. Should any of the original test pieces fail to meet the test requirements,
two further samples may be tested if the manufacturer so desires. Should the
manufacturer elect not to test further samples or should any of the retests fail
to meet the properties specified in TABLE 2.1, the material represented by the
test pieces is to be rejected.
6.2
Non-destructive Examination Standards
6.2.1
Dimensional
a.
6.2.2
Visual
a.
6.2.3
6.3
All rods are to be in accordance with the tolerances stated for ‘normal tolerance’
in BS 2874 unless otherwise specified in the Contract Documents. The lengths
of the rods are to comply with Clause 3.e.
The finished surface of rods is to be free from cracks, tears, laps, burrs, seams,
slivers or scale. A light coating of oxidation scale is acceptable on ‘as
manufactured’ surfaces.
Ultrasonics
a.
Any defect which causes a signal either equal to or greater than the signal
produced by the calibration standard, having made allowance for any
differences in attenuation that may exist between the test block and the
material under test, is deemed to be unacceptable and the material under test
is to be rejected.
b.
A permeability assessment is to be carried out on selected areas of the material
representative of the surface finish as follows:
(1)
Set first back-wall echo to half screen height.
(2)
Record attenuator reading in decibels.
(3)
Set second back-wall echo to half screen height.
(4)
Record attenuator reading in decibels.
(5)
Calculate the permeability as the difference between readings (2) and (4).
Assessment of Suitability for Ultrasonic Examination
a.
The product is suitable for testing when the permeability to ultrasound of the
material is equal to or less than 15dB. When permeability is greater than 15dB
or the flat-bottomed hole signal height cannot be achieved the suitability is to
be subject to agreement between contractor and MOD.
It is also to be established that the signal height from a flat-bottomed hole of the
diameter specified as the recording level and at the back-wall distance is at least
6dB higher than grass level. A test block containing the appropriate size of hole
may be used provided that the sensitivity is adjusted to compensate for the
difference in attenuation between the test block material product material.
6.1
NES 838
Part 2
Issue 1 (Reformatted)
6.2
NES 838
Part 2
Issue 1 (Reformatted)
7.
DEFECTS AND RECTIFICATION OF DEFECTS
7.1
Defects
a.
Defects, which are outwith the acceptance standard, discovered during
machining may be cause for rejection of any rod even if the rod has been
previously certified as conforming to this NES.
b.
Rectification of defects by welding is not permitted.
7.1
NES 838
Part 2
Issue 1 (Reformatted)
7.2
NES 838
Part 2
Issue 1 (Reformatted)
8.
IDENTIFICATION MARKINGS
a.
For identification purposes, all material is to be legibly marked by the
manufacturer with the following particulars applied by self-adhesive tape or
indelible ink:
(1)
The cast or batch number together with NES 838 Part 2 and the grade of
the material.
(2)
Contract number (on a tally).
(3)
Unique number relating to Quality Assurance Documentation.
b.
Indelible ink is to be a formulation which will not have a deleterious effect
during subsequent hot working.
c.
Rods and sections of cross sectional area below 500mm2 may be bundled and
identified by a metal marker plate secured by wire.
8.1
NES 838
Part 2
Issue 1 (Refomatted)
8.2
NES 838
Part 2
Issue 1 (Reformatted)
9.
PACKAGING
a.
Rods are to be packaged, in accordance with NES 724, so as to avoid damage
during transit and storage.
b.
Each package is to carry a marker plate or a metal label, in accordance with
NES 723, displaying the following additional identification details:
(1)
NATO Stock No, when applicable
(2)
Description
(3)
Quantity
(4)
Contract Number
9.1
NES 838
Part 2
Issue 1 (Reformatted)
9.2
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX A.
RELATED DOCUMENTS
A.1
Reference is made to:
Referred to in
Clause
BS 18
5.1.2a.
NES 723
Tensile testing of Metals (including
aerospace materials)
Copper and Copper Alloys, Rods and
Sections (other than forging stock)
Requirements for Marker Plates
NES 724
Packaging
9.a.
NES 729
Requirements for Non-destructive
Examination Methods:
Pt 5 Ultrasonics
5.2.3a.
BS 2874
Pt 5
A.1
1.a., 3.c., 3.d.,
6.1.1a., 6.2.1a.
9.b.
ANNEX A.
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX A.
A.2
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX B.
DEFINITIONS AND ABBREVIATIONS
B.1
For the purpose of this NES the following definitions apply:
Acceptance Authority
The Design Authority for the systems or
equipment concerned.
Batch (Grade 1 Rods)
consists of rods of the same size range as listed in
BS 2874 produced by the same process, from the
same cast and the product of one furnace heat
treatment load.
Batch (Grade 2 Rods)
consists of rods of the same size range as listed in
BS 2874, produced by the same process from not
more than three casts and the product of not more
than one furnace heat treatment load.
Cast
a cast is:
a. the product of one furnace melt, or
b. the product of one crucible melt, or
c. the product of a number of furnace or crucible
melts where such are aggregated prior to sampling.
d. the product of not more than two melting
furnaces transferred to a holding furnace
aggregated prior to sampling.
Certificate of Conformity
This is supplied with material of which traceability
during manufacturing is required and is issued on
the basis of the required tests having been carried
out on the batches from which the material
supplied has been taken.
Contractor
The firm, Company, Organization or
Establishment working within the scope of this
NES.
Design Authority
The relevant Section of Sea Systems Controllerate,
Foxhill, Bath, responsible for the system
concerned. Where this is not known by the
Contractor, enquiries are to be forwarded to CNA,
Section NA 132, Foxhill, Bath.
Quality Assurance
Authority (QAA)
The authority designated in a contract as
responsible for Quality Assurance matters to that
contract.
Quality Assurance
Representative (QAR)
Rods
Any officer duly authorized to act on behalf of the
QAA and the Project Manager.
A round, square, hexagonal, rectangular or
polygonal solid product supplied in straight
lengths.
B.1
ANNEX B.
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX B.
B.2
NES 838
Part 2
Issue 1 (Reformatted)
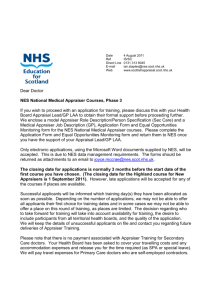
ANNEX C.
ULTRASONIC REFERENCE STANDARD FOR PHOSPHOR BRONZE ROD
D = Diameter to be tested ±10%
{ = The block may be cut to this line to facilitate drilling where a single block
is required for use. Alternatively a number of separate reference blocks may be
employed.
Thickness to be examined (mm)
Dia of FBH (mm)
Up to and incl 50
1.5
Over 50 to 70
2.5
Over 70 to 75 (incl)
3.0
Notes:
1. The flat bottom of the holes is to be parallel to the entrant surface.
2. The reference standard is to be wide enough to permit sound transmission
to the flat bottom holes without side effects.
3. The reference standard material is to be ultrasonically free from obvious
defects and similar to the material being tested. The surface finish is to
be comparable to the test surface and of similar contour.
4. The test frequency is to be the same as the calibration frequency.
5. The equipment is to be set to show an echo of 40% full screen deflection
from the least detectable hole.
C.1
ANNEX C.
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX C.
C.2
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX D.
PROCUREMENT CHECK LIST
TITLE .....................
REFERENCE .....................
Notes:
1.
This Check List is to ensure that certain aspects of this Naval
Engineering Standard are consulted when preparing a Statement of
Technical Requirements for a particular application.
Clauses where a preference for an option is to be used or where specific
data is to be added are included in the Check List.
List
Each item is to be marked either
2.
3.
!
= included
NA
= not applicable
CHECK
No
1
Grade of Rod
CHECK
2
Tolerance on lengths
3
Tolerance on width or diameter
4
Requirements for ship’s numbers or
additional markings
Packaging
5
D.1
CLAUSE
No
3.a.
! or NA
3.e.
6.2.1a.
8.a.
9.a.
ANNEX D.
NES 838
Part 2
Issue 1 (Reformatted)
ANNEX D.
D.2
NES 838
Part 2
Issue 1 (Reformatted)
ALPHABETICAL INDEX
A
Acceptance Standard
destructive examination, 6.1
non-destructive examination, 6.1
Analysis, 5.1, 6.1
C
Certificate of Conformity, 4.1
Chemical composition, 1.1
Classification, 3.1
D
Defects
discovered during machining, 7.1
rectification, 7.1
Dimensional, 6.1
L
Labels, 9.1
Lengths, 3.1, 6.1
M
Machining, 7.1
Marking, 8.1
Mechanical Tests, 5.1, 6.1
S
Surface finish, 6.1
T
Test pieces, 5.1
Tests, destructive, 5.1
Tests, non-destructive, 5.1
Tolerances, 3.1
W
Welding, 7.1
INDEX.1
INDEX
NES 838
Part 2
Issue 1 (Reformatted)
INDEX
INDEX.2
Inside Rear Cover
© Crown Copyright 2000
Copying Only as Agreed with DStan
Defence Standards are Published by and Obtainable from:
Defence Procurement Agency
An Executive Agency of The Ministry of Defence
Directorate of Standardization
Kentigern House
65 Brown Street
GLASGOW G2 8EX
DStan Helpdesk
Tel 0141 224 2531/2
Fax 0141 224 2503
Internet e-mail enquiries@dstan.mod.uk
File Reference
The DStan file reference relating to work on this standard is D/DStan/69/02/838.
Contract Requirements
When Defence Standards are incorporated into contracts users are responsible for their correct
application and for complying with contractual and statutory requirements. Compliance with
a Defence Standard does not in itself confer immunity from legal obligations.
Revision of Defence Standards
Defence Standards are revised as necessary by up issue or amendment. It is important that
users of Defence Standards should ascertain that they are in possession of the latest issue or
amendment. Information on all Defence Standards is contained in Def Stan 00-00 Standards
for Defence Part 3 , Index of Standards for Defence Procurement Section 4 ‘Index of Defence
Standards and Defence Specifications’ published annually and supplemented regularly by
Standards in Defence News (SID News). Any person who, when making use of a Defence
Standard encounters an inaccuracy or ambiguity is requested to notify the Directorate of
Standardization (DStan) without delay in order that the matter may be investigated and
appropriate action taken.